 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Разкрити услуги за лазерно рязане: Ценообразуване, материали и какво крият магазините
Какво всъщност правят услугите за лазерно рязане и защо те имат значение
Задавали ли сте си въпроса как производителите създават тези невероятно сложни метални части или идеално гладките акрилови табели? Отговорът се крие в услугите за лазерно рязане — технология, която променя начина, по който превръщаме сурови материали в прецизни компоненти. Независимо дали търсите лазерно рязане наблизо или проучвате услуги за прецизно лазерно рязане за сложен проект, разбирането на тази технология ви дава контрол върху вашите производствени решения.
На пръв поглед лазерното рязане използва фокусиран, високомощен лъч светлина, за да реже, гравира или маркира материали с изключителна точност. Помислете за него като за рисуване с концентрирана светлина — само че тази светлина е достатъчно силна да разтопи стомана. A Cnc лазерен резач комбинира компютърно числено управление с лазерна технология, за да извършва операции по рязане с изключителна прецизност, особено при създаването на сложни форми и малки отвори.
Как лазерните лъчи превръщат суровините в прецизни части
Представете си как насочвате слънчева светлина през увеличително стъкло, за да изгорите лист. Сега умножете тази интензивност хиляди пъти. Това по същество се случва по време на лазерното рязане — но с точност, контролирана от компютър, която никаква човешка ръка не би могла да постигне.
Процесът работи чрез лазерна глава, съдържаща фокусиращо леща и дюза. Този агрегат концентрира стълб от изключително силна светлинна енергия върху повърхността на обработвания материал. Когато този фокусиран лъч докосне материала, плътността на топлината в тази точка става толкова висока, че причинява бързо нагряване и частично или пълно изпарение на материала.
Това, което прави тази технология наистина мощна, е CNC системата за управление. Компютърни инструкции (наречени G-код) насочват движението на лазерната глава по работната повърхност, следвайки пътя на вашия дизайн с микроскопска точност. Сгъстен газ, преминаващ през дюзата, изпълнява две функции едновременно — охлажда фокусиращото леща и отстранява изпарените материали от рязаната пътека.
Науката зад технологията за рязане със светлина
За разлика от традиционната обработка, при която материалът се премахва чрез контакт с режещи инструменти, лазерното рязане е безконтактен процес, базиран на топлина. Тази разлика има значение по няколко важни причини:
- Липса на износване на инструмента: Лазерният лъч не се износява като физическите режещи инструменти, осигурявайки последователно високо качество при хиляди резове
- Минимално механично напрежение върху материала: Поради липсата на физически контакт, няма механична сила, която да деформира вашите детайли
- Възможност за сложни форми: Фокусираният лъч може да създава детайли, които са невъзможни за постигане с конвенционални инструменти
За тези, които изследват акрил услуги за лазерна рязка или възможности за металообработка , тази технология предлага ненадмината гъвкавост. Същият основен процес, който реже дебели стоманени плочи, може деликатно да гравира декоративни шарки върху дърво или да създава сложни прототипи от инженерни пластмаси.
Защо това има значение, ако търсите производствени решения? Бързината, точността и гъвкавостта определят съвременната лазерна рязка. Проекти, които някога изискваха множество машинни операции и обширна довършителна работа, сега могат да бъдат завършени с един преминаване, като ръбовете са достатъчно чисти за незабавна сглобка. Разбирането на тези основи ви дава възможност ефективно да комуникирате с доставчиците на услуги и уверено да оценявате техните оферти — знания, които ще затвърдите по време на работа с това ръководство.
CO2 срещу Влакнеста лазерна технология – Обяснение
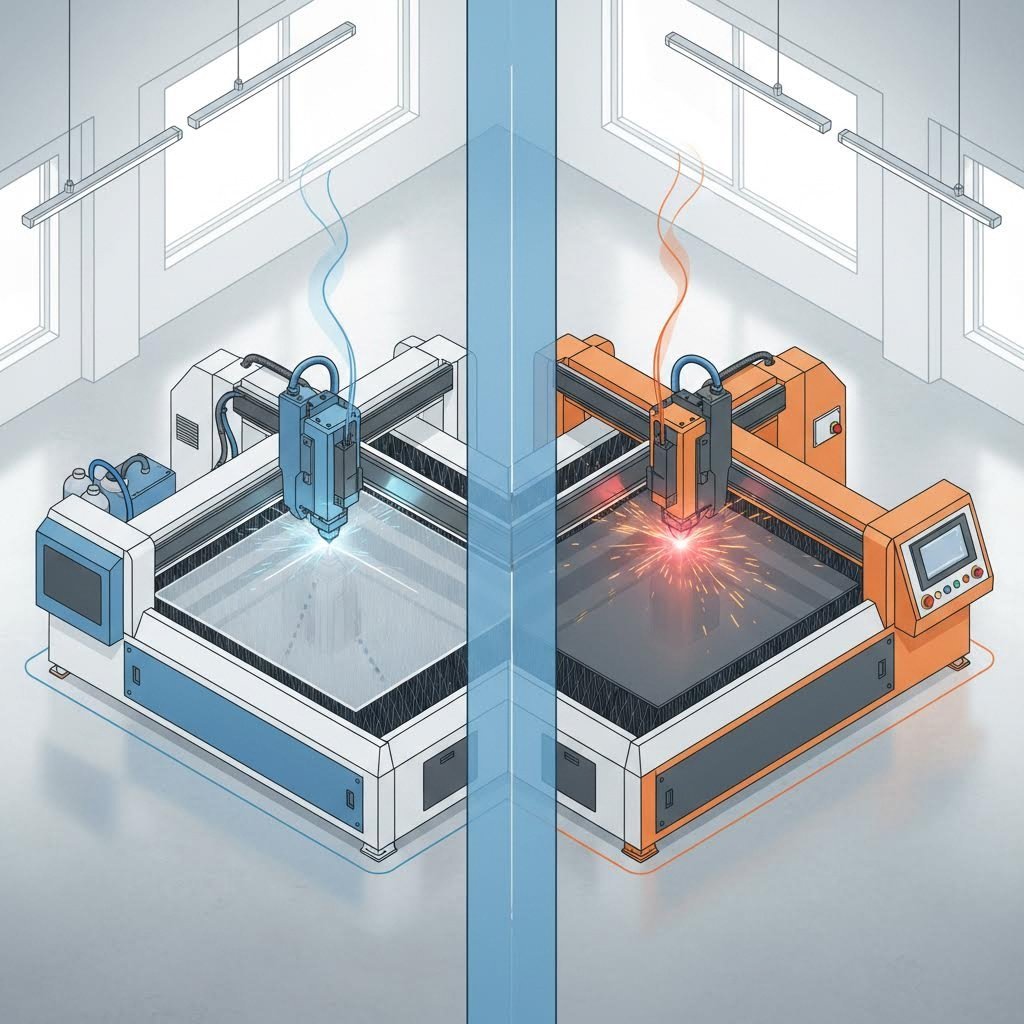
Не всички лазери са създадени еднакво. Когато поискате оферти от услуги за лазерна рязка, разбирането на това коя технология задвижва машината, има пряко влияние върху качеството, цената и времето за изпълнение на вашия проект. Две доминиращи технологии управляват индустрията — CO2 лазери и влакнести лазери — и всяка от тях блести в напълно различни приложения. Познаването на разликата ви помага да изберете правилния доставчик и да избегнете плащане за неподходящи възможности.
Ето основната разлика: CO2 лазерите използват генериране на лъч чрез газ, докато влакнестите лазери прилагат твърдотелна технология. Тази изглеждаща проста разлика води до радикално различни характеристики на производителността, които имат значение за специфичните нужди на вашия проект.
CO2 лазери за неметални материали
CO2 лазерните режещи машини са били работни коне на индустрията още от 60-те години на миналия век. Тези системи използват смес от въглероден диоксид, азот и хелий, за да произведат електрически задвижван лазерен лъч. Технологията работи чрез светлинна индукция през газова тръба с огледала на двата ѝ края – едното напълно отразяващо, а другото позволяващо частично преминаване на светлина. Тази конфигурация на огледалата кара светлинните вълни да нарастват по интензивност, преди мощната лъчева струя да бъде насочена към повърхността за рязане.
Какво прави CO2 лазерите специални? Дължината на вълната от 10,6 µm се абсорбира идеално от органични и непроводими материали . Когато имате нужда от прецизни резове по акрил, дърво, пластмаси, кожа, плат или хартия, CO2 лазерите осигуряват превъзходно качество на ръба. Услуги, предлагащи алтернативи на sendcutsend акрил, обикновено разчитат точно на CO2 технологията.
CO2 лазерите се отличават с тези материали:
- Пластмаси и акрили: Чисти, полирани ръбове без допълнителна обработка
- Дърво и фанера: Точни резове с минимално овъгленяване при правилна калибровка
- Кожа и плат: Сложни модели без изтриване
- Хартия и картон: Детайлизирани дизайни за опаковки и прототипи
- Гума и корк: Персонализирани уплътнения и декоративни предмети
Какви са компромисите? CO2 системите работят с ефективност само 5-10%, като изразходват 10 до 20 пъти повече електроенергия, отколкото излъчват лазерна светлина. Те също изискват по-често поддържане и имат по-кратък работен живот — фактори, които влияят на ценообразуването от доставчици във всеки регион, включително и лазерна рязка в Сан Хосе.
Фибролазери за отлично формоване на метали
Фибролазерната технология представлява ново поколение режеща мощност. Тези машини използват активни оптични влакна, легирани с редкоземни елементи като итербий, за генериране и усилване на лазерния лъч. Преносно влакно след това доставя тази концентрирана енергия директно до режещата глава — без огледала, без газови смеси.
Резултатите говорят сами за себе си. Според индустриални данни , фибропроводните лазери произвеждат лъчи с по-къси вълнови дължини (1,064 µm), които осигуряват по-голяма степен на абсорбция върху метални повърхности. Това означава 3 до 5 пъти по-висока производителност в сравнение с аналогични CO2 машини при рязане на метали.
Защо производителите на метални конструкции предпочитат фибропроводни лазери? Помислете за тези предимства:
- Превъзходно рязане на метали: Въглеродна стомана, неръждаема стомана, алуминий, месинг, мед и титан
- Работа с отразяващи материали: Реже материали, които създават проблеми за CO2 системите
- По-висока ефективност: Над 90% електрическа ефективност в сравнение с 5–10% при CO2
- Продължителен срок на служба: До 25 000 работни часа — приблизително 10 пъти повече от CO2 устройствата
- Намалено поддържане: Твърдотелната конструкция изключва необходимостта от работа с газове и регулиране на огледалата
Когато търсите специалисти по лазерно рязане в Сан Хосе или други регионални центрове за рязане на метали, попитайте дали използват фибропроводни лазерни устройства за вашите метални проекти. Разликата в технологията има пряко влияние върху качеството на рязане и цената.
Директно сравнение на технологии
Изборът между тези технологии става по-ясен, когато видите спецификациите една до друга:
| Характеристика | Лазер CO2 | Оптичен лазер |
|---|---|---|
| Най-добри материали | Акрил, дърво, пластмаси, кожа, плат, хартия, гума | Челюк, неръждаема стомана, алуминий, месинг, мед, титан |
| Типичен диапазон на толщината | До 20 мм и повече за метали (с кислородно подпомагане); идеален за неметали | Оптимален за метали до 20 мм; новите машини обработват до 2,25" |
| Скорост на рязане | По-бавен при метали; отличен при неметали | 3-5 пъти по-бърз от CO2 при метали |
| Енергийна ефективност | 5-10% (високо енергопотребление) | Над 90% (минимални загуби на енергия) |
| Работен живот | Приблизително 2 500 часа | До 25 000 часа |
| Изисквания за поддръжка | Редовна подредба на огледалата, пълнене с газ, по-често обслужване | Минимално поддържане, без разходни газове |
| Начална цена на оборудването | По-ниски първоначални инвестиции | 5-10 пъти по-висока от еквивалентния CO2 |
| Качество на рязане | Отлично при дебели материали и неметали | Надминаващо точността при метали |
Правене на правилния избор на технология
Коя технология трябва да използва вашият проект? Отговорът напълно зависи от вашите материали и изисквания:
Изберете CO2 лазерни услуги, когато:
- Вашият проект включва неметални материали като акрил, дърво или пластмаси
- Трябва да изрежете дебели метални плочи (10–20 мм или повече) с помощта на кислород
- Качеството на ръба при органични материали е приоритет за вас
- Бюджетните ограничения предпочитат по-ниска цена на операция вместо дълготрайност на оборудването
Изберете влакнести лазерни услуги, когато:
- Вашият проект изисква рязане на листов метал (въглеродна стомана, неръждаема стомана, алуминий)
- Работите с отразяващи метали като месинг или мед
- Скоростта и прецизността са от решаващо значение за вашия производствен график
- По-високите допуски изискват по-тясните и по-стабилни лъчи, които осигуряват влакнестите лазери
Много професионални услуги за лазерна рязка използват двете технологии, като избират оптималната машина за всяка задача. Когато поискате оферти, конкретно попитайте с кой тип лазер ще се обработват вашите части — тази прозрачност показва доставчик, който поставя резултатите над удобството. Разбирането на тези различия ви подготвя да оцените вариантите за материали, които ще разгледаме задълбочено в следващата секция.
Пълен наръчник по материали за проекти с лазерна рязка
Ето какво повечето услуги за лазерна рязка няма да ви кажат откровено: изборът на материал определя 80% от успеха на вашия проект. Можете да разполагате с най-модерния влакнест лазер в света, но ако го комбинирате с неподходящ материал или не разбирате ограниченията по дебелина, ще останете с отхвърлени части и загубен бюджет . Това всеобхватно ръководство предлага това, което конкурентите само набелязват: практически спецификации за всяка категория материали, включително реални граници за дебелина и изисквания за качество.
Дали проучвате онлайн услуги за лазерна рязка за прототип или оценявате онлайн услуги за лазерна рязка за серийно производство, разбирането на съвместимостта на материалите предотвратява скъпоструващи изненади. Нека разгледаме подробно какво може — и не може — да осигури всеки материал.
Възможности за рязане на метали и ограничения по дебелина
Металите представляват основата на промишлената лазерна рязка. Въпреки това всеки метал реагира по различен начин под лазерния лъч, а възможностите за рязане по дебелина варирали значително в зависимост от мощното и типа на лазера. Ето какво трябва да знаете, преди да изпратите файловете си за проект.
Въглеродна стомана
Най-често режимият метал при лазерна обработка, въглеродният стоманен лист реагира предвидимо както към влакнести, така и към CO2 лазери. Съставът му от желязо абсорбира лазерната енергия ефективно, като осигурява чисти резове с минимално образуване на натрупвания.
- Диапазон на дебелина: 0,5 мм до 25 мм+ (зависи от мощността)
- Качество на ръба: Отлични ръбове без окаляване при използване на азотен газ; леко окаляване с кислороден газ при по-дебели плочи
- Идеални приложения: Конструктивни елементи, скоби, корпуси, автомобилни части, машинни карета
- Основен аспект: За ярки, готови за заваряване ръбове на плочи под 12 мм, посочете рязане с азот — по-скъпо, но елиминира шлайфането преди заваряване
Според индустриални спецификации , 3000W влакнест лазер може да реже въглеродна стомана до максимум 20 мм, докато системи с 6000W могат да прерязват над 25 мм с висококачествени ръбове под 20 мм.
Неръждаема стомана
Съдържащият се в неръждаемата стомана хром създава специфични динамики при рязане. Материалът естествено устойчив на окисляване, което го прави идеален за приложения, изискващи както здравина, така и корозионна устойчивост.
- Диапазон на дебелина: 0,5 мм до 50 мм (високомощни влакнести лазери при 10 кВ+)
- Качество на ръба: Възможно е огледално фино обработване на тънки листове; качеството намалява над 12 мм без прецизна техника
- Идеални приложения: Оборудване за хранителна промишленост, медицински устройства, архитектурни елементи, морски компоненти
- Основен аспект: марките 304 и 316 се нарязват подобно; неръждаемата стомана 430 (магнитна) може да показва леко различни топлинни характеристики
За справка, система от 1000W може да обработва неръждаема стомана до 5 мм, докато система от 4000W достига до 16 мм — въпреки че качеството на ръба над 12 мм изисква потвърждение от вашия доставчик.
Алуминиеви
Отразяващата повърхност и високата топлопроводимост на алуминия създават предизвикателства при рязане, които влакнестите лазери обработват много по-добре от CO2 системите. Материалът разсейва топлината бързо и изисква по-висока мощност в сравнение със стомана с еднаква дебелина.
- Диапазон на дебелина: 0,5 мм до 40 мм (системи с влакно и мощност 10 kW+)
- Качество на ръба: Добра, но обикновено по-груба в сравнение със стоманата; може да се нуждае от вторична обработка за видими приложения
- Идеални приложения: Аерокосмически компоненти, радиатори, корпуси за електроника, леки конструкционни части
- Основен аспект: Видът на сплавта има значение — 6061-T6 се нарязва по-чисто от лити сплави; винаги посочвайте точния вид на вашата сплав
Мед и бронза
Тези високорефлектиращи метали някога създаваха сериозни предизвикателства за лазерната рязка — по-старите CO2 системи всъщност можеха да бъдат повредени от отразени лъчи. Съвременните влакнесто лазери ги обработват ефективно, макар и с ограничения.
- Диапазон на дебелина: 0,5 мм до 8 мм (мед); 0,5 мм до 10 мм (месинг)
- Качество на ръба: Приемливо за функционални части; може да се наблюдава промяна на цвета по ръбовете на рязане
- Идеални приложения: Електрически компоненти, декоративни фурнитури, топлообменници, проекти за гравиране в Сан Хосе и подобни художествени работи
- Основен аспект: Поискайте пробни резове, преди да започнете производствени поръчки — рязането на отразяващи материали варира значително между доставчиците
Пластмаси, акрили и не-metalни опции
Неметалните материали отварят напълно различни възможности — и капани. CO2 лазерите доминират в тази категория, като постигат резултати, които влакнестите лазери просто не могат да постигнат при органични съединения.
Акрил (PMMA)
Акрилът е звездният изпълнител сред лазерно режещите се пластмаси и осигурява полирани ръбове директно от процеса на рязане — без нужда от вторична обработка.
- Диапазон на дебелина: 1 мм до 25 мм (най-добре се представя литият акрил)
- Качество на ръба: Възможност за стъклено прозрачни, полирани ръбове при лит от акрил; екструдираният акрил може да показва замъгляване
- Идеални приложения: Табели, дисплеи, защитни капаци, художествени произведения, архитектурни модели
- Основен аспект: Литият акрил струва с 20-30% повече от екструдирания, но осигурява значително по-високо качество на ръба — избирайте лит за приложения с видими повърхности
Поликарбонат
Въпреки популярността му като удароустойчив материал, поликарбонатът представлява предизвикателства при лазерна рязка, които много доставчици не споменават доброволно.
- Диапазон на дебелина: 0,5 мм до 6 мм (ограничено поради проблеми с промяна на цвета)
- Качество на ръба: Често пожелтяване и изгаряния; ръбовете рядко достигат прозрачността на акрила
- Идеални приложения: Функционални прототипи, предпазни щитове и капаци, където външният вид на ръба е второстепенен
- Основен аспект: За видими части помислете за алтернативи от акрил или планирайте допълнителна обработка на ръба — лазерно режисаният поликарбонат рядко изглежда полиран
ABS и други технически пластмаси
ABS (акрилонитрил-бутадиен-стирол) се реже разумно добре, но изисква подходящо вентилиране поради опасения относно изпаренията
- Диапазон на дебелина: 0,5 мм до 12 мм
- Качество на ръба: Леко стапяне създава гладки, но неполирани ръбове
- Идеални приложения: Прототипи, кутии, компоненти за потребителски продукти
- Основен аспект: Винаги потвърждавайте дали доставчикът разполага с адекватна система за отвеждане на дим – някои цехове отказват ABS поради ограничения във вентилацията
Дърво и композитни материали
Естествени и изкуствени дървени продукти реагират отлично на CO2 лазерно рязане, което позволява сложни дизайни, невъзможни при традиционната обработка на дърво.
- Диапазон на дебелина: Финер до 20 мм (зависи от плътността)
- Качество на ръба: Леко овъгливане е неизбежно; по-светлите дървета показват по-голям контраст в сравнение с тъмните видове
- Идеални приложения: Табели, декоративни панели, архитектурни модели, персонализирани опаковки, компоненти за мебели
- Основен аспект: Плътната дървесина се реже по-чисто от фанерата; насоката на дървесната структура при масивно дърво влияе на качеството на ръба при криви
Критерии за избор на материал: Вземане на правилното решение
Изборът на материали не е само въпрос какви материали могат да бъдат обработени чрез лазерна рязка — той се състои в съпоставянето на свойствата на материала с изискванията на вашия проект. Помислете за тези четири ключови фактора:
Структурни изисквания
Какви натоварвания трябва да издържи детайлът ви? За скоби е необходима якостта на стоманата, докато за декоративни елементи може да е по-предпочитана лекотата на алуминия. Винаги посочвайте условията на натоварване, когато поискате обратна връзка относно дизайна от доставчика си.
Естетически нужди
Ще са ли видими ръбовете? Крайните повърхности на лит акрил, полирани с пламък, елиминират разходите за допълнителна обработка; въглеродната стомана може да се нуждае от шлайфане преди боядисване. Включете вторичните операции в общата цена на проекта си.
Бюджетни ограничения
Цените на материалите варира значително — неръждаемата стомана струва 3-4 пъти повече от въглеродната стомана; литият акрил надвишава цената на екструдирания с 30%. Понякога замяната на материали предлага икономия, без да се жертва функционалността.
Околната среда на крайната употреба
Външните приложения изискват устойчивост на корозия (неръждаема стомана, алуминий или обработени материали). Части за контакт с храна изискват специфични класове неръждаема стомана. Високотемпературните среди правят повечето пластмаси неприложими. Определете работните си условия, преди да финализирате избора на материали.
Най-добрият избор на материал осигурява баланс между всички четири фактора – а не само този, който в момента имате предвид.
С тези познания за материали сте в положение да вземате обосновани решения и критично да оценявате препоръките на доставчиците. Но разбирането на материалите е само част от уравнението – познаването на факторите, които определят ценообразуването, гарантира честни оферти и възможности за икономии.
Разбиране на ценообразуването и разходните фактори при лазерна рязка
Някога ли сте кликали върху бутона „незабавна оферта“, за да получите число, което изглежда напълно произволно? Не сте сами. Повечето услуги за лазерна рязка умишлено прикриват ценообразуването си зад автоматизирани инструменти, като оставят клиентите да гадаят дали получават честна сделка или субсидират неефективността на някой друг. Този раздел разкрива какво всъщност определя крайната ви фактура — и по-важното, как можете да контролирате тези разходи, без да жертвате качеството.
Разбирането на ценообразуването не е в намирането на най-евтиния доставчик. Става въпрос за разпознаване на стойността, избягване на ненужни разходи и ефективна комуникация с производители, които уважават информираните клиенти.
Какво всъщност определя разходите за лазерна рязка
Когато производителят изчислява вашата оферта, той едновременно оценява множество променливи. Някои от тях контролирате директно чрез решенията си при проектирането; други зависят от пазарните условия и възможностите на оборудването. Ето какво всъщност се случва зад тази форма за оферта:
- Тип и клас на материала: Различните материали изискват различни лазерни технологии, настройки на мощността и скорости на рязане. Според анализ на индустрията, рязането на неръждаема стомана обикновено изисква повече енергия и време в сравнение с въглеродната стомана, което я прави по-скъпа. Специалните сплави и отразяващи метали като медта имат по-висока цена поради сложността при обработката.
- Дебелина на ламарината: По-дебелите материали изискват по-бавни скорости на рязане и по-голямо потребление на енергия. Рязането на 12 мм стоманена плоча може да струва 3-4 пъти повече на линеен инч в сравнение с материала от 3 мм — не защото цената на материала се утроява, а защото времето за рязане и нужната енергия растат значително.
- Сложност на реза и дължина на траекторията: Всеки изрязан контур изисква точка на пробиване, където лазерът започва рязането. Повече точки на пробиване и по-дълги траектории директно увеличават работното време на машината. Сложни дизайни с множество малки елементи изискват по-голяма прецизност, което увеличава разходите както за труд, така и за оборудване.
- Количество и размер на партидата: Разходите за настройка, разпределени върху по-големи поръчки, значително намаляват цената на единица продукт. Единичен прототип може да струва 50 долара, докато поръчването на 100 идентични части може да снижи разходите на единица до 8 долара — един и същ дизайн, напълно различна икономическа обосновка.
- Изисквания за завършване: Вторични процеси като отстраняване на заострените ръбове, полирване, напудряване или нарязване на нишки изискват ръчен труд, специализирано оборудване и по-дълго производствено време. Според експерти в индустрията тези стъпки са задължителни за постигане на определено качество на повърхността или функционални изисквания, но те пропорционално увеличават разходите.
- Време за изпълнение: Спешните поръчки изискват надценки — понякога 50% или повече — тъй като нарушават производствените графици и изискват работа в свръхурочно време. Стандартните срокове за изпълнение предлагат най-добра стойност.
Представете си, че търсите ресторанти, отворени наблизо в полунощ, в сравнение с планиране на вечеря в 18:00 ч. — удобството и спешността винаги носят допълнителна цена.
Как да оптимизирате бюджета си, без да жертвате качеството
Сега, когато разбирате какво води до разходите, ето как можете стратегически да ги намалите. Това не са начини за рязане на ъгли — това са умни инженерни практики, които професионалните дизайнери използват всеки ден.
Опростете геометрията на проекта
Сложни геометрии с детайлни елементи изискват по-прецизен лазерен контрол и по-дълги времена за рязане. Проучвания показват избягването на остри вътрешни ъгли, минимизирането на малки сложни резове и използването на по-малко криви могат да доведат до значителни спестявания. Закръглени ъгли или прави линии се режат по-бързо от сложни форми или тесни радиуси. Попитайте себе си: дали тези декоративни елементи са задължителни за функционалността или просто изглеждаха добре в вашия CAD модел?
Оптимизирайте дебелината на материала
Ако вашото приложение не изисква издръжливостта на по-дебели метали, изборът на по-тънък материал спестява както време, така и пари. Помислете дали 1 мм неръждаема стомана работи толкова добре, колкото 2 мм при вашите конкретни натоварвания. Понякога инженерите преувеличават дебелината „за всеки случай“ — но тази мярка за безопасност струва истински пари.
Овладейте изкуството на натрупването
Ефективното натрупване максимизира използването на материала, като подрежда частите плътно една до друга върху листа с материал. Стратегическото натрупване може да намали отпадъците от материали с 10-20%, директно понижавайки фактурата ви. Ако поръчвате множество различни части, попитайте дали вашият доставчик може да ги натрупа заедно — групирането на части с подобна геометрия опростява рязането и намалява отпадъците.
Изберете подходящи допуски
Ето нещо, което повечето доставчици няма да споменат доброволно: излишно тесните допуски значително увеличават разходите. Посочването на ±0,005", когато ±0,015" би осигурило напълно същата функционалност, води до по-бавни скорости на рязане и по-високи проценти на отхвърляне. Според специалисти по обработване, детайлите с изключително тесни допуски са по-склонни да бъдат отхвърлени поради малки отклонения и може да се нуждаят от допълнителни вторични процеси като механична обработка или шлайфане.
Групирайте поръчките си стратегически
Настройката на лазерен резач отнема време, затова произвеждането на по-големи количества едновременно намалява нуждата от чести настройки на машината. Ако ви трябват повтарящи се части, обединяването на поръчки или планирането на производствени серии напред води до значителни спестявания на единица продукт. Дори и комбинирането на поръчката за следващия месец с тази за текущия може ефективно да разпредели разходите за настройка.
Изберете материали в наличност
Вашият посочен материал лесно ли се намира или ще се изисква специална поръчка? Когато е възможно, избирането на метали, които вече са в склад, предотвратява такси за минимална поръчка и забавяния в доставката. Попитайте доставчика си какви материали има на склад, преди да финализирате спецификациите.
Оценете изискванията за качеството на ръба
Постигането на висококачествен ръб често изисква забавяне на лазера или използване на повече мощност — и двете увеличават разходите. Не за всички приложения се изисква едно и също ниво на прецизност на ръба. За части, които ще бъдат заварявани, боядисвани или скрити в сглобките, стандартното качество на ръба спестява средства, без да компрометира функционалността. Запазвайте изискванията за премиум ръб само за видими повърхности.
Целта не е да се намери най-ниската цена — а да се максимизира стойността чрез елиминиране на разходи, които не добавят стойност към крайния Ви продукт.
С тези познания за ценообразуването можете да оценявате офертите разумно, да задавате обосновани въпроси и да откривате доставчици, които предпочитат прозрачност пред неяснота. Но дори перфектното разбиране на разходите няма да помогне, ако проектните файлове не са подготвени правилно — следващата секция гарантира, че файловете Ви ще бъдат преобразувани гладко от екрана към лазера.
Подготвяне на проектните файлове за успешна лазерна рязка
Избрали сте идеален материал и разбирате какво определя цената. Но тук много проекти се провалят: подаването на дизайнерски файлове, които изглеждат перфектно на екрана, но се провалят напълно, когато лазерът започне да реже. Според производители, преглеждащи стотици файлове седмично, грешките при подготовката на файловете причиняват повече забавяния в проектите от всеки друг единичен фактор. Добрата новина? Всички чести грешки напълно могат да се предотвратят.
Този раздел ви предоставя техническите познания, необходими за подаване на файлове, готови за производство – независимо дали работите с местен цех или изследвате онлайн услуги за лазерно рязане в цялата страна. Овладейте тези основи веднъж и никога повече няма да имате отхвърлени качвания или досадни цикли на корекции.
Изисквания за формат на файлове и софтуерни опции
Звучи сложно? Всъщност е доста просто, след като разберете едно важно различие: лазерните резачи имат нужда от векторни файлове , а не растерни изображения. Когато експортирате JPEG или PNG, запазвате пиксели — миниатюрни оцветени квадратчета, които приблизително представят дизайна ви. Лазерните рязачни машини не могат да интерпретират пикселите като режещи пътища. Те се нуждаят от математически дефинирани линии и криви, които точно уточняват къде трябва да се движи лъчът.
Приети векторни формати
Повечето услуги за лазерно рязане приемат тези стандартни векторни формати, макар предпочитанията да варират в зависимост от доставчика:
- DXF (Drawing Exchange Format): Индустриален стандарт за CNC и лазерно рязане. Универсално съвместим, DXF файловете съдържат чиста геометрия без зависимости от шрифтове или сложни стилове. Когато се съмнявате, подавайте DXF.
- AI (Adobe Illustrator): Оригиналните файлове от Illustrator работят добре, но изискват преобразуване на текста в контури. Уверете се, че запазвате в съвместима версия — някои машини имат затруднения с по-нови AI формати.
- SVG (Scalable Vector Graphics): Отворен формат, който набира популярност, особено за уеб системи за оценка на цени. Чист, лек и широко поддържан.
- PDF (Portable Document Format): Приемливо при експорт от векторен софтуер с правилните настройки. Избягвайте PDF файлове, създадени от сканирани документи или растеризирани изображения.
Според индустриални специалисти , използването на неподходящ файлов формат е сред първите пет грешки в дизайна, с които се сблъскват. Винаги проверявайте предпочитания формат на доставчика си, преди да качите файла.
Препоръчителен софтуер за дизайн
Не се нуждаете от скъп професионален софтуер, за да създавате файлове, подходящи за лазерна рязка. Ето някои възможности за всеки бюджет:
- Adobe Illustrator: Индустриален стандарт за векторна графика; отлични инструменти за редактиране на контури и директен експорт в DXF
- AutoCAD / AutoCAD LT: Специално разработен за технически чертежи; нативна поддръжка на DXF с прецизна размерна документация
- SolidWorks: Идеален за инженерни приложения; експортира равнинни модели директно от 3D модели (бележка: водните знаци „Student Version“ автоматично се игнорират от повечето системи за рязане)
- Inkscape: Безплатна, с отворен код алтернатива на Illustrator; експортира SVG и DXF с правилно конфигуриран плъгин
- Fusion 360: Безплатен за лично ползване; комбинира CAD моделиране с възможности за експорт на чертежи
- LibreCAD: Безплатен 2D CAD софтуер, специално разработен за технически чертежи
Съвети за оптимизация на дизайна за чисти рязания
Създаването на векторен файл е само началото. Разликата между любителски проекти и годни за производство файлове се крие в разбирането как лазерите всъщност интерпретират вашата геометрия. Точно тези технически аспекти разделят успешните проекти от скъпоструващи провали.
Минимални размери на елементите
Всеки лазер има физически ограничения относно колко малки детайли може да нареже точно. Лазерният лъч сам по себе си има ширина — обикновено между 0,1 мм и 1,0 мм, в зависимост от материала и настройките. Елементи, по-малки от това, не могат да бъдат изработени чисто. Отраслени указания препоръчваме да се избягват елементи, които биха били твърде малки, за да бъдат нарязани правилно, особено вътрешни окръжности или тесни ъгли.
Компенсация на ряз
Представете си, че чертаете линия с маркер вместо с химикал — линията има ширина. Същият принцип важи и за лазерното рязане. „Керф“ се отнася до материята, премахната при процеса на рязане, която обикновено варира между 0,1 мм и 0,5 мм в зависимост от дебелината на материала и настройките на лазера. За части, изискващи прецизни допуски за прилягане, ще трябва да изместите пътя на рязане, за да компенсирате това. Обсъдете изискванията за керф с вашия доставчик, преди да финализирате критичните размери.
Правилни дебелини на линиите и цветове
Много лазерни системи използват цветове или дебелини на линии, за да различават операциите по рязане, гравиране и нанасяне на надрасквания:
- Линии за рязане: Обикновено червени или черни, с дебелина на нишка (0,001" или по-тънки)
- Повърхнини за гравиране: Често запълнени фигури в определени цветове
- Линии за надраскване: Може да използват различни цветове, за да укажат минавания с частична дълбочина
Винаги потвърждавайте цветовите/слоевите конвенции на вашия доставчик преди подаване. Линия, която сте имали предвид като отметка за сгъване, може да се превърне в нежелано пробиване.
Разстояние между линиите за рязане
Когато проектантските линии са поставени твърде близо една до друга, лазерът може да прегори или да нареже области, които искате да запазите. Според най-добри практики при производство трябва да разполагате геометрията за рязане на поне два пъти дебелината на листа, за да избегнете деформации. При стандартни приложения поддържането на поне 0,010 инча (0,25 мм) между критичните пътища предотвратява структурно ослабване.
Проверителен списък стъпка по стъпка за подготовката на файлове
Преди да качите в услуга за лазерно рязане, преминете през този процес на проверка:
- Превърнете всички текстове в контури: Шрифтовете, които не са инсталирани в системата за рязане, ще бъдат заменени или напълно ще изчезнат. В Illustrator изберете текста и изберете Type → Create Outlines. В CAD софтуера използвайте командите "Explode" или "Expand".
- Затворете всички отворени пътища: Несвързани или отворени пътища объркват лазерния софтуер, което води до непълни резове. Използвайте функциите за почистване на пътища и "свързване" във вашия софтуер, за да се уверите, че всяка форма е правилно затворена.
- Премахнете застъпващите се линии: Дублираните линии накарват лазера да изреже един и същи път два пъти, което може да доведе до пробиване на материала или до получаване на неравни ръбове. Проверете за припокриващи се геометрии, особено след комбиниране на множество елементи от дизайна.
- Проверете размерите при мащаб 100%: Ако сте конвертирали от растерен файл или сте мащабирали дизайна си, отпечатайте в мащаб 100%, за да потвърдите, че физическите размери отговарят на замисъла ви.
- Проверете за затворени геометрии: Изрязването на участъци, които не са свързани с основната част, ще доведе до тяхното отделяне по време на рязане. Добавете мостови фиксатори, за да ги задържите, или подайте като отделни части.
- Премахнете ненужните възли: Твърде много точки за закачане създават зъбести криви вместо гладки дъги. Опростете пътищата, като запазите целта на дизайна.
- Позиционирайте отворите на разстояние от ръбовете: Отвори, поставени твърде близо до ръбовете на детайлите, имат риск от скъсване или деформация, особено ако детайлът подлежи на последващи операции по огъване.
- Експортирайте в предпочитания формат на доставчика: Запазете чисто копие специално за производство — не просто преименувайте работния си файл.
Ефективна комуникация на изискванията за допуснати отклонения
Дори напълно подготвените файлове могат да доведат до отхвърлени части, ако изискванията за допуски не са ясно обяснени. Стандартното лазерно рязане постига размерни допуски от ±0,005" до ±0,015" в зависимост от материала и калибрирането на машината. Ако приложението изисква по-висока прецизност, трябва да посочите това изрично и да разберете последствията за цената.
Когато поисквате оферти, включете:
- Критични размери: Посочете конкретни размери, които трябва да отговарят на тесни допуски, спрямо общи размери със стандартни отстъпления
- Функционални изисквания: Обяснете как ще се използват частите — здравите съединения изискват различна прецизност в сравнение с отвори за свободно движение
- Референтни точки за измерване: Посочете кои ръбове или елементи служат като базови точки за проверка на размерите
- Допустим диапазон на отклонение: Уточнете числовия диапазон на допуск, вместо да използвате субективни термини като "прецизен" или "точен"
Ясната комуникация за допуски предотвратява разочарованието от получаване на части, които отговарят на „стандартни“ спецификации, но не изпълняват вашите конкретни изисквания.
С правилно подготвените файлове и ясно съобщените спецификации сте премахнали най-честите пречки за успешни проекти по лазерно рязане. Но разбирането кога самото лазерно рязане е правилният избор – в сравнение с водна струя, плазма или CNC алтернативи – гарантира, че инвестирате в оптималния процес за вашите нужди.
Лазерно рязане в сравнение с методите с водна струя, плазма и CNC
Ето честния разговор, който повечето услуги за лазерно рязане избягват: лазерното рязане не винаги е най-добрият избор. Изненадани ли сте? Не би трябвало. Всеки вид технология за рязане съществува, защото решава определени проблеми по-добре от алтернативите. Производителят, който ви казва, че лазерното рязане се справя с всичко, или е недостатъчно информиран, или се надява да не задавате въпроси.
Разбирането кога лазерното рязане надминава другите методи — и кога трябва да се разгледат водна струя, плазма или CNC фрезоване — предпазва бюджета ви и осигурява оптимални резултати. Нека честно анализираме всяка технология, като сравним реалната производителност, а не маркетинговите твърдения.
Кога лазерното рязане надминава другите методи
Лазерното рязане доминира в определени приложения, където неговите уникални характеристики осигуряват ненадмината стойност. Според специалисти по промишлено производство , лазерно рязане, способно да реже над 2500 инча в минута, го прави най-бързия метод, наличен на пазара — и често най-икономичния за подходящите приложения.
Точност и детайли
Когато дизайна ви изисква сложни шарки, малки отвори или тесни допуски, лазерното рязане ясно води. Фокусираният лъч създава изключително чисти ръбове с минимална необходимост от последваща обработка. Електронни кутии, компоненти за медицински устройства и прецизни скоби постигат огромни предимства от тази възможност.
Ефективност при тънки листове
За материали с дебелина под 1/2", лазерното рязане обикновено предлага най-добрия баланс между скорост и качество. Тестването с няколко технологии потвърждава, че лазерното рязане осигурява превъзходни резултати, когато са необходими фини детайли или прецизни отвори в тънки листове.
Основни предимства на лазерното рязане:
- Скорост: 3-4 пъти по-бързо от водноструйното рязане при сравними материали
- Прецизност: Допуски от ±0,005" са постижими за повечето материали
- Качество на ръба: Чисти, често годни за заварка ръбове без вторична обработка
- Липса на износване на инструмента: Постоянно качество от първия до хилядния разрез — няма износване на рязещия инструмент
- Минимални отпадъци от материала: Тесен ряз означава по-плътно разположение и по-малко скрап
- Процес без контакт: Няма механични сили, които да деформират тънки или чувствителни части
Случаи, в които алтернативните методи за рязане се представят по-добре
Честна оценка изисква признаване на ограниченията на лазерното рязане. Определени проекти наистина се реализират по-ефективно с алтернативни технологии — и осъзнаването на тези ситуации спестява пари, като едновременно подобрява резултатите.
Приложения за дебели материали: област на плазменото рязане
Когато се режат проводими метали с дебелина над 1 инч, плазменото рязане предлага ясни предимства. Според сравнителни тестове плазмените машини показват отлична производителност при рязане на стоманени плочи, където лазерните устройства имат затруднения с проникването. Разликата в цената е значителна — плазмените системи струват около 90 000 долара в сравнение с 195 000 долара за еквивалентни водоструйни системи, като експлоатационните разходи са приблизително наполовина по-ниски на фут при дебели материали.
Топлинно чувствителни материали: печели водоструйното рязане
Лазерното рязане по своята същност е термичен процес. Тази концентрирана топлина създава „зони, засегнати от топлина“ (HAZ), където свойствата на материала се променят в близост до ръба на реза. За аерокосмически компоненти, закалени метали или материали, които не могат да понасят никаква термична промяна, водно-абразивното рязане изключва напълно този проблем. Хладният процес на рязане не причинява деформации, закаляване или металургични промени.
Универсалност за неметали: Водно-абразивно и CNC фрезоване
Въпреки че CO2 лазерите обработват добре много неметали, някои материали представляват предизвикателства:
- Камък и стъкло: Водно-абразивното рязане обработва тези материали чисто; лазерите не могат
- Дебели композити: Въглеродното влакно и G10 често се разслояват под топлинното въздействие на лазера — водно-абразивното рязане запазва структурната цялост
- Дебели пластмаси и дърво: CNC фрезоването често осигурява по-добро качество на повърхността без овъгливане или стапяне
Предизвикателства при отразяващи метали
Медта, латунта и някои алуминиеви сплави отразяват лазерната енергия обратно към режещата глава. Въпреки че съвременните влакнесто-лазерни системи обработват тези материали по-добре от по-старите CO2 системи, ограниченията по дебелина остават по-строги в сравнение с тези за стомана. Водната струя (waterjet) нарязва отразяващи метали, без да има опасност от отразяване на лъча.
Директно сравнение на технологии
Изборът на подходящ метод за рязане става по-ясен, когато сравним директно действителните експлоатационни характеристики един до друг:
| Критерии | Лазерно рязане | Резане с воден струй | Плазмено рязане | Фрезиране чрез CNC |
|---|---|---|---|---|
| Пределна точност | ±0,005" (отлично) | ±0,009" (много добро) | ±0,020" (средна) | ±0,005" (отлично) |
| Обхват на материала | Повечето метали, много пластмаси, дърво, текстил | Всеки материал почти, включително камък, стъкло, композити | Само проводими метали | Пластмаси, дърво, композити, меки метали |
| Капацитет по дебелина | До 1" стомана (оптимално под 1/2") | 6"+ при много материали | 2"+ стомана с добро качество | До 3", в зависимост от материала |
| Качество на ръба | Отлично; често готово за заваряване | Отлично; без топлинни ефекти | Добро; може да изисква шлайфане | Много добро; без термични ефекти |
| Зона, засегната от топлина | Налични, но минимални при тънки материали | Няма (хладен процес) | Значителни при всички резове | Липсват (механичен процес) |
| Скорост на рязане | Най-бързо при тънки материали | Най-бавно от всички методи | Бързо при дебели метали | Умерена |
| Ефективност на разходите | Най-добро за тънка и детайлна работа | По-висока цена; оправдана при специализирани материали | Най-добро за обработка на дебели метали | Икономично за неметали |
Правене на правилния избор на технология
Кой метод за рязане трябва да използва проектът ви? Отговорът зависи от вашите конкретни изисквания:
Изберете лазерно рязане, когато:
- Материалът ви е под 1/2" дебелина
- Важни са сложни детайли, малки отвори или стеснени допуски
- Приоритет са скоростта и икономическа ефективност
- Желани са чисти ръбове без разширена финишна обработка
Изберете водно-абразивно рязане, когато:
- Зоните с термично въздействие са неприемливи (аерокосмическа промишленост, закалени материали)
- Режете камък, стъкло или дебели композити
- Дебелината на материала надхвърля възможностите на лазера
- Отразяващите метали представляват предизвикателство
Изберете плазменно рязане, когато:
- Рязане на дебели проводими метали (стомана или алуминий над 2,5 см)
- Скоростта е по-важна от точността на ръба
- Ограниченият бюджет благоприятства по-ниски експлоатационни разходи
- Проектите включват конструкционна стомана или производство на тежка техника
Изберете CNC фрезоване, когато:
- Работите с дебели пластмаси, дърво или пяна
- Качеството на повърхностната обработка надхвърля допустимото за въгленене от лазер
- Частите изискват нарезаване или разфасониране
- Материалът не издържа термични процеси
Най-добрите производители не насаждат една технология — те подбират подходящия процес според специфичните изисквания на всеки проект.
Много успешни цехове използват множество технологии за рязане точно защото нито един метод не е оптимален за всички приложения. Разбирането на тези различия ви поставя в позиция да оценявате доставчиците обективно — и да разпознавате когато цех, препоръчващ лазерно рязане за вашата стоманена плоча с дебелина 2", може би не действа във вашия най-добър интерес. Като използвате това сравнение на технологиите като основа, проучването на реални приложения в различни индустрии разкрива още повече възможности за следващия ви проект.

Практически приложения в различни индустрии
Сега, когато разбирате технологията, материалите и факторите за разходи, нека разгледаме какво всъщност е възможно. Услугите за лазерно рязане не са ограничени до един-единствен индустриален сектор – те трансформираха производството, дизайна и прототипирането почти във всеки отрасъл. Независимо дали сте инженер, проектиращ автомобилни скоби, или художник, създаващ декоративни инсталации, познаването на тези реални приложения ви помага да си представите възможностите за собствените ви проекти.
Многострайността е изключителна. Същата основна технология, която произвежда компоненти за аерокосмическата промишленост с прецизност на ниво микрони, създава и сложни бижута, както и архитектурни фасади. Нека разгледаме как различните индустрии използват тази възможност.
Индустриални и автомобилни приложения
Автомобилният сектор представлява един от най-големите потребители на прецизна технология за лазерно рязане. Според анализ на индустрията , лазерното рязане е оптимизирало значително производството на превозни средства, като предлага ефективност, която традиционните методи като рязане с матрици или плазма просто не могат да постигнат.
Защо автомобилното производство зависи толкова силно от тази технология? Всяки милиметър има значение, когато произвеждате части, които трябва точно да се поберат една в друга при хиляди превозни средства. Високата прецизност на фиброжлазерите ги прави незаменими за производството на компоненти, при които размерната точност директно влияе на безопасността и работата.
- Шаси и конструктивни компоненти: Скоби, монтажни плочи и усилватели на рамата, изискващи стегнати допуски и чисти ръбове, готови за заваряване
- Прототипи на каросерийни панели: Бързо итериране на дизайнерски концепции, преди да се инвестира в скъпи штамповъчни форми
- Компоненти за интериорна отделка: Точни изрязвания за контролни елементи, вентилационни отвори и монтажни точки
- Елементи от изпускателната система: Топлинни щитове и монтажни скоби от неръждаема стомана
- Компоненти на окачването: Скоби за управляеми лостове и пружинни монтажи, изискващи структурна цялостност
За производители, търсещи комплексни автомобилни решения, прецизното лазерно рязане често допълва процесите за метално штамповане. Компании като Shaoyi интегрират двете технологии, предлагайки бързо прототипиране за 5 дни, което подпомага бързите цикли на итерация, изисквани от съвременното автомобилно развитие.
Приложенията в аерокосмическата индустрия изискват още по-строги спецификации. Отбелязват експертите в индустрията това прави прецизността на лазерната рязка незаменима поради нуждата от леки материали с висока якост — компонентите трябва да отговарят на строги допуски, като запазват структурната цялостност при екстремни условия.
- Компоненти на двигателя: Компоненти за турбини и топлоустойчиви щитове
- Конструктивни елементи: Леки алуминиеви и титанови компоненти за корпуса
- Вътрешни фиксирани елементи: Точно оформени елементи за интериора и монтажни части
Творчески и архитектурни приложения
Освен в тежката промишленост, лазерната рязка е революционизирала творческите и архитектурни приложения. Технологията позволява проекти, които биха били невъзможни или прекалено скъпи при използването на традиционни методи за производство.
Архитектурните проекти все по-често включват елементи, изрязани с лазер, както за функционални, така и за естетически цели. Проучвания показват, че способността на технологията да реже дебели стоманени плочи с висока прецизност я прави незаменима за съвременната архитектура, където персонализацията и визуалният ефект са от първостепенно значение.
- Декоративни екрани и фасади: Сложни шарки по метални панели за фасади на сгради и вътрешни прегради
- Персонализирани перила и парапети: Уникални дизайни, които не могат да бъдат реализирани с традиционна метална обработка
- Табели и системи за навигация: Обемни букви и осветени компоненти за табели
- Компоненти на мебели: Детайлни дървени елементи и метални конструкции за персонализирани продукти
- Художествени инсталации: Големи скулптури и интерактивни арт обекти
Индустрията на табелите особено се възползва от гъвкавостта на лазерната рязка. Независимо дали се произвеждат обемни букви за витрини или осветени канализирани табели, технологията осигурява чисти ръбове и прецизни детайли, които повишават представянето на марката. Подобно е на търсенето на храна наблизо, което свързва гладни клиенти с местни опции — ефективните табели свързват бизнесите с техните аудитории чрез визуален ефект.
Прототипиране и разработка на продукти
Може би няма приложение, което да демонстрира по-ясно стойността на лазерната рязка от бързото прототипиране. Според специалисти по прототипиране, лазерната рязка се е доказала като основна при разработването на прототипи с интегриран софтуер CAD, като генерира резултати за кратки срокове в сравнение със седмиците, които традиционните методи биха изисквали.
Защо това е важно за разработката на продукти? Помислете за цикъла на итерация: проектиране на дадена част, производство, тестване, установяване на подобрения, преосмисляне и повторение. Когато всеки прототип отнема седмици за производство, сроковете за разработка се разтягат до месеци или години. Лазерното рязане значително съкращава този цикъл.
- Функционални прототипи: Тествайте съвместимостта, формата и функционалността с материали, еквивалентни на серийното производство
- Валидиране на дизайна: Проверете дали CAD моделите се превеждат правилно във физически части преди инвестиране в инструменти
- Тестване в малки серии: Производство на ограничени количества за полеви изпитания без разходи за матрици или форми
- Инженерни проби: Създавайте части с високо качество за презентации на инвеститори и клиентски оценки
Потвърждава анализът на индустрията че милиметровата точност при лазерното рязане води до точни представяния на това как компонентите, фиксациите и функционалността на продукта ще работят заедно — от решаващо значение, когато прототипът трябва ефективно да отразява крайните серийни части
Електронната индустрия разчита в голяма степен на тази възможност. Експертите по производство отбелязват, че лазерното рязане позволява прецизен контрол върху размерите и качеството, което е от съществено значение в индустрия, където десета от милиметъра може да направи значителна разлика. От тестове на платки до прототипи на външни корпуси, лазерното рязане осигурява бързо итериране.
Развитието на потребителски стоки също има полза — точно както проверката на доларов магазин наблизо за бързи доставки, производителите се нуждаят от бърз достъп до прототипни части, за да запазят темпото на развитие. По подобен начин, екипи, преглеждащи дизайни, могат да обядват, докато анализират менюто на Olive Garden и обсъждат резултатите от последната итерация, като по този начин се подчертава как прототипирането се вписва в по-широкия процес на разработка.
Специализирани индустриални приложения
Освен тези основни категории, лазерното рязане служи на специализирани нужди в множество сектори:
- Медицински устройства: Хирургически инструменти и импланти, изискващи изключителна точност и биосъвместими материали
- Електроника: Прецизни компоненти за миниатюрни устройства и корпуси
- Ювелирни изделия: Сложни дизайни и персонализирани елементи, които съчетават технология и изкуство
- Опаковка: Персонализирани кутии с формовани резове и сложни опаковки за прототипи
- Текстил и мода: Пресни рязания на плат за шаблони и декоративни елементи
- Енергийният сектор: Компоненти за слънчеви панели, вятърни турбини и инфраструктура за устойчива енергия
Въпросът не е дали лазерното рязане може да се приложи във вашата индустрия — а как да използвате възможностите му за вашето конкретно приложение.
Имайки предвид тези приложения, следващото предизвикателство е намирането на подходящ доставчик на услуги, който да реализира вашето видение. Правилният избор изисква разбиране на това какво отличава изключителните доставчици от средните — разлика, която значително влияе на крайния резултат от проекта ви.
Как да изберете правилния доставчик на услуги по лазерно рязане
Вие сте овладели технологията, разбирате материали и знаете какво определя цените. Но ето неудобната истина: дори перфектната подготовка не може да компенсира избора на грешен доставчик на лазерна рязка. Разликата между успешен проект и разочароващ опит често се дължи на фактори, които няма да откриете на началната страница на уебсайт — сертификати, които наистина имат значение, бързина на реакция, която спестява седмици закъснение, и поддръжка при проектирането, която открива скъпоструващи грешки, преди да са се случили.
Изборът на партньор за производство не е като взимането на боул с асаи от най-близкия шейк бар — не можете просто да изберете най-близкия вариант и да се надявате за най-доброто. Това решение директно повлиява графиката, бюджета и крайното качество на вашия проект. Нека разгледаме точно какво отличава изключителните доставчици от тези, които ще ви накарат да съжалявате за своя избор.
Задължителни въпроси към потенциалните доставчици
Преди да изпратите файловете си за дизайн, няколко стратегически въпроса могат да покажат дали един доставчик заслужава вашата сделка. Според индустриални специалисти , оценката на опита и експертността на доставчика е от решаващо значение — доставчик с доказан опит и години на практика е по-вероятен да осигури резултати от високо качество.
Започнете с тези основни въпроси:
- С какви лазерни технологии разполагате? Доставчици, които използват както CO2, така и влакнести лазери, могат да подберат най-подходящата технология за вашия материал. Доставчиците с една технология могат да наложат компромиси.
- С какви материали работите редовно? Опитът има значение — цех, който реже алуминий всеки ден, ще постигне по-добри резултати в сравнение с такъв, който го прави рядко. Попитайте конкретно за вашия материал и изисквания за дебелина.
- Какво е типичното време за изпълнение? Стандартните срокове за изпълнение варирали значително. Някои доставчици дават срок от 2–3 седмици; други изпълняват за дни. Разберете къде попада вашият проект в производствената им последователност.
- Можете ли да изпълните спешни поръчки? Експертите по производство препоръчват да оцените способността на доставчика да спазва крайните срокове за вашия проект и дали може да поеме спешни заявки при нужда.
- Предлагате ли преглед на дизайна или поддръжка DFM? Доставчици, които преглеждат вашите файлове за възможност за производство, откриват проблеми преди започване на рязането — това спестява цикли за ревизии и отпадъци от материали.
- Кои формати на файлове приемате? Проблемите със съвместимостта причиняват закъснения. Потвърдете, че предпочитаният от вас формат е съвместим с техните системи, преди да се ангажирате.
- Можете ли да предоставите пробни резове или препоръки? Доставчиците с добра репутация охотно споделят примери на подобни проекти или ви свързват с доволни клиенти.
Представете си избора на доставчик като поръчка от harry and david — искате доказано качество и надеждна доставка, а не предположения дали инвестициите ви ще пристигнат както очаквате.
Сертификати за качество, които имат значение
Сертификатите не са просто украса за стените – те представляват проверени ангажименти за качествени системи, контрол на процесите и непрекъснато подобрение. За критични приложения конкретните сертификати разделят квалифицираните доставчици от тези, които просто твърдят, че притежават компетентност.
ISO 9001
Този международно признат стандарт демонстрира система за управление на качеството, обхващаща проектиране, разработване, производство и предоставяне на услуги. Сертифицирането по ISO 9001 означава документирани процеси, обучен персонал и системен контрол на качеството. За приложения в общото производство този базов сертификат осигурява разумна гаранция.
IATF 16949
За автомобилни приложения сертифицирането по IATF 16949 представлява златния стандарт. Този строг стандарт надгражда ISO 9001 с изисквания, специфични за автомобилната индустрия, включително предотвратяване на дефекти, намаляване на вариациите и елиминиране на отпадъците в цялата верига на доставки. Доставчици като Shaoyi поддържайте сертификация IATF 16949, по-специално защото автомобилните производители на OEM изискват това ниво на гарантиране на качеството за шасита, окачвания и конструкционни компоненти.
AS9100
Авиационно-космическите приложения изискват сертификация AS9100, която включва строги изисквания за проследяване, управление на конфигурациите и намаляване на рисковете, които надхвърлят стандартните изисквания на ISO 9001.
ISO 13485
Производството на медицински устройства изисква сертификация ISO 13485, осигуряваща процеси, отговарящи на регулаторните изисквания за медицински продукти, и поддържащи документация, подходяща за одобрение от FDA или международни регулаторни органи.
Контролен списък за оценка на доставчика
Използвайте този подробен контролен списък при сравняване на потенциални партньори за лазерна рязка:
- Технологични възможности: Подходящи типове лазери за вашите материали; достатъчна мощност за изискванията ви по дебелина; размер на работното поле, отговарящ на размерите на вашите детайли
- Експертност в материалите: Доказан опит с конкретните материали и сплави; наличие на материали на склад; сертифициране и проследяване на материали
- Сертификати за качество: Съответстващи сертификати по ISO, IATF или отраслови стандарти; документирани процедури за проверка; калибрирано измервателно оборудване
- Времена за изпълнение: Стандартни водещи времена, съобразени с вашия график; възможност за ускорено изпълнение при спешни нужди; реалистични обещания за доставка, базирани на текущата производствена мощност
- Поддръжка при дизайн: Услуги за преглед на възможността за производство (DFM); помощ при подготовката на файлове; консултации по допуски; проактивна комуникация относно потенциални проблеми
- Отзивчивост при комуникацията: Скорост на предоставяне на оферти (някои доставчици предлагат оферти за 12 часа); достъпност на технически персонал; ясни актуализации за статуса на проекта
- Вторични операции: Възможности за гъвкане, заваряване, довършване и монтаж; потенциал за комплексно обслужване, което намалява сложността при управлението на доставчици
- Прозрачност на ценообразуването: Ясни разбивки на разходите; липса на скрити такси; готовност да обясни факторите, определящи цената
Стойността на DFM подкрепата
Подкрепата за проектиране с оглед на технологичността представлява една от най-ценните — но често пренебрегвани — услуги, които доставчик може да предложи. Според специалисти по прецизно производство , като се отчетат аспекти на дизайна още в началото, се избягват преустройства и се осигурява по-плавно увеличаване на мащаба от прототипите до производството.
Какво всъщност осигурява ефективната поддръжка при проектирането за производство (DFM)?
- Проверка на размерите на елементите: Идентифициране на отвори, процепи или детайли, които са твърде малки, за да бъдат изрязани надеждно, преди да е загубен материал
- Проверка на реалността на допуснатите отклонения: Указване на спецификации, които изискват по-бавни скорости на рязане или могат да доведат до по-високи проценти на отхвърляне
- Препоръки за материали: Предлагане на алтернативи, които отговарят на вашите функционални изисквания при по-ниска цена или с по-добра качествена ръбове
- Оптимизация на разположението: Подреждане на части за минимизиране на отпадъците от материала и намаляване на разходите за единица продукт
- Планиране на вторични операции: Предвиждане на начина, по който частите ще бъдат огъвани, заварявани или сглобявани, и коригиране на спецификациите за рязане съответно
Доставчиците, предлагатши комплексна подкрепа за DFM — като тези със сертифициране по IATF 16949 и интегрирани инженерни екипи — откриват проблеми, които иначе биха се появили като отхвърлени части или неуспешни сглобявания. Спестяванията от предотвратени преработки обикновено надхвърлят значително допълнителната такса за това ниво на услуга.
Локални срещу онлайн услуги – компромиси
Развитието на онлайн лазерно рязане значително разшири възможностите, но изборът между локални цехове и дигитални платформи включва реални компромиси, които заслужават внимание.
Предимства на локалните доставчици:
- Консултации по дизайн лице в лице и практически преглед на пробни образци
- По-бързо итериране, когато промените изискват съвместна работа на живо
- По-лесна логистика за големи или тежки части, избягвайки транспортни разходи
- Изграждане на взаимоотношения, които поставят вашите проекти на първо място при възникване на капацитетни ограничения
- Възможност за незабавно взимане, което елиминира забавянията от доставка при спешни нужди
Предимства на онлайн услугите:
- По-широк достъп до технологии — специализирано оборудване, което не може да бъде намерено локално
- Конкурентни цени от операции с висок обем
- удобство на цитиране и поръчване 24/7
- Постоянно високо качество чрез стандартизирани процеси
- Географска гъвкавост при преместване или разпределени екипи
За прототипи и единични проекти онлайн услугите често предлагат изключителна стойност. За производствени серии, изискващи постоянна съвместна работа, корекции на качеството или сложни вторични операции, местните връзки често се оказват по-ценни, въпреки потенциално по-високите разходи за единица продукт.
Най-добрият доставчик не е задължително най-евтиният или най-близкият — това е този, чиито възможности, стил на комуникация и стандарти за качество отговарят на изискванията на вашия проект.
Изборът на подходящия партньор за лазерна рязка превръща производствения ви опит от поредица транзакции в съвместно партньорство. Доставчици, които инвестират в сертификации, предлагат истинска подкрепа при проектиране за производството (DFM) и бързо отговарят на запитванията, демонстрират ангажимент към вашия успех – а не само към своята фактура. С възможности за бързо прототипиране, като изработка за 5 дни, и ефективни системи за оферти, правилният партньор ускорява целия ви процес на разработване, като запазва прецизността, която вашите приложения изискват.
Често задавани въпроси за услугите за лазерна рязка
1. Колко струва услугата за лазерно рязане?
Цените за лазерна рязка варират в зависимост от типа материал, дебелина, сложност на реза, количество и време за изпълнение. Времето за машина обикновено варира от 60 до 150 долара на час. Прости части могат да струват само 5–10 долара, докато сложни прототипи могат да достигнат над 50 долара. Поръчките на партиди значително намаляват разходите на единица — поръчка на 100 идентични части може да понижи цената до 8 долара всяка, спрямо 50 долара за единичен елемент. За оптимизиране на разходите, опростете дизайна, изберете подходящи толеранси и правете групови поръчки, когато е възможно.
2. Колко струва лазерната рязка на час?
Времето за лазерна рязка обикновено струва между 60 и 150 щатски долара на час, в зависимост от типа оборудване, материала, който се реже, и местоположението на доставчика. Лазерите с влакно за рязане на метали често имат по-високи часови такси поради разходите за оборудване, докато CO2 лазерите за обработка на акрили и дърво могат да бъдат по-ниски. Въпреки това часовите такси не показват цялата картина — по-високите скорости на рязане при тънки материали означават по-малко таксувани часове. Поискайте детайлизирани оферти, показващи разходите за материал, машинно време и довършителни работи, за точни сравнения.
3. Кои материали могат да се режат с лазер?
Лазерното рязане обработва разнообразни материали, включително метали (въглеродна стомана, неръждаема стомана, алуминий, месинг, мед, титан), пластмаси (акрил, АБС, поликарбонат), дърво и композити, кожа, текстил и хартия. CO2 лазерите се представят отлично при работата с неметали, осигурявайки гладки ръбове при акрил и чисто рязане на дърво. Влакнестите лазери доминират при рязане на метали с по-висока скорост и прецизност. Ограниченията за дебелина на материала варират – стомана до 25 мм и повече, акрил до 25 мм, алуминий до 40 мм при системи с висока мощност. Винаги проверявайте конкретния материал и дебелина с доставчиците.
4. Какви файлови формати приемат услугите за лазерна рязка?
Повечето услуги за лазерна рязка приемат векторни файлови формати, включително DXF (индустриален стандарт), AI (Adobe Illustrator), SVG (Scalable Vector Graphics) и PDF, експортирани от векторен софтуер. DXF осигурява универсална съвместимост без зависимости от шрифтове. Важни стъпки за подготовка включват преобразуване на текста в контури, затваряне на всички отворени пътища, премахване на припокриващи се линии и проверка на размерите в мащаб 100%. Избягвайте растерни формати като JPEG или PNG – лазерите се нуждаят от математически дефинирани режещи пътища, а не от изображения, базирани на пиксели.
5. Как да избера между лазерна рязка, водна струя и плазмена рязка?
Изберете лазерно рязане за тънки материали под 1/2 инча, които изискват сложни детайли и стегнати допуски — то осигурява най-бързите скорости и най-чистите ръбове. Изберете водно-абразивно рязане за чувствителни към топлина материали, дебели композити, камък, стъкло или когато зоните, засегнати от топлина, са неприемливи. Оптимизирайте плазменото рязане за дебели проводими метали над 1 инч, където скоростта е по-важна от точността на ръба. Всяка технология се отличава в определени приложения — квалифицираните производители подбират подходящия процес според Вашия материал, дебелина и изисквания за качество.