 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Custo dos Troques de Estampado Automobilístico: Presupostando para Ferramentas Progresivas
RESUMO
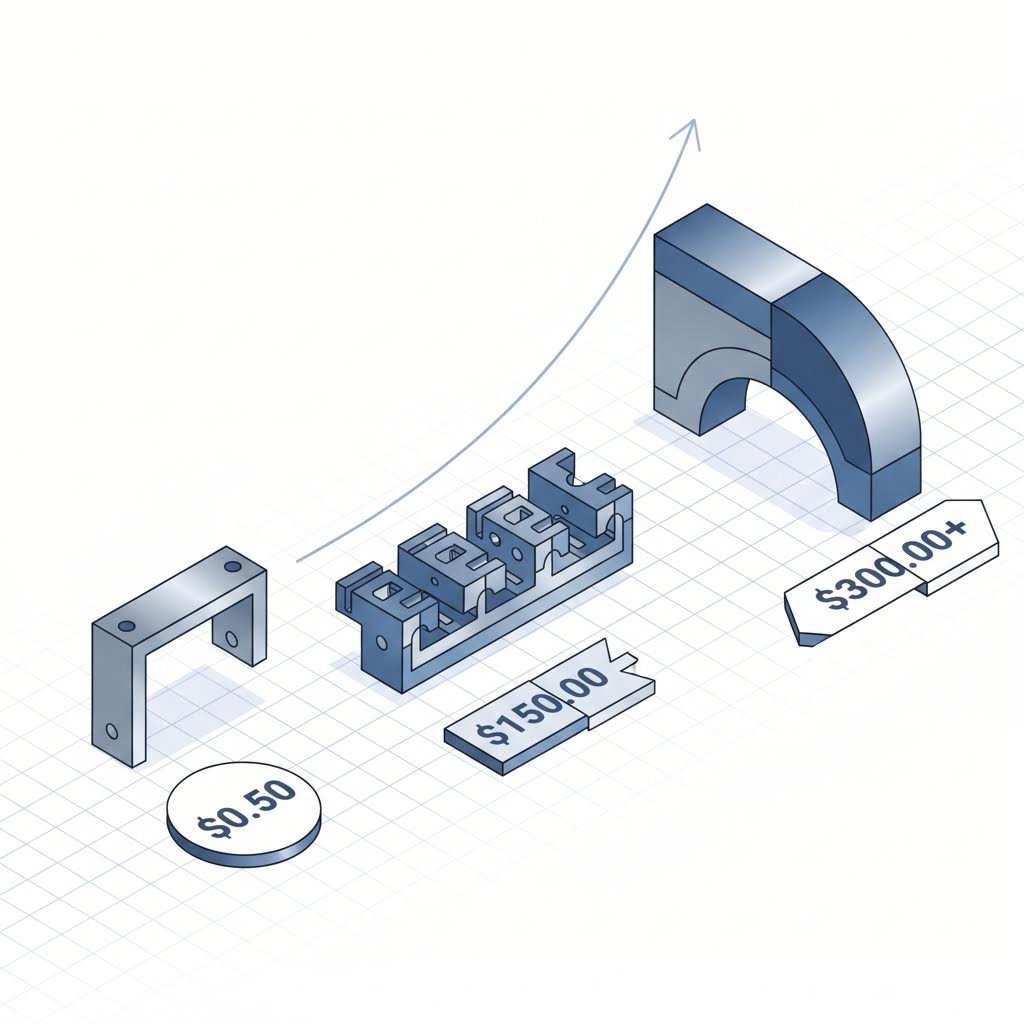
Os custos de troqueis para estampado automotriz varían considerablemente segundo o tamaño e a complexidade, desde aproximadamente 3.000 $ para ferramentas brandas (soportes, clips) ata máis dun millón de dólares para unha liña completa de paneis corporais de clase A (aletas, capós). Para compoñentes de tamaño medio e precisión, un troquel progresivo ten normalmente un custo medio de 15.000 $ a 30.000 $ . A decisión depende moito do volume de produción: aínda que os utillaxes de estampado requiren un investimento inicial elevado, ofrecen o prezo máis baixo por unidade cando se superan as 10.000–20.000 pezas anuais.
Desglose por tipo de troquel: Progresivo fronte a Liña fronte a Ferramenta Branda
O factor máis importante que inflúe no custo dos troqueis de estampación automotriz é a tecnoloxía escollida para fabricar a peza. Os enxeñeiros deben equilibrar o orzamento inicial de ferramentas coa velocidade de produción esperada e o volume de pezas.
Troqueis progresivos ($15.000 – $60.000+)
Os troqueis progresivos son os traballadores do sector automobilístico para pezas estruturais pequenas e medias, como soportes, clips e conectores. Nesta configuración, unha tira metálica aliñase a través dun único troquel con múltiples estacións—cortando, dobrando e formando a peza en pasos secuenciais con cada golpe da prensa.
Segundo datos do sector de fabricantes como Bazz Houston, o custo medio dun troquel progresivo é aproximadamente $30,000. Este custo pode baixar ata os $15.000 para xeometrías máis sinxelas ou superar os $60.000 para pezas complexas que requiren tolerancias estreitas. Aínda que o prezo inicial é considerable, os troqueis progresivos son moi eficientes, funcionando a miúdo a razón de 60–100+ golpes por minuto, o que reduce o custo por peza a centos de dólar.
Troqueis de Transferencia e en Liña ($100.000 – $1.000.000+)
Para grandes paneis corporais automotrices (superficies de clase A) como portas, capós e aletas, os troqueis progresivos adoitan ser inadecuados debido ao tamaño da peza e á complexidade do conformado requirido. En troques, os fabricantes usan troqueis en liña ou troqueis de transferencia.
Os datos reais de achegamento indican que un único troquel de estampado (o primeiro paso no conformado dunha aleta) ten un custe frecuente entre $250.000 e $500.000 . Con todo, un panel acabado require unha liña completa de troqueis—Estampado, Corte, Reborde e Perforación—o que eleva o custe total do conxunto entre $500.000 e $1.000.000 . Estes troqueis requiren leitos de fundición masivos, mecanizado CNC extensivo e acabado manual (ajuste localizado) para asegurar unha calidade de superficie perfecta.
Ferramentas Brancas e Prototipado ($3.000 – $15.000)
Para producións de baixo volume (baixo 5.000 pezas) ou prototipado, a "ferramenta suave" ofrece unha alternativa económica. Estas matrices adoitan usar ferramentas de golpe único ou aceros máis baratos e preendurécidos en vez de carburo duradeiro. Os custos poden ser tan baixos como $3,000para ferramentas sinxelas de corte. Aínda que a ferramenta suave se desgasta máis rápido e require máis man de obra por peza, permite aos fabricantes validar deseños sen comprometerse con activos de seis cifras.
Factores clave do custo: materiais, complexidade e volume
Comprender que é o que determina o prezo dun orzamento permite aos xestores de achegos levar a cabo un deseño baseado no valor das súas solicitudes. O custo total dunha matriz de estampación automotriz compónse xeralmente de tres grandes bloques: material, mecanizado e validación.
- Material da matriz (20–40% do custo total): O acero empregado para construír a propia matriz é un gasto importante. Para producións automotrices de alto volume (500.000+ impactos), os ferramenteiros usan graos premium como SKD11 ou carburo sólido, que son máis caros pero resistentes ao desgaste. Para series curtas, poden usarse aliños máis baratos como o Cr12MoV para reducir custos, aínda que require afiacións máis frecuentes.
- Mecanizado e Complexidade (30–50% do Custe Total): Cada característica dunha peza—cada furado, pestana e raio—require unha estación correspondente na ferramenta. Aumentar a complexidade incrementa as horas necesarias para mecanizado CNC e EDM por fío (mecanizado por descarga eléctrica). Unha ferramenta con 15 estacións custará significativamente máis que unha con 5, simplemente polo número de horas de mecanizado implicadas.
- Proba e Validación (10–15% do Custe Total): A fase de "proba" é cando se comproba a ferramenta nunha prensa para asegurar que produce pezas conforme ás especificacións. Isto é crítico para compoñentes automotrices que requiren alta precisión. Se unha ferramenta non mantén as tolerancias durante a proba, necesita retoques manuais costosos.
Aprovisionamento Estratéxico e Volume de Produción
A economía do estampado de metais está definida polo punto de "equilibrio". O estampado rara vez é rentable para cantidades inferiores a 2.000 unidades porque a amortización das ferramentas engade demasiado ao custo por peza. Para estes volumes máis baixos, procesos como o corte por láser ou a conformación por plegado son a miúdo superiores.
Non obstante, unha vez que o volume supera as 10.000 a 20.000 unidades anuais, o investimento nun molde ríxido amortízase rapidamente. Por exemplo, un molde progresivo de 30.000 $ podería reducir o custo da peza de 5,00 $ (cortada por láser) a 0,50 $ (estampada). Ao longo de 20.000 pezas, os aforros (90.000 $) cubren facilmente o gasto inicial en ferramentas.
Para os fabricantes que buscan un socio capaz de xestionar esta transición, Shaoyi Metal Technology ofrece unha vantaxe estratéxica. Con certificación IATF 16949 e capacidades de prensado de ata 600 toneladas, puñan a brecha entre prototipado rápido e produción masiva en gran volume. A súa capacidade para deseñar solucións de ferramentas rentables axuda aos OEM de automóbiles a pasar da validación de deseño á fabricación a grande escala, mantendo o estrito cumprimento das normas globais.
Custos ocultos: Mantemento e loxística
O prezo de compra do troquel non é o custo final. Os troqueis de estampado para automóbiles requiren mantemento continuo para manter a calidade das pezas. Afiado e calibrado son gastos habituais, xeralmente estimados entre o 5 % e o 10 % do valor do troquel anualmente, segundo a intensidade de uso. Descoidar este mantemento leva ao aparecemento de rebarbas nas pezas e a posibles fallos catastróficos do troquel.
A logística tamén desempeña un papel, especialmente no utillaxe offshore. Aínda que os mercados asiáticos adoitan ofrecer troqueis a un 30% menos que os seus homólogos occidentais, o envío de aceros para utillaxes pesados (moitas veces con varios toneladas de peso) engade un custo significativo e maior prazo de entrega. Ademais, se un troquel require modificacións tras a súa entrega, a falta de asistencia local pode provocar paradas costosas.

Conclusión: Equilibrar orzamento e rendemento
Orzar para troqueis de estampación automotriz require unha comprensión clara do intercambio entre gasto de capital inicial (CapEx) e gasto operativo a longo prazo (OpEx). Aínda que un troquel progresivo de 30.000 $ ou unha liña de aleta de 500.000 $ parezan caros inicialmente, estas ferramentas son o único camiño viable para acadar os baixos custos unitarios necesarios para a produción masiva de vehículos.
O éxito reside en prever con precisión os volumes anuais e seleccionar a clase axeitada de utillaxe—Blando, Progresivo ou Transferencia—para adaptarse ao ciclo de vida do produto. Ao considerar desde fai as calidades do material, a complexidade e o mantemento na fase de deseño, os enxeñeiros e compradores poden evitar exceso de orzamento e garantir un lanzamento sen problemas.
Preguntas frecuentes
1. Canto custa de media unha punzonadora de estampado metálico?
Unha punzonadora progresiva típica para pezas automotrices de tamaño medio oscila entre 15.000 $ a 30.000 $ . Non obstante, os custos varían moito: a utillaxe de prototipo sinxela pode ser tan baixa como 3.000 $, mentres que as punzonadoras complexas de panel corporal Clase-A adoitan superar os 500.000 $
2. Cal é a diferenza entre corte por troquel e estampado metálico?
O corte por troquel refírese normalmente ao cizallado de materiais máis brandos (como xuntas, tecidos ou foilos finos) usando un troquel de regra de aceiro, semellante a un cortador de galletas. O estampado metálico é un proceso industrial de alta tonelaxe que utiliza troqueis de aceiro endurecido para non só cortar senón tamén conformar, embutir e dobrar chapa metálica en formas 3D complexas.
3. Por que é tan cara a ferramenta automotriz?
O custo reflicte a enxeñaría de precisión, os aceros para ferramentas de alta calidade e as extensas horas de mecanizado necesarias para construír a matriz. As matrices automotrices deben soportar millóns de ciclos de alto impacto mantendo tolerancias ao nivel de micrómetros, o que require unha construción robusta e materiais caros como o carburo ou o aceiro SKD11.