 Small batches, high standards. Our rapid prototyping service makes validation faster and easier —
Small batches, high standards. Our rapid prototyping service makes validation faster and easier — 

What Is a Flux Core Welder? Start Welding Without Guesswork

What Is a Flux Core Welder?
A flux core welder is a wire-feed welding machine that uses tubular wire filled with flux. In many setups, that flux creates shielding during welding, so the machine can often run without a separate gas bottle. If you searched what is a flux core welder, that is the plain-English answer.
A flux core welder is a wire-feed welder that runs hollow flux-cored wire instead of solid wire, often allowing gasless welding with self-shielded wire.
- Machine type: Wire-feed welding machine
- Wire type: Hollow tubular wire with flux inside
- Best-known advantage: Often works well without an external shielding gas bottle
What a Flux Core Welder Is in Plain English
Think of it as a machine that feeds welding wire automatically through a gun while you weld. The big difference is the wire itself. Instead of a solid wire like standard MIG, flux core uses a hollow wire packed with flux. In everyday conversation, what is a flux welder usually means this kind of wire-feed setup. If you are also wondering what is flux core, it refers to that flux-filled tubular wire and the welding method built around it.
How the Machine Creates Shielding Without a Gas Bottle
When the arc heats the wire, the flux inside reacts and helps shield the molten weld pool from air contamination. That is why self-shielded flux core is popular for outdoor work and portable jobs. Welding references from UTI and AWS both describe FCAW as a wire-fed arc welding method that uses flux-filled wire for protection. So when people ask what is flux welding, they are usually asking about that shielding action and the process behind it.
Why People Mix Up the Welder and FCAW
Here is where beginners get tripped up. The welder is the machine. FCAW, or flux-cored arc welding, is the process the machine performs. That overlap is why searches like what is flux core welding and what is flux core welder often lead to the same conversation. The names sound interchangeable, but they are not exactly the same. That distinction matters even more when you start comparing dedicated flux-core units with MIG machines that can also run flux-cored wire.

Flux Core Welder vs FCAW Explained
The confusion starts because these terms sound like they mean the same thing, but they do not. One name points to equipment. The other points to the welding method. That distinction matters when you are trying to figure out whether you need a new machine, a different wire, or just a setup change.
Flux Core Welder vs FCAW Process
If you are asking what is fcaw welding, the short answer is simple. FCAW meaning is flux cored arc welding, which is the process name. A flux core welder is the machine used to perform that process. In technical terms, AWS describes FCAW as a semi-automatic or automatic arc welding process that uses a continuously fed consumable electrode filled with flux.
That is why manuals, classes, and welding charts often say FCAW, while online listings may simply say flux core welder. In casual conversation, people blur the two. In practice, it helps to separate them: the welder is the tool, and flux cored welding is the job that tool performs.
MIG Welder With Flux Core Wire vs Flux Core Only Units
Here is the buyer question behind most of the confusion. Some machines are built mainly for flux-cored wire, often self-shielded wire. Others are MIG-style wire-feed machines that can also run flux-cored wire if they support the right polarity and feeding parts. Guidance from Weldguru notes that many MIG welders can use flux-cored wire with changes such as polarity and drive-roll setup. That is why people search mig flux core or use the phrase flux core mig welder.
A dedicated flux-core-only unit is usually simpler. A compatible MIG machine is more flexible because it may switch between solid wire with gas and flux-cored wire without needing a second welder. The wire still feeds through a gun in both cases. What changes is the wire type, shielding method, and machine setup.
| Machine type | Shielding approach | Wire type | Flexibility | Common use case |
|---|---|---|---|---|
| Flux-core-only unit | Usually self-shielded from wire flux | Flux-cored tubular wire | Lower | Outdoor repair and portable work |
| MIG welder in MIG mode | External shielding gas | Solid wire | Medium | Indoor fabrication and cleaner welds |
| Compatible MIG welder in flux-core mode | Depends on wire, often self-shielded | Flux-cored tubular wire | Higher | Users who want one wire-feed machine for multiple setups |
| Multiprocess machine | Depends on selected process | Depends on mode | Highest | Shops or hobby users needing several welding options |
Where Multiprocess Machines Fit
Multiprocess machines add another layer. They do not create a new process. They simply give one power source the ability to switch among wire-feed welding and other methods, often stick and sometimes TIG. So if you already own one, the real question is not what the front panel says. It is whether the machine supports flux cored welding with the correct polarity, wire path, and consumables.
Those details matter more than marketing labels. A machine can be compatible on paper but frustrating in real use if the drive system or terminals are not set correctly. That is where the actual parts of the machine start to matter, especially the components that guide, grip, and energize the wire.
Flux Core Welding Machine Parts and Wire Basics
The parts that guide, grip, and energize the wire deserve most of your attention. On a flux core welding machine, a clean setup usually comes down to a few key components working together instead of fighting each other.
Main Parts of a Flux Core Welding Machine
The overall layout is much like any wire-feed welder. A basic parts guide from Arccaptain highlights the same core system found on many wire machines: power source, wire feeder, gun, and ground clamp.
- Power source: Creates the welding current.
- Gun and trigger: The gun directs the wire, and the trigger starts wire feed and welding output.
- Cable and liner: The cable carries power, while the liner guides the wire from feeder to gun.
- Ground clamp: Connects the workpiece and completes the electrical circuit.
- Wire spool and feeder: The spool holds the electrode, and the drive rolls push it forward.
- Contact tip: Guides the wire at the end of the gun and transfers current to it.
- Polarity terminals: Let you connect the machine for the wire being used.
- Nozzle or diffuser: May be present on some setups, especially where shielding gas is involved.
Choosing the Right Flux Core Wire and Contact Tip
If you are asking what is flux core wire, it is a hollow tubular electrode filled with flux. Some flux core welding wire is self-shielded, so it makes its own protective gas. Other types are gas-shielded and still need external gas. Shoppers also run into scrambled search terms like wire flux core, flux core mig wire, or welding wire flux core, but the buying decision is really about shielding type, wire diameter, and machine compatibility.
The contact tip matters more than many beginners realize. The Fabricator explains that the tip has two jobs: guide the wire and transfer welding current. That same source notes tubular wires generally feed best with standard or slightly oversized tips, because a tip that is too tight can increase feeding force, buckling, and burnback. A tip that is too loose can let the wire wander and make the arc less stable.
Spool compatibility matters too. Use a spool style your machine is designed to carry and feed smoothly. Smaller spools tend to give wire more cast than bulk packages, which can affect how easily the wire passes through the tip and liner.
Drive Rolls Polarity and Feed System Basics
Miller notes that self-shielded flux core wire is softer than solid wire, which is why knurled drive rolls are commonly recommended. They grip the wire without crushing and deforming it as easily as standard rolls can. The same guidance points out that self-shielded flux-cored welding commonly uses DC electrode negative, with polarity connections often located near the drive rolls inside the machine. Still, always confirm polarity on the wire label or machine chart, especially when switching between self-shielded and gas-shielded flux core welding wire.
When the spool, rolls, liner, tip, and polarity all match, the machine starts behaving predictably. That is the moment the arc itself becomes easier to understand, because every pull of the trigger sets the same chain of events in motion.
How Flux Core Welding Works
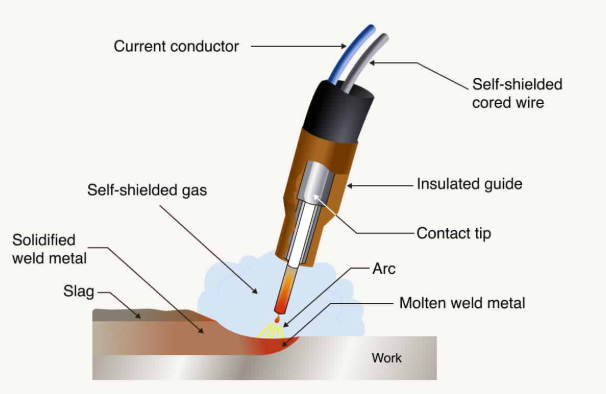
Pull the trigger on a properly loaded wire-feed machine and the sequence happens fast. The wire moves through the gun, current energizes it, and an arc forms between the wire and the workpiece. That arc melts the tubular wire and the base metal at the same time, creating the weld pool. In flux core arc welding, the flux packed inside the wire reacts under heat and helps protect that molten pool from the surrounding air. That is the basic reason flux core welding can often be done without a separate gas bottle.
What Happens When the Arc Starts
A simple fcaw welding definition is wire-fed arc welding that uses a flux-filled tubular electrode. The phrase flux cored arc points to the arc created as that wire is continuously consumed. Guidance from Earlbeck breaks the process into two main versions, but the core action stays the same in both: feed wire, create arc, melt metal, shield the puddle, then let the bead cool under slag.
Self Shielded vs Gas Shielded Flux Cored Welding
The biggest difference is where the shielding comes from. Self-shielded FCAW-S uses flux inside the wire to generate the shielding needed at the weld, which is why gasless flux core is popular outdoors and in windy conditions. Gas-shielded FCAW-G, often called dual-shielded, still uses flux-cored wire but adds external shielding gas for a smoother arc, less spatter, and cleaner-looking welds in controlled environments. Both still belong to the same flux cored fcaw family because both rely on flux-cored wire and the same basic wire-feed arc process.
| Type | Shielding method | Outdoor suitability | Cleanup needs | Typical penetration |
|---|---|---|---|---|
| Self-shielded FCAW-S | Flux in the wire creates shielding | Strong choice for outdoor work | More spatter and slag removal | Good penetration |
| Gas-shielded FCAW-G | Flux in the wire plus external gas | Less ideal in wind | Less spatter, but slag still needs cleanup | Good penetration with smoother puddle control |
Why Slag Forms and What It Means
Slag is not just leftover debris. Unimig describes it as a non-metallic byproduct that forms when the melted flux rises and hardens over the weld. That layer helps protect the bead while it cools, and it can help the weld hold shape as it solidifies. The tradeoff is cleanup. If slag is not removed, especially between passes, it can get trapped in the weld and create defects.
The welder is the machine. FCAW is the process it performs.
That chain of events explains why setup details matter so much. Wire type, polarity, and contact tip size do not just affect feeding. They change how the arc behaves, how the puddle looks, and how easy it is to judge the first bead you lay down.
How to Flux Core Weld Your First Bead
The parts only matter if they are set up in the right order. For anyone new to a flux core welder, a repeatable first-use routine saves time, wire, and frustration. If you came here for flux core welding for beginners, or even searched flux core welding for dummies, keep it simple: confirm the machine can run flux-cored wire, load the wire correctly, use the chart or manual for a starting point, and test on scrap before touching the real job. That is the safest way to approach welding with a wire feed welder.
- Work in a dry, well-ventilated area and keep flammables away.
- Wear a welding helmet, safety glasses, gloves, long sleeves, full-length cuffless pants, and leather boots.
- Keep a fire extinguisher nearby.
- Do not weld painted or galvanized metal.
- Clean the joint area and the spot where the ground clamp will attach.
Loading Flux Core Wire the Right Way
Machine setup starts with the wire path. Guidance from Miller and Lowe's shows why this matters: flux-cored wire is softer than solid wire, so the correct drive roll and careful tension make feeding smoother.
- With the machine off, confirm it is compatible with flux-cored wire and check the manual for the correct wire size, contact tip, and any nozzle parts.
- Inspect the cable, liner, contact tip, and wire. Replace worn consumables, and do not use rusty wire.
- Install the recommended drive roll. For self-shielded flux-cored wire, a knurled drive roll is commonly used.
- Load the spool and thread the wire through the feeder and liner, then feed it through the gun.
- Install the matching contact tip and trim the wire to the recommended stickout. Lowe's lists typical flux-core stickout at 3/4 inch to 1 inch.
- Set the machine from the manual or the flux core welding settings chart on the door panel. Use those settings as a starting point, not a final answer.
Checking Polarity Grounding and Feed Tension
This is where many rough first welds begin. Flux core welding polarity must match the wire you are using. For many self-shielded mild steel wires, Miller notes DC electrode negative, but always verify the wire label and your machine manual before welding.
Feed tension needs the same no-guesswork approach. Too much tension can flatten the wire. Too little can make it slip and feed erratically. A practical method from Hobart Brothers is to start with light drive-roll tension, feed the wire into the palm of a welding glove, then increase tension until slipping stops and add about a half turn more. Finish by attaching the ground clamp to clean bare metal as close to the weld area as possible.
Making a Test Weld and Reading the Bead
If you want to know how to flux core weld without wasting material, make a short test bead on scrap that matches the job as closely as possible. Both Miller and Lowe's recommend using chart settings as rough guides and fine-tuning after test welds. Listen for a steady arc, watch for smooth wire feeding, and look for a bead that tracks evenly without obvious burn-through, stubbing, or excessive spatter.
Make only one adjustment at a time. Small changes to wire-feed speed, heat range, or gun distance tell you far more than random knob twisting. Those early flux core welding tips matter because a machine can be set correctly on paper and still weld poorly if the clamp contact, tension, or polarity is off. And once the arc starts behaving, the challenge shifts from setup to hand control, which is where technique makes all the visible difference.

Flux Core Welding Techniques for Better Beads
A machine can be loaded correctly and still produce rough beads. With flux-cored welding, hand control does a lot of the visible work. Small changes in stickout, travel angle, and pace can turn messy practice runs into solid results. Most effective flux core welding techniques are not dramatic. They are simple habits repeated the same way every pass.
Core Flux Core Welding Techniques That Matter Most
Miller recommends a drag technique for flux-cored welding, with a normal travel angle of about 5 to 15 degrees under standard conditions. The same guide notes a typical stickout of around 3/4 inch for flux-cored wire. Bernard adds that too much gun-to-work distance and slow wire feed can contribute to burnback, while feed problems can also extinguish the arc early.
- Keep a consistent stickout instead of drifting closer and farther from the joint.
- Drag the puddle rather than pushing it. The shop rule is easy to remember: if there is slag, you drag.
- Use a modest gun angle. Miller notes that excessive angle can increase spatter, reduce penetration, and create arc instability.
- Hold a steady travel speed so the puddle does not get ahead of the arc and trap slag.
- Clean thoroughly between passes with a chipping hammer, wire brush, or grinder.
These basics apply whether you call them flux core mig welding tips or simply welding with flux core wire. Smooth, repeatable motion matters more than trying to weld fast.
How to Improve Spatter Penetration and Bead Shape
Bead shape usually tells you what changed. Bernard notes that excessive voltage for the wire feed setting can cause worm tracking, while low heat input can contribute to slag inclusions. Miller also points out that a slight side-to-side motion and a brief pause at the sides can help fill a wider joint and avoid undercut when weaving is needed.
- Too much spatter: Check for excessive gun angle and confirm your settings match the wire and material.
- Shallow penetration: Verify heat input, avoid outrunning the puddle, and keep the arc on the trailing edge.
- Undercut at the toes: If you weave, pause slightly at each side so the weld metal can fill the edges.
- Arc keeps cutting out: Look for burnback, birdnesting, liner issues, or poor drive-roll tension before blaming the machine.
That kind of symptom-based reading is what turns random practice into usable flux wire welding techniques.
Simple Adjustments That Lead to Good Flux Core Welds
- Make one change at a time. Use the machine chart as a starting point, then tune gradually instead of twisting knobs at random.
- If the wire burns back into the tip, inspect wire feed speed and gun distance first.
- If feeding feels erratic, check the liner, contact tip, and drive-roll tension.
- When making multi-pass welds, leave room for the next pass and remove all slag before continuing.
Good flux core welds usually come from repeatable habits: same stickout, same drag angle, same pace, same cleanup. Handling the flux core weld wire smoothly helps create more predictable bead shape, less guesswork, and more good flux core welds. That consistency also makes the process easier to judge for real-world jobs, because not every material, location, or finish requirement plays to its strengths.
What Is a Flux Welder Good For?
Job fit matters as much as setup. If you are asking what is a flux welder good for or what is flux core welding used for, the short answer is this: flux-cored welding shines when you need wire-fed speed, solid penetration, and a process that keeps working outside. AWS highlights FCAW for structural steel, bridges, shipbuilding, pipelines, and heavy equipment repair, while Miller points to self-shielded flux-cored welding as an ideal outdoor process that is more forgiving on somewhat rusty or dirty material. So, are flux core welds good? Yes, when the job matches the process.
Best Uses for a Flux Core Welder
For many users, the biggest win is gasless flux core welding. Self-shielded wire removes the need to carry a gas bottle, which makes portable repair work simpler. The process is also valued for high deposition and deep penetration on heavier sections, not just quick tack work.
- Outdoor welding: Flux inside the wire provides shielding, so wind is less of a problem than it is with gas-only wire processes.
- Repair and heavy-duty fabrication: AWS lists structural steel, bridges, shipbuilding, pipelines, and heavy equipment repair among common FCAW applications.
- Thicker mild steel: The process is well suited to applications that benefit from deeper penetration and faster metal deposition.
- Less-than-perfect surfaces: Miller notes it is more tolerant of somewhat rusty, dirty, or contaminated material than traditional MIG.
When Flux Core Is Not the Best Choice
It is not the automatic best answer for every project. Miller notes that flux-cored welds leave slag that must be chipped off and are often less visually refined than MIG, which is why many operators choose MIG indoors when cleanup and appearance matter. Thin metal can also get tricky faster, since burn-through becomes more of a concern and technique has to be tighter.
The same pattern shows up with stainless. Weldguru notes that self-shielded flux core stainless steel work is possible for small structural welds, but it is not the cleanest-looking option and is a poor match for finish-sensitive jobs. Searches like flux core welding aluminum or can you weld aluminum with flux core often come from the same assumption that one wire setup covers every metal. The sources here point much more clearly to mild steel and some stainless applications as the process's comfort zone.
How to Decide Based on Material Location and Finish Needs
- Material thickness: Heavier steel generally suits FCAW better than delicate sheet where heat control is less forgiving.
- Work environment: Outside or in the field, self-shielded flux core has a clear advantage.
- Cleanup tolerance: If chipping slag and managing spatter sounds like a nuisance, a cleaner indoor process may fit better.
- Finish expectations: If the final bead must look clean with minimal post-weld work, flux core is often not the first pick.
- Metal type: Match the wire to the material. Stainless requires the proper stainless flux-cored wire, not a mild-steel assumption.
That framework makes the answer practical instead of abstract. A flux core welder is a strong choice for outdoor steel work, repair, and heavier fabrication. It is a weaker fit for thin, appearance-driven projects. Seen that way, the real question is not whether flux core is good or bad. It is which process gives you the fewest compromises for the material in front of you.
Flux Core vs MIG, Stick, and TIG
Choosing a welding process gets easier when you stop asking which one is best in general and start asking what the job actually needs. Most flux core vs mig decisions come down to four things: where you will weld, how clean the finished bead needs to look, how thick the steel is, and how much setup you want to carry around. A broad comparison from ESAB and a practical field guide from Arccaptain line up on the big picture: MIG and flux core are both fast wire-fed methods, stick is rugged outdoors, and TIG offers the most control and best appearance but takes the most skill and time.
Flux Core vs MIG for Everyday Buying Decisions
For many beginners, mig or flux core welding feels like choosing between two versions of the same machine. That impression is partly true and partly misleading. Both are wire-feed methods, and many MIG-style machines can run flux-cored wire. But mig welding vs fcaw is not just a wire swap. MIG uses external shielding gas, which helps produce cleaner welds with less slag and less post-weld cleanup. Flux-cored arc welding uses tubular wire with flux inside. In self-shielded mode, it often skips the gas bottle and handles wind much better.
That is why the phrase flux core mig shows up so often in searches. People are usually talking about a MIG-type wire feeder set up for FCAW. Likewise, mig welding with flux core wire is common shop language, but technically it is still flux-cored welding, not standard gas-shielded MIG. Searches for welding mig gasless usually point to that same self-shielded setup.
| Process | Shielding method | Outdoor performance | Cleanup | Portability | Learning curve | Thin-metal control | Speed | Typical use |
|---|---|---|---|---|---|---|---|---|
| Flux core, self-shielded FCAW | Flux in the wire, no separate gas bottle | Very good in wind | More smoke, spatter, and slag | High | Beginner to intermediate | Fair on thin metal, stronger on medium to thick steel | Fast | Outdoor repair, heavier steel, field work |
| MIG, GMAW | External shielding gas required | Poor in windy conditions | Cleaner welds, less slag | Moderate | Beginner-friendly | Better control on thinner material | Fast | Indoor fabrication, garage work, cleaner finished welds |
| Stick, SMAW | Flux-coated rod creates shielding | Very good outdoors | More slag and cleanup | High | Beginner-friendly to moderate | Less ideal for thin sheet | Moderate | Repair work, dirty or rusty steel, farm and site work |
| TIG, GTAW | External inert gas required | Sensitive to wind | Very clean | Moderate to high | Hardest to learn | Best control on thin metal | Slow | Precision work, stainless, aluminum, appearance-critical welds |
How Flux Core Compares With Stick and TIG
The smaw vs fcaw comparison is especially useful for outdoor steel work. Both handle rough environments better than MIG or TIG. The difference is feeding style. Stick uses short consumable rods and stops each time a rod runs out. FCAW feeds continuously, so it is usually faster and keeps the puddle moving with fewer interruptions. Stick remains a strong choice when surfaces are dirty or simplicity matters most.
TIG sits on the opposite end of the spectrum. ESAB describes TIG as slower and harder to master, but it produces the best-looking welds and gives the most precise control. If appearance, cleanliness, or thin-metal finesse matters more than speed, TIG is usually the better answer. If the job is outdoor steel repair or thicker material, flux core makes far more practical sense.
Pick flux core for portable outdoor steel work, MIG for cleaner indoor fabrication, stick for rough repair, and TIG for precision and finish.
Self Shielded vs Gas Shielded FCAW at a Glance
Inside the FCAW family, the next choice is shielding style. Earlbeck notes that self-shielded FCAW is built for fieldwork and wind, while dual-shielded FCAW combines flux-cored wire with external gas for cleaner welds, better puddle control, and less spatter in indoor fabrication settings.
| FCAW type | Shielding approach | Best location | Cleanup and appearance | Best fit |
|---|---|---|---|---|
| Self-shielded FCAW-S | Flux-generated shielding only | Outdoors, field work, windy areas | More slag and spatter, rougher appearance | Portable repair and structural steel work |
| Gas-shielded FCAW-G | Flux-cored wire plus external gas | Indoors or controlled shop conditions | Cleaner bead, less spatter, better puddle control | Fabrication shops and heavier production-style work |
That comparison narrows the choice fast, but it does not prevent problems by itself. Two welders can pick the right process and still get very different results if polarity, wire feed, travel speed, or consumables are off. Those symptoms tell their own story once the arc starts misbehaving.

Flux Core Welding Troubleshooting and Scaling Up
Most flux cored arc welding equipment gives you warning signs before a weld completely falls apart. The bead gets rough, the wire stutters, slag starts hiding in the joint, or thin steel burns away faster than expected. That is useful, because a portable flux welder or small fcaw welding machine usually is not failing at random. Practical guidance from Bernard and Hobart Brothers points back to the same handful of causes: parameters outside the recommended range, poor wire feeding, weak cleanup between passes, or technique that drifts during the weld.
Common Flux Core Welding Problems and Fixes
| Symptom | Likely cause | First fix |
|---|---|---|
| Excessive spatter | Settings or technique drifting outside the wire maker's recommended range | Return to recommended parameters and steady your drag technique |
| Worm tracking | Excessive voltage for the wire feed setting and amperage | Reduce voltage in 0.5 volt increments until it clears |
| Poor penetration | Insufficient heat input, fast travel, or poor joint access | Increase heat input within the wire maker's range and improve joint preparation |
| Slag inclusions | Incorrect bead placement, incorrect travel angle, low heat input, or poor interpass cleaning | Clean between passes, adjust drag angle, and leave room for additional passes |
| Burn-through on thin material | Excessive heat input | Lower voltage range, reduce wire feed speed, and increase travel speed |
| Erratic wire feeding | Birdnesting, wrong drive rolls, too much tension, or a blocked or wrong liner | Clear the wire, reset tension, use knurled V-groove rolls, and inspect the liner |
| Polarity mistake after a wire change | Machine setup no longer matches the wire in use | Stop and confirm the wire label and machine manual before changing more settings |
Signs the Issue Is Setup Technique or Consumables
Patterns matter in flux welding. If the trouble starts right after you load a new spool, replace a tip, or rethread the gun, look at consumables and feed parts first. Bernard and Hobart both trace birdnesting to wrong drive rolls, excess drive-roll tension, liner blockage, poor liner trimming, or the wrong liner size. Burnback usually points to slow wire feed or holding the gun too close to the work. Both sources also keep that contact-tip-to-work distance to about 1 1/4 inches or less.
- If the wire tangles at the feeder, suspect the drive system before blaming the machine.
- If defects show up between passes, suspect slag cleanup and bead placement.
- If the bead changes shape along one pass, your angle or travel speed is probably changing with it.
- If you see a rough bead plus visible pores, clean the base metal again and remove rust, oil, paint, moisture, and dirt.
When to Move From Shop Welding to Production Support
A handheld machine still makes plenty of sense for repair work, outdoor steel jobs, prototyping, and low-volume fabrication. Larger shop-based flux core welders also fit maintenance and structural work well. The equation changes when every part must match the last one, every weld needs traceability, and throughput matters as much as bead quality. JR Automation describes automotive joining as a repeatability-driven environment where automated systems support data-backed quality at scale.
That is where the fcaw welding process stops being just a shop skill and becomes a production-system decision. For repeatable chassis parts or other high-volume assemblies, manufacturers often move beyond manual or semi-automatic fluxcore welding and evaluate a specialist partner with robotic lines and formal quality control. One example is Shaoyi Metal Technology, which supports custom welding for steel, aluminum, and other metals through robotic welding lines and an IATF 16949 certified quality system. For basic repair, a flux-core setup is often enough. For repeatable production, the smarter move is usually the one that reduces variation before it starts.
Use a flux welder for repair and fabrication. Use automation or a specialist partner when repeatability becomes the real job.
Frequently Asked Questions About Flux Core Welders
1. Is a flux core welder the same as FCAW?
No. A flux core welder is the machine or wire-feed setup, while FCAW, or flux-cored arc welding, is the welding process itself. The difference matters because one machine may be built mainly for flux core, while another may be a MIG or multiprocess unit that can perform FCAW only after the correct wire, polarity, and feed parts are installed.
2. Do flux core welders always work without gas?
Not always. Many small and portable units are used with self-shielded wire, which creates its own shielding and does not need a gas bottle. But some flux-cored wires are gas-shielded, so whether you need gas depends on the wire type you load, not just the name of the welder.
3. Can a MIG welder run flux core wire?
Often yes, if the machine is compatible with flux-cored wire and can be configured correctly. That usually means checking polarity, drive rolls, contact tip size, and the wire path before welding. When a MIG-style machine uses flux-cored wire, it is performing FCAW rather than standard gas-shielded MIG welding.
4. What is a flux core welder best used for, and is it beginner-friendly?
Flux core welders are especially useful for outdoor repair, maintenance, and thicker steel work where wind makes gas-shielded welding harder to manage. Many beginners like them because the wire feeds continuously and setup can be simple with self-shielded wire. The tradeoff is that new users still need to manage slag, spatter, and steady hand control to get clean results.
5. When is a flux core welder enough, and when should a manufacturer use automated welding support?
A handheld or shop-based flux core welder is usually enough for repair work, prototypes, and low-volume fabrication. Once a company needs repeatable parts, tighter consistency, and traceable quality across larger runs, automated welding becomes a better fit. For automotive chassis parts, manufacturers may turn to specialized partners such as Shaoyi Metal Technology, which offers robotic welding lines and an IATF 16949 certified quality system for precision production.