 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

การสั่งงานเครื่องจักรกลออนไลน์: จากไฟล์แบบออกแบบไปจนถึงชิ้นส่วนที่จัดส่งถึงมือคุณภายในไม่กี่วัน
การผลิตออนไลน์หมายถึงอะไรสำหรับอุตสาหกรรมการผลิตสมัยใหม่
ลองจินตนาการว่าคุณอัปโหลดไฟล์ CAD เวลา 09.00 น. และได้รับใบเสนอราคาโดยละเอียด พร้อมระบุราคา เวลาในการผลิต และข้อเสนอแนะเกี่ยวกับความสามารถในการผลิตก่อนที่กาแฟตอนเช้าของคุณจะเย็นเสียด้วยซ้ำ — นี่คือการผลิตออนไลน์ในทางปฏิบัติ คือการเปลี่ยนผ่านสู่ระบบดิจิทัลของวิธีที่วิศวกรและผู้พัฒนาผลิตภัณฑ์ จัดหาชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC .
โดยหลักแล้ว การผลิตออนไลน์หมายถึงแพลตฟอร์มที่ใช้งานผ่านเว็บ ซึ่งเชื่อมต่อคุณโดยตรงกับศักยภาพในการผลิตความแม่นยำสูง โดยไม่จำเป็นต้องผ่านตัวกลางแบบดั้งเดิมอีกต่อไป แทนที่จะใช้เวลาหลายปีในการสร้างความสัมพันธ์กับโรงกลึงในท้องถิ่น คุณสามารถเข้าถึงเครือข่ายการผลิตทั่วโลกได้ผ่านเว็บเบราว์เซอร์ของคุณ รูปแบบนี้เปลี่ยนแปลงพื้นฐานวิธีที่การผลิตด้วยเครื่องจักร CNC และกระบวนการจัดซื้อแบบดั้งเดิมมาบรรจบกัน โดยนำความโปร่งใสและความรวดเร็วมาสู่กระบวนการที่เคยช้าและขึ้นอยู่กับความสัมพันธ์เป็นหลัก
จากแบบแปลนสู่เว็บเบราว์เซอร์: การเปลี่ยนผ่านสู่การผลิตแบบดิจิทัล
ไม่นานมานี้ การจัดหาชิ้นส่วนที่ผ่านการกลึงตามแบบแปลนนั้นหมายถึงสิ่งที่แตกต่างออกไปโดยสิ้นเชิง คุณจะส่งแบบแปลนไปยังผู้จัดจำหน่ายหลายรายผ่านอีเมล รอคำตอบเป็นเวลาหลายวัน นัดหมายเข้าเยี่ยมชมโรงงาน และเจรจาเงื่อนไขผ่านโทรศัพท์ซ้ำแล้วซ้ำเล่า กระบวนการดังกล่าวจำเป็นต้องอาศัยความสัมพันธ์ที่มั่นคงและใช้เวลามากก่อนที่จะมีการตัดชิปแม้แต่ชิ้นเดียว
ในปัจจุบัน แพลตฟอร์มการกลึงด้วยเครื่องจักร CNC แบบดิจิทัลได้พลิกโฉมโมเดลดังกล่าวอย่างสิ้นเชิง ตาม การวิเคราะห์อุตสาหกรรมจาก Lauenscnc ผู้ใช้งานสามารถเชื่อมต่อกับเครือข่ายการผลิตขนาดใหญ่ ปรับพารามิเตอร์แบบเรียลไทม์ และจองช่วงเวลาการผลิตได้ทันที แนวโน้มการเปลี่ยนผ่านนี้สอดคล้องกับการเปลี่ยนแปลงดิจิทัลในภาพรวม เช่น เดียวกับการที่ธนาคารออนไลน์เข้ามาแทนที่การไปเยือนสาขาธนาคาร หรือการที่อีคอมเมิร์ซเปลี่ยนโฉมภาคค้าปลีก
อะไรคือเหตุผลที่การเปลี่ยนผ่านนี้มีความสำคัญ? ระบบแบบดั้งเดิมมีจุดแข็งในการทำสัญญาแบบระยะยาวและปริมาณสูงกับคู่ค้าที่มีความสัมพันธ์แน่นแฟ้นอยู่แล้ว อย่างไรก็ตาม แพลตฟอร์มเครื่องจักร CNC ออนไลน์กลับโดดเด่นในสภาพแวดล้อมที่เปลี่ยนแปลงอย่างรวดเร็วและขับเคลื่อนด้วยนวัตกรรม ซึ่งความเร็วและความยืดหยุ่นคือปัจจัยสำคัญที่สุด
แพลตฟอร์มออนไลน์เชื่อมต่อคุณเข้ากับศักยภาพด้าน CNC อย่างไร
แล้วแท้จริงแล้วเกิดอะไรขึ้นเมื่อคุณใช้แพลตฟอร์มดิจิทัลเหล่านี้? ระบบนิเวศนี้ประกอบด้วยส่วนประกอบหลายประการที่เชื่อมโยงกันอย่างแนบเนียน ซึ่งทำงานร่วมกันอย่างราบรื่น:
- ระบบอัปโหลดไฟล์ — รองรับรูปแบบมาตรฐาน เช่น STEP, IGES และไฟล์ CAD แบบดั้งเดิม เพื่อประมวลผลทันที
- ระบบสร้างใบเสนอราคาแบบทันทีทันใด — อัลกอริธึมที่ขับเคลื่อนด้วย AI วิเคราะห์รูปทรงเรขาคณิต คำนวณเส้นทางการตัด (toolpaths) และสร้างราคาภายในไม่กี่วินาที
- ระบบให้ข้อเสนอแนะเชิงวิศวกรรมเพื่อการออกแบบสำหรับการผลิต (DFM) โดยอัตโนมัติ — การตรวจสอบโดยอัตโนมัติในตัวจะแจ้งเตือนปัญหาที่อาจเกิดขึ้น เช่น ผนังบางเกินไป หรือลักษณะชิ้นงานที่มีส่วนยื่นเข้าด้านใน (undercut features) ก่อนที่คุณจะยืนยันคำสั่ง
- เครือข่ายการผลิตระดับโลก — การเชื่อมต่อกับผู้ให้บริการบริการ CNC ที่ผ่านการคัดกรองแล้วจำนวนร้อยถึงพันรายทั่วโลก
- อินเทอร์เฟซสำหรับเลือกวัสดุ — มีตัวเลือกหลากหลาย ตั้งแต่อลูมิเนียมและสแตนเลส สเตล ไปจนถึงพลาสติกวิศวกรรมและโลหะผสมพิเศษ
- การกำหนดค่าขั้นตอนหลังการผลิต — เพิ่มตัวเลือกการตกแต่งผิว กระบวนการรักษาความร้อน และการตรวจสอบคุณภาพด้วยการคลิกเพียงไม่กี่ครั้ง
แบบจำลองบริการ CNC นี้ช่วยให้การจัดซื้อชิ้นส่วนสำหรับการผลิตมีความโปร่งใสมากขึ้นกว่าที่เคยเป็นมา คุณสามารถเปิด-ปิดตัวเลือกปริมาณหรือวัสดุได้ทันที และเห็นการเปลี่ยนแปลงของราคาแบบเรียลไทม์ — ไม่ต้องรอหลายวันเพื่อรับใบเสนอราคาฉบับปรับปรุงอีกต่อไป
แนวทางนี้สอดคล้องกับความต้องการของคุณหรือไม่? หากคุณกำลังพัฒนาต้นแบบ ทดสอบการปรับปรุงการออกแบบ หรือต้องการชิ้นส่วนที่ออกแบบเฉพาะโดยไม่จำเป็นต้องสั่งซื้อในปริมาณมาก ระบบขอใบเสนอราคาผ่านออนไลน์สำหรับงานกลึงจะมอบความยืดหยุ่นที่ร้านเครื่องจักรแบบดั้งเดิมมักไม่สามารถให้ได้ บริษัทสตาร์ทอัพสามารถขยายขอบเขตการดำเนินงานโดยไม่ต้องลงทุนล่วงหน้าจำนวนมาก ในขณะที่บริษัทที่จัดตั้งขึ้นแล้วสามารถปรับปรุงห่วงโซ่อุปทานให้มีความคล่องตัวมากยิ่งขึ้น
อย่างไรก็ตาม มันไม่ใช่เรื่องการเปลี่ยนทุกความสัมพันธ์การผลิตที่คุณมี มันเกี่ยวกับการเข้าใจเมื่อแพลตฟอร์มดิจิตอลนําเสนอข้อดีจริง และเมื่อความร่วมมือแบบดั้งเดิมยังมีเหตุผล เป้าหมายที่นี่ไม่ใช่การขายวิธีการหนึ่ง แต่จะช่วยให้คุณตัดสินใจอย่างมีสาระเกี่ยวกับวิธีการที่จะได้รับอัตราราคา cnc ออนไลน์อย่างมีประสิทธิภาพ
การเดินทางทั้งหมดจากไฟล์การออกแบบสู่ชิ้นที่ส่ง
เคยสงสัยไหมว่าเกิดอะไรขึ้นระหว่างการกด "อัพโหลด" และการถือ ชิ้นส่วนที่ผ่านการแปรรูป CNC - ไม่ กระบวนการนี้ซับซ้อนกว่าที่มันดูเหมือน แต่น่าประหลาดใจที่เข้าถึงเมื่อคุณเข้าใจทุกขั้นตอน ลองเดินผ่านกระบวนการทํางานทั้งหมด เพื่อให้คุณรู้ว่าต้องคาดหวังอะไร
การจัดเตรียมไฟล์ CAD ของคุณสำหรับอัปโหลด
การเดินทางของคุณเริ่มต้นด้วยการเตรียมไฟล์ และการทํามันให้ถูกต้อง จะช่วยให้คุณไม่เป็นปวดหัวในอนาคต แพลตฟอร์มส่วนใหญ่ยอมรับรูปแบบมาตรฐานหลายรูปแบบ แต่ไม่ใช่ออกสารทั้งหมดถูกสร้างขึ้นเท่ากันเพื่อการผลิต
ไฟล์ STEP (.stp,.step) ยังคงเป็นมาตรฐานทองคำสำหรับการกลึงชิ้นส่วนออนไลน์ ไฟล์เหล่านี้รักษาเรขาคณิตแบบแข็ง (solid geometry) ไว้อย่างสมบูรณ์ รักษาความแม่นยำของมิติ และสามารถแปลงผ่านระบบ CAD ต่างๆ ได้อย่างราบรื่น หากคุณจะส่งออกไฟล์เพียงรูปแบบเดียว ให้เลือกใช้รูปแบบ STEP
ไฟล์ IGES (.igs, .iges) เป็นทางเลือกสำรองที่เชื่อถือได้ ไฟล์รูปแบบนี้มีมาตั้งแต่สมัยก่อนและรองรับได้กว้างขวาง แม้กระนั้นอาจเกิดปัญหาในการตีความพื้นผิวบางครั้ง โดยเฉพาะกับเส้นโค้งที่ซับซ้อน
ไฟล์ STL —ซึ่งมักเชื่อมโยงกับการพิมพ์ 3 มิติ—มีข้อจำกัดในการใช้สำหรับชิ้นส่วนที่ต้องการการกลึงด้วยเครื่อง CNC เนื่องจากไฟล์รูปแบบนี้ประมาณพื้นผิวด้วยรูปสามเหลี่ยม (triangular facets) แทนที่จะเป็นเรขาคณิตที่แท้จริง ซึ่งอาจส่งผลต่อความแม่นยำของลักษณะพื้นผิวโค้ง จึงควรใช้ไฟล์ STL ก็ต่อเมื่อไม่มีทางเลือกอื่นใดที่พร้อมใช้งาน
ก่อนอัปโหลด โปรดตรวจสอบให้แน่ใจว่าโมเดลของคุณมีความสมบูรณ์แบบ (watertight) ไม่มีพื้นผิวเปิดหรือเรขาคณิตที่ตัดกันเอง หลายแพลตฟอร์มจะตรวจจับปัญหาเหล่านี้โดยอัตโนมัติ แต่หากคุณพบและแก้ไขปัญหาเหล่านี้ตั้งแต่เนิ่นๆ จะช่วยเร่งกระบวนการขอใบเสนอราคาของคุณได้อย่างมาก
ทำความเข้าใจกระบวนการขอใบเสนอราคาทันที
นี่คือจุดที่เกิดความมหัศจรรย์ขึ้น ตามเอกสารประกอบแพลตฟอร์มของ Xometry เครื่องมือสร้างใบเสนอราคาที่ขับเคลื่อนด้วยปัญญาประดิษฐ์ (AI) จะวิเคราะห์รูปทรงเรขาคณิตที่คุณอัปโหลดเข้ามาทันที โดยคำนวณเส้นทางการตัด (toolpaths) และสร้างราคาอ้างอิงตามข้อกำหนดการผลิตที่แท้จริง
ระบบประเมินปัจจัยหลายประการพร้อมกัน ได้แก่
- ขนาดโดยรวมของชิ้นส่วนและปริมาตรของวัสดุที่จำเป็น
- ระดับความซับซ้อนของลักษณะเฉพาะ เช่น รู ร่อง และรูปทรงผิว
- จำนวนครั้งที่ต้องตั้งค่าเครื่องจักร (setups) เพื่อขึ้นรูปชิ้นส่วนให้ครบถ้วน
- คุณสมบัติของวัสดุที่เลือกใช้และดัชนีความสามารถในการขึ้นรูป (machinability ratings)
- ข้อกำหนดด้านความคลาดเคลื่อน (tolerance) และผลกระทบต่อระยะเวลาการขึ้นรูป
สิ่งที่ทำให้ระบบนี้ทรงพลังคือ ข้อเสนอแนะด้านการออกแบบเพื่อการผลิต (Design for Manufacturability: DFM) ที่ให้ผลทันที ระบบจะแจ้งเตือนปัญหาที่อาจเกิดขึ้น เช่น ผนังบางเกินไปซึ่งอาจโก่งตัวภายใต้แรงตัด ร่องลึกที่ต้องใช้เครื่องมือพิเศษ หรือลักษณะเฉพาะที่จำเป็นต้องใช้การขึ้นรูปแบบ 5-axis ซึ่งมีต้นทุนสูง ทีมเทคนิคของ CNC24 การตรวจสอบความเป็นไปได้แบบอัตโนมัตินี้ ผสานเข้ากับการทบทวนโดยช่างเทคนิคการผลิตผู้เชี่ยวชาญ เพื่อลดความเสี่ยงให้น้อยที่สุดก่อนเริ่มการผลิต
ตั้งแต่การสั่งซื้อจนถึงการจัดส่งถึงหน้าประตู
เมื่อคุณกำหนดรายละเอียดชิ้นส่วนของคุณและอนุมัติใบเสนอราคาแล้ว สิ่งที่เกิดขึ้นต่อไปคืออะไร? นี่คือลำดับขั้นตอนทั้งหมด:
- การทบทวนวิศวกรรมขั้นสุดท้าย — ผู้เชี่ยวชาญจะตรวจสอบข้อกำหนดของคุณ ยืนยันความพร้อมของวัสดุ และรับรองว่าแนวทางการผลิตที่ระบุไว้ในใบเสนอราคาจะสามารถตอบสนองความต้องการของคุณได้
- การจับคู่ผู้จำหน่าย — โครงการของคุณจะถูกมอบหมายให้กับผู้ผลิตที่เหมาะสมที่สุดจากเครือข่ายผู้ผลิตที่ผ่านการตรวจสอบแล้วบนแพลตฟอร์ม โดยเกณฑ์การคัดเลือกรวมถึงความสามารถของเครื่องจักร กำลังการผลิตปัจจุบัน สถานที่ตั้งทางภูมิศาสตร์ และข้อกำหนดด้านการรับรองใดๆ ที่คุณระบุไว้
- การจัดกำหนดการผลิต — คำสั่งซื้อของคุณจะเข้าสู่คิวการผลิต ลำดับความสำคัญขึ้นอยู่กับระยะเวลาการนำส่งที่คุณเลือก: คำสั่งซื้อแบบเร่งด่วนจะได้รับการจัดลำดับก่อน ส่วนคำสั่งซื้อแบบประหยัดจะรอจนกว่าจะถึงเวลาที่เหมาะสมสำหรับการจัดกลุ่มการผลิต
- การดำเนินการกลึงด้วยเครื่อง CNC — ช่างกลึงที่มีทักษะสูงจะจัดเตรียมวัตถุดิบ โหลดโปรแกรม และดำเนินการผลิตชิ้นส่วนตามความต้องการของคุณ การกลึงต้นแบบที่ซับซ้อนอาจต้องใช้หลายขั้นตอนในการตั้งค่าเครื่องและตรวจสอบคุณภาพอย่างระมัดระวังระหว่างกระบวนการ
- การตรวจสอบคุณภาพ — ชิ้นส่วนที่ผลิตเสร็จแล้วจะผ่านการตรวจสอบมิติตามข้อกำหนดของคุณ ซึ่งอาจครอบคลุมตั้งแต่การสุ่มตัวอย่างมาตรฐานไปจนถึงการวัดด้วยเครื่องวัดพิกัดสามมิติ (CMM) อย่างละเอียดพร้อมรายงานโดยละเอียด ขึ้นอยู่กับความต้องการเฉพาะ
- การผลิตหลัง — ดำเนินการตกแต่งผิวขั้นสุดท้ายตามที่ระบุไว้ เช่น การกำจัดเศษคม (deburring) การรักษาผิว (surface treatments) การให้ความร้อน (heat treating) หรือการเคลือบผิว (coating applications)
- การบรรจุและการขนส่ง — ชิ้นส่วนจะถูกบรรจุอย่างระมัดระวังเพื่อป้องกันความเสียหายระหว่างการขนส่ง และจัดส่งผ่านวิธีการขนส่งที่คุณเลือก
คุณควรคาดหวังระยะเวลาการผลิต (Lead Times) จริงๆ นานเท่าใด?
ระยะเวลาการผลิตแตกต่างกันมากขึ้นอยู่กับความซับซ้อนของโครงการและความเร่งด่วน โดยสำหรับการผลิตต้นแบบด้วยเครื่อง CNC แบบเร่งด่วนที่มีรูปทรงเรขาคณิตง่ายๆ และใช้วัสดุมาตรฐาน เช่น อลูมิเนียม บางแพลตฟอร์มสามารถส่งมอบได้ภายในเวลาเพียงหกวัน ตามที่ระบุไว้ใน คู่มือการผลิตต้นแบบของ MakerVerse .
นี่คือการแบ่งประเภทที่สมเหตุสมผล:
| ประเภทโครงการ | ระยะเวลาการผลิตโดยเฉลี่ย | ปัจจัยสําคัญ |
|---|---|---|
| ต้นแบบ CNC แบบง่าย (อลูมิเนียม รูปทรงเรขาคณิตพื้นฐาน) | 5-10 วันทำการ | ความคลาดเคลื่อนมาตรฐาน (Standard tolerances) การตั้งค่าเครื่องน้อยที่สุด |
| ต้นแบบที่ซับซ้อน (มีความคลาดเคลื่อนที่แคบ พร้อมคุณลักษณะหลายประการ) | 10-15 วันทำการ | การกลึงแบบหลายแกน การตรวจสอบตามข้อกำหนด |
| การผลิตในปริมาณน้อย (10–100 ชิ้น) | 2-4 สัปดาห์ | การกระจายต้นทุนการตั้งค่าเครื่องจักร การเพิ่มประสิทธิภาพของแต่ละล็อต |
| การผลิตเป็นจำนวนมาก (มากกว่า 100 ชิ้น) | 3-6 สัปดาห์ | การจัดหาวัสดุ การควบคุมคุณภาพอย่างสม่ำเสมอ |
ตัวเลือกเร่งด่วนสามารถย่นระยะเวลาดำเนินการได้อย่างมีนัยสำคัญ—บางครั้งลดเวลาจัดส่งลงครึ่งหนึ่ง—แต่คาดว่าจะมีราคาสูงกว่าปกติ ในขณะเดียวกัน การจัดส่งแบบประหยัดจะยืดระยะเวลาการนำส่งออกไป แต่ช่วยลดต้นทุนสำหรับโครงการต้นแบบ CNC ที่ไม่เร่งด่วน
การเข้าใจกระบวนการทำงานทั้งหมดนี้จะช่วยให้คุณวางแผนโครงการได้อย่างสมจริง และสื่อสารกับทีมสนับสนุนแพลตฟอร์มได้อย่างมีประสิทธิภาพเมื่อมีคำถามเกิดขึ้น หลังจากที่คุณมีความรู้เกี่ยวกับกระบวนการแล้ว ขั้นตอนการตัดสินใจที่สำคัญถัดไปคือการเลือกวัสดุที่เหมาะสมที่สุดสำหรับการใช้งานเฉพาะของคุณ
การเลือกวัสดุที่เหมาะสมสำหรับโครงการ CNC ของคุณ
คุณได้อัปโหลดไฟล์ CAD ของคุณ เข้าไปตรวจสอบราคาโดยทันทีแล้ว และตอนนี้คุณกำลังมองดูเมนูแบบเลื่อนลง (dropdown menu) ที่มีตัวเลือกวัสดุให้เลือกมากมายหลายสิบชนิด แล้วคุณควรเลือกวัสดุชนิดใด? การตัดสินใจครั้งนี้ส่งผลต่อทุกสิ่ง—ประสิทธิภาพของชิ้นส่วน ต้นทุนการผลิต เวลาในการจัดส่ง และในที่สุดก็คือความสำเร็จของงานออกแบบของคุณในการใช้งานตามวัตถุประสงค์ที่กำหนด
ข่าวดีก็คือ แพลตฟอร์มการกลึงออนไลน์มีคลังวัสดุให้เลือกอย่างกว้างขวาง ซึ่งร้านกลึงแบบดั้งเดิมมักไม่สามารถเทียบเคียงได้ แต่ความท้าทายอยู่ที่การเลือกใช้วัสดุเหล่านั้นอย่างชาญฉลาด ดังนั้น เราจะอธิบายกระบวนการเลือกวัสดุทีละขั้นตอน เพื่อให้คุณสามารถตัดสินใจได้อย่างมั่นใจและมีข้อมูลประกอบอย่างเพียงพอ
โลหะสำหรับการใช้งานที่ต้องการความแข็งแรงและความแม่นยำ
เมื่อประสิทธิภาพเชิงกลมีความสำคัญมากที่สุด โลหะยังคงเป็นตัวเลือกแรกสำหรับการกลึงด้วยเครื่อง CNC แต่คำว่า "โลหะ" ครอบคลุมคุณสมบัติและระดับราคาที่หลากหลายมาก การเข้าใจหมวดหมู่หลักๆ จะช่วยให้คุณคัดกรองตัวเลือกได้อย่างรวดเร็ว
โลหะผสมอลูมิเนียม: วัสดุที่ใช้งานได้หลากหลาย
หากคุณไม่แน่ใจว่าจะเริ่มต้นจากตรงไหน การกลึงอะลูมิเนียมมักให้สมดุลที่ดีที่สุดระหว่างประสิทธิภาพ ต้นทุน และความสามารถในการผลิต ตามคู่มือการเลือกวัสดุของ Hubs โลหะผสมอะลูมิเนียมมีอัตราส่วนความแข็งแรงต่อน้ำหนักที่ยอดเยี่ยม นำความร้อนและไฟฟ้าได้ดีมาก และมีคุณสมบัติป้องกันการกัดกร่อนตามธรรมชาติ — จึงเป็นทางเลือกที่ประหยัดที่สุดสำหรับการผลิตต้นแบบและการผลิตจำนวนมากหลายประเภท
อลูมิเนียม 6061 เป็นวัสดุที่ใช้เป็นหลักสำหรับงานทั่วไป สามารถขึ้นรูปได้อย่างยอดเยี่ยม มีต้นทุนค่อนข้างต่ำ และสามารถชุบออกไซด์ (anodizing) เพื่อเพิ่มความแข็งผิวและปรับปรุงลักษณะภายนอก
อลูมิเนียม 7075 เหมาะสำหรับงานที่ต้องการความแข็งแรงระดับอวกาศ-การบิน โดยสามารถผ่านกระบวนการอบความร้อนเพื่อให้ได้ความแข็งเทียบเคียงกับเหล็กบางชนิด แต่ยังคงรักษาข้อได้เปรียบด้านน้ำหนักเบาของอะลูมิเนียมไว้ — ซึ่งมีความสำคัญอย่างยิ่งสำหรับแอปพลิเคชันที่มีข้อจำกัดด้านน้ำหนัก
อลูมิเนียม 5083 โดดเด่นในสภาพแวดล้อมทางทะเล ที่การสัมผัสกับน้ำเค็มอาจทำให้โลหะผสมชนิดอื่นเกิดการกัดกร่อน หากชิ้นส่วนของคุณต้องเผชิญกับสภาพแวดล้อมที่รุนแรง โลหะผสมเกรดนี้ควรอยู่ในการพิจารณา
เหล็ก: เมื่อความทนทานมีความสำคัญมากกว่าน้ำหนัก
โลหะผสมเหล็กมอบความแข็งแรง ความแข็ง และความต้านทานการสึกหรอที่อลูมิเนียมไม่สามารถเทียบเคียงได้เลย ข้อแลกเปลี่ยนคือ? ต้นทุนวัสดุสูงขึ้น เวลาในการกลึงนานขึ้น และน้ำหนักมากขึ้นอย่างมีนัยสำคัญ
เหล็กไร้ขัด 304 จัดการกับแอปพลิเคชันที่ต้องการความต้านทานการกัดกร่อนส่วนใหญ่ได้อย่างมีประสิทธิภาพ มีความสามารถในการกลึงที่ดีพอสมควร และต้านทานสภาพแวดล้อมส่วนใหญ่ได้—จึงเป็นตัวเลือกมาตรฐานสำหรับการแปรรูปอาหาร การแพทย์ และการใช้งานกลางแจ้ง
สแตนเลส 316 ให้ความต้านทานการกัดกร่อนในระดับที่สูงกว่า โดยเฉพาะต่อสารละลายเกลือ แอปพลิเคชันทางทะเลและสิ่งแวดล้อมในการแปรรูปสารเคมีมักต้องการการป้องกันที่เหนือกว่านี้
เหล็กกล้าสำหรับทำแม่พิมพ์ เช่น D2 และ A2 สามารถบรรลุความแข็งสูงมากหลังการอบร้อน—สูงสุดถึง 65 HRC วัสดุเหล่านี้จำเป็นอย่างยิ่งสำหรับการผลิตแม่พิมพ์ เครื่องมือ และชิ้นส่วนที่ต้องรับแรงสึกหรออย่างรุนแรง แม้ว่าจะต้องอาศัยความเชี่ยวชาญพิเศษในการกลึงก็ตาม
ทองเหลืองและบรอนซ์: ประสิทธิภาพเฉพาะทาง
โลหะผสมทองแดงเหล่านี้ใช้ในแอปพลิเคชันเฉพาะทางที่มีความสำคัญอย่างยิ่ง ทองเหลืองเกรด C36000 มีคุณสมบัติในการกลึงได้ดีเยี่ยมและมีความต้านทานการกัดกร่อนตามธรรมชาติ จึงเป็นที่นิยมใช้สำหรับชิ้นส่วนที่ผลิตจำนวนมาก เช่น ข้อต่อและคอนเนกเตอร์
การกลึงบรอนซ์ด้วยเครื่อง CNC นั้นมีความท้าทายเฉพาะตัวที่ต้องให้ความใส่ใจ โดยผู้เชี่ยวชาญด้านการกลึงบรอนซ์ของบริษัท Othala Tech ระบุว่า บรอนซ์แต่ละเกรดมีพฤติกรรมที่แตกต่างกันมากภายใต้เครื่องมือตัด ตัวอย่างเช่น บรอนซ์เกรด C932 (บรอนซ์ที่มีตะกั่ว) สามารถตัดได้อย่างลื่นไหลและควบคุมเศษโลหะได้ดีมาก ในขณะที่บรอนซ์เกรด C954 (บรอนซ์อะลูมิเนียม) จะสะสมความร้อนอย่างรวดเร็ว และจำเป็นต้องจัดการความเร็วอย่างระมัดระวัง
เมื่อคุณกลึงบรอนซ์เพื่อใช้ทำแบริ่ง เฟือง หรืออุปกรณ์สำหรับงานทางทะเล คุณสมบัติโดยธรรมชาติของวัสดุที่ทนต่อการสึกหรอและมีความสามารถในการหล่อลื่นตัวเองนั้น ชดเชยความซับซ้อนเพิ่มเติมที่เกิดขึ้นระหว่างกระบวนการกลึงได้อย่างเพียงพอ ดังนั้น การดำเนินการกลึงบรอนซ์ด้วยเครื่อง CNC จึงต้องอาศัยโรงงานที่มีประสบการณ์ในการทำงานกับโลหะผสมชนิดนี้ — ซึ่งเป็นสิ่งที่คุณควรตรวจสอบอย่างละเอียดก่อนเลือกพาร์ทเนอร์ด้านการผลิตสำหรับโครงการกลึงบรอนซ์ด้วยเครื่อง CNC
เมื่อพลาสติกมีประสิทธิภาพเหนือกว่าวัสดุโลหะทางเลือก
อย่าสมมติว่าโลหะคือคำตอบเสมอไป วัสดุพลาสติกวิศวกรรมให้ข้อได้เปรียบที่น่าสนใจสำหรับการใช้งานหลายประเภท เช่น น้ำหนักเบา ต้นทุนวัสดุต่ำ ทนต่อสารเคมีได้ดีเยี่ยม และเป็นฉนวนไฟฟ้าโดยธรรมชาติ
พลาสติกวิศวกรรมประสิทธิภาพสูง
พลาสติกเดลริน (POM/อะซีทัล) โดดเด่นในฐานะพลาสติกที่สามารถกลึงได้ดีที่สุด มีความสามารถในการกลึงสูงที่สุดในบรรดาพลาสติกทั้งหมด ความเสถียรของขนาดที่ยอดเยี่ยม แรงเสียดทานต่ำมาก และดูดซับน้ำน้อยมาก เมื่อคุณต้องการชิ้นส่วนพลาสติกที่มีความแม่นยำสูงและมีความคลาดเคลื่อน (tolerance) แคบ Delrin พลาสติกควรเป็นตัวเลือกแรกของคุณ
ไนลอนสำหรับการขึ้นรูป การประยุกต์ใช้งานนี้ให้ความแข็งแรงต่อการกระแทกที่ยอดเยี่ยม ทนต่อสารเคมีได้ดี และมีความต้านทานการสึกหรอโดยธรรมชาติ ไนลอน 6 และไนลอน 66 เป็นเกรดที่ระบุใช้งานบ่อยที่สุด อย่างไรก็ตาม การใช้ไนลอนสำหรับโครงการที่ต้องผ่านกระบวนการกลึงจำเป็นต้องคำนึงถึงข้อจำกัดข้อหนึ่ง คือ วัสดุชนิดนี้ดูดซับความชื้น ซึ่งอาจส่งผลต่อความเสถียรของขนาดในสภาพแวดล้อมที่มีความชื้นสูง
โพลีคาร์บอเนต รวมความแข็งแกร่งสูงเข้ากับความใสทางแสงได้อย่างลงตัว—สามารถขึ้นรูปด้วยเครื่องจักรให้เป็นชิ้นส่วนที่โปร่งใสได้ ความต้านทานแรงกระแทกของวัสดุชนิดนี้สูงกว่า ABS จึงเหมาะสำหรับใช้ทำฝาครอบป้องกัน เลนส์ และอุปกรณ์ที่เกี่ยวข้องกับการไหลของของเหลว
PEEK เป็นวัสดุเทอร์โมพลาสติกวิศวกรรมระดับพรีเมียม ทนความร้อนได้สูงสุดถึง 250°C ต้านทานสารเคมีส่วนใหญ่ได้ดี และมีอัตราส่วนระหว่างความแข็งแรงต่อน้ำหนักที่ใกล้เคียงกับโลหะ อนุพันธ์ของ PEEK ที่ผ่านมาตรฐานสำหรับงานทางการแพทย์สามารถนำไปใช้ในแอปพลิเคชันด้านอุปกรณ์ฝังในร่างกายได้ ข้อแลกเปลี่ยนคือ ต้นทุนวัสดุสูงกว่าอย่างมาก
การเลือกวัสดุแบบสรุปโดยย่อ
การเปรียบเทียบต่อไปนี้จะช่วยให้คุณระบุวัสดุที่เป็นไปได้ได้อย่างรวดเร็ว ตามความต้องการหลักของคุณ:
| ประเภทวัสดุ | การใช้งานทั่วไป | ราคาสัมพัทธ์ | ความสามารถในการกลึง | คุณสมบัติหลัก |
|---|---|---|---|---|
| อลูมิเนียม 6061 | ต้นแบบทั่วไป โครงหุ้ม และแผ่นยึด | $ | ยอดเยี่ยม | น้ำหนักเบา ต้านทานการกัดกร่อนได้ และชุบออกซิเดชันได้ |
| อลูมิเนียม 7075 | ชิ้นส่วนสำหรับอุตสาหกรรมการบินและอวกาศ ชิ้นส่วนที่รับแรงสูง | $$ | ดี | มีความแข็งแรงสูง สามารถผ่านกระบวนการอบความร้อนได้ และทนต่อการเหนื่อยล้า |
| เหล็กไร้ขัด 304 | อุปกรณ์สำหรับการแปรรูปอาหาร อุปกรณ์ทางการแพทย์ และฮาร์ดแวร์สำหรับใช้งานกลางแจ้ง | $$ | ปานกลาง | ต้านทานการกัดกร่อนได้ สามารถเชื่อมได้ และมีคุณสมบัติที่เหมาะสมต่อการรักษาสุขอนามัย |
| สแตนเลส 316 | อุปกรณ์สำหรับเรือ กระบวนการแปรรูปสารเคมี | $$$ | ปานกลาง | มีความสามารถในการต้านทานการกัดกร่อนได้เหนือกว่าอย่างเด่นชัด เหมาะสำหรับใช้ในสภาพแวดล้อมที่มีน้ำทะเล |
| Brass c36000 | ข้อต่อ ตัวเชื่อม และฮาร์ดแวร์ตกแต่ง | $$ | ยอดเยี่ยม | มีแรงเสียดทานต่ำ นำไฟฟ้าได้ และมีลักษณะภายนอกที่น่าดึงดูด |
| ทองแดง-ดีบุก (C932/C954) | ตลับลูกปืน เฟือง ใบพัดเรือ | $$-$$$ | ดี (แตกต่างกันไปตามเกรด) | ทนต่อการสึกหรอ หล่อลื่นตัวเองได้ และทนต่อการกัดกร่อน |
| เดลริน (POM) | เฟืองความแม่นยำสูง ปลอกรองรับ ฉนวนกันไฟฟ้า | $ | ยอดเยี่ยม | แรงเสียดทานต่ำ มีความคงรูปทางมิติสูง ทนต่อความชื้น |
| ไนลอน 6/66 | ชิ้นส่วนที่สึกหรอ ชิ้นส่วนโครงสร้าง ฉนวนกันไฟฟ้า | $ | ดี | ทนต่อแรงกระแทก ทนต่อสารเคมี ทนต่อการสึกหรอ |
| โพลีคาร์บอเนต | ชิ้นส่วนทางแสง ฝาครอบป้องกัน จอแสดงผล | $ | ดี | โปร่งใส ทนแรงกระแทกสูง คงที่ต่ออุณหภูมิ |
| PEEK | อุปกรณ์ฝังในร่างกายสำหรับการแพทย์ ชิ้นส่วนสำหรับอุตสาหกรรมการบินและอวกาศ และการใช้งานที่ต้องทนต่ออุณหภูมิสูง | $$$$ | ปานกลาง | ทนต่ออุณหภูมิสุดขั้ว ไม่ทำปฏิกิริยากับสารเคมี มีตัวเลือกที่เข้ากันได้กับเนื้อเยื่อในร่างกาย |
เกณฑ์การตัดสินใจ: การจับคู่วัสดุให้สอดคล้องกับความต้องการ
คุณจะคัดกรองจากรายการที่กว้างขวางนี้อย่างไร? พิจารณาปัจจัยทั้งสี่ข้อนี้ตามลำดับความสำคัญ:
- ข้อกำหนดทางกล — ชิ้นส่วนของคุณจะต้องรับแรงโหลด แรงเครียด และสภาวะการสึกหรอใดบ้าง? สิ่งนี้จะช่วยตัดตัวเลือกที่ไม่สามารถตอบสนองเกณฑ์ประสิทธิภาพได้ออกไป
- การสัมผัสกับสภาพแวดล้อม — ชิ้นส่วนจะต้องสัมผัสกับความชื้น สารเคมี รังสี UV หรืออุณหภูมิสุดขั้วหรือไม่? ความเข้ากันได้ของวัสดุกับสภาวะการใช้งานเป็นสิ่งที่ไม่อาจต่อรองได้
- ข้อจำกัดด้านน้ำหนัก — แอปพลิเคชันด้านการบินและอวกาศ รวมถึงอุปกรณ์พกพา มักต้องการน้ำหนักให้น้อยที่สุด พลาสติกและโลหะผสมอลูมิเนียมจึงให้ข้อได้เปรียบอย่างมากในกรณีนี้
- การพิจารณางบประมาณ — เมื่อคุณระบุวัสดุที่ตอบโจทย์ข้อกำหนดด้านประสิทธิภาพแล้ว ความแตกต่างด้านต้นทุนสามารถเป็นแนวทางในการเลือกขั้นสุดท้าย บางครั้งอลูมิเนียมทั่วไปก็สามารถทำหน้าที่ได้ดีพอสำหรับงานที่ไม่จำเป็นต้องใช้โลหะผสมพิเศษที่มีราคาแพง
เมื่อเอกสารรับรองวัสดุมีความสำคัญ
สำหรับบางอุตสาหกรรม การเลือกวัสดุนั้นเกินกว่าเพียงแค่คุณสมบัติทางกายภาพ ไปยังข้อกำหนดด้านเอกสารประกอบด้วย ตัวอย่างเช่น แอปพลิเคชันด้านการบินและอวกาศอาจต้องการใบรับรองการติดตามแหล่งที่มาของวัสดุ (Material Traceability Certificate) ซึ่งรับรององค์ประกอบโลหะผสมที่แน่นอนและประวัติการผลิตอย่างละเอียด อุปกรณ์ทางการแพทย์มักต้องมีเอกสารรับรองผลการทดสอบความเข้ากันได้กับร่างกาย (Biocompatibility Testing Documentation) ส่วนชิ้นส่วนยานยนต์อาจต้องมีใบรับรองความสอดคล้อง (Certificate of Conformance) ที่สอดคล้องกับข้อกำหนดเฉพาะของผู้ผลิตรถยนต์ (OEM)
หากคุณผลิตชิ้นส่วนสำหรับอุตสาหกรรมที่มีการควบคุมอย่างเข้มงวด โปรดยืนยันว่าผู้ให้บริการเครื่องจักรกลแบบออนไลน์ของคุณสามารถจัดเตรียมใบรับรองที่เหมาะสมได้ก่อนสั่งซื้อ เนื่องจากไม่ใช่ทุกแพลตฟอร์มที่ให้เอกสารดังกล่าว และการค้นพบข้อบกพร่องนี้หลังการผลิตแล้วจะก่อให้เกิดความล่าช้าที่มีค่าใช้จ่ายสูง
เมื่อคุณเข้าใจการเลือกวัสดุแล้ว ข้อกำหนดสำคัญข้อถัดไปจะส่งผลโดยตรงทั้งต่อการทำงานของชิ้นส่วนและต้นทุนการผลิต นั่นคือ ข้อกำหนดด้านความคลาดเคลื่อน (tolerance) การเข้าใจว่าระดับความแม่นยำส่งผลต่องบประมาณของคุณอย่างไร จะช่วยให้คุณระบุข้อกำหนดที่จำเป็นอย่างแม่นยำ—โดยไม่มากหรือน้อยเกินไป
การเลือกความคลาดเคลื่อนที่สมดุลระหว่างความแม่นยำและต้นทุน
นี่คือสถานการณ์ที่คุณอาจเคยประสบมาแล้ว: คุณกำลังสรุปแบบชิ้นส่วน และช่องระบุความคลาดเคลื่อนกำลังจ้องมองคุณกลับมา คุณควรระบุค่า ±0.005 นิ้ว เพื่อความปลอดภัยหรือไม่? หรือค่า ±0.010 นิ้วจะเพียงพอสำหรับการใช้งานจริงหรือไม่? การตัดสินใจครั้งนี้—ซึ่งมักเกิดขึ้นภายในไม่กี่วินาที—อาจทำให้ต้นทุนการผลิตของคุณเพิ่มขึ้นเป็นสองเท่า หรือก่อให้เกิดความล้มเหลวในการประกอบในอนาคต
ค่าความคลาดเคลื่อน (Tolerances) หมายถึง ช่วงการแปรผันที่ยอมรับได้จากมิติที่คุณกำหนดไว้ โดยในทางปฏิบัติ ค่าความคลาดเคลื่อนเหล่านี้จะกำหนดว่าชิ้นส่วนที่ผ่านกระบวนการกลึงจะสามารถประกอบเข้าด้วยกันได้อย่างเหมาะสม ทำงานตามวัตถุประสงค์ที่ออกแบบไว้ และเป็นไปตามเกณฑ์คุณภาพที่คาดหวัง อย่างไรก็ตาม จากการสังเกตของ วิศวกรการผลิตของ RPWORLD พบแนวโน้มที่น่ากังวล: ชิ้นส่วนต่างๆ ที่ใช้ในแอปพลิเคชันที่หลากหลาย มักมีค่าความคลาดเคลื่อนที่เข้มงวดเกินความจำเป็น แม้แต่สำหรับพื้นผิวที่ไม่สำคัญต่อการทำงาน ซึ่งสะท้อนถึงความก้าวหน้าของศักยภาพอุตสาหกรรม — แต่มักส่งผลให้สูญเสียค่าใช้จ่ายจำนวนมากโดยไม่จำเป็น
ค่าความคลาดเคลื่อนมาตรฐานเทียบกับค่าความคลาดเคลื่อนแบบความแม่นยำสูง
คุณสามารถคาดหวังสิ่งใดได้จริงจากบริการกลึงออนไลน์? การเข้าใจขีดความสามารถพื้นฐานจะช่วยให้คุณระบุข้อกำหนดได้อย่างเหมาะสม โดยไม่ต้องออกแบบเกินความจำเป็น
สำหรับการกลึงแบบ CNC ทั่วไปทั้งแบบกัด (milling) และแบบกลึง (turning) ค่าความคลาดเคลื่อนมาตรฐานคือ ±0.010 นิ้ว (±0.25 มม.) ทั่วไปในวัสดุและรูปทรงเรขาคณิตที่ใช้บ่อย ตามการวิเคราะห์ความคลาดเคลื่อนของ Modus Advanced ระดับความแม่นยำนี้รองรับการใช้งานทางวิศวกรรมส่วนใหญ่เป็นอย่างมาก ขณะเดียวกันก็รักษาต้นทุนและระยะเวลาในการผลิตให้อยู่ในระดับที่สมเหตุสมผล
เมื่อใดที่ความแม่นยำมาตรฐานเพียงพอ?
- เปลือกหุ้มและเคสที่ไม่จำเป็นต้องมีขนาดที่แม่นยำเป๊ะ
- แผ่นยึดที่มีรูเว้นระยะสำหรับสกรูหรืออุปกรณ์ยึดแน่น
- ชิ้นส่วนต้นแบบที่เน้นการทดสอบรูปลักษณ์และการทำงาน
- ชิ้นส่วนที่ออกแบบให้มีระยะเว้นระหว่างการประกอบอย่างกว้างขวาง
ชิ้นส่วนที่ต้องผ่านกระบวนการกลึงความแม่นยำสูง จำเป็นต้องกำหนดค่าความคลาดเคลื่อนที่แคบกว่าโดยทั่วไป ซึ่งมักอยู่ที่ ±0.003 นิ้ว ถึง ±0.005 นิ้ว (±0.08 ถึง ±0.13 มม.) ความคลาดเคลื่อนเหล่านี้ต้องอาศัยการกลึงเพิ่มเติมหลายรอบ การใช้อุปกรณ์พิเศษ สภาพแวดล้อมที่ควบคุมอุณหภูมิอย่างเข้มงวด และขั้นตอนการตรวจสอบอย่างละเอียดรอบด้าน ผลลัพธ์ที่ได้คือ ต้นทุนต่อชิ้นสูงขึ้นอย่างมีนัยสำคัญ
ช่วงความคลาดเคลื่อนและผลกระทบต่อการใช้งานจริง
ตารางต่อไปนี้แสดงให้เห็นว่าข้อกำหนดด้านความคลาดเคลื่อนส่งผลต่อค่าใช้จ่ายและแอปพลิเคชันทั่วไปสำหรับชิ้นส่วนที่ผ่านการกัดด้วยเครื่อง CNC อย่างไร:
| ระดับความทนทาน | ช่วงค่าปกติ | ผลกระทบต่อต้นทุน | การใช้งานทั่วไป |
|---|---|---|---|
| มาตรฐาน | ±0.010" (±0.25 มม.) | ราคาพื้นฐาน | ต้นแบบทั่วไป คุณลักษณะที่ไม่สำคัญ โครงหุ้ม |
| ความแม่นยำ | ±0.005 นิ้ว (±0.13 มม.) | 1.5–2 เท่าของมาตรฐาน | พื้นผิวที่ต้องสัมผัสกัน พื้นผิวที่รองรับแบริ่ง และพื้นผิวที่เลื่อนไถล |
| ความแม่นยำสูง | ±0.002–0.003 นิ้ว (±0.05–0.08 มม.) | 2–3 เท่าของมาตรฐาน | อินเทอร์เฟซสำหรับอุตสาหกรรมการบินและอวกาศ ส่วนประกอบของอุปกรณ์ทางการแพทย์ ฐานยึดอุปกรณ์ออปติก |
| ความแม่นยำสูงพิเศษ | ±0.001 นิ้ว (±0.025 มม.) หรือแน่นกว่านั้น | 4 เท่าขึ้นไปของมาตรฐาน | ส่วนประกอบของเทอร์ไบน์ เครื่องมือความแม่นยำ อุปกรณ์เซมิคอนดักเตอร์ |
สังเกตว่าต้นทุนเพิ่มขึ้นอย่างรวดเร็วแบบทวีคูณ — ไม่ใช่แบบเชิงเส้น — เมื่อความคลาดเคลื่อน (tolerances) ถูกกำหนดให้แคบลง ตามที่ RPWORLD ระบุ ความคลาดเคลื่อนที่เข้มงวดเกินไปอาจทำให้ชิ้นส่วนต้องผ่านกระบวนการกัดซ้ำหรือการกัดด้วยประจุไฟฟ้า (EDM) ซึ่งส่งผลให้ทั้งต้นทุนและระยะเวลาในการผลิตเพิ่มขึ้นโดยไม่จำเป็น
ผลกระทบของการเลือกความคลาดเคลื่อนต่องบประมาณของคุณ
เหตุใดความคลาดเคลื่อนที่แคบจึงมีราคาสูงกว่ามากนัก? มีหลายปัจจัยที่ร่วมกันส่งผล:
- การกัดเพิ่มเติมหลายรอบ — การขจัดวัสดุในปริมาณน้อยลงแต่ละรอบ เพื่อรักษาระดับความแม่นยำทางมิติ
- อัตราป้อนที่ช้าลง — ความเร็วในการตัดที่ลดลง เพื่อลดการโก่งตัวของเครื่องมือและผลกระทบจากความร้อน
- เครื่องมือพิเศษ — เครื่องมือตัดคุณภาพสูงขึ้น ซึ่งมีข้อกำหนดความคลาดเคลื่อนจากการหมุน (runout) ที่เข้มงวดยิ่งขึ้น
- เวลาตั้งค่าเครื่องเพิ่มขึ้น — การยึดชิ้นงานและการจัดแนวอย่างระมัดระวังมากยิ่งขึ้น
- การตรวจสอบที่ละเอียดยิ่งขึ้น — การวัดด้วยเครื่อง CMM แทนการวัดด้วยเกจมาตรฐาน
- การควบคุมสิ่งแวดล้อม — การกลึงในสภาพอุณหภูมิที่ควบคุมอย่างแม่นยำ เพื่อให้ได้ความคลาดเคลื่อนต่ำสุด
ปัญหาการสะสมความคลาดเคลื่อน (Tolerance Stacking Problem)
นี่คือจุดที่การออกแบบจำนวนมากประสบปัญหา เมื่อชิ้นส่วนหลายชิ้นประกอบเข้าด้วยกัน ความคลาดเคลื่อนของแต่ละชิ้นจะสะสมกันขึ้นเรื่อยๆ ตามที่ การวิเคราะห์เชิงเทคนิคของ CNCYangsen ระบุไว้ ชิ้นส่วนแต่ละชิ้นในชุดประกอบอาจมีความคลาดเคลื่อน ±0.1 มม. แยกกัน แต่เมื่อรวมความคลาดเคลื่อนทั้งหมดแล้ว ความคลาดเคลื่อนรวมที่จุดเชื่อมต่อสุดท้ายอาจสูงถึง ±0.3 มม. หรือมากกว่านั้น
พิจารณาชุดประกอบที่มีเพียงสามชิ้นเท่านั้น หากแต่ละชิ้นมีความคลาดเคลื่อน ±0.010 นิ้ว บนมิติที่สำคัญที่สุด กรณีที่เลวร้ายที่สุดของการสะสมความคลาดเคลื่อนจะทำให้มิติสุดท้ายของชุดประกอบโดยรวมแปรผันได้ถึง ±0.030 นิ้ว ซึ่งสูงเป็นสามเท่าของค่าความคลาดเคลื่อนที่ระบุไว้ในแบบแปลนของชิ้นส่วนแต่ละชิ้น
นักออกแบบที่ชาญฉลาดจะจัดการกับปัญหาการสะสมความคลาดเคลื่อนด้วยกลยุทธ์หลายประการ:
- ระบุมิติที่สำคัญ — กำหนดความคลาดเคลื่อนที่แคบลงเฉพาะสำหรับลักษณะทางเรขาคณิตที่ส่งผลโดยตรงต่อการทำงานของการประกอบ
- คุณลักษณะการจัดตำแหน่งในการออกแบบ — หมุดกำหนดตำแหน่ง ไหล่จัดแนว หรือเรขาคณิตที่สามารถจัดศูนย์ตัวเองได้ ช่วยลดความคลาดเคลื่อนสะสมของตำแหน่ง
- ทำให้ความสัมพันธ์ในการประกอบง่ายขึ้น — จำนวนชิ้นส่วนในห่วงโซ่ความคลาดเคลื่อนน้อยลง ส่งผลให้ความคลาดเคลื่อนสะสมน้อยลง
- ออกแบบช่องว่างอย่างเหมาะสม — ที่เป็นไปได้ ควรเว้นระยะว่างโดยเจตนาเพื่อรองรับความแปรผัน โดยไม่กระทบต่อการทำงาน
ความสัมพันธ์ระหว่างพื้นผิวและค่าความคลาดเคลื่อน
ข้อกำหนดเกี่ยวกับพื้นผิวมักสัมพันธ์กับค่าความคลาดเคลื่อนเชิงมิติ แต่ไม่สามารถแทนที่ค่าความคลาดเคลื่อนเชิงมิตินั้นได้ ผิวหยาบ (ค่า Ra สูง) จะไม่สามารถบรรลุความแม่นยำเชิงประสิทธิภาพเทียบเท่าผิวเรียบได้ เนื่องจากความไม่แน่นอนของการวัดเพิ่มขึ้นตามความไม่เรียบของผิว
สำหรับงานกลึง CNC แบบความแม่นยำสูงที่ต้องการค่าความคลาดเคลื่อนแคบ จำเป็นต้องระบุค่าพื้นผิวที่สอดคล้องกัน:
- ค่าความคลาดเคลื่อนมาตรฐานมักใช้ร่วมกับค่าพื้นผิว Ra 125 μin (3.2 μm) หรือหยาบกว่านั้น
- ความคลาดเคลื่อนเชิงความแม่นยำทำงานได้ดีกับค่าพื้นผิวแบบ Ra 63–32 μin (1.6–0.8 Ra μm)
- งานที่ต้องการความแม่นยำสูงมักต้องการค่าพื้นผิวแบบ Ra 16 μin (0.4 Ra μm) หรือละเอียดกว่านั้น
การระบุชุดข้อกำหนดที่ไม่สอดคล้องกัน—เช่น ความคลาดเคลื่อนที่แน่นมากแต่พื้นผิวหยาบ หรือในทางกลับกัน—แสดงว่าข้อกำหนดยังไม่ชัดเจน และอาจทำให้ผู้ให้บริการงานกลึงความแม่นยำสูงของท่านต้องสอบถามเพิ่มเติม
การสื่อสารความคลาดเคลื่อนที่สำคัญกับความคลาดเคลื่อนทั่วไป
แบบแปลนทางเทคนิคของท่านควรแยกแยะอย่างชัดเจนระหว่างลักษณะต่างๆ ที่ต้องควบคุมอย่างเข้มงวด กับลักษณะที่สามารถใช้ความแม่นยำมาตรฐานได้ วิศวกรที่มีประสบการณ์ส่วนใหญ่จะใช้วิธีแบบลำดับขั้น:
- ความคลาดเคลื่อนทั่วไปในส่วนหัวแบบแปลน — ใช้กับมิติทั้งหมดที่ไม่มีการระบุเป็นพิเศษ (โดยทั่วไปคือ ±0.010 นิ้ว หรือตามมาตรฐาน ISO 2768)
- การระบุมิติเฉพาะ — ความคลาดเคลื่อนที่แคบกว่าจะระบุไว้โดยตรงบนลักษณะที่สำคัญ
- สัญลักษณ์ GD&T — การกำหนดความคลาดเคลื่อนเชิงเรขาคณิตสำหรับลักษณะต่าง ๆ ที่รูปร่าง แนวการวาง หรือตำแหน่งมีความสำคัญมากกว่าขนาดเพียงอย่างเดียว
แนวทางนี้สื่อสารเจตนาในการผลิตได้อย่างชัดเจน ช่างกลสามารถเข้าใจทันทีว่าลักษณะใดจำเป็นต้องให้ความใส่ใจเป็นพิเศษ และลักษณะใดสามารถใช้ความแม่นยำมาตรฐานในการกลึงได้
เมื่อความคลาดเคลื่อนที่แน่นอนมีความสำคัญจริง ๆ
แล้วเมื่อใดจึงควรระบุความคลาดเคลื่อนแบบความแม่นยำอย่างแท้จริง? แอปพลิเคชันที่เหมาะสม ได้แก่:
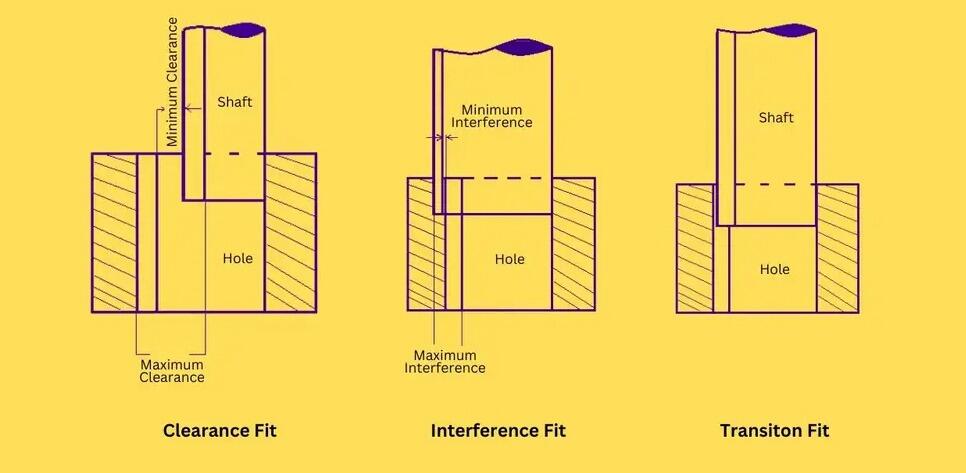
- ข้อต่อแบบแรงกด (Press-fit) หรือข้อต่อแบบแรงแทรก (Interference-fit) — ความแม่นยำของมิติส่งผลโดยตรงต่อแรงที่ใช้ในการประกอบและแรงยึดเกาะ
- รูสำหรับแบริ่งและเส้นผ่านศูนย์กลางเพลา — การจับคู่ที่เหมาะสมจะทำให้มีระยะห่างในการหมุนที่ถูกต้องและยืดอายุการใช้งานของแบริ่ง
- พื้นผิวสำหรับการปิดผนึก — ร่องสำหรับโอริง (O-ring grooves) และหน้าแปลนที่จับคู่กัน (mating flanges) ต้องมีมิติที่ควบคุมได้เพื่อให้การซีลมีความน่าเชื่อถือ
- กลไกเชิงจลศาสตร์ (Kinematic mechanisms) — โครงข้อต่อ (linkages), แคม (cams), และรางเลื่อนแบบความแม่นยำ (precision slides) ต้องควบคุมมิติอย่างเข้มงวดเพื่อให้ทำงานได้อย่างราบรื่น
- ชิ้นส่วนประกอบที่มีความสำคัญต่อความปลอดภัย — ใช้ในอุตสาหกรรมการบินและอวกาศ การแพทย์ และยานยนต์ ซึ่งผลลัพธ์จากการล้มเหลวมีความรุนแรงมาก
สำหรับสิ่งอื่นๆ ทั้งหมด? ค่าความคลาดเคลื่อนมาตรฐานจากวัสดุและกระบวนการกัดด้วยเครื่อง CNC ที่มีคุณภาพสามารถให้ผลลัพธ์ที่ยอดเยี่ยมได้ในราคาเพียงเศษเสี้ยวของต้นทุน แนวคิดหลักจาก ผู้เชี่ยวชาญด้านอุตสาหกรรม : การตัดสินใจกำหนดค่าความคลาดเคลื่อนที่แคบควรเชื่อมโยงโดยตรงกับข้อกำหนดด้านการทำงานเฉพาะเจาะจงเสมอ ไม่ใช่เพียงความชอบทั่วไปด้านคุณภาพ
เมื่อเข้าใจหลักการพื้นฐานของค่าความคลาดเคลื่อนแล้ว คุณจะพร้อมที่จะตอบคำถามอีกข้อหนึ่งซึ่งทุกโครงการต้องเผชิญ นั่นคือ ต้นทุนจริงจะอยู่ที่เท่าใด? ส่วนถัดไปจะวิเคราะห์ปัจจัยหลัก 5 ประการที่ส่งผลต่อราคาการกัดด้วยเครื่อง CNC — และเปิดเผยทางเลือกในการออกแบบที่ช่วยลดค่าใช้จ่ายโดยไม่กระทบต่อประสิทธิภาพในการทำงาน
ทำความเข้าใจปัจจัยที่ส่งผลต่อต้นทุนการกัดด้วยเครื่อง CNC
คุณได้เลือกวัสดุและระบุค่าความคลาดเคลื่อนที่ยอมรับได้แล้ว ตอนนี้มาถึงคำถามที่ทุกคนถามกัน: ต้นทุนจริงๆ ของการผลิตชิ้นส่วนนี้จะอยู่ที่เท่าไร? ต่างจากอุตสาหกรรมอื่นๆ หลายแห่งที่การกำหนดราคาอาจดูเหมือนไม่มีเหตุผล ราคาในการกลึงด้วยเครื่อง CNC จะขึ้นอยู่กับรูปแบบที่มีเหตุผล ซึ่งการเข้าใจรูปแบบเหล่านี้จะช่วยให้คุณประเมินงบประมาณได้อย่างสมจริง—และยังเปิดเผยโอกาสในการลดต้นทุนโดยไม่กระทบต่อคุณภาพ
แต่ความท้าทายคือ? แพลตฟอร์มการผลิตชิ้นส่วนออนไลน์ส่วนใหญ่จะแสดงตัวเลขสุดท้ายให้คุณทราบ โดยไม่ได้อธิบายว่าตัวเลขนั้นคำนวณมาอย่างไร ส่วนนี้จะแยกแยะปัจจัยหลัก 5 ประการที่ส่งผลต่อราคา เพื่อให้คุณสามารถตีความใบเสนอราคาได้อย่างชาญฉลาด และตัดสินใจเลือกทางเลือกที่เหมาะสมก่อนตกลงทำสัญญา
ปัจจัยทั้งห้าที่กำหนดต้นทุนการผลิตชิ้นส่วนของคุณ
ตาม การวิเคราะห์ต้นทุนอย่างครอบคลุมของ Scan2CAD ในด้านเศรษฐศาสตร์การผลิตชิ้นส่วน ต้นทุนขึ้นอยู่กับตัวแปรหลายประการที่เชื่อมโยงกันอย่างซับซ้อน มาพิจารณาแต่ละปัจจัยและผลกระทบสัมพัทธ์ของมันต่อใบเสนอราคาสุดท้ายของคุณกัน
1. การเลือกวัสดุและปริมาณ
ต้นทุนวัสดุผันแปรตามประเภท ปริมาณ และสภาวะตลาดในปัจจุบัน เป็นค่าพื้นฐาน วัสดุพลาสติกมีราคาถูกกว่าวัสดุโลหะอย่างมาก — แต่แม้ในกลุ่มโลหะเอง ความแตกต่างของราคา ก็มีค่อนข้างมาก ตัวอย่างเช่น อลูมิเนียมเกรด 6061 อาจมีราคา 3–8 ดอลลาร์สหรัฐต่อปอนด์ ในขณะที่สแตนเลสสตีลมีราคา 5–15 ดอลลาร์สหรัฐต่อปอนด์ และโลหะผสมพิเศษ เช่น ไทเทเนียม อาจมีราคาเกิน 30 ดอลลาร์สหรัฐต่อปอนด์
นอกเหนือจากราคาวัตถุดิบแล้ว ควรพิจารณาด้วยว่าการออกแบบของคุณใช้วัสดุสำรอง (stock) ไปมากน้อยเพียงใด ชิ้นส่วนที่ต้องตัดวัสดุออกถึง 80% จะก่อให้เกิดของเสียมากขึ้น เวลาในการกลึงยาวนานขึ้น และสึกหรอของเครื่องมือเพิ่มขึ้น เมื่อเทียบกับการออกแบบที่รักษาวัสดุสำรองเดิมไว้ได้มากกว่า สมการต้นทุนโลหะสำหรับช่างกลึงจึงรวมทั้งราคาที่คุณซื้อวัสดุมา และประสิทธิภาพในการใช้วัสดุนั้นตามแบบที่ออกแบบไว้
2. ความซับซ้อนของรูปทรงเรขาคณิต
ระดับความซับซ้อนของชิ้นส่วนสัมพันธ์โดยตรงกับเวลาในการกลึง — ซึ่งเป็นปัจจัยต้นทุนหลักที่สุดตามการวิเคราะห์ของอุตสาหกรรม รูปทรงเรขาคณิตที่ซับซ้อนจำเป็นต้อง:
- เปลี่ยนเครื่องมือหลายครั้งเพื่อกลึงลักษณะต่าง ๆ
- จัดตั้งตำแหน่งงานเพิ่มเติม (additional setups) เพื่อเข้าถึงลักษณะต่าง ๆ จากทิศทางที่ต่างกัน
- เวลาการเขียนโปรแกรมที่ยาวนานขึ้นสำหรับเส้นทางเครื่องมือที่ซับซ้อน
- ความเร็วในการตัดที่ช้าลงเพื่อรักษาความแม่นยำบนลักษณะรายละเอียดสูง
ตามการแยกค่าใช้จ่ายในการสร้างต้นแบบของ Hotean ความซับซ้อนของการออกแบบเพียงอย่างเดียวสามารถเพิ่มเวลาการกลึงได้ถึง 30–50% ตัวอย่างเช่น บล็อกอลูมิเนียมรูปสี่เหลี่ยมผืนผ้าธรรมดาที่มีรูพื้นฐานอาจมีราคา 150 ดอลลาร์สหรัฐฯ แต่ชิ้นส่วนฐานเดียวกันนี้ที่มีรูปร่างโค้งเว้าซับซ้อนและร่องลึกแปรผันอาจมีราคาสูงถึง 450 ดอลลาร์สหรัฐฯ หรือมากกว่านั้น
3. ข้อกำหนดด้านความคลาดเคลื่อน (Tolerance)
ดังที่ได้กล่าวมาแล้วก่อนหน้านี้ ข้อกำหนดด้านความคลาดเคลื่อนส่งผลโดยตรงต่อค่าใช้จ่ายในการผลิตอย่างมาก ความคลาดเคลื่อนมาตรฐาน (±0.010 นิ้ว) ถือเป็นระดับราคาพื้นฐาน หากต้องการความคลาดเคลื่อนที่แคบลงเป็น ±0.005 นิ้ว ค่าใช้จ่ายจะเพิ่มขึ้น 1.5–2 เท่า และหากต้องการความคลาดเคลื่อนที่แคบมากถึง ±0.001 นิ้ว ค่าใช้จ่ายอาจเพิ่มขึ้นสูงถึง 4 เท่าตามเกณฑ์อ้างอิงในอุตสาหกรรม
การเพิ่มขึ้นของต้นทุนนี้สะท้อนความต้องการจริงในการผลิต ได้แก่ การกลึงเพิ่มเติมหลายรอบ ความเร็วป้อนที่ลดลง การใช้เครื่องมือเฉพาะทาง และกระบวนการตรวจสอบที่เข้มงวดยิ่งขึ้น ซึ่งทั้งหมดนี้ล้วนใช้เวลาและทรัพยากรเพิ่มขึ้น
4. เศรษฐศาสตร์จากปริมาณการผลิต
นี่คือจุดที่การเข้าใจต้นทุนการตั้งค่าเริ่มต้นมีความสำคัญอย่างยิ่ง งาน CNC ทุกชิ้นจำเป็นต้องมีการเขียนโปรแกรม การเตรียมอุปกรณ์ยึดชิ้นงาน การเลือกเครื่องมือ และการปรับแต่งเครื่องจักร — ไม่ว่าคุณจะผลิตชิ้นส่วนเพียงหนึ่งชิ้นหรือร้อยชิ้น ต้นทุนคงที่เหล่านี้จะถูกกระจายไปตามจำนวนชิ้นที่สั่งซื้อ
หลักเศรษฐศาสตร์นี้ชัดเจนมาก: ข้อมูลการวิเคราะห์ต้นทุนแสดงให้เห็นว่าต้นแบบหนึ่งชิ้นอาจมีราคา $500 ในขณะที่การสั่งซื้อ 10 ชิ้นจะลดราคาต่อชิ้นลงเหลือประมาณ $300 ต่อชิ้น และเมื่อสั่งซื้อ 50 ชิ้นขึ้นไป ต้นทุนอาจลดลงได้สูงสุดถึง 60% ทำให้ราคาต่อหน่วยลดลงเหลือประมาณ $120
| จํานวนของสั่งซื้อ | ต้นทุนโดยประมาณต่อหนึ่งหน่วย | การลดต้นทุน |
|---|---|---|
| 1 หน่วย | $500 | เส้นฐาน |
| 10 หน่วย | $300 | ลดการใช้พลังงานลง 40% |
| 50 หน่วยขึ้นไป | $120 | ลดลง 60% |
นี่คือเหตุผลที่คำสั่งซื้อการกลึง CNC ขนาดเล็กมีราคาต่อชิ้นสูงกว่า — เนื่องจากคุณต้องรับภาระต้นทุนการตั้งค่าเริ่มต้นบนจำนวนชิ้นที่น้อยกว่า
5. กระบวนการตกแต่งผิวหลังการกลึง
การรักษาผิวหลังการกลึงเพิ่มต้นทุนเพิ่มเติมซึ่งหลายฝ่ายมักมองข้ามในช่วงการจัดสรรงบประมาณเบื้องต้น ตามข้อมูลต้นทุนการตกแต่งผิว:
- ผิวแบบกลึงเสร็จ (As-machined finish): ไม่มีค่าใช้จ่ายเพิ่มเติม — ใช้เวลารวดเร็วที่สุด
- Bead blasting: เพิ่มค่าใช้จ่าย $10–$20 ต่อชิ้น เพื่อให้ได้พื้นผิวด้านที่สม่ำเสมอ
- การเคลือบอนุมูล: เพิ่มต้นทุน $25–50 ต่อหน่วยสำหรับคุณสมบัติทนต่อการกัดกร่อนและสี
- การเคลือบผง: เพิ่มต้นทุน $30–70 ขึ้นอยู่กับขนาดและระดับความซับซ้อนของชิ้นส่วน
แต่ละประเภทของการเคลือบผิวทำหน้าที่ทั้งในเชิงฟังก์ชันหรือเชิงศิลปะ แต่ต้นทุนจะสะสมอย่างรวดเร็วเมื่อสั่งผลิตชิ้นส่วนหลายชิ้นพร้อมกัน
ทางเลือกในการออกแบบอย่างชาญฉลาดที่ช่วยลดต้นทุนการผลิต
เมื่อคุณเข้าใจปัจจัยที่ส่งผลต่อต้นทุนแล้ว คุณจะลดค่าใช้จ่ายโดยไม่กระทบต่อประสิทธิภาพการทำงานได้อย่างไร? การวิเคราะห์ DFM ของ Fictiv จะระบุหลักการออกแบบที่ใช้ "ความพยายามน้อยที่สุด" ซึ่งสามารถแปลงเป็นการลดต้นทุนได้โดยตรง:
- ออกแบบให้สอดคล้องกับรูปทรงเรขาคณิตของวัสดุสำเร็จรูป — ชิ้นส่วนที่เริ่มต้นจากมิติมาตรฐานของแท่ง แผ่น หรือลวด จะช่วยลดเศษวัสดุที่เกิดขึ้นในขั้นต้นและความซับซ้อนของการตั้งค่าเครื่องจักร
- จำกัดจำนวนครั้งที่ต้องตั้งค่าเครื่องจักรให้ไม่เกินสองครั้ง — ทุกครั้งที่ต้องเปลี่ยนตำแหน่งของอุปกรณ์ยึดจับจะเพิ่มเวลาในการผลิตอย่างมีนัยสำคัญ ดังนั้นควรออกแบบชิ้นส่วนให้สามารถกลึงได้จากจำนวนตำแหน่งการยึดจับที่น้อยที่สุด
- ใช้เรขาคณิตของเครื่องมือมาตรฐาน — มีคุณสมบัติที่สามารถกลึงได้ด้วยเครื่องมือตัดแบบปลายสี่เหลี่ยม (end mills), เครื่องเจาะ (drills) และเครื่องมือทำขอบเอียง (chamfer tools) ซึ่งมีราคาถูกกว่าเครื่องมือพิเศษที่จำเป็นสำหรับชิ้นงานอื่น
- ระบุค่าความคลาดเคลื่อนที่จำเป็นเท่านั้น — กำหนดความคลาดเคลื่อนเชิงมิติที่แคบเฉพาะบริเวณผิวที่ทำหน้าที่สำคัญเท่านั้น; ใช้ความคลาดเคลื่อนเชิงมิติทั่วไปในส่วนอื่นๆ ทั้งหมด
- หลีกเลี่ยงร่องลึกและผนังบาง — ลักษณะของชิ้นงานที่ต้องใช้เครื่องมือตัดแบบยาวพิเศษ (long-reach tooling) หรือการจัดการอย่างระมัดระวังเพื่อควบคุมการโก่งตัวของเครื่องมือ จะทำให้เวลาในการกลึงเพิ่มขึ้น
- ทำมุมโค้งภายใน — มุมภายในที่แหลมคมจำเป็นต้องใช้เครื่องมือขนาดเล็กกว่าและต้องผ่านการตัดหลายรอบ; ในขณะที่รัศมีโค้งที่กว้างพอจะสามารถกลึงได้เร็วกว่า
- เลือกผิวสัมผัสมาตรฐาน — ผิวสัมผัสแบบคงไว้ตามสภาพหลังกลึง (as-machined) หรือผิวสัมผัสแบบพ่นเม็ดทราย (bead-blasted) มีต้นทุนต่ำกว่าการชุบอะโนไดซ์ (anodizing) หรือการพ่นผงเคลือบ (powder coating) เมื่อลักษณะภายนอกไม่ใช่ปัจจัยสำคัญ
การปรับเปลี่ยนเหล่านี้ไม่ส่งผลกระทบต่อวัตถุประสงค์ด้านวิศวกรรมแต่อย่างใด — แต่ช่วยให้การตัดสินใจด้านการออกแบบสอดคล้องกับข้อจำกัดและจริยธรรมของการผลิตจริง
การสร้างต้นแบบ (Prototyping) กับการผลิตจำนวนมาก (Production): พิจารณาด้านเศรษฐศาสตร์ที่แตกต่างกัน
ขั้นตอนของโครงการคุณมีผลอย่างมากต่อกลยุทธ์การจัดซื้อที่เหมาะสม โดยในระยะต้นแบบ (Prototype) ความเร็วและความยืดหยุ่นมักมีน้ำหนักมากกว่าการลดต้นทุนต่อชิ้น คุณกำลังทดสอบแนวคิด ปรับปรุงการออกแบบ และตรวจสอบความพอดี—การยอมรับราคาต่อหน่วยที่สูงขึ้นสำหรับปริมาณน้อยจึงสมเหตุสมผล เมื่อเวลาที่ใช้ในการเรียนรู้เป็นปัจจัยสำคัญที่สุด
เมื่อเข้าสู่ขั้นตอนการผลิตในปริมาณมาก การคำนวณต้นทุนจะเปลี่ยนไปอย่างมีนัยสำคัญ ต้นทุนการเตรียมเครื่องจักรสามารถกระจายออกไปได้บนชิ้นส่วนหลายร้อยหรือหลายพันชิ้น ส่วนส่วนลดจากการสั่งซื้อวัสดุจำนวนมากก็เริ่มเกิดขึ้น และการปรับปรุงประสิทธิภาพของกระบวนการก็คุ้มค่าที่จะลงทุน ในขั้นตอนนี้ เศรษฐศาสตร์ต่อหน่วยจะมีอิทธิพลเหนือการตัดสินใจเป็นหลัก
เมื่อการกลึงผ่านระบบออนไลน์ให้ข้อได้เปรียบด้านต้นทุน
แพลตฟอร์มดิจิทัลมีจุดแข็งโดดเด่นในสถานการณ์เฉพาะดังนี้:
- ปริมาณต้นแบบ (1–50 ชิ้น) — การเสนอราคาทันที ระยะเวลาดำเนินการรวดเร็ว และไม่มีภาระในการสร้างความสัมพันธ์เชิงธุรกิจ
- รอบการปรับปรุงการออกแบบ — การขอใบเสนอราคาอย่างรวดเร็วสำหรับหลายรูปแบบช่วยให้สามารถปรับแต่งและเพิ่มประสิทธิภาพการออกแบบก่อนตัดสินใจผลิตจริง
- ความต้องการความสามารถในการผลิตเพิ่มเติม — เมื่อผู้จัดจำหน่ายหลักของคุณมีกำลังการผลิตเต็มแล้ว เครือข่ายออนไลน์สามารถให้ทางเลือกอื่นที่พร้อมใช้งานทันที
- วัสดุหรือกระบวนการเฉพาะทาง — เข้าถึงเครือข่ายความสามารถที่กว้างขึ้นกว่าตัวเลือกในท้องถิ่นที่อาจมีให้
กรณีที่ร้านค้าแบบดั้งเดิมอาจแข่งขันได้ดีกว่า
การประเมินอย่างตรงไปตรงมาเปิดเผยว่า มีสถานการณ์บางประการที่ความสัมพันธ์ที่มีมายาวนานสามารถสร้างข้อได้เปรียบได้:
- การผลิตจำนวนมาก — สัญญาระยะยาวกับผู้จัดจำหน่ายในท้องถิ่นมักให้ราคาที่ดีกว่าผ่านส่วนลดจากความสัมพันธ์และการปรับปรุงประสิทธิภาพของกระบวนการ
- ชิ้นส่วนประกอบที่ซับซ้อนซึ่งต้องอาศัยความร่วมมือ — งานออกแบบที่ได้รับประโยชน์จากการมีส่วนร่วมของช่างกลไกในระหว่างขั้นตอนการพัฒนามักให้ผลลัพธ์ที่ดีกว่าเมื่อทำงานร่วมกับคู่ค้าที่เข้าใจผลิตภัณฑ์ของคุณ
- อุตสาหกรรมที่อยู่ภายใต้การควบคุมดูแลซึ่งมีการรับรองที่แน่นอนแล้ว — หากผู้จัดจำหน่ายรายหนึ่งได้รับการรับรองสำหรับระบบคุณภาพของคุณอยู่แล้ว การเปลี่ยนไปใช้ผู้จัดจำหน่ายรายอื่นจะเกิดต้นทุนในการรับรองใหม่
- ข้อได้เปรียบจากความใกล้ชิดทางภูมิศาสตร์ — เมื่อค้นหาคำว่า "ร้านกลึง CNC ใกล้ฉัน" หรือ "CNC ใกล้ฉัน" ร้านท้องถิ่นจะช่วยตัดค่าจัดส่งออก และสามารถรับสินค้าได้ในวันเดียวกันสำหรับความต้องการเร่งด่วน
การกำหนดขอบเขตงบประมาณที่สมจริง
ก่อนขอใบเสนอราคาครั้งแรก ให้กำหนดความคาดหวังของคุณตามพารามิเตอร์ของโครงการ:
- ต้นแบบอะลูมิเนียมแบบง่ายๆ ที่มีค่าความคลาดเคลื่อนมาตรฐาน: 100–300 ดอลลาร์สหรัฐต่อชิ้น
- ชิ้นส่วนที่ซับซ้อนมีหลายฟีเจอร์ หรือมีค่าความคลาดเคลื่อนที่แคบมาก: 300–800 ดอลลาร์สหรัฐต่อชิ้น
- วัสดุพิเศษหรือการตกแต่งอย่างละเอียด: 500–1,500 ดอลลาร์สหรัฐขึ้นไปต่อชิ้น
- ปริมาณการผลิต (50 ชิ้นขึ้นไป): ลดลง 40–60% จากราคาต้นแบบ
ช่วงราคาเหล่านี้เป็นจุดเริ่มต้นเท่านั้น — ใบเสนอราคาจริงของคุณจะขึ้นอยู่กับรูปทรงเรขาคณิต วัสดุ และข้อกำหนดเฉพาะ อย่างไรก็ตาม การเข้าสู่กระบวนการขอใบเสนอราคามีกรอบความคาดหวังเบื้องต้น จะช่วยให้คุณประเมินได้ว่าใบเสนอราคาสอดคล้องกับมาตรฐานตลาดหรือไม่ หรือจำเป็นต้องหารือเพิ่มเติมหรือไม่
การพิจารณาด้านต้นทุนย่อมนำไปสู่คำถามสำคัญอีกข้อหนึ่งโดยธรรมชาติ: ข้อกำหนดเฉพาะของอุตสาหกรรมที่เกี่ยวข้องอาจมีผลบังคับใช้กับการประยุกต์ใช้งานของคุณหรือไม่? ภาคอุตสาหกรรมยานยนต์ อวกาศ และการแพทย์แต่ละภาคต่างกำหนดมาตรฐานด้านการรับรองและเอกสารประกอบ ซึ่งส่งผลต่อทั้งการเลือกผู้จัดจำหน่ายและต้นทุนของโครงการ

ข้อกำหนดเฉพาะของอุตสาหกรรม ตั้งแต่ยานยนต์ไปจนถึงอวกาศ
คุณได้ระบุวัสดุที่เหมาะสม กำหนดความคลาดเคลื่อน (tolerances) ที่จำเป็น และเข้าใจปัจจัยด้านต้นทุนแล้ว แต่นี่คือคำถามที่มักทำให้ผู้ใช้บริการเครื่องจักรออนไลน์ครั้งแรกจำนวนมากเกิดความสับสน: อุตสาหกรรมของคุณมีข้อกำหนดเพิ่มเติมใดๆ นอกเหนือจากข้อกำหนดพื้นฐานของชิ้นส่วนหรือไม่? สำหรับการใช้งานในภาคอุตสาหกรรมยานยนต์ อวกาศ และการแพทย์ คำตอบคือ 'ใช่' อย่างแน่นอน
ภาคอุตสาหกรรมต่าง ๆ มีความต้องการในด้านเอกสาร ความสามารถในการติดตามที่มา (traceability) และการควบคุมกระบวนการในระดับที่แตกต่างกัน การเลือกผู้ผลิตที่ไม่มีใบรับรองที่เหมาะสมอาจส่งผลให้ชิ้นส่วนที่ได้มาไม่สามารถใช้งานได้จริง—ไม่ว่าชิ้นส่วนเหล่านั้นจะมีความแม่นยำทางมิติมากเพียงใดก็ตาม ลองพิจารณาข้อกำหนดเฉพาะของแต่ละอุตสาหกรรมหลัก เพื่อให้คุณสามารถตรวจสอบคุณสมบัติของผู้จัดจำหน่ายได้อย่างถูกต้องก่อนดำเนินการสั่งซื้อ
ข้อกำหนดและใบรับรองสำหรับชิ้นส่วนยานยนต์
อุตสาหกรรมยานยนต์ดำเนินงานภายใต้กรอบมาตรฐานคุณภาพที่เข้มงวดที่สุดในวงการการผลิต เมื่อคุณจัดหาชิ้นส่วนสำหรับการใช้งานในยานพาหนะ ใบรับรองหนึ่งฉบับจะมีสถานะเหนือกว่าใบรับรองอื่นทั้งหมด: IATF 16949 .
IATF 16949 มีความหมายอย่างไรต่อคุณในฐานะลูกค้า? ตามคู่มือการรับรองของ American Micro Industries มาตรฐานสากลว่าด้วยระบบการจัดการคุณภาพในอุตสาหกรรมยานยนต์นี้ ผสานหลักการของ ISO 9001 เข้ากับข้อกำหนดเฉพาะของภาคอุตสาหกรรมที่เน้นการปรับปรุงอย่างต่อเนื่อง การป้องกันข้อบกพร่อง และการควบคุมผู้จัดจำหน่ายอย่างเข้มงวด ซึ่งเป็นใบผ่านการรับรองที่จำเป็นสำหรับการทำงานร่วมกับผู้ผลิตรถยนต์รายใหญ่ (OEMs) และผู้จัดจำหน่ายชั้นหนึ่ง (Tier 1 suppliers)
องค์ประกอบสำคัญที่การรับรอง IATF 16949 รับประกันไว้ ได้แก่:
- การมุ่งเน้นการป้องกันข้อบกพร่อง — ระบบที่ออกแบบมาเพื่อตรวจจับปัญหาก่อนเกิดขึ้น ไม่ใช่เพียงแค่หลังจากเกิดปัญหาแล้ว
- การตรวจสอบย้อนกลับผลิตภัณฑ์ — การจัดทำเอกสารอย่างครบถ้วนที่เชื่อมโยงชิ้นส่วนแต่ละชิ้นกับล็อตวัสดุ เครื่องจักร และผู้ปฏิบัติงานที่เฉพาะเจาะจง
- ขั้นตอนการปรับปรุงอย่างต่อเนื่อง — กระบวนการดำเนินการแก้ไขที่จัดทำเป็นเอกสาร เพื่อป้องกันไม่ให้ปัญหาเดิมเกิดซ้ำ
- การจัดการคุณภาพผู้จัดจำหน่าย — การควบคุมอย่างเข้มงวดที่ขยายครอบคลุมทั่วทั้งห่วงโซ่อุปทาน
นอกเหนือจาก IATF 16949 แล้ว การผลิตยานยนต์ยังต้องการ การควบคุมกระบวนการทางสถิติ (SPC) ความสามารถ ทำไม SPC จึงมีความสำคัญ? เมื่อคุณผลิตชิ้นส่วนที่เหมือนกันจำนวนหลายพันชิ้น การแปรผันเป็นสิ่งที่หลีกเลี่ยงไม่ได้ การตรวจสอบด้วย SPC จะติดตามแนวโน้มของมิติแบบเรียลไทม์ ซึ่งสามารถตรวจจับการเบี่ยงเบนได้ก่อนที่ชิ้นส่วนจะออกนอกข้อกำหนดทางเทคนิค ความสม่ำเสมอนี้มีความสำคัญอย่างยิ่งต่อการผลิตในปริมาณสูง เนื่องจากอัตราความบกพร่องเพียงเล็กน้อยก็อาจก่อให้เกิดต้นทุนด้านคุณภาพที่สูงมาก
สำหรับวิศวกรที่จัดหาชิ้นส่วนยานยนต์ผ่านแพลตฟอร์มออนไลน์ การตรวจสอบคุณสมบัติเหล่านี้ล่วงหน้าจะช่วยป้องกันปัญหาที่น่าผิดหวังในภายหลัง เทคโนโลยีโลหะเส้าอี้ , ตัวอย่างเช่น รักษาการรับรองมาตรฐาน IATF 16949 ควบคู่ไปกับความสามารถในการควบคุมกระบวนการเชิงสถิติ (SPC) ที่แข็งแกร่ง—แสดงให้เห็นถึงบริการงานกลึง CNC ที่มีความแม่นยำระดับยานยนต์ ซึ่งห่วงโซ่อุปทานของผู้ผลิตรถยนต์รายเดิม (OEM) ต้องการ แนวทางของพวกเขาในการประกอบโครงแชสซีและปลอกโลหะแบบพิเศษสะท้อนถึงความเข้มงวดในการจัดทำเอกสารที่แอปพลิเคชันด้านยานยนต์ต้องการ
ข้อพิจารณาด้านการปฏิบัติตามข้อกำหนดสำหรับอุตสาหกรรมการแพทย์และอวกาศ
หากมาตรฐานอุตสาหกรรมยานยนต์ดูเข้มงวดอยู่แล้ว มาตรฐานด้านการแพทย์และอวกาศยังเพิ่มความซับซ้อนอีกหลายชั้น ทั้งสองอุตสาหกรรมที่อยู่ภายใต้การควบคุมนี้กำหนดข้อกำหนดด้านเอกสารและการติดตามที่ไม่อนุญาตให้มีการตัดทางลัดแต่อย่างใด
อวกาศ: ความต้องการการติดตามวัสดุอย่างเคร่งครัดเป็นสิ่งที่ไม่อาจต่อรองได้
การกลึงด้วยเครื่องจักรซีเอ็นซีสำหรับอุตสาหกรรมอวกาศดำเนินการภายใต้กรอบมาตรฐานที่ออกแบบมาเพื่อให้มั่นใจในความน่าเชื่อถืออย่างสมบูรณ์แบบ เมื่อชิ้นส่วนเกิดความล้มเหลวที่ระดับความสูง 35,000 ฟุต ผลที่ตามมาจะร้ายแรงมาก—ซึ่งเป็นเหตุผลว่าทำไมข้อกำหนดในการรับรองด้านอวกาศจึงจัดเป็นหนึ่งในข้อกำหนดที่เข้มงวดที่สุดในกระบวนการผลิต
AS9100 aS9100 ทำหน้าที่เป็นมาตรฐานคุณภาพพื้นฐานสำหรับอุตสาหกรรมอวกาศ ตามที่ผู้เชี่ยวชาญด้านการรับรองอุตสาหกรรมระบุไว้ AS9100 สร้างขึ้นบนพื้นฐานของ ISO 9001 และเพิ่มข้อกำหนดเพิ่มเติมเฉพาะสำหรับภาคอวกาศ โดยเน้นการจัดการความเสี่ยง เอกสารที่เข้มงวด และการควบคุมความสมบูรณ์ของผลิตภัณฑ์ตลอดห่วงโซ่อุปทานที่ซับซ้อน
สำหรับงานด้านอวกาศที่เกี่ยวข้องกับกลาโหม ITAR (International Traffic in Arms Regulations) iTAR (International Traffic in Arms Regulations) เพิ่มชั้นความสำคัญอีกชั้นหนึ่ง ตามที่ การวิเคราะห์ ITAR ของ Advantage Metal Products กรอบงานนี้ควบคุมการจัดการข้อมูลและส่วนประกอบทางเทคนิคที่ละเอียดอ่อนอย่างเข้มงวด ความสอดคล้องกับข้อกำหนดจำเป็นต้องมีสถานะการจดทะเบียนกับกระทรวงการต่างประเทศสหรัฐอเมริกา และปฏิบัติตามมาตรการรักษาความปลอดภัยด้านสารสนเทศอย่างเคร่งครัด
ความหมายเชิงปฏิบัติของ ITAR ต่อกระบวนการผลิต:
- ข้อกำหนดด้านความปลอดภัยของสถานที่ — การควบคุมการเข้าถึงพื้นที่การผลิตที่จัดการส่วนประกอบด้านกลาโหม
- ขั้นตอนการจัดการข้อมูล — การส่งผ่านไฟล์ CAD/CAM อย่างปลอดภัย และการดำเนินการกัด/กลึงภายใต้การป้องกันที่เหมาะสม
- ข้อจำกัดด้านบุคลากร — อนุญาตเฉพาะบุคคลสัญชาติสหรัฐอเมริกาเท่านั้นในการเข้าถึงข้อมูลทางเทคนิคที่ถูกควบคุม
- การคัดเลือกผู้จำหน่าย — ผู้รับจ้างช่วงทั้งหมดจะต้องรักษามาตรฐานการปฏิบัติตาม ITAR ด้วย
นอกจากนี้ การรับรอง Nadcap รับรองกระบวนการพิเศษที่มีความสำคัญยิ่งต่อการผลิตในอุตสาหกรรมการบินและอวกาศ — ได้แก่ การให้ความร้อนและการอบชุบ (heat treating), การแปรรูปด้วยสารเคมี (chemical processing) และการตรวจสอบโดยไม่ทำลาย (nondestructive testing) ซึ่งแตกต่างจากใบรับรองคุณภาพทั่วไป NADCAP จะประเมินการควบคุมเฉพาะกระบวนการอย่างละเอียดเป็นพิเศษ สำหรับบริการเครื่องจักรกลแบบ CNC 5 แกนที่ผลิตชิ้นส่วนอากาศยานที่มีรูปทรงซับซ้อน การรับรองเฉพาะทางเหล่านี้มักมีความจำเป็นอย่างยิ่ง
การกลึงชิ้นส่วนทางการแพทย์: ความปลอดภัยของผู้ป่วยเป็นปัจจัยหลักที่ขับเคลื่อนทุกสิ่ง
มาตรฐานการกลึงชิ้นส่วนทางการแพทย์มีอยู่เพื่อเหตุผลพื้นฐานหนึ่งประการเท่านั้น คือ ความปลอดภัยของผู้ป่วย เมื่อส่วนประกอบของอุปกรณ์ฝังในร่างกายสำหรับการผ่าตัดหรืออุปกรณ์วินิจฉัยล้มเหลว ชีวิตของมนุษย์จะตกอยู่ในอันตราย ความจริงข้อนี้กำหนดทุกด้านของข้อกำหนดในการผลิตอุปกรณ์ทางการแพทย์
ISO 13485 ถือเป็นมาตรฐานการจัดการคุณภาพที่แน่นอนและครอบคลุมที่สุดสำหรับอุปกรณ์ทางการแพทย์ ตาม ผู้เชี่ยวชาญด้านวิศวกรรมความแม่นยำ มาตรฐานนี้กำหนดข้อควบคุมที่เข้มงวดต่อการออกแบบ การผลิต การติดตามย้อนกลับ และการลดความเสี่ยง ทุกปี อุปกรณ์ทางการแพทย์ที่มีข้อบกพร่องก่อให้เกิดอันตรายและเสียชีวิตมากกว่า 83,000 รายในสหรัฐอเมริกาเพียงประเทศเดียว — ซึ่งเป็นเหตุผลว่าทำไมข้อกำหนดเหล่านี้จึงไม่อาจต่อรองได้
ข้อกำหนดหลักของ ISO 13485 สำหรับการดำเนินงานด้านเครื่องจักรกลแบบ CNC ได้แก่:
- คำสั่งปฏิบัติงานที่จัดทำเป็นลายลักษณ์อักษร — ทุกการตัดสินใจในการเขียนโปรแกรม CNC ต้องสอดคล้องกับแนวปฏิบัติที่กำหนดไว้
- การควบคุมการออกแบบ — การทดสอบและตรวจสอบด้วยวิธี Finite Element Analysis (FEA) สำหรับอุปกรณ์ฝังตัวและชิ้นส่วนสำคัญ
- ระบบการย้อนกลับของวัตถุดิบ — การระบุอุปกรณ์เฉพาะ (Unique Device Identification: UDI) และบันทึกประวัติอุปกรณ์อย่างครบถ้วน (Device History Records: DHR)
- การตรวจสอบความถูกต้องของกระบวนการ — แนวปฏิบัติ IQ/OQ/PQ ที่พิสูจน์ผลลัพธ์จากการกลึงที่สม่ำเสมอ
ในสหรัฐอเมริกา ผู้ผลิตยังต้องปฏิบัติตาม FDA 21 CFR Part 820 — กฎระเบียบด้านระบบคุณภาพ (Quality System Regulation) ซึ่งกำกับดูแลการผลิตอุปกรณ์ทางการแพทย์ กรอบงานนี้ครอบคลุมการออกแบบผลิตภัณฑ์ ขั้นตอนการผลิต และระบบการติดตาม เพื่อให้สามารถตอบสนองอย่างรวดเร็วหากเกิดปัญหาหลังจากวางจำหน่ายแล้ว
สำหรับบริการกลึงด้วยเครื่องจักรซีเอ็นซี (CNC Turning) ที่ผลิตชิ้นส่วนทางการแพทย์ การมีทั้งใบรับรองมาตรฐาน ISO 13485 และความสอดคล้องตามข้อกำหนดของสำนักงานคณะกรรมการอาหารและยาสหรัฐอเมริกา (FDA) จะสร้างระบบประกันคุณภาพอย่างครอบคลุม หากไม่มีเอกสารรับรองเหล่านี้ ชิ้นส่วนดังกล่าวจะไม่สามารถเข้าสู่ห่วงโซ่อุปทานทางการแพทย์ได้ตามกฎหมาย — ไม่ว่าความแม่นยำด้านมิติของชิ้นส่วนนั้นจะเป็นไปตามเกณฑ์หรือไม่ก็ตาม
สรุปใบรับรอง: สิ่งที่ควรพิจารณา
ตารางต่อไปนี้สรุปใบรับรองหลักตามการประยุกต์ใช้งานในแต่ละอุตสาหกรรม:
| อุตสาหกรรม | ใบรับรองหลัก | ข้อกำหนดเพิ่มเติม | ประเด็นเน้นหลัก |
|---|---|---|---|
| รถยนต์ | IATF 16949, ISO 9001 | ความสามารถในการควบคุมกระบวนการด้วยสถิติ (SPC), เอกสาร PPAP | การป้องกันข้อบกพร่อง การกำกับดูแลผู้จัดจำหน่าย ความสามารถในการติดตามแหล่งที่มา |
| การบินและอวกาศ | AS9100, Nadcap | การจดทะเบียน ITAR (ด้านกลาโหม), เอกสารรับรองวัสดุ | การจัดการความเสี่ยง, การควบคุมกระบวนการพิเศษ, ความปลอดภัยของข้อมูล |
| อุปกรณ์ทางการแพทย์ | ISO 13485, FDA 21 CFR ส่วนที่ 820 | การทดสอบความเข้ากันได้กับร่างกายมนุษย์ (Biocompatibility Testing), ความสอดคล้องตามข้อกำหนด UDI | ความปลอดภัยของผู้ป่วย, การติดตามย้อนกลับได้ (Traceability), การตรวจสอบและยืนยันกระบวนการ (Process Validation) |
| การป้องกัน | AS9100, ISO 9001 | การจดทะเบียน ITAR, ใบอนุญาตความมั่นคงของสถานที่ | ความมั่นคงปลอดภัยของข้อมูล การจัดหาวัตถุดิบภายในประเทศ การควบคุมบุคลากร |
เหตุใดใบรับรองเหล่านี้จึงมีความสำคัญต่อโครงการของคุณ
ฟังดูซับซ้อนใช่ไหม? นี่คือสาระสำคัญที่สามารถนำไปปฏิบัติได้จริง: ใบรับรองไม่ใช่ภาระเชิงบรรษัทเท่านั้น แต่เป็นหลักประกันว่าพันธมิตรผู้ผลิตมีระบบ กระบวนการฝึกอบรม และการกำกับดูแลที่เหมาะสม เพื่อส่งมอบคุณภาพที่สม่ำเสมอสำหรับการใช้งานที่มีความต้องการสูง
เมื่อประเมินผู้ให้บริการเครื่องจักรกลแบบออนไลน์สำหรับอุตสาหกรรมที่อยู่ภายใต้การควบคุม โปรดตรวจสอบใบรับรองก่อนอัปโหลดไฟล์แรกของคุณ แม้ว่าแพลตฟอร์มส่วนใหญ่จะแสดงหนังสือรับรองไว้อย่างชัดเจน แต่คุณก็ไม่ควรลังเลที่จะขอสำเนาใบรับรองฉบับจริง โปรดตรวจสอบวันที่การจดทะเบียนที่ยังมีผลบังคับใช้—เพราะใบรับรองจำเป็นต้องผ่านการตรวจสอบอย่างต่อเนื่องเพื่อรักษาสถานะความถูกต้องไว้
สำหรับโครงการที่อยู่นอกอุตสาหกรรมที่มีการควบคุม ใบรับรองเหล่านี้ยังคงเป็นสัญญาณบ่งชี้ถึงความเชี่ยวชาญในการผลิต ร้านค้าที่รักษาการปฏิบัติตามมาตรฐาน IATF 16949 หรือ AS9100 ได้ลงทุนอย่างมากในระบบคุณภาพ บุคลากรที่ผ่านการฝึกอบรม และการควบคุมกระบวนการ การลงทุนดังกล่าวส่งผลประโยชน์ต่อลูกค้าทุกราย — แม้แต่ลูกค้าที่ไม่มีข้อกำหนดอย่างเป็นทางการเกี่ยวกับการรับรอง
การเข้าใจข้อกำหนดของอุตสาหกรรมจะช่วยให้คุณเลือกคู่ค้าในการผลิตที่เหมาะสม แต่คุณจะประเมินคุณภาพได้อย่างไรนอกเหนือจากการตรวจสอบว่ามีใบรับรองครบถ้วนหรือไม่? ส่วนต่อไปนี้จะนำเสนอกรอบการทำงานที่ใช้งานได้จริงสำหรับการประเมินคุณภาพบริการเครื่องจักรกลแบบออนไลน์ — รวมถึงสัญญาณเตือน (red flags) ที่ควรทำให้คุณระมัดระวัง
วิธีประเมินคุณภาพบริการเครื่องจักรกลแบบออนไลน์
คุณได้ระบุวัสดุที่ต้องการ กำหนดความคลาดเคลื่อนที่ยอมรับได้ และเข้าใจข้อกำหนดด้านการรับรองมาตรฐานอุตสาหกรรมแล้ว ตอนนี้มาถึงคำถามเชิงปฏิบัติ: คุณจะประเมินอย่างไรจริงๆ ว่าผู้ให้บริการกลึงออนไลน์รายหนึ่งๆ จะสามารถจัดส่งชิ้นส่วนที่มีคุณภาพตรงตามเวลาที่กำหนดหรือไม่ การรับรองมาตรฐานให้จุดเริ่มต้นที่ดี — แต่ก็ไม่ได้บอกทั้งหมด
ไม่ว่าคุณจะกำลังค้นหา "ร้านกลึงใกล้ฉัน" หรือสำรวจเครือข่ายการผลิตทั่วโลก กระบวนการประเมินยังคงยึดหลักการเดียวกัน ส่วนนี้นำเสนอกรอบการประเมินคุณภาพบริการที่เป็นกลางต่อผู้ให้บริการ — พร้อมทั้งสัญญาณเตือนที่ควรทำให้คุณพิจารณาซ้ำก่อนตัดสินใจสั่งซื้อ
ใบรับรองและตัวชี้วัดคุณภาพที่ควรตรวจสอบ
การรับรองมาตรฐาน ISO มักถูกกล่าวถึงบ่อยครั้ง แต่จริงๆ แล้วมันรับประกันสิ่งใดให้กับคุณในฐานะลูกค้า? ตามการวิเคราะห์ใบรับรองมาตรฐานของ Focused on Machining การได้รับรองมาตรฐาน ISO คือความแตกต่างระหว่างการร่วมงานกับโรงงานที่ดำเนินการแบบไม่มีระบบและโรงงานที่มีขั้นตอนที่กำหนดไว้อย่างชัดเจนเป็นลายลักษณ์อักษร เพื่อให้สอดคล้องกับมาตรฐานอุตสาหกรรมที่สูงที่สุดเท่าที่จะเป็นไปได้
ISO 9001:2015 ยังคงเป็นใบรับรองการจัดการคุณภาพพื้นฐาน โรงงานที่ได้รับรองใบนี้ได้พัฒนาและจัดทำเอกสารขั้นตอนทั้งหมดไว้อย่างครบถ้วน ให้สามารถติดตามแหล่งที่มาของวัสดุและกระบวนการได้ และยอมรับการตรวจสอบภายในและภายนอกอย่างสม่ำเสมอ แนวทางเชิงระบบดังกล่าวสร้างขั้นตอนที่สามารถทำซ้ำได้สำหรับการเสนอราคา การจัดการวัสดุ การผลิต การประกันคุณภาพ และการจัดส่ง
แต่สิ่งที่ผู้ซื้อหลายคนมองข้ามคือ การดำเนินการตามมาตรฐานการรับรองนั้นมีความแตกต่างกันอย่างมากระหว่างร้านค้าต่างๆ ตามที่ผู้เชี่ยวชาญในอุตสาหกรรมระบุไว้ แม้ว่าข้อกำหนดของ ISO จะเข้มงวด แต่ความเป็นจริงคือ การดำเนินการมักยุ่งเหยิงและใช้เวลานาน แฟ้มเอกสารกระดาษและข้อมูลที่เขียนด้วยลายมืออาจเพียงพอต่อข้อกำหนดด้านเอกสาร แต่ก็ไม่ได้เป็นแบบอย่างของประสิทธิภาพเลย
ผู้ให้บริการที่ดีที่สุดได้เปลี่ยนกระบวนการ ISO ของตนไปสู่ระบบดิจิทัล—โดยฝังรายการตรวจสอบ (checklist) ลงในซอฟต์แวร์ ทำให้การจัดทำเอกสารเป็นไปโดยอัตโนมัติ และเก็บบันทึกผลการตรวจสอบไว้ให้เข้าถึงได้อย่างสะดวก แนวทางแบบดิจิทัลนี้ช่วยให้สามารถตอบสนองได้รวดเร็วขึ้น ลดต้นทุน และเพิ่มความสามารถในการติดตามย้อนกลับได้ดียิ่งขึ้นเมื่อเกิดปัญหา
คำถามที่ควรสอบถามเกี่ยวกับศักยภาพในการตรวจสอบ
คำกล่าวอ้างด้านคุณภาพจะไร้ความหมายหากไม่มีศักยภาพในการตรวจสอบมาสนับสนุน คู่มือการประเมินผู้ให้บริการของกลุ่มเคซู , ผู้ให้บริการที่น่าเชื่อถือใช้เครื่องมือตรวจสอบขั้นสูง เช่น เครื่องวัดพิกัด (CMM) ที่มีความแม่นยำสูงถึง ±0.001 มม. เครื่องมือวัดสองมิติ หรือเครื่องวิเคราะห์ด้วยเทคนิค XRF เพื่อยืนยันองค์ประกอบของวัสดุ
ก่อนตัดสินใจเลือกผู้ให้บริการ ควรสอบถามคำถามเฉพาะเหล่านี้:
- คุณใช้อุปกรณ์ตรวจสอบประเภทใด — การใช้เครื่อง CMM เครื่องเปรียบเทียบภาพแบบออปติคัล และเครื่องมือวัดแบบมือที่ได้รับการสอบเทียบ แสดงถึงความมุ่งมั่นอย่างจริงจังต่อคุณภาพ
- ท่านดำเนินการตรวจสอบระหว่างกระบวนการผลิต หรือเพียงแค่การตรวจสอบขั้นสุดท้ายเท่านั้น? — การตรวจสอบระหว่างกระบวนการช่วยตรวจจับข้อผิดพลาดได้แต่เนิ่นๆ ลดความล่าช้าที่เกิดจากชิ้นส่วนที่ไม่ตรงตามมาตรฐาน
- ท่านสามารถจัดทำรายงานการตรวจสอบมิติให้ได้หรือไม่? — รายงานการตรวจสอบชิ้นต้น (FAI) ใช้ยืนยันมิติที่สำคัญก่อนเริ่มการผลิตเต็มรูปแบบ
- อัตราข้อบกพร่องหรืออัตราการคืนสินค้าของท่านคือเท่าใด? — ผู้ให้บริการที่มีอัตราการคืนสินค้าต่อปีต่ำกว่า 0.2% แสดงถึงระบบควบคุมคุณภาพที่มีประสิทธิภาพสูง
- คุณให้คำแนะนำด้านการออกแบบเพื่อการผลิต (DFM) หรือไม่ — การทบทวนการออกแบบอย่างรุกหน้าช่วยป้องกันความล่าช้าที่เกิดจากปัญหาในการผลิต
รายการตรวจสอบของคุณ
เมื่อเปรียบเทียบบริการ CNC ที่อยู่ใกล้คุณ หรือประเมินแพลตฟอร์มระดับโลก ให้ใช้รายการตรวจสอบแบบครอบคลุมนี้เพื่อประเมินผู้ให้บริการที่อาจร่วมงานกับคุณ:
- ใบรับรองที่ถือครอง — ตรวจสอบให้แน่ใจว่ามีใบรับรองมาตรฐาน ISO 9001 ที่ยังมีผลบังคับใช้อยู่อย่างน้อยหนึ่งฉบับ; สำหรับการใช้งานในภาคอุตสาหกรรมที่มีการควบคุมอย่างเข้มงวด ควรพิจารณาใบรับรองเฉพาะอุตสาหกรรม เช่น IATF 16949, AS9100 หรือ ISO 13485
- ความโปร่งใสในการจัดหาวัสดุ — พวกเขาสามารถระบุแหล่งที่มาของวัสดุและจัดเตรียมใบรับรองจากโรงงานผลิต (mill certifications) ได้ตามที่จำเป็นหรือไม่?
- ความรวดเร็วในการตอบสนองการสื่อสาร — พวกเขาตอบกลับคำถามเชิงเทคนิคภายใน 24 ชั่วโมงหรือไม่? การสื่อสารที่รวดเร็วในขั้นตอนการเสนอราคาสะท้อนพฤติกรรมการดำเนินงานจริงในขั้นตอนการผลิต
- นโยบายการปรับปรุงงาน — พวกเขาจัดการกับการเปลี่ยนแปลงแบบงานหลังจากวางคำสั่งซื้อแล้วอย่างไร? กระบวนการออกใบสั่งเปลี่ยนแปลง (change order) ที่ชัดเจนจะช่วยป้องกันความสับสน
- เอกสารการตรวจสอบ — ชิ้นส่วนที่จัดส่งมาพร้อมกับเอกสารรับรองคุณภาพประเภทใดบ้าง? พวกเขาสามารถเรียกดูเอกสารประวัติการผลิตย้อนหลังได้หรือไม่ หากเกิดปัญหาขึ้นในภายหลัง?
- ขีดความสามารถของเครื่องจักร — พวกเขามีเครื่องจักรที่เหมาะสม (เช่น เครื่อง CNC แบบ 3 แกน 5 แกน หรือเครื่องกลึง CNC) สำหรับรูปทรงเรขาคณิตของชิ้นส่วนที่คุณต้องการหรือไม่?
- ความสามารถในการผลิต — พวกเขาสามารถรองรับปริมาณการผลิตที่คุณต้องการได้โดยไม่ทำให้ตารางการผลิตของตนเต็มเกินไปหรือไม่?
สัญญาณเตือนเมื่อประเมินผู้ให้บริการกลึงชิ้นส่วนออนไลน์
ไม่ใช่ผู้ให้บริการกลึงชิ้นส่วนออนไลน์ทุกรายที่ให้คุณภาพเท่าเทียมกัน โปรดสังเกตสัญญาณเตือนเหล่านี้ซึ่งบ่งชี้ถึงปัญหาที่อาจเกิดขึ้น:
- ไม่มีคำถามเชิงเทคนิคเกี่ยวกับแบบแปลนของคุณ — ผู้ให้บริการที่เสนอราคาชิ้นส่วนที่มีความซับซ้อนโดยไม่ถามคำถามเพื่อทำความเข้าใจเพิ่มเติม อาจไม่เข้าใจความท้าทายด้านการผลิต ตาม คู่มือความน่าเชื่อถือของ Xmake หากผู้ให้บริการเสนอราคาเพียงตามสิ่งที่คุณให้มา โดยไม่ให้ข้อเสนอแนะเชิงเทคนิคใดๆ นั่นมักเป็นสัญญาณเตือน โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนที่มีความซับซ้อนสูง
- ระยะเวลาจัดส่งที่สั้นเกินจริง — สัญญาที่ดูดีเกินกว่าจะเป็นจริง มักจะไม่เป็นจริงเสมอไป การวิเคราะห์อุตสาหกรรมเตือนว่า การให้คำมั่นสัญญาเกินจริงอาจนำไปสู่การผลิตอย่างเร่งรีบ ซึ่งส่งผลให้คุณภาพลดลงและเกิดความล่าช้า
- โครงสร้างการกำหนดราคาที่คลุมเครือ — ผู้ให้บริการที่น่าเชื่อถือจะให้ใบเสนอราคาแบบแยกรายการอย่างชัดเจน ครอบคลุมต้นทุนวัสดุ การกลึง การตกแต่งพื้นผิว และค่าขนส่ง ค่าใช้จ่ายที่ซ่อนอยู่บ่งชี้ถึงการขาดความโปร่งใส
- ไม่มีการติดต่อกลับหลังจากสั่งซื้อ — หากผู้ขายเงียบหายไปหลังรับคำสั่งซื้อของคุณ นั่นถือเป็นความเสี่ยงที่สำคัญอย่างยิ่ง ผู้ขายควรแจ้งความคืบหน้าด้านการผลิตให้คุณทราบโดยสม่ำเสมอ แทนที่จะต้องตามต่อเนื่องหลายครั้งเพื่อขอข้อมูล
- ไม่มีเอกสารรับรองความสามารถในการตรวจสอบคุณภาพ — ผู้ขายที่ไม่สามารถอธิบายอุปกรณ์วัดหรือกระบวนการตรวจสอบคุณภาพของตนได้ มักขาดระบบควบคุมคุณภาพที่มีประสิทธิภาพ
- ใบรับรองหมดอายุหรือไม่มีอยู่เลย — ใบรับรองจำเป็นต้องผ่านการตรวจสอบอย่างต่อเนื่อง การหมดอายุของใบรับรองบ่งชี้ว่าอาจมีการละเลยการบำรุงรักษาระบบควบคุมคุณภาพ
ความเข้าใจเกี่ยวกับปริมาณการสั่งซื้อขั้นต่ำ
ปริมาณสั่งซื้อขั้นต่ำ (MOQ) แตกต่างกันอย่างมากระหว่างบริการกลึงออนไลน์ต่าง ๆ — การเข้าใจความแตกต่างเหล่านี้จะช่วยให้คุณเลือกผู้ให้บริการที่เหมาะสมกับขนาดโครงการของคุณ
แพลตฟอร์มการเสนอราคาแบบทันที มักยอมรับคำสั่งซื้อเพียงชิ้นเดียว ระบบอัตโนมัติของพวกเขาสามารถจัดทำใบเสนอราคาได้อย่างมีประสิทธิภาพไม่ว่าจะสั่งซื้อจำนวนเท่าใด จึงเหมาะอย่างยิ่งสำหรับการสร้างต้นแบบและการผลิตในปริมาณน้อย ต้นทุนการเตรียมเครื่องจักรจะถูกรวมไว้ในราคาต่อชิ้น ซึ่งอธิบายได้ว่าทำไมราคาต่อหน่วยจึงสูงขึ้นสำหรับคำสั่งซื้อขนาดเล็ก
ร้านกลึงออนไลน์แบบดั้งเดิม อาจกำหนดปริมาณสั่งซื้อขั้นต่ำ (MOQ) ที่ 5, 10 หรือแม้แต่ 50 ชิ้น—โดยเฉพาะสำหรับวัสดุมาตรฐานหรือรูปทรงเรขาคณิตที่เรียบง่าย ปริมาณขั้นต่ำเหล่านี้สะท้อนถึงหลักเศรษฐศาสตร์ของการเสนอราคาแบบใช้มือและเวลาที่ใช้ในการเตรียมการ
ไม่มีวิธีใดวิธีหนึ่งที่เหนือกว่าโดยธรรมชาติ ให้เลือกแบบบริการที่สอดคล้องกับความต้องการของโครงการคุณ: แพลตฟอร์มแบบทันทีสำหรับความยืดหยุ่นและความเร็ว; โรงงานแบบดั้งเดิมอาจเหมาะกว่าสำหรับต้นทุนต่อหน่วยที่ดีกว่าในคำสั่งซื้อขนาดใหญ่
ความน่าเชื่อถือของระยะเวลาการผลิต: สิ่งที่คุณควรคาดหวังจริงๆ
ระยะเวลาการผลิตที่ระบุไว้ในการเสนอราคาจะไร้ความหมาย หากผู้ให้บริการล้มเหลวในการจัดส่งตามกำหนดอย่างต่อเนื่อง ตามที่ผู้เชี่ยวชาญด้านการจัดซื้อในภาคการผลิตระบุ คุณควรขอข้อมูลอัตราการจัดส่งตรงเวลา (On-Time Delivery Rate) ของผู้ให้บริการ—โดยอุดมคติควรสูงกว่า 95%
ระยะเวลาการผลิตที่สมเหตุสมผลตามประเภทโครงการ:
| ประเภทโครงการ | ระยะเวลาการผลิตโดยเฉลี่ย | ปัจจัยด้านความน่าเชื่อถือ |
|---|---|---|
| ต้นแบบแบบง่าย (1–5 ชิ้น) | 5-10 วันทำการ | วัสดุมาตรฐานที่มีในสต๊อก การเตรียมการน้อยที่สุด |
| ต้นแบบที่ซับซ้อน | 10-15 วันทำการ | การกลึงหลายแกน วัสดุพิเศษ ความคลาดเคลื่อนที่แคบมาก |
| การผลิตปริมาณน้อย | 2-4 สัปดาห์ | การเพิ่มประสิทธิภาพการผลิตเป็นล็อต การตรวจสอบคุณภาพอย่างสม่ำเสมอ |
| คำสั่งด่วน | 3-5 วันทำการ | ราคาพรีเมียม การจัดลำดับความสำคัญในการผลิต |
ปัจจัยหลายประการส่งผลต่อความสามารถของผู้ให้บริการในการบรรลุเป้าหมายเหล่านี้ ได้แก่ ภาระงานในปัจจุบัน ความพร้อมของวัสดุ และระดับความซับซ้อนของการออกแบบของคุณ ผู้ให้บริการที่มีระบบติดตามคำสั่งซื้อแบบเรียลไทม์แสดงถึงความพร้อมในการดำเนินงานในระดับสูง คุณจึงสามารถติดตามความคืบหน้าได้โดยตรง แทนที่จะต้องคาดเดาสถานะของคำสั่งซื้อ
แพลตฟอร์มขอใบเสนอราคาแบบทันทีทันใด เทียบกับโรงงานเครื่องจักรออนไลน์แบบดั้งเดิม
การเข้าใจความแตกต่างระหว่างรูปแบบการให้บริการเหล่านี้จะช่วยให้คุณเลือกวิธีการที่เหมาะสมที่สุดสำหรับโครงการของคุณ
แพลตฟอร์มการเสนอราคาแบบทันที ใช้ระบบขับเคลื่อนด้วยปัญญาประดิษฐ์ (AI) ในการวิเคราะห์รูปทรงเรขาคณิตและสร้างราคาภายในไม่กี่วินาที โดยทั่วไปแล้ว ระบบเหล่านี้จะเชื่อมต่อกับเครือข่ายของพันธมิตรผู้ผลิตที่ผ่านการตรวจสอบอย่างเข้มงวด และส่งคำสั่งซื้อไปยังผู้จัดจำหน่ายที่เหมาะสมที่สุดตามศักยภาพ กำลังการผลิต และสถานที่ตั้ง ข้อดี ได้แก่ ความรวดเร็ว ความโปร่งใส และประสบการณ์การใช้งานที่สม่ำเสมอ ข้อจำกัดอาจรวมถึงความยืดหยุ่นที่ลดลงสำหรับความต้องการที่ผิดปกติ หรือการปรึกษาที่ซับซ้อน
ร้านกลึงออนไลน์แบบดั้งเดิม เสนอการให้ใบเสนอราคาผ่านเว็บ แต่มีการมีส่วนร่วมของบุคคลมากขึ้น ใบเสนอราคาอาจใช้เวลา 24–48 ชั่วโมง เนื่องจากวิศวกรต้องทบทวนข้อกำหนดทางเทคนิค แนวทางนี้มักให้ผลลัพธ์ที่ดีกว่าสำหรับโครงการที่ซับซ้อนซึ่งต้องอาศัยความร่วมมือด้านเทคนิค การออกแบบอุปกรณ์ยึดจับเฉพาะ (custom fixturing) หรือวัสดุที่ไม่ธรรมดา ด้านความสัมพันธ์ระหว่างคู่ค้าสามารถเพิ่มมูลค่าได้ โดยเฉพาะเมื่อโครงการมีการเปลี่ยนแปลงหรือต้องการการผลิตอย่างต่อเนื่อง
ผู้ซื้อจำนวนมากใช้ทั้งสองรูปแบบอย่างมีกลยุทธ์: ใช้แพลตฟอร์มแบบทันทีสำหรับต้นแบบที่เรียบง่ายและการปรับปรุงอย่างรวดเร็ว; และใช้ความสัมพันธ์แบบดั้งเดิมสำหรับการผลิตในปริมาณมากหรืองานที่มีความต้องการเชิงเทคนิคสูง
ด้วยกรอบการประเมินนี้ คุณสามารถประเมินผู้ให้บริการเครื่องจักรกลแบบออนไลน์ได้อย่างเป็นกลาง—ไม่ว่าจะเป็นร้านค้าในท้องถิ่นหรือแพลตฟอร์มระดับโลก อย่างไรก็ตาม การกลึงด้วยเครื่องควบคุมตัวเลข (CNC) ไม่ใช่วิธีการผลิตที่เหมาะสมที่สุดเสมอไป ส่วนต่อไปนี้จะเปรียบเทียบการกลึงแบบออนไลน์กับวิธีการผลิตทางเลือกอื่น เช่น การพิมพ์สามมิติ (3D printing) และการขึ้นรูปด้วยแม่พิมพ์ฉีด (injection molding) เพื่อช่วยให้คุณเลือกเทคโนโลยีที่เหมาะสมสำหรับแต่ละการประยุกต์ใช้งาน
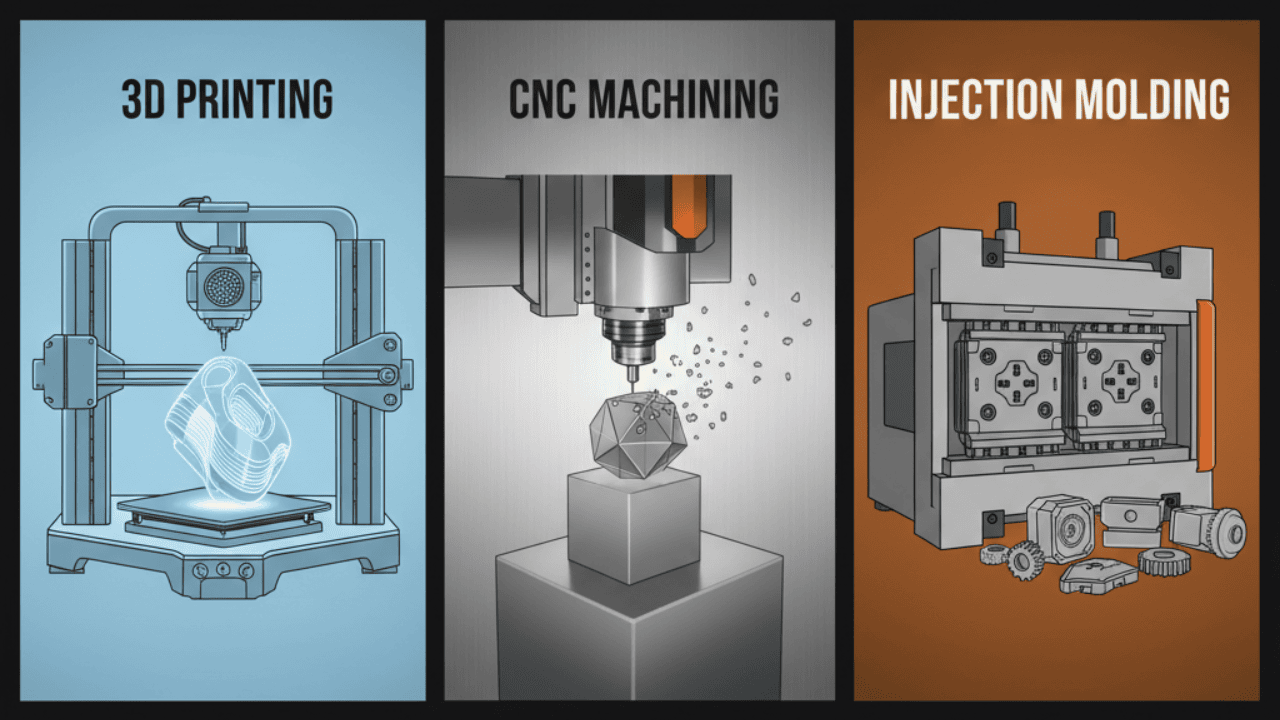
การกลึงแบบออนไลน์ เทียบกับวิธีการผลิตทางเลือกอื่น
นี่คือข้อเท็จจริงที่พันธมิตรด้านการผลิตที่ซื่อสัตย์จะบอกคุณ: การกัดด้วยเครื่อง CNC ไม่ใช่ทางเลือกที่ดีที่สุดเสมอไป บางครั้งการพิมพ์ 3 มิติสามารถจัดส่งชิ้นส่วนได้เร็วกว่าและถูกกว่า ในกรณีอื่น ๆ การขึ้นรูปด้วยแม่พิมพ์ฉีด (Injection Molding) ให้ผลตอบแทนทางการเงินที่เหนือกว่าการกัดด้วยเครื่อง CNC อย่างเห็นได้ชัด และสำหรับรูปทรงเรขาคณิตบางประเภท การขึ้นรูปโลหะแผ่น (Sheet Metal Machining) ให้ผลลัพธ์ที่ดีกว่าพร้อมของเสียน้อยลง
การเข้าใจว่าเมื่อใดควรใช้วิธีการผลิตแต่ละแบบ — และเมื่อใดควรใช้ร่วมกัน — คือสิ่งที่แยกความสำเร็จในการพัฒนาผลิตภัณฑ์ออกจากกระบวนการทดลองผิดพลาดที่สิ้นเปลือง ลองสร้างกรอบการตัดสินใจเชิงปฏิบัติ เพื่อให้คุณสามารถเลือกเทคโนโลยีที่เหมาะสมสำหรับแต่ละการประยุกต์ใช้งาน
เมื่อการพิมพ์ 3 มิติเหนือกว่าการกัดด้วยเครื่อง CNC
การผลิตแบบเพิ่มวัสดุ (Additive Manufacturing) ได้เปลี่ยนแปลงเศรษฐศาสตร์ของการสร้างต้นแบบอย่างสิ้นเชิง ตามการเปรียบเทียบวิธีการผลิตโดยละเอียดของบริษัท 3D People การพิมพ์ 3 มิติไม่มีต้นทุนเริ่มต้น— ไม่จำเป็นต้องมีแม่พิมพ์ และไม่จำเป็นต้องเขียนโปรแกรมเส้นทางการเคลื่อนที่ของเครื่องมือ (Tool Paths) ซึ่งการเข้าถึงโดยไม่มีอุปสรรคใด ๆ นี้ทำให้การพิมพ์ 3 มิติเป็นทางเลือกที่น่าสนใจอย่างยิ่งสำหรับการพัฒนาในระยะเริ่มต้น
การพิมพ์สามมิติจะให้ผลดีกว่าเครื่องจักร CNC สำหรับชิ้นส่วนโลหะหรือพลาสติกเมื่อใด? พิจารณาสถานการณ์เหล่านี้:
- เรขาคณิตภายในที่ซับซ้อน — โครงสร้างแบบตาข่าย ช่องทางภายใน และรูปร่างแบบออร์แกนิก ซึ่งจำเป็นต้องใช้การตั้งค่าหลายครั้ง หรือไม่สามารถทำได้เลยด้วยวิธีการแบบลบวัสดุ (subtractive methods)
- การออกแบบที่ปรับปรุงได้อย่างรวดเร็ว — เมื่อคุณกำลังทดสอบแนวคิดหลายแบบพร้อมกัน และมีการเปลี่ยนแปลงเกิดขึ้นทุกวัน
- จำนวนชิ้นงานน้อยแต่มีความซับซ้อนสูง — ต้นแบบเพียงชิ้นเดียว ซึ่งต้นทุนการตั้งค่าเครื่อง CNC มีสัดส่วนสูงมากเมื่อเทียบกับราคาต่อชิ้น
- การออกแบบที่ผ่านการวิเคราะห์โครงสร้างเชิงทอปอโลยี (Topology-optimized designs) — โครงสร้างที่ลดน้ำหนักโดยอาศัยอิสระในการออกแบบรูปทรงที่เทคโนโลยีการผลิตแบบเพิ่มวัสดุ (additive) มอบให้
อย่างไรก็ตาม การพิมพ์สามมิติยังมีข้อจำกัดบางประการที่เครื่องจักร CNC สำหรับโลหะสามารถเอาชนะได้อย่างง่ายดาย คุณภาพผิวโดยทั่วไปมักแสดงรอยเลเยอร์ที่ต้องผ่านกระบวนการตกแต่งเพิ่มเติม (post-processing) ตัวเลือกวัสดุยังมีขอบเขตแคบกว่า โดยเฉพาะในแอปพลิเคชันที่ต้องการสมรรถนะสูง และความแม่นยำด้านมิติ แม้จะมีการพัฒนาขึ้นอย่างต่อเนื่อง แต่ยังคงตามหลังความสามารถของเครื่อง CNC แบบความแม่นยำสูงสำหรับงานที่ต้องการความคลาดเคลื่อนต่ำมาก
พลวัตต้นทุนเปลี่ยนแปลงอย่างมากตามขนาดของชิ้นงาน ตาม การวิเคราะห์อุตสาหกรรม การพิมพ์สามมิติจะมีต้นทุนสูงขึ้นสำหรับชิ้นส่วนขนาดใหญ่ เนื่องจากเวลาในการพิมพ์—ซึ่งเป็นปัจจัยหลักที่กำหนดต้นทุน—ยืดเยื้อออกไปอย่างมาก ขณะที่เครื่องตัดแบบ CNC มักผลิตชิ้นส่วนขนาดใหญ่ที่มีรูปทรงเรียบง่ายได้อย่างคุ้มค่ากว่ากระบวนการแบบเพิ่มวัสดุ
การฉีดขึ้นรูปเทียบกับการกลึงสำหรับปริมาณการผลิต
หากคุณวางแผนจะผลิตชิ้นส่วนเกิน 10,000 หน่วย การฉีดขึ้นรูปควรได้รับการพิจารณาอย่างจริงจัง เศรษฐศาสตร์ของการผลิตนั้นชัดเจน: ต้นทุนเริ่มต้นสูงสำหรับแม่พิมพ์จะถูกกระจายไปยังจำนวนชิ้นงานจำนวนมาก ทำให้ต้นทุนต่อชิ้นต่ำอย่างโดดเด่น
ตามข้อมูลต้นทุนการผลิต ต้นทุนแม่พิมพ์สำหรับการฉีดขึ้นรูปมักเริ่มต้นที่ 3,000 ปอนด์สเตอร์ลิง และเพิ่มขึ้นอย่างรวดเร็วตามระดับความซับซ้อนของชิ้นส่วน อย่างไรก็ตาม เมื่อแม่พิมพ์ถูกสร้างขึ้นแล้ว กระบวนการนี้จะให้ต้นทุนต่อหน่วยต่ำมาก โดยวัตถุดิบเป็นค่าใช้จ่ายหลัก
พิจารณาการเปรียบเทียบในโลกแห่งความเป็นจริงสำหรับเปลือกหุ้มอุปกรณ์อิเล็กทรอนิกส์:
| กระบวนการผลิต | 1 หน่วย | 500 หน่วย | 5,000 หน่วย |
|---|---|---|---|
| SLS 3D พิมพ์ | £15.59 | 2.64 ปอนด์สเตอร์ลิง/หน่วย (รวม 1,320 ปอนด์สเตอร์ลิง) | 2.35 ปอนด์สเตอร์ลิง/หน่วย (รวม 11,750 ปอนด์สเตอร์ลิง) |
| การเจียร CNC | £125.20 | 8.06 ปอนด์สเตอร์ลิง/หน่วย (รวม 4,030 ปอนด์สเตอร์ลิง) | ขอใบเสนอราคา |
| การฉีดขึ้นรูป | ไม่สามารถระบุได้ (ต้นทุนแม่พิมพ์ 5,429 ปอนด์สเตอร์ลิง) | 0.92 ปอนด์สเตอร์ลิง/หน่วย (รวม 5,889 ปอนด์สเตอร์ลิง) | 0.38 ปอนด์สเตอร์ลิงต่อหน่วย (รวมทั้งสิ้น 7,329 ปอนด์สเตอร์ลิง) |
สังเกตว่าการขึ้นรูปด้วยแรงดัน (injection molding) จะเริ่มมีความสามารถในการแข่งขันด้านต้นทุนได้เมื่อผลิตประมาณ 500 ชิ้นขึ้นไป — และมีข้อได้เปรียบอย่างชัดเจนเมื่อผลิต 5,000 ชิ้นขึ้นไป จุดคุ้มทุนขึ้นอยู่กับความซับซ้อนของชิ้นส่วน การเลือกวัสดุ และข้อกำหนดด้านแม่พิมพ์ การผลิตด้วยเครื่องจักรควบคุมด้วยคอมพิวเตอร์ (CNC fabrication) ยังคงมีข้อได้เปรียบสำหรับปริมาณการผลิตที่ต่ำกว่าเกณฑ์เหล่านี้
การเลือกเทคโนโลยีโดยสรุป
การเปรียบเทียบต่อไปนี้จะช่วยให้คุณระบุวิธีการผลิตที่เหมาะสมที่สุดตามความต้องการของโครงการได้อย่างรวดเร็ว:
| เกณฑ์ | การเจียร CNC | การพิมพ์สามมิติ | การฉีดขึ้นรูป |
|---|---|---|---|
| ปริมาณที่เหมาะสม | 1–5,000 ชิ้น | 1–10,000 ชิ้น | 10,000 ชิ้นขึ้นไป |
| ตัวเลือกวัสดุ | พลาสติก โลหะ และไม้ มากกว่า 20 ชนิด | พลาสติกมากกว่า 5 ชนิด (กระบวนการ PBF) | พลาสติกมากกว่า 100 ชนิด |
| อิสระด้านเรขาคณิต | ปานกลาง (จำกัดโดยการเข้าถึงแม่พิมพ์) | สูง (สามารถผลิตโครงสร้างภายในที่ซับซ้อนได้) | ปานกลาง (มุมดึงขึ้น แนวแบ่งชิ้นส่วน) |
| ระยะเวลาการจัดส่ง | 7–14 วัน | 2–7 วัน | 15–60 วัน |
| ต้นทุนเริ่มต้น | ค่าใช้จ่ายเบื้องต้นต่ำ (£100 ขึ้นไป) | ไม่มี (ยอดสั่งซื้อขั้นต่ำ £30–60) | ค่าแม่พิมพ์สูง (£3,000 ขึ้นไป) |
| พื้นผิวขั้นสุดท้าย | ยอดเยี่ยม (ผิวหลังการกลึงหรือขัดเงา) | เห็นรอยเลเยอร์ (สามารถทำผิวหลังการผลิตเพิ่มเติมได้) | ยอดเยี่ยม (ผิวมัน เนื้อสัมผัสพิเศษ ผิวด้าน) |
| ความยืดหยุ่นในการออกแบบ | ใช่ — การเปลี่ยนแปลงจำเป็นต้องเขียนโปรแกรมใหม่ | ใช่ — การเปลี่ยนแปลงไม่มีผลกระทบใดๆ | ไม่—การดัดแปลงเครื่องมือมีค่าใช้จ่ายสูง |
การขึ้นรูปแผ่นโลหะ: ทางเลือกที่มักถูกมองข้าม
เมื่อการออกแบบของคุณประกอบด้วยพื้นผิวเรียบเป็นหลัก รอยพับ และรูตัด กระบวนการขึ้นรูปแผ่นโลหะมักจะให้ทางเลือกที่ประหยัดที่สุด การใช้เครื่องตัดแบบ CNC กับวัสดุแผ่นโลหะจะตัดวัสดุออกเพียงเล็กน้อย—ซึ่งแตกต่างจากการกลึงชิ้นงานจากบล็อกโลหะที่อาจสูญเสียวัสดุถึง 80% กลายเป็นเศษโลหะ
การขึ้นรูปแผ่นโลหะเหมาะอย่างยิ่งสำหรับ:
- ตัวเรือน โครงยึด และส่วนประกอบของโครงแชสซี
- แผงที่มีฟีเจอร์สำหรับการยึดติดและรูระบายอากาศ
- องค์ประกอบเชิงโครงสร้างที่ต้องการอัตราส่วนความแข็งแกร่งต่อน้ำหนักสูง
- ชิ้นส่วนที่สามารถใช้การพับแทนฟีเจอร์ที่ซับซ้อนซึ่งต้องผ่านกระบวนการกลึง
กระบวนการตัดโลหะด้วยเครื่อง CNC ร่วมกับการขึ้นรูปด้วยเครื่องกดพับ (press brake) สามารถผลิตชิ้นส่วนที่มีราคาสูงกว่ามากหากต้องผลิตโดยการกลึงจากวัสดุแท่งทึบ หากเรขาคณิตของชิ้นงานเหมาะสมกับการขึ้นรูปแผ่นโลหะ โปรดพิจารณาทางเลือกนี้ก่อนตัดสินใจใช้วิธีการกลึงแบบดั้งเดิม
เมื่อควรใช้วิธีแบบผสม
บางครั้งกลยุทธ์การผลิตที่ชาญฉลาดที่สุดคือการผสมผสานวิธีการหลายแบบเข้าด้วยกัน ตามความเห็นของผู้เชี่ยวชาญด้านการผลิต แนวทางที่ชาญฉลาดที่สุดมักเป็นแบบไฮบริด ได้แก่ เริ่มต้นด้วยการพิมพ์ 3 มิติเพื่อพิสูจน์แนวคิด ใช้เครื่องจักร CNC สำหรับต้นแบบฟังก์ชันสำคัญ และเปลี่ยนไปใช้การขึ้นรูปด้วยการฉีดขึ้นรูปเมื่อมีความต้องการพร้อมแล้ว
พิจารณากลยุทธ์แบบผสมผสานเหล่านี้:
- พิมพ์ 3 มิติเป็นลำดับแรก แล้วจึงกลึงหรือกัดส่วนที่สำคัญ — การเพิ่มเนื้อวัสดุ (Additive) สร้างรูปทรงโดยรวมที่ซับซ้อน ในขณะที่การตัดด้วยเครื่อง CNC ทำให้ได้ความแม่นยำสูงในพื้นผิวที่ต้องสัมผัสกัน
- สร้างต้นแบบด้วยการกลึงหรือกัด ผลิตจริงด้วยการขึ้นรูป — ชิ้นส่วนที่ผลิตด้วยเครื่อง CNC ช่วยยืนยันการทำงานก่อนลงทุนทำแม่พิมพ์ที่มีราคาแพง
- รวมโครงตัวถังจากแผ่นโลหะเข้ากับรายละเอียดที่ผ่านการกลึงหรือกัด — การขึ้นรูปแผ่นโลหะสร้างเปลือกหุ้ม ในขณะที่ชิ้นส่วนที่ผ่านการกลึงหรือกัดจะให้พื้นผิวเชื่อมต่อที่มีความแม่นยำสูง
การเปลี่ยนผ่านจากขั้นตอนการสร้างต้นแบบสู่การผลิตจริง
เมื่อโครงการพัฒนาจากแนวคิดเริ่มต้นสู่ผลิตภัณฑ์ที่พร้อมออกสู่ตลาด ความต้องการด้านการผลิตก็เปลี่ยนแปลงไปด้วย ตามคู่มือการเปลี่ยนผ่านสู่การผลิตของ Fictiv การเดินทางจากขั้นตอนการสร้างต้นแบบสู่การผลิตจำนวนมากเป็นกระบวนการเปลี่ยนผ่านที่ซับซ้อน ซึ่งจำเป็นต้องมีการวางแผนอย่างรอบคอบ
ปัจจัยสำคัญที่ควรพิจารณาเมื่อขยายการผลิต:
- ความสม่ำเสมอของวัสดุ — วัสดุสำหรับต้นแบบควรมีคุณสมบัติตรงตามข้อกำหนดสำหรับการผลิตจริง เพื่อหลีกเลี่ยงปัญหาที่ไม่คาดคิดในขั้นตอนปลายของการพัฒนา
- การออกแบบเพื่อการประกอบ — สิ่งที่ใช้ได้ผลดีในการประกอบต้นแบบด้วยมือ อาจล้มเหลวเมื่อนำไปใช้กับสายการผลิตอัตโนมัติ
- การตรวจสอบความถูกต้องของกระบวนการ — แต่ละวิธีการผลิตจำเป็นต้องผ่านกระบวนการรับรองคุณสมบัติก่อนตัดสินใจผลิตในปริมาณสูง
- การพยากรณ์ความต้องการ — การร่วมงานกับพันธมิตรด้านการผลิตที่สามารถปรับระดับการผลิตได้ทั้งแบบเพิ่มขึ้นหรือลดลง — จาก 1,000 หน่วย ไปจนถึง 100,000 หน่วย — โดยใช้กระบวนการผลิตเดียวกันนั้น ถือเป็นปัจจัยสำคัญยิ่งต่อความสำเร็จ
แพลตฟอร์มการกลึงออนไลน์กำลังสนับสนุนการเปลี่ยนผ่านนี้มากขึ้นเรื่อย ๆ โดยเสนอการผลิตชิ้นส่วนต้นแบบในปริมาณน้อยผ่านเครือข่ายเดียวกันกับที่ให้บริการการผลิตในปริมาณสูง ความต่อเนื่องเช่นนี้ช่วยขจัดความล่าช้าจากการรับรองซ้ำเมื่อขยายการผลิต
การเลือกเทคโนโลยีที่เหมาะสม
ไม่มีวิธีการผลิตใดวิธีหนึ่งที่เหมาะสมที่สุดสำหรับทุกโครงการ การกลึงด้วยเครื่อง CNC ผ่านแพลตฟอร์มออนไลน์เหมาะอย่างยิ่งสำหรับชิ้นส่วนที่ต้องการความแม่นยำในปริมาณปานกลาง — แต่การรับรู้ข้อจำกัดของวิธีนี้จะช่วยให้คุณตัดสินใจได้ดีขึ้นโดยรวม
โปรดถามตนเองคำถามเหล่านี้เมื่อเลือกวิธีการที่เหมาะสม:
- ฉันต้องการปริมาณเท่าใดในขณะนี้ — และอาจต้องการเท่าใดในอีก 12 เดือนข้างหน้า?
- รูปทรงเรขาคณิตของฉันเอื้อต่อความยืดหยุ่นในการผลิตแบบเพิ่มวัสดุ (additive) หรือความแม่นยำในการผลิตแบบตัดแต่งวัสดุ (subtractive) มากกว่ากัน?
- ฉันยังคงปรับปรุงแบบอยู่ หรือแบบนี้พร้อมสำหรับการผลิตจริงแล้ว?
- แอปพลิเคชันของฉันต้องการค่าความคลาดเคลื่อน (tolerances) และพื้นผิวที่ผ่านการตกแต่ง (surface finishes) ระดับใดจริง ๆ?
- การขึ้นรูปแผ่นโลหะ (sheet metal fabrication) หรือการหล่อ (casting) อาจช่วยลดต้นทุนต่อชิ้นได้หรือไม่?
คำตอบเหล่านี้จะชี้นำคุณไปสู่เทคโนโลยีที่เหมาะสม — หรือแนวทางแบบผสมผสาน (hybrid approaches) ที่ใช้ประโยชน์จากหลายวิธีการอย่างมีกลยุทธ์ เมื่อคุณเข้าใจหลักเกณฑ์ในการเลือกวิธีการผลิตแล้ว คุณก็พร้อมที่จะดำเนินการขั้นตอนต่อไปอย่างเป็นรูปธรรมกับโครงการงานกลึงออนไลน์ของคุณ
ดำเนินการขั้นตอนต่อไปกับงานกลึงออนไลน์ของคุณ
คุณได้ศึกษาเนื้อหาที่สำคัญมาอย่างครอบคลุม—ตั้งแต่การเข้าใจความหมายที่แท้จริงของการกลึงชิ้นส่วนออนไลน์ ไปจนถึงการประเมินวัสดุ ความคลาดเคลื่อน (tolerances) ต้นทุน ข้อกำหนดของอุตสาหกรรม และวิธีการผลิตทางเลือกต่างๆ ทีนี้มาถึงคำถามเชิงปฏิบัติ: คุณจะแปลงความรู้เหล่านี้ให้เป็นการลงมือทำได้อย่างไร? ไม่ว่าคุณจะกำลังสั่งซื้อชิ้นส่วนเครื่องจักร CNC ชิ้นแรก หรือกำลังขยายการผลิตจากต้นแบบสู่การผลิตจำนวนมาก ส่วนสุดท้ายนี้จะผสานทุกแนวคิดเข้าด้วยกันเป็นกรอบงานที่สามารถนำไปปฏิบัติได้จริง
การจับคู่ความต้องการของโครงการคุณกับบริการที่เหมาะสม
ก่อนอัปโหลดไฟล์ชิ้นแรก โปรดใช้เวลาสักครู่เพื่อจัดแนวลักษณะเฉพาะของโครงการคุณให้สอดคล้องกับรูปแบบบริการที่เหมาะสม การตัดสินใจที่คุณได้ดำเนินการตลอดบทความนี้—ทั้งการเลือกวัสดุ ข้อกำหนดด้านความคลาดเคลื่อน และปริมาณที่ต้องการ—ล้วนมีอิทธิพลโดยตรงต่อการเลือกบริการการกลึง CNC ออนไลน์ที่จะมอบผลลัพธ์ที่ดีที่สุด
พิจารณาเกณฑ์การจับคู่เหล่านี้:
- ปริมาณต้นแบบ (1–10 ชิ้น) — แพลตฟอร์มขอใบเสนอราคาทันทีเหมาะสำหรับกรณีนี้ โดยให้ทั้งความเร็ว ความยืดหยุ่น และไม่มีภาระในการสร้างความสัมพันธ์เชิงธุรกิจเพิ่มเติม
- การผลิตในปริมาณน้อย (10–500 ชิ้น) — ทั้งแพลตฟอร์มแบบทันทีทันใดและร้านค้าออนไลน์แบบดั้งเดิมต่างก็ให้ผลดี; ควรเปรียบเทียบใบเสนอราคาจากทั้งสองแหล่ง
- การใช้งานในอุตสาหกรรมที่อยู่ภายใต้การควบคุมดูแล — ตรวจสอบใบรับรองให้ครบถ้วนตั้งแต่ต้น; การใช้งานด้านยานยนต์จำเป็นต้องมีผู้ให้บริการที่ได้รับการรับรองตามมาตรฐาน IATF 16949
- รูปทรงเรขาคณิตที่ซับซ้อนซึ่งต้องอาศัยการปรึกษาผู้เชี่ยวชาญ — ร้านค้าแบบดั้งเดิมที่มีบริการสนับสนุนด้านวิศวกรรมอาจเพิ่มมูลค่าได้มากกว่าการพิจารณาจากราคาเพียงอย่างเดียว
- ศักยภาพในการขยายการผลิต — เลือกผู้ให้บริการที่สามารถเติบโตไปพร้อมกับปริมาณการผลิตของคุณ เพื่อรักษาความสม่ำเสมอของคุณภาพ
สำหรับการใช้งานด้านยานยนต์ที่เกี่ยวข้องกับชุดโครงแชสซีหรือบูชิงโลหะแบบกำหนดเอง ผู้ให้บริการอย่าง เทคโนโลยีโลหะเส้าอี้ แสดงให้เห็นว่าบริการเครื่องจักรกลซีเอ็นซีแบบกำหนดเองสามารถปรับขนาดได้ตั้งแต่การสร้างต้นแบบอย่างรวดเร็วไปจนถึงการผลิตจำนวนมาก โดยมีระยะเวลาจัดส่งเร็วที่สุดเพียงหนึ่งวันทำการ—ซึ่งมีความสำคัญอย่างยิ่งเมื่อเส้นเวลาการพัฒนาถูกบีบอัด
เริ่มต้นใช้งานคำสั่งซื้อการกลึงแบบออนไลน์ครั้งแรกของคุณ
พร้อมดำเนินการต่อหรือยัง? ใช้รายการตรวจสอบแบบครอบคลุมนี้เพื่อให้มั่นใจว่าโครงการของคุณพร้อมสำหรับการดำเนินการอย่างประสบความสำเร็จ:
รายการตรวจสอบความพร้อมของโครงการ
-
การเตรียมไฟล์แบบจำลอง
- ส่งออกโมเดลของคุณในรูปแบบ STEP (.stp, .step) เพื่อความเข้ากันได้ที่ดีที่สุด
- ตรวจสอบรูปทรงเรขาคณิตที่สมบูรณ์แบบ (watertight geometry) โดยไม่มีพื้นผิวเปิดหรือการตัดกันเอง
- รวมแบบแปลนทางเทคนิคสำหรับมิติที่สำคัญและข้อกำหนดด้าน GD&T
- ยืนยันว่าฟีเจอร์ทั้งหมดสามารถขึ้นรูปได้จากทิศทางที่เข้าถึงได้
-
การเลือกวัสดุ
- จับคู่คุณสมบัติของวัสดุให้สอดคล้องกับข้อกำหนดด้านกลศาสตร์ สภาพแวดล้อม และน้ำหนัก
- พิจารณาอัตราความสามารถในการกลึง (machinability ratings) และผลกระทบต่อต้นทุน
- ระบุใบรับรองวัสดุหากจำเป็นสำหรับอุตสาหกรรมของคุณ
-
ข้อกำหนดเรื่องค่าความคลาดเคลื่อน
- กำหนดความคลาดเคลื่อนที่แคบเฉพาะสำหรับลักษณะที่มีความสำคัญต่อการใช้งานเท่านั้น
- ใช้ความคลาดเคลื่อนทั่วไปในส่วนหัวของแบบแปลน (±0.010") สำหรับมิติที่ไม่สำคัญ
- พิจารณาผลกระทบจากการซ้อนทับของความคลาดเคลื่อน (tolerance stacking) ในการประกอบชิ้นส่วนหลายชิ้น
-
การวางแผนปริมาณการผลิต
- เริ่มต้นด้วยปริมาณต้นแบบเพื่อยืนยันการออกแบบก่อนตัดสินใจผลิตจริง
- พิจารณาค่าใช้จ่ายในการตั้งค่าเครื่องจักรที่กระจายออก (setup cost amortization) เมื่อเปรียบเทียบระหว่างการผลิตจำนวนน้อยกับจำนวนมาก
- แจ้งปริมาณการสั่งซื้อที่คาดการณ์ไว้ในอนาคต เพื่อสำรวจโอกาสในการตกลงราคาแบบหุ้นส่วน
-
ข้อกำหนดด้านการตกแต่งผิว
- ระบุข้อกำหนดเกี่ยวกับผิวสัมผัส (เช่น ผิวหลังการกลึง, ผิวพ่นเม็ดทราย, ผิวชุบอะโนไดซ์)
- ระบุการดำเนินการหลังการผลิตที่จำเป็น (เช่น การอบอุณหภูมิ, การเคลือบผิว)
การจัดการปัญหาความปลอดภัยของไฟล์และความกังวลเกี่ยวกับทรัพย์สินทางปัญญา
ผู้ใช้ครั้งแรกมักลังเลที่จะอัปโหลดแบบดีไซน์ที่เป็นกรรมสิทธิ์ของตนขึ้นสู่แพลตฟอร์มออนไลน์ ความกังวลนี้มีเหตุผล—ดีไซน์ของคุณสะท้อนการลงทุนอย่างมากในด้านการวิจัย การพัฒนา และนวัตกรรม
ตามการวิเคราะห์การคุ้มครองทรัพย์สินทางปัญญาของ Factorem การแบ่งปันดีไซน์เชิงนวัตกรรมกับผู้ผลิตภายนอกอาจทำให้เกิดความเสี่ยงต่อการขโมยทรัพย์สินทางปัญญาหรือการเปิดเผยข้อมูลโดยไม่ได้รับอนุญาต อย่างไรก็ตาม แพลตฟอร์มที่น่าเชื่อถือมักดำเนินการมาตรการคุ้มครองหลายชั้น
เมื่อประเมินการคุ้มครองทรัพย์สินทางปัญญาของผู้ให้บริการ โปรดพิจารณาสิ่งต่อไปนี้:
- ข้อตกลงไม่เปิดเผยข้อมูล (NDAs) — แนวทางปฏิบัติมาตรฐานสำหรับความสัมพันธ์ด้านการผลิตระดับมืออาชีพ
- โปรโตคอลการถ่ายโอนไฟล์อย่างปลอดภัย — การอัปโหลดแบบเข้ารหัสเพื่อปกป้องข้อมูลระหว่างการส่ง
- การควบคุมการเข้าถึง — การจำกัดบุคลากรที่สามารถเข้าถึงไฟล์ดีไซน์ของคุณ
- ข้อตกลงการผลิต — เงื่อนไขที่ชัดเจนเกี่ยวกับสิทธิในกรรมสิทธิ์ของการออกแบบและข้อจำกัดในการใช้งาน
- เครือข่ายพันธมิตรที่ผ่านการตรวจสอบแล้ว — แพลตฟอร์มที่ประเมินคุณสมบัติของพันธมิตรผู้ผลิตเพื่อความสอดคล้องตามมาตรฐานด้านความปลอดภัย
สำหรับการออกแบบที่มีความละเอียดอ่อนสูงมาก ควรพิจารณาขอหนังสือแสดงเจตจำนงไม่เปิดเผยข้อมูล (NDA) อย่างเป็นทางการก่อนอัปโหลดไฟล์ บริการกลึงแบบออนไลน์ที่มีชื่อเสียงส่วนใหญ่รองรับคำขอนี้เป็นแนวทางปฏิบัติทางธุรกิจมาตรฐาน
เริ่มต้นด้วยต้นแบบก่อนตัดสินใจผลิตจริง
นี่คือคำแนะนำที่วิศวกรผู้มีประสบการณ์ปฏิบัติตามอย่างสม่ำเสมอ: ตรวจสอบความถูกต้องก่อนขยายขนาด การดำเนินการตาม ผู้เชี่ยวชาญด้านการผลิตแบบความแม่นยำ รายงานของสมาคมวิศวกรเครื่องกลแห่งสหรัฐอเมริกา (ASME) ระบุว่า การใช้ผู้ให้บริการรายต่าง ๆ สำหรับการผลิตต้นแบบและการผลิตจริงอาจส่งผลให้เกิดความไม่สอดคล้องกันด้านคุณภาพ และอุปกรณ์ที่ไม่ตรงกัน — ซึ่งเป็นการขาดความต่อเนื่องที่อาจนำไปสู่หายนะของโครงการ
แนวทางที่ชาญฉลาดสำหรับการกลึงต้นแบบด้วยเครื่อง CNC ประกอบด้วย:
- สั่งผลิตต้นแบบในปริมาณเล็กน้อยก่อน — โดยทั่วไปคือ 1–5 ชิ้น เพื่อตรวจสอบความพอดี ฟังก์ชันการทำงาน และคุณภาพพื้นผิว
- การประกอบและทดสอบประสิทธิภาพ — ยืนยันว่าชิ้นส่วนสอดคล้องกับวัตถุประสงค์ในการออกแบบ ก่อนเริ่มการผลิตจำนวนมาก
- ปรับปรุงซ้ำตามความจำเป็น — แก้ไขปัญหาใดๆ ที่พบระหว่างการประเมินต้นแบบ
- ขยายขนาดการผลิตร่วมกับพันธมิตรรายเดิม — รักษาความต่อเนื่องในการผลิตตั้งแต่ขั้นตอนการสร้างต้นแบบด้วยเครื่องจักร CNC ไปจนถึงการผลิตจริง
แนวทางแบบขั้นตอนนี้ช่วยลดความเสี่ยงให้น้อยที่สุด หากชิ้นส่วนต้นแบบเผยให้เห็นปัญหาด้านการออกแบบ คุณจะลงทุนเพียงไม่กี่ชิ้นเท่านั้น แทนที่จะเป็นร้อยชิ้น เมื่อต้นแบบประสบความสำเร็จ การขยายขนาดการผลิตจะอาศัยกระบวนการที่ได้รับการพัฒนาแล้วและเส้นทางการกลึง (toolpaths) ที่ผ่านการพิสูจน์แล้ว
ผู้ให้บริการที่เสนอการขยายขนาดอย่างไร้รอยต่อ—เช่น เทคโนโลยีโลหะเส้าอี้ ซึ่งมีศักยภาพในการผลิตต้นแบบอย่างรวดเร็วไปจนถึงการผลิตจำนวนมาก—สามารถกำจัดความล่าช้าจากการรับรองซ้ำ (requalification delays) ได้เมื่อเปลี่ยนผ่านระหว่างขั้นตอนต่างๆ ของโครงการ ใบรับรอง IATF 16949 และความสามารถด้าน SPC ของพวกเขา รับประกันว่าระบบควบคุมคุณภาพเดียวกันจะใช้บังคับทั้งในขั้นตอนการผลิตต้นแบบและการผลิตจริง
การใช้ระบบขอใบเสนอราคาทันทีเพื่อสนับสนุนการตัดสินใจอย่างมีข้อมูล
ข้อได้เปรียบอย่างหนึ่งของบริการเครื่องจักรกลแบบออนไลน์คืออะไร? คุณสามารถสำรวจตัวเลือกต่าง ๆ ได้โดยไม่จำเป็นต้องผูกมัดใด ๆ ทั้งสิ้น ก่อนยืนยันคำสั่งซื้อใด ๆ โปรดใช้ประโยชน์จากเครื่องมือสร้างใบเสนอราคาแบบทันทีเพื่อ:
- เปรียบเทียบราคาตามวัสดุต่าง ๆ — ดูว่าการเลือกอลูมิเนียมแทนสแตนเลสสตีลจะส่งผลต่องบประมาณของคุณอย่างไร
- ประเมินผลกระทบของความคลาดเคลื่อน (tolerance) ต่อต้นทุน — เปลี่ยนระหว่างข้อกำหนดมาตรฐานกับข้อกำหนดความแม่นยำสูง
- ประเมินเศรษฐศาสตร์ปริมาณการสั่งซื้อ — เข้าใจว่าราคาต่อชิ้นลดลงอย่างไรเมื่อสั่งซื้อในปริมาณมาก
- ตรวจสอบตัวเลือกเวลาในการผลิต (lead time) — จัดสมดุลระหว่างความต้องการความเร็วในการผลิตกับข้อจำกัดด้านงบประมาณ
- ระบุปัญหาที่เกี่ยวข้องกับการออกแบบเพื่อการผลิต (DFM) ตั้งแต่เนิ่น ๆ — ระบบให้ข้อเสนอแนะอัตโนมัติเพื่อระบุปัญหาที่อาจเกิดขึ้นด้านความสามารถในการผลิตก่อนเข้าสู่ขั้นตอนการผลิต
การเปรียบเทียบราคาแบบช้อปปิ้งนี้ใช้เวลาเพียงไม่กี่นาที — ไม่ใช่หลายวันที่ต้องโทรศัพท์ติดต่อและสร้างความสัมพันธ์ ใช้เครื่องมือนี้อย่างชาญฉลาดเพื่อกำหนดความคาดหวังที่สมจริง และระบุจุดสมดุลที่เหมาะสมที่สุดระหว่างต้นทุน คุณภาพ และกำหนดเวลาจัดส่ง สำหรับชิ้นส่วนที่ต้องการผลิตตามแบบเฉพาะของคุณ
การเดินทางของคุณสู่การกลึงและกัดด้วยระบบออนไลน์เริ่มต้นขึ้นแล้ววันนี้
คุณได้รับความรู้ที่จำเป็นในการใช้บริการกลึงและกัดผ่านระบบออนไลน์อย่างมั่นใจ — ตั้งแต่การเตรียมไฟล์จนถึงการจัดส่ง ตั้งแต่การเลือกวัสดุจนถึงการประเมินคุณภาพ ระบบนิเวศการผลิตดิจิทัลพร้อมรองรับการเปลี่ยนแปลงแบบออกแบบของคุณให้กลายเป็นชิ้นส่วนสำเร็จรูปที่ผ่านกระบวนการกลึงและกัดด้วยเครื่อง CNC อย่างแม่นยำ ภายในระยะเวลาเพียงไม่กี่วัน แทนที่จะใช้เวลาหลายสัปดาห์
เส้นทางข้างหน้าชัดเจนแล้ว: จัดเตรียมไฟล์ของคุณให้สอดคล้องกับแนวทางปฏิบัติที่ดีที่สุด ระบุค่าความคลาดเคลื่อน (tolerances) เฉพาะที่คุณต้องการจริงๆ เลือกวัสดุที่สอดคล้องกับความต้องการของการใช้งาน และเลือกผู้ให้บริการผลิตที่มีศักยภาพตรงกับความต้องการของโครงการคุณ เริ่มต้นด้วยการผลิตชิ้นส่วนต้นแบบ (prototype) เพื่อตรวจสอบและยืนยันแนวทางของคุณ จากนั้นจึงขยายการผลิตอย่างมั่นใจเมื่อการออกแบบได้รับการพิสูจน์ว่าประสบความสำเร็จ
การกลึงด้วยเครื่องจักรควบคุมด้วยคอมพิวเตอร์ผ่านระบบออนไลน์ (Online machining) ได้ทำให้การเข้าถึงการผลิตที่มีความแม่นยำสูงเป็นไปอย่างเท่าเทียมกัน ไม่ว่าคุณจะเป็นสตาร์ทอัพที่กำลังพัฒนาผลิตภัณฑ์ตัวแรก หรือบริษัทที่มีอยู่แล้วซึ่งกำลังปรับปรุงห่วงโซ่อุปทาน ทั้งเครื่องมือและองค์ความรู้ที่กล่าวถึงในที่นี้จะช่วยให้คุณสามารถใช้ประโยชน์จากความสามารถเหล่านี้ได้อย่างมีประสิทธิภาพ ชิ้นส่วนที่ถูกกลึงตามแบบเฉพาะของคุณตัวถัดไป อยู่ห่างออกไปเพียงแค่การอัปโหลดไฟล์เท่านั้น
คำถามที่พบบ่อยเกี่ยวกับการกลึงด้วยเครื่องจักรควบคุมด้วยคอมพิวเตอร์ผ่านระบบออนไลน์
1. บริการกลึง CNC ผ่านระบบออนไลน์คืออะไร?
บริการเครื่องจักรกลซีเอ็นซีแบบออนไลน์เชื่อมโยงวิศวกรและผู้พัฒนาผลิตภัณฑ์เข้ากับขีดความสามารถในการผลิตที่มีความแม่นยำโดยตรงผ่านแพลตฟอร์มบนเว็บ แทนที่จะใช้เวลาหลายปีในการสร้างความสัมพันธ์กับร้านเครื่องจักรในท้องถิ่น คุณเพียงอัปโหลดไฟล์ CAD รับใบเสนอราคาทันทีพร้อมคำแนะนำด้านการออกแบบเพื่อการผลิต (DFM) เลือกวัสดุและค่าความคลาดเคลื่อนที่ต้องการ จากนั้นชิ้นส่วนที่ผลิตเสร็จแล้วจะถูกจัดส่งถึงคุณภายในไม่กี่วัน แพลตฟอร์มเหล่านี้ใช้ระบบสร้างใบเสนอราคาที่ขับเคลื่อนด้วยปัญญาประดิษฐ์ (AI) และเครือข่ายการผลิตระดับโลก เพื่อให้มีความโปร่งใส รวดเร็ว และราคาที่แข่งขันได้ สำหรับงานต้นแบบไปจนถึงการผลิตในปริมาณมาก
2. ฉันจะขอใบเสนอราคาทันทีสำหรับงานเครื่องจักรกลซีเอ็นซีแบบออนไลน์ได้อย่างไร
การรับใบเสนอราคาทันทีนั้นเกี่ยวข้องกับการอัปโหลดไฟล์ CAD ของคุณ (โดยแนะนำให้ใช้รูปแบบ STEP) ไปยังแพลตฟอร์มการกลึงออนไลน์ ระบบขับเคลื่อนด้วยปัญญาประดิษฐ์ (AI) จะวิเคราะห์รูปทรงเรขาคณิตของชิ้นงาน คำนวณเส้นทางการตัด (toolpaths) และสร้างราคาภายในไม่กี่วินาที จากนั้น คุณสามารถปรับพารามิเตอร์ต่าง ๆ เช่น การเลือกวัสดุ จำนวนชิ้น ความคลาดเคลื่อนที่ยอมรับได้ (tolerances) และตัวเลือกการตกแต่งผิว เพื่อดูการเปลี่ยนแปลงราคาแบบเรียลไทม์ ระบบยังให้คำติชมอัตโนมัติเกี่ยวกับการออกแบบเพื่อการผลิต (DFM) โดยระบุประเด็นที่อาจส่งผลต่อความสามารถในการผลิตก่อนที่คุณจะตัดสินใจดำเนินการผลิตจริง
3. รูปแบบไฟล์ใดบ้างที่รองรับสำหรับการกลึง CNC แบบออนไลน์?
แพลตฟอร์มการกลึงออนไลน์ส่วนใหญ่รองรับไฟล์รูปแบบ STEP (.stp, .step) ซึ่งถือเป็นมาตรฐานทองคำ เนื่องจากสามารถรักษาเรขาคณิตแบบแข็ง (solid geometry) และรักษาความแม่นยำของมิติไว้ได้ทั่วทั้งระบบ CAD ไฟล์รูปแบบ IGES (.igs, .iges) เป็นทางเลือกที่เชื่อถือได้และมีความเข้ากันได้สูง สำหรับไฟล์รูปแบบ STL นั้นสามารถใช้งานได้ แต่มีข้อจำกัดในการใช้กับเครื่อง CNC เนื่องจากพื้นผิวถูกประมาณค่าด้วยรูปสามเหลี่ยม (triangulated surface approximations) ซึ่งอาจส่งผลต่อความแม่นยำของชิ้นงานบริเวณส่วนโค้ง โปรดตรวจสอบให้แน่ใจเสมอว่าโมเดลของคุณมีความสมบูรณ์แบบ (watertight) ไม่มีพื้นผิวเปิดก่อนอัปโหลด
4. ค่าบริการเครื่องจักรกัดแบบ CNC ออนไลน์มีราคาเท่าไร?
ต้นทุนการกลึงด้วยเครื่อง CNC ขึ้นอยู่กับปัจจัยหลักห้าประการ ได้แก่ การเลือกวัสดุและปริมาณการผลิต ความซับซ้อนของรูปทรงเรขาคณิต ข้อกำหนดด้านความคลาดเคลื่อน (tolerance) เศรษฐศาสตร์ของปริมาณการสั่งผลิต และกระบวนการตกแต่งผิว ต้นแบบอะลูมิเนียมแบบง่ายๆ ที่มีความคลาดเคลื่อนตามมาตรฐาน มักมีราคาอยู่ระหว่าง 100–300 ดอลลาร์สหรัฐต่อชิ้น ในขณะที่ชิ้นส่วนที่มีความซับซ้อนสูง ประกอบด้วยหลายฟีเจอร์ และมีข้อกำหนดด้านความคลาดเคลื่อนที่เข้มงวด อาจมีราคาสูงถึง 300–800 ดอลลาร์สหรัฐต่อชิ้น สำหรับการผลิตในปริมาณ 50 ชิ้นขึ้นไป มักจะทำให้ต้นทุนต่อหน่วยลดลง 40–60% เนื่องจากต้นทุนการตั้งค่าเครื่อง (setup costs) ถูกกระจายไปยังจำนวนชิ้นงานที่มากขึ้น ผู้ให้บริการที่ได้รับการรับรองตามมาตรฐาน IATF 16949 เช่น Shaoyi Metal Technology นำเสนอราคาที่แข่งขันได้ พร้อมความสามารถในการผลิตต้นแบบอย่างรวดเร็ว ไปจนถึงการผลิตจำนวนมาก
5. ฉันควรพิจารณาใบรับรองใดบ้างเมื่อเลือกโรงงานเครื่องจักรออนไลน์?
ใบรับรองที่คุณต้องการขึ้นอยู่กับการใช้งานในอุตสาหกรรมของคุณ มาตรฐาน ISO 9001:2015 ถือเป็นมาตรฐานการจัดการคุณภาพพื้นฐานสำหรับการผลิตทั่วไป สำหรับการใช้งานในอุตสาหกรรมยานยนต์ จำเป็นต้องมีใบรับรอง IATF 16949 พร้อมความสามารถด้าน SPC โครงการด้านการบินและอวกาศต้องปฏิบัติตามมาตรฐาน AS9100 และอาจต้องได้รับการรับรอง NADCAP เพิ่มเติม รวมทั้งต้องจดทะเบียน ITAR สำหรับงานด้านกลาโหม ส่วนชิ้นส่วนอุปกรณ์ทางการแพทย์ต้องสอดคล้องกับมาตรฐาน ISO 13485 และข้อกำหนด FDA 21 CFR Part 820 เสมอตรวจสอบให้แน่ใจว่าใบรับรองทั้งหมดยังคงมีผลบังคับใช้อยู่ก่อนสั่งซื้อสินค้าสำหรับการใช้งานในอุตสาหกรรมที่มีการควบคุม