 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Custos de mecanizado personalizado desvelados: o que os talleres non vos din de antemán
O que o mecanizado personalizado significa realmente para a fabricación moderna
Xa pensou algúns vez como os enxeñeiros crean compoñentes de precisión que simplemente non existen en ningunha prateira de ningún fornecedor? É aquí onde entra en xogo o mecanizado personalizado. Na súa esencia, esta aproximación á fabricación emprega a tecnoloxía CNC para producir pezas adaptadas a especificacións exactas: xeometrías únicas, tolerancias estreitas e requisitos específicos do cliente que os métodos estándar de produción non poden ofrecer.
Ao contrario da produción en masa, que prioriza a produción en gran volume de compoñentes idénticos , os servizos de mecanizado personalizado centranse na flexibilidade e na precisión. Non está limitado ao que xa está dispoñible. En troques, o seu equipo de deseño crea un modelo CAD detallado que describe as dimensións, formas e requirimentos de material exactos. A máquina CNC e a súa programación traducen entón ese plano dixital nun compoñente físico cunha precisión notábel.
Desde o plano ata a realidade de precisión
A viaxe desde o concepto ata a peza final segue un percorrido estruturado. En primeiro lugar, o seu equipo de enxeñaría desenvolve un deseño completo que especifica todas as dimensións críticas. A continuación, chega a fase de prototipaxe, na que as pezas mecanizadas pasan por probas rigorosas para verificar a súa funcionalidade. Só despois desta validación comeza a produción en grande escala.
Pense nisto deste xeito: a produción en masa pregunta «Cantos obxectos idénticos podemos fabricar por hora?», mentres que a mecanización personalizada pregunta «Que especificacións exactas require este compoñente único?». Esta diferenza configura fundamentalmente a forma na que os fabricantes abordan o seu proxecto.
A mecanización personalizada actúa como a ponte esencial entre a intención do deseño e a realidade física, transformando conceptos enxeñeiros complexos en compoñentes de precisión que funcionan exactamente tal como se concibiron.
Por que as pezas estándar non son suficientes
Os compoñentes estándar de catálogo funcionan ben para aplicacións xerais. Pero que ocorre cando o seu proxecto require tolerancias tan estreitas como 0,003–0,005 polgadas? Ou cando o seu deseño require unha xeometría que ningún elemento de catálogo pode igualar? É precisamente aquí onde os servizos de mecanizado de precisión resultan inestimables.
Industrias como a aeroespacial, a dos dispositivos médicos e a da defensa dependen fortemente deste enfoque. Os seus compoñentes deben cumprir normas extremadamente rigorosas, nas que incluso desviacións microscópicas poderían comprometer a seguridade ou o rendemento. Por exemplo, un instrumento cirúrxico non pode tolerar as variacións dimensionais aceptables en produtos de consumo.
As vantaxes van máis aló da mera precisión:
- Especificacións personalizadas que melloran a compatibilidade con sistemas existentes
- Selección Superior de Materiais incluíndo aliaxes exóticas e plásticos de enxeñaría
- Deseños innovadores que proporcionan ás empresas vantaxes competitivas
- Menos erros mediante procesos de control de calidade máis rigorosos
Ao longo deste artigo, descubrirá os procesos CNC fundamentais que impulsan a fabricación personalizada, aprenderá a seleccionar os materiais apropiados, comprenderá os requisitos de tolerancia, comparará métodos alternativos e, finalmente, identificará o socio de fabricación axeitado para as súas necesidades específicas. Sexa que estea desenvolvendo un prototipo ou planeando unha produción limitada, comprender estes fundamentos axudaralle a tomar decisións informadas que se alíñen cos obxectivos do seu proxecto e co orzamento.

Procesos CNC fundamentais que impulsan a fabricación personalizada
Agora que comprende o que ofrece a mecanización personalizada, exploremos a maquinaria detrás da magia. Catro procesos CNC principais forman a columna vertebral da fabricación de precisión, cada un deles ofrece capacidades distintas para aplicacións específicas. Saber cando empregar cada proceso — e como traballan xuntos — pode ter un impacto significativo no éxito do seu proxecto e no orzamento.
Fundamentos do fresado e do torneado CNC
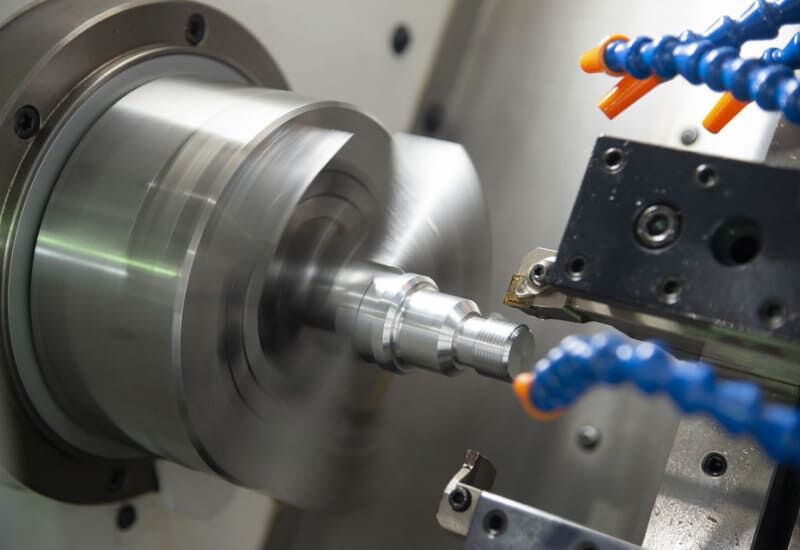
Imaxine esculpir unha forma complexa en 3D a partir dun bloque sólido de aluminio. Esencialmente, isto é o que logra o fresado CNC. Unha fresa rotatoria móvese sobre a peza de traballo en múltiples direccións, eliminando material para crear xeometrías intrincadas , cavidades, ranuras e características superficiais. As modernas máquinas de fresado de 5 eixos poden aproximar a peza de traballo desde practicamente calquera ángulo sen necesidade de repositionala, minimizando as acumulacións de tolerancias e conseguindo unha precisión dimensional de ±0,0005 polgadas.
Que fai tan versátil ao fresado? A máquina de corte CNC pode executar contornos complexos, producir texturas superficiais detalladas e crear características que serían imposibles de obter mediante métodos manuais. Sexa cal for a súa necesidade —unha carcasa prototipo con cavidades internas ou un compoñente de produción con superficies de montaxe precisas— o fresado responde á complexidade xeométrica.
O torneado CNC adopta unha aproximación fundamentalmente distinta. Aquí, a peza xira mentres ferramentas de corte estacionarias dánlle forma cilíndrica. Pense en eixes, casquetes, pasadores e calquera compoñente con simetría rotacional. Un servizo de torneado CNC de calidade pode acadar tolerancias de ±0,0005 polgadas nas dimensións de diámetro, o que fai deste proceso esencial para pezas que requiren axustes precisos.
Os tornos CNC modernos dotados de ferramentas activas difuminan a liña entre torneado e fresado. Estas máquinas poden realizar operacións de taladrado, roscado e incluso fresado mentres a peza permanece suxeita — reducindo o tempo de preparación e eliminando erros derivados da manipulación múltiple. As máquinas de tipo suízo destacan na produción de compoñentes longos e esbeltos, onde os tornos tradicionais poderían ter problemas de flexión.
Cando debería escoller un ou outro?
- Principalmente cilíndrico con características rotacionais → torneado CNC
- Formas complexas 3D con bolsas e contornos → fresado CNC
- Combinación de ambos → Centros de fresado-torneado de múltiples eixos
Operacións de perforación de precisión
Parece simple, non é certo? Basta con facer furos? Non del todo. A perforación de precisión na fabricación personalizada implica moito máis que empurrar unha fresa a través dun metal. Este proceso abrangue o escariado para obter diámetros exactos, o avellanado para as cabezas dos parafusos e a perforación de furos profundos en compoñentes que requiren relacións lonxitude-diámetro superiores a 10:1.
As tolerancias dos furos son moi importantes nas aplicacións de montaxe. Unha roldana de eixe require un orificio de tamaño preciso para funcionar correctamente: se é demasiado lato, prodúcese vibración; se é demasiado estreito, a fricción provoca desgaste prematuro. As modernas operacións de perforación CNC conseguen habitualmente unha precisión posicional dentro de 0,001 polgadas e tolerancias de diámetro de ±0,0005 polgadas nas características críticas.
Cando o EDM se converte en esencial
Que ocorre cando as ferramentas convencionais de corte CNC simplemente non poden acceder á xeometría que precisa? Ou cando o seu material é tan duro que os métodos tradicionais destruírían a ferramenta de inmediato? É aquí onde a usinaxe por descarga eléctrica se converte na súa solución.
O EDM funciona mediante faíscas eléctricas controladas que erosionan o material sen contacto físico. O EDM de fío produce perfís 2D intrincados con tolerancias de até ±0,0001 polgadas —dez veces máis estrictas ca a maquinaria estándar. O EDM de sumersión crea cavidades 3D complexas empregando electrodos conformados para formar características internas. Segundo especialistas en mecanizado de precisión, O EDM alcanza acabados superficiais de ata 0,1 μm Ra , eliminando frecuentemente por completo as operacións secundarias de pulido.
O EDM destaca especialmente coas materias duras que superan os 60 HRC —aceros para ferramentas, carburo de tungsteno e aliaxes exóticas que desgastarían rapidamente as ferramentas de corte convencionais. Os fabricantes de dispositivos médicos especifican frecuentemente o EDM para instrumentos cirúrxicos que requiren tanto dureza extrema como xeometrías intrincadas.
Comparación dos procesos dunha ollada
A selección do proceso axeitado depende dos seus requisitos específicos. Esta comparación axúdalle a comprender o que ofrece cada método:
| Tipo de Proceso | Mellores aplicacións | Tolerancias típicas | Compatibilidade de materiais |
|---|---|---|---|
| Fresado por CNC | Xeometrías 3D complexas, características superficiais, recortes, ranuras | ±0,0005" a ±0,002" | Aluminio, aceiro, titano, plásticos, compostos |
| Torsión CNC | Pezas cilíndricas, eixes, casquillos, compoñentes roscados | ±0.0005" a ±0.001" | Todos os metais mecanizables e plásticos de enxeñaría |
| Taladrado/Alargamento | Furos de precisión, escareados, aplicacións de furos profundos | ±0,0005" de diámetro, ±0,001" de posición | A maioría dos metais e plásticos |
| EDM por fío/por sumersión | Materiais tratados termicamente, perfís intrincados, cavidades internas | ±0,0001" a ±0,0005" | Calquera material condutor, especialmente aceros tratados termicamente |
Combinación de procesos para pezas complexas
Isto é o que moitos fornecedores non explican de xeito inmediato: a maioría dos compoñentes de precisión requiren múltiplas operacións. Unha carcasa fresada por CNC pode necesitar salientes torneados, furos de montaxe taladrados e ranuras cortadas por EDM, todo na mesma peza. Comprender isto axuda a anticipar prazos de entrega e custos realistas.
Os servizos fiables de torneado CNC adoitan colaborar con especialistas en EDM ou manter capacidades propias en múltiples procesos. Ao avaliar orzamentos, pregunte como fluirá a súa peza ao longo da produción. Menos montaxes xeralmente significan un mellor control das tolerancias e menores custos. Un taller que ofreza capacidades integradas pode manter especificacións máis estrictas ca un que subcontrate as operacións a varios subcontratistas.
A verdadeira pregunta convértese: de que material debe fabricarse o seu compoñente de precisión? Esa elección afecta non só os procesos que funcionan mellor, senón tamén as características de rendemento da súa peza final.
Guía de selección de materiais para compoñentes personalizados mecanizados
Escoller o material axeitado pode ser a decisión máis trascendental que tome para o seu proxecto de mecanizado personalizado . Por qué? Porque a selección do material impacta directamente nos parámetros de mecanizado, na calidade do acabado superficial e no comportamento da súa peza final baixo condicións reais de uso. Con todo, moitos talleres omiten por completo esta conversa, deixándoo a vostede resolver por si mesmo.
Analicemos as súas opcións en tres categorías: metais e aleacións, plásticos de enxeñaría e materiais especiais. Cada un deles ofrece vantaxes distintas dependendo dos requisitos da súa aplicación.
Metais e Aleacións para Aplicacións Exixentes
Cando a resistencia, a durabilidade e o rendemento térmico son os aspectos máis importantes, os metais seguen sendo a opción preferida. Pero, que metal? Iso depende totalmente da súa aplicación específica.
Ligas de aluminio dominan as aplicacións aeroespaciais e automobilísticas por boas razóns. Segundo a guía de materiais de Xometry, estes materiais lixeiros ofrecen unha excelente condutividade térmica e poden tratarse termicamente para aumentar a súa resistencia. Por exemplo, o aluminio 7075 ofrece unha resistencia á tracción de 540 MPa mantendo ao mesmo tempo unha elevada maquinabilidade — ideal para compoñentes estruturais do fuselaxe onde a redución de peso se traduce directamente en maior eficiencia enerxética.
- Aluminio 6061 – Excelente soldabilidade, amplamente extrudido, ideal para aplicacións de uso xeral
- Aluminio 7075 – Alta resistencia (540 MPa), resistencia á fadiga superior, preferido no sector aeroespacial
- Aluminio 5083 – Mellor resistencia á corrosión entre as aleacións non tratábeis termicamente, adecuado para ambientes mariños
Aceiro inoxidable converte-se esencial cando a resistencia á corrosión é a prioridade. Os aceros austeníticos como os graos 304 e 316 ofrecen unha excelente maquinabilidade para operacións de torneado, roscado, taladrado e fresado. O grao 316 inclúe molibdeno, o que mellora a súa estabilidade fronte aos ácidos clorhídricos, polo que resulta ideal para dispositivos médicos e equipos de procesamento químico.
E as aplicacións resistentes ao desgaste? Aquí é onde a maquinación do bronce resulta inestimable. Os compoñentes de bronce CNC destacan en rodamientos, casquillos e superficies deslizantes, onde as súas propiedades autorrexeitoras reducen os requisitos de mantemento. As aleacións de latón —combinacións de cobre e zinc— ofrecen unha superior facilidade de corte e unha excelente formabilidade en quente para aplicacións mariñas e automobilísticas.
Liga de zinco merece atención especial nas aplicacións automobilísticas e electrónicas. Estas aleacións combinan unha excelente capacidade de fundición con boa maquinabilidade para operacións secundarias, o que as fai rentables para carcacas complexas, soportes e compoñentes estruturais que requiren unha resistencia moderada.
Plásticos de enxeñaría e materiais especiais
Cando necesite resistencia química, illamento eléctrico ou simplemente unha alternativa máis lixeira ao metal, os plásticos de enxeñaría ofrecen un rendemento extraordinario. A clave está en axustar as propiedades do material ás súas necesidades funcionais.
Material Delrin (Nome comercial de DuPont para o acetal homopolímero) destaca pola súa precisión en pezas mecánicas. Segundo as especificacións de mecanizado de acetal de Xometry, o poliacetal Delrin ofrece unha estabilidade dimensional excecional, con tolerancias estándar de ±0,010" e tolerancias alcanzables de ±0,001". Este plástico Delrin mantén as súas propiedades nun intervalo de temperaturas que vai desde -40 °C ata 120 °C, superando amplamente á maioría dos plásticos.
- Delrin 150 – Alta resistencia ao impacto, baixo coeficiente de fricción, ideal para engranaxes e casquillos
- Delrin 100 AF – Enriquecido con PTFE para mellorar a resistencia ao desgaste en aplicacións de rodamientos
Cando a resistencia ao impacto é o factor máis importante, considere o nailon para aplicacións de mecanizado. Este termoplástico ofrece unha excepcional resistencia á tracción combinada coa resistencia aos raios, polo que é adecuado para compoñentes estruturais sometidos a ciclos repetidos de carga.
PEEK (poliéter éter cetona) representa a categoría premium dos plásticos de enxeñaría. Manteña a resistencia química a temperaturas elevadas, ao mesmo tempo que ofrece unha excepcional resistencia á fatiga e un baixo coeficiente de fricción. Os implantes médicos e os compoñentes aeroespaciais especifican frecuentemente PEEK cando a biocompatibilidade ou condicións extremas requiren un rendemento de primeira calidade.
- Polycarbonate – Resistente á fractura, alta rigidez, excelente para pezas estruturais transparentes
- PTFE (Teflon) – Resistencia química extrema, pero difícil de traballar con tolerancias estreitas debido á dilatación térmica
- Polietileno UHMW – Resistencia ao desgaste superior, autolubricante, excelente a temperaturas subcero
Como afecta a elección do material ao seu proxecto
Isto é o que moitos fornecedores non lle din de xeito inmediato: a selección do material afecta a todos os aspectos do seu proxecto. Os materiais máis duros requiren velocidades de avance máis lentas e cambios de ferramenta máis frecuentes, o que impacta directamente no custo. Os plásticos máis brandos poden acadar acabados superficiais mellor con ferramentas estándar, pero poden deformarse baixo cargas constantes.
Considere estas compensacións prácticas:
- Mecanizabilidade fronte a rendemento – As aleacións de fácil mecanizado córtanse máis rápido, pero poden sacrificar resistencia
- Posibilidade de Acabado Superficial – Algúns materiais políñense de forma excelente; outros requiren operacións secundarias
- Comportamento térmico – Os plásticos cun alto coeficiente de dilatación fan difícil manter tolerancias estreitas
- Implicacións económicas – As aleacións exóticas e os plásticos especiais teñen un prezo premium
A mellor aproximación? Definir primeiro os requisitos de rendemento, e despois traballar cara atrás para identificar os materiais que cumpran esas especificacións, mantendo ao mesmo tempo a posibilidade de mecanizado e a rentabilidade. Falando de especificacións, comprender os requisitos de tolerancia convértese no seguinte paso crítico para garantir que os seus compoñentes personalizados funcionen tal como foron deseñados.
Explicación das tolerancias de precisión e das normas de control de calidade
Xa seleccionou o seu material e escollido o proceso CNC axeitado. Agora chega unha pregunta que afecta dramaticamente tanto o seu orzamento como a funcionalidade da peza: canto de apertadas deben ser, realmente, as súas tolerancias? É aquí onde moitos proxectos de mecanizado personalizado ou ben teñen un éxito brillante ou ben se converten en costosas leccións sobre a sobre-especificación.
Segundo as normas ASME, as tolerancias refírense á desviación total permitida respecto do valor básico dunha dimensión, garantindo que unha peza se monte e funcione correctamente. Pero isto é o que os talleres normalmente non explican: non todas as dimensións requiren o mesmo nivel de precisión. Comprender as clasificacións de tolerancias axúdalle a especificar o que é relevante, evitando custos innecesarios en características que non o son.
Comprensión das clases de tolerancia e o seu impacto
Os requisitos de tolerancia divídense en clases distintas, cada unha adecuada para diferentes aplicacións. As tolerancias comerciais estándar son perfectas para a maioría das pezas de mecanizado CNC de uso xeral nas que o axuste no montaxe non é crítico. Porén, cando se producen servizos de mecanizado CNC de precisión para aplicacións aeroespaciais ou médicas, necesitarase especificacións máis estrictas —e a complexidade da fabricación aumenta en consecuencia.
Considere esta comparación das clases de tolerancia e as súas implicacións prácticas:
| Clase de tolerancia | Rango Típico | Aplicacións comúns | Impacto no custo |
|---|---|---|---|
| Comercial estándar | ±0.005" a ±0.010" | Soportes, carcaxas, pezas estruturais non críticas | Prezo base |
| Precisión | ±0,001" a ±0,005" | Interfaces de montaxe, axustes de roscas, compoñentes de engranaxes | premium do 15-30% |
| Alta Precisión | ±0.0005" a ±0.001" | Compóñentes hidráulicos, dispositivos médicos, soportes ópticos | premium do 40-75% |
| Ultra-precisión (mecanizado suízo) | ±0,0001" a ±0,0005" | Instrumentos aeroespaciais, implantes cirúrxicos, microelectrónica | premium do 100% ou máis |
Fixe como os custos aumentan cando se estreitan as tolerancias? Iso débese a que lograr ultra-precisión require velocidades de mecanizado máis lentas, inspeccións máis frecuentes, entornos con control climático e, con frecuencia, equipos especializados como centros de mecanizado suízo deseñados especificamente para obter unha precisión ao nivel de micrómetros.
Segundo especialistas en fabricación de precisión, a precisión da máquina-ferramenta afecta directamente ás tolerancias alcanzables. A desviación do fuso, o desgaste das guías e a dilatación térmica xeran erros sistemáticos que se acumulan durante a produción. Isto explica por que non todas as talleres poden ofrecer a mesma precisión: as capacidades dos seus equipos difiren significativamente.
Cando importan as tolerancias máis estrictas
Entón, cando debes especificar tolerancias máis estrictas nas pezas mecanizadas? Centra a atención nas dimensións funcionais: características que afectan directamente ao desempeño da túa compoñente na súa función prevista:
- Interfaces de montaxe onde as pezas deben encaixar con folgas ou interferencias específicas
- Orificios para roscas e diámetros de eixes requirindo axustes de xiro precisos
- Superficies de estanquidade onde a fuga comprometería o seu funcionamento
- Elementos de fixación que establecen o aliñamento con outras compoñentes
Aquí tes un consello práctico: aplica as tolerancias máis estrictas só onde a funcionalidade o exixe. Unha carcasa pode necesitar ±0,0005" no seu aloxamento para rodamientos, mentres que unha tolerancia estándar de ±0,005" é perfectamente adecuada para os furos de fixación. Esta aproximación selectiva —o que os enxeñeiros chamamos análise funcional de tolerancias— optimiza o teu orzamento sen comprometer o rendemento.
As tolerancias no mecanizado CNC de metais tamén interactúan coas propiedades dos materiais. O aluminio, co seu elevado coeficiente de dilatación térmica, require medicións en condicións de temperatura controlada. Os aceros tratados mantén mellor as dimensións, pero demandan un mecanizado máis cuidadoso. Incluso o acabado superficial do metal mecanizado por CNC afecta á precisión das medicións: as superficies rugosas xeran incerteza sobre onde se atopa exactamente a dimensión real.
Métodos de control de calidade que garanten a consistencia
Especificar tolerancias non ten ningún valor sen métodos de verificación robustos. É aquí onde o Control Estatístico de Procesos (SPC) se converte nunha ferramenta esencial. Segundo As directrices IATF 16949 , o SPC supervisa os procesos de fabricación para asegurar a mellora continua da calidade do produto e detectar desviacións antes de que produzan pezas defectuosas.
Os gráficos de control seguen a variación dimensional ao longo das series de produción. Cando os puntos de datos representados caen entre os límites de control establecidos, o proceso mantense estable. As tendencias que se achegan a eses límites activan accións correctivas antes de que as pezas superen as especificacións, pasando así o enfoque da detección despois da produción á prevención durante a produción.
Certificacións como a IATF 16949 (automoción) e a AS9100D (aeroespacial) exixen enfoques sistemáticos de calidade. Estas non son simplemente exercicios burocráticos. Requírense:
- Procedementos de medición documentados garantir métodos de inspección consistentes
- Equipamento calibrado con estándares de precisión trazables
- Estudos de capacidade de proceso cuantificar se o equipamento pode cumprir de maneira consistente as especificacións
- Sistemas de acción correctiva que aborden as causas fundamentais e non só os síntomas
A capacidade do propio sistema de medición afecta á verificación das tolerancias. Segundo as normas do sector, a incerteza de medición debe ser inferior ao 10 % da tolerancia que se está verificando, o que significa que unha tolerancia de ±0,001" require unha precisión de medición de ±0,0001" ou mellor. As máquinas de medición por coordenadas (CMM) ofrecen esta capacidade para pezas complexas con múltiples características críticas.
Comprender como as tolerancias afectan aos custos e á calidade axuda a establecer especificacións informadas. Pero, como se compara a mecanización personalizada cando outros métodos de fabricación poderían acadar resultados similares a distintos prezos?

Mecanizado personalizado fronte a outros métodos de fabricación
Agora que comprende as tolerancias e o control de calidade, xorde unha pregunta máis ampla: é a mecanización personalizada, en realidade, a aproximación axeitada para o seu proxecto? Moitos talleres non manterán esta conversa porque desexan obter o seu negocio independentemente da súa adecuación. Non obstante, escoller o método de fabricación inadecuado pode suporlle miles de dólares en ferramentas desperdiciadas, atrasos nos prazos ou pezas que non funcionan como se esperaba.
Comparemos obxectivamente a fabricación CNC cos seus alternativas — impresión 3D, inxección e fundición — para que poida tomar unha decisión informada baseada nas súas necesidades específicas, e non na proposta de venda dun fornecedor.
Mecanizado personalizado fronte á fabricación aditiva
a impresión 3D transformou a prototipaxe, pero non é unha solución universal. Segundo a comparación de fabricación de Xometry, as pezas mecanizadas por CNC ofrecen as propiedades nativas do material en bruto, case sen alterar polas características do proceso. Trátase dunha vantaxe significativa cando o rendemento mecánico é fundamental.
Esta é a realidade: a fabricación aditiva constrúe as pezas capa a capa, o que impón limitacións inherentes. As pezas de ABS impresas por FDM poden acadar só o 10 % da resistencia á tracción orixinal do material, mentres que o nilón SLS pode acadar ata o 100 %. Esta variabilidade fai que a impresión 3D sexa arriscada para aplicacións sometidas a cargas, onde se require unha resistencia constante e non negociable.
As pezas mecanizadas personalizadas destacan cando precisa:
- Resistencia total do material sen debilidades anisotrópicas derivadas da unión en capas
- Acabados superficiais superiores que os métodos aditivos teñen dificultades para acadar
- Tolerancias dimensio-nais estreitas máis aló do que a maioría das impresoras poden manter de forma fiable
- Opcións de Material incluíndo aceros tratados e aleacións exóticas que a impresión 3D non pode procesar
Dito isto, a impresión 3D gaña en velocidade de configuración. Un servizo de CNC require programación e montaxe de utillaxes que poden consumir un tempo considerable antes do primeiro corte. ¿E a impresión? Suba o seu ficheiro e comece a construír. Para a validación xeométrica e as comprobacións de axuste, cando as propiedades mecánicas non son relevantes, a fabricación aditiva ofrece unha entrega máis rápida e a menor custo —moitas veces entre 5 e 10 veces máis barata que pezas equivalentes mecanizadas por CNC.
A decisión depende da función. Pregúntese: ¿requirirá esta peza soportar cargas, ou só estou comprobando se o deseño se axusta?
Cando a fundición ou o moldeado resultan máis adecuados
O volume cambia todo. Cando as cantidades de produción ascenden aos millares, a inxección de plásticos e a fundición en matriz volvense cada vez máis atractivas, a pesar dos seus altos custos iniciais de ferramentas.
Segundo a guía de produción de Hubs, o moldeado por inxección é quizais a forma máis común de fabricación para produción en gran volume. Unha vez deseñado e creado o molde, o proceso en si é moi rápido—ideal para industrias con alta demanda e prazos de produción apertados. O inconveniente? A fabricación do molde pode custar entre 3.000 $ para xeometrías sinxelas e máis de 100.000 $ para ferramentas complexas de múltiples cavidades.
A fundición en matriz ofrece unhas economía semellantes para aplicacións de mecanizado en metal. Segundo as comparacións de procesos de fabricación, ao producir 10.000 unidades, a fundición en matriz pode xerar aforros anuais superiores a 300.000 $ en comparación co mecanizado CNC. O custo por peza redúcese dramaticamente porque ese investimento elevado en ferramentas repártese entre millares de unidades.
Pero isto é o que esas comparacións adoitan pasar por alto: a prototipaxe CNC brilla durante as fases de desenvolvemento. Cando o seu deseño non está aínda definitivo, non ten sentido financeiro gastar 50.000 $ en moldes de inxección que poderían precisar modificacións despois das probas. O mecanizado de metais permítelle iterar rapidamente, mellorando o seu deseño antes de comprometerse coa ferramenta de produción.
Considere a fundición cando:
- Os volumes de produción superan as 1.000–5.000 unidades anuais
- A xeometría da peza inclúe cavidades internas difícil de mecanizar
- O seu deseño está definitivo e é pouco probable que cambie
- O prazo de entrega o permite os 8–16 semanas típicos para a fabricación de moldes
Comparación de métodos de fabricación
Esta comparación exhaustiva axúdalle a avaliar qué aproximación se axusta mellor aos requisitos do seu proxecto:
| Método | Intervalo de volume ideal | Capacidade xeométrica | Opcións de Material | Prazo de entrega | Tendencia do custo por peza |
|---|---|---|---|---|---|
| Mecánica CNC | 1-5.000 unidades | Características externas complexas, tolerancias estreitas | Todos os metais e plásticos de enxeñaría | 1–15 días de media | Estable independentemente do volume |
| impresión 3D (FDM/SLS) | 1-500 unidades | Reticulados internos, formas orgánicas | Termoplásticos, algúns metais mediante DMLS | 1–5 días típicos | Constante por peza |
| Moldado por inxección | 5.000+ unidades | Formas complexas, desembocaduras con accións laterais | Termoplásticos, termoestables | 8–16 semanas (fabricación das ferramentas) + días (producción) | Redúcese considerablemente co volume |
| Forxeado | 2 000+ unidades | Pezas metálicas complexas, con paredes finas | Aliños de aluminio, cinc, magnesio | 10-20 semanas (fabricación de moldes) + días (producción) | Redúcese considerablemente co volume |
| Fundición en areia | 1-2.000 unidades | Pezas grandes, con cavidades internas | Metais ferrosos e non ferrosos | 2-6 semanas | Moderado, redúcese co volume |
Facer a elección correcta para o seu proxecto
O percorrido de toma de decisións que a maioría dos fornecedores omiten é algo así:
Paso 1: Defina os seus requisitos de volume. Está fabricando 5 prototipos, 500 unidades de produción ou 50.000? Este único factor determina, na maioría dos casos, cal proceso resulta economicamente viable.
Paso 2: Avalie a complexidade xeométrica. Os canais internos e as estruturas en retícula favorecen os métodos aditivos. As características externas con tolerancias estreitas favorecen o mecanizado. As cavidades internas complexas en volumes altos favorecen a fundición.
Paso 3: Avaliar os requisitos de material. Necesita acero para ferramentas temperado ou titánio de grao aeroespacial? O fresado CNC pode traballar con practicamente calquera material de enxeñaría. A fundición e o moldeado limitan considerablemente as súas opcións.
Paso 4: Considerar o seu cronograma. ¿Necesita un prototipo de forma urxente a próxima semana? O fresado CNC ou a impresión 3D poden entregalo. ¿Planea o lanzamento dun produto dentro de 6 meses, seguido dunha produción constante? Inverta na fabricación de moldes ou matrices para fundición.
Paso 5: Calcular o custo total do proxecto. Unha oferta de $50 por peza mediante fresado CNC pode parecer cara comparada coas pezas moldeadas por inxección a $2 — ata que se teña en conta o custo do molde de $40 000, que só resulta rentable a partir de 10 000 unidades ou máis.
O mecanizado personalizado ocupa un punto óptimo que ningún outro método iguala: entrega rápida, flexibilidade de materiais, precisión dimensional e viabilidade económica desde prototipos únicos ata series de produción de volume medio. Comprender estas compensacións permítelle manter conversas máis informadas con posibles socios de fabricación —e recoñecer cando lles están a orientar cara a solucións que benefician as súas capacidades máis ca os seus requisitos.
Falando de custos, que factores determinan realmente o prezo do mecanizado personalizado? Iso é exactamente o que a maioría dos talleres prefiren que non pregunte ao principio.
Factores de custo e estratexias de prezo para proxectos personalizados
Xa comparou os métodos de fabricación e determinou que a mecanización personalizada se adapta ao seu proxecto. Agora chega a pregunta que todo xerente de adquisicións teme: ¿por qué esa oferta parece tan alta? Aquí está a verdade que a maioría dos talleres non revelarán voluntariamente: o custo do metal mecanizado representa só unha fracción do seu prezo final. Comprender a estrutura completa de custos permite-lle optimizar o seu orzamento sen sacrificar a calidade.
Que impulsa os custos da mecanización personalizada
Cando solicita unha oferta de CNC en liña, varios factores interconectados determinan o seu prezo. Segundo a análise de custos do sector, o tempo de mecanizado é frecuentemente o principal condutor de custos, especialmente na produción de maior volume, onde ineficiencias menores no deseño se multiplican ao longo de millares de pezas.
Isto é o que realmente inflúe na súa oferta:
- Custos dos materiais e mecanizabilidade – Os materiais máis duros, como o acero inoxidable e o titánio, requiren velocidades de corte máis lentas e ferramentas especializadas, o que aumenta tanto o tempo como o custo. Os materiais máis brandos, como o aluminio, mecanízanse máis rápido, pero poden resultar máis caros por quilo dependendo da aleación.
- Complexidade e tempo de preparación – As pezas que requiren múltiples montaxes, dispositivos personalizados ou mecanizado de 5 eixos aumentan considerablemente os custos de man de obra. Segundo a investigación sobre optimización de deseños, os custos de preparación son especialmente significativos en volumes baixos, pero permanecen fixos independentemente da cantidade.
- Requisitos de Tolerancia – As tolerancias máis estreitas demandan velocidades de avance máis lentas, inspeccións máis frecuentes e, ás veces, ambientes con control climático. Cada paso dende as tolerancias comerciais estándar ata as tolerancias ultra-precisas supón un incremento do 15 ao 100 % no custo base.
- Especificacións do acabado superficial – Ir máis aló dos acabados «tal como se mecaniza» cara a superficies pulidas, anodizadas ou chapadas require operacións secundarias que engaden tanto tempo como custo.
- Cantidade do pedido – Aquí é onde a economía se pon interesante. Os custos de enxeñaría non recorrentes (NRE) —programación, deseño de fixacións e configuración inicial— distribúense entre a cantidade do seu pedido.
De acordo co análise da economía de prototipos , esa cotação de 800 $ para unha única peza non é unha estafa. Eses custos NRE están totalmente incluídos no prezo das súas primeiras pezas. Se aumenta o seu pedido a cinco unidades, o prezo por peza pode reducirse aproximadamente á metade.
Estratexias para optimizar o teu orzamento
Buscar «cnc preto de min» ou «torneiro preto de min» pode axudarlle a atopar un taller local, pero a proximidade por si soa non garante o mellor valor. A optimización intelixente dos custos comeza na fase de deseño, non durante a elaboración das ofertas.
Considere estas estratexias probadas de redución de custos:
- Deseño para Fabricabilidade (DFM) – Especifique raios de esquina de, polo menos, un tercio da profundidade da cavidade para permitir o uso de ferramentas de corte máis grandes e rápidas. Elimine as características que requiran ferramentas especiais ou múltiples montaxes sempre que sexa posible.
- Substitución de materiais – As ligas de fácil mecanizado como o aceiro inoxidábel 303 cortan significativamente máis rápido que o 304, compensando os custos máis altos do material en volumes de produción. O aluminio 6061 ofrece unha excelente mecanizabilidade a un custo inferior de materia prima que a maioría das alternativas.
- Optimización de tolerancias – Aplique tolerancias estreitas só onde a función o exixa. As tolerancias estándar de ±0,005" non supoñen ningún custo adicional; as tolerancias de ±0,0005" poden duplicar o tempo de mecanizado.
- Consolidar os requisitos de acabado superficial – Especificar múltiples acabados na mesma peza require enmascarado e manipulación adicional. Elixa un único acabado sempre que sexa posible.
- Encomenda estratéxica por cantidades – As cotizacións de mecanizado en liña adoitan revelar descensos de prezo moi acentuados. Solicite prezos escalonados para 1, 10, 50 e 100 unidades para comprender a súa curva de custos.
Economía dos prazos de entrega
Necesita as pezas con rapidez? Os servizos acelerados adoitan ter unha sobrecarga do 25-100%, dependendo da intensidade coa que se contrae o prazo. Pero cando ten sentido esa sobrecarga?
Considere a aceleración cando:
- Os custos derivados da parada da liña de produción superan a tarifa acelerada
- Perder o prazo de lanzamento dun produto ten implicacións sobre os ingresos
- Os atrasos na validación do deseño están bloqueando múltiplas actividades posteriores
Por outra banda, os prazos normais —normalmente de 10 a 15 días hábiles— adoitan permitir que os talleres agrupen as súas pezas con traballos similares, mellorando a súa eficiencia e o seu prezo.
Economía de prototipado fronte a produción
A transición do prototipo á produción representa un punto de decisión estratéxico. Segundo a investigación en economía da fabricación, un método perfecto para 10 unidades pode resultar financeiramente desastroso para 10 000.
Para o prototipado, a fresadora personalizada é ideal grazas ao seu investimento mínimo en ferramentas. Págate unha vez pola programación e o montaxe, válidase o deseño e, a continuación, decídese se se continúa co fresado CNC para volumes de produción ou se se pasa á fundición ou ao moldeado para cantidades máis elevadas.
Os sistemas modernos de cotización en liña transformaron a transparencia nos prezos. Suba o seu ficheiro CAD, especifique o material e as tolerancias, e reciba cotizacións instantáneas ou do mesmo día de varios fornecedores. Isto democratiza o acceso a prezos competitivos, pero lembre que a cotización máis baixa non sempre é o mellor valor. Os sistemas de calidade, a capacidade de resposta na comunicación e os rexistros de entregas a tempo son tan importantes como o prezo por peza.
Comprender os factores que determinan os custos ponno en posición de manter conversacións produtivas con posibles fornecedores. Pero distintas industrias teñen requisitos moi diferentes: o que funciona para aplicacións automotrices pode non cumprir as especificacións aeroespaciais ou médicas.
Aplicacións industriais desde a automoción ata o espazo
Comprender os factores de custo axuda a elaborar un orzamento de forma eficaz, pero isto é o que moitos fornecedores non resaltan: o sector ao que sirves condiciona fundamentalmente todos os aspectos do teu proxecto de mecanizado personalizado. O cumprimento dos requisitos regulamentarios, as certificacións de materiais e os requisitos de documentación varían enormemente entre sectores, e cometer erros neses aspectos pode supor a rexeición de pezas, retraballar costoso ou algo peor.
Analicemos como as aplicacións automotriz, aeroespacial e médica requiren cada unha enfoques distintos na fabricación de precisión.
Componentes de precisión para automoción
A industria automotriz opera con márxenes moi estreitos e non admite atrasos na produción. Cando un problema cun único fornecedor pode paralizar toda unha liña de montaxe a un custo de 50.000 $ ou máis por minuto, a consistencia na calidade convértese nun requisito ineludible. Isto explica por que a certificación IATF 16949 se converteu na expectativa mínima para os fornecedores do sector automotriz.
Segundo a guía de certificación de American Micro Industries, a IATF 16949 é o estándar global para a xestión da calidade no sector automobilístico, que combina os principios da ISO 9001 coas requirimentos específicos do sector para a mellora continua, a prevención de defectos e unha supervisión rigorosa dos fornecedores. Os fabricantes deben demostrar unha trazabilidade robusta dos produtos e un control riguroso dos procesos para cumprir os requisitos de cualificación.
Compónentes automobilísticos típicos que requiren mecanizado personalizado inclúen:
- Conxuntos de chasis – Compónentes estruturais que demandan un control dimensional preciso para o correcto aliñamento do vehículo e o seu desempeño en materia de seguridade
- Compoñentes da transmisión – Engrenaxes, eixes e carcasas que requiren tolerancias estreitas para unha transmisión suave da potencia e durabilidade
- Casquillos personalizados – Compónentes de bronce mecanizados por CNC resistentes ao desgaste para sistemas de suspensión e conxuntos de dirección
- Pezas do sistema de freos – Compónentes críticos para a seguridade nos que a precisión dimensional afecta directamente ao rendemento na freada
- Soportes de montaxe do motor – Interfaces de precisión que xestionan as vibracións e garanten o correcto aliñamento do grupo motopropulsor
Que distingue a fabricación automobilística? As expectativas de volume combinadas coas demandas de calidade. Podería necesitar 50.000 casquillos idénticos anualmente, cada un deles cumprindo especificacións idénticas. As operacións de punzonado de chapa e os procesos de punzonado metálico complementan frecuentemente o mecanizado na fabricación de soportes, mentres que o torneado de aluminio crea carcaxas lixeiras para sistemas eléctricos.
Requisitos aeroespaciais e médicos
Cando os compoñentes voan a 35.000 pés ou se implantan no interior do corpo humano, as consecuencias aumentan dramaticamente. Tanto o mecanizado CNC aeroespacial como o mecanizado médico comparten unha característica crítica: o fallo non é unha opción.
Fabricación aeroespacial
A certificación AS9100D serve como norma de calidade da industria aeroespacial, baseándose na ISO 9001 con requisitos específicos para a aviación. Segundo o análisis AS9100D de Snowline Engineering, esta certificación pon énfase na xestión de riscos, na documentación rigorosa e no control da integridade do produto ao longo de cadeas de subministro complexas.
O marco AS9100D aborda dez seccións distintas que van desde os requisitos de lideranza ata os protocolos de mellora continua. Alcanzar e manter esta certificación demostra que unha instalación ten a disciplina e a capacidade para cumprir expectativas exigentes, non só durante as auditorías, senón tamén en cada ciclo de produción.
Os compoñentes aeroespaciais típicos inclúen:
- Compoñentes estruturais do fuselaxe – Pezas de aluminio e titano que requiren trazabilidade completa dos materiais
- Conxuntos do tren de aterrizaxe – Compoñentes de acero de alta resistencia con certificacións documentadas de tratamento térmico
- Pezas de motores de turbina – Compoñentes de aleacións exóticas mecanizados con tolerancias ultraestreitas
- Mecanismos de control de voo – Articulacións de precisión nas que a exactitude dimensional afecta o manexo da aeronave
A acreditación NADCAP engade outra capa para procesos especiais. Segundo expertos en certificación, este programa centrase na acreditación de procesos críticos, incluídos o tratamento térmico, o procesamento químico e as probas non destructivas, validando que os fabricantes poden realizar de maneira consistente operacións especializadas ao máis alto nivel.
Fabricación de Dispositivos Médicos
A mecanización médica introduce requisitos de biocompatibilidade que non existen noutros sectores. Cando un compoñente entrará en contacto co tecido humano —ou permanecerá implantado de forma permanente—, a selección do material e o acabado superficial convértense en consideracións vitais.
A norma ISO 13485 establece o marco de calidade para a fabricación de dispositivos médicos. Segundo especialistas en certificación do sector, as instalacións que busquen esta certificación deben implantar prácticas detalladas de documentación, controles de calidade exhaustivos e procedementos eficaces para a xestión de queixas e retiros do mercado. Cada compoñente dun dispositivo médico debe ser seguro, fiable e totalmente rastrexable.
O Regulamento sobre o Sistema de Calidade da FDA, 21 CFR Parte 820, engade requisitos específicos para os Estados Unidos. Segundo a investigación sobre o desenvolvemento de dispositivos médicos , os procesos de control do deseño requiren a identificación de posibles defectos no deseño, a creación de múltiples conceptos de deseño e a verificación e validación da eficacia do deseño mediante revisións repetidas do deseño.
As aplicacións máis comúns do mecanizado médico inclúen:
- Instrumentos Cirúrxicos – Ferramentas de acero inoxidable e titánio que requiren acabados superficiais excepcionais e mantemento do filo
- Dispositivos implantables – Compóñentes mecanizados a partir de materiais biocompatibles como o titánio, o PEEK e as aleacións de cobalto-cromo
- Carcasas de equipos de diagnóstico – Envolturas de precisión para sistemas electrónicos sensibles
- Implantes Ortopédicos – Compoñentes específicos para pacientes que requiren xeometrías personalizadas e certificacións documentadas dos materiais
Os compoñentes de bronce para máquinas tamén se empregan en equipamento médico, onde a resistencia ao desgaste e as propiedades antimicrobianas ofrecen vantaxes funcionais.
Por que as certificacións importan máis aló do simple papeleo
Imaxine que recibe unha oferta de dúas talleres: unha está certificada e a outra non; a taller non certificada é un 20 % máis barata. ¿Tentadora? Considere o que representan realmente as certificacións: enfoques sistemáticos para prevenir defectos, e non só para detectalos despois da produción.
Os procesos certificados significan procedementos documentados, equipos calibrados, persoal formado e sistemas de acción correctiva que abordan as causas fundamentais. Cando o seu compoñente estrutural aeroespacial require unha trazabilidade completa dos materiais, desde a certificación da fábrica ata a inspección final, ou cando o seu dispositivo médico necesita un historial completo de produción para a presentación á FDA, eses aforros do 20 % desaparecen fronte ao custo das pezas non conformes.
Comprender estes requisitos específicos do sector axúdalle a avaliar se os fornecedores potenciais poden, de feito, cumprir as súas necesidades, non só prometelo. Pero como é o fluxo real do proceso de produción desde o seu deseño inicial ata os compoñentes acabados?

O fluxo completo do proceso de mecanizado personalizado
Xa coñeces os materiais, as tolerancias e os requisitos do sector. Pero, que ocorre realmente despois de enviar os teus ficheiros de deseño? É aquí onde moitas talleres mantén a información vaga — e onde comprender o percorrido completo desde o ficheiro CAD ata o compoñente finalizado che axuda a establecer expectativas realistas e a evitar sorpresas custosas.
O proceso de produción das pezas mecanizadas por CNC segue unha secuencia estruturada de etapas interdependentes. Cada paso baséase no anterior, e saltar ou apresurar calquera fase pode provocar problemas de calidade máis adiante. Vamos revisar con exactitude o que ocorre detrás das cámaras.
Desde o ficheiro CAD ata o compoñente finalizado
De acordo co expertos no proceso de mecanizado , crear unha peza impecable con medidas precisas require unha planificación reflexiva, enxeñaría cualificada e artesanía dedicada. Este é o fluxo de traballo completo que segue o teu proxecto:
- Envío do deseño e revisión inicial – A súa viaxe comeza cando envía os ficheiros CAD (normalmente en formatos STEP, IGES ou nativos), xunto con debuxos técnicos que especifiquen as dimensións críticas, as tolerancias e os requisitos de acabado superficial. Os enxeñeiros revisan os seus ficheiros para comprobar a súa integridade, asegurándose de que todas as especificacións necesarias están documentadas.
- Análise para fabricabilidade (DFM) – Aquí é onde os talleres experimentados aportan un valor real. Os enxeñeiros avalían o seu deseño tendo en conta as restricións de fabricación, identificando características que poderían ser imposibles de mecanizar, innecesariamente caras ou propensas a problemas de calidade. Recibirá comentarios sobre posibles melloras, por exemplo, a suxerencia dun radio de esquina maior para reducir o tempo de mecanizado ou a recomendación dunha substitución de material que se mecanice máis rápido sen comprometer o rendemento.
- Cotización e confirmación do pedido – En función da revisión DFM, recibirá unha cotización detallada que abarca os materiais, as operacións de mecanizado principais, os procesos secundarios e todos os requisitos especiais. Unha vez aprobada, o seu pedido entra na cola de produción.
- Adquisición e preparación dos materiais – A materia prima obtense con certificacións adecuadas para a súa aplicación. Segundo os especialistas en fabricación, láminas, barras ou lingotes grandes redúcense a dimensións manexables axeitadas para o mecanizado. Esta fase de preparación garante que as súas pezas comecen cunhas brutas de tamaño apropiado, o que é fundamental, pois unha materia mal preparada provoca erros ao longo de toda a produción.
- Programación CAM – O software CAM traduce o seu modelo CAD en instrucións precisas para a máquina. Os programadores determinan os movementos exactos que seguirán as ferramentas de corte, optimizando as trayectorias das ferramentas para lograr eficiencia sen comprometer a precisión. Pense nisto como na coreografía dunha danza complexa na que cada movemento debe planearse coidadosamente.
- Operacións primarias de mecanizado – Aquí é onde o seu compoñente adquire forma física. Dependendo da xeometría da súa peza, as operacións poden incluír fresado CNC para características complexas en 3D, torneado para elementos cilíndricos ou taladrado para furos de precisión. As modernas máquinas de múltiples eixos poden completar pezas complexas nunha soa configuración, minimizando a manipulación e mantendo tolerancias máis estreitas.
- Operacións secundarias e acabado – Despois do mecanizado principal, as pezas adoitan require procesamento adicional. A desbarbado elimina as arestas afiadas producidas polas ferramentas de corte. Os tratamentos superficiais, como a anodización, a galvanización ou a pintura, proporcionan resistencia á corrosión e melloras estéticas. O tratamento térmico pode aplicarse para acadar requisitos específicos de dureza.
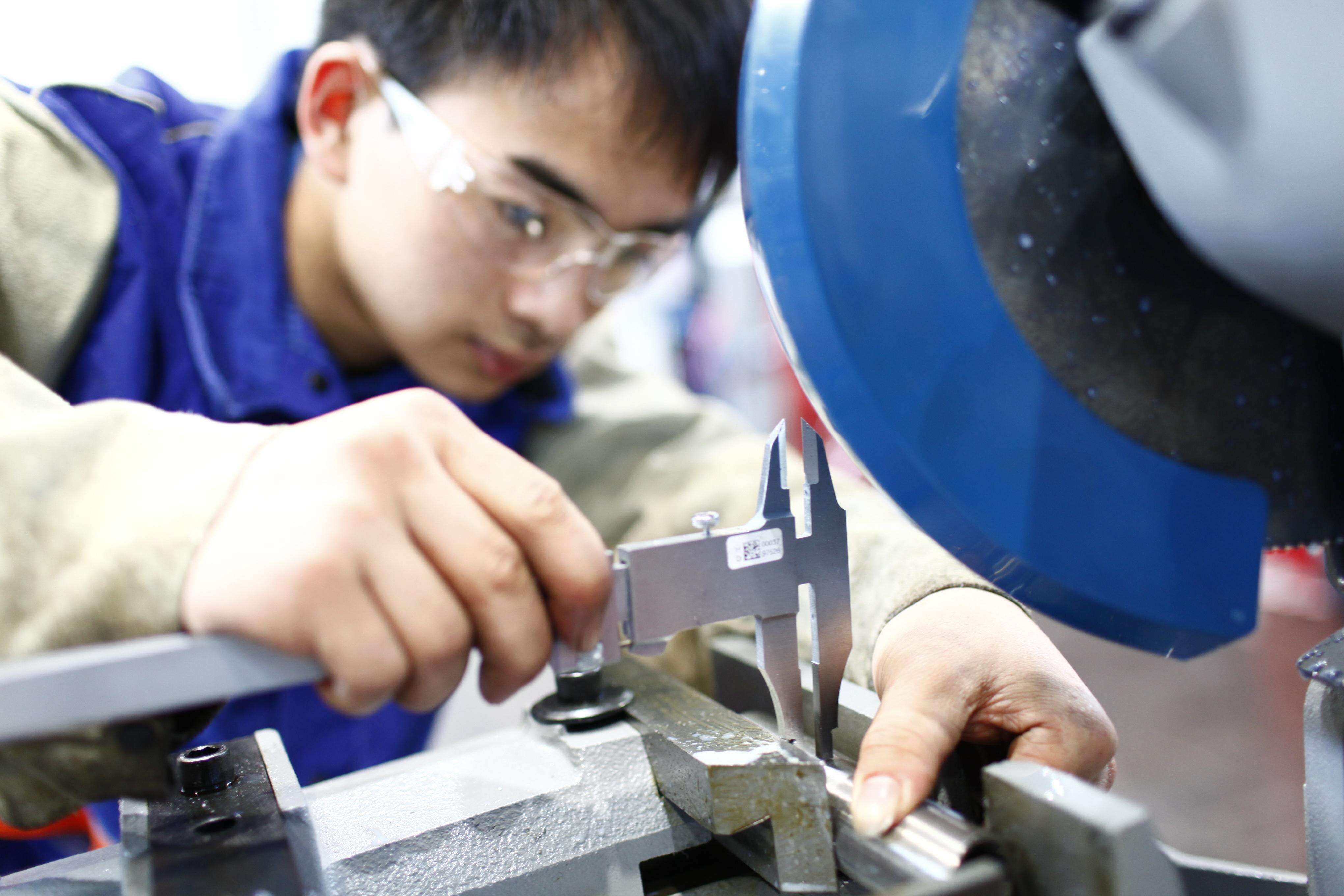
- Inspección final e documentación – Antes do envío, a verificación dimensional confirma que se cumpriron todas as especificacións. Os calibradores, micrómetros ou máquinas de medición por coordenadas (MMC) verifican que as pezas se atopen dentro das tolerancias especificadas. O control de calidade garante que cada compoñente cumpra a promesa de precisión.
- Embalaxe e envío – As pezas aprobadas empaquetanse coidadosamente para evitar danos durante o transporte e envíanse segundo o cronograma que vostede especifique.
Puntos de control de calidade ao longo da produción
Isto é o que distingue as operacións profesionais das tendas que simplemente fabrican pezas: a calidade non é só unha inspección final, senón que está integrada en todas e cada unha das fases. O Control Estatístico de Procesos (SPC) desempeña un papel central na supervisión da consistencia da produción, detectando desviacións antes de que xeran pezas defectuosas.
Durante o mecanizado, os operarios supervisan continuamente o desgaste das ferramentas, o fluxo do refrigerante e a precisión dimensional. Segundo a investigación sobre procesos de fabricación, a automatización é importante, pero a experiencia humana segue sendo esencial para adaptarse a retos imprevistos. Un mecanicista experimentado recoñece cando unha ferramenta se achega aos seus límites de desgaste antes de que isto afecte á calidade da peza.
Os gráficos de control seguen as dimensións críticas en tempo real. Cando as medicións tenden cara aos límites de control—mesmo estando aínda dentro das especificacións—os operarios toman acción correctiva. Esta aproximación proactiva prevén os defectos en vez de simplemente detectalos despois da produción.
Para o mecanizado CNC de acrílico e outros materiais especiais, aplícanse consideracións adicionais. Os termoplásticos requiren atención especial nas velocidades de corte e na aplicación de refrigerante para evitar o derretimento ou danos na superficie. Un servizo fiable de mecanizado CNC de acrílico mantén protocolos específicos para estes materiais sensibles á temperatura.
A trazabilidade dos materiais abarca todo o proceso. Desde as certificacións do fabricante até os informes finais de inspección, a documentación crea unha cadea ininterrompida que conecta as pezas acabadas coas súas orixes nos materiais en bruto—fundamental para aplicacións aeroespaciais, médicas e automotrices, onde se require unha trazabilidade completa.
Prototipado rápido e escalado da produción
Como poden as instalacións modernas entregar prototipos con prazos de entrega tan rápidos como un día laborable, mantendo ao mesmo tempo os estándares de calidade? A resposta atópase nos fluxos de traballo optimizados e nas capacidades especializadas de resposta rápida.
Segundo especialistas en prototipado rápido, os métodos tradicionais de prototipado adoitan require semanas ou incluso meses de prazo de entrega. Con técnicas de prototipado rápido, as pezas pódense producir en cuestión de horas ou días: unha mellora significativa que acelera os ciclos de desenvolvemento de produtos.
Para o mecanizado de nailon, delrin e outros plásticos de enxeñaría, é particularmente factible obter unha resposta rápida, pois estes materiais mecanízanse con rapidez empregando ferramentas estándar. Os prototipos metálicos poden requerir prazos lixeiramente máis longos dependendo da súa complexidade, pero as instalacións experimentadas aínda poden ofrecer resultados notabelmente rápidos cando o seu cronograma así o require.
A verdadeira maxia prodúcese ao pasar do prototipo á produción. Instalacións como Shaoyi Metal Technology demostrar como esta transición funciona de forma perfecta. Coa certificación IATF 16949 e con estritos protocolos de control estatístico de procesos, mantén unha calidade constante, xa sexa producindo cinco unidades prototipo ou cinco mil compoñentes de produción. A súa capacidade para prazos de entrega rápidos —tan rápidos como un día hábil para prototipos urxentes— non compromete a precisión necesaria para conxuntos complexos de chasis ou casquillos metálicos personalizados.
Que posibilita esta escalabilidade? Combinan varios factores:
- Procesos Estándar que funcionan de xeito idéntico en calquera volume
- Capacidade flexible de equipamento permitindo unha resposta rápida ás demandas cambiantes
- Procedementos documentados garantindo a consistencia independentemente do operario ou da máquina que fabrique as súas pezas
- Sistemas de calidade que se escalan proporcionalmente co volume de produción
Comprender este fluxo de proceso completo—desde a presentación inicial do seu ficheiro ata a entrega embalada—permítelle formular as preguntas adecuadas ao avaliar posibles socios de fabricación. O que nos leva á decisión crítica: como elixir o taller axeitado para as súas necesidades específicas?
Como elixir o socio axeitado para usinaxe personalizada
Recorreu todo o percorrido—desde a comprensión dos procesos e materiais de CNC ata a asimilación dos requisitos de tolerancia e das normas específicas do sector. Agora chega a decisión que determinará se o seu proxecto ten éxito ou se converte nunha lección cara: seleccionar o socio de fabricación axeitado. Buscar «usinaxe CNC preto de min» ou «taller CNC preto de min» devolve ducias de opcións, pero como diferenciar as instalacións verdadeiramente competentes daquelas que simplemente prometen o que quere escoitar?
Segundo a guía de selección de fornecedores de 3ERP, escoller un servizo de mecanizado CNC implica máis ca só comparar prezos. Requírese unha avaliación exhaustiva da experiencia, os equipos, a dispoñibilidade de materiais, as certificacións, os prazos de entrega e a eficacia da comunicación. Analicemos con exactitude o que hai que buscar — e o que debería facerche saír correndo na dirección oposta.
Capacidades esenciais para avaliar
Ao avaliar posibles socios, xa sexa que estés buscando «servizos CNC preto de min» ou avaliando fornecedores do estranxeiro, emprega esta lista de comprobación completa para avaliar as súas capacidades reais:
- Certificacións industriais relevantes – A ISO 9001 serve como base para os sistemas de xestión da calidade. Para aplicacións automotrices, a certificación IATF 16949 é imprescindible: demostra enfoques sistemáticos para a prevención de defectos e a mellora continua. Os proxectos aeroespaciais requiren a certificación AS9100D. Segundo especialistas en certificación, estes non son simplemente distintivos decorativos: son a súa garantía de que a empresa pasou por auditorías rigorosas para probar a súa competencia.
- Capacidades e alcance do equipamento – Un servizo con maquinaria diversa e de alta tecnoloxía pode afrontar unha gran variedade de proxectos. Pregunte especificamente sobre centros de mecanizado CNC de 3 eixos, 4 eixos e 5 eixos. Poden realizar tanto operacións de fresado como de torneado? Dispoñen de capacidades de EDM para materiais endurecidos? A variedade e a calidade da maquinaria poden determinar o éxito ou o fracaso do seu proxecto.
- Sistemas de Control de Calidade – Mire máis aló das certificacións para comprender os seus procesos reais de inspección. Empregan o Control Estatístico de Procesos (SPC) para supervisar a consistencia da produción? Que equipos de medición utilizan: calibradores, máquinas de medición por coordenadas (CMM) ou comparadores ópticos? Un control de calidade robusto implica verificacións regulares durante a produción, non só unha inspección final antes do envío.
- Orixe dos materiais e experiencia – Non todos os talleres de mecanizado próximos a vostede disporán do material exacto que precisa. Pregúnteles se poden obter facilmente as aleacións ou plásticos de enxeñaría que especificou. Os atrasos na adquisición de materiais poden alargar os prazos de entrega e incrementar significativamente os custos.
- Fiabilidade dos prazos de entrega – Comprender os prazos de entrega típicos é fundamental. Segundo investigacións do sector, os prazos de entrega alongados poden paralizar proxectos e causar perdas financeiras. Pregúnteles sobre opcións aceleradas para requisitos urxentes e solicíteles referencias para verificar o seu historial de entregas puntuais.
- Rapidez na comunicación – Un proceso de comunicación eficaz significa que o fornecedor pode responder prontamente ás súas consultas, informarllas sobre o avance do traballo e corrixir rapidamente calquera problema. Busque servizos que ofrezan canais de comunicación transparentes e actualizacións regulares sobre o progreso.
- Escalabilidade – Poden xestionar as súas necesidades actuais de prototipado e escalar ata volumes de produción máis adiante? Un parceiro que se adapte ao aumento da demanda garante que o seu crecemento futuro non se vea limitado por restricións de capacidade.
- Expertise Técnico – Segundo especialistas en avaliación de fornecedores , as capacidades técnicas van máis aló da simple operación de máquinas. Avalie a súa capacidade para comprender deseños complexos, utilizar software CAD/CAM e ofrecer comentarios útiles sobre a fabricabilidade do deseño (DFM).
Por exemplo, instalacións como Shaoyi Metal Technology demostrar como se ven en práctica capacidades integrais. A súa certificación IATF 16949, o rigoroso control de calidade baseado en SPC e a súa capacidade de ofrecer prazos de entrega tan rápidos como un día laborable fan delas un forte candidato para proxectos de mecanizado automotriz —desde montaxes complexas de chasis ata casquillos metálicos de precisión—. Esta combinación de certificación, sistemas de calidade e entregas áxiles representa o estándar que se debe esperar de socios de fabricación serios.
Sinais de alerta ao avaliar fornecedores
Saber o que buscar é só a metade da batalla. Recoñecer sinais de alerta durante a súa avaliación pode evitarlles erros onerosos no futuro. Preste atención a estes sinais de alerta ao buscar talleres mecánicos locais ou talleres de torneiros preto de min:
- Certificacións pouco claras ou ausentes – Se un taller afirma ser «centrado na calidade» pero non pode aportar documentación actual de certificación, proceda con extrema precaución. As certificacións lexítimas requiren auditorías anuais e o cumprimento continuo dos requisitos; polo tanto, é totalmente razoable solicitar ver os certificados.
- Reticencia a fornecer referencias – Os talleres de máquinas CNC establecidos nas proximidades deberían ofrecer facilmente referencias de clientes ou estudos de caso. A vacilación suxire ou ben pouca experiencia ou clientes anteriores insatisfeitos.
- Citas inusualmente baixas – Segundo os expertos do sector, a opción máis barata non sempre é a mellor: a calidade nunca debe comprometerse por motivos de custo. Os orzamentos considerablemente inferiores aos dos competidores adoitan indicar que se están tomando atallos nos materiais, na inspección ou na documentación.
- Mala comunicación durante a citación – Se un fornecedor ten dificultades para responder de forma rápida durante o proceso de venda — cando está motivado para impresionarche — imaxina como se deteriorará a comunicación unha vez teña a túa comanda.
- Sen comentarios sobre a DFM – Unha tenda que simplemente cotiza o seu deseño sen ofrecer ningunha suxerencia sobre a posibilidade de fabricación ou ben carece de profundidade técnica ou non lle importa o éxito do seu proxecto.
- Falta de disposición para falar dos procesos de calidade – As instalacións profesionais senten orgullo dos seus sistemas de calidade. Respostas evasivas sobre os métodos de inspección, os programas de calibración ou os procedementos de acción correctiva indican controles inadecuados.
- Estruturas de prezos pouco claras – As taxas ocultas por montaxe, programación ou aceleración deben revelarse desde o principio. Os fornecedores que esconden custos na letra pequena xeran sorpresas orzamentarias que danan as relacións a longo prazo.
- Ausencia de probas de mellora continua – Segundo os expertos en fabricación, os servizos que seguen prácticas de mellora continua analizan e optimizan regularmente os seus procesos. Pregúntelles qué melloras implementaron recentemente: unha inversión continuada é sinal dun socio comprometido.
Tomando a súa decisión final
Despois de avaliar múltiples opcións—sexa servizos de mecanizado personalizados inc ou talleres especializados máis pequenos—sintetice as súas conclusións empregando un enfoque estruturado:
| Criterios de avaliación | Peso | O que verificar |
|---|---|---|
| Certificacións relevantes | Alto | Solicite copias dos certificados actuais; verifique as datas das auditorías |
| Capacidades do equipo | Alto | Compare a súa maquinaria coas súas necesidades de pezas |
| Sistemas de Control de Calidade | Alto | Pida datos sobre a capacidade do proceso para pezas similares |
| Historial de prazos de entrega | Medio-Alto | Solicite estatísticas sobre a entrega dentro do prazo; comprobe referencias |
| Rapidez na comunicación | Medio | Avalie os tempos de resposta durante o proceso de elaboración de orzamentos |
| Transparencia nos Prezos | Medio | Compare os orzamentos desglosados; pregunte sobre posibles custos adicionais |
| Potencial de escalabilidade | Medio | Analice escenarios futuros de volume; avalie a flexibilidade da capacidade |
Lembre que unha boa parcería vai máis aló do mero cumprimento das necesidades actuais. Segundo os expertos en selección de fornecedores, o parceiro que escolla tamén debe demostrar a capacidade de satisfacer as futuras demandas da súa empresa, escalar xunto co seu crecemento e mellorar continuamente o seu servizo. O adecuado parceiro de mecanizado personalizado convértese nun activo estratéxico, non simplemente nun fornecedor que cubre pedidos de compra.
Comece cunha pequena orde de proba cando sexa posible. Isto valida as súas capacidades, comunicación e rendemento na entrega antes de comprometer volumes maiores. Incluso a visita máis impresionante ás instalacións ou a presentación máis destacada das capacidades non pode substituír a experiencia real na produción cos seus requisitos específicos.
A súa inversión na verificación exhaustiva dos fornecedores rende beneficios ao longo do ciclo de vida do seu produto. O socio adecuado ofrece unha calidade constante, cumpre os prazos de forma fiable e comunícase de maneira proactiva cando xurden desafíos. Esa é a diferenza entre un fornecedor transaccional e un socio de fabricación que contribúe verdadeiramente ao seu éxito.
Preguntas frecuentes sobre mecanizado personalizado
1. Cal é a tarifa horaria dunha máquina CNC?
As tarifas horarias de mecanizado CNC adoitan oscilar entre 25 $ e 120 $, dependendo do tipo de máquina e da complexidade. As máquinas de 3 eixos custan xeralmente entre 25 $ e 50 $ por hora, mentres que as máquinas de 5 eixos e o equipamento especializado, como o EDM, teñen tarifas premium de 75 $ a 120 $ por hora. Os factores que inflúen nas tarifas inclúen a dureza do material, os requisitos de tolerancia e a localización xeográfica. Para instalacións certificadas que ofrezan conformidade coas normas IATF 16949 ou AS9100D, as tarifas poden ser superiores, pero inclúen un control de calidade rigoroso e documentación completa.
2. Cal é a diferenza entre mecanizado CNC e mecanizado convencional?
O mecanizado convencional require o control manual do técnico sobre as ferramentas de corte, mentres que o mecanizado CNC baséase na automatización por ordenador para impulsar o proceso. O CNC ofrece unha repetibilidade superior con tolerancias tan estreitas como ±0,0001 polgadas, velocidades de produción máis rápidas e a capacidade de fabricar xeometrías complexas en 3D que resultan imposibles coas técnicas manuais. Ademais, o CNC permite a operación non supervisada e a monitorización mediante Control Estatístico de Procesos, polo que é ideal para compoñentes de precisión nas aplicacións automobilística, aeroespacial e médica.
3. Cando debo escoller o mecanizado personalizado fronte á impresión 3D ou ao moldeado por inxección?
Escolla a mecanización personalizada cando precise unha resistencia total do material sen debilidades nas unións entre capas, tolerancias estreitas máis aló das que conseguen as impresoras 3D ou opcións de materiais como os aceros tratados e as aleacións exóticas. O CNC é especialmente adecuado para prototipos e producións de volume medio (1–5 000 unidades), onde non resulta xustificable o custo das ferramentas para inxección. Para volumes superiores a 5 000 unidades e deseños definitivos, a inxección ou a fundición en matriz adoitan ofrecer menores custos por peza, a pesar do maior investimento inicial nas ferramentas.
4. Que certificacións debe ter un fornecedor de mecanización personalizada?
As certificacións esenciais dependen da súa industria. A ISO 9001 serve como norma básica de xestión da calidade. As aplicacións automotrices requiren a certificación IATF 16949, que exixe a prevención de defectos e a supervisión dos fornecedores. Os proxectos aeroespaciais necesitan a certificación AS9100D, con protocolos de xestión de riscos. A fabricación de dispositivos médicos require a certificación ISO 13485 e o cumprimento da normativa FDA 21 CFR Parte 820. Instalacións como Shaoyi Metal Technology, con certificación IATF 16949 e control de calidade mediante SPC, demostran a aproximación sistemática necesaria para aplicacións exigentes.
5. Como podo reducir os custos de mecanizado personalizado sen sacrificar a calidade?
Optimice os custos mediante o deseño para a fabricación especificando raios de esquina polo menos un terzo da profundidade da cavidade para un corte máis rápido. Aplique tolerancias estreitas só onde a función o exixe: as tolerancias estándar de ±0,005 polgadas non supoñen custo adicional, mentres que as de ±0,0005 polgadas supoñen unha sobrecarga do 40-75 %. Considere aliaxes de mecanizado libre como o acero inoxidable 303 ou o aluminio 6061. Consolide os requisitos de acabado superficial para minimizar o enmascarado. Solicite prezos escalonados para distintas cantidades para comprender as curvas de custo e identificar os tamaños óptimos de pedido.