 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Титаново штамповане Автомобилни производителности: Инженерно ръководство
Накратко
Титаново огъване за автомобилни цели с висока производителност предлага решаващо предимство в съвременната инженерна практика за превозни средства: постигане на 40–50% намаление в тегло спрямо стоманата, като същевременно се запазва превъзходна устойчивост към топлина и корозия. За инженерите и служителите за набаване, осъществимостта на този процес зависи от избора на правилната марка — обикновено Клас 2 (CP) за дълбоко огъване или Клас 9 (Ti-3Al-2.5V) за тръбни изделия — и овладяването на производствените предизвикателства при Клас 5 (Ti-6Al-4V).
Въпреки че титанът позволява по-леки системи за отработени газове, клапани и окачвания, той изисква специализирани огъвачни техники за управление на високото остатъчно напрежение и захващане. Успешното прилагане изисква експертност в инструменти, подходящо смазване и често възможности за топло огъване, за да се произвеждат прецизни части, които издържат на суровите условия в среди с висока производителност.
Физиката на производителността: Защо огъваме титан?
В търсенето на автомобилна производителност, масата е врагът. Титанът има плътност от приблизително 4,51 g/cm³, което е около 56% от тази на стоманата (7,8 g/cm³), без да се жертва структурната цялост. Тази специфична якост (съотношение якост-тегло) го прави незаменим за намаляване на теглото на превозното средство, което директно води до подобрено ускорение, по-къси спирачни пътища и по-добра икономия на гориво.
Освен намаляването на статичното тегло, титанът играе ключова роля при намаляване на въртящите се и неподдържани маси. В приложения за двигатели, по-леки компоненти на клапанния механизъм (като притискачи на клапанни пружини) позволяват по-високи обороти и по-бърза реакция на дросела. В окачванията, замяната на стоманени скоби или пружини с титанови намалява неподдържаното тегло, което позволява на окачването да реагира по-бързо на промените в пътната повърхност, като по този начин подобрява сцеплението и точността при управление.
Топлинната стабилност е друг решаващ фактор. За разлика от алуминия, който губи значителна якост над 150°С, титановите сплави запазват механичните си свойства при температури над 400°С. Това прави штампания титан идеален за топлинни щитове и изпускателни компоненти, които трябва да издържат на екстремни термични цикли без деформиране или повреда.
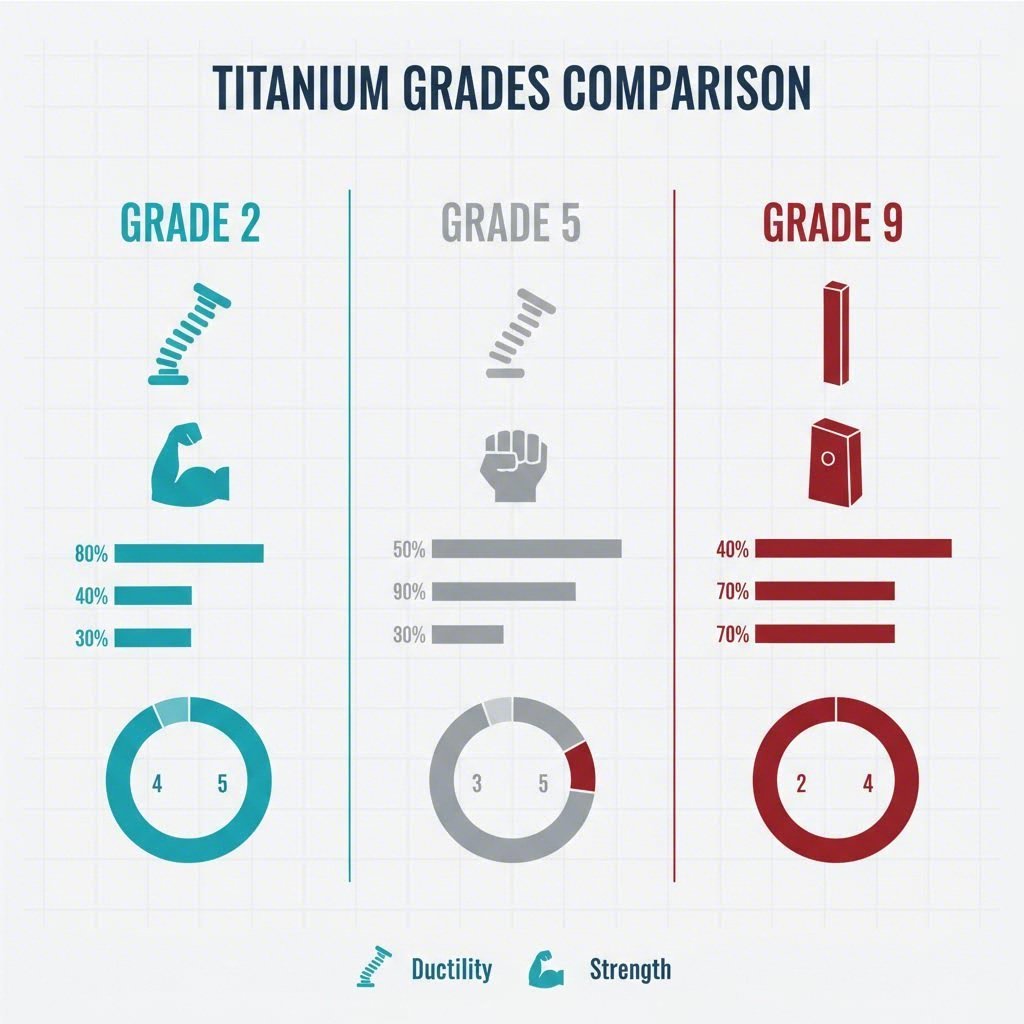
Избор на материал: Съвместяване на клас с геометрията
Не всеки титан е подходящ за всяка операция по штампиране. Успехът на един проект често зависи от избора на клас, който осигурява баланс между работните изисквания на компонента и неговата формируемост.
- Клас 1 и 2 (Търговски чист): Това са "работните коне" на титановото штампиране. Клас 2 предлага балансирано съчетание от якост и дуктилност, което го прави предпочитания избор за части, изискващи дълбоко изтегляне, като корпуси на глушители, топлинни щитове и сложни скоби. Често може да се штампува на студено със стандартни корекции на инструментите.
- Клас 5 (Ti-6Al-4V): Най-често срещаният сплав за високонапрегнати приложения, клас 5 предлага превъзходна якост на опън, но създава значителни предизвикателства при штамповка. Ниската пластичност при стайна температура често изисква топка маркиране (формоване при повишени температури), за да се предотврати пукане. Обикновено се използва за високонапрегнати конструкционни елементи като фитинги и подложки за свързващи ленти.
- Клас 9 (Ti-3Al-2.5V): Често наричан „междинно решение“, клас 9 запълва пропастта между формируемостта на клас 2 и якостта на клас 5. Широко се използва за хидравлични тръби, изпускателни тръбопроводи и леки конструкционни штамповки, където е необходима по-голяма устойчивост на налягане в сравнение с CP класовете.
- Бета сплави (напр. Ti-15-3): Тези сплави могат да се обработват на студено и са термично обработваеми, което ги прави отличен избор за штампани пружини и сложни клипове, където е необходима висока еластичност.
Инженерни предизвикателства: Възвръщане след деформация и залепване
Пресоването на титан е принципно различно от пресоването на стомана или алуминий поради две основни физически характеристики: по-нисък модул на еластичност и висока химическа реактивност.
Управление на отдържането
Модулът на Юнг на титана е приблизително наполовина спрямо този на стоманата. Тази „еластичност“ означава, че материалът има силна склонност да се връща към първоначалната си форма след оформянето. При пресоването това се проявява като значително извиване назад. Инженерите трябва да компенсират това, като проектират матрици със значителни допуски за прекомерно огъване . При сложни геометрии често е необходимо топлинно калибриране (задържане на детайла в матрицата при температура), за да се закрепи окончателната форма и да се отстранят вътрешните напрежения.
Предотвратяване на залепване
Титанът е известен с тенденцията си да заклинява или "задиря" при контакт с инструментална стомана. При високо налягане защитният оксиден слой се отстранява, което води до студено заваряване на реактивния метал към матрицата. За намаляване на този ефект производителите използват напреднали смазващи стратегии, като дисулфид на молибден (Moly) или графитни смазки. Освен това инструментите често се покриват с титанов карбонитрид (TiCN) или диамантоподобен въглерод (DLC), а в някои случаи се използват бронзови влагаеми части за матрици, осигуряващи естествена смазващост и предпазващи от адхезивно износване.
Ключови приложения в автомобилната промишленост
Частите от титан, произведени чрез щамповане, се използват там, където компромисът между цена и производителност е оправдан. При високопроизводителни и луксозни превозни средства тези компоненти са от решаващо значение за постигане на целите за тегло.
| Система | Компонент | Често срещана марка | Експлоатационна изгода |
|---|---|---|---|
| Изхлъпване | Корпуси на глушители, топлинни екрани | Марка 2 (CP) | Съпротива на корозията, 40% по-ниско тегло спрямо неръждаемата стомана |
| Двигател | Фиксатори за клапанни пружини, шайби | Марка 5 / Бета | По-висок лимит на оборотите, намалено триене |
| Шаси | Шайби за спирачни системи, скоби | Клас 2 / 9 | Намалена неподръжка на масата, топлинна изолация |
| Крепежни елементи | Шайби, клипове | Клас 5 | Високо запазване на натоварването при стегане, липса на корозия |
Анализ на разходите и стратегия за набавяне
Икономическата реалност на титановото штамповане включва по-високи първоначални разходи. Цените на суровините могат да бъдат от 10 до 20 пъти по-високи в сравнение с тези на стоманата, а животът на инструментите е по-кратък поради абразивния характер на метала. Въпреки това, за приложения с висока производителност, ценността през целия жизнен цикъл – измерена чрез спестявания на гориво, дълготрайност и конкурентно предимство – често надхвърля първоначалните разходи.
При проверката на доставчици търсете партньори, които разбират нюансите на горещото формоване и отжигане в контролирана атмосфера. Shaoyi Metal Technology , например, предлага специализирани възможности за автомобилно штамповане, вариращи от бързо прототипиране до производство в големи серии. Техните сертифицирани по IATF 16949 обекти разполагат с преси до 600 тона, което компенсира разликата за производители на оригинално оборудване (OEM), нуждаещи се от прецизни титанови компоненти, доставени със стриктно спазване на глобалните стандарти. Проверете техните инженерни услуги тук за да видите как се справят със сложни материали.
Винаги проверявайте способността на доставчика да извършва вторични операции, като рязане и повърхностно довършване, тъй като титановите прошилки могат да бъдат трудни за премахване и изискват специализирани процеси за обработка.
Резюме: Възможно ли е титаново струговане?
Титановото струговане вече не е запазена марка само за авиокосмическата индустрия и Формула 1. С правилния подбор на клас и контрол на процеса, то е жизнеспособна технология за масово производство в приложения за високопроизводителни автомобили. Ключът се крие в намирането на баланс между желанието за якост на клас 5 и производствените реалности по отношение на формируемост, често намирайки оптималното решение с клас 9 или оптимизирани конструкции от клас 2. Докато производителите на автомобили продължават да преследват цели за намаляване на теглото за увеличаване на обсега на ЕV и спазване на изискванията за емисии, компонентите от струпан титан ще изиграват все по-централна роля.
Често задавани въпроси
1. Защо титанът не се използва за цялото автомобилно тяло?
Въпреки че титанът предлага изключително високо съотношение между якост и тегло, високата цена на суровината и сложните изисквания за обработване го правят икономически непрактичен за кузови на автомобили за масовия пазар. Производството на големи панели би изисквало огромни пресови сили и скъпи инструменти за горещо формоване, което би повишило цената на автомобила далеч извън възможностите на потребителите.
2. Какви са основните недостатъци при штамповането на титан?
Основните недостатъци са високото огъване след деформация, което затруднява контрола на допуснатите отклонения, и риска от залепване, което увеличава износването на инструментите. Освен това титанът има по-ниска формируемост в сравнение със стоманата, което означава, че дълбокото изтегляне често изисква няколко етапа с междинно отжигане, за да се предотврати напукване.
3. Могат ли штампаните части от титан да се заваряват?
Да, титанът може да се заварява, но изисква строго контролирана среда. Кислородът е „врагът“ на горещия титан; при температури над 400°C той бързо абсорбира кислород, което води до охрупчване. Затова заварката трябва да се извършва в инертна атмосфера от аргон или във вакуумна камера, за да се запази ковкостта и якостта на материала.