 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Selección dun fabricante de pezas CNC: 9 factores críticos que a maioría dos compradores pasan por alto

Comprender a fabricación de pezas CNC e o seu impacto industrial
Xa se preguntou algún día que fai as pezas de precisión modernas tan increíblemente precisas? A resposta atópase nunha tecnoloxía que transformou para sempre a fabricación. Cando está buscando compoñentes para o seu proxecto, comprender os fundamentos do funcionamento dun fabricante de pezas CNC dálllle unha vantaxe significativa para tomar decisións informadas.
O mecanizado CNC é un proceso de fabricación subtrativo no que un software informático previamente programado controla o movemento das ferramentas e maquinaria de fábrica para producir pezas de precisión a partir de materiais en bruto cunha precisión repetible.
Desde o debuxo ata o compoñente de precisión
Entón, ¿de que trata realmente o CNC? Na súa esencia, o significado de CNC refírese ao Control Numérico por Computador: un método no que instrucións dixitais guían ferramentas de corte cunha precisión exquisita. Imaxina tomar un deseño complexo en 3D da túa pantalla de ordenador e velo converterse nun compoñente físico, coa precisión dunha milésima de polgada. Iso é exactamente o que ocorre cada día nas instalacións modernas de maquinaria.
O proceso comeza cun ficheiro CAD (Deseño Asistido por Ordenador) que contén todas as dimensións e especificacións da peza. Este plano dixital convértese en código G, a linguaxe que entenden as máquinas CNC. Unha vez programada, a máquina executa cada traxectoria de corte cunha precisión mecánica que as mans humanas simplemente non poden replicar de forma consistente.
A Revolución Dixital na Fabricación de Pezas
Comprender o que é CNC axúdalle a valorar por que esta tecnoloxía se converteu en imprescindible. Antes do control por ordenador, os fresadores cualificados operaban manualmente os equipos, facendo que cada peza fose lixeiramente distinta da anterior. O significado de CNC vai máis aló da mera automatización: representa un cambio fundamental cara a unha precisión programable e repetible.
Os sistemas CNC actuais intégranse perfectamente co software de deseño, permitindo a prototipaxe rápida e a produción en masa a partir dos mesmos ficheiros dixitais. Esta conexión entre deseño e fabricación elimina os erros de interpretación e reduce drasticamente os tempos de entrega. Cando envía as especificacións a un fabricante, as súas máquinas poden comezar a producir pezas en cuestión de horas.
Por que o CNC domina a fabricación moderna
A definición de CNC abarca máis ca simples equipos: describe toda unha metodoloxía de produción. Eis por que esta tecnoloxía domina:
- Consistencia: Cada peza coincide coa anterior, xa pida 10 ou 10.000 unidades
- Complexidade: Xeometrías complexas que antes eran imposibles convértense agora en rutina
- Velocidade: As mudanzas automáticas de ferramentas e a operación continua maximizan o rendemento
- Flexibilidade: Cambiar entre diferentes pezas require só un cambio de programa
Ao explorar o panorama da fabricación de pezas CNC, descubrirá que a selección do socio adecuado implica avaliar moito máis que só o equipamento. As seccións seguintes detallan os factores críticos que a maioría dos compradores pasan por alto: desde os procesos de mecanizado e a selección de materiais ata as especificacións de tolerancias e as certificacións industriais que afectan directamente ao éxito do seu proxecto.
Procesos fundamentais de mecanizado CNC que todo comprador debe coñecer
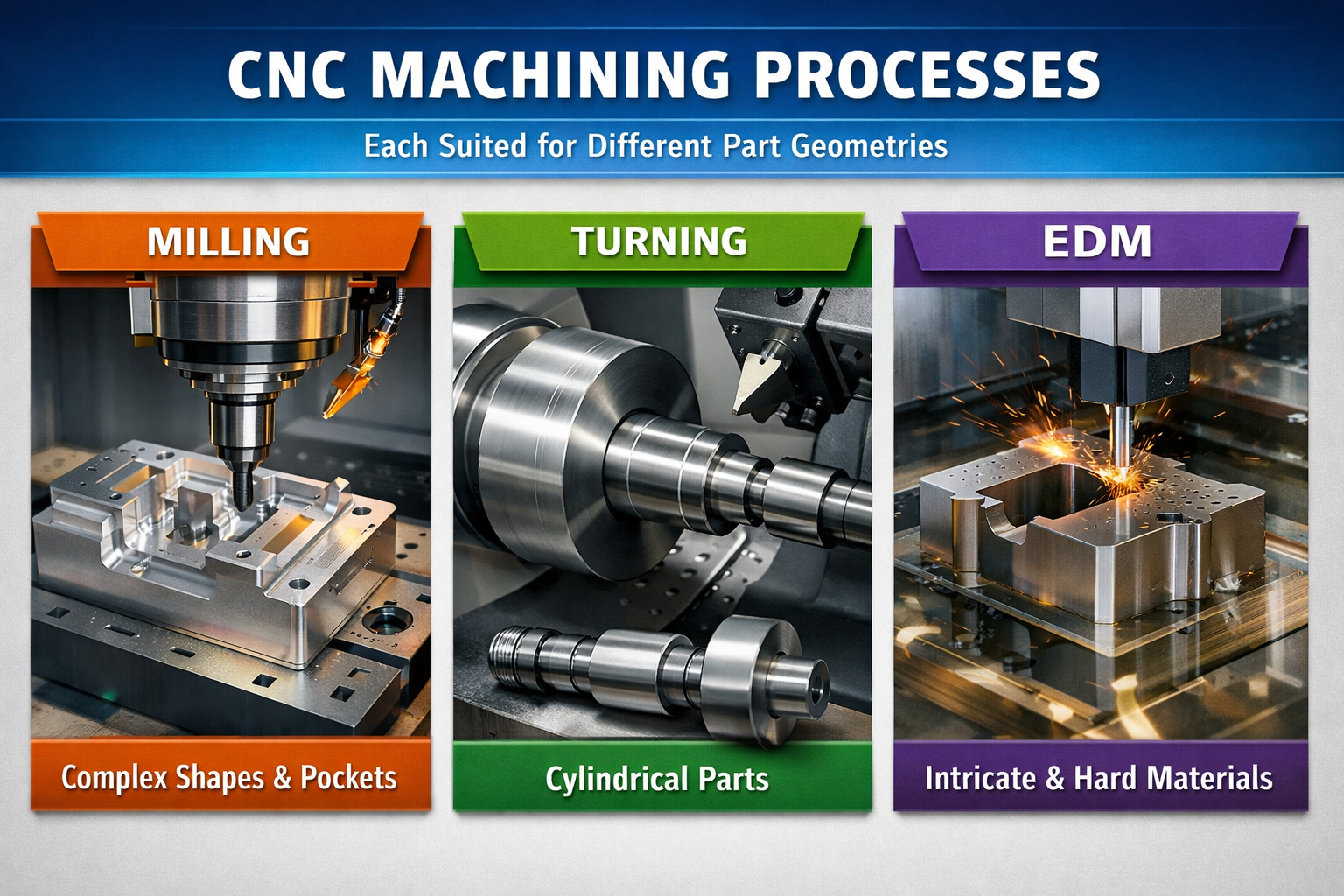
Parece complexo? Aquí vai unha idea: non todos os procesos CNC son adecuados para todas as pezas. Cando está avaliando un fabricante de pezas CNC, comprender as diferenzas fundamentais entre os procesos de fresado, torneado e erosión por descarga eléctrica (EDM) axúdalle a comunicar claramente os seus requisitos e a avaliar se o fornecedor dispón das capacidades adecuadas para o seu proxecto.
Explicación do fresado CNC
Imaxine unha ferramenta de corte rotativa que se move sobre unha peça de traballo estacionaria, eliminando material capa a capa. Esa é a esencia do fresado. Unha fresadora CNC usa fresas rotativas para retirar material dunha peça de traballo, creando superficies planas, ranuras, bolsos e contornos complexos en 3D cunha precisión extraordinaria.
As dúas configuracións principais coas que se atopará son as disposicións de fresadora vertical e fresadora horizontal. Nunha fresadora vertical, o eixe está orientado verticalmente—ideal para proxectos centrados no traballo detallado nun lado concreto dun compoñente, como grandes placas metálicas ou matrices de represión . As fresadoras horizontais sitúan o eixe horizontalmente, polo que resultan máis adecuadas para pezas máis pesadas, o corte de ranuras e a creación de ranuras.
Esto é o que distingue ás fresadoras horizontais:
- Evacuación superior de virutas grazas á gravidade, que arrastra os residuos fóra da zona de corte
- Capacidade de usar múltiples fresas simultaneamente mediante montaxe en árbore
- Manexo mellor de pezas de traballo pesadas e complexas
- Redución da desviación da ferramenta durante cortes agresivos
Cando solicita orzamentos, saber se a xeometría da súa peza é adecuada para fresado vertical ou horizontal axúdalle a identificar fabricantes con equipamento apropiado.
Operacións de torneado e capacidades do torno
Mentres que no fresado xira a ferramenta, no torneado fágase o contrario: a peza xira mentres unha ferramenta de corte estacionaria a modela. Un torno CNC destaca na produción de pezas cilíndricas ou redondas, como eixes, casquillos e compoñentes roscados. Se o seu deseño presenta simetría rotacional, o torneado é normalmente máis rápido e económico que o fresado.
Semellante ao equipamento de fresado, un torno está dispoñíbel en configuracións horizontais e verticais. Os centros de torneado horizontais dominan a maioría das plantas de fabricación debido á súa flexibilidade e idoneidade para pezas máis longas, como eixes. Admiten alimentadores de barra e contrapuntos, o que amplía a súa versatilidade. Os centros de torneado verticais —ás veces chamados tornos de torreta vertical— resultan máis adecuados para pezas de gran diámetro, pesadas e curtas. A gravidade axuda na colocación da peza e na eliminación das virutas, polo que son especialmente populares na produción de compoñentes automotrices.
Ao avaliar as capacidades de torneado dun fabricante, considere se pode xestionar a relación lonxitude-diámetro e os requisitos de peso da súa peza.
Cando o EDM se converte en esencial
Algunhas xeometrías simplemente non se poden conseguir mediante o corte convencional. É aí onde entra en xogo a EDM (mecanizado por descarga eléctrica). Unha máquina EDM utiliza centellas eléctricas para erosionar o material, creando formas intrincadas en metais endurecidos sen contacto físico entre a ferramenta e a peça.
Unha máquina EDM de fío pasa un fino electrodo de fío a través do material, cortando perfís complexos cunha precisión extraordinaria — conseguindo tolerancias tan estreitas como ± 0,0001 polgadas. Isto fai que a EDM sexa indispensable para:
- Acos endurecidos que destruírían as ferramentas de corte convencionais
- Esquinas internas agudas imposibles de obter con ferramentas rotativas
- Pezas delicadas que non poden soportar as forzas de corte
- Acabados superficiais extremadamente finos sen operacións secundarias
Comparación das súas opcións de proceso
A táboa inferior resume cando cada proceso ofrece resultados óptimos:
| Tipo de Proceso | Mellores aplicacións | Tolerancias típicas | Adecuación do material |
|---|---|---|---|
| Fresado por CNC | Superficies planas, bolsas, ranuras, contornos 3D, pezas prismáticas | ± 0,0002 polgadas a ± 0,001 polgadas | A maioría dos metais e plásticos; aluminio, acero e lata destacan |
| Torsión CNC | Pezas cilíndricas, eixos, compoñentes roscados e casquillos | ± 0,0002 polgadas a ± 0,001 polgadas | Materias primas redondas; excelente para acero e aluminio |
| MDE | Materias duras, perfís complexos, esquinas afiadas e detalles finos | ± 0,0001 pol. | Só materiais condutores; ideal para aceros para ferramentas e carburos |
Moitos proxectos requiren varios procesos que traballan conxuntamente. Un fabricante con capacidades integrais —fresado, torneado e EDM baixo o mesmo teito— pode optimizar a súa cadea de suministro e manter un control de calidade máis rigoroso. Ao avanzar no seu proceso de selección, o seguinte factor crítico consiste en comprender como a elección do material afecta tanto ao proceso de mecanizado como ao rendemento da peza final.
Guía de selección de materiais para compoñentes mecanizados por CNC
Identificou o proceso de mecanizado axeitado—agora chega unha decisión igualmente crítica. O material que elixa afecta directamente ao tempo de mecanizado, ao desgaste das ferramentas, ao rendemento da peza e ao seu beneficio neto. Ao avaliar un fabricante de pezas CNC, comprender a súa experiencia en materiais axúdalle a valorar se pode entregar pezas mecanizadas que cumpran as súas especificacións exactas.
Metais que se mecanizan mellor
Non todos os metais se comportan do mesmo xeito baixo unha ferramenta de corte. A usinabilidade—é dicir, a facilidade coa que se pode cortar un material conseguindo ao mesmo tempo un bo acabado superficial e unha boa vida útil da ferramenta—varía considerablemente entre diferentes aliaxes. Aquí ten o que debe saber sobre as opcións máis comúns:
Aluminio (6061 e 7075)
O aluminio é o material de referencia no mecanizado CNC. Segundo a análise de JLCCNC, o aluminio 6061 resulta ser o mellor rendemento xeral para pezas de uso xeral nas que a resistencia moderada e o baixo custo son os factores máis importantes. A súa alta cualificación en usinabilidade significa tempos de ciclo máis rápidos, menor desgaste das ferramentas e menores custos por peza.
- Cualificación en usinabilidade: Excelente (aproximadamente un 270 % respecto ao acero)
- Resistencia: Moderada; adecuada para compoñentes estruturais sen cargas extremas
- Consideración de custo: A opción máis económica para prototipado e produción
- Mellores Aplicacións: Soportes aeroespaciais, envolventes electrónicas, dispositivos automotrices
Acero e acero inoxidable
Cando a durabilidade, a dureza ou a resistencia á corrosión son prioridades, Pezas de aceiro cnc constitúen a opción lóxica. Os aceros de baixo contido en carbono son relativamente fáciles de mecanizar, mentres que as calidades inoxidables supoñen unha maior demanda para as ferramentas de corte, pero ofrecen un rendemento superior en ambientes exigentes.
- Cualificación en usinabilidade: Moderada (as calidades inoxidables son máis desafiantes que os aceros ao carbono)
- Resistencia: Alta; excelente para aplicacións que soportan cargas e resistentes ao desgaste
- Consideración de custo: Custos de mecanizado máis elevados debido ao maior desgaste das ferramentas e ás velocidades de avance máis lentas
- Mellores Aplicacións: Instrumentos médicos, equipamento para o procesamento de alimentos, compoñentes do sistema de transmisión automotriz
Brass e cobre
O latón ofrece un equilibrio ideal entre funcionalidade e estética para compoñentes mecanizados, especialmente en pequenas series. As súas propiedades de mecanizado libre permiten tolerancias estreitas e excelentes acabados superficiais directamente da máquina. O cobre, aínda que comparte algunhas características, debe reservarse para aplicacións que requiran alta condutividade eléctrica ou térmica.
- Cualificación en usinabilidade: Excelente para latón; bo para cobre
- Resistencia: Moderado; non adecuado para pezas estruturais de alta tensión
- Consideración de custo: O custo do material é superior ao do aluminio; os custos de mecanizado son inferiores grazas á excelente formación de virutas
- Mellores Aplicacións: Conectores eléctricos, ferraxes de canalización, ferraxes decorativos
Titanio
O titano ofrece unha relación resistencia-peso sen igual e unha excepcional resistencia á corrosión, pero cunha sobrecarga de custo significativa. Este metal só resulta rentable nas industrias nas que as demandas de rendemento superan calquera outra consideración, como a aeroespacial e os implantes médicos.
- Cualificación en usinabilidade: Pobre; require ferramentas especializadas e velocidades máis lentas
- Resistencia: Excepcional; a maior relación resistencia-peso entre os metais comúns
- Consideración de custo: Custo premium do material e da mecanización; só xustificábel para aplicacións críticas
- Mellores Aplicacións: Componentes estruturais aeroespaciais, implantes médicos, pezas de competición de alto rendemento
Plásticos de enxeñaría para pezas de precisión
As pezas mecanizadas en metal mediante CNC non son sempre a solución. Os plásticos de enxeñaría ofrecen vantaxes distintas, como menor peso, resistencia química e illamento eléctrico. Os fabricantes de pezas mecanizadas recorren cada vez máis a polímeros avanzados para cumprir os diversos requisitos das aplicacións.
Os plásticos comúns mecanizables mediante CNC inclúen:
- Acetal (Delrin): Excelente estabilidade dimensional, baixo coeficiente de fricción, ideal para engranaxes e rodamientos
- Nilón: Boa resistencia ao desgaste e tenacidade; adecuado para casquillos e rolos
- PEEK: Opción de alto rendemento con resistencia química e térmica excecional
- PTFE: Inercia química sobresaliente e baixo coeficiente de fricción
- ABS: Económico para prototipos e compoñentes non críticos de máquinas CNC
- HDPE e PP: Opcións resistentes a produtos químicos para tanques e aplicacións de manipulación de fluídos
Adequar os Materiais aos Requisitos da Aplicación
Escoller entre metal e plástico —ou seleccionar a aleación axeitada— require equilibrar múltiples factores. Considere estes principios directores:
Cando ten sentido utilizar pezas mecanizadas por CNC en metal:
- Están presentes cargas mecánicas elevadas ou concentracións de tensión
- As temperaturas de funcionamento superan os límites dos plásticos (normalmente por riba dos 250 °F)
- Requírese condutividade eléctrica ou térmica
- A dureza superficial e a resistencia ao desgaste son fundamentais
- A peza require roscado ou aceptará insertos prensados
Cando os plásticos ofrecen vantaxes:
- A redución de peso é un obxectivo principal de deseño
- É necesaria a illa eléctrica
- A exposición química corroería os metais
- As propiedades autolubricantes reducen as necesidades de mantemento
- Aplicacións sensibles ao custo nas que as propiedades do material son suficientes
A selección do material afecta tamén directamente o cronograma do seu proxecto. Para produción en pequenos lotes ou prototipaxes, materiais como o aluminio e o latón reducen o risco e o custo grazas aos tempos de maquinado máis curtos e ás configuracións máis sinxelas. Ao valorar estas opcións de material, o seguinte factor crítico implica comprender como as especificacións de tolerancia se traducen no rendemento real — e nas implicacións de custo que moitos compradores pasan por alto.
Especificacións de tolerancia e requisitos de precisión explicados
Aquí tes unha pregunta que separa aos compradores experimentados dos novatos: canto de apertado deben ser realmente os teus márgenes de tolerancia? Comprender as especificacións de tolerancia é onde moitas decisións de aprovisionamento fallan: ou ben sobreespecificando tolerancias que inflan innecesariamente os custos, ou ben subespecificando e acabando con pezas que non funcionan correctamente. Ao avaliar a un fabricante de pezas CNC, as súas capacidades en materia de tolerancias revelan moito sobre a calidade do seu equipamento e o control dos seus procesos.
Mecanizado de tolerancia estándar fronte a mecanizado de tolerancia estreita
Imaxina as tolerancias como o intervalo aceptable de variación dimensional respecto do deseño previsto. Segundo as normas do sector, as tolerancias estándar no mecanizado CNC adoitan situarse arredor de ±0,005" (0,13 mm), controladas segundo a norma ISO 2768-1 de grao medio. Esta referencia básica ten en conta as variacións normais na precisión das máquinas, os efectos térmicos e o desgaste das ferramentas, mantendo ao mesmo tempo taxas de produción económicas.
Pero que ocorre cando as tolerancias estándar non son suficientes? As pezas mecanizadas por CNC de precisión requiren enfoques especializados. A mecanización de alta precisión pode acadar tolerancias tan estreitas como ±0,001" (0,025 mm), mentres que aplicacións extremadamente exigentes—como os instrumentos cirúrxicos—poden requirir ±0,0002" a ±0,0005" (0,005 a 0,013 mm). Con todo, só aproximadamente o 1 % das pezas require, de feito, tolerancias neste rango extremo.
As pezas de precisión CNC difiren dos compoñentes mecanizados por CNC estándar en varios aspectos clave:
- Requisitos de equipo: Fusos de alta precisión con rodamientos de cerámica ou de aire que mantén a desviación inferior a 0,0001"
- Controis ambientais: Zonas con control de temperatura que mantén unha estabilidade de ±0,5 °C
- Verificación da calidade: Protocolos de inspección mellorados con instrumentos de medición calibrados
- Tempo de mecanizado: Avances e velocidades máis lentos para minimizar a distorsión térmica
Cando a precisión é o máis importante
Non todas as características da súa peza requiren o mesmo nivel de tolerancia. Unha especificación intelixente significa aplicar tolerancias estreitas só onde a funcionalidade o require: superficies de acoplamento, axustes de rodamientos ou características críticas de alineación, deixando as dimensións non críticas nas tolerancias estándar.
Considere estes escenarios nos que os compoñentes mecanizados por CNC de precisión xustifican o investimento:
- Interfaces de montaxe: Pezas que deben acoplarse con precisión a outros compoñentes
- Conxuntos rotativos: Eixes e rodamientos que requiren axustes específicos
- Superficies de estanquidade: Onde a precisión dimensional impide fugas
- Carcasas ópticas ou electrónicas: Aplicacións críticas para a alineación
A mecanización CNC de pezas grandes presenta retos únicos para o control das tolerancias. A dilatación térmica vólvese máis significativa á medida que aumentan as dimensións da peza, polo que os ambientes con temperatura controlada resultan aínda máis críticos para manter a precisión en pezas de gran tamaño.
A Relación Custo-Tolerancia
Esta é a realidade que a maioría dos compradores pasa por alto: apertar as tolerancias máis aló do necesario funcionalmente non mellora a súa peza—só aumenta o seu custo. Segundo os datos de mecanizado de precisión , pasar dun mecanizado estándar a un mecanizado controlado termicamente incrementa os custos entre un 25 % e un 50 %, mentres que acadar as tolerancias máis estreitas con control ambiental completo pode incrementar os custos entre un 100 % e un 200 %.
A táboa inferior detalla o que distintos graos de tolerancia significan para o seu proxecto:
| Rango de Tolerancia | Aplicacións Típicas | Impacto no custo | Equipamento necesario |
|---|---|---|---|
| ± 0,010" (± 0,25 mm) | Pezas industriais xerais, soportes, carcassas | Línea base | Equipamento CNC estándar, ambiente normal de taller |
| ±0,005" (±0,13 mm) | Conxuntos funcionais, compoñentes automotrices | incremento do 10-25 % | Máquinas ben mantidas, monitorización climática |
| ±0,002" (±0,05 mm) | Automoción de alto rendemento, equipos industriais | aumento do 50-100 % | Fusos de precisión, control de temperatura ±3 °C |
| ± 0,001" (± 0,025 mm) | Compontes aeroespaciais, dispositivos médicos | aumento do 100-150 % | Máquinas de alta precisión, suxeición mellorada |
| ±0,0005" (±0,013 mm) | Instrumentos cirúrxicos, equipamento óptico | aumento do 150-200 % | Control ambiental completo, illamento contra vibracións |
A selección de material tamén afecta ás tolerancias alcanzables. As pezas mecanizadas con precisión CNC en aluminio conseguen tolerancias máis estrictas máis facilmente que o titán debido ás diferenzas na mecanizabilidade. Os plásticos presentan desafíos adicionais: a súa flexibilidade e sensibilidade térmica adoitan limitar as tolerancias prácticas á grao medio da norma ISO 2768-1.
Ao comunicarse cos fabricantes, inclúa unha táboa de tolerancias directamente nos seus debuxos 2D especificando qué dimensións son críticas. Isto evita a sobre-toleranciación e axuda aos fabricantes a elaborar orzamentos precisos. Comprender estas dinámicas de tolerancia prepárao para a seguinte consideración crucial: como diferentes industrias imponen requisitos específicos que condicionan a selección dos fabricantes máis aló das capacidades xerais de mecanizado.
Requisitos específicos por industria para a fabricación de pezas CNC
Xa notou como un taller mecánico local trata os proxectos de forma distinta ca unha instalación que produce instrumentos cirúrxicos? Iso non é casualidade. Diferentes sectores imponen demandas moi distintas aos seus fabricantes de pezas CNC, e comprender estas diferenzas axuda a identificar fornecedores verdadeiramente cualificados para a súa aplicación específica, en vez de aquellos que simplemente alegan ter capacidades xerais.
Normas de mecanizado para a industria automobilística
Cando está adquirindo compoñentes para aplicacións automotrices, a consistencia á escala convértese nunha prioridade fundamental. Sexa que estea buscando un taller mecánico automotriz preto de min ou avaliando fornecedores globais, a fabricación mecanizada automotriz require capacidades específicas que os talleres de fabricación xeral poden non ter.
O sector automotriz opera baixo a norma IATF 16949, o estándar global para a xestión da calidade no sector automotriz, que combina os principios da ISO 9001 con requisitos específicos do sector. Esta certificación non é só papelaría; representa un compromiso fundamental co:
- Prevención de defectos: Sistemas deseñados para detectar problemas antes de que cheguen á súa liña de montaxe
- Mellora Continua: Procesos documentados para mellorar continuamente a eficiencia e a calidade
- Supervisión dos fornecedores: Cualificación e supervisión rigorosas das fontes de materiais
- Trazabilidade do produto: Documentación completa dende a materia prima ata o componente acabado
Un taller de motores que traballa en compoñentes do sistema de transmisión enfóntase con desafíos diferentes ca un taller de fabricación que produce paneis da carrocería. As pezas mecanizadas mediante CNC para automoción deben soportar vibracións, ciclos térmicos e esforzos mecánicos durante centenares de miles de quilómetros. Isto significa que os fabricantes necesitan controles de proceso robustos que garanticen que cada peza —sexa a primeira ou a décima mil— cumpra as mesmas especificacións.
Requisitos de fabricación de dispositivos médicos
A fabricación de dispositivos médicos opérase nun entorno regulador no que os erros teñen consecuencias que poden afectar á vida ou á morte. Estas altas apostas requiren marcos de certificación moito máis rigorosos ca os aplicables xeralmente na industria.
A norma ISO 13485 é o estándar definitivo de xestión da calidade para a produción de dispositivos médicos. Esta certificación require:
- Xestión de Riscos: Identificación e mitigación sistemáticas dos modos de fallo potenciais
- Controis de deseño: Validación documentada que garante que as pezas funcionan tal como se pretende
- Trazabilidade completa: Cada compoñente é rastrexable até lotes específicos de materiais, máquinas e operarios
- Xestión de queixas: Procesos formais para investigar e abordar os problemas de calidade
- Consideracións sobre esterilidade: Selección de materiais e acabados que apoien os requisitos de esterilización
Ademais da norma ISO 13485, as instalacións deben cumprir coa regulación da FDA 21 CFR Parte 820 — a Regulación do Sistema de Calidade que rexe a fabricación estadounidense de dispositivos médicos. Estes requisitos combinados garanten que os instrumentos cirúrxicos, implantes e equipos de diagnóstico cumpran con rigorosos estándares de seguridade e rendemento.
Exixencias de precisión de grao aeroespacial
A fabricación aeroespacial representa, posiblemente, o entorno de certificación máis esixente na usinaxe de precisión. Cando os compoñentes operan a 30 000 pés, a calidade non é negociable: é crítica para a supervivencia.
AS9100 constrúese sobre os fundamentos da ISO 9001, engadindo ao mesmo tempo requisitos específicos do sector aeroespacial que diferencian aos fabricantes cualificados das talleres mecánicas xerais:
- Xestión de configuración: Controis estrictos que garanten que os cambios de deseño están debidamente documentados e implementados
- Inspección do Primeiro Artigo (FAI): Verificación exhaustiva de que as pezas de produción coinciden coas versións aprobadas dos deseños
- Prevención de obxectos estranhos (FOD): Protocolos que previnen a contaminación de montaxes críticas
- Prevención de pezas contrafeitas: Controis da cadea de subministro que garanticen a autenticidade dos materiais
- Controles de procesos especiais: Supervisión reforzada dos tratamentos térmicos, galvanizados e outras operacións críticas
Muitos programas aeroespaciais requiren tamén a acreditación NADCAP para procesos especiais. Ao contrario das certificacións xerais, NADCAP examina os controis específicos de cada proceso a un nivel moi detallado, validando que os tratamentos térmicos, os procesos químicos e as ensaios non destructivos cumpran os estándares máis elevados do sector.
Para o traballo relacionado coa defensa, o cumprimento da normativa ITAR (Regulacións Internacionais sobre Tráfico de Armas) engade outra capa. A ITAR rexula a manipulación de datos técnicos e compoñentes sensibles, requirindo un estado de rexistro co Departamento de Estado dos Estados Unidos e estritos protocolos de seguridade da información.
Comparación de certificacións: axuste dos requisitos ás aplicacións
Comprender qué certificacións son relevantes para a súa aplicación evita tanto os custos derivados dunha cualificación excesiva como o risco de seleccionar un fornecedor insuficientemente cualificado:
| Certificación | Sector principal | Áreas clave de atención | Por que importa |
|---|---|---|---|
| ISO 9001 | Fabricación xeral | Sistemas de xestión da calidade, mellora continua | Certificación básica que demostra o compromiso coa calidade |
| IATF 16949 | Automovilístico | Prevención de defectos, supervisión dos fornecedores, trazabilidade | Exixida polos principais fabricantes de equipos orixinais (OEM); o 67 % dos fabricantes automobilísticos OEM exixe como mínimo a norma ISO 9001 |
| AS9100 | Aeroespacial | Xestión de riscos, control de configuración, inspección inicial de pezas (FAI) | Esencial para participar na cadea de subministros aeroespacial |
| ISO 13485 | Dispositivos médicos | Xestión de riscos, trazabilidade, cumprimento normativo | Obrigatorio para compoñentes de dispositivos médicos regulados pola FDA |
| Nadcap | Aeroespacial/Defensa | Acreditación de procesos especiais | Valida as capacidades de tratamento térmico, ensaios non destructivos (NDT) e procesos químicos |
| ITAR | Defensa | Seguridade da información, controles das exportacións | Obrigatorio para datos técnicos e compoñentes relacionados coa defensa |
Isto é o que moitos compradores pasan por alto: as certificacións non son intercambiables. Un taller mecánico automobilístico con certificación IATF 16949 demostra competencias específicas do sector automobilístico, pero esa certificación non os cualifica para traballar no sector aeroespacial, que require a norma AS9100. De maneira semellante, un taller de fabricación con só a certificación ISO 9001 pode carecer dos sistemas de calidade especializados que demandan as aplicacións médicas ou aeroespaciais.
De acordo co investigación do sector as empresas con certificacións específicas do sector gañan, de media, un 15 % máis de contratos que aquelas con só certificacións xerais de calidade. A inversión en certificacións especializadas sinala capacidade e compromiso, aspectos que os equipos de adquisición recoñecen.
Ao avaliar posibles socios de fabricación, verifique as súas certificacións directamente—solicite copias dos certificados e confirme o seu estado actual cos organismos emisores. Esta debida diligencia convértese aínda máis crítica ao considerar as opcións de acabado superficial, que afectan significativamente tanto o rendemento das pezas como o cumprimento dos requisitos reguladores nas aplicacións máis exigentes.
Opcións de acabado superficial para pezas mecanizadas por CNC
Escollera o proceso, o material e as tolerancias adecuados—pero hai un factor máis que pode determinar o éxito ou o fracaso do seu proxecto. O acabado superficial transforma as pezas fresadas por CNC en bruto de compoñentes funcionais en produtos acabados, preparados para a montaxe ou para o seu uso final. Comprender as súas opcións axúdalle a comunicar as especificacións con claridade a calquera fabricante de pezas mecanizadas por CNC e garante que as súas pezas funcionen exactamente como se previu.
Acabados funcionais fronte a acabados estéticos
Aquí hai unha distinción que moitos compradores pasan por alto: non todos os acabados cumpren a mesma función. Algúns acabados melloran principalmente a aparencia, mentres que outros ofrecen beneficios funcionais críticos, como a protección contra a corrosión ou unha mellor resistencia ao desgaste. Especificar de forma intelixente significa escoller en función dos seus requisitos reais, en vez de optar por opcións caras que non necesita.
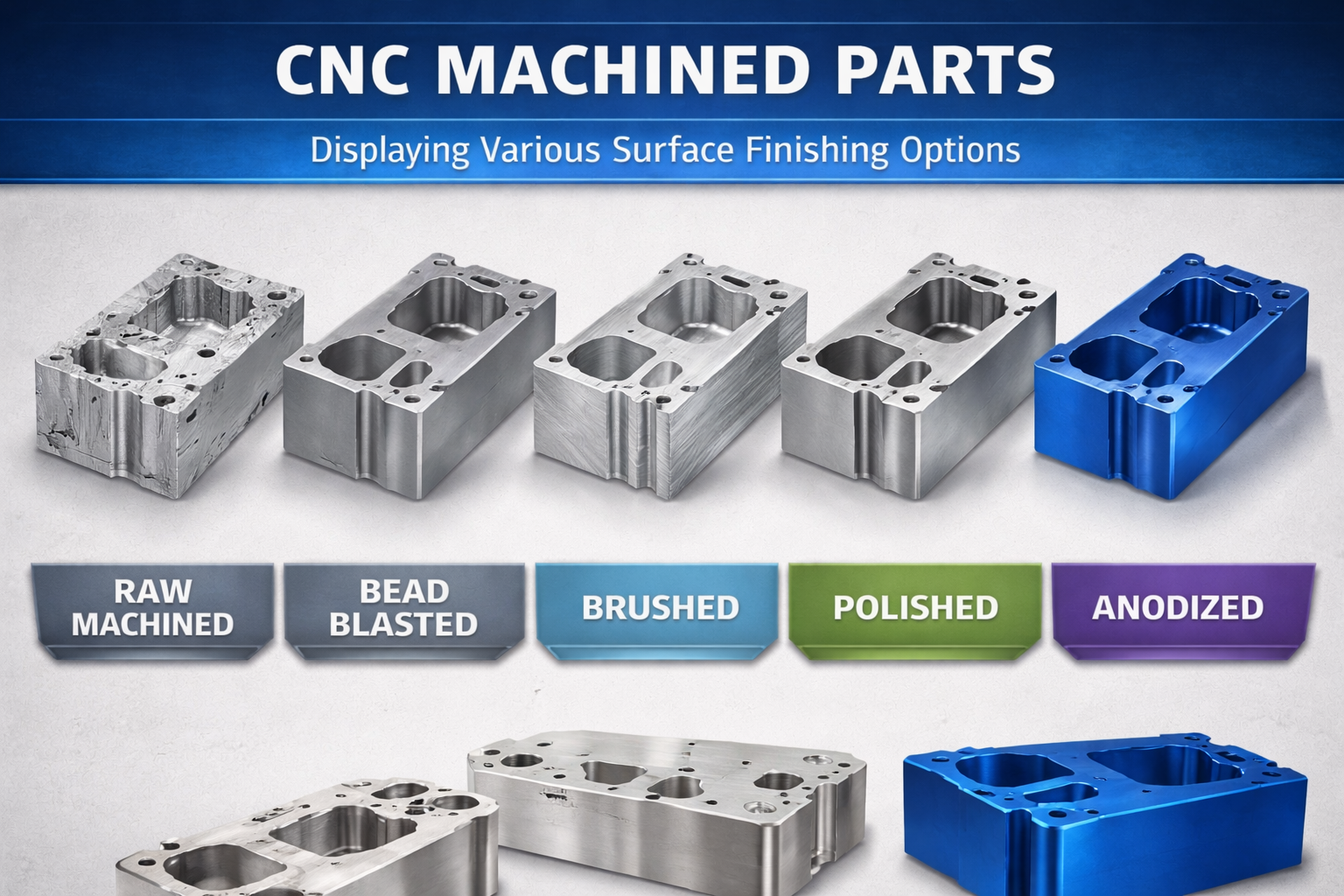
Acabado tal como se maquinou
A opción máis económica deixa as pezas fresadas CNC coa textura superficial creada durante a mecanización. Segundo os estándares industriais de acabado, os acabados típicos tras a mecanización van desde 1,6 μm Ra (estándar industrial para aplicacións xerais) ata 3,2 μm Ra para pezas nas que a calidade superficial non é crítica. Este acabado funciona ben cando:
- As pezas quedarán ocultas á vista nas montaxes finais
- A textura superficial non afecta a funcionalidade
- As restricións orzamentarias priorizan a redución de custos
- As pezas recibirán acabados adicionais máis adiante na cadea de fornecemento
Pulimento e bruñido
Cando a apariencia visual é importante, o brunido elimina as marcas de maquinado e crea superficies lisas e lustrosas. Alcanzar un valor Ra de 0,4 μm proporciona un acabado case en espello, esencial para compoñentes nos que se require fricción mínima ou unha aparencia premium. Non obstante, esta lisura ten un custo: o brunido normalmente engade un tempo de procesamento e un custo significativos á produción de pezas fresadas.
Areado de perlas
Este proceso mecánico impulsa perlas de vidro contra a superficie da peza, creando unha textura mate uniforme. O chorreo con perlas elimina eficazmente pequenas imperfeccións superficiais ao mesmo tempo que prepara as pezas para procesos posteriores de revestimento. É especialmente popular en produtos mecanizados por CNC, onde se desexa unha aparencia consistente e non reflectante sen o custo do brunido.
Revestimentos protexentes para ambientes agresivos
Cando as súas pezas están expostas a produtos químicos corrosivos, á intemperie ou a condicións operativas exigentes, os acabados protexentes convértense nunha necesidade esencial e non nunha opción.
Anodizado
A anodización crea unha capa de óxido duradeira nas pezas de aluminio, mellorando considerablemente a resistencia á corrosión e a dureza superficial. Tres tipos responden a necesidades diferentes:
- Tipo I (Ácido crómico): Capa máis fina que preserva as tolerancias estreitas; preferida para aplicacións aeroespaciais que requiren resistencia á fatiga
- Tipo II (Ácido sulfúrico): Opción máis común que equilibra custo e rendemento; acepta corantes de cores para personalización estética
- Tipo III (Revestimento duro): Capa máis grosa e duradeira para aplicacións industriais e militares que demandan resistencia extrema ao desgaste
Recubrimento en po
Este acabado versátil aplica un pólo seco electrostaticamente antes de curalo termicamente nunha capa protectora resistente. A pulverización en seco ofrece unha durabilidade excecional fronte a impactos, produtos químicos e exposición UV. Coa ampla gama de cores dispoñible, proporciona tanto protección funcional como atractivo visual — polo que é ideal para produtos de consumo e equipamento exterior.
Opcións de enchapado
A galvanoplastia deposita capas finas de metais protexores ou funcionais sobre as superficies das pezas:
- Níquel electroquímico: Revestimento uniforme sen corrente eléctrica; ofrece excelente resistencia á corrosión e dureza en xeometrías complexas
- Cromado: Proporciona superficies brillantes e reflectantes con boa resistencia ao desgaste
- Revestimento con zinc: Protección contra a corrosión económica, comúnmente empregada en aplicacións automotrices
- Revestimento de ouro: Condutividade eléctrica superior para conectores electrónicos
Passificación
Para produtos de acero inoxidable mecanizados por CNC, a pasivación mellora a resistencia natural á corrosión ao eliminar o ferro libre da superficie e promover a formación dunha capa protectora de óxido. Este tratamento químico é esencial para compoñentes médicos e de procesamento de alimentos, onde a prevención da contaminación é crítica.
Selección do acabado segundo a aplicación
Escoller o acabado axeitado require equilibrar as necesidades de protección, os requisitos estéticos e as restricións orzamentarias. A táboa inferior ofrece orientación para asociar acabados coas aplicacións máis comúns:
| Tipo de acabado | Nivel de protección | Aparencia | Mellores aplicacións | Custo relativo |
|---|---|---|---|---|
| Tal como se mecaniza | Baixos | Marcas visibles das ferramentas; aparencia funcional | Compontes internos, prototipos, pezas ocultas | $ |
| Areado de perlas | Baixa-Media | Textura mate uniforme | Electrónica de consumo, preparación para revestimento | $$ |
| Polish | Baixos | Acabado de alto brillo, similar ao dun espello | Dispositivos médicos, compoñentes decorativos, carcaxas ópticas | $$$ |
| Anodizado (Tipo II) | Medio-Alto | Mate ou sedoso; dispoñíbel en múltiples cores | Soportes aeroespaciais, produtos de consumo, carcaxas electrónicas | $$ |
| Anodizado (tipo III) | Moi Alto | Normalmente gris escuro ou negro | Equipamento militar, maquinaria industrial, superficies resistentes ao desgaste | $$$ |
| Recubrimento en po | Alto | Ampla gama de cores; liso ou texturizado | Equipamento para exterior, pezas automotrices, produtos de consumo | $$ |
| De cobre | Alto | Acabado metálico brillante | Xeometrías complexas, compoñentes hidráulicos, válvulas | $$$ |
| Revestimento de cromo | Medio-Alto | Moi reflectantes, tipo espello | Acabados automotrices, ferraxería decorativa | $$$$ |
| Revestimento con zinc | Medio | Cromato azul-prateado ou amarelo | Elementos de unión, soportes, compoñentes do fondo do vehículo | $$ |
Segundo as estimacións de custo dos acabados, os acabados sinxelos, como o granallado, adoitan oscilar entre 30 e 50 $ por peza, mentres que a anodización ou a electrodeposición de níquel químico poden elevarse ata 100–200 $ por peza, dependendo do tamaño e da complexidade. Planificar estes custos na fase de deseño evita sorpresas orzamentarias.
A selección do acabado tamén afecta aos prazos de entrega. Os acabados sinxelos suman poucas horas á produción, mentres que os tratamentos complexos, como a anodización ou a electrodeposición, alargan os prazos en 24–48 horas — sen incluír o tempo de preparación e curado. Ao avaliar fabricantes, confirme as súas capacidades internas de acabado fronte aos procesos subcontratados, que poden engadir tempo de transporte e maior complexidade na coordinación.
Comprender as opcións de acabado prepárao para o seguinte factor crítico na selección do fabricante: como diversos factores de custo se combinan para determinar o prezo final por peza — e onde existen oportunidades para optimizar a súa inversión sen sacrificar a calidade.
Factores de custo que determinan o prezo das pezas de fresado CNC
Aquí ten unha pregunta que sorprende a moitos compradores: ¿por qué dúas pezas aparentemente semellantes obtén cotizacións dramaticamente distintas? A resposta atópase na comprensión dos factores ocultos de custo que determinan o prezo das pezas de mecanizado CNC. Sexa que traballe co seu fabricante local de pezas mecanizadas ou cunha fábrica global de pezas de mecanizado CNC, os mesmos factores fundamentais moldean a súa factura final.
Os verdadeiros factores de custo na fabricación CNC
Cando solicita unha cotización para pezas personalizadas de fresado CNC, os fabricantes avalían múltiples variables que se acumulan no prezo por peza. Segundo análise de prezos do sector , estes factores ordénanse segundo o seu impacto, do maior ao menor:
- Complexidade do Deseño: Deseños intrincados con características detalladas ou xeometrías complexas requiren un programación máis extensa, configuracións adicionais da máquina e, ás veces, ferramentas especializadas. Os deseños sinxelos custan aproximadamente 20 $ por hora de mecanizado, mentres que as pezas complexas elevan as tarifas a 35–70 $ por hora.
- Selección de materiais: Os custos dos materiais en bruto varían considerablemente: o aluminio custa entre 5 $ e 10 $ por libra, mentres que o aceiro inoxidable custa entre 8 $ e 16 $ por libra. Ademais do prezo do material, a mecanizabilidade afecta o tempo de ciclo e o desgaste das ferramentas, incrementando os gastos.
- Requisitos de tolerancia: Tolerancias máis estreitas requiren velocidades de mecanizado máis lentas, cambios frecuentes de ferramentas e comprobacións de calidade melloradas. Especificar ±0,001" en vez de ±0,005" pode aumentar o tempo de mecanizado nun 50 % ou máis.
- Volume de produción: Os custos fixos, como a programación e a configuración, repártense entre todas as unidades. As series de baixo volume teñen custos por unidade máis altos, mentres que as encomendas de alto volume benefíciase das economías de escala.
- Tipo de máquina: As máquinas de tres eixos normalmente operan entre 10 $ e 20 $ por hora, mentres que as máquinas de cinco eixos cobran entre 20 $ e 40 $ por hora debido ás súas capacidades avanzadas e á súa complexidade operativa.
- Requisitos de acabado: Cada acabado adicional —anodizado, chapado, pulido— engade man de obra, tempo de máquina e custos de material ao seu proxecto.
Comprender esta xerarquía axúdalle a priorizar onde optimizar. Un pequeno cambio na complexidade do deseño adoita ofrecer máis aforro de custos que cambiar de material.
Prezado por volume e economías de escala
Imaxine pedir un prototipo fronte a pedir 1 000 pezas de produción. A programación, a preparación en CAD e o arranque da máquina realízanse unha soa vez, independentemente da cantidade. Isto crea unha relación inversa entre o volume do pedido e o custo por unidade, que os expertos en fabricación de pezas mecánicas recoñecen como a ferramenta de redución de custos máis poderosa dispoñible.
Estes son os números na práctica:
- Unidade individual: Os custos integrais de arranque e programación absorbense nunha soa peza — prezo máis alto por unidade
- 5 unidades: O prezo por unidade redúcese aproximadamente un 50 % respecto ao prezo por unidade individual
- 100 unidades: Os custos de arranque volvense insignificantes por peza; os custos de material e o tempo de ciclo dominan a determinación de prezos
- máis de 1.000 unidades: O prezo por unidade pode reducirse ata o 10-20 % do custo por unidade individual
Para pezas mecanizadas destinadas á produción, a consolidación das encomendas en lotes máis grandes —incluso se iso significa manter algo de inventario— reduce frecuentemente os custos totais do proxecto de forma significativa. Moitos fabricantes de pezas mecanizadas CNC ofrecen estruturas de prezos escalonados que recompensan os compromisos de volume.
As pequenas cantidades de encomenda tamén presentan desafíos prácticos. Segundo datos do sector, moitos fornecedores mantén requisitos mínimos de encomenda que poden superar o que vostede necesita para a produción de baixo volume. Ao facer prototipos, teña en conta esta realidade no seu proceso de selección de fornecedores.
Equilibrar calidade e orzamento
Toda decisión de deseño que tome antes de enviar os ficheiros a unha fábrica de pezas mecanizadas CNC afecta á fabricabilidade —e ao custo—. Os compradores intelixentes optimizan os seus deseños para a produción, en vez de tratar a mecanización como unha cuestión secundaria.
Considere estas estratexias de deseño que reducen os custos sen sacrificar a funcionalidade:
- Evite cavidades profundas: Os espazos ocos cunha profundidade considerablemente maior que a súa anchura requiren ferramentas especializadas e velocidades de maquinado máis lentas
- Use tamaños estándar de furados: Seguir os incrementos estándar das brocas (pasos de 1/64") elimina a necesidade de ferramentas personalizadas
- Esquinas internas redondeadas: As esquinas internas afiadas requiren ferramentas especializadas e aumentan a complexidade; redondee esas arestas
- Aumente o grosor das paredes: As pezas de paredes finas requiren un control máis preciso e dispositivos de suxeición especializados, o que encarece a produción
- Limite o roscado: Cada característica roscada engade tempo de maquinado; considere métodos alternativos de unión sempre que sexa posible
- Omita textos innecesarios: O relevo ou a gravación engaden tempo de máquina sen beneficio funcional, a menos que sexan necesarios para identificación
A relación entre os prazos de entrega e os prezos tamén merece atención. Os prazos de entrega estándar permiten aos fabricantes programar o seu traballo de forma eficiente xunto con outros proxectos. As encomendas aceleradas — especialmente aquelas que requiren a adquisición acelerada de materiais ou horas extraordinarias — poden incrementar os custos un 25-50 % ou máis. Planificar con antelación continúa sendo a estratexia máis descoidada para reducir custos.
Ao comparar orzamentos para pezas mecanizadas personalizadas mediante fresado CNC coas compoñentes estándar do catálogo, lembre que o traballo personalizado implica, por natureza, sobrecustos de programación e preparación. Non obstante, as pezas personalizadas ofrecen exactamente o que require a súa aplicación, o que pode eliminar operacións secundarias ou pasos de montaxe que poderían ser necesarios coas compoñentes estándar.
Unha aproximación práctica consiste en empregar esta fórmula para estimar se un proxecto ten sentido financeiro:
Custo Estimado = (Custo do Material + Custo de Preparación) + (Tempo de Mecanizado × Tarifa Horaria) + Custo de Acabado
Esta descomposición axúdalle a identificar que compoñentes de custo ofrecen o maior potencial de optimización para o seu proxecto específico. Armado desta comprensión dos factores que determinan os custos, está preparado para avaliar posibles socios de fabricación en función de aspectos que realmente importan: as súas capacidades, os seus sistemas de calidade e a súa capacidade de entregar resultados consistentes a prezos competitivos.

Como seleccionar o fabricante axeitado de pezas CNC
Xa dominou os fundamentos técnicos: procesos, materiais, tolerancias e acabados. Agora chega a decisión que determinará se todo ese coñecemento se traduce en pezas exitosas: escoller o socio de fabricación axeitado. Seleccionar un fornecedor de pezas mecanizadas por CNC non é simplemente atopar a oferta máis barata. Trátase de identificar un socio cuxas capacidades, sistemas de calidade e prácticas de comunicación se alíñen cos requisitos do seu proxecto.
Avaliación das Capacidades do Fabricante
Ao avaliar fabricantes potenciais de pezas mecanizadas, necesítase unha aproximación sistemática que vaia máis aló das afirmacións superficiais. Segundo as mellores prácticas do sector, a avaliación de fornecedores de CNC require examinar múltiples dimensións da súa operación.
Avaliación de Equipamento e Tecnoloxía
Un fornecedor de pezas mecanizadas dotado de centros de mecanizado avanzados de múltiples eixos demostra capacidade para manexar xeometrías complexas. Pero non se deteñan só no número de máquinas: investigue estes factores específicos:
- Idade e estado da máquina: O equipo máis novo normalmente mantén tolerancias máis estreitas e ten menos tempo de inactividade
- Integración de software CAD/CAM: O software moderno permite una programación máis rápida e menos erros de tradución dos seus ficheiros de deseño
- Capacidades de automatización: A carga robótica, os sistemas de paletas e a mecanización sen presenza de persoal indican eficiencia na produción
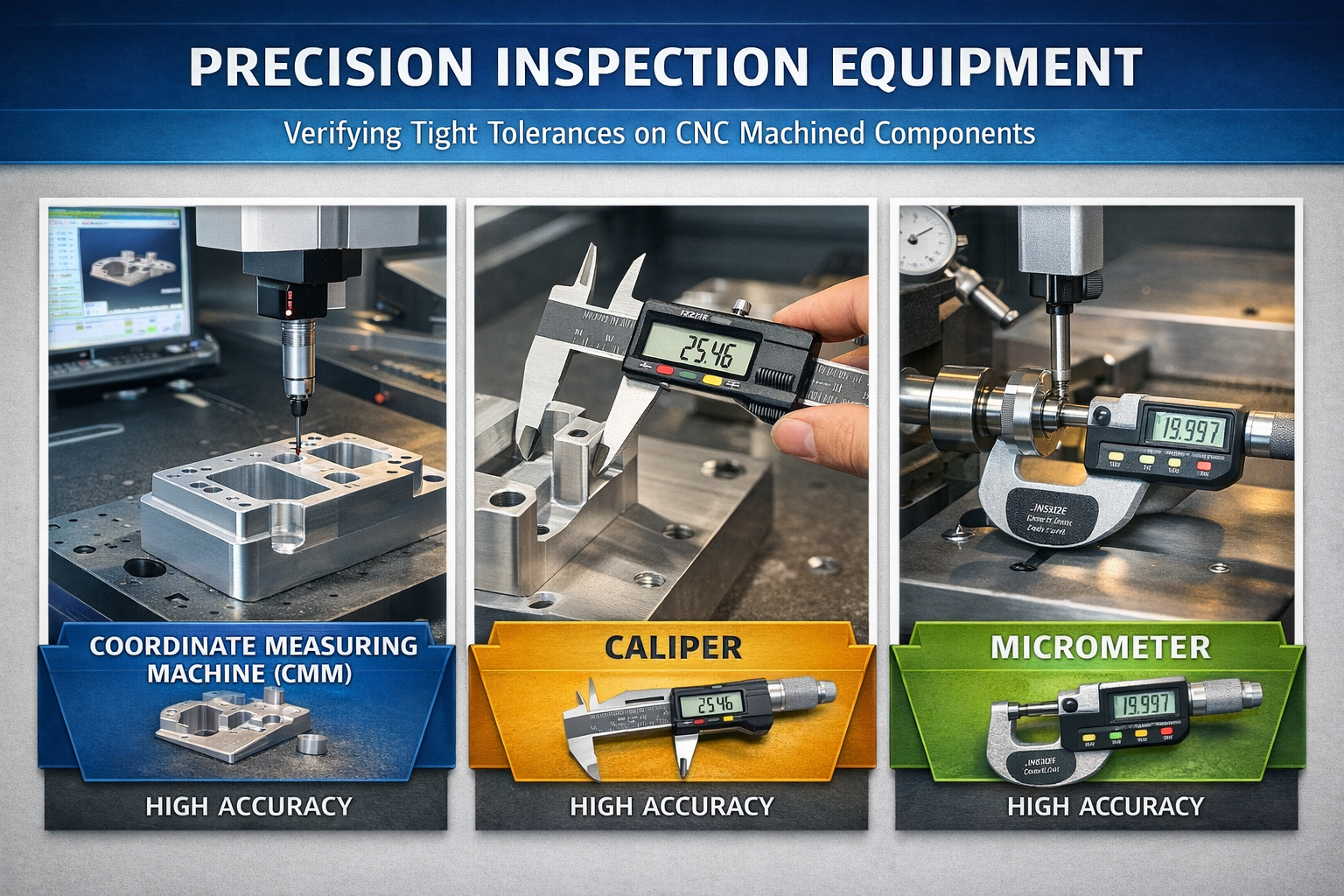
- Equipamento de inspección: As máquinas de medición por coordenadas (CMM), os comparadores ópticos e os analizadores de rugosidade superficial validan as afirmacións sobre a precisión
A experiencia material representa outro indicador crítico de capacidade. Os fabricantes de compoñentes mecanizados con experiencia no seu material específico—xa sexa aluminio, titano ou plásticos de enxeñaría—poden anticipar os desafíos da mecanización e optimizar os procesos en consecuencia. Un amplo portafolio de materiais demostra competencia técnica e flexibilidade en distintas aplicacións.
Avaliación da capacidade de produción
Pode o fabricante xestionar tanto a súa encomenda actual como o crecemento futuro? Avalie estes indicadores de capacidade:
- Número de máquinas dedicadas ao seu tipo de peza (fresado, torneado ou EDM)
- Programación dos turnos: un, dous ou operación 24/7
- Utilización actual da capacidade e prazos de entrega típicos
- Escalabilidade desde cantidades de prototipo ata volumes de produción
Un fornecedor cunha capacidade escalable reduce o risco de estrangulamentos cando o seu proxecto pasa da fase de prototipado á produción completa. Para aplicacións automobilísticas, fabricantes como Shaoyi Metal Technology exemplificar esta capacidade, ofrecendo prototipado rápido con prazos de entrega tan curtos como un día laborable, ao tempo que se escala sen problemas a volumes de produción en masa — unha combinación que apoia os ciclos áxiles de desenvolvemento de produtos.
Sistemas de calidade que importan
Máis aló das certificacións amosadas en sitios web, comprender como os fabricantes implementan realmente o control de calidade distingue aos socios fiables daqueles que simplemente marcan as caixas de conformidade.
Control Estatístico de Procesos (CEP)
O control estatístico de procesos (SPC) representa o estándar de ouro para a supervisión de procesos na fabricación de precisión. En vez de inspeccionar as pezas despois da súa finalización — cando os defectos xa ocorreron —, o SPC rastrea as variables do proceso en tempo real, permitindo aos operarios detectar desviacións antes de que produzan pezas defectuosas.
De acordo co investigación sobre xestión da calidade , a implementación efectiva do SPC ofrece beneficios medibles:
- Detección temperá do desgaste das ferramentas antes de que afecte á precisión dimensional
- Métricas de capacidade do proceso (valores Cpk) que demostran un rendemento consistente
- Análise de tendencias que prevén a deriva cara aos límites de tolerancia
- Documentación que apoia os requisitos de rastrexabilidade
Ao avaliar un posible fornecedor de compoñentes mecanizados por CNC, pregúntelle sobre a súa implantación de SPC. Os fabricantes cun sistema de calidade apoiado por SPC —como instalacións certificadas segundo a norma IATF 16949— demostran o seu compromiso coa prevención de defectos, non só coa súa detección.
Protocolos de inspección
Unha inspección rigorosa vai máis aló da simple posesión de equipos caros. Investigue o fluxo de traballo de inspección do fabricante:
- Inspección do Primeiro Artigo (FAI): Verificación dimensional completa antes de comezar as series de produción
- Inspección en proceso: Comprobacións periódicas durante a produción para detectar problemas de forma temprana
- Inspección Final: Verificación completa fronte ás súas especificacións antes do envío
- Documentación: Informes de inspección, certificados de materiais e rexistros de rastrexabilidade
Os fornecedores de primeira liña mantén taxas de queixas moi inferiores á media do sector grazas a enfoques sistemáticos da calidade. Os procedementos de dobre ensaio —inspección no punto de fabricación seguida dunha verificación independente— reducen ao mínimo (fraccións dun por cento) os defectos que chegan aos clientes.
Bandeiras Vermellas a Ter en Conta
A experiencia ensina aos compradores a recoñecer sinais de alerta que predicen problemas futuros. Preste atención a estes indicadores durante a súa avaliación:
- Afirmacións vagas sobre capacidades: Os fabricantes incapaces de especificar as súas capacidades de tolerancia ou experiencia en materiais poden carecer dunha competencia real
- Prezos significativamente inferiores aos dos concorrentes: As ofertas irrealmente baixas adoitan indicar atallos nos materiais, no control de calidade ou en tarifas ocultas que aparecen máis adiante
- Reticencia a proporcionar referencias: Os fornecedores establecidos comparten facilmente contactos de clientes para a verificación das súas capacidades
- Falta de resposta na comunicación: As respostas lentas ou incompletas durante a elaboración da oferta predíxen problemas semellantes durante a produción
- Certificacións ausentes ou caducadas: Verifique sempre a vixencia das certificacións directamente cos organismos emisores
- Ausencia dun xestor de proxecto dedicado: Os compoñentes complexos de CNC requiren orientación técnica ao longo de toda a produción; os fornecedores sen apoio de enxeñaría deixan que vostede resolva os problemas por si mesmo
Segundo a investigación sobre a avaliación de fornecedores, as estruturas de prezos transparentes son tan importantes como o importe final. Unha oferta detallada que desglose os custos dos materiais, o tempo de mecanizado e os servizos de acabado indica un fornecedor que comprende a súa propia estrutura de custos —e, por tanto, pode manter prezos e calidade consistentes.
Construír relacións produtivas con fornecedores
Atopar o fabricante axeitado é só o comezo. Maximizar o valor require construír relacións colaborativas que beneficien a ambas as partes.
Prácticas de comunicación
A comunicación clara prevén os malentendidos que causan atrasos, retraballo e frustración. Avalíe os posibles socios en función de:
- Tempo de resposta a consultas técnicas
- Disponibilidade de soporte de enxeñaría para a optimización do deseño
- Comunicación proactiva sobre o estado da produción ou posibles problemas
- Capacidades lingüísticas que se axusten ás necesidades do seu equipo
Os fornecedores que ofrecen xestores de proxecto especializados proporcionan unha mellor orientación durante as fases de deseño e produción. Este único punto de contacto simplifica a coordinación e garante que os seus requisitos non se perdan na tradución entre departamentos.
Beneficios dunha parcería a longo prazo
Tratar a adquisición de pezas para máquinas CNC como un exercicio meramente transaccional limita o valor que pode obter das relacións de fabricación. As parcerías a longo prazo ofrecen vantaxes que as encomendas puntuais non poden proporcionar:
- Optimización de procesos: Os fornecedores familiarizados coas súas pezas melloran continuamente a eficiencia
- Programación prioritaria: As relacións establecidas adoitan significar un tratamento preferente durante restricións de capacidade
- Entrada do deseño: Os socios experimentados detectan problemas de fabricabilidade antes de que se convertan en problemas costosos
- Programas de inventario: As encomendas globais e os acordos kanban reducen os custos de almacenaxe do seu inventario
Lista de comprobación para a avaliación de fabricantes
Utilice esta lista de comprobación completa ao comparar posibles fornecedores de compoñentes de mecanizado CNC:
| Categoría de avaliación | Preguntas clave | Que buscar |
|---|---|---|
| Capacidades Técnicas | ¿Que tipos de máquinas e configuracións de eixes están dispoñíbeis? ¿Que sistemas CAD/CAM se utilizan? | Máquinas de múltiples eixos, software moderno, capacidades de automatización |
| Experiencia en Materiais | Que materiais maquina regularmente? Pode proporcionar exemplos? | Experiencia coas súas materias específicas; un portafolio amplo indica versatilidade |
| Certificacións de Calidade | Que certificacións industriais posúe? Cando se realizaron as últimas auditorías? | ISO 9001 actual como mínimo; IATF 16949 para o sector automobilístico; AS9100 para o sector aeroespacial |
| Sistemas de calidade | Como implementa o control estatístico de procesos (SPC)? Que equipos de inspección utiliza? | Capacidades de máquinas de medición por coordenadas (CMM), procedementos de SPC documentados, protocolos de inspección en proceso |
| Capacidade de produción | Cales son os prazos de entrega habituais? Pode escalar desde o prototipo á produción? | Prazos realistas, escalabilidade demostrada, planificación de contingencias |
| Comunicación | Quen será o meu contacto principal? Como xestionan as consultas técnicas? | Xestión de proxectos dedicada, dispoñibilidade de soporte de enxeñaría, resposta rápida |
| Transparencia nos Prezos | Pode fornecer desgloses detallados dos custos? | Separación clara dos custos de materiais, mecanizado, acabado e preparación |
| Historial | Pode fornecer referencias de clientes? Cal é a súa taxa de entregas a tempo? | Referencias verificables, métricas de entrega superiores ao 95 %, taxas de queixas baixas |
Para os compradores que adquiren compoñentes CNC automotrices, a certificación IATF 16949 ofrece a garantía esencial da preparación do fornecedor para cumprir os rigorosos requisitos do sector. Fabricantes como Shaoyi Metal Technology combinan esta certificación con sistemas de calidade apoiados por SPC e capacidades de prototipado rápido: esta combinación é a que deben buscar os compradores ao construír cadeas de subministro automotrices que equilibren velocidade, calidade e eficiencia de custos.
Con unha aproximación sistemática á avaliación dos fabricantes na man, está listo para pasar da avaliación á acción. O paso final consiste en traducir os seus requisitos en especificacións claras e establecer relacións de traballo produtivas que ofrezan resultados consistentes ao longo do tempo.
Pon en acción os seus requisitos de pezas CNC
Xa asimilou os factores críticos que a maioría dos compradores pasan por alto; agora é hora de poñer ese coñecemento en práctica. Pasar da investigación aos resultados require unha aproximación estruturada que transforme a súa comprensión das pezas mecanizadas CNC en resultados exitosos de proxectos. Vamos trazar exactamente como proceder.
O seu mapa de ruta para a adquisición de pezas CNC
Preparado para adquirir a súa seguinte peza CNC? Siga esta secuencia probada para minimizar o risco e maximizar os resultados:
- Finalice os seus ficheiros de deseño: Prepare modelos CAD completos en formatos universais (STEP, IGES) con debuxos 2D acompañantes que especifiquen as tolerancias críticas, os acabados superficiais e os requisitos de material
- Defina as súas especificacións de forma clara: Grao do material do documento, requisitos de tolerancia para cada dimensión crítica, especificacións de acabado e certificacións industriais requiridas
- Identificar fabricantes potenciais: Seleccionar fornecedores en función das súas capacidades de equipamento, certificacións relevantes e experiencia coa súa aplicación específica
- Solicitar orzamentos detallados: Enviar solicitudes de orzamento (RFQ) con toda a documentación e pedir desgloses de custos desglosados que indiquen por separado o material, a mecanización e o acabado
- Avaliar e comparar as respostas: Valorar a capacidade técnica, os sistemas de calidade, a resposta na comunicación e o valor total — non só o prezo
- Levar a cabo a debida dilixencia: Verificar as certificacións, solicitar referencias e confirmar os compromisos sobre os prazos de entrega antes de realizar os pedidos
- Comezar coa validación de prototipos: Pedir cantidades de mostra para verificar a precisión dimensional e a calidade do acabado antes de comprometerse con volumes de produción
Desde a especificación ata a produción
Unha comunicación clara evita malentendidos costosos. Ao presentar os seus requisitos de pezas mecanizadas por CNC, inclúa estes elementos esenciais:
- Táboas de tolerancias: Especifique qué dimensións son críticas e qué outras son estándar — evite aplicar tolerancias excesivas a características non funcionais
- Certificacións de Materiais: Indique se require informes de ensaio de laminación ou trazabilidade específica do material
- Requisitos de inspección: Defina as necesidades de inspección do primeiro artigo e as expectativas continuas en materia de documentación da calidade
- Consideracións sobre a montaxe das pezas mecanizadas: Se o seu compoñente entra en contacto con outras pezas, proporcione os debuxos das pezas acopladas ou o contexto de montaxe
Segundo os expertos en preparación de deseños, consultar cos tecnólogos do seu fabricante durante a fase de deseño pode reducir os custos un 20-30 % mellorando ao mesmo tempo a capacidade de fabricación. Esta aproximación colaborativa detecta posibles problemas antes de que se convertan en dificultades de produción costosas.
Dando o seguinte paso
Armado cos nove factores críticos tratados nesta guía, está en posición de tomar decisións informadas sobre a adquisición que equilibren calidade, custo e fiabilidade. Sexa que precise unha única peza para máquinas CNC para prototipaxes ou miles de compoñentes de produción, os principios son os mesmos: especifique con claridade, avalíe de forma sistemática e constrúa relacións con socios competentes.
Para aplicacións automobilísticas que requiren montaxes precisas de chasis, casquillos metálicos personalizados ou outros compoñentes críticos, os fabricantes con certificación IATF 16949 e sistemas de calidade apoiados por SPC ofrecen a consistencia que require a súa cadea de suministro. Shaoyi Metal Technology exemplifica esta capacidade integral—ofrecendo servizos de mecanizado CNC de precisión que van dende a prototipaxe rápida con prazos de entrega tan curtos como un día laborable ata volumes completos de produción en masa.
O seu seguinte proxecto de pezas mecanizadas por CNC comeza cun só paso: preparar as súas especificacións e contactar con fabricantes cualificados que poidan transformar os seus deseños en compoñentes de precisión. O coñecemento que adquiriu aquí garante que esa conversa comece desde unha posición de confianza informada.
Preguntas frecuentes sobre a fabricación de pezas por CNC
1. Que é o mecanizado CNC e como funciona?
A mecanización por CNC é un proceso de fabricación subtractivo no que software informático previamente programado controla ferramentas de corte para producir pezas de precisión a partir de materiais en bruto. O proceso comeza cun ficheiro CAD que contén as especificacións da peza, o cal se traduce en código G que as máquinas CNC entenden. A máquina executa entón cada traxectoria de corte con precisión mecánica, conseguindo tolerancias tan estreitas como ±0,0002 polgadas para a mecanización estándar e ±0,0001 polgadas para operacións de EDM. Esta tecnoloxía permite unha precisión reproducible, xa sexa que se fabriquen 10 ou 10.000 unidades idénticas.
2. Que certificacións debo buscar nun fabricante de pezas por CNC?
As certificacións de que precisa dependen da súa industria. A ISO 9001 serve como certificación básica de xestión da calidade para a fabricación xeral. A IATF 16949 é esencial para aplicacións automotrices, centrándose na prevención de defectos e na rastrexabilidade. A AS9100 é obrigatoria para compoñentes aeroespaciais, abarcando a xestión da configuración e a inspección do primeiro artigo. A ISO 13485 rexula a fabricación de dispositivos médicos con rigorosos requisitos de xestión de riscos. A acreditación NADCAP valida procesos especiais, como o tratamento térmico para aplicacións aeroespaciais. Verifique sempre a vixencia dos certificados directamente coas entidades emisoras antes de colaborar cun fabricante.
3. Canto custa a mecanización CNC?
Os custos de mecanizado CNC dependen de varios factores ordenados segundo o seu impacto: complexidade do deseño (deseños sinxelos custan 20 $/hora fronte a 35-70 $/hora para pezas complexas), selección do material (aluminio a 5-10 $/libra fronte ao acero inoxidable a 8-16 $/libra), requisitos de tolerancia (tolerancias máis estreitas poden aumentar o tempo de mecanizado un 50 %), volume de produción (os custos de preparación repártense entre todas as unidades), tipo de máquina (máquinas de 3 eixos a 10-20 $/hora fronte a máquinas de 5 eixos a 20-40 $/hora) e requisitos de acabado. Os custos por unidade poden reducirse ata o 10-20 % do prezo por unidade cando se encomendan 1 000 ou máis pezas, grazas ás economías de escala.
4. Que materiais se poden mecanizar mediante CNC?
As máquinas CNC traballan cunha ampla gama de metais e plásticos. O aluminio 6061 ofrece o mellor rendemento xeral para pezas de uso xeral, con excelente maquinabilidade. O acero e o acero inoxidábel proporcionan unha durabilidade e resistencia á corrosión superiores para aplicacións exigentes. O látón ofrece unha excelente maquinabilidade para conectores eléctricos e ferraxería decorativa. O titano ofrece a mellor relación resistencia-peso para compoñentes aeroespaciais e implantes médicos. Os plásticos de enxeñaría como o Delrin, o Nailon, o PEEK e o PTFE ofrecen vantaxes como menor peso, resistencia química e illamento eléctrico para aplicacións específicas.
5. Como escollo entre fresado CNC, torneado e EDM?
Escolla en función da xeometría e do material da súa peza. O fresado CNC utiliza fresas rotatorias sobre pezas de traballo estacionarias, ideal para superficies planas, bolsos, ranuras e contornos 3D en pezas prismáticas. O torneado CNC fai xirar a peza de traballo contra unha ferramenta estacionaria, sendo o máis adecuado para pezas cilíndricas como eixes, casquillos e compoñentes roscados. A usinaxe por descarga eléctrica (EDM) emprega centellas eléctricas para erosionar o material sen contacto físico, sendo esencial para aceros para ferramentas endurecidos, esquinas internas afiadas e pezas delicadas que non poden soportar as forzas de corte. Moitos proxectos requiren múltiples procesos, polo que resulta vantaxoso dispor dun fabricante con todas estas capacidades nun mesmo lugar para garantir o control de calidade.