 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

ต้นทุนที่แท้จริงของแม่พิมพ์ในการหล่อตายคือเท่าใด
สรุปสั้นๆ
ต้นทุนของแม่พิมพ์ในการหล่อตายเป็นการลงทุนครั้งเดียวที่ค่อนข้างสูง โดยอยู่ในช่วงตั้งแต่ 60,000 ดอลลาร์สหรัฐ ไปจนถึงมากกว่า 500,000 ดอลลาร์สหรัฐ สำหรับเครื่องมือขนาดใหญ่ ซับซ้อน และใช้ในการผลิตจำนวนมาก การลงทุนเริ่มต้นที่สูงนี้จำเป็นเนื่องจากแม่พิมพ์จะทำจากเหล็กกล้าทนทานคุณภาพสูง เพื่อให้สามารถทนต่อแรงดันและอุณหภูมิที่รุนแรงในกระบวนการหล่อได้ แม้ว่าต้นทุนเบื้องต้นจะสูงมาก แต่ก็ถูกชดเชยด้วยต้นทุนต่อชิ้นที่ต่ำมาก ทำให้การหล่อตายมีความคุ้มค่าสูงในการผลิตจำนวนมาก
เข้าใจต้นทุนสูงของแม่พิมพ์ในการหล่อตาย
สิ่งแรกที่ควรเข้าใจเกี่ยวกับต้นทุนของแม่พิมพ์ในการหล่อตายคือ เป็นการลงทุนก้อนใหญ่ที่จำเป็นในช่วงเริ่มต้น ต่างจากการผลิตวิธีอื่นๆ แม่พิมพ์หรือพิมพ์ที่ใช้ในกระบวนการหล่อจะต้องเผชิญกับสภาวะการทำงานที่รุนแรงมาก ตามที่ สมาคมการหล่อโลหะแบบไดคัสติ้งแห่งอเมริกาเหนือ (NADCA) , เหล่าแม่พิมพ์เหล่านี้ต้องทนต่อแรงกระแทกจากความร้อนอย่างรุนแรงที่เกิดจากโลหะหลอมเหลว และแรงดันสูงระหว่างกระบวนการฉีด ซึ่งทำให้จำเป็นต้องใช้วัสดุคุณภาพสูงที่มีราคาแพงและวิศวกรรมการออกแบบที่แม่นยำ
สิ่งนี้นำไปสู่ช่วงราคาที่กว้างมาก สำหรับชิ้นส่วนที่มีขนาดใหญ่ขึ้นหรือซับซ้อนมากขึ้น หรือแม่พิมพ์แบบหลายช่องที่ออกแบบมาเพื่อการผลิตจำนวนมาก ราคาอาจสูงขึ้นอย่างมาก ตั้งแต่ 60,000 ดอลลาร์สหรัฐ ไปจนถึงมากกว่า 500,000 ดอลลาร์สหรัฐ ต้นทุนเครื่องมือเหล่านี้มักเป็นค่าใช้จ่ายครั้งเดียวที่ลูกค้าเป็นผู้ชำระเงิน ซึ่งหลังจากนั้นลูกค้าจะเป็นเจ้าของเครื่องมือนั้น แม้ว่าจะมีการจัดเก็บและดูแลรักษาไว้ที่โรงงานหล่อแม่พิมพ์ก็ตาม
เหตุผลในการลงทุนครั้งแรกที่สูงนี้อยู่ที่เศรษฐกิจของการผลิตในปริมาณมาก ความทนทานของเครื่องมือช่วยให้สามารถผลิตชิ้นส่วนที่เหมือนกันได้หลายหมื่น หรือแม้แต่หลายแสนชิ้น ด้วยความแม่นยำและความเร็วสูง ส่งผลให้ต้นทุนเครื่องมือเริ่มต้นถูกเฉลี่ยออกมาตลอดระยะเวลาการผลิตทั้งหมด ทำให้ต้นทุนต่อชิ้นต่ำมาก มักทำให้วิธีนี้กลายเป็นทางเลือกที่ประหยัดที่สุดสำหรับการผลิตจำนวนมาก
ปัจจัยสำคัญที่ส่งผลต่อต้นทุนเครื่องมือของคุณ
ราคาสุดท้ายของเครื่องมือหล่อตายไม่ได้ถูกกำหนดอย่างไร้เหตุผล แต่เป็นผลโดยตรงจากตัวแปรด้านการออกแบบและการผลิตที่เชื่อมโยงกันหลายประการ การเข้าใจปัจจัยเหล่านี้มีความสำคัญอย่างยิ่งสำหรับวิศวกรและนักออกแบบผลิตภัณฑ์ที่ต้องการเพิ่มประสิทธิภาพชิ้นส่วนเพื่อการผลิต และบริหารงบประมาณอย่างมีประสิทธิภาพ แต่ละองค์ประกอบจะมีส่วนต่อระดับความซับซ้อนและความทนทานที่จำเป็นต่อแม่พิมพ์ ซึ่งในทางกลับกันจะกำหนดต้นทุน
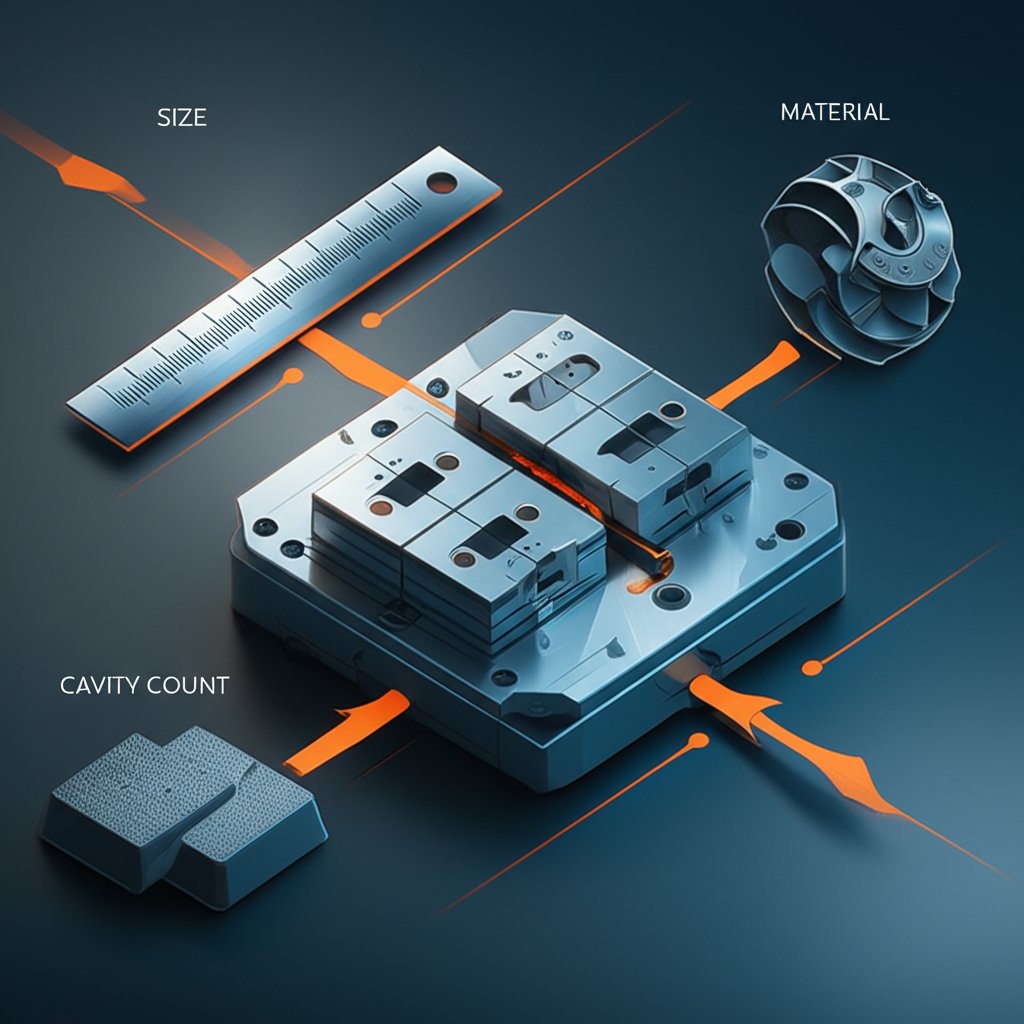
ปัจจัยหลักที่ขับเคลื่อนต้นทุนเครื่องมือสามารถแบ่งออกเป็นหัวข้อสำคัญต่อไปนี้:
- ขนาดและน้ำหนักของชิ้นงาน: นี่คือปัจจัยที่เข้าใจได้ง่ายที่สุด ชิ้นงานที่มีขนาดใหญ่และหนักกว่าต้องใช้แม่พิมพ์ที่ใหญ่และหนักตามไปด้วย ซึ่งจะทำให้ต้องใช้เหล็กแม่พิมพ์ชนิดพิเศษในปริมาณมากขึ้น และต้องใช้เครื่องจักรที่มีขนาดใหญ่และมีกำลังแรงกว่าทั้งในกระบวนการสร้างแม่พิมพ์และกระบวนการหล่อเอง ส่งผลโดยตรงให้ต้นทุนสูงขึ้น
- ความซับซ้อนของชิ้นส่วน: ความซับซ้อนทางเรขาคณิตของชิ้นส่วนถือเป็นปัจจัยสำคัญที่มีผลต่อต้นทุน โดยลักษณะต่างๆ เช่น โพรงลึก มุมแหลม มุมร่าง (draft angle) ต่ำ และโดยเฉพาะอย่างยิ่งส่วนที่เว้าเข้า (undercuts) ซึ่งต้องใช้สลายนหรือลิฟเตอร์ จะเพิ่มความซับซ้อนอย่างมากต่อการออกแบบและสร้างแม่พิมพ์ ชิ้นส่วนเคลื่อนไหวแต่ละชิ้นในแม่พิมพ์จะยิ่งเพิ่มระยะเวลาการกลึง แรงงานในการประกอบ และโอกาสที่อาจเกิดปัญหาต้องบำรุงรักษา
- วัสดุแม่พิมพ์: แม่พิมพ์สำหรับการหล่อตายมักทำจากเหล็กเครื่องมือคุณภาพสูง เช่น เหล็ก H13 ซึ่งออกแบบมาเพื่อต้านทานการเหนื่อยล้าจากความร้อนและการกัดเซาะจากระบบโลหะหลอมเหลว เกรดของเหล็กเฉพาะเจาะจงและการรักษาผิวหรือชั้นเคลือบที่จำเป็น จะขึ้นอยู่กับโลหะผสมที่ใช้หล่อ (เช่น อลูมิเนียม เทียบกับ สังกะสี) และปริมาณการผลิตที่คาดไว้ ซึ่งทั้งหมดนี้มีผลต่อต้นทุนวัสดุ
- จำนวนช่องแม่พิมพ์: สามารถออกแบบแม่พิมพ์ให้มีช่องเดียวเพื่อผลิตชิ้นส่วนหนึ่งชิ้นต่อรอบ หรือมีหลายช่องเพื่อผลิตชิ้นส่วนหลายชิ้นพร้อมกันได้ แม่พิมพ์แบบหลายช่องมีค่าใช้จ่ายเริ่มต้นที่สูงกว่ามาก แต่เพิ่มประสิทธิภาพการผลิตอย่างมากและลดต้นทุนต่อชิ้นลง ทำให้เหมาะสำหรับงานผลิตจำนวนมากเป็นพิเศษ
- ค่าความคลาดเคลื่อนและผิวสัมผัส ชิ้นส่วนที่ต้องการค่าความคลาดเคลื่อนทางมิติแคบมากหรือผิวสัมผัสหลังการหล่อที่มีคุณภาพสูง จำเป็นต้องใช้แม่พิมพ์ที่ถูกกลึงและขัดเงาอย่างแม่นยำ ระดับความแม่นยำนี้ต้องอาศัยเทคนิคการกลึงขั้นสูงและแรงงานที่มีทักษะ ซึ่งจะเพิ่มต้นทุนเครื่องมือโดยรวม
วิธีประมาณการต้นทุนการหล่อตาย
การคำนวณต้นทุนทั้งหมดของโครงการหล่อตายประกอบด้วยสองส่วนที่แตกต่างกัน: ต้นทุนเครื่องมือครั้งเดียว และต้นทุนต่อชิ้นที่เกิดขึ้นต่อเนื่อง ใบเสนอราคาอย่างเป็นทางการจากผู้ผลิตจะแยกองค์ประกอบเหล่านี้ไว้อย่างชัดเจน แม้ว่าเครื่องมือประมาณการออนไลน์จะให้แนวคิดเบื้องต้นได้ แต่การขอใบเสนอราคาอย่างเป็นทางการโดยอิงจากแบบออกแบบรายละเอียดจะจำเป็นต่อการวางแผนงบประมาณอย่างแม่นยำ
ตามการวิเคราะห์โดย Neway Precision ต้นทุนแม่พิมพ์เองประกอบด้วยหลายส่วนรวมกัน ได้แก่ ค่าออกแบบ ต้นทุนวัตถุดิบสำหรับเหล็กเครื่องมือ ต้นทุนการแปรรูปและผลิต (เช่น การกลึงด้วยเครื่อง CNC และการอบความร้อน) และค่าทดลองเดินเครื่อง ราคาต่อชิ้นจะคำนวณจากต้นทุนโลหะผสม เวลาไซเคิลบนเครื่องฉีดขึ้นรูป และงานรองเพิ่มเติมที่จำเป็น เช่น การตัดแต่ง การกลึง หรือการตกแต่งผิว
เพื่อรับใบเสนอราคาที่ถูกต้องและเชื่อถือได้สำหรับโครงการของคุณ ให้ทำตามขั้นตอนสำคัญเหล่านี้:
- จัดเตรียมไฟล์ CAD 3 มิติอย่างละเอียด: นี่คือเอกสารที่สำคัญที่สุด โมเดล 3 มิติของคุณควรอยู่ในรูปแบบสุดท้าย และสะท้อนเรขาคณิตที่แท้จริงของชิ้นส่วนที่คุณต้องการผลิต
- ระบุโลหะผสมวัสดุ: กำหนดชนิดโลหะผสมที่คุณต้องการอย่างชัดเจน (เช่น อลูมิเนียม A380 สังกะสีซามัก 3) การเลือกวัสดุมีผลโดยตรงต่อทั้งต้นทุนชิ้นส่วนและความต้องการของแม่พิมพ์
- กำหนดปริมาณการผลิต: ระบุการใช้งานโดยประมาณต่อปี (EAU) หรือปริมาณการใช้งานตลอดอายุการใช้งานที่คาดไว้สำหรับชิ้นส่วนนี้ ซึ่งจะช่วยให้ผู้ผลิตสามารถกำหนดกลยุทธ์แม่พิมพ์ที่เหมาะสมที่สุดได้ (เช่น แม่พิมพ์ห้องเดี่ยว หรือหลายห้อง)
- รายละเอียดข้อกำหนดด้านการตกแต่งและการควบคุมความคลาดเคลื่อน: ระบุขนาดที่สำคัญ ค่าความคลาดเคลื่อนที่ต้องการ พื้นผิวที่ต้องการ หรือขั้นตอนการแปรรูปเพิ่มเติม เช่น การพ่นผงเคลือบ (powder coating) หรือการออกซิเดชัน (anodizing)
- ขอใบเสนอราคาอย่างเป็นทางการ: ส่งเอกสารทางเทคนิคทั้งหมดของคุณไปยังผู้ผลิตแม่พิมพ์ฉีดโลหะที่มีคุณสมบัติเหมาะสมหลายราย เพื่อรับการแยกต้นทุนอย่างละเอียด
การเปรียบเทียบต้นทุนแม่พิมพ์: การหล่อตายเทียบกับกระบวนการอื่นๆ
การเลือกกระบวนการผลิตที่เหมาะสมนั้นขึ้นอยู่กับการถ่วงน้ำหนักระหว่างต้นทุนแม่พิมพ์ ต้นทุนต่อชิ้น และปริมาณการผลิต เป็นอย่างมาก การหล่อตายมีชื่อเสียงในเรื่องประสิทธิภาพเมื่อผลิตจำนวนมาก แต่ต้นทุนแม่พิมพ์เริ่มต้นที่สูงทำให้ไม่เหมาะกับการผลิตต้นแบบหรือการผลิตจำนวนน้อย การเข้าใจว่ากระบวนการนี้เปรียบเทียบกับกระบวนการแปรรูปโลหะทั่วไปอื่นๆ อย่างไร จึงเป็นสิ่งสำคัญในการตัดสินใจเพื่อให้เกิดประสิทธิภาพด้านต้นทุน
แม้ว่าการกลึงด้วยซีเอ็นซีจะไม่มีค่าใช้จ่ายเฉพาะสำหรับเครื่องมือ แต่ราคาต่อชิ้นยังคงสูงและค่อนข้างคงที่โดยไม่ขึ้นกับปริมาณ การทำให้มันเหมาะสำหรับต้นแบบและการผลิตจำนวนน้อย ตรงกันข้ามกัน การหล่อทรายมีค่าใช้จ่ายเครื่องมือน้อย แต่มีราคาต่อชิ้นสูงกว่าการหล่อตาย และผลิตชิ้นส่วนที่มีผิวเรียบหยาบกว่า ตามที่ผู้เชี่ยวชาญด้านการผลิตจาก Batesville Products อธิบายไว้ หัวใจสำคัญคือการหาจุดคุ้มทุน ซึ่งการลงทุนเริ่มต้นสูงสำหรับเครื่องมือการหล่อตายจะได้รับการชดเชยจากการประหยัดต่อชิ้นที่ผลิต
นี่คือการเปรียบเทียบทั่วไปของค่าใช้จ่ายเครื่องมือและการประยุกต์ใช้ที่เหมาะสมสำหรับแต่ละกระบวนการ:
| กระบวนการผลิต | ค่าใช้จ่ายเครื่องมือโดยทั่วไป | เหมาะที่สุดสำหรับปริมาณการผลิต | ต้นทุนต่อชิ้น (ในระดับการผลิตจำนวนมาก) |
|---|---|---|---|
| การหล่อ | $60,000 - $500,000+ | สูง (10,000 หน่วยขึ้นไป) | ต่ำมาก |
| การหล่อแบบแม่พิมพ์ถาวร | $10,000 - $90,000 | ปานกลาง (1,000 - 20,000 หน่วย) | ต่ำ |
| การหล่อทราย | $6,000 - $20,000 | ต่ํา (1 - 5,000 หน่วย) | ปานกลาง |
| การเจียร CNC | $0 | ต่ํามาก (1 - 100 หน่วย) | สูง |
คำถามที่พบบ่อย
1. การประชุม เครื่องมือทรายทรายราคาเท่าไหร่
เครื่องมือสําหรับการทรายทราย, มักเรียกว่ารูปแบบ, ราคาถูกกว่าเครื่องมือทรายทรายอย่างมาก. ค่าใช้จ่ายทั่วไปจะตั้งแต่ประมาณ 6,000 ถึง 20,000 ดอลลาร์ ขึ้นอยู่กับขนาดและความซับซ้อนของชิ้นส่วน ค่าเริ่มต้นที่ต่ํากว่านี้ทําให้การทรายเป็นตัวเลือกที่เหมาะสมสําหรับต้นแบบและการผลิตปริมาณน้อย
2. การใช้ ทําไมการท่อแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบ
ค่าใช้จ่ายสูงของการท่อแบบดับ เป็นต้นไปเพราะเครื่องมือ เครื่องพิมพ์ถูกนํามาใช้ในความร้อนและความดันอย่างมาก และต้องถูกสร้างจากเหล็กเครื่องมือที่มีคุณภาพสูง และแข็งแรง เพื่อทนต่อการผลิตหลายหมื่นรอบ การ ทํา เครื่อง กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กลั่น กล
3. การหล่อตายถูกกว่าการกลึงด้วยเครื่อง CNC หรือไม่
มันขึ้นอยู่กับปริมาณการผลิต สําหรับต้นแบบเดียวหรือชุดชิ้นส่วนเล็กมาก การแปรรูป CNC ราคาถูกกว่ามาก เพราะไม่ต้องการการลงทุนเครื่องมือ แต่เมื่อปริมาณการผลิตเพิ่มขึ้นเป็นพันๆ หม้อท่อเป็นราคาที่คุ้มค่ามากขึ้น ค่าเครื่องมือเริ่มต้นที่สูงกระจายไปทั่วหลายชิ้น ทําให้ค่าใช้จ่ายต่อชิ้นต่ํากว่าค่าใช้จ่ายต่อชิ้นที่คงที่สูงของเครื่องจักร CNC