 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

สิ่งที่ไม่มีใครบอกคุณเกี่ยวกับต้นทุนและระยะเวลาในการให้บริการงานกลึง

ทำความเข้าใจเกี่ยวกับการให้บริการด้านการกลึง และเหตุใดจึงมีความสำคัญ
คุณเคยสงสัยหรือไม่ว่า ทำไมผู้ผลิตบางรายจึงลงทุนหลายล้านบาทในอุปกรณ์ ขณะที่ผู้ผลิตรายอื่นสามารถผลิตชิ้นส่วนที่เหมือนกันได้โดยไม่ต้องเป็นเจ้าของเครื่องจักรแม้แต่เครื่องเดียว? คำตอบอยู่ที่การให้บริการด้านการกลึง (service machining) — ซึ่งเป็นแนวทางเชิงกลยุทธ์ที่กำลังเปลี่ยนแปลงวิธีคิดของธุรกิจเกี่ยวกับกระบวนการผลิต
การให้บริการด้านการกลึงหมายถึงอะไร สำหรับผู้ผลิต
การให้บริการด้านการกลึง หมายถึง การจ้างงานด้านการผลิตที่มีความแม่นยำสูงออกภายนอก ไปยังสถาน facility ภายนอกเฉพาะทางที่ติดตั้งเทคโนโลยี CNC ขั้นสูง แทนที่จะซื้อเครื่องจักรราคาแพงและจ้างช่างผู้มีทักษะ บริษัทต่างๆ จะร่วมมือกับผู้ให้บริการด้านการกลึงที่เชี่ยวชาญ ซึ่งจะดำเนินการผลิตทั้งหมดตั้งแต่ต้นจนจบ
ลองคิดแบบนี้ดู: คุณต้องการชิ้นส่วนที่มีความแม่นยำสูง แต่คุณไม่จำเป็นต้องเป็นเจ้าของโรงงานเองก็ได้ ตามรายงานการวิจัยอุตสาหกรรมจาก Technavio ตลาดบริการกลึงเครื่องจักร (machining services) มีแนวโน้มเติบโตเพิ่มขึ้น 17.4 พันล้านดอลลาร์สหรัฐฯ ระหว่างปี 2023 ถึง 2028 โดยมีอัตราการเติบโตเฉลี่ยต่อปี (CAGR) อยู่ที่ 4.5% การเติบโตนี้สะท้อนถึงการเปลี่ยนแปลงเชิงกลยุทธ์พื้นฐานในภาคการผลิต — บริษัทต่างๆ ตระหนักมากขึ้นว่า ผู้ร่วมงานภายนอกสามารถส่งมอบผลลัพธ์ที่เหนือกว่าโดยไม่ต้องแบกรับภาระจากการลงทุนด้านเงินทุน
เมื่อคุณค้นหาคำว่า "ร้านกลึง CNC ใกล้ฉัน" หรือสำรวจบริการกลึงความแม่นยำด้วยเครื่อง CNC คุณกำลังมองหาผู้ให้บริการเฉพาะทางเหล่านี้อยู่โดยแท้จริง ไม่ว่าคุณจะเป็นสตาร์ทอัพที่กำลังสร้างต้นแบบผลิตภัณฑ์ชิ้นแรก หรือผู้ผลิตที่มีชื่อเสียงแล้วและกำลังขยายกำลังการผลิต ผู้ให้บริการเหล่านี้ก็สามารถมอบผลลัพธ์ที่มีคุณภาพสูงเทียบเท่ากับการดำเนินงานภายในองค์กรของคุณ
ความแตกต่างหลักระหว่างการกลึงแบบจ้างภายนอกกับการกลึงภายในองค์กร
ความแตกต่างระหว่างแนวทางเหล่านี้ขึ้นอยู่กับการเป็นเจ้าของและความรับผิดชอบ โดยการกลึงชิ้นส่วนภายในองค์กร คุณจะต้องรับภาระทั้งหมดเกี่ยวกับการจัดซื้อเครื่องจักร การวางแผนการบำรุงรักษา การฝึกอบรมผู้ปฏิบัติงาน และการรับรองคุณภาพ ในขณะที่ผู้ให้บริการภายนอกจะรับภาระเหล่านี้ทั้งหมดแทนคุณ
พิจารณาสิ่งที่การดำเนินงานภายในองค์กรต้องการจริง ๆ:
- เงินลงทุนครั้งแรกจำนวนมาก สำหรับเครื่องจักร CNC ซึ่งมีราคาตั้งแต่หลายหมื่นดอลลาร์สหรัฐฯ ไปจนถึงหลายล้านดอลลาร์สหรัฐฯ
- ต้นทุนการบำรุงรักษาอย่างต่อเนื่อง ซึ่งเพิ่มขึ้นเรื่อย ๆ ตามระยะเวลาและต้องอาศัยช่างเทคนิคเฉพาะทาง
- ผู้ปฏิบัติงานที่มีทักษะสูง ซึ่งได้รับค่าจ้างสูงและจำเป็นต้องได้รับการฝึกอบรมอย่างต่อเนื่อง
- การรับรองคุณภาพ เช่น มาตรฐาน ISO 9001 ซึ่งต้องมีการจัดทำเอกสารอย่างเข้มงวดและการตรวจสอบอย่างสม่ำเสมอ
การให้บริการกลึงชิ้นส่วนแบบจ้างภายนอกจะช่วยขจัดข้อกำหนดเหล่านี้ทั้งหมด ร้านกลึงชิ้นส่วนโจเซ (Jose Machine Shop) หรือผู้ให้บริการที่มีคุณสมบัติเหมาะสมอื่นใด ได้ลงทุนในสิ่งเหล่านี้ไว้แล้ว พวกเขาดูแลรักษาเครื่องจักรรุ่นล่าสุด จ้างช่างกลึงที่มีประสบการณ์ และถือครองใบรับรองที่อุตสาหกรรมของคุณต้องการ คุณเพียงแค่ใช้ศักยภาพของพวกเขาเมื่อมีความจำเป็น
เหตุใดธุรกิจในหลากหลายอุตสาหกรรม ตั้งแต่การบินและอวกาศไปจนถึงอุปกรณ์ทางการแพทย์ จึงพึ่งพาผู้ให้บริการกลึงภายนอก? ข้อเสนอคุณค่าที่นำเสนอชัดเจนมาก บริการกลึงความแม่นยำสูงช่วยให้คุณเข้าถึงเครื่องจักร CNC แบบหลายแกน เครื่องปฏิบัติการที่มีประสบการณ์ และระบบควบคุมคุณภาพที่ได้รับการยืนยันแล้ว โดยไม่จำเป็นต้องลงทุนเงินทุนหมุนเวียนจำนวนมาก โรงงานกลึงหลายแห่งในแคลิฟอร์เนียและศูนย์การผลิตอื่นๆ มีความเชี่ยวชาญเฉพาะด้านอุตสาหกรรมบางประเภท ซึ่งมอบความรู้เชิงลึกที่จะใช้เวลานานหลายปีกว่าจะสามารถพัฒนาขึ้นได้ภายในองค์กร
ความยืดหยุ่นนี้มีคุณค่าอย่างยิ่งเมื่อข้อกำหนดของโครงการเปลี่ยนแปลงไป แทนที่จะต้องคงเครื่องจักรไว้โดยไม่ใช้งานในช่วงที่ความต้องการลดลง หรือเร่งรีบเพิ่มกำลังการผลิตในช่วงที่ความต้องการพุ่งสูงขึ้น การจ้างงานภายนอกช่วยให้คุณปรับระดับการผลิตได้อย่างราบรื่น นี่คือข้อได้เปรียบเชิงกลยุทธ์ที่ทำให้คุณสามารถมุ่งเน้นไปที่สิ่งที่คุณทำได้ดีที่สุด นั่นคือ การออกแบบผลิตภัณฑ์ การให้บริการลูกค้า และการขยายธุรกิจของคุณ 
ประเภทของกระบวนการกลึง CNC และการประยุกต์ใช้งาน
เมื่อคุณร่วมมือกับผู้ให้บริการงานกลึงและไส่ (service machining provider) คุณจะไม่ได้รับเพียงแค่การเข้าถึงเครื่องจักรเท่านั้น แต่ยังหมายถึงการเข้าถึงชุดเครื่องมือการผลิตที่หลากหลายอีกด้วย อย่างไรก็ตาม ความท้าทายที่เกิดขึ้นคือ คุณจะทราบได้อย่างไรว่ากระบวนการใดเหมาะสมกับโครงการของคุณ? การเข้าใจความแตกต่างระหว่างการกัด (milling) การกลึง (turning) และเทคนิคพิเศษอื่นๆ จะช่วยให้คุณสื่อสารกับผู้ให้บริการงานกลึงและไส่ของคุณได้อย่างมีประสิทธิภาพ และตัดสินใจอย่างรอบรู้เกี่ยวกับชิ้นส่วนของคุณ
อธิบายการกัดด้วยเครื่อง CNC
ลองนึกภาพเครื่องมือตัดที่หมุนอยู่ กำลังเคลื่อนที่ผ่านชิ้นงานที่คงที่ โดยค่อยๆ ตัดวัสดุออกทีละชั้น นั่นคือการทำงานของเครื่องกัดแบบ CNC ซึ่งแตกต่างจากกระบวนการอื่นที่ชิ้นงานเป็นตัวหมุนเอง การกัดจะคงตำแหน่งชิ้นงานไว้คงที่ ในขณะที่เครื่องมือตัดแบบหลายจุด (multi-point cutting tools) ทำหน้าที่ตัดวัสดุในหลายแกนพร้อมกัน
วิธีการนี้เหมาะอย่างยิ่งสำหรับการสร้างรูปร่างสามมิติที่ซับซ้อน ซึ่งไม่สามารถทำได้ด้วยวิธีการที่เรียบง่ายกว่า ตามผลการวิจัยด้านการผลิตของบริษัท 3ERP เครื่องกัดสามารถทำงานได้ทั้งแบบ 3, 4 หรือ 5 แกน โดยแต่ละแกนเพิ่มเติมจะเปิดโอกาสให้สามารถสร้างรูปทรงเรขาคณิตที่ซับซ้อนยิ่งขึ้น
อะไรทำให้การกัด (milling) มีความหลากหลายเป็นพิเศษ? ลองพิจารณาการใช้งานทั่วไปต่อไปนี้:
- พื้นผิวเรียบและด้านหน้า — การกัดผิวหน้า (face milling) สร้างระนาบแนวนอนที่แม่นยำบนผิวด้านบนของชิ้นงาน
- ร่องและโพรง — การกัดร่องลึก (pocket milling) ขจัดวัสดุออกจากส่วนภายใน เพื่อสร้างลักษณะเว้าหรือร่องลึก
- ร่องและร่องหยัก (Slots and grooves) — การกัดแบบรอบขอบ (peripheral milling) ตัดร่องตามขอบชิ้นงานด้วยความลึกที่ควบคุมได้
- รูปร่างโค้ง 3 มิติที่ซับซ้อน — เครื่องมือกัดปลายทรงกลม (ball-nose end mills) ใช้ตัดตามเส้นโค้งธรรมชาติสำหรับแม่พิมพ์และต้นแบบ
- ลักษณะที่เอียง (Angled features) — เครื่องมือกัดขอบเอียง (chamfer mills) และการดำเนินการเชิงมุม สร้างขอบที่เอียงหรือขอบเบี่ยง (beveled edges)
เมื่อคุณกำลังสำรวจบริการเครื่องจักร CNC แบบ 5 แกน (5 axis cnc machining services) คุณกำลังมองหาความสามารถในการกัดที่ล้ำสมัยที่สุดเท่าที่มีอยู่ เครื่องจักรเหล่านี้สามารถเอียงตัวเครื่องมือหรือโต๊ะทำงาน เพื่อเข้าถึงพื้นผิวที่ซ้อนทับกัน (undercuts) และพื้นผิวที่ซับซ้อนได้ในหนึ่งการตั้งค่าเดียว สำหรับงานเครื่องจักร CNC ชิ้นส่วนขนาดใหญ่ หรือชิ้นส่วนอากาศยานที่มีความซับซ้อนสูง ผู้ให้บริการ CNC แบบ 5 แกนจะมอบความแม่นยำที่การตั้งค่าแบบง่ายกว่านั้นไม่สามารถเทียบเคียงได้
เมื่อการกลึง (Turning) ให้ผลลัพธ์ที่เหนือกว่าการกัด (Milling)
ตอนนี้กลับบทบาทกันเสียใหม่ ในกระบวนการกลึง CNC ชิ้นงานจะหมุนอย่างรวดเร็ว ขณะที่เครื่องมือตัดแบบจุดเดียวคงอยู่นิ่งและขึ้นรูปผิวของชิ้นงาน การกลับด้านของการเคลื่อนที่นี้ทำให้เกิดความแตกต่างพื้นฐานในสิ่งที่แต่ละกระบวนการเหมาะสมที่สุด
ฟังดูตรงไปตรงมาใช่ไหม? ใช่จริงๆ — และความเรียบง่ายนี้เองที่แปลงเป็นประสิทธิภาพได้โดยตรง งานกลึงมีความเร็วสูงกว่าโดยธรรมชาติสำหรับชิ้นส่วนทรงกระบอก เนื่องจากการหมุนทำให้เกิดรูปร่างทรงกลมได้อย่างเป็นธรรมชาติ หากชิ้นส่วนของคุณมีลักษณะคล้ายเพลา หมุด ปลอก หรือแท่งเกลียว การกลึงแทบจะแน่นอนว่าเป็นทางเลือกที่ดีที่สุดของคุณ
นี่คือกรณีที่การกลึงเหนือกว่าการกัด:
- รูปทรงกระบอกและทรงกรวย — ชิ้นงานที่หมุนอยู่ทำให้เกิดรูปร่างทรงกลมโดยธรรมชาติ พร้อมความสมมาตรเชิงแกน (concentricity) ที่ยอดเยี่ยม
- การผลิตจำนวนมาก — ระบบป้อนแท่งโลหะ (bar feeders) ช่วยให้สามารถขึ้นรูปต่อเนื่องได้โดยแทบไม่ต้องมีการแทรกแซงจากผู้ปฏิบัติงาน
- เกลียวภายนอกและเกลียวภายใน — การตัดเกลียวสามารถรวมเข้ากับรอบการกลึงได้อย่างไร้รอยต่อ
- ความคลาดเคลื่อนของความกลมที่เข้มงวด — กระบวนการนี้รักษาขนาดเส้นผ่านศูนย์กลางให้คงที่ตลอดความยาวของชิ้นส่วน
- โครงการที่คำนึงถึงต้นทุน — อุปกรณ์เครื่องมือมีความเรียบง่าย และเวลาต่อรอบสั้นลง ส่งผลให้ต้นทุนต่อชิ้นลดลง
ศูนย์กลึง CNC แบบทันสมัยทำให้เส้นแบ่งระหว่างกระบวนการต่าง ๆ พร่ามัวลง หลายเครื่องในปัจจุบันมาพร้อมกับอุปกรณ์ตัดแบบหมุนได้ (live tooling) ซึ่งเป็นเครื่องมือที่สามารถหมุนและทำการกัดได้ขณะที่ชิ้นงานยังคงถูกจับอยู่ในเครื่องกลึง ความสามารถแบบผสมผสานนี้หมายความว่า เครื่องเดียวสามารถเจาะรูขวาง กัดพื้นผิวเรียบ หรือตัดร่องเก็บกุญแจได้โดยไม่จำเป็นต้องย้ายชิ้นงานไปยังการตั้งค่าแยกต่างหาก
สำหรับโครงการงานกลึงชิ้นส่วนด้วย CNC ที่มีทั้งลักษณะทรงกลมและลักษณะปริซึม โปรดสอบถามผู้ให้บริการของท่านเกี่ยวกับความสามารถในการกลึง-กัด (mill-turn) เครื่องจักรแบบผสมผสานเหล่านี้สามารถลดระยะเวลาการผลิตโดยรวมได้อย่างมาก และเพิ่มความแม่นยำด้านมิติ โดยการกำจัดการตั้งค่าหลายครั้ง
กระบวนการเฉพาะสำหรับเรขาคณิตที่ซับซ้อน
เมื่อเครื่องมือตัดแบบดั้งเดิมไม่สามารถเข้าถึงรูปทรงเรขาคณิตที่ท่านต้องการได้ จะเกิดอะไรขึ้น? นั่นคือจุดที่กระบวนการพิเศษ เช่น การกัดด้วยประจุไฟฟ้า (electrical discharge machining) และการขัดความแม่นยำสูง (precision grinding) เข้ามามีบทบาท
การกัดเซาะด้วยไฟฟ้า (EDM) ขจัดวัสดุออกด้วยประกายไฟฟ้าที่ควบคุมได้ แทนที่จะใช้การตัดทางกายภาพ ตาม เอกสารทางเทคนิคของ OpenLearn eDM ทำงานกับวัสดุที่นำไฟฟ้าได้ทุกชนิด ไม่ว่าจะมีความแข็งมากน้อยเพียงใด — จึงเหมาะอย่างยิ่งสำหรับเหล็กกล้าเครื่องมือที่ผ่านการชุบแข็งแล้วและโลหะผสมพิเศษต่างๆ ซึ่งอาจทำให้เครื่องมือตัดแบบดั้งเดิมสึกหรอจนใช้งานไม่ได้
EDM มีข้อได้เปรียบอย่างชัดเจนในงานเฉพาะด้านดังต่อไปนี้:
- รูขนาดเล็กที่มีอัตราส่วนความลึกต่อเส้นผ่านศูนย์กลางสูง — EDM แบบลวดสามารถสร้างรูที่มีขนาดเล็กถึง 0.05 มม.
- โพรงแม่พิมพ์ที่มีรูปทรงซับซ้อน — EDM แบบจม (sinker EDM) สามารถขึ้นรูปคุณลักษณะของแม่พิมพ์ที่ซับซ้อนได้โดยไม่เกิดรอยเยื่อ (burrs)
- วัสดุที่ผ่านการชุบแข็งแล้ว — การกัดด้วยประกายไฟ (spark erosion) ไม่ขึ้นอยู่กับความแข็งของวัสดุเลย
- มุมภายในแหลม — สามารถขึ้นรูปมุมโค้ง (radii) ที่แคบถึง 0.4 มม. ซึ่งเครื่องมือตัดทั่วไปไม่สามารถเข้าถึงได้
ข้อแลกเปลี่ยนคือ EDM มีอัตราการทำงานช้ากว่าการกลึงแบบดั้งเดิม โดยอัตราการตัดโลหะมักวัดเป็นลูกบาศก์เซนติเมตรต่อชั่วโมง นอกจากนี้ยังทิ้งชั้นโลหะที่ถูกหลอมใหม่ (recast layer) ไว้ลึก 0.0025–0.15 มม. ซึ่งอาจจำเป็นต้องกำจัดออกก่อนนำไปใช้งานที่ต้องการความทนทานต่อแรงกระทำซ้ำ (fatigue-critical applications)
การเจียรแบบแม่นยำ ใช้ล้อขัดเพื่อให้ได้ผิวสัมผัสและค่าความคลาดเคลื่อนที่เหนือกว่าความสามารถของเครื่องมือตัด เมื่อโครงการของคุณต้องการพื้นผิวที่มีความเงาเหมือนกระจก หรือความแม่นยำในระดับไมครอน การกัดขัดจึงกลายเป็นกระบวนการที่จำเป็น
บริษัทต่างๆ เช่น Odyssey Machining และผู้ให้บริการเฉพาะทางรายอื่น มักผสานกระบวนการหลายแบบเข้าด้วยกันตามลำดับ เช่น การขึ้นรูปเบื้องต้นด้วยเครื่องกัด การตกแต่งผิวด้วยเครื่องกัดขัด และงานละเอียดด้วยเครื่อง EDM แนวทางแบบบูรณาการนี้ช่วยให้ได้คุณสมบัติที่ดีที่สุดจากแต่ละกระบวนการ ขณะเดียวกันก็ลดเวลาการผลิตโดยรวมให้น้อยที่สุด
การเข้าใจความแตกต่างระหว่างกระบวนการเหล่านี้จะช่วยให้คุณร่วมมือกับพาร์ทเนอร์ด้านการกลึงของคุณได้อย่างมีประสิทธิภาพมากยิ่งขึ้น เมื่อคุณสามารถระบุได้อย่างชัดเจนว่าชิ้นส่วนของคุณต้องการความยืดหยุ่นจากการกัด ประสิทธิภาพจากการกลึง หรือความแม่นยำพิเศษเฉพาะทาง คุณจะได้รับใบเสนอราคาที่แม่นยำยิ่งขึ้นและระยะเวลาดำเนินการที่รวดเร็วขึ้น
คู่มือการเลือกวัสดุสำหรับชิ้นส่วนที่ผ่านกระบวนการกัดเครื่องจักร
คุณได้เลือกกระบวนการกลึงแล้ว ตอนนี้ถึงขั้นตอนการตัดสินใจที่สำคัญไม่แพ้กัน: ชิ้นส่วนของคุณควรผลิตจากวัสดุชนิดใด? การเลือกนี้ส่งผลกระทบต่อทุกด้านของโครงการคุณ — ตั้งแต่ระยะเวลาในการกลึงและการสึกหรอของเครื่องมือ ไปจนถึงสมรรถนะสุดท้ายของชิ้นส่วนและต้นทุนรวม หากเลือกอย่างเหมาะสม คุณจะได้ชิ้นส่วนที่เกินความคาดหวัง แต่หากเลือกผิด คุณอาจต้องเผชิญกับความล่าช้า งบประมาณบานปลาย หรือชิ้นส่วนที่ล้มเหลวขณะใช้งานจริง
สิ่งที่ทำให้การเลือกวัสดุเป็นเรื่องที่ท้าทายคือ มันมักเป็นการแลกเปลี่ยนเสมอ ตามงานวิจัยด้านการผลิตจาก Tops Best Precision แม้ว่าวัสดุโลหะที่นุ่ม เช่น อลูมิเนียมและทองเหลือง จะมีความสามารถในการกลึงได้ดีเยี่ยม แต่อาจขาดความแข็งแรงและความทนทาน ในทางกลับกัน วัสดุที่แข็งแกร่งกว่า เช่น ไทเทเนียมและสแตนเลส สแตนเลสจะยากต่อการกลึงมากกว่า แต่ให้ความแข็งแรงสูง ความต้านทานการกัดกร่อน และความทนทานที่เหนือกว่า
มาพิจารณาตัวเลือกของคุณทีละข้อ เพื่อให้คุณสามารถตัดสินใจอย่างมีข้อมูลสำหรับ บริการกลึง CNC อะลูมิเนียม หรือข้อกำหนดวัสดุอื่นๆ ที่คุณต้องการ
โลหะผสมอลูมิเนียมเพื่อประสิทธิภาพน้ำหนักเบา
เมื่อผู้ผลิตต้องการชิ้นส่วนอย่างรวดเร็วโดยไม่ลดทอนคุณภาพ อลูมิเนียมมักเป็นตัวเลือกอันดับต้นๆ โดยมีค่าความสามารถในการกลึงอยู่ที่ร้อยละ 90–95 เมื่อเทียบกับมาตรฐานทองเหลือง บริการกลึงอลูมิเนียมจึงให้เวลาดำเนินการที่รวดเร็วและผิวงานที่มีคุณภาพยอดเยี่ยม
เหตุใดอลูมิเนียมจึงสามารถกลึงได้ดีเลิศ? เนื่องจากมีความสามารถในการนำความร้อนสูง ทำให้ความร้อนสามารถกระจายตัวออกจากบริเวณที่ถูกตัดได้อย่างรวดเร็ว จึงสามารถเพิ่มความเร็วในการกลึงได้โดยไม่กระทบต่ออายุการใช้งานของเครื่องมือตามคำแนะนำในการเลือกวัสดุของ Ethereal Machines อลูมิเนียมเกรด 6061 มีสมดุลระหว่างความแข็งแรงกับความสามารถในการกลึง จึงเหมาะสำหรับการประยุกต์ใช้งานหลากหลาย ตั้งแต่ชิ้นส่วนยานยนต์ไปจนถึงสินค้าอุปโภคบริโภค
โลหะผสมอลูมิเนียมที่พบได้บ่อยในใบเสนอราคาบริการกัดด้วยเครื่อง CNC แบบอลูมิเนียม ได้แก่:
- 6061-T6 — โลหะผสมหลักที่มีความแข็งแรงดี สามารถเชื่อมได้ดี และทนต่อการกัดกร่อน จึงเหมาะสำหรับการใช้งานทั่วไป
- 7075-T6 — มีความแข็งแรงสูงกว่า ใกล้เคียงกับเหล็กบางชนิด เหมาะอย่างยิ่งสำหรับชิ้นส่วนโครงสร้างอากาศยานและแอปพลิเคชันที่ต้องรับแรงสูง
- 2024-T3 — มีความต้านทานการเหนื่อยล้าได้ดีเยี่ยมสำหรับโครงสร้างผิวภายนอกของอากาศยานและชิ้นส่วนโครงสร้าง
- 5052— มีความต้านทานการกัดกร่อนได้ยอดเยี่ยมสำหรับสภาพแวดล้อมที่เกี่ยวข้องกับงานทางทะเลและการแปรรูปสารเคมี
ข้อแลกเปลี่ยนคือ ความแข็งของอลูมิเนียมที่ต่ำกว่าทำให้มันไม่สามารถทนต่อการสึกหรออย่างรุนแรงหรือใช้งานที่อุณหภูมิสูงได้ ดังนั้นในสถานการณ์ดังกล่าว คุณจะต้องพิจารณาใช้เหล็กหรือโลหะผสมพิเศษแทน
ตัวเลือกเหล็กและเหล็กกล้าไร้สนิมเพื่อความทนทาน
เมื่อความแข็งแรงและความทนทานมีความสำคัญมากกว่าน้ำหนัก วัสดุประเภทเหล็กจึงกลายเป็นวัสดุหลักที่คุณเลือกใช้ อย่างไรก็ตาม ครอบครัวของเหล็กมีช่วงประสิทธิภาพที่กว้างมาก — และความสามารถในการกลึงก็เช่นกัน
เหล็กกล้าคาร์บอนและเหล็กกล้าผสม (เช่น 1018, 4140 และ 4340) ให้สมดุลที่เหมาะสมระหว่างความแข็งแรงกับความสามารถในการกลึง โดยมีค่าความสามารถในการกลึงประมาณร้อยละ 70 ซึ่งหมายความว่ามันยากต่อการตัดกว่าอลูมิเนียมอย่างมีนัยสำคัญ แต่ยังสามารถกลึงได้ด้วยเครื่องมือมาตรฐาน วัสดุเหล่านี้เหมาะอย่างยิ่งสำหรับชิ้นส่วนโครงสร้าง ชิ้นส่วนเครื่องจักร และเฟือง ซึ่งความแข็งแรงที่ได้รับนั้นคุ้มค่ากับเวลาในการกลึงที่เพิ่มขึ้น
สเตนเลส นำเสนอความท้าทายที่แตกต่างออกไป ตามการวิจัยด้านวัสดุ โลหะสแตนเลสเกรดเช่น 304 และ 316 มีค่าความสามารถในการกลึง (machinability rating) เพียง 30–40% เท่านั้น ทำไมจึงยากนัก? เนื่องจากสแตนเลสเกิดการแข็งตัวจากการขึ้นรูป (work hardening) ซึ่งหมายความว่ามันจะแข็งขึ้นเรื่อยๆ ขณะที่คุณทำการตัด จึงจำเป็นต้องใช้ความเร็วในการตัดที่ช้าลง การจัดวางเครื่องจักรให้มีความแข็งแรงและมั่นคงมากขึ้น และเปลี่ยนเครื่องมือบ่อยขึ้น
แม้จะมีความท้าทายในการขึ้นรูป คุณสมบัติของสแตนเลสก็คุ้มค่ากับความพยายามในแอปพลิเคชันเฉพาะดังนี้:
- 304 สแตนเลส —ความต้านทานการกัดกร่อนทั่วไปสำหรับงานแปรรูปอาหาร งานสถาปัตยกรรม และงานเคมี
- 316 ไม่ржаอย —ความต้านทานการกัดกร่อนเหนือระดับปกติสำหรับสภาพแวดล้อมทางทะเล ทางการแพทย์ และอุตสาหกรรมยา
- 17-4 PH —เกรดที่สามารถเพิ่มความแข็งผ่านกระบวนการตกตะกอน (precipitation-hardening) ซึ่งให้ความแข็งแรงสูงสำหรับชิ้นส่วนในอุตสาหกรรมการบินและกลาโหม
- สแตนเลสเกรด 303 —เกรดที่เหมาะสำหรับการกลึงได้ง่าย (free-machining grade) ที่เติมกำมะถันเพื่อช่วยให้เศษโลหะหักตัวได้ดีขึ้นและยืดอายุการใช้งานของเครื่องมือ
หากโครงการของคุณต้องการใช้สแตนเลส ส่งผลให้ระยะเวลาจัดส่งนานขึ้นและต้นทุนต่อชิ้นสูงขึ้นเมื่อเปรียบเทียบกับใบเสนอราคาบริการกัดอะลูมิเนียม วัสดุชนิดนี้มีราคาสูงกว่า ความเร็วในการกลึงช้าลง และทำให้เครื่องมือสึกหรอเร็วกว่า — ปัจจัยทั้งหมดนี้ผู้ให้บริการจะรวมไว้ในราคาที่เสนอ
พลาสติกวิศวกรรมและวัสดุพิเศษ
ไม่ใช่ชิ้นส่วนทุกชิ้นที่จำเป็นต้องผลิตจากโลหะ พลาสติกวิศวกรรมมีข้อได้เปรียบเฉพาะตัว เช่น น้ำหนักเบา ทนต่อสารเคมี และเป็นฉนวนไฟฟ้า ในขณะที่โลหะผสมพิเศษสามารถใช้งานได้ในสภาวะสุดขั้วที่วัสดุทั่วไปไม่สามารถรองรับได้
พลาสติกวิศวกรรมทั่วไป สำหรับชิ้นส่วนที่ผ่านกระบวนการกลึง ได้แก่:
- เดลริน (อะซีทัล) —กลึงได้ง่ายมาก มีความเสถียรด้านมิติสูง เหมาะสำหรับเฟือง ตลับลูกปืน และชิ้นส่วนกลไก
- PEEK —เทอร์โมพลาสติกประสิทธิภาพสูง ทนความร้อนได้สูงสุดถึง 250°C นิยมใช้ในอุตสาหกรรมการบินและอวกาศ รวมถึงอุปกรณ์ฝังในร่างกายทางการแพทย์
- UHMW —มีความต้านทานการสึกหรอได้เยี่ยมยอด และมีแรงเสียดทานต่ำ เหมาะสำหรับชิ้นส่วนสายพานลำเลียงและแผ่นกันสึก
- โพลีคาร์บอเนต —มีความต้านทานแรงกระแทกสูง และมีความโปร่งใสเชิงแสง เหมาะสำหรับหน้าต่างความปลอดภัยและฝาครอบป้องกัน
เครื่องจักรพลาสติกสามารถทำงานได้อย่างรวดเร็ว แต่จำเป็นต้องพิจารณาปัจจัยที่แตกต่างกัน บางชนิดอาจละลายหรือบิดงอจากความร้อนขณะตัด ในขณะที่บางชนิดอาจแตกร้าวหากตัดอย่างรุนแรงเกินไป ผู้ให้บริการด้านการกลึงของคุณควรปรับความเร็ว ความป้อน และกลยุทธ์การหล่อเย็นให้เหมาะสม
โลหะผสมพิเศษ อยู่ตรงข้ามสุดของสเปกตรัม—ยากต่อการกลึง แต่มีความจำเป็นอย่างยิ่งสำหรับสภาพแวดล้อมที่รุนแรง บริษัท ไพรโม เมดิคอล กรุ๊ป ระบุว่า วัสดุ เช่น ไทเทเนียมและโลหะผสมพิเศษอื่นๆ จำเป็นต้องใช้เทคนิคการกลึงเฉพาะทาง เนื่องจากคุณสมบัติที่ไม่เหมือนใคร เช่น ความแข็ง ความต้านทานการกัดกร่อน และความเข้ากันได้ทางชีวภาพ
ไทเทเนียมมีค่าความสามารถในการกลึงเพียง 20–25% เท่านั้น การนำความร้อนต่ำทำให้ความร้อนสะสมอยู่ในบริเวณที่ตัด จึงจำเป็นต้องใช้ความเร็วต่ำและเครื่องมือตัดที่เคลือบพิเศษ ส่วนอินโคเนลและซูเปอร์อัลลอยนิกเกิลอื่นๆ มีค่าความสามารถในการกลึงต่ำกว่านั้นอีก คือ 10–15% จึงต้องระมัดระวังเป็นพิเศษเพื่อป้องกันการเสียหายของเครื่องมือตัด
วัสดุเหล่านี้มีเหตุผลเพียงพอที่จะยอมรับความยากลำบากในการกลึงเมื่อใด? ไทเทเนียมถูกใช้ในโครงสร้างอากาศยาน ชิ้นส่วนฝังในร่างกายสำหรับการแพทย์ และอุปกรณ์กีฬาประสิทธิภาพสูง ซึ่งอัตราส่วนความแข็งแรงต่อน้ำหนักของมันไม่มีวัสดุใดเทียบเคียงได้ อินโคเนลใช้ในชิ้นส่วนเครื่องยนต์เจ็ตและงานด้านนิวเคลียร์ ซึ่งความร้อนสุดขั้วและการกัดกร่อนรุนแรงจะทำลายวัสดุชนิดอื่นๆ
การเปรียบเทียบวัสดุโดยสรุป
ใช้ตารางอ้างอิงนี้เมื่อพูดคุยเกี่ยวกับตัวเลือกวัสดุกับผู้ให้บริการกลึงชิ้นส่วนของคุณ:
| วัสดุ | ค่าความสามารถในการกลึง | การใช้งานทั่วไป | การพิจารณาค่าใช้จ่าย |
|---|---|---|---|
| Brass c36000 | 100% (มาตรฐาน) | ข้อต่อ ชิ้นส่วนไฟฟ้า และฮาร์ดแวร์ตกแต่ง | ต้นทุนวัสดุระดับปานกลาง ต้นทุนการกลึงต่ำที่สุด |
| อลูมิเนียม 6061 | 90-95% | อุตสาหกรรมการบินและอวกาศ ยานยนต์ ตู้เครื่องใช้ไฟฟ้า | ต้นทุนวัสดุต่ำ กลึงได้เร็ว |
| เหล็กคาร์บอน 1018 | 70% | ชิ้นส่วนโครงสร้าง เพลา และชิ้นส่วนเครื่องจักร | ต้นทุนวัสดุต่ำ เวลาการกลึงระดับปานกลาง |
| เหล็กไร้ขัด 304 | 30-40% | การแปรรูปอาหาร การแพทย์ และสภาพแวดล้อมทางทะเล | ต้นทุนวัสดุสูงกว่า ความเร็วในการกลึงช้าลง |
| ไทเทเนียม 6Al-4V | 20-25% | โครงสร้างอากาศยาน ชิ้นส่วนฝังในร่างกายสำหรับการแพทย์ และงานด้านกลาโหม | ต้นทุนวัสดุสูง ต้องใช้เครื่องมือพิเศษเฉพาะ |
| อินโคเนล 718 | 10-15% | เครื่องยนต์เจ็ต ปฏิกรณ์นิวเคลียร์ สภาพแวดล้อมสุดขั้ว | ต้นทุนวัสดุสูงมากที่สุด ความเร็วในการกลึงช้าที่สุด |
| เดลริน (อะซีทัล) | สูง | เกียร์ แบริ่ง และชิ้นส่วนเครื่องจักรความแม่นยำสูง | ต้นทุนวัสดุปานกลาง สามารถขึ้นรูปได้เร็ว |
| PEEK | ปานกลาง | อุปกรณ์ฝังในทางการแพทย์ อุตสาหกรรมการบินและอวกาศ การแปรรูปสารเคมี | ต้นทุนวัสดุสูง ต้องควบคุมอุณหภูมิอย่างเข้มงวด |
ข้อกำหนดเฉพาะของวัสดุในอุตสาหกรรม
อุตสาหกรรมของคุณมักกำหนดทางเลือกวัสดุไว้ล่วงหน้า ซึ่งเกินกว่าพิจารณาเพียงสมรรถนะเชิงเทคนิคเท่านั้น ข้อกำหนดด้านกฎระเบียบและมาตรฐานการรับรองจำกัดตัวเลือกของคุณอย่างมาก
การผลิตอุปกรณ์ทางการแพทย์ ต้องใช้วัสดุที่ผ่านการพิสูจน์แล้วว่าปลอดภัยต่อร่างกายมนุษย์ (biocompatibility) และสามารถติดตามแหล่งที่มาได้ (traceability) ไทเทเนียม เหล็กกล้าไร้สนิมเกรด 316L และพอลิเมอร์พิเศษ เช่น PEEK สอดคล้องตามข้อกำหนดของสำนักงานคณะกรรมการอาหารและยาสหรัฐอเมริกา (FDA) สำหรับอุปกรณ์ที่ฝังในร่างกาย ผู้ให้บริการขึ้นรูปของคุณต้องจัดทำเอกสารรับรองแหล่งที่มาของวัสดุและแสดงความสอดคล้องตามมาตรฐานต่าง ๆ เช่น ISO 13485
การใช้งานในอวกาศ ต้องใช้อัลลอยด์ที่ผ่านการรับรองพร้อมระบบติดตามแหล่งที่มาของวัสดุอย่างครบถ้วน คุณไม่สามารถใช้อะลูมิเนียมแบบทั่วไปได้ — ต้องเป็นอะลูมิเนียมเกรดการบินและอวกาศ พร้อมใบรับรองจากโรงงานผลิต (mill certifications) ที่ระบุองค์ประกอบทางเคมีและคุณสมบัติเชิงกลอย่างชัดเจน ข้อกำหนดทั่วไป ได้แก่ มาตรฐาน AMS (Aerospace Material Specifications) และมาตรฐาน ASTM
ชิ้นส่วนยานยนต์ มักต้องหาจุดสมดุลระหว่างประสิทธิภาพด้านต้นทุนกับข้อกำหนดด้านประสิทธิภาพ โดยการผลิตในปริมาณสูงมักให้ความสำคัญกับวัสดุที่กลึงได้ง่าย เช่น อลูมิเนียมและเหล็กกล้าที่ออกแบบมาเพื่อการกลึง (free-machining steels) เพื่อลดต้นทุนต่อชิ้นงาน ขณะเดียวกันก็ยังคงรักษาคุณสมบัติด้านความทนทานตามที่กำหนดไว้
การเข้าใจพลวัตของวัสดุเหล่านี้จะช่วยให้คุณร่วมมือกับผู้ให้บริการกลึงของคุณได้อย่างมีประสิทธิภาพมากยิ่งขึ้น เมื่อคุณสามารถอภิปรายถึงข้อแลกเปลี่ยนระหว่างความสามารถในการกลึงกับประสิทธิภาพได้ คุณจะสามารถตัดสินใจได้ดีขึ้นว่าควรลงทุนงบประมาณที่ใด — และควรประหยัดที่ใด 
คำอธิบายขั้นตอนการทำงานแบบครบวงจรสำหรับบริการกลึง
คุณได้เลือกวิธีการผลิตและเลือกวัสดุที่ใช้แล้ว ต่อไปจะเกิดอะไรขึ้น? สำหรับผู้ซื้อครั้งแรกจำนวนมาก การเดินทางจากขั้นตอนสอบถามเบื้องต้นจนถึงการรับชิ้นส่วนที่ผลิตเสร็จแล้ว มักรู้สึกเหมือนเป็น 'กล่องดำ' ว่าหลังจากที่คุณส่งไฟล์แล้ว จะเกิดอะไรขึ้นบ้าง? แต่ละขั้นตอนใช้เวลานานเท่าใด? การเข้าใจขั้นตอนการทำงานแบบครบวงจรนี้จะช่วยให้คุณตั้งความคาดหวังได้อย่างสมเหตุสมผล และหลีกเลี่ยงการสื่อสารผิดพลาดที่อาจก่อให้เกิดค่าใช้จ่ายสูง
ไม่ว่าคุณจะทำงานร่วมกับโรงกลึงเครื่องจักรในซานโฮเซ่ หรือผู้ให้บริการที่ตั้งอยู่ทั่วประเทศ ส่วนใหญ่แล้วสถานประกอบการที่ให้บริการงานกลึงด้วยเครื่อง CNC ในแคลิฟอร์เนียซึ่งมีชื่อเสียงจะปฏิบัติตามกระบวนการที่มีโครงสร้างคล้ายคลึงกัน มาดูกันทีละขั้นตอนเพื่อให้คุณทราบอย่างชัดเจนว่าจะได้รับบริการในลักษณะใด
การเตรียมไฟล์แบบแปลนของคุณสำหรับส่งมอบ
โครงการของคุณเริ่มต้นขึ้นทันทีที่คุณส่งไฟล์แบบแปลน — และวิธีที่คุณเตรียมไฟล์เหล่านั้นส่งผลโดยตรงต่อความแม่นยำของการเสนอราคาและระยะเวลาในการดำเนินการ ตามเอกสารแนวทางปฏิบัติของอุตสาหกรรม ชุดข้อมูลคำขอทั่วไปควรมีแบบจำลอง CAD แบบแปลนทางเทคนิค ข้อกำหนดวัสดุ ปริมาณที่ต้องการ และกำหนดเวลาการจัดส่ง
โรงกลึงเครื่องจักรในซานโฮเซ่ รัฐแคลิฟอร์เนีย และสถานประกอบการระดับมืออาชีพอื่น ๆ นิยมใช้รูปแบบไฟล์ใด?
- STEP (.stp, .step) — มาตรฐานสากลสำหรับการแลกเปลี่ยนแบบจำลอง 3 มิติ ซึ่งสามารถอ่านได้โดยซอฟต์แวร์ CAM เกือบทุกตัว
- IGES (.igs, .iges) — รูปแบบเก่ากว่าแต่ได้รับการสนับสนุนอย่างกว้างขวางสำหรับเรขาคณิตพื้นผิวและเรขาคณิตทรงแข็ง
- DXF/DWG — ไฟล์แบบแปลน 2 มิติ ซึ่งจำเป็นสำหรับชิ้นส่วนแบนและมิติเสริม
- ไฟล์ CAD ดั้งเดิม —ไฟล์ SolidWorks, Inventor หรือ Fusion 360 จะรักษาเจตนาในการออกแบบอย่างสมบูรณ์ไว้ เมื่อร้านเครื่องจักรของคุณใช้ซอฟต์แวร์ที่ตรงกัน
- แบบแปลน PDF —แบบแปลน 2 มิติที่มีคำอธิบายประกอบ แสดงค่าความคลาดเคลื่อน (tolerances), คุณภาพพื้นผิว (surface finishes) และข้อกำหนดพิเศษต่างๆ
สิ่งหนึ่งที่ผู้ซื้อหลายคนมักมองข้าม: แบบจำลอง 3 มิติเพียงอย่างเดียวไม่เพียงพอ ร้านเครื่องจักรในแคลิฟอร์เนียของคุณจำเป็นต้องมีแบบแปลน 2 มิติที่ระบุขนาดและค่าความคลาดเคลื่อน ข้อกำหนดด้านคุณภาพพื้นผิว และลักษณะสำคัญต่างๆ แบบจำลอง 3 มิติจะบอกให้พวกเขาทราบว่าชิ้นงานควรเป็นรูปร่างอย่างไร ส่วนแบบแปลนจะระบุว่าต้องผลิตให้มีความแม่นยำเพียงใด
ก่อนส่งไฟล์ โปรดตรวจสอบปัญหาทั่วไปเหล่านี้อีกครั้ง:
- ทุกมิติได้ระบุไว้อย่างชัดเจนพร้อมค่าความคลาดเคลื่อนที่เหมาะสมหรือไม่?
- คุณได้ระบุไว้แล้วหรือไม่ว่าลักษณะใดเป็นสิ่งสำคัญ (critical features) และลักษณะใดอยู่ภายใต้ค่าความคลาดเคลื่อนทั่วไป (general tolerance)?
- เกรดวัสดุได้ระบุไว้อย่างชัดแจ้งหรือไม่ (เช่น ไม่ใช่เพียงแค่ "อลูมิเนียม" แต่ต้องระบุว่า "6061-T6")?
- ข้อกำหนดด้านคุณภาพพื้นผิวได้ระบุไว้โดยใช้ค่า Ra มาตรฐานหรือไม่?
- คุณได้ระบุจำนวนที่ต้องการและวันที่จัดส่งเป้าหมายไว้หรือยัง?
กระบวนการขอใบเสนอราคาและการทบทวน
เมื่อไฟล์ของคุณมาถึงแล้ว กระบวนการจัดทำใบเสนอราคาจะเริ่มต้นขึ้น — ซึ่งเป็นกระบวนการที่ซับซ้อนกว่าที่ลูกค้าหลายคนคาดคิดไว้ ตามคู่มือ RFQ ของ Stecker Machine ทีมงานผู้เชี่ยวชาญของโรงงานจะตรวจสอบชุดเอกสารที่ส่งมา โดยเริ่มจากการประเมินความเป็นไปได้ตามศักยภาพและองค์ความรู้เฉพาะด้าน
สิ่งที่เกิดขึ้นระหว่างการตรวจสอบนี้คือ วิศวกรจะพิจารณาแบบแปลนของคุณเพื่อหาความไม่สอดคล้องกัน ความละเอียดแม่นยำที่สูงมากเกินไป ประเด็นที่น่ากังวล และอุปสรรคด้านกระบวนการผลิต พวกเขาพยายามระบุปัญหาที่อาจเกิดขึ้นก่อนที่ปัญหาเหล่านั้นจะกลายเป็นข้อผิดพลาดที่ส่งผลให้เกิดค่าใช้จ่ายสูง
ผู้ให้บริการงานกลึงที่ดีที่สุดไม่เพียงแต่จัดทำใบเสนอราคาตามสิ่งที่คุณร้องขอเท่านั้น — แต่ยังเสนอแนะแนวทางปรับปรุงอีกด้วย การวิเคราะห์การออกแบบเพื่อความสะดวกในการผลิต (Design for Manufacturability: DFM) จะช่วยระบุโอกาสในการ:
- ลดต้นทุน ผ่านการเปลี่ยนวัสดุหรือลดความซับซ้อนของรูปทรงเรขาคณิต
- ปรับปรุงคุณภาพ โดยการปรับค่าความคลาดเคลื่อน (tolerances) สำหรับฟีเจอร์ที่ไม่สำคัญ
- ผ่อนผันเวลา โดยการเลือกกระบวนการผลิตที่เหมาะสมกับรูปทรงเรขาคณิตของชิ้นงานคุณมากที่สุด
- กำจัดความล้มเหลวที่อาจเกิดขึ้น โดยการระบุผนังบาง ขอบภายในที่แหลมคม หรือลักษณะอื่นๆ ที่อาจก่อให้เกิดปัญหา
ความซับซ้อนและปริมาณกําหนดวิธีการแปรรูปชิ้นส่วน โดยใช้ข้อมูลนี้ ผู้ประเมินผลร่วมมือกับวิศวกร เพื่อดําเนินการศึกษาเวลาเครื่องมือต่อเครื่องมือ การประเมินเวลาวงจรเหล่านี้ทําให้ทุกอย่างเป็นไปตามความสามารถของผู้ใช้งาน ความต้องการของอุปกรณ์ และในที่สุด ราคาที่คุณนําเสนอ
ราคาประมาณที่คุณได้รับโดยทั่วไปรวมถึง:
- รายละเอียดของราคาต่อหน่วยงานและค่าใช้จ่ายรวม
- ช่วงเวลาที่คาดการณ์ตั้งแต่การยืนยันการสั่งซื้อถึงการจัดส่ง
- ค่าใช้จ่ายในวัสดุ (บางครั้งถูกระบุแยก)
- ค่าติดตั้งและความต้องการเครื่องมือ
- ข้ออธิบายใด ๆ เกี่ยวกับความอนุญาตหรือรายละเอียด
การ ผลิต ผ่าน การ ตรวจ สุด ท้าย
หลังจากคุณอนุมัติราคาและยืนยันคําสั่งของคุณ การวางแผนการผลิตเริ่มต้น งานของคุณเข้าคิวตามความซับซ้อน ความพร้อมของวัสดุ และการวางแผนเครื่อง นี่คือที่ที่ส่วนของตัวคุณจะมีชีวิตขึ้นมา
ขั้นตอนการผลิตมีหลายขั้นตอนที่ประสานกัน
- การจัดหาวัสดุ ร้านของคุณซื้อวัสดุแท้ที่ตรงกับคุณภาพที่กําหนดไว้ โดยมักมีใบรับรองโรงงานเพื่อการติดตาม
- การเขียนโปรแกรม CNC วิศวกรสร้างเส้นทางเครื่องมือโดยใช้โปรแกรม CAM ปรับปรุงความเร็ว ความแม่นยํา และอายุการใช้งานของเครื่องมือ
- การตั้งค่าเครื่องจักร ผู้ใช้งานติดตั้งเครื่องติดตั้ง เครื่องมือและปรับขนาดเครื่องจักรสําหรับส่วนที่กําหนด
- การผลิตต้นแบบครั้งแรก ส่วนแรกถูกแปรรูปและตรวจสอบอย่างละเอียด ก่อนที่จะดําเนินการ
- การผลิตจริง เมื่อสินค้าชิ้นแรกผ่านการตรวจสอบ ส่วนที่เหลือจะถูกแปรรูป
- การตรวจสอบคุณภาพระหว่างการผลิต ผู้ประกอบการตรวจสอบขนาดสําคัญตลอดการทํางาน
- การดำเนินการรอง ถ้าจําเป็น, ส่วนใช้การ deburring, การรักษาพื้นผิว, หรือการรักษาความร้อน
- การตรวจสอบสุดท้าย ส่วนที่เสร็จสิ้นถูกวัดไปตามรายละเอียดของคุณ โดยใช้อุปกรณ์ปรับขนาด
- การบรรจุและการขนส่ง ส่วนต่างๆ ถูกคุ้มครองอย่างเหมาะสม และถูกส่งพร้อมเอกสารที่จําเป็น
การตรวจคุณภาพเกิดขึ้นอย่างต่อเนื่อง ไม่ใช่แค่ตอนท้าย การตรวจสอบสินค้าครั้งแรกเป็นสิ่งสําคัญมาก นี่คือจุดที่ความผิดพลาดในการวางโปรแกรม ปัญหาการตั้งค่า หรือปัญหาการออกแบบถูกจับก่อนการเสียววัสดุในการผลิตเต็ม
ขั้นตอนการทำงานแบบครบวงจร ณ จุดเดียว
ตั้งแต่เริ่มต้นจนถึงสิ้นสุด นี่คือเส้นทางทั่วไปที่โครงการของคุณจะผ่านในโรงงานบริการเครื่องจักรกลแบบมืออาชีพ:
- การส่งแบบออกแบบ —คุณจัดเตรียมไฟล์ CAD แบบร่าง และข้อกำหนดต่างๆ
- การจัดทำใบเสนอราคา —วิศวกรตรวจสอบความเป็นไปได้และจัดทำราคาเสนอ
- การทบทวนแบบออกแบบและการออกแบบเพื่อการผลิต (DFM) —ระบุจุดที่อาจปรับปรุงได้และดำเนินการหารือ
- การยืนยันคำสั่งซื้อ —คุณอนุมัติใบเสนอราคาและให้การอนุญาตซื้อสินค้า
- การจัดกำหนดการผลิต —งานของคุณเข้าสู่คิวตามระยะเวลาการนำส่งที่กำหนดไว้
- การจัดหาวัสดุ —จัดหาวัตถุดิบตามข้อกำหนดของคุณ
- การดำเนินงานกลึง —อุปกรณ์ CNC แปรรูปวัตถุดิบให้กลายเป็นชิ้นส่วนสำเร็จรูป
- การตรวจสอบและควบคุมคุณภาพ —ชิ้นส่วนจะถูกตรวจสอบเทียบกับข้อกำหนดด้านมิติและคุณภาพ
- การ ส่ง และ การ ส่ง —ชิ้นส่วนที่ผลิตเสร็จแล้วจะส่งมาถึงสถานที่ของคุณพร้อมเอกสารประกอบ
การเข้าใจลำดับขั้นตอนการทำงานนี้จะช่วยให้คุณวางแผนโครงการได้อย่างมีประสิทธิภาพมากยิ่งขึ้น คุณจะทราบว่าเมื่อใดที่จะได้รับการอัปเดต ข้อมูลใดบ้างที่โรงงานของคุณจำเป็นต้องมีในแต่ละขั้นตอน และวิธีหลีกเลี่ยงความล่าช้าที่อาจส่งผลให้กำหนดส่งมอบล่าช้าออกไป
เมื่อคุณเข้าใจกระบวนการนี้แล้ว คำถามต่อไปที่เกิดขึ้นโดยธรรมชาติคือ ทั้งหมดนี้จะมีค่าใช้จ่ายจริงเท่าไร? ปัจจัยหลายประการส่งผลต่อราคาค่าบริการอย่างที่ไม่สามารถมองเห็นได้ทันที — และการรู้จักปัจจัยเหล่านี้จะช่วยให้คุณออกแบบได้อย่างชาญฉลาดยิ่งขึ้น และจัดสรรงบประมาณได้แม่นยำยิ่งขึ้น
ปัจจัยใดบ้างที่ส่งผลต่อค่าใช้จ่ายในการกลึงบริการ
นี่คือสิ่งที่ผู้ให้บริการส่วนใหญ่ไม่ได้แจ้งให้คุณทราบตั้งแต่ต้น: ราคาที่คุณจ่ายสำหรับชิ้นส่วนที่ผ่านกระบวนการกลึงขึ้นอยู่กับการตัดสินใจที่คุณเป็นผู้ควบคุมเอง โดยปัจจัยต่างๆ เช่น การเลือกวัสดุ ข้อกำหนดด้านความคลาดเคลื่อน (tolerance) ข้อกำหนดด้านพื้นผิว (surface finish) และปริมาณการสั่งซื้อ ล้วนมีผลต่อใบแจ้งหนี้สุดท้ายของคุณ—บางครั้งอาจมีผลกระทบอย่างมาก การเข้าใจตัวแปรเหล่านี้จะทำให้คุณเป็นผู้ควบคุมกระบวนการจัดสรรงบประมาณโครงการและเจรจาต่อรองกับผู้จัดจำหน่ายได้อย่างมีประสิทธิภาพ
ตามการวิเคราะห์โครงสร้างต้นทุนอย่างละเอียดของ Unionfab ต้นทุนการกลึง CNC จะแตกต่างกันอย่างมาก ขึ้นอยู่กับปัจจัยหลายประการ เช่น รูปทรงเรขาคณิตของชิ้นส่วน การเลือกวัสดุ กลยุทธ์การกลึง ข้อกำหนดด้านความคลาดเคลื่อน และปริมาณการผลิต มาพิจารณาแต่ละปัจจัยอย่างละเอียด เพื่อให้คุณสามารถตัดสินใจอย่างมีข้อมูลก่อนส่งคำขอใบเสนอราคาครั้งถัดไป
วัสดุที่คุณเลือกมีผลต่องบประมาณของคุณอย่างไร
การเลือกวัสดุของคุณส่งผลกระทบต่อทุกหมวดหมู่ต้นทุน ไม่ว่าจะเป็นราคาวัตถุดิบ ระยะเวลาในการกลึง ความสึกหรอของเครื่องมือ และแม้แต่น้ำหนักในการจัดส่ง หากคุณเลือกวัสดุอย่างรอบคอบ คุณจะสามารถเพิ่มประสิทธิภาพด้านมูลค่าได้ แต่หากเลือกอย่างไม่เหมาะสม คุณอาจต้องจ่ายค่าพรีเมียมที่ไม่ได้ส่งผลดีต่อคุณภาพผลิตภัณฑ์ของคุณเลย
พิจารณาเฉพาะต้นทุนวัตถุดิบเท่านั้น ตามข้อมูลราคาในอุตสาหกรรม วัสดุแต่ละชนิดจัดอยู่ในระดับต้นทุนที่ชัดเจนดังนี้
- ต้นทุนต่ำ ($) —อะลูมิเนียมและ PMMA (อะคริลิก) เป็นวัสดุที่มีต้นทุนเริ่มต้นต่ำที่สุด
- ต้นทุนปานกลาง ($$) —POM, PTFE, ไนลอน และวัสดุคอมโพสิต เช่น FR4
- ต้นทุนสูง ($$$) —ทองแดง ทองเหลือง บรอนซ์ เหล็ก โลหะสแตนเลส และพลาสติกวิศวกรรม เช่น PC และ ABS
- ต้นทุนพรีเมียม ($$$$$) —แมกนีเซียม ไทเทเนียม PEEK และเซรามิกเชิงเทคนิค
แต่ราคาวัตถุดิบเพียงอย่างเดียวไม่สามารถบอกเรื่องราวทั้งหมดได้ ร้านเครื่องจักรกลในเขตเบย์แอเรียจะพิจารณาปัจจัยเพิ่มเติมคือความสามารถในการกลึง (machinability) หรือความเร็วและความง่ายในการตัดวัสดุนั้นๆ อะลูมิเนียมสามารถกลึงได้เร็วกว่าสแตนเลส 3–4 เท่า ความแตกต่างของความเร็วนี้ส่งผลโดยตรงต่อการลดต้นทุนแรงงานและเวลาการใช้งานเครื่องจักร
นี่คือข้อสรุปเชิงปฏิบัติ: อย่าระบุวัสดุไทเทเนียมเมื่ออลูมิเนียมสามารถตอบโจทย์ความต้องการของคุณได้ อย่าเลือกสแตนเลสสตีลเป็นค่าเริ่มต้นโดยอัตโนมัติ เมื่อเหล็กคาร์บอนให้ความสามารถในการต้านทานการกัดกร่อนที่เพียงพอแล้ว การระบุวัสดุหรือคุณสมบัติที่เกินความจำเป็นทุกครั้งจะเพิ่มต้นทุนโดยไม่เพิ่มมูลค่าให้กับการใช้งานจริงของคุณ
ความสัมพันธ์ระหว่างความคลาดเคลื่อนที่ยอมรับได้ (Tolerance) กับต้นทุน
ความคลาดเคลื่อนที่แคบลง (tolerance ที่แน่นขึ้น) จะมีต้นทุนสูงขึ้นเสมอ — แต่ความสัมพันธ์นี้ไม่เป็นเชิงเส้น ตามผลการวิจัยด้านการออกแบบการผลิตของ Fictiv ชิ้นส่วนที่อยู่ในช่วง "ความพยายามน้อยที่สุด" สำหรับความคลาดเคลื่อนนั้นใช้มาตรฐาน ISO 2768 ระดับกลาง ซึ่งแสดงถึงสมดุลที่ดีระหว่างสิ่งที่เครื่อง CNC มาตรฐานสามารถทำได้อย่างง่ายดาย กับสิ่งที่จำเป็นสำหรับชิ้นส่วนที่ใช้งานได้จริง
เหตุใดความคลาดเคลื่อนที่แคบจึงทำให้ต้นทุนสูงขึ้น? มีหลายปัจจัยที่ร่วมกันส่งผล:
- ความเร็วในการกลึงที่ลดลง — การบรรลุความแม่นยำต้องอาศัยการตัดที่รอบคอบและตั้งใจ แทนที่จะเป็นการกำจัดวัสดุอย่างรุนแรง
- การดำเนินการเพิ่มเติม — อาจจำเป็นต้องมีขั้นตอนการตัดหยาบ (roughing passes) ตามด้วยขั้นตอนการตกแต่งแยกต่างหาก (separate finishing passes)
- เครื่องมือพิเศษ — งานความแม่นยำมักต้องใช้เครื่องมือตัดคุณภาพสูงกว่า พร้อมค่าความเบี้ยว (runout) ที่แคบกว่า
- เวลาตรวจสอบที่ยาวนานขึ้น —ทุกความคลาดเคลื่อนที่แคบต้องได้รับการตรวจสอบด้วยอุปกรณ์วัดที่ผ่านการสอบเทียบแล้ว
- อัตราการปฏิเสธสินค้าสูงขึ้น —ชิ้นส่วนที่อยู่นอกเกณฑ์ข้อกำหนดต้องถูกทิ้งหรือปรับปรุงใหม่
แนวทางที่ชาญฉลาดที่สุดคือ กำหนดความคลาดเคลื่อนที่แคบเฉพาะในจุดที่ฟังก์ชันการทำงานต้องการเท่านั้น โรงงานเครื่องจักรกลความแม่นยำระดับมวล (mass precision) ในซานโฮเซ่ หรือที่ใดก็ตาม จะให้คำแนะนำเดียวกันนี้แก่คุณ: ระบุความคลาดเคลื่อน ±0.001 นิ้ว สำหรับพื้นผิวที่ต้องสัมผัสกันอย่างแม่นยำเท่านั้น และปล่อยให้ลักษณะอื่นที่ไม่สำคัญอยู่ที่ความคลาดเคลื่อนมาตรฐาน ±0.005 นิ้ว หรือกว้างกว่านั้น
ตามการวิเคราะห์ต้นทุนของ Exact Machine Service การกำหนดความคลาดเคลื่อนและคุณภาพพื้นผิวที่จำเป็นตามข้อกำหนดด้านฟังก์ชันของชิ้นส่วนนั้นมีความสำคัญอย่างยิ่ง เพื่อให้บรรลุสมดุลระหว่างความแม่นยำกับต้นทุน
การกำหนดราคาตามปริมาณและการพิจารณาเรื่องการตั้งค่าเครื่อง
การผลิตแต่ละครั้งเริ่มต้นด้วยขั้นตอนการเตรียมเครื่องจักร—การติดตั้งอุปกรณ์ยึดชิ้นงาน การติดตั้งเครื่องมือ ปรับเทียบเครื่องจักร และการผลิตชิ้นงานตัวอย่างชิ้นแรก ต้นทุนเหล่านี้ค่อนข้างคงที่ไม่ว่าคุณจะผลิตชิ้นส่วน 10 ชิ้นหรือ 1,000 ชิ้นก็ตาม การเข้าใจกลไกนี้ช่วยอธิบายว่าเหตุใดราคาต่อชิ้นจึงลดลงอย่างมากเมื่อปริมาณการสั่งซื้อเพิ่มขึ้น
พิจารณาสถานการณ์นี้: ร้านเครื่องกลในซานโฮเซ รัฐแคลิฟอร์เนีย ให้ราคาค่าเตรียมเครื่องจักรไว้ที่ 500 ดอลลาร์สหรัฐ พร้อมค่าใช้จ่ายในการกลึงชิ้นงานละ 20 ดอลลาร์สหรัฐ หากสั่งซื้อ 10 ชิ้น ต้นทุนค่าเตรียมเครื่องจักรจะแบ่งเฉลี่ยเป็น 50 ดอลลาร์สหรัฐต่อหน่วย แต่หากสั่งซื้อ 100 ชิ้น ต้นทุนนี้จะลดลงเหลือเพียง 5 ดอลลาร์สหรัฐต่อหน่วย ขณะที่ต้นทุนการกลึงยังคงเท่าเดิม แต่ต้นทุนรวมต่อชิ้นของคุณจะลดลงจาก 70 ดอลลาร์สหรัฐเป็น 25 ดอลลาร์สหรัฐ
ปัจจัยต้นทุนต่อไปนี้เรียงลำดับจากมีผลกระทบสูงสุดถึงต่ำสุดต่อต้นทุนโครงการโดยรวมของคุณ:
- ความซับซ้อนและรูปทรงเรขาคณิตของชิ้นส่วน —การออกแบบที่ซับซ้อนซึ่งต้องใช้หลายรอบการตั้งค่าเครื่อง หรือต้องใช้เครื่องมือเฉพาะทาง หรือการกลึงแบบ 5 แกน จะมีราคาสูงกว่าปกติ
- การเลือกวัสดุ —โลหะผสมพิเศษและวัสดุที่ยากต่อการกลึงจะเพิ่มทั้งต้นทุนวัตถุดิบและต้นทุนการประมวลผล
- ความต้องการความคลาดเคลื่อน (Tolerance) —ความแม่นยำในแต่ละตำแหน่งทศนิยมจะเพิ่มต้นทุนอย่างไม่สมสัดส่วน
- จํานวนของสั่งซื้อ —ปริมาณการผลิตที่สูงขึ้นช่วยกระจายต้นทุนการตั้งค่าเครื่องจักร และอาจทำให้มีสิทธิได้รับส่วนลดตามปริมาณการสั่งซื้อ
- รายละเอียดการเสร็จสิ้นผิว —พื้นผิวขั้นสุดท้ายที่ดีกว่าพื้นผิวหลังการกลึงโดยตรง (Ra 3.2 ไมครอน) จำเป็นต้องใช้กระบวนการเพิ่มเติม
- การดำเนินการรอง —การอบความร้อน การชุบอะโนไดซ์ การชุบผิว หรือการพ่นสี จะเพิ่มต้นทุนหลังการกลึง
- ข้อกำหนดระยะเวลาการดำเนินการ —การจัดส่งแบบเร่งด่วนมักจะมีค่าธรรมเนียมเพิ่มเติม
ต้องการลดต้นทุนโดยไม่กระทบต่อประสิทธิภาพการใช้งานหรือไม่? ตามแนวทางปฏิบัติที่ดีที่สุดในการผลิตจาก Fictiv การปรับเปลี่ยนการออกแบบต่อไปนี้จะช่วยประหยัดต้นทุนได้มากที่สุด:
- ลดความซับซ้อนของรูปทรง —ลดจำนวนมุมภายในที่แหลมคม ร่องลึก และลักษณะโครงสร้างที่ซับซ้อน ซึ่งจะเพิ่มเวลาในการกลึง
- ใช้ขนาดเครื่องมือมาตรฐาน —การออกแบบลักษณะโครงสร้างให้เข้ากันได้กับดอกปลายกลึงและสว่านทั่วไป จะช่วยลดต้นทุนการตั้งค่าเครื่องจักรและการเตรียมเครื่องมือ
- ออกแบบให้ต้องตั้งค่าเครื่องจักรน้อยลง —ชิ้นส่วนที่สามารถกลึงได้ภายในสองครั้งของการตั้งค่าเครื่องจักรหรือน้อยกว่านั้น จะหลีกเลี่ยงเวลาที่ใช้ในการจัดวางใหม่ และปัญหาความคลาดเคลื่อนสะสม
- ระบุพื้นผิวขั้นสุดท้ายเฉพาะที่จำเป็นต่อการใช้งานเท่านั้น —ร้องขอพื้นผิวที่ขัดเงาเฉพาะในบริเวณที่ต้องการด้านความสวยงามหรือการใช้งาน
- พิจารณาผลิตชิ้นส่วนเป็นล็อตที่ใหญ่ขึ้นเล็กน้อย —การเพิ่มจำนวนจาก 25 เป็น 50 หน่วยมักให้การลดต้นทุนต่อชิ้นอย่างมากเกินสัดส่วน
ร้านเครื่องจักรกลและร้านกลึงความแม่นยำในเขตเบย์แอเรีย (Bay Area) รวมถึงทั่วประเทศสหรัฐอเมริกา ใช้โครงสร้างต้นทุนที่คล้ายคลึงกัน การเข้าใจปัจจัยที่กำหนดราคาของพวกเขาจะช่วยให้คุณออกแบบชิ้นส่วนได้อย่างชาญฉลาดยิ่งขึ้น ส่งใบเสนอราคาที่เตรียมมาอย่างดี และเจรจาต่อรองจากจุดยืนที่มีความรู้ แทนที่จะอาศัยการคาดเดา
ปัจจัยต้นทุนเหล่านี้มีความสำคัญอย่างยิ่งเมื่อโครงการของคุณต้องการใบรับรองเฉพาะอุตสาหกรรม แอปพลิเคชันด้านการบินและอวกาศ ยานยนต์ และการแพทย์ ล้วนเพิ่มข้อกำหนดด้านการปฏิบัติตามกฎระเบียบที่ส่งผลต่อทั้งราคาและการเลือกคู่ค้า—ซึ่งเป็นหัวข้อที่เราจะสำรวจต่อไป

การประยุกต์ใช้งานในอุตสาหกรรมและความต้องการด้านการรับรอง
คุณคิดว่าผู้ให้บริการงานกลึงทั้งหมดมีมาตรฐานเท่ากันหรือไม่? ลองพิจารณาใหม่อีกครั้งสิ ร้านงานกลึงที่ผลิตอุปกรณ์ตกแต่งมีข้อกำหนดในการดำเนินงานที่แตกต่างโดยสิ้นเชิง เมื่อเทียบกับร้านที่ผลิตโครงยึดสำหรับอากาศยาน หรืออุปกรณ์ฝังในร่างกายสำหรับการผ่าตัด อุตสาหกรรมของคุณไม่เพียงแต่มีอิทธิพลต่อสิ่งที่คุณผลิตเท่านั้น แต่ยังกำหนดว่าคู่ค้าด้านงานกลึงของคุณจะต้องดำเนินงาน จัดทำเอกสาร และตรวจสอบทุกขั้นตอนของการผลิตอย่างไร
การเข้าใจข้อกำหนดด้านการรับรองเหล่านี้จะช่วยให้คุณประเมินผู้ให้บริการที่เป็นไปได้และหลีกเลี่ยงข้อผิดพลาดที่ส่งผลเสียทางการเงิน ตามผลการวิจัยด้านการรับรองในอุตสาหกรรมการผลิต การรับรองด้านงานกลึงไม่ใช่เพียงพิธีการธรรมดา แต่เป็นข้อกำหนดที่สำคัญยิ่ง ซึ่งมีผลต่อการคัดเลือกผู้จัดจำหน่าย ความเหมาะสมในการเข้าร่วมทำสัญญา และการปฏิบัติตามข้อบังคับด้านกฎระเบียบ
ข้อกำหนดและใบรับรองสำหรับชิ้นส่วนยานยนต์
อุตสาหกรรมยานยนต์ต้องการความสม่ำเสมอในระดับมาตราส่วนใหญ่ เมื่อคุณผลิตชิ้นส่วนที่เหมือนกันหลายพันชิ้นเพื่อส่งไปยังสายการประกอบยานยนต์ ความแปรปรวนไม่เพียงแต่ไม่พึงประสงค์เท่านั้น แต่ยังถือว่าไม่ยอมรับได้ด้วย นี่คือเหตุผลที่ผู้ผลิตรถยนต์ (OEM) ต้องการให้ซัพพลายเออร์ปฏิบัติตามมาตรฐานการรับรองที่เข้มงวดก่อนที่จะมอบสัญญา
การรับรอง iatf 16949 iATF 16949 ถือเป็นมาตรฐานทองคำสำหรับการจัดการคุณภาพในอุตสาหกรรมยานยนต์ ซึ่งเผยแพร่โดย International Automotive Task Force มาตรฐานนี้พัฒนาขึ้นจาก ISO 9001 โดยเพิ่มข้อกำหนดเฉพาะสำหรับอุตสาหกรรมยานยนต์ ตาม แนวทางการรับรองของ AIAG IATF 16949:2016 กำหนดข้อกำหนดระบบการจัดการคุณภาพสำหรับองค์กรทั่วทั้งอุตสาหกรรมยานยนต์ระดับโลก
อะไรทำให้ IATF 16949 แตกต่างจากใบรับรองคุณภาพทั่วไป? มาตรฐานนี้เน้น:
- การป้องกันข้อบกพร่อง —แนวทางเชิงระบบในการระบุและกำจัดความล้มเหลวที่อาจเกิดขึ้นก่อนที่จะเกิดขึ้นจริง
- การลดความแปรปรวน —กระบวนการปรับปรุงอย่างต่อเนื่องที่เพิ่มความแม่นยำในการควบคุมกระบวนการมากขึ้นเรื่อยๆ
- การลดของเสีย — หลักการผลิตแบบลีนที่ผสานเข้ากับการจัดการคุณภาพ
- ความต้องการเฉพาะลูกค้า — ความยืดหยุ่นในการรองรับข้อกำหนดเฉพาะของผู้ผลิตรถยนต์แต่ละราย (OEM)
การควบคุมกระบวนการทางสถิติ (SPC) มีบทบาทสำคัญต่อการผลิตรถยนต์ โดยแทนที่จะตรวจสอบชิ้นส่วนหลังการผลิตแล้วเสร็จ SPC จะติดตามและควบคุมกระบวนการแบบเรียลไทม์ เพื่อตรวจจับความแปรปรวนก่อนที่จะก่อให้เกิดชิ้นส่วนที่บกพร่อง เครื่องมือมาตรฐานที่ใช้ในสถานประกอบการที่ได้รับการรับรอง ได้แก่ แผนภูมิควบคุม (Control charts), ดัชนีความสามารถของกระบวนการ (capability indices) และการวิเคราะห์แนวโน้ม (trend analysis)
สำหรับโรงงานกลึง CNC ในรัฐแคลิฟอร์เนียและโรงงานกลึง CNC สำหรับอุตสาหกรรมการบินและอวกาศที่ให้บริการลูกค้าในอุตสาหกรรมยานยนต์ การรับรองเหล่านี้ไม่ใช่สิ่งเสริมเพิ่มเติมเท่านั้น แต่เป็นข้อกำหนดเบื้องต้นที่จำเป็นสำหรับการทำธุรกิจ ผู้ผลิตรถยนต์รายใหญ่ เช่น General Motors, Ford และ Stellantis ต่างกำหนดให้ผู้จัดจำหน่ายชิ้นส่วนกลึงของตนต้องมีใบรับรอง IATF 16949
สถาน facility ที่ได้รับการรับรอง เช่น เทคโนโลยีโลหะเส้าอี้ ตอบสนองความต้องการของอุตสาหกรรมยานยนต์ด้วยการรับรองมาตรฐาน IATF 16949 และปฏิบัติตามโปรโตคอล SPC อย่างเคร่งครัด กระบวนการดำเนินงานของพวกเขาส่งมอบชิ้นส่วนโครงสร้างแชสซีที่มีความแม่นยำสูงและชิ้นส่วนที่ผลิตด้วยความละเอียดแม่นยำ พร้อมรักษาเอกสารและระบบติดตามย้อนกลับตามที่ห่วงโซ่อุปทานในอุตสาหกรรมยานยนต์กำหนด
มาตรฐานความแม่นยำสำหรับอุตสาหกรรมการบินและอวกาศ
หากความต้องการของอุตสาหกรรมยานยนต์คือความสม่ำเสมอ ความต้องการของอุตสาหกรรมการบินและอวกาศคือความสมบูรณ์แบบ—พร้อมหลักฐานยืนยันทุกชิ้น วัสดุทุกชนิด กระบวนการทุกขั้นตอน และการวัดค่าทุกครั้ง จำเป็นต้องมีการจัดทำเอกสารและสามารถติดตามย้อนกลับได้ เมื่อความล้มเหลวของชิ้นส่วนอาจนำไปสู่ผลกระทบร้ายแรงถึงชีวิตและทรัพย์สิน ข้อกำหนดในการรับรองจึงสะท้อนความสำคัญระดับนั้น
การรับรอง AS9100 พัฒนาต่อยอดจากมาตรฐาน ISO 9001 โดยเพิ่มข้อกำหนดด้านคุณภาพที่เข้มงวดเป็นพิเศษ ซึ่งออกแบบมาเฉพาะสำหรับระบบการบิน อวกาศ และกลาโหม ตามผลการวิจัยอุตสาหกรรม มากกว่า 80% ของบริษัทการบินและอวกาศทั่วโลกกำหนดให้ผู้จัดจำหน่ายเครื่องจักรควบคุมด้วยคอมพิวเตอร์ (CNC) ต้องมีใบรับรอง AS9100
อะไรคือสิ่งที่ทำให้มาตรฐาน AS9100 แตกต่างจากมาตรฐานคุณภาพทั่วไป
- การตรวจสอบย้อนกลับของวัสดุครบถ้วน —ชิ้นส่วนแต่ละชิ้นเชื่อมโยงย้อนกลับไปยังวัสดุดิบที่ได้รับการรับรอง พร้อมเลขที่ความร้อน (heat number) และใบรับรองจากโรงงานผลิต (mill certification) ที่ระบุไว้ในเอกสาร
- การตรวจสอบชิ้นงานตัวอย่างแรก (FAI) —เอกสารที่สอดคล้องตามมาตรฐาน AS9102 ยืนยันว่าการผลิตครั้งแรกเป็นไปตามข้อกำหนดทั้งหมด
- การจัดการกำหนดค่า —การควบคุมรุ่นอย่างเข้มงวดเพื่อให้มั่นใจว่าชิ้นส่วนสอดคล้องกับเวอร์ชันวิศวกรรมล่าสุด
- การจัดการความเสี่ยง —กระบวนการอย่างเป็นทางการในการระบุ ประเมิน และลดความเสี่ยงด้านคุณภาพที่อาจเกิดขึ้น
- การป้องกันชิ้นส่วนปลอม —ขั้นตอนการตรวจสอบเพื่อให้มั่นใจในความแท้จริงของวัสดุ
ภาระงานด้านเอกสารขยายตัวไปตลอดทั้งกระบวนการผลิต โรงงานกลึงด้วยเครื่อง CNC ในแคลิฟอร์เนียซึ่งให้บริการลูกค้าในอุตสาหกรรมการบินและอวกาศ จำเป็นต้องจัดทำบันทึกเพื่อแสดงว่า:
- ใบรับรองวัตถุดิบและการตรวจสอบแหล่งที่มา
- เส้นทางการเคลื่อนที่ของเครื่องมือ (tool paths) และโปรแกรม CNC ที่ใช้ในแต่ละขั้นตอนการผลิต
- คุณสมบัติและความสามารถของผู้ปฏิบัติงาน รวมถึงบันทึกการฝึกอบรม
- สถานะการสอบเทียบของอุปกรณ์วัดทั้งหมด
- ข้อมูลการตรวจสอบอย่างสมบูรณ์สำหรับทุกมิติที่สำคัญ
สำหรับผู้ให้บริการงานขึ้นรูปโลหะในซานโฮเซ รัฐแคลิฟอร์เนีย และร้านค้าอื่นๆ ในภูมิภาค การได้รับการรับรองมาตรฐาน AS9100 จำเป็นต้องลงทุนอย่างมากในระบบเอกสาร การฝึกอบรม และการเตรียมความพร้อมสำหรับการตรวจสอบ อย่างไรก็ตาม การได้รับการรับรองนี้จะเปิดโอกาสให้เข้าร่วมประมูลงานด้านอวกาศ ซึ่งคู่แข่งที่ไม่มีการรับรองมาตรฐานดังกล่าวไม่สามารถเข้าร่วมได้
ข้อพิจารณาในการผลิตอุปกรณ์ทางการแพทย์
การผลิตอุปกรณ์ทางการแพทย์เพิ่มความซับซ้อนด้านกฎระเบียบอีกชั้นหนึ่ง เมื่อส่วนประกอบที่ผ่านการกลึงแล้วถูกนำมาใช้เป็นส่วนหนึ่งของอุปกรณ์วินิจฉัยหรืออุปกรณ์ฝังตัวในร่างกาย ความปลอดภัยของผู้ป่วยจะเป็นปัจจัยหลักที่กำหนดข้อกำหนดทั้งหมด
ตาม แนวทางกำกับดูแลของสำนักงานคณะกรรมการอาหารและยาสหรัฐอเมริกา (FDA) ผู้ผลิตต้องจัดตั้งและปฏิบัติตามระบบคุณภาพเพื่อให้มั่นใจว่าผลิตภัณฑ์ของตนจะสอดคล้องกับข้อกำหนดและข้อกำหนดเฉพาะที่เกี่ยวข้องอย่างต่อเนื่อง ระบบคุณภาพเหล่านี้สำหรับอุปกรณ์ที่อยู่ภายใต้การควบคุมของ FDA เรียกว่า แนวปฏิบัติที่ดีในการผลิตปัจจุบัน (current good manufacturing practices: CGMP)
ใบรับรอง ISO 13485 มุ่งเน้นโดยเฉพาะด้านการจัดการคุณภาพของอุปกรณ์ทางการแพทย์ แม้โครงสร้างจะคล้ายคลึงกับมาตรฐาน ISO 9001 แต่ยังเพิ่มข้อกำหนดสำหรับ:
- การควบคุมการออกแบบ —การตรวจสอบอย่างเป็นระบบเพื่อยืนยันว่าอุปกรณ์สอดคล้องกับข้อกำหนดในการใช้งานตามวัตถุประสงค์
- การตรวจสอบความถูกต้องของกระบวนการ —หลักฐานที่จัดทำเป็นลายลักษณ์อักษรยืนยันว่ากระบวนการผลิตสามารถให้ผลลัพธ์ที่ยอมรับได้อย่างสม่ำเสมอ
- เอกสารความเข้ากันได้ทางชีวภาพ —หลักฐานยืนยันว่าวัสดุไม่ก่อให้เกิดปฏิกิริยาที่ไม่พึงประสงค์ต่อผู้ป่วย
- การตรวจสอบความถูกต้องของการฆ่าเชื้อ —การยืนยันว่ากระบวนการฆ่าเชื้อสามารถบรรลุระดับความมั่นใจในความปลอดเชื้อ (Sterility Assurance Level: SAL) ตามที่กำหนด
- การจัดการร้องเรียน —ระบบอย่างเป็นทางการสำหรับติดตามและสอบสวนปัญหาของผลิตภัณฑ์
ข้อบังคับด้านระบบคุณภาพของสำนักงานคณะกรรมการอาหารและยาสหรัฐอเมริกา (FDA) (21 CFR Part 820) จัดทำกรอบข้อบังคับด้านกฎระเบียบในสหรัฐอเมริกา ตามเอกสารของ FDA ข้อบังคับด้านระบบคุณภาพ (QS Regulation) ใช้แนวทางแบบ "ร่มครอบ" ซึ่งกำหนดให้ผู้ผลิตพัฒนาและปฏิบัติตามขั้นตอนที่เหมาะสมกับอุปกรณ์เฉพาะของตน
สิ่งนี้หมายความว่าอย่างไรต่อคู่ค้าด้านการกลึงของคุณ? พวกเขาจะต้องรักษา:
- บันทึกประวัติอุปกรณ์ (Device History Records: DHR) อย่างครบถ้วนสำหรับทุกชุดผลิต (Lot)
- กระบวนการผลิตที่ผ่านการตรวจสอบความถูกต้อง (Validated Manufacturing Processes) พร้อมพารามิเตอร์ที่จัดทำเป็นลายลักษณ์อักษร
- อุปกรณ์วัดที่ผ่านการสอบเทียบแล้ว และสามารถสืบย้อนแหล่งที่มาของการสอบเทียบได้ถึงมาตรฐานแห่งชาติ
- สิ่งแวดล้อมที่ควบคุมได้ซึ่งเหมาะสมกับข้อกำหนดของผลิตภัณฑ์
- บันทึกการฝึกอบรมบุคลากรที่แสดงถึงความเชี่ยวชาญ
สำนักงานคณะกรรมการอาหารและยาแห่งสหรัฐอเมริกา (FDA) ได้ออกกฎข้อบังคับฉบับสุดท้ายว่าด้วยระบบการจัดการคุณภาพ (QMSR) เมื่อเร็วๆ นี้ โดยนำมาตรฐาน ISO 13485:2016 เข้ามาเป็นส่วนหนึ่งของกรอบระเบียบข้อบังคับ ความสอดคล้องกันนี้หมายความว่า ผู้จัดจำหน่ายชิ้นส่วนอุปกรณ์ทางการแพทย์ที่ผ่านกระบวนการกลึงจำเป็นต้องปฏิบัติตามข้อกำหนดทั้งของ FDA และมาตรฐานสากลพร้อมกันมากยิ่งขึ้น
การเลือกพันธมิตรที่ได้รับการรับรองอย่างเหมาะสม
อุตสาหกรรมของคุณเป็นตัวกำหนดว่าใบรับรองใดมีความสำคัญมากที่สุด นี่คือตารางอ้างอิงแบบรวดเร็ว:
| อุตสาหกรรม | ใบรับรองหลัก | ข้อกำหนดหลัก |
|---|---|---|
| รถยนต์ | IATF 16949 | การควบคุมกระบวนการสถิติ (SPC), การป้องกันข้อบกพร่อง, ข้อกำหนดเฉพาะของลูกค้า |
| การบิน/ป้องกันประเทศ | AS9100 | การติดตามย้อนกลับอย่างครบถ้วน, การตรวจสอบการยอมรับครั้งแรก (FAI), การจัดการการกำหนดค่า |
| อุปกรณ์ทางการแพทย์ | ISO 13485 | การควบคุมการออกแบบ, การรับรองกระบวนการ, การจัดการข้อร้องเรียน |
| อุตสาหกรรมทั่วไป | ISO 9001 | หลักการพื้นฐานของการจัดการคุณภาพ, การปรับปรุงอย่างต่อเนื่อง |
อย่าสมมติว่าร้านค้าที่ได้รับการรับรองสำหรับอุตสาหกรรมหนึ่งจะมีคุณสมบัติเหมาะสมโดยอัตโนมัติสำหรับอุตสาหกรรมอื่น ผู้จัดจำหน่ายในอุตสาหกรรมการบินและอวกาศที่ได้รับการรับรองตามมาตรฐาน AS9100 อาจไม่มีระบบการผลิตแบบปริมาณสูงที่อุตสาหกรรมยานยนต์ต้องการ ผู้เชี่ยวชาญด้านอุปกรณ์ทางการแพทย์อาจไม่มีประสบการณ์ในการทำงานกับโลหะผสมพิเศษที่อุตสาหกรรมการบินและอวกาศต้องการ
เมื่อประเมินพันธมิตรที่เป็นไปได้ ให้ตรวจสอบใบรับรองโดยตรง ขอสำเนาใบรับรอง ตรวจสอบวันหมดอายุ และยืนยันว่าขอบเขตของการรับรองครอบคลุมประเภทผลิตภัณฑ์เฉพาะของคุณ หน่วยงานรับรองมีฐานข้อมูลสาธารณะที่คุณสามารถตรวจสอบสถานะของซัพพลายเออร์ได้อย่างอิสระ
ข้อกำหนดด้านการรับรองเหล่านี้เพิ่มต้นทุนและความซับซ้อนให้กับบริการเครื่องจักรกล—แต่ข้อกำหนดเหล่านี้มีเหตุผลที่ดี เมื่อชิ้นส่วนของคุณถูกนำไปใช้ในยานยนต์ เครื่องบิน หรืออุปกรณ์ทางการแพทย์ ความเสี่ยงที่เกี่ยวข้องกับคุณภาพทำให้การลงทุนในระบบควบคุมคุณภาพที่เข้มงวดนั้นคุ้มค่า การเข้าใจสิ่งที่แต่ละอุตสาหกรรมต้องการจะช่วยให้คุณค้นหาพันธมิตรที่สามารถปฏิบัติสัญญาได้จริง
การรับรองมาตรฐานช่วยกำหนดระบบคุณภาพพื้นฐาน แต่ผู้ให้บริการงานกลึงตรวจสอบจริงว่าชิ้นส่วนแต่ละชิ้นสอดคล้องกับข้อกำหนดของคุณอย่างไร? คำตอบอยู่ที่วิธีการตรวจสอบและมาตรการประกันคุณภาพ—ซึ่งเป็นหัวข้อถัดไปของเรา
การประกันคุณภาพและการตรวจสอบความคลาดเคลื่อนที่ยอมรับได้
พาร์ทเนอร์ด้านงานกลึงของคุณมีใบรับรองมาตรฐานที่น่าประทับใจ แต่นี่คือคำถามที่แท้จริง: พวกเขาพิสูจน์อย่างไรจริงๆ ว่าชิ้นส่วนของคุณสอดคล้องกับข้อกำหนดทั้งหมด? การรับรองมาตรฐานกำหนดระบบการทำงาน ในขณะที่การตรวจสอบยืนยันผลลัพธ์ที่ได้จริง การเข้าใจว่าสถานประกอบการระดับมืออาชีพวัด บันทึก และตรวจสอบมิติของชิ้นส่วนอย่างไร จะช่วยให้คุณประเมินคำกล่าวอ้างด้านคุณภาพได้อย่างมีประสิทธิภาพ และตีความรายงานการตรวจสอบที่คุณได้รับพร้อมกับการจัดส่งสินค้าได้อย่างถูกต้อง
ไม่ว่าคุณจะทำงานร่วมกับโรงงานเครื่องจักรในเมืองซานตาคลารา หรือจัดซื้อชิ้นส่วนจากโรงงานเครื่องจักรในซานตาคลารา รัฐแคลิฟอร์เนีย (Santa Clara, CA) หลักการประกันคุณภาพพื้นฐานก็ยังคงเหมือนเดิมสำหรับผู้ให้บริการที่มีชื่อเสียง
การเข้าใจข้อกำหนดของค่าคลาดเคลื่อน
ก่อนที่จะมีการวัดใดๆ ทุกฝ่ายต้องตกลงร่วมกันก่อนว่าคำว่า "ยอมรับได้" หมายถึงอะไร ข้อกำหนดด้านความคลาดเคลื่อน (Tolerance specifications) ระบุขอบเขตของความแปรผันที่ยอมรับได้จากมิติที่ระบุไว้ตามแบบ—and การเข้าใจภาษาเหล่านี้จะช่วยให้คุณสื่อสารอย่างมีประสิทธิภาพกับพาร์ทเนอร์ด้านการกลึงของคุณ
ความคลาดเคลื่อนปรากฏในรูปแบบต่างๆ บนแบบแปลนทางวิศวกรรม:
- ความคลาดเคลื่อนแบบสองด้าน — ความแปรผันที่อนุญาตทั้งสองทิศทาง (เช่น 25.00 ±0.05 มม.)
- ความคลาดเคลื่อนแบบด้านเดียว — ความแปรผันที่อนุญาตเฉพาะทิศทางเดียว (เช่น 25.00 +0.00/-0.10 มม.)
- มิติจำกัด (Limit dimensions) — ค่าสูงสุดและต่ำสุดที่ระบุอย่างชัดเจน (เช่น 24.95–25.05 มม.)
- สัญลักษณ์ GD&T — สัญลักษณ์การกำหนดมิติและควบคุมความคลาดเคลื่อนเชิงเรขาคณิต (Geometric Dimensioning and Tolerancing) ซึ่งควบคุมรูปร่าง แนวการวาง และตำแหน่ง
เหตุใดสิ่งนี้จึงสำคัญต่อการตรวจสอบคุณภาพ? ตาม งานวิจัยด้านมาตรวิทยา CMM ระบบขั้นสูงสามารถวัดรูปทรงเรขาคณิตที่ซับซ้อนได้อย่างแม่นยำเป็นพิเศษ โดยมักบรรลุความไม่แน่นอนของการวัดภายในระดับไมโครเมตร อย่างไรก็ตาม แม้อุปกรณ์ที่ทันสมัยที่สุดก็จะไม่มีความหมายใดๆ เลย หากข้อกำหนดเกี่ยวกับความคลาดเคลื่อน (tolerance) ไม่ได้ระบุไว้อย่างชัดเจน
กระบวนการตรวจสอบเริ่มต้นจากแบบแปลนของท่าน ทุกมิติที่ระบุว่ามีความสำคัญจะถูกวัดและบันทึกไว้ ส่วนคุณลักษณะที่มีความคลาดเคลื่อนตามมาตรฐานอาจถูกตรวจสอบแบบสุ่มแทนการตรวจสอบทุกชิ้น—ซึ่งเป็นแนวทางปฏิบัติที่สมเหตุสมผล ซึ่งช่วยรักษาสมดุลระหว่างความละเอียดรอบคอบกับประสิทธิภาพด้านต้นทุน
วิธีการและอุปกรณ์ในการตรวจสอบ
โรงงานบริการเครื่องจักรกลเชิงมืออาชีพใช้เทคโนโลยีการตรวจสอบหลากหลายประเภท ซึ่งแต่ละประเภทเหมาะสมกับความท้าทายด้านการวัดเฉพาะทาง การเข้าใจเครื่องมือเหล่านี้จะช่วยให้ท่านตระหนักถึงสิ่งที่เกี่ยวข้องในการยืนยันคุณภาพของชิ้นส่วนที่ท่านสั่งทำ
เครื่องวัดพิกัด (CMMs) เป็นตัวแทนมาตรฐานทองคำสำหรับการตรวจสอบมิติ ตามเอกสารอ้างอิงของอุตสาหกรรม เครื่องวัดพิกัดสามมิติ (CMM) จะบันทึกจุดข้อมูลซึ่งซอฟต์แวร์นำมาประมวลผลเพื่อคำนวณมิติ ความคลาดเคลื่อนที่ยอมรับได้ (tolerances) และความสัมพันธ์เชิงเรขาคณิต เครื่องมือขั้นสูงเหล่านี้ทำงานภายในระบบพิกัดสามมิติ โดยใช้แกน X, Y และ Z เพื่อกำหนดตำแหน่งที่แน่นอน
อะไรทำให้เครื่องวัดพิกัดสามมิติ (CMM) มีคุณค่าเป็นพิเศษ? เครื่องเหล่านี้โดดเด่นในด้าน:
- การวัดรูปทรงเรขาคณิตสามมิติที่ซับซ้อนซึ่งเครื่องมือแบบใช้มือไม่สามารถเข้าถึงได้
- การให้ผลลัพธ์ที่สามารถทำซ้ำได้และไม่ขึ้นกับผู้ปฏิบัติงาน
- การสร้างรายงานการตรวจสอบโดยอัตโนมัติพร้อมเอกสารข้อมูลอย่างสมบูรณ์
- การตรวจสอบข้อกำหนดด้าน GD&T รวมถึงความคลาดเคลื่อนของตำแหน่งที่แท้จริง (true position) และความคลาดเคลื่อนของรูปร่าง (profile tolerances)
ออปติคอลคอมแพร์เรเตอร์ ฉายภาพรูปทรงของชิ้นส่วนที่ขยายขนาดแล้วลงบนหน้าจอเพื่อเปรียบเทียบแบบมองเห็นกับภาพอ้างอิงที่ทับซ้อนกัน ระบบแบบไม่สัมผัสเหล่านี้เหมาะสำหรับ:
- ชิ้นส่วนที่เปราะบางหรือบิดเบี้ยวได้ง่าย
- รูปทรงเกลียวและฟันเฟือง
- ขอบที่ถูกตัดโค้งมน (edge breaks) และขอบเอียง (chamfers)
- การตรวจสอบด้วยสายตาอย่างรวดเร็วระหว่างกระบวนการผลิต
เครื่องวัดความหยาบของพื้นผิว วัดพื้นผิวที่ผ่านการกลึงในระดับจุลภาค เมื่อแบบแปลนของคุณระบุค่า Ra (ความขรุขระเฉลี่ยเชิงพีชคณิต) เครื่องมือเหล่านี้จะตรวจสอบความสอดคล้องโดยการลากหัววัด (stylus) ไปตามพื้นผิวและวิเคราะห์รูปแบบที่ได้
นี่คือการเปรียบเทียบวิธีการตรวจสอบที่ใช้กันทั่วไป:
| วิธีการตรวจสอบ | ความแม่นยำทั่วไป | เหมาะที่สุดสำหรับงานประเภท | ข้อจำกัด |
|---|---|---|---|
| CMM (แบบสัมผัส) | ±0.001–0.003 มม. | เรขาคณิตสามมิติที่ซับซ้อน การตรวจสอบตามข้อกำหนด GD&T ชิ้นส่วนสำหรับการผลิต | ช้ากว่าสำหรับการวัดที่เรียบง่าย ต้องดำเนินการในสภาพแวดล้อมที่ควบคุมอย่างเข้มงวด |
| เครื่องเปรียบเทียบภาพแบบออปติคอล | ±0.01–0.025 มม. | การตรวจสอบรูปทรง (profile inspection), การตรวจสอบเกลียว (thread verification), การเปรียบเทียบด้วยสายตา | เฉพาะสองมิติ (2D) เท่านั้น ต้องอาศัยการตีความจากผู้ปฏิบัติงาน |
| ไมโครมิเตอร์/แคลิเปอร์ | ±0.01–0.025 มม. | การตรวจสอบอย่างรวดเร็ว ขนาดภายนอก และลักษณะที่เรียบง่าย | การใช้งานด้วยมือ จำกัดเฉพาะพื้นผิวที่เข้าถึงได้ |
| ไม้บรรทัดวัดความสูง | ±0.01มม | ความสูงของขั้นบันได การอ้างอิงจุดอ้างอิง (datum) และงานบนแผ่นฐานเรียบ (surface plate) | ต้องใช้พื้นผิวอ้างอิงที่เรียบ |
| เครื่องวัดความขRุ่ยผิว | ความละเอียดในการวัดค่าความหยาบของพื้นผิว (Ra) ได้ถึง 0.001 ไมครอน | การยืนยันคุณภาพพื้นผิว และการรับรองกระบวนการผลิต | วัดเฉพาะลักษณะพื้นผิวเท่านั้น ไม่สามารถวัดความแม่นยำเชิงมิติ |
| การสแกน 3D | ±0.025–0.1 มิลลิเมตร | รูปร่างที่ซับซ้อน การสร้างแบบย้อนกลับ (reverse engineering) และการจับแผนที่ความเบี่ยงเบน | ความแม่นยำต่ำกว่าเครื่องวัดพิกัดสามมิติ (CMM) และต้องผ่านขั้นตอนการประมวลผลหลังการวัด |
ร้านเครื่องจักรกลในซานตา คลารา รัฐแคลิฟอร์เนีย หรือสถานที่ให้บริการใดๆ ที่มุ่งเน้นคุณภาพเป็นหลัก มักจะใช้วิธีการหลายวิธีร่วมกัน โดยเครื่องวัดพิกัดสามมิติ (CMM) ใช้สำหรับการตรวจสอบขั้นสุดท้ายของลักษณะสำคัญ ในขณะที่เครื่องมือวัดแบบใช้มือช่วยในการตรวจสอบระหว่างกระบวนการผลิตชิ้นส่วน
เอกสารและความสามารถในการติดตาม
ข้อมูลการวัดจะไม่มีความหมายเลย หากไม่มีการจัดทำเอกสารอย่างเหมาะสม การประกันคุณภาพระดับมืออาชีพนั้นเกินกว่าการวัดเพียงอย่างเดียว — แต่ครอบคลุมถึงการติดตามย้อนกลับได้ครบถ้วนตั้งแต่วัตถุดิบจนถึงการจัดส่งสินค้าสำเร็จรูป
การตรวจสอบชิ้นงานตัวอย่างแรก (FAI) เป็นรากฐานของคุณภาพการผลิต ตามงานวิจัยด้านการผลิตจาก PMP Metals การตรวจสอบเบื้องต้น (FAI) คือกระบวนการที่จัดทำเป็นลายลักษณ์อักษรอย่างเป็นทางการ ซึ่งมีวัตถุประสงค์เพื่อให้มั่นใจว่าการผลิตชิ้นส่วนหรือชุดประกอบนั้นสอดคล้องกับข้อกำหนดการออกแบบ แบบแปลน และข้อกำหนดอื่นๆ ที่ลูกค้าหรือฝ่ายวิศวกรรมกำหนดไว้
การตรวจสอบเบื้องต้น (FAI) อย่างละเอียดจะรวมถึงอะไรบ้าง?
- การวาดรูปในกลอง —ทุกมิติระบุหมายเลขกำกับไว้เพื่อการอ้างอิง
- ตารางผลลัพธ์ด้านมิติ —ค่าที่วัดได้เปรียบเทียบกับค่าความคลาดเคลื่อนที่กำหนดไว้
- ใบรับรองวัสดุ —เอกสารรับรองว่าใช้อัลลอยด์และกระบวนการอบร้อนที่ถูกต้อง
- บันทึกกระบวนการผลิต —ข้อมูลเกี่ยวกับเครื่องจักรและแม่พิมพ์ที่ใช้ในการผลิต
- การลงนามรับรอง — ลายเซ็นของผู้ปฏิบัติงานและผู้ตรวจสอบยืนยันการตรวจสอบแล้ว
การตรวจสอบ FAI เกิดขึ้นที่จุดสำคัญต่าง ๆ เช่น การผลิตครั้งแรก หลังจากมีการเปลี่ยนแปลงด้านวิศวกรรม เมื่อมีการเปลี่ยนสถานที่ผลิต หรือหลังจากช่วงเวลาที่หยุดการผลิตเป็นเวลานาน ระบบจุดตรวจสอบนี้ช่วยตรวจจับปัญหาก่อนที่จะลุกลามไปยังชิ้นส่วนทั้งหมดในปริมาณการผลิตเต็มรูปแบบ
การตรวจสอบระหว่างกระบวนการ ให้การยืนยันอย่างต่อเนื่องระหว่างการผลิต ผู้ปฏิบัติงานจะตรวจสอบมิติที่สำคัญเป็นระยะ ๆ — เช่น ทุกชิ้นที่ 10 หรือทุกชิ้นที่ 25 — เพื่อยืนยันว่ากระบวนการยังคงมีความเสถียร กรณีใด ๆ ที่เกิดการเบี่ยงเบน (drift) จะกระตุ้นให้มีการสอบสวนทันที ก่อนที่ชิ้นส่วนที่ไม่อยู่ในเกณฑ์ความคลาดเคลื่อนที่ยอมรับได้ (out-of-tolerance parts) จะสะสมเพิ่มขึ้น
การตรวจสอบสุดท้าย โปรโตคอลเหล่านี้ใช้ยืนยันความสมบูรณ์ของชิ้นส่วนที่ผลิตเสร็จแล้วก่อนจัดส่ง ซึ่งอาจประกอบด้วย:
- การตรวจสอบทุกมิติที่สำคัญ 100%
- การสุ่มตัวอย่างเชิงสถิติ ตามขนาดของล็อตและระดับคุณภาพที่ยอมรับได้ (AQL)
- ใบรับรองความสอดคล้อง (Certificate of Conformance) ที่ระบุการปฏิบัติตามข้อกำหนดทางเทคนิค
- รายงานมิติแบบครบถ้วน พร้อมค่าที่วัดได้จริง
ระบบการจัดการคุณภาพ ผูกองค์ประกอบเหล่านี้เข้าด้วยกัน ตามการวิจัยมาตรฐาน ISO 9001:2015 มาตรฐานสากลนี้กำหนดเกณฑ์อ้างอิงที่บริษัทต่างๆ ต้องปฏิบัติตามและสามารถก้าวข้ามความคาดหวังของลูกค้าได้ ร้านเครื่องจักรที่ได้รับการรับรองมาตรฐาน ISO ได้นำระบบการจัดการคุณภาพ (QMS) ที่แข็งแกร่งมาใช้ ซึ่งรับประกันคุณภาพและความน่าเชื่อถืออย่างสม่ำเสมอ
การรับรองมาตรฐาน ISO 9001:2015 หมายความว่าอย่างไรสำหรับชิ้นส่วนของคุณ
- ขั้นตอนที่จัดทำเป็นลายลักษณ์อักษรช่วยให้มั่นใจว่ากระบวนการจะสอดคล้องกันไม่ว่าผู้ปฏิบัติงานคนใดจะดำเนินการผลิตชิ้นส่วนของคุณ
- โปรแกรมการสอบเทียบยืนยันว่าอุปกรณ์วัดยังคงรักษาความแม่นยำไว้ได้
- ระบบการดำเนินการแก้ไขปัญหาช่วยจัดการกับข้อบกพร่องอย่างเป็นระบบ แทนที่จะแก้ไขซ้ำแล้วซ้ำเล่า
- การทบทวนโดยฝ่ายบริหารช่วยให้มีการปรับปรุงอย่างต่อเนื่อง แทนที่จะหยุดนิ่ง
นอกเหนือจากมาตรฐาน ISO 9001 แล้ว การรับรองเฉพาะอุตสาหกรรมยังเพิ่มข้อกำหนดพิเศษอีกด้วย ซึ่งมาตรฐาน AS9102 ควบคุมการจัดทำเอกสารการตรวจสอบเบื้องต้น (FAI) สำหรับอุตสาหกรรมการบินและอวกาศ ส่วนมาตรฐาน IATF 16949 กำหนดให้มีการใช้โปรโตคอลการควบคุมกระบวนการเชิงสถิติ (SPC) สำหรับอุตสาหกรรมยานยนต์ และมาตรฐาน ISO 13485 ครอบคลุมเรื่องความสามารถในการติดตามที่มาของผลิตภัณฑ์สำหรับอุปกรณ์ทางการแพทย์ แอปพลิเคชันของคุณจะเป็นตัวกำหนดว่ามาตรฐานใดมีผลบังคับใช้ — และเอกสารใดที่คุณควรคาดหวังจากพาร์ทเนอร์ด้านบริการเครื่องจักรกลของคุณ
การประกันคุณภาพในท้ายที่สุดขึ้นอยู่กับความไว้วางใจที่ได้รับการยืนยันด้วยหลักฐาน ใบรับรองต่างๆ สร้างระบบขึ้นมา อุปกรณ์ตรวจสอบให้ความสามารถในการตรวจสอบ และเอกสารต่างๆ เป็นหลักฐานยืนยันผลลัพธ์ เมื่อประเมินผู้ให้บริการเครื่องจักรกล คุณควรพิจารณาให้ลึกกว่าความสามารถที่ผู้ให้บริการอ้างถึง เพื่อเข้าใจว่าพวกเขาตรวจสอบสิ่งที่ส่งมอบจริงอย่างไร
การเปรียบเทียบบริการเครื่องจักรกลกับวิธีการผลิตทางเลือกอื่น
คุณได้สำรวจวิธีการทำงานของบริการกลึง ต้นทุนที่เกี่ยวข้อง และวิธีการตรวจสอบคุณภาพแล้ว แต่คำถามที่ทำให้ผู้จัดการฝ่ายปฏิบัติการนอนไม่หลับคือ การจ้างภายนอกเพื่อทำการกลึงนั้นเหมาะสมกับโครงการของคุณจริงหรือไม่? หรือการผลิตภายในองค์กร การพิมพ์ 3 มิติ หรือการหล่อจะให้ผลลัพธ์ที่ดีกว่า?
คำตอบขึ้นอยู่กับสถานการณ์เฉพาะของคุณ — ความต้องการปริมาณชิ้นงาน ความต้องการความแม่นยำ (tolerance) ข้อจำกัดด้านวัสดุ และแรงกดดันจากกำหนดเวลา ล้วนมีอิทธิพลต่อแนวทางที่เหมาะสมที่สุด ลองมาสร้างกรอบการตัดสินใจที่ช่วยให้คุณประเมินข้อแลกเปลี่ยนเหล่านี้อย่างเป็นกลาง
บริการกลึงเทียบกับการดำเนินงานภายในองค์กร
การตัดสินใจว่าจะจ้างภายนอกหรือลงทุนเองนั้นถือเป็นหนึ่งในการตัดสินใจที่สำคัญที่สุดที่ผู้ผลิตต้องเผชิญ ตาม งานวิจัยด้านการผลิต โดยทั่วไปแล้ว การจ้างภายนอกในระยะเริ่มต้นมักเป็นทางเลือกที่ชาญฉลาดกว่า เว้นแต่ว่าคุณต้องการชิ้นงานมากกว่าประมาณ 4,000–5,000 ชิ้นต่อปี มีข้อกำหนดด้านทรัพย์สินทางปัญญา (IP) หรือใบรับรองที่เข้มงวดเป็นพิเศษ หรือสามารถรับภาระค่าใช้จ่ายเบื้องต้นได้ระหว่าง 200,000–700,000 ดอลลาร์สหรัฐ รวมทั้งค่าใช้จ่ายในการฝึกอบรมผู้ปฏิบัติงาน
อะไรที่ทำให้การคำนวณนี้ซับซ้อนมากนัก? ลองพิจารณาสิ่งที่การผลิตชิ้นส่วนภายในโรงงานต้องใช้จริง:
- การลงทุนด้านทุน —เครื่อง CNC แบบ 5 แกนหนึ่งเครื่องอาจมีราคา $200,000 ถึง $700,000 ก่อนรวมค่าติดตั้ง อุปกรณ์เสริม และการฝึกอบรม
- ผู้ปฏิบัติงานที่มีทักษะสูง —การใช้เครื่อง CNC ยังคงเป็นกระบวนการที่ต้องอาศัยทักษะสูงอย่างมาก และจำเป็นต้องอัปเดตความสามารถอย่างสม่ำเสมอ
- การบำรุงรักษาอย่างต่อเนื่อง —อุปกรณ์ต้องได้รับการปรับเทียบซ้ำเป็นประจำ ซ่อมแซม และในที่สุดก็ต้องเปลี่ยนใหม่
- พื้นที่บนพื้นโรงงานและสาธารณูปโภค —เครื่องมือกลต้องวางบนฐานรองที่เหมาะสม มีแหล่งจ่ายไฟที่เพียงพอ และระบบควบคุมสภาพแวดล้อม
เมื่อใดที่การจ้างผู้รับจ้างภายนอกจึงเหมาะสมกว่า? สำหรับปริมาณการผลิตต่อปีต่ำกว่า 1,000 ชิ้น การคำนวณทางการเงินมักเอื้อประโยชน์ต่อพันธมิตรภายนอกอย่างชัดเจน ร้านรับจ้างทั่วไปมักเสนอราคาประมาณ $18 ต่อชิ้น สำหรับงาน CNC อลูมิเนียมในปริมาณน้อย — ซึ่งต่ำกว่ามากเมื่อเทียบกับต้นทุนเฉลี่ยต่อชิ้นของเครื่องจักรที่เป็นกรรมสิทธิ์ ซึ่งมักจะถูกใช้งานไม่เต็มประสิทธิภาพ
อย่างไรก็ตาม การคำนวณต้นทุนจะเปลี่ยนไปเมื่อขยายขนาดการผลิต ทั้งนี้ เมื่อปริมาณการผลิตต่อปีเกิน 5,000 หน่วย และมีความคลาดเคลื่อนตามมาตรฐาน (standard tolerances) การลงทุนเพื่อผลิตภายในองค์กรเริ่มให้ต้นทุนต่อหน่วยที่ต่ำลง เนื่องจากค่าใช้จ่ายในการตั้งค่าเครื่องจักรสามารถกระจายไปยังชิ้นส่วนจำนวนมากพอ ทำให้การผลิตภายในองค์กรมีความคุ้มค่าทางเศรษฐกิจ
หากคุณกำลังค้นหาคำว่า "ช่างกลึง CNC ใกล้ฉัน" เพราะต้องการผลิตต้นแบบเป็นครั้งคราว หรือผลิตในปริมาณปานกลาง การใช้บริการกลึงภายนอก (service machining) มักให้คุณค่าที่ดีกว่าการลงทุนซื้อเครื่องจักรเอง
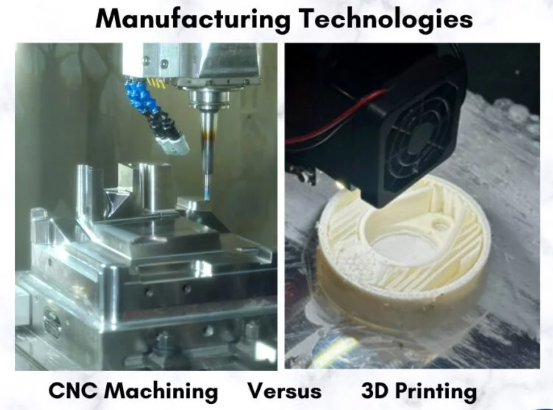
เมื่อการผลิตแบบเพิ่มเนื้อ (Additive Manufacturing) เป็นทางเลือกที่เหมาะสมกว่า
การพิมพ์สามมิติ (3D printing) ได้เปลี่ยนแปลงหลักเศรษฐศาสตร์ของการผลิตไปอย่างมาก — แต่ก็ยังไม่สามารถแทนที่กระบวนการกลึง (machining) ได้ การเข้าใจจุดแข็งของแต่ละวิธีจะช่วยให้คุณเลือกใช้ได้อย่างเหมาะสม
ตามการเปรียบเทียบกระบวนการของ Xometry การพิมพ์สามมิติสามารถผลิตชิ้นส่วนที่มีรูปร่างสมบูรณ์ (net shape parts) ได้อย่างรวดเร็ว ในขณะที่การกลึงด้วยเครื่อง CNC จำเป็นต้องมีการตั้งค่าเครื่องจักรแยกต่างหากสำหรับแต่ละชิ้นงาน และโดยทั่วไปต้องอาศัยการเขียนโปรแกรมด้วยตนเอง รวมถึงการควบคุมดูแลระหว่างการผลิต จึงพบได้บ่อยว่าชิ้นส่วนที่ผลิตด้วยเครื่อง CNC มีราคาสูงกว่าชิ้นส่วนที่พิมพ์ด้วยเทคโนโลยี 3D ถึง 10 เท่า สำหรับชิ้นงานที่ผลิตในปริมาณน้อยและมีรูปทรงซับซ้อน
การผลิตแบบเพิ่มเนื้อวัสดุ (additive manufacturing) มีข้อได้เปรียบเหนือกระบวนการอื่นๆ ที่ใด
- เรขาคณิตภายในที่ซับซ้อน —โครงสร้างแบบตาข่าย ช่องระบายความร้อนแบบคอนฟอร์มัล และรูปร่างแบบอินทรีย์ที่เครื่องมือตัดไม่สามารถเข้าถึงได้
- การปรับปรุงแบบอย่างรวดเร็ว —การปรับเปลี่ยนจำเป็นเพียงการแก้ไขไฟล์เท่านั้น โดยไม่ต้องจัดทำแม่พิมพ์หรือเขียนโปรแกรมใหม่
- การผลิตปริมาณน้อย —ต้นทุนการตั้งค่ามีค่าต่ำมาก ทำให้การผลิตชิ้นส่วนเดี่ยวมีความคุ้มค่า
- โอกาสในการรวมชิ้นส่วน —ชุดประกอบสามารถเปลี่ยนเป็นชิ้นส่วนพิมพ์แบบชิ้นเดียวได้
อย่างไรก็ตาม การพิมพ์สามมิติมีข้อจำกัดที่สำคัญหลายประการ กระบวนการพิมพ์แต่ละแบบให้คุณสมบัติด้านความแข็งแรงที่แตกต่างกันเมื่อเปรียบเทียบกับคุณสมบัติของวัสดุต้นฉบับ — สำหรับเทคโนโลยี FFF ที่ใช้วัสดุ ABS ความแข็งแรงอาจต่ำเพียง 10% ของความต้านแรงดึงสูงสุดของวัสดุ ในขณะที่เทคโนโลยี SLS ที่ใช้วัสดุไนลอนสามารถให้ความแข็งแรงได้สูงสุดถึง 100% ของการต้านแรงดึงสูงสุดของวัสดุ ส่วนการกลึงด้วย CNC จะผลิตชิ้นส่วนจากวัสดุต้นฉบับโดยไม่มีการรบกวนโครงสร้าง จึงมักให้ความแข็งแรงสูง
คุณภาพผิวเป็นอีกหนึ่งความท้าทาย คุณภาพผิวจากการพิมพ์สามมิติโดยทั่วไปได้รับผลกระทบจากหลักการทำงานของกระบวนการ — โดยเฉพาะความละเอียดในแนวแกน Z ซึ่งก่อให้เกิดผิวที่เป็นขั้นบันไดและมีความไม่เรียบเนียนทางสายตา ขณะที่คุณภาพผิวจากการกลึงด้วย CNC สามารถทำให้เรียบเนียนสม่ำเสมอและแม่นยำสูงมากได้ หากโปรแกรมเส้นทางการตัด (cutter paths) เพื่อให้ได้ผิวที่เรียบเนียน
จุดตัดสินใจที่เป็นประโยชน์จริงคืออะไร? เลือกการผลิตแบบเพิ่มวัสดุ (additive manufacturing) สำหรับต้นแบบ ชิ้นส่วนที่มีรูปทรงซับซ้อน และปริมาณการผลิตไม่เกิน 50 ชิ้น แต่เปลี่ยนไปใช้การกลึงแบบให้บริการ (service machining) เมื่อคุณต้องการคุณสมบัติของวัสดุระดับการผลิตจริง ความแม่นยำสูง หรือพื้นผิวที่เรียบเนียน
ทางเลือกอื่นแทนการหล่อและการขึ้นรูป
สำหรับการผลิตในปริมาณสูง การกลึงหรือการพิมพ์สามมิติอาจไม่ใช่ทางเลือกที่ดีที่สุดของคุณ การหล่อและการฉีดขึ้นรูปสามารถลดต้นทุนต่อชิ้นได้อย่างมาก—โดยเงื่อนไขคือคุณต้องลงทุนเบื้องต้นในการทำแม่พิมพ์ก่อน
การฉีดขึ้นรูปสามารถผลิตชิ้นส่วนพลาสติกที่เหมือนกันทุกชิ้นภายในไม่กี่วินาที แทนที่จะใช้เวลาหลายชั่วโมง แต่ต้นทุนของแม่พิมพ์เองนั้นอยู่ที่หลายพันถึงหลายแสนดอลลาร์สหรัฐฯ ขึ้นอยู่กับระดับความซับซ้อนของแม่พิมพ์ การลงทุนครั้งนี้จึงคุ้มค่าก็ต่อเมื่อคุณผลิตชิ้นส่วนที่เหมือนกันจำนวนหลายหมื่นชิ้น
การขึ้นรูปด้วยแม่พิมพ์แรงดันสูง (Die casting) มีต้นทุนการผลิตที่คล้ายคลึงกันสำหรับชิ้นส่วนโลหะ ชิ้นส่วนที่ซับซ้อนทำจากอลูมิเนียมหรือสังกะสีสามารถผลิตได้อย่างรวดเร็วหลังจากที่มีแม่พิมพ์แล้ว อย่างไรก็ตาม การขึ้นรูปด้วยแม่พิมพ์แรงดันสูงไม่สามารถบรรลุความละเอียดในการกลึง (machining tolerances) ได้โดยไม่ต้องผ่านกระบวนการแปรรูปเพิ่มเติม และการเปลี่ยนแปลงการออกแบบจำเป็นต้องมีการปรับแต่งแม่พิมพ์ซึ่งมีค่าใช้จ่ายสูง
เมื่อใดที่วิธีการเหล่านี้ให้ผลดีกว่าการกลึงแบบให้บริการ?
- ปริมาณการผลิตเกิน 10,000 หน่วย —ต้นทุนการผลิตแม่พิมพ์จะถูกกระจายออกเป็นต้นทุนต่อชิ้นที่เล็กน้อยจนแทบไม่น่าสนใจ
- การออกแบบที่คงที่ —การเปลี่ยนแปลงการออกแบบมีค่าใช้จ่ายสูง ดังนั้นชิ้นส่วนจึงต้องพร้อมสำหรับการผลิตจริง
- ความละเอียดในการผลิตระดับปานกลาง —ความแม่นยำของชิ้นงานหลังการหล่อหรือขึ้นรูปด้วยแม่พิมพ์นั้นเพียงพอต่อความต้องการ
- การผลิตต่อเนื่องในระยะยาว —การออกแบบเดียวกันนี้จะถูกใช้ในการผลิตเป็นเวลาหลายเดือนหรือหลายปี
การเปรียบเทียบวิธีการผลิตโดยรวม
ใช้ตารางอ้างอิงนี้เมื่อประเมินแนวทางการผลิตสำหรับโครงการถัดไปของคุณ:
| เกณฑ์ | บริการกลึง | การกลึงภายในองค์กร | การพิมพ์สามมิติ | การฉีดขึ้นรูป | การหล่อ |
|---|---|---|---|---|---|
| ช่วงปริมาณที่เหมาะสม | 1-5,000 หน่วย | มากกว่า 5,000 หน่วยต่อปี | 1-50 หน่วย | 10,000 ชิ้นขึ้นไป | 5,000 หน่วยขึ้นไป |
| ตัวเลือกวัสดุ | โลหะและพลาสติกเกือบไม่จำกัด | จำกัดโดยอุปกรณ์ที่เป็นกรรมสิทธิ์ | พอลิเมอร์เฉพาะกระบวนการ บางชนิดของโลหะ | เทอร์โมพลาสติกส์เป็นหลัก | โลหะผสมอลูมิเนียม สังกะสี แมกนีเซียม |
| ความสามารถในการรับความคลาดเคลื่อน | สามารถทำได้ ±0.001 นิ้ว | สามารถทำได้ ±0.001 นิ้ว | ความคลาดเคลื่อนโดยทั่วไป ±0.005–0.010 นิ้ว | ความคลาดเคลื่อนโดยทั่วไป ±0.002–0.005 นิ้ว | ความคลาดเคลื่อนโดยทั่วไป ±0.005 นิ้ว การกลึงเพื่อความแม่นยำสูงขึ้น |
| ระยะเวลาการจัดส่ง | หลายวันถึงหลายสัปดาห์ | ไม่กี่ชั่วโมงถึงไม่กี่วัน | ไม่กี่ชั่วโมงถึงไม่กี่วัน | สัปดาห์สำหรับการผลิตแม่พิมพ์ แล้วจึงดำเนินการอย่างรวดเร็ว | สัปดาห์สำหรับการผลิตแม่พิมพ์ แล้วจึงดำเนินการอย่างรวดเร็ว |
| ค่าจัดตั้ง/ค่าเครื่องมือ | ต่ำ-ปานกลาง | การลงทุนด้านทุนสูง | น้อยที่สุด | 5,000–100,000 ดอลลาร์สหรัฐฯ ขึ้นไป สำหรับแม่พิมพ์ | 10,000–100,000 ดอลลาร์สหรัฐฯ ขึ้นไป สำหรับไดย์ |
| ค่าส่วน (ปริมาณน้อย) | ปานกลาง | สูง | ต่ำ-ปานกลาง | สูงมาก | สูงมาก |
| ค่าส่วน (ปริมาณสูง) | ปานกลาง | ต่ำ | สูง | ต่ำมาก | ต่ำมาก |
| ความยืดหยุ่นในการออกแบบ | สูง | สูง | สูงมาก | ต้นทุนต่ำหลังการผลิตแม่พิมพ์ | ต้นทุนต่ำหลังการผลิตแม่พิมพ์ |
| ความแข็งแรงของวัสดุ | คุณสมบัติแบบเต็มรูปแบบตามธรรมชาติ | คุณสมบัติแบบเต็มรูปแบบตามธรรมชาติ | 10–100% ขึ้นอยู่กับกระบวนการ | คุณสมบัติของพอลิเมอร์ใกล้เคียงแบบเต็มรูปแบบ | คุณสมบัติของโลหะผสมใกล้เคียงแบบเต็มรูปแบบ |
การเลือกทางเลือกที่เหมาะสมสำหรับโครงการของคุณ
วิธีการผลิตที่เหมาะสมที่สุดขึ้นอยู่กับตำแหน่งของโครงการคุณบนแกนการตัดสินใจหลายแกน โปรดพิจารณาสถานการณ์ต่อไปนี้:
เลือกใช้บริการเครื่องจักรกลเมื่อ:
- คุณต้องการชิ้นส่วนโลหะที่มีคุณภาพสำหรับการผลิตจริง ด้วยปริมาณตั้งแต่ 10 ชิ้น ถึงหลายพันชิ้น
- ต้องการความคลาดเคลื่อนที่แคบกว่า ±0.005 นิ้ว
- การออกแบบของคุณอาจเปลี่ยนแปลงไปตามผลการทดสอบหรือข้อเสนอแนะจากลูกค้า
- คุณไม่มีเงินทุนเพียงพอสำหรับการลงทุนในอุปกรณ์หรือจ้างผู้ปฏิบัติงานที่มีทักษะ
- คุณต้องการเข้าถึงโรงงานเครื่องจักรกลแบบ 5 แกน หรือกระบวนการเฉพาะทางโดยไม่จำเป็นต้องเป็นเจ้าของเอง
เลือกการกลึงภายในองค์กรเมื่อ:
- ปริมาณการผลิตต่อปีเกิน 5,000 หน่วยอย่างสม่ำเสมอ สำหรับชิ้นส่วนที่มีลักษณะคล้ายกัน
- การควบคุมระยะเวลาในการจัดส่งมีความสำคัญยิ่ง — คุณต้องการชิ้นส่วนภายในไม่กี่ชั่วโมง ไม่ใช่ไม่กี่วัน
- ข้อกังวลเรื่องการคุ้มครองทรัพย์สินทางปัญญา (IP) ทำให้การจ้างภายนอกมีความเสี่ยง
- คุณมี หรือสามารถพัฒนา กำลังคนที่มีทักษะในการดำเนินการอุปกรณ์ได้
เลือกการพิมพ์ 3 มิติ เมื่อ:
- รูปทรงเรขาคณิตรวมถึงช่องภายใน โครงตาข่าย หรือรูปร่างแบบอินทรีย์
- คุณกำลังพัฒนาแบบอย่างรวดเร็วและต้องการข้อเสนอแนะแบบทันที
- ปริมาณการผลิตมีน้อยมาก โดยเฉพาะอย่างยิ่งสำหรับต้นแบบเพียงชิ้นเดียว
- ข้อกำหนดด้านความแข็งแรงของวัสดุอยู่ในระดับปานกลาง
เลือกกระบวนการขึ้นรูปด้วยแม่พิมพ์หรือการหล่อเมื่อ:
- แบบได้รับการสรุปและคงที่แล้วสำหรับการผลิตในระยะยาว
- ปริมาณการผลิตสูงพอที่จะคุ้มค่ากับการลงทุนในการทำแม่พิมพ์ — โดยทั่วไปคือ 10,000 หน่วยขึ้นไป
- ต้นทุนต่อชิ้นเป็นปัจจัยหลัก
- ข้อกำหนดด้านความคลาดเคลื่อนสามารถบรรลุได้โดยไม่จำเป็นต้องใช้การกลึงเพิ่มเติม
โครงการหลายโครงการได้รับประโยชน์จากแนวทางแบบผสมผสาน ได้แก่ การสร้างต้นแบบด้วยการพิมพ์ 3 มิติ การตรวจสอบความถูกต้องด้วยบริการกลึง และการขยายการผลิตไปสู่กระบวนการขึ้นรูปด้วยแม่พิมพ์เมื่อแบบมีเสถียรภาพแล้ว โรงงานเครื่องจักรในซานฟรานซิสโก หรือโรงงานเครื่องจักรในซานฟรานซิสโก รัฐแคลิฟอร์เนีย (San Francisco, CA) สามารถช่วยให้คุณดำเนินการเปลี่ยนผ่านเหล่านี้ได้ — หลายแห่งให้บริการทั้งการกลึงและคำแนะนำเกี่ยวกับช่วงเวลาที่ควรพิจารณาใช้วิธีการอื่นแทน
สำหรับผู้ผลิตที่กำลังพิจารณาตัวเลือกการกลึงด้วยเครื่อง CNC ใกล้ฉันในแคลิฟอร์เนีย โครงสร้างการตัดสินใจยังคงเหมือนเดิมไม่ว่าจะอยู่ในสถานที่ใด ให้ประเมินปริมาณการผลิตที่คาดการณ์ไว้ ความต้องการความแม่นยำ (tolerance) ความเร่งด่วนของกำหนดเวลา และข้อจำกัดด้านเงินทุน วิธีการผลิตที่เหมาะสมจะเกิดขึ้นจากการประเมินปัจจัยเหล่านี้อย่างตรงไปตรงมา — ไม่ใช่จากสมมติฐานว่าเทคโนโลยีใด "ดีที่สุด"
เมื่อมีโครงสร้างการตัดสินใจนี้แล้ว ขั้นตอนสุดท้ายคือการเลือกพันธมิตรด้านการกลึงที่เหมาะสมเพื่อดำเนินการตามแนวทางที่คุณเลือก หลักเกณฑ์ในการประเมิน — และคำถามที่คุณควรสอบถาม — จะเป็นตัวกำหนดว่าโครงการของคุณจะประสบความสำเร็จหรือเผชิญความยากลำบาก
การเลือกพันธมิตรบริการด้านการกลึงที่เหมาะสม
คุณได้วิเคราะห์กระบวนการต่าง ๆ เปรียบเทียบวิธีการผลิต และเข้าใจปัจจัยที่ขับเคลื่อนต้นทุนแล้ว ขณะนี้ถึงเวลาตัดสินใจที่จะกำหนดว่าโครงการของคุณจะประสบความสำเร็จหรือสะดุด: การเลือกพันธมิตรด้านการกลึงที่เหมาะสม ทางเลือกนี้ส่งผลกระทบต่อทุกด้าน ทั้งคุณภาพ การส่งมอบ ต้นทุน และความสามารถของคุณในการขยายขนาดตามความต้องการที่เพิ่มขึ้น
ตามคู่มือการคัดเลือกพันธมิตรของ Principal Manufacturing Corporation การเลือกพันธมิตรด้านการกลึง CNC ที่เหมาะสมจะช่วยให้โครงการของคุณประสบความสำเร็จ บริษัทที่มีประสบการณ์สามารถส่งผลเชิงบวกต่อทุกด้านของกระบวนการผลิต ตั้งแต่คุณภาพไปจนถึงการส่งมอบตรงเวลา
ไม่ว่าคุณจะกำลังประเมินตัวเลือกโรงงานเครื่องจักรในซานโฮเซ่ หรือสำรวจโรงงานเครื่องจักรในโอ๊คแลนด์ รัฐแคลิฟอร์เนีย เกณฑ์เหล่านี้จะช่วยให้คุณแยกแยะพันธมิตรที่โดดเด่นออกจากพันธมิตรที่เพียงพอต่อความต้องการ
เกณฑ์หลักในการประเมินพันธมิตรด้านการกลึง
อะไรคือสิ่งที่ทำให้พันธมิตรด้านการกลึงที่น่าเชื่อถือแตกต่างจากพันธมิตรที่สร้างปัญหา? อย่ามองเพียงแค่ราคาที่เสนอ แต่ให้ประเมินปัจจัยสำคัญเหล่านี้อย่างรอบด้าน
- ใบรับรองที่เกี่ยวข้อง —ตรวจสอบให้แน่ใจว่ามีการรับรองมาตรฐาน ISO 9001 อย่างน้อยหนึ่งฉบับ รวมถึงมาตรฐานเฉพาะอุตสาหกรรม เช่น IATF 16949 สำหรับอุตสาหกรรมยานยนต์, AS9100 สำหรับอุตสาหกรรมการบินและอวกาศ หรือ ISO 13485 สำหรับอุปกรณ์ทางการแพทย์
- ขีดความสามารถของอุปกรณ์ —ยืนยันว่าพวกเขามีเครื่องจักรที่เหมาะสมสำหรับชิ้นส่วนของคุณ ไม่ว่าจะเป็นเครื่องกัดแบบ 5 แกน เครื่องกลึงแบบสวิส หรือเครื่อง EDM พิเศษ
- ประสิทธิภาพด้านระยะเวลาการดำเนินการ —สอบถามระยะเวลาการผลิตโดยเฉลี่ยสำหรับปริมาณงานของคุณ และประวัติการปฏิบัติตามกำหนดส่งมอบ
- ความรวดเร็วในการตอบสนองการสื่อสาร —สังเกตดูว่าพวกเขาตอบกลับคำถามเบื้องต้นของคุณได้รวดเร็วเพียงใด เพราะนี่มักเป็นตัวบ่งชี้ถึงการสื่อสารในโครงการอย่างต่อเนื่อง
- ประวัติคุณภาพ —ขอรายชื่อผู้อ้างอิงจากโครงการที่คล้ายคลึงกัน และสอบถามอัตราการปฏิเสธงานและประวัติการดำเนินการแก้ไข
- ความเชี่ยวชาญทางเทคนิค —ประเมินความสามารถของพวกเขาในการให้ข้อเสนอแนะเชิงปรับปรุงการออกแบบ (DFM) และเสนอแนวทางพัฒนา ไม่ใช่แค่ผลิตตามแบบแปลนของคุณอย่างไร้จุดหมาย
- ความจุและความสามารถในการปรับขนาด —ตรวจสอบให้แน่ใจว่าพวกเขาสามารถรองรับความต้องการปัจจุบันของคุณได้ และเติบโตไปพร้อมกับคุณเมื่อปริมาณการผลิตเพิ่มขึ้น
ตามผลการวิจัยในอุตสาหกรรม บริษัทที่มุ่งเน้นลูกค้าจะทำงานร่วมกับลูกค้าอย่างใกล้ชิด เพื่อมอบข้อมูลเชิงลึกที่มีคุณค่า หารือเกี่ยวกับการปรับปรุงการออกแบบ และเสนอมาตรการลดต้นทุน คู่ค้าควรทำหน้าที่เป็นที่ปรึกษาที่ไว้ใจได้ โดยแบ่งปันความเชี่ยวชาญของตนเพื่อช่วยให้บรรลุผลลัพธ์ที่ดีที่สุดเท่าที่จะเป็นไปได้
เมื่อคุณกำลังมองหาโรงงานเครื่องจักรกลในเฟร์มอนต์ รัฐแคลิฟอร์เนีย หรือที่ใดก็ตาม ให้ขอคำรับรองจากลูกค้าที่เคยร่วมงานกับบริษัทนั้นในโครงการที่คล้ายคลึงกัน ประสบการณ์ของพวกเขาจะเผยให้เห็นมากกว่าการนำเสนอทางการขายใดๆ
เตรียมโครงการของคุณเพื่อความสำเร็จ
แม้แต่คู่ค้าด้านการกลึงที่ดีที่สุดก็ไม่สามารถชดเชยโครงการที่เตรียมมาอย่างไม่ดีได้ สร้างโอกาสให้ตัวเองประสบความสำเร็จโดยการจัดการองค์ประกอบเหล่านี้ก่อนส่งคำขอใบเสนอราคาครั้งแรก:
- ไฟล์แบบแปลนการออกแบบที่สมบูรณ์ — จัดเตรียมแบบจำลอง CAD สามมิติ (แนะนำรูปแบบ STEP) และแบบแปลนสองมิติที่ระบุขนาดพร้อมความคลาดเคลื่อนอย่างชัดเจน
- ข้อมูลสเปคของวัสดุ — ระบุเกรดวัสดุเฉพาะ ไม่ใช่เพียงแค่กลุ่มวัสดุ (เช่น "6061-T6" แทนที่จะระบุเพียงว่า "อลูมิเนียม")
- การระบุฟีเจอร์ที่สำคัญยิ่ง — เน้นแสดงมิติและฟีเจอร์ใดบ้างที่มีความสำคัญต่อการใช้งานจริง เมื่อเทียบกับมิติทั่วไปที่มีความคลาดเคลื่อนตามมาตรฐาน
- ข้อกำหนดด้านปริมาณและกำหนดเวลา — ระบุปริมาณ วันที่จัดส่งอย่างชัดเจน และแจ้งให้ทราบหากข้อกำหนดเหล่านี้อาจมีการเปลี่ยนแปลง
- เอกสารที่มีคุณภาพเป็นสิ่งจำเป็น — ระบุรายงานการตรวจสอบ ใบรับรอง หรือระบบการติดตามย้อนกลับที่คุณต้องการ
ตามคู่มือการผลิตของ Fictiv การทำงานร่วมกับคู่ค้าด้านการผลิตที่มีประสบการณ์ตั้งแต่ต้น จะช่วยให้กระบวนการจัดซื้อชิ้นส่วนเป็นไปอย่างราบรื่นตลอดกระบวนการพัฒนาผลิตภัณฑ์ และช่วยลดความเสี่ยงในอนาคต
ยิ่งคุณให้ข้อมูลบริบทเพิ่มเติมตั้งแต่ต้นมากเท่าไร ราคาที่เสนอให้คุณก็จะแม่นยำยิ่งขึ้นเท่านั้น อย่าให้คู่ค้าที่อาจร่วมงานกับคุณต้องเดาความต้องการ—ความคลุมเครือจะนำไปสู่ทั้งราคาที่สูงเกินจริง (เนื่องจากพวกเขาต้องครอบคลุมความไม่แน่นอน) หรือไม่คาดคิดในภายหลังเมื่อสมมติฐานที่ตั้งไว้กลับผิดพลาด
ร้านค้าในท้องถิ่น เช่น Jose's Machine Shop หรือ Diaz Machine Shop อาจมีข้อได้เปรียบสำหรับการทำงานร่วมกันแบบพบปะต่อหน้าในระหว่างโครงการที่ซับซ้อน อย่างไรก็ตาม อย่าจำกัดการค้นหาของคุณตามภูมิศาสตร์ หากความสามารถเฉพาะทางมีความสำคัญมากกว่าความใกล้ชิดทางกายภาพ
การขยายขนาดจากต้นแบบไปสู่การผลิต
สิ่งหนึ่งที่มักทำให้ผู้ผลิตหลายคนประหลาดใจคือ ร้านที่เชี่ยวชาญในการผลิตต้นแบบอาจประสบปัญหาในการผลิตจำนวนมาก — และในทางกลับกันก็เช่นกัน การเลือกหุ้นส่วนที่สามารถจัดการทั้งสองขั้นตอนนี้ได้ จะช่วยประหยัดเวลาและทรัพยากรของคุณจากการเปลี่ยนผู้จัดจำหน่ายกลางโครงการ ซึ่งอาจสร้างความยากลำบากอย่างมาก
ตามผลการวิจัยด้านการผลิต สิ่งสำคัญคือต้องทำงานร่วมกับบริษัทที่สามารถรองรับการเติบโตในอนาคตได้ เมื่อกิจการของคุณขยายตัวหรือความต้องการของโครงการเพิ่มขึ้น หุ้นส่วนที่น่าเชื่อถือจะสามารถจัดการปริมาณการผลิตที่มากขึ้นและตอบสนองต่อความต้องการที่เปลี่ยนแปลงไปได้อย่างราบรื่น
การปรับขนาดขึ้นได้ (Scalability) หมายถึงอะไรในทางปฏิบัติ?
- ความยืดหยุ่นของต้นแบบ —สามารถผลิตสินค้าจำนวนน้อยได้อย่างรวดเร็ว โดยมักใช้เวลาเพียงหนึ่งวันสำหรับความต้องการเร่งด่วน
- ความสามารถในการผลิตช่วงเปลี่ยนผ่าน (Bridge Production) —รองรับการผลิตในปริมาณน้อย (ตั้งแต่สิบถึงหลายร้อยชิ้น) ขณะที่คุณตรวจสอบและยืนยันการออกแบบ
- ความสามารถในการผลิต —มีอุปกรณ์และแรงงานที่สามารถผลิตชิ้นส่วนได้หลายพันชิ้นต่อเดือน เมื่อมีความต้องการจริงเกิดขึ้น
- ความสอดคล้องของกระบวนการ —รักษามาตรฐานคุณภาพที่เท่าเทียมกันไม่ว่าจะผลิตเป็นล็อตเล็กหรือล็อตใหญ่
- ความสามารถในการตอบสนองต่อความต้องการ —ปรับเพิ่มหรือลดปริมาณการผลิตตามความจำเป็นโดยไม่กระทบต่อระยะเวลาการจัดส่ง
ผู้ให้บริการเครื่องจักรที่สามารถปรับขนาดขึ้นได้ยังเข้าใจถึงความสำคัญของการลงทุนในเทคโนโลยีขั้นสูง พวกเขาอัปเกรดอุปกรณ์ ซอฟต์แวร์ และกระบวนการผลิตอย่างต่อเนื่อง เพื่อรักษาความสามารถในการแข่งขันและตอบสนองความต้องการที่เปลี่ยนแปลงไปของอุตสาหกรรม
โดยเฉพาะสำหรับแอปพลิเคชันยานยนต์: เทคโนโลยีโลหะเส้าอี้ เป็นตัวอย่างที่ชัดเจนของแบบจำลองการปรับขนาดนี้ โรงงานของพวกเขาให้บริการงานกลึงด้วยเครื่อง CNC ที่มีความแม่นยำสูง โดยมีระยะเวลาจัดส่งเร็วสุดเพียงหนึ่งวันทำการสำหรับต้นแบบเร่งด่วน ขณะเดียวกันก็รักษาศักยภาพในการผลิต ใบรับรองมาตรฐาน IATF 16949 และขั้นตอนการควบคุมคุณภาพเชิงสถิติ (SPC) อย่างเข้มงวดตามที่ห่วงโซ่อุปทานอุตสาหกรรมยานยนต์กำหนด ความผสมผสานระหว่างความเร็วและขนาดการผลิตนี้หมายความว่า คุณจะไม่พบว่าพันธมิตรของคุณไม่สามารถรองรับความต้องการได้เมื่อโครงการของคุณเติบโตจากแนวคิดสู่การผลิตเต็มรูปแบบ
คำถามที่ควรถามก่อนตัดสินใจ
ก่อนลงนามในใบสั่งซื้อฉบับแรก โปรดขอคำตอบที่ชัดเจนสำหรับคำถามสำคัญเหล่านี้:
- คุณมีใบรับรองใดบ้าง และถูกตรวจสอบล่าสุดเมื่อใด
- คุณสามารถให้รายชื่อลูกค้าอ้างอิงจากอุตสาหกรรมเดียวกับผมได้หรือไม่
- ระยะเวลาจัดส่งโดยทั่วไปของท่านสำหรับปริมาณการสั่งซื้อในระดับของผมคือเท่าใด?
- คุณจัดการกับการเปลี่ยนแปลงด้านการออกแบบระหว่างการผลิตอย่างไร
- ท่านมีความสามารถในการตรวจสอบคุณภาพภายในโรงงานอย่างไรบ้าง?
- ท่านจะแจ้งสถานะโครงการและปัญหาที่อาจเกิดขึ้นอย่างไร?
- หากชิ้นส่วนไม่เป็นไปตามข้อกำหนด จะเกิดอะไรขึ้น?
คำตอบเหล่านี้ไม่เพียงแต่สะท้อนถึงศักยภาพ แต่ยังเผยให้เห็นถึงลักษณะนิสัยของคู่ค้าด้วย คู่ค้าที่หลีกเลี่ยงคำถามหรือให้คำมั่นเกินจริงควรทำให้เกิดความกังวล ในทางกลับกัน คู่ค้าที่ให้คำตอบอย่างตรงไปตรงมาและเฉพาะเจาะจง—รวมถึงการยอมรับอย่างซื่อสัตย์ต่อข้อจำกัดของตนเอง—แสดงให้เห็นถึงความโปร่งใสซึ่งเป็นสิ่งจำเป็นสำหรับความสัมพันธ์ที่ประสบความสำเร็จ
ความสำเร็จในการให้บริการงานกลึงขึ้นอยู่กับคุณภาพของความร่วมมือไม่แพ้ความสามารถด้านเทคนิค ผู้ร่วมงานที่เหมาะสมจะนำความเชี่ยวชาญที่คุณไม่มีมาเสริม ตรวจจับปัญหาก่อนที่จะลุกลามจนเกิดค่าใช้จ่ายสูง และสามารถขยายขอบเขตการให้บริการไปพร้อมกับการเติบโตของธุรกิจคุณ ลงทุนเวลาในการเลือกผู้ร่วมงานอย่างรอบคอบ และโครงการงานกลึงของคุณจะบรรลุผลลัพธ์ตามที่ต้องการ—ตรงเวลา ภายในงบประมาณ และเป็นไปตามข้อกำหนดที่ระบุ
คำถามที่พบบ่อยเกี่ยวกับการให้บริการงานกลึง
1. อัตราค่าบริการต่อชั่วโมงสำหรับเครื่อง CNC คือเท่าใด
อัตราค่าบริการงานกลึงด้วยเครื่อง CNC โดยทั่วไปอยู่ในช่วง 30–100 ดอลลาร์สหรัฐต่อชั่วโมง ขึ้นอยู่กับสถานที่ตั้ง ระดับความซับซ้อนของเครื่องจักร และวัสดุที่นำมาประมวลผล ปัจจัยต่างๆ เช่น ความสามารถในการกลึงแบบ 5 แกน ความแม่นยำสูง (tolerance แคบ) และวัสดุพิเศษ (exotic materials) จะทำให้อัตราค่าบริการสูงขึ้น ค่าใช้จ่ายในการตั้งค่าเครื่องมักเรียกเก็บแยกต่างหาก และกระจายต้นทุนออกเป็นแต่ละชิ้นตามปริมาณการผลิต ทำให้คำสั่งซื้อขนาดใหญ่มีต้นทุนต่อชิ้นที่ต่ำกว่า สำหรับคำสั่งซื้อเร่งด่วน มักมีค่าธรรมเนียมเพิ่มเติม 15–50% จากราคาปกติ
2. การกลึงหมายถึงอะไร?
การกลึงเป็นกระบวนการผลิตแบบลบวัสดุ ซึ่งสร้างรูปร่างที่ต้องการโดยการขจัดวัสดุส่วนเกินออกจากชิ้นงานต้นแบบที่มีขนาดใหญ่กว่า ต่างจากเทคโนโลยีการพิมพ์ 3 มิติ ซึ่งเป็นกระบวนการเพิ่มวัสดุทีละชั้น การกลึงใช้เครื่องมือตัดที่หมุนหรือล้อขัดในการกัดวัสดุออกอย่างแม่นยำ CNC (การควบคุมเชิงตัวเลขด้วยคอมพิวเตอร์) ทำให้กระบวนการนี้เป็นไปโดยอัตโนมัติด้วยเส้นทางการเคลื่อนที่ของเครื่องมือที่ถูกเขียนโปรแกรมไว้ล่วงหน้า จึงสามารถผลิตชิ้นส่วนที่มีความซับซ้อนได้อย่างสม่ำเสมอ และมีความคลาดเคลื่อน (tolerance) ที่แน่นมากถึง ±0.001 นิ้ว สำหรับวัสดุประเภทโลหะ พลาสติก และคอมโพสิต
3. การกลึงด้วยระบบ CNC ใช้เวลานานเท่าใดตั้งแต่สั่งซื้อจนถึงการจัดส่ง?
ระยะเวลาในการจัดส่งงานกลึงซ่อมบำรุงขึ้นอยู่กับระดับความซับซ้อน ปริมาณการผลิต และกำลังการผลิตของโรงงาน โดยต้นแบบชิ้นงานที่มีความเรียบง่ายสามารถจัดส่งได้ภายใน 1–3 วันทำการ จากโรงงานที่ให้บริการแบบเร่งด่วน ส่วนการผลิตตามปกติมักใช้เวลา 1–3 สัปดาห์ ซึ่งรวมถึงขั้นตอนการทบทวนการออกแบบ การเขียนโปรแกรม การกลึง และการตรวจสอบคุณภาพ สำหรับชิ้นส่วนที่มีความซับซ้อนและต้องผ่านกระบวนการรองเพิ่มเติม เช่น การอบร้อนหรือการชุบออกไซด์ จะทำให้ระยะเวลาโดยรวมยาวขึ้นอีกหลายวัน ผู้จัดจำหน่ายชิ้นส่วนยานยนต์ที่ได้รับการรับรอง เช่น Shaoyi Metal Technology สามารถจัดส่งต้นแบบเร่งด่วนได้ภายในหนึ่งวันทำการ
4. โรงงานกลึง CNC รับไฟล์รูปแบบใดบ้าง?
ร้านเครื่องจักรกลที่มีความเชี่ยวชาญส่วนใหญ่ให้ความนิยมใช้ไฟล์รูปแบบ STEP (.stp, .step) เป็นมาตรฐานสากลสำหรับการแลกเปลี่ยนแบบจำลอง 3 มิติ ซึ่งสามารถอ่านได้โดยซอฟต์แวร์ CAM เกือบทุกตัว IGES ยังคงได้รับการสนับสนุนอย่างกว้างขวางสำหรับเรขาคณิตพื้นผิวและของแข็ง ไฟล์ 2 มิติในรูปแบบ DXF/DWG มีความจำเป็นอย่างยิ่งสำหรับชิ้นส่วนแบบแบนและมิติเสริม ไฟล์ CAD ดั้งเดิมจาก SolidWorks, Inventor หรือ Fusion 360 จะรักษาเจตนาในการออกแบบทั้งหมดไว้อย่างสมบูรณ์ เมื่อร้านเครื่องจักรใช้ซอฟต์แวร์ที่ตรงกันเสมอ โปรดแนบรูปวาดในรูปแบบ PDF ที่ระบุมิติอย่างชัดเจน พร้อมระบุค่าความคลาดเคลื่อน (tolerances), คุณภาพพื้นผิว (surface finishes) และลักษณะสำคัญ (critical features)
5. ฉันจะเลือกระหว่างการกลึงด้วยเครื่อง CNC กับการพิมพ์ 3 มิติได้อย่างไร?
เลือกการกลึงด้วยเครื่อง CNC เมื่อคุณต้องการวัสดุที่มีความแข็งแรงระดับการผลิตจริง ความคลาดเคลื่อนที่แม่นยำสูง (ต่ำกว่า ±0.005 นิ้ว) พื้นผิวที่เรียบเนียน หรือชิ้นส่วนโลหะในปริมาณมากกว่า 50 ชิ้น การพิมพ์ 3 มิติเหมาะอย่างยิ่งสำหรับรูปทรงภายในที่ซับซ้อน การปรับปรุงแบบอย่างรวดเร็ว ปริมาณการผลิตที่น้อยมาก และรูปทรงแบบออร์แกนิกที่ไม่สามารถผลิตด้วยวิธีการกลึงได้เลย ชิ้นส่วนที่ผลิตด้วย CNC จะคงคุณสมบัติของวัสดุต้นฉบับไว้ครบถ้วน 100% ขณะที่กระบวนการพิมพ์ 3 มิติบางประเภทสามารถบรรลุเพียง 10–50% ของความแข็งแรงวัสดุเท่านั้น โครงการจำนวนมากได้รับประโยชน์จากการสร้างต้นแบบด้วยการพิมพ์ 3 มิติ ก่อนเปลี่ยนไปใช้การกลึงสำหรับการผลิตจริง