 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

การถอดรหัสบริการกลึง CNC ออนไลน์: จากใบเสนอราคาจนถึงชิ้นส่วนสำเร็จรูป
อะไรคือความแตกต่างระหว่างการให้บริการเครื่องจักรกลแบบ CNC ผ่านออนไลน์กับร้านเครื่องจักรกลแบบดั้งเดิม
ลองจินตนาการว่าคุณอัปโหลดไฟล์ CAD เวลาเที่ยงคืน และตื่นขึ้นมาในตอนเช้าเพื่อพบใบเสนอราคาโดยละเอียดรออยู่ในกล่องจดหมายอีเมลของคุณ นี่คือความจริงของ บริการ CNC online —แนวทางที่เน้นดิจิทัลเป็นหลัก ซึ่งได้เปลี่ยนแปลงวิธีการเข้าถึงการผลิตที่มีความแม่นยำสูงของวิศวกร นักออกแบบ และผู้พัฒนาผลิตภัณฑ์ไปอย่างสิ้นเชิง
ร้านเครื่องจักรกลแบบดั้งเดิมดำเนินงานตามจังหวะที่คุ้นเคย: การโทรศัพท์ การแลกเปลี่ยนอีเมล การปรึกษาแบบพบปะตัวจริง และใบเสนอราคาที่อาจใช้เวลาหลายวัน หรือแม้แต่หลายสัปดาห์กว่าจะได้รับ คุณสร้างความสัมพันธ์กับช่างกลไกในท้องถิ่น หารือเกี่ยวกับข้อกำหนดทางเทคนิคหน้าเคาน์เตอร์ และมักสงสัยว่าราคาที่ได้รับนั้นแข่งขันได้หรือไม่ แม้ว่าวิธีการแบบมีส่วนร่วมโดยตรงนี้จะมีข้อดีของตนเอง แต่ก็สร้างอุปสรรค—โดยเฉพาะอย่างยิ่งเมื่อคุณกำลังเร่งทำงานภายใต้กำหนดเวลาที่แน่นอน หรือตั้งอยู่ไกลจากผู้ให้บริการเครื่องจักรกลแบบ CNC ที่มีคุณภาพ
บริการ CNC ออนไลน์แบบครบวงจรเปลี่ยนรูปแบบนี้ทั้งหมด แพลตฟอร์มดิจิทัลเหล่านี้เชื่อมต่อคุณโดยตรงกับเครือข่ายผู้ผลิตที่ได้รับการรับรองผ่านอินเทอร์เฟซเดียว ซึ่งช่วยขจัดข้อจำกัดด้านภูมิศาสตร์จากการค้นหาคำว่า "cnc ใกล้ฉัน" และลดความยุ่งยากในการแลกเปลี่ยนข้อมูลกลับไปกลับมาอย่างเสียเวลาในกระบวนการขอใบเสนอราคาแบบดั้งเดิม
จากไฟล์ CAD ไปยังชิ้นส่วนสำเร็จรูปภายในไม่กี่วัน
ขั้นตอนการทำงานนั้นเรียบง่ายและน่าประทับใจมาก คุณเพียงอัปโหลดไฟล์แบบแปลนการออกแบบของคุณ—โดยทั่วไปเป็นรูปแบบ STEP หรือ IGES—จากนั้นอัลกอริธึมที่ขับเคลื่อนด้วยปัญญาประดิษฐ์ (AI) จะวิเคราะห์รูปร่างของชิ้นส่วนคุณทันที ภายในไม่กี่วินาที คุณจะได้รับใบเสนอราคาการกลึงแบบออนไลน์ ซึ่งคำนวณราคาโดยพิจารณาจากวัสดุที่เลือก ค่าความคลาดเคลื่อนที่ยอมรับได้ (tolerances) คุณภาพพื้นผิว (surface finishes) และระดับความซับซ้อนของการผลิต ตามรายงานของ InstaWerk อัลกอริธึมเหล่านี้จะเปรียบเทียบชิ้นส่วนของคุณกับฐานข้อมูลที่ประกอบด้วยชิ้นส่วนที่เคยผลิตมาแล้วหลายแสนชิ้น เพื่อสร้างราคาที่แม่นยำทันที
ความเร็วนี้มีความสำคัญอย่างยิ่ง นักพัฒนาฮาร์ดแวร์รู้ดีว่าผลิตภัณฑ์ทางกายภาพจำเป็นต้องได้รับการตรวจสอบความถูกต้องผ่านการทดลองจริง — ไม่ใช่เพียงแค่การจำลองเท่านั้น ยิ่งคุณสามารถจัดหาชิ้นส่วนมาใช้งานได้เร็วเท่าใด คุณก็จะสามารถปรับปรุง ทดสอบ และพัฒนาแบบออกแบบของคุณให้ดีขึ้นได้เร็วขึ้นเท่านั้น
วิธีที่แพลตฟอร์มดิจิทัลเปลี่ยนแปลงการเข้าถึงการผลิต
โครงสร้างพื้นฐานทางเทคโนโลยีที่ขับเคลื่อนการเปลี่ยนแปลงนี้ประกอบด้วยองค์ประกอบหลายประการ:
- ระบบสร้างใบเสนอราคาแบบทันทีทันใด ที่ช่วยตัดลดเวลาการรอใบเสนอราคาเครื่องจักรกลแบบ CNC ออนไลน์ลงหลายวัน
- คำแนะนำอัตโนมัติสำหรับการออกแบบ ที่ตรวจจับปัญหาด้านความสามารถในการผลิตก่อนเข้าสู่ขั้นตอนการผลิตจริง
- ระบบบริหารจัดการคำสั่งซื้อ ที่ส่งมอบงานไปยังผู้ผลิตเฉพาะทางภายในเครือข่ายซัพพลายเออร์ขนาดใหญ่
- ติดตามสด ที่แจ้งสถานะให้คุณทราบอย่างต่อเนื่องตลอดกระบวนการผลิต
แพลตฟอร์มเหล่านี้ใช้พลังการจัดซื้อของตนโดยการรวมคำสั่งซื้อและจัดสรรงานให้กับพันธมิตรผู้ผลิตชิ้นส่วน CNC ที่มีความเชี่ยวชาญสูง โดยชิ้นส่วนไทเทเนียมที่ผ่านการกลึงจะถูกส่งไปยังผู้ผลิตที่มีความชำนาญเฉพาะด้านไทเทเนียม ในขณะที่ชิ้นส่วนอลูมิเนียมที่ซับซ้อนซึ่งต้องใช้เครื่องจักร 5 แกน จะถูกส่งไปยังโรงงานที่มีความเชี่ยวชาญเฉพาะด้านนั้นอย่างแท้จริง ผลลัพธ์ที่ได้คือ คุณภาพที่สม่ำเสมอ ราคาที่แข่งขันได้ และการเข้าถึงศักยภาพในการผลิตที่อาจไม่มีอยู่ในพื้นที่ของคุณ
สำหรับนักพัฒนาผลิตภัณฑ์ สิ่งนี้หมายความว่าสามารถมุ่งเน้นไปที่งานออกแบบได้มากขึ้น แทนที่จะใช้เวลาหลายชั่วโมงในการจัดเตรียมชุดข้อมูล ติดต่อผู้ผลิตผ่านอีเมล และรอคำตอบเป็นวันๆ กระบวนการที่น่าเบื่อหน่ายในการเปรียบเทียบใบเสนอราคาเพื่อประเมินระยะเวลาจัดส่งและต้นทุน จึงลดลงเหลือเพียงไม่กี่นาที แทนที่จะใช้เวลาหลายสัปดาห์
ทำความเข้าใจเกี่ยวกับการกลึง CNC การหมุน CNC และการกลึงแบบหลายแกน
คุณได้อัปโหลดไฟล์ CAD ของคุณแล้วและได้รับใบเสนอราคาทันที — แต่คุณจะรู้ได้อย่างไรว่ากระบวนการกลึงแบบใดเหมาะสมกับชิ้นส่วนของคุณ? การเข้าใจความแตกต่างระหว่างการกลึง CNC การหมุน CNC และวิธีการพิเศษ เช่น EDM จะช่วยให้คุณตัดสินใจอย่างชาญฉลาดยิ่งขึ้นเกี่ยวกับต้นทุน เวลาในการผลิต และคุณภาพของชิ้นส่วน มาดูรายละเอียดของแต่ละกระบวนการกันอย่างเข้าใจง่าย
การกลึง CNC อธิบายอย่างง่ายๆ
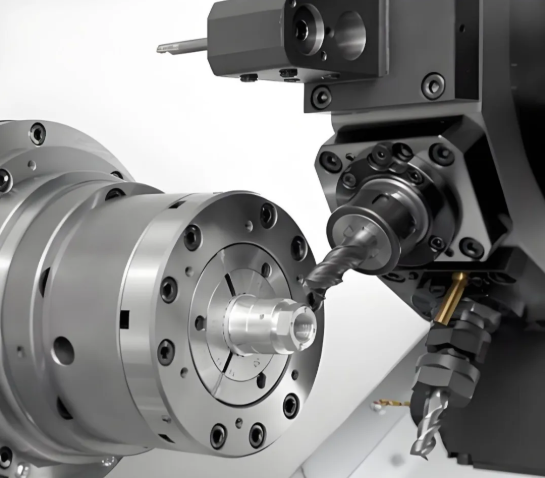
จินตนาการถึงเครื่องมือตัดที่หมุนรอบ การเคลื่อนที่ผ่านชิ้นงานที่อยู่นิ่ง โดยกัดวัสดุออกทีละชั้น นี่คือหลักการทำงานของเครื่องกัด CNC แบบย่อๆ เครื่องตัด CNC ใช้เครื่องมือแบบหลายจุดสัมผัส เช่น เครื่องมือกัดปลาย (end mills), เครื่องมือกัดหน้า (face mills) หรือเครื่องมือกัดหัวกลม (ball-nose cutters) เพื่อสร้างพื้นผิวเรียบ ร่องเว้า (pockets) ร่องลึก (slots) และรูปทรงสามมิติที่ซับซ้อน
สิ่งที่ทำให้การกัดมีความหลากหลายมากคือความสามารถในการเคลื่อนที่ได้ตามแกนต่างๆ หลายแกน ด้านล่างนี้คือระดับความสามารถของแต่ละประเภท:
- การกัดแบบ 3 แกน: เครื่องมือเคลื่อนที่ตามแกน X (ซ้าย-ขวา), แกน Y (หน้า-หลัง) และแกน Z (ขึ้น-ลง) เหมาะอย่างยิ่งสำหรับชิ้นงานที่มีรูปทรงเรขาคณิตง่ายๆ เช่น โครงยึด ฝาครอบ และแผ่นเรียบ ตามข้อมูลจาก Xometry เครื่องจักรประเภทนี้มีต้นทุนต่ำและต้องการการฝึกอบรมน้อยมาก จึงเหมาะสำหรับการผลิตชิ้นส่วนที่ไม่ซับซ้อน
- การกัด 4 แกน: เพิ่มการหมุนรอบแกนหนึ่งแกน ทำให้สามารถขึ้นรูปฟีเจอร์ต่างๆ บนด้านต่างๆ ของชิ้นงานได้โดยไม่จำเป็นต้องปรับตำแหน่งชิ้นงานด้วยตนเอง
- บริการเครื่องจักร CNC แบบ 5 แกน: เครื่องมือสามารถเข้าใกล้ชิ้นส่วนของคุณจากมุมใดก็ได้เกือบทั้งหมด ทำให้สามารถขึ้นรูปผิวโค้งซับซ้อน ผิวเว้า (undercuts) และผิวที่ขึ้นรูปอย่างเรียบเนียนในครั้งเดียวโดยไม่ต้องเปลี่ยนการจัดวางชิ้นงาน ซึ่งเครื่องจักรประเภทนี้มีประสิทธิภาพโดดเด่นในการผลิตชิ้นส่วนสำหรับอุตสาหกรรมการบินและอวกาศ ชิ้นส่วนทางการแพทย์ที่ฝังในร่างกาย และโพรงแม่พิมพ์
ข้อแลกเปลี่ยนที่ต้องพิจารณา? จำนวนแกนเพิ่มขึ้นหมายถึงต้นทุนเครื่องจักรสูงขึ้น และความซับซ้อนในการเขียนโปรแกรมมากขึ้น เครื่องจักรแบบ 3 แกนอาจมีราคาอยู่ระหว่าง 25,000–50,000 ดอลลาร์สหรัฐฯ ขณะที่เครื่องจักรแบบ 5 แกนมีราคาตั้งแต่ 80,000 ดอลลาร์สหรัฐฯ ไปจนถึงมากกว่า 500,000 ดอลลาร์สหรัฐฯ อย่างไรก็ตาม สำหรับชิ้นส่วนที่มีความซับซ้อน การกลึงแบบ 5 แกนมักช่วยลดต้นทุนรวมลงได้ เนื่องจากไม่จำเป็นต้องจัดวางชิ้นงานหลายครั้ง และยังเพิ่มความแม่นยำในการผลิต
การใช้งานที่เหมาะสมที่สุดสำหรับชิ้นส่วนที่ผลิตด้วยเครื่อง CNC Milling:
- โครงหุ้มและเคสที่มีร่องลึก (pockets) และลักษณะการยึดติด
- แผ่นยึดและชิ้นส่วนโครงสร้างที่มีรูเจาะบนหลายด้าน
- โพรงแม่พิมพ์ที่ต้องการผิวเรียบและมีรูปทรงโค้งอย่างต่อเนื่อง
- ชิ้นส่วนต้นแบบที่มีเรขาคณิตสามมิติซับซ้อน
เมื่อการกลึงมีข้อได้เปรียบเหนือการกัด
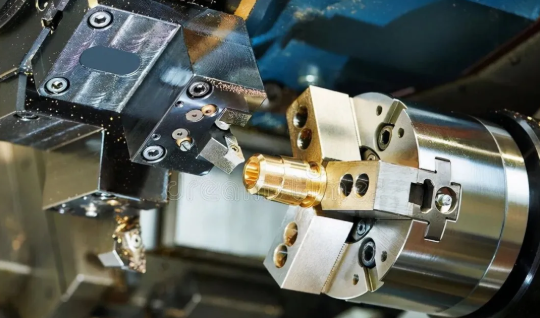
ตอนนี้ลองจินตนาการในทางกลับกัน: ชิ้นงานของคุณหมุนอย่างรวดเร็ว ขณะที่เครื่องมือตัดแบบคงที่ขึ้นรูปผิวของมัน นี่คือการกลึงด้วยเครื่อง CNC และเป็นวิธีที่เร็วที่สุดในการผลิตชิ้นส่วนทรงกระบอกหรือทรงกรวย เช่น เพลา หมุด ปลอก และชิ้นส่วนที่มีเกลียว
บริการกลึงด้วยเครื่อง CNC ใช้เครื่องกลึงที่ติดตั้งเครื่องมือตัดแบบจุดเดียว ซึ่งเคลื่อนที่ตามแกน X และ Z เนื่องจากชิ้นงานหมุนอย่างต่อเนื่อง การกลึงจึงให้ความแม่นยำสูงในการรักษาความกลมและความสมมาตรเชิงศูนย์กลาง — ซึ่งเป็นสิ่งสำคัญสำหรับชิ้นส่วนที่ต้องประกอบเข้ากับชิ้นส่วนอื่นได้อย่างพอดีเป๊ะ
เหตุใดจึงควรเลือกใช้บริการกลึงด้วยเครื่อง CNC?
- ความเร็ว: เส้นทางการเคลื่อนที่ของเครื่องมือตัดที่เรียบง่ายและการตัดอย่างต่อเนื่อง ทำให้การกลึงเร็วกว่าการกัด (milling) สำหรับชิ้นส่วนทรงกลม
- ความคุ้มทุน: เครื่องมือตัดแบบจุดเดียวมีราคาไม่สูง และเครื่องป้อนแท่งโลหะ (bar feeders) ช่วยให้สามารถผลิตจำนวนมากได้โดยต้องอาศัยการควบคุมจากผู้ปฏิบัติงานน้อยมาก
- ความแม่นยํา: ค่าความคลาดเคลื่อนมาตรฐานอยู่ที่ ±0.002 นิ้ว โดยสามารถบรรลุค่าความคลาดเคลื่อน ±0.001 นิ้ว ได้บนอุปกรณ์ที่ปรับเทียบอย่างถูกต้อง
ศูนย์กลึง CNC แบบทันสมัยมักมีระบบเครื่องมือตัดแบบหมุนได้ (live tooling) ซึ่งเป็นเครื่องมือตัดที่สามารถหมุนได้และติดตั้งอยู่บนหัวกัดแบบหมุน (turret) ทำให้สามารถดำเนินการตัดด้วย CNC เช่น การเจาะรูขวางหรือการกัดพื้นผิวเรียบโดยไม่จำเป็นต้องย้ายชิ้นงานไปยังเครื่องจักรอีกเครื่องหนึ่ง ความสามารถแบบผสมผสานนี้ช่วยเชื่อมช่องว่างระหว่างการกลึงแบบบริสุทธิ์กับการกัด
การประยุกต์ใช้ที่เหมาะสมสำหรับชิ้นส่วนที่ผ่านกระบวนการกลึง:
- เพลา แกน และลูกกลิ้ง
- ตัวยึดและข้อต่อที่มีเกลียว
- ปลอกรอง (bushings), แผ่นเว้นระยะ (spacers), และปลอกหุ้ม (sleeves)
- ชิ้นส่วนใดๆ ที่มีความสมมาตรแบบหมุนรอบ
EDM สำหรับการใช้งานเฉพาะทาง
เมื่อการตัดด้วย CNC แบบทั่วไปไม่สามารถทำได้—เช่น คุณต้องการมุมภายในที่คมมากเป็นพิเศษ หรือต้องทำการกลึงเหล็กกล้าเครื่องมือที่ผ่านการชุบแข็งแล้ว—นั่นคือจุดที่กระบวนการ Electrical Discharge Machining (EDM) เข้ามามีบทบาท
EDM ขจัดวัสดุโดยใช้ประกายไฟฟ้า (electrical sparks) ที่เกิดขึ้นระหว่างขั้วไฟฟ้า (electrode) กับชิ้นงานที่นำไฟฟ้าของคุณ ซึ่งทั้งสองชิ้นนี้จุ่มอยู่ในของเหลวฉนวน (dielectric fluid) โดยไม่มีแรงตัดเชิงกลใดๆ ดังนั้นจึงสามารถกลึงวัสดุที่แข็งมากเป็นพิเศษ หรือชิ้นส่วนที่ละเอียดอ่อนซึ่งอาจหักหรือเสียหายหากใช้เครื่องมือแบบดั้งเดิม
การประยุกต์ใช้ EDM ที่พบบ่อย:
- การตัดด้วยลวดไฟฟ้า (Wire EDM) สำหรับชิ้นส่วนที่มีรูปทรงซับซ้อนและส่วนประกอบของแม่พิมพ์ที่ต้องการความแม่นยำสูง
- การกัดด้วยอิเล็กโทรดจม (Sinker EDM) สำหรับโพรงแม่พิมพ์ที่มีความซับซ้อน
- การเจาะรูขนาดเล็กด้วย EDM (Small-hole EDM) สำหรับช่องระบายความร้อนในชิ้นส่วนอวกาศ
EDM มีความเร็วช้ากว่าและมีค่าใช้จ่ายสูงกว่าการกัด (milling) หรือการกลึง (turning) ดังนั้นจึงมักถูกใช้เฉพาะในงานเฉพาะทาง แทนที่จะใช้ในการผลิตทั่วไป
การเลือกกระบวนการที่เหมาะสมสำหรับโครงการของคุณ
นี่คือกรอบการตัดสินใจอย่างรวดเร็ว: หากชิ้นส่วนของคุณมีลักษณะเป็นทรงกลมเป็นหลัก หรือสมมาตรรอบแกนกลาง ให้เริ่มต้นด้วยการกลึง (turning) หากต้องการผิวเรียบ ร่องลึก หรือการขึ้นรูปหลายด้าน การกัด (milling) จะเป็นคำตอบของคุณ ต้องการทั้งสองแบบหรือไม่? แพลตฟอร์มออนไลน์หลายแห่งจะส่งงานของคุณไปยังศูนย์รวมการกัด-กลึง (mill-turn centers) ซึ่งสามารถดำเนินทั้งสองกระบวนการนี้ในหนึ่งการตั้งค่าเดียว
รูปร่างเรขาคณิตของชิ้นส่วนคุณคือปัจจัยหลักที่กำหนดการเลือกวิธีการผลิต — และการเข้าใจหลักการพื้นฐานเหล่านี้จะช่วยให้คุณสื่อสารกับพันธมิตรด้านการผลิตได้อย่างมีประสิทธิภาพมากยิ่งขึ้น ขณะเดียวกันก็ช่วยเพิ่มประสิทธิภาพด้านต้นทุนและระยะเวลาการผลิต
คู่มือการเลือกวัสดุสำหรับชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC
คุณได้ระบุกระบวนการกัดที่เหมาะสมสำหรับรูปทรงเรขาคณิตของชิ้นส่วนแล้ว — แต่ส่วนวัสดุล่ะ? การตัดสินใจในข้อนี้มักเป็นตัวกำหนดว่าชิ้นส่วนของคุณจะทำงานได้อย่างสมบูรณ์แบบ หรือล้มเหลวในสนามจริง การเลือกวัสดุที่ไม่เหมาะสมอาจส่งผลให้เกิดการสึกหรอของเครื่องมืออย่างรุนแรง ความไม่เสถียรของขนาด หรือความล้มเหลวของชิ้นส่วนก่อนเวลาอันควร ทางเลือกที่เหมาะสมจะต้องพิจารณาสมดุลระหว่างข้อกำหนดเชิงกล ปัจจัยด้านสิ่งแวดล้อม ความสามารถในการกัด และงบประมาณ
ต่างจากรายการวัสดุทั่วไปที่คุณอาจพบเจอที่อื่น สร้างกรอบการตัดสินใจ ที่ช่วยให้คุณประเมินตัวเลือกต่าง ๆ ตามความต้องการเฉพาะของโครงการคุณ
โลหะที่เหมาะสำหรับการกลึงมากที่สุด
เมื่อพูดถึงการกัดอลูมิเนียม วัสดุชนิดใดก็ตามที่ให้ทั้งความสามารถในการกัดที่ยอดเยี่ยม อัตราส่วนความแข็งแรงต่อน้ำหนักที่ดี และประสิทธิภาพด้านต้นทุนนั้นมีจำนวนน้อยมาก นี่จึงเป็นเหตุผลที่โลหะผสมอลูมิเนียมครองส่วนแบ่งการผลิตด้วยเครื่องจักร CNC อย่างกว้างขวางในหลายอุตสาหกรรม ตั้งแต่อวกาศไปจนถึงอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค
แต่อลูมิเนียมไม่ใช่ตัวเลือกเดียวของคุณ นี่คือการเปรียบเทียบโลหะทั่วไปแต่ละชนิด เมื่อคุณกำลังประเมินบริการกัด CNC ออนไลน์:
| วัสดุ | คุณสมบัติหลัก | ค่าความสามารถในการกลึง | การใช้งานทั่วไป | ราคาสัมพัทธ์ |
|---|---|---|---|---|
| อลูมิเนียม 6061 | มีความแข็งแรงดี ต้านทานการกัดกร่อนได้เยี่ยม สามารถเชื่อมได้ | ดีเลิศ (90%) | ชิ้นส่วนโครงสร้าง โครงถัก อุปกรณ์ยึดตรึง และชิ้นส่วนทั่วไป | ต่ำ ($) |
| อลูมิเนียม 7075 | มีความแข็งแรงสูง ต้านทานการเหนื่อยล้าได้ดี แต่มีความต้านทานการกัดกร่อนน้อยกว่าอลูมิเนียมเกรด 6061 | ดี (70%) | โครงสร้างอากาศยาน ชิ้นส่วนที่รับแรงเครียดสูง อุปกรณ์กีฬา | ปานกลาง ($$) |
| เหล็กไร้ขัด 304 | มีความต้านทานการกัดกร่อนยอดเยี่ยม ความแข็งแรงดี และไม่เป็นแม่เหล็ก | ปานกลาง (45%) | อุปกรณ์สำหรับอาหาร, อุปกรณ์ทางการแพทย์, การใช้งานในทะเล | ปานกลาง ($$) |
| สแตนเลส 316 | มีความต้านทานการกัดกร่อนยอดเยี่ยม โดยเฉพาะต่อสารคลอไรด์ | ปานกลาง (40%) | อุตสาหกรรมการแปรรูปสารเคมี อุปกรณ์สำหรับเรือ อุปกรณ์ผ่าตัด | กลาง-สูง ($$$) |
| ทองเหลือง | สามารถขึ้นรูปได้ดีเยี่ยม มีความต้านทานการกัดกร่อนดี และให้ผิวตกแต่งสวยงาม | ยอดเยี่ยม (100%) | ข้อต่อ วาล์ว ขั้วต่อไฟฟ้า และอุปกรณ์ตกแต่ง | ปานกลาง ($$) |
| ทองแดง | มีความต้านทานการสึกหรอได้ดีเยี่ยม มีแรงเสียดทานต่ำ และมีความต้านทานการกัดกร่อนดี | ดี (65%) | ตลับลูกปืน ปลอกรองรับ อุปกรณ์สำหรับเรือ และเกียร์ | กลาง-สูง ($$$) |
| ไทเทเนียม เกรด 5 | มีความแข็งแรงต่อน้ำหนักสูงมาก ปลอดภัยต่อร่างกาย และทนต่อการกัดกร่อน | แย่ (22%) | อวกาศ ปลูกถ่ายอวัยวะเทียมทางการแพทย์ และยานยนต์สมรรถนะสูง | สูง ($$$$) |
โปรดทราบว่าค่าความสามารถในการขึ้นรูปโดยเครื่องจักรมีผลโดยตรงต่อต้นทุนการผลิตของท่าน ทองเหลืองสามารถขึ้นรูปได้ง่ายมาก—แท้จริงแล้วเป็นมาตรฐานอ้างอิง (100%) ที่ใช้เปรียบเทียบกับวัสดุอื่นๆ การขึ้นรูปบรอนซ์จำเป็นต้องระมัดระวังมากขึ้นเนื่องจากความแข็งของวัสดุ แต่ชิ้นส่วนบรอนซ์ที่ผลิตด้วยเครื่อง CNC ให้คุณสมบัติในการต้านทานการสึกหรอที่โดดเด่นสำหรับการใช้งานในตลับลูกปืนและปลอกรองรับ ส่วนไทเทเนียม แม้จะมีคุณสมบัติด้านประสิทธิภาพที่เหนือชั้นไม่มีใครเทียบได้ แต่ก็ต้องใช้เครื่องมือพิเศษ อัตราป้อนที่ช้าลง และเวลาในการกลึงที่นานขึ้น ซึ่งทั้งหมดนี้ส่งผลให้ราคาเสนอสูงขึ้น
การเลือกระหว่างอลูมิเนียม สเตนเลส และโลหะผสมพิเศษ
ฟังดูซับซ้อนใช่ไหม? นี่คือกรอบการทำงานเชิงปฏิบัติที่อิงตามแนวทางการเลือกวัสดุของ HPPI:
ขั้นตอนที่ 1: กำหนดความต้องการเชิงหน้าที่ของชิ้นส่วน ชิ้นส่วนนั้นจะต้องรับแรงใดบ้าง? จำเป็นต้องนำไฟฟ้าหรือไม่? จะสัมผัสกับสารกัดกร่อนหรืออุณหภูมิสุดขั้วหรือไม่?
ขั้นตอนที่ 2: พิจารณาสภาพแวดล้อมในการใช้งาน ชิ้นส่วนที่ออกแบบสำหรับใช้งานในน้ำเค็มจำเป็นต้องมีการป้องกันการกัดกร่อนที่แตกต่างจากชิ้นส่วนที่วางอยู่ภายในตู้ควบคุมอุณหภูมิ
ขั้นตอนที่ 3: ประเมินความสามารถในการกลึงเทียบกับงบประมาณของคุณ บางครั้งวัสดุที่กลึงได้ง่ายกว่าแต่มีสมรรถนะต่ำลงเล็กน้อยอาจให้คุณค่าโดยรวมที่ดีกว่า เมื่อพิจารณาถึงการสึกหรอของเครื่องมือที่ลดลงและเวลาไซเคิลที่เร็วขึ้น
สำหรับการใช้งานที่ไวต่อน้ำหนัก เช่น ชิ้นส่วนอากาศยาน อลูมิเนียมเกรด 7075 มักเป็นตัวเลือกที่เหนือกว่าแม้จะมีราคาแพงกว่าเกรด 6061 — เนื่องจากอัตราส่วนความแข็งแรงต่อน้ำหนักที่เหนือกว่าอย่างชัดเจนจึงคุ้มค่ากับราคาที่สูงกว่า
พลาสติกวิศวกรรม: เมื่อโลหะไม่ใช่ทางเลือกที่ดีที่สุด
โลหะไม่ใช่ทางเลือกที่เหมาะสมเสมอไป วัสดุพลาสติกวิศวกรรม เช่น เดลริน (Delrin) และไนลอน (Nylon) ให้ข้อได้เปรียบที่น่าสนใจสำหรับการใช้งานที่เหมาะสม — น้ำหนักเบา ต้นทุนต่ำกว่า ลื่นตามธรรมชาติ และทนต่อสารเคมีได้ดีเยี่ยม
แต่การเลือกระหว่างพลาสติกยอดนิยมสองชนิดนี้ จำเป็นต้องเข้าใจลักษณะเฉพาะที่แตกต่างกันของแต่ละชนิด ตามการเปรียบเทียบของ Penta Precision ความแตกต่างเหล่านี้แสดงผลชัดเจนในการใช้งานจริง:
| คุณสมบัติ | เดลริน (อะเซทัล/พีโอเอ็ม) | ไนลอน (PA6/PA66) |
|---|---|---|
| การดูดซับความชื้น | ต่ำมาก (0.2%) | สูง (2.5–3%) |
| เสถียรภาพทางมิติ | ยอดเยี่ยม | ปานกลาง (บวมเมื่อสัมผัสกับความชื้น) |
| ความต้านทานต่อความร้อน | 100–110°C แบบต่อเนื่อง | 120–130°C (เกรดที่เสริมด้วยไฟเบอร์แก้ว) |
| ความต้านทานต่อแรงกระแทก | ดี | ยอดเยี่ยม |
| ความสามารถในการกลึง | ดีเยี่ยม — ตัดได้สะอาด ผิวเรียบเนียน | ปานกลาง — มีแนวโน้มเกิดขนฟูและบิดเบี้ยว |
| ราคาสัมพัทธ์ | สูงกว่า 10–30% | ต้นทุนวัสดุต่ำลง |
วัสดุเดลริน (Delrin) มีข้อได้เปรียบอย่างมากในงานที่ต้องการความแม่นยำสูงและทนต่อความชื้น วัสดุนี้สามารถขึ้นรูปได้อย่างสะอาดด้วยขอบคมและผิวเรียบเนียนโดยตรงจากเครื่องจักร—จึงต้องการการตกแต่งหลังการผลิตเพียงเล็กน้อยหรือไม่จำเป็นเลย ตัวอย่างเช่น ฟันเฟืองความแม่นยำสูง ชิ้นส่วนวาล์ว และชุดประกอบที่ต้องการความคงตัวของมิติอย่างเข้มงวด
ไนลอน (Nylon) สำหรับการขึ้นรูปด้วยเครื่องจักรเป็นทางเลือกที่เหมาะสมเมื่อคุณต้องการความต้านทานแรงกระแทกที่เหนือกว่า หรือทนความร้อนได้สูงกว่า โดยมักใช้เป็นวัสดุหลักสำหรับชิ้นส่วนที่ต้องรับภาระหนัก เช่น ชิ้นส่วนแบบไดนามิก ชิ้นส่วนที่ใช้ในห้องเครื่องยนต์ หรือสถานการณ์ที่ต้องการความยืดหยุ่นภายใต้แรงโหลดจริงๆ อย่างไรก็ตาม โปรดทราบว่าไนลอนมีคุณสมบัติดูดซับความชื้น ดังนั้นชิ้นส่วนอาจบวมขึ้น 2–3% ในสภาพแวดล้อมที่มีความชื้นสูง ซึ่งอาจส่งผลต่อความพอดีที่สำคัญ
โลหะเทียบกับพลาสติก: คู่มือการตัดสินใจอย่างรวดเร็ว
คุณควรเลือกใช้พลาสติกเดลรินแทนอลูมิเนียมเมื่อใด? พิจารณาสถานการณ์เหล่านี้:
- เลือกใช้พลาสติกวิศวกรรมเมื่อ: คุณต้องการลดน้ำหนัก ความลื่นตามธรรมชาติ ฉนวนกันไฟฟ้า หรือความต้านทานทางเคมีต่อสารที่กัดกร่อนโลหะ
- เลือกใช้โลหะเมื่อ: ความแข็งแรงเชิงโครงสร้างมีความสำคัญสูงสุด อุณหภูมิในการทำงานสูงกว่า 150°C หรือชิ้นส่วนต้องรับภาระเชิงกลที่สูง
- พิจารณาสิ่งแวดล้อม: พลาสติกโดยทั่วไปมีความต้านทานต่อการกัดกร่อนได้ดีกว่าโลหะส่วนใหญ่ แต่การสัมผัสกับรังสี UV และสารเคมีบางชนิดอาจทำให้สมบัติของพอลิเมอร์เสื่อมลงตามระยะเวลา
ข้อจำกัดด้านงบประมาณมักมีผลต่อการตัดสินใจเช่นกัน ตัวอย่างเช่น พลาสติกเดลรินมักมีราคาสูงกว่าอลูมิเนียมต่อกิโลกรัม แต่ความหนาแน่นที่ต่ำกว่าหมายความว่าคุณจะได้จำนวนชิ้นส่วนมากขึ้นต่อปอนด์ของวัสดุ — และความสามารถในการกลึงที่ยอดเยี่ยมช่วยลดเวลาการผลิต
วัสดุที่คุณเลือกจะส่งผลกระทบต่อทุกด้านของโครงการคุณ ตั้งแต่การเสนอราคาเบื้องต้นจนถึงสมรรถนะระยะยาวของชิ้นส่วน การเข้าใจข้อแลกเปลี่ยนเหล่านี้ก่อนที่คุณจะอัปโหลดไฟล์ CAD จะช่วยให้มั่นใจว่าชิ้นส่วนของคุณสอดคล้องกับข้อกำหนดโดยไม่เกินงบประมาณ
วิธีระบุสิ่งที่คุณต้องการจริง ๆ
คุณได้เลือกวัสดุที่ต้องการและเลือกกระบวนการกลึงที่เหมาะสมแล้ว—ตอนนี้ถึงขั้นตอนที่กำหนดค่าความคลาดเคลื่อน (tolerances) ซึ่งอาจเป็นปัจจัยสำคัญที่ทำให้งบประมาณของคุณสำเร็จหรือล้มเหลว ปัญหาคือ วิศวกรจำนวนมากมักเลือกกำหนดค่าความคลาดเคลื่อนที่แคบที่สุดเท่าที่จะทำได้ โดยเข้าใจผิดว่าจะรับประกันคุณภาพเสมอ แต่ในความเป็นจริง การระบุค่าความคลาดเคลื่อนที่แคบเกินความจำเป็นอาจทำให้ต้นทุนชิ้นส่วนเพิ่มขึ้นสองถึงสามเท่าโดยไม่ส่งผลดีต่อประสิทธิภาพการใช้งานแต่อย่างใด
แล้วค่าความคลาดเคลื่อนที่เหมาะสมสำหรับรูเกลียว ฟีเจอร์ที่กัดด้วยเครื่องมิลลิ่ง หรือเส้นผ่านศูนย์กลางที่กลึงด้วยเครื่องกลึงคือเท่าใด? ที่สำคัญกว่านั้น ค่าความคลาดเคลื่อนที่แคบกว่าปกติจะมีความจำเป็นจริงๆ เมื่อใด? มาตัดผ่านศัพท์เทคนิคที่ซับซ้อนกันเถอะ และนำเสนอกรอบแนวคิดเชิงปฏิบัติสำหรับการระบุค่าความคลาดเคลื่อนที่แม่นยำตรงตามความต้องการของชิ้นส่วนที่ผ่านการกลึง—ไม่มากเกินไป และไม่น้อยเกินไป
อธิบายความแตกต่างระหว่างความคลาดเคลื่อนมาตรฐานกับความคลาดเคลื่อนแบบความแม่นยำสูง
ค่าความคลาดเคลื่อน (Tolerance) หมายถึง ช่วงความแปรผันที่ยอมรับได้ของมิติหนึ่งๆ ตัวอย่างเช่น เมื่อคุณระบุขนาดเส้นผ่านศูนย์กลางของรูว่าเท่ากับ 0.500 นิ้ว ± 0.005 นิ้ว คุณกำลังแจ้งผู้ผลิตว่า ขนาดใดก็ตามที่อยู่ระหว่าง 0.495 นิ้ว ถึง 0.505 นิ้ว จะสามารถใช้งานได้ตามวัตถุประสงค์ของคุณ
ตามแนวทางการกำหนดค่าความคลาดเคลื่อนของ Xometry ค่าความคลาดเคลื่อนมาตรฐานสำหรับงานกลึง CNC แบบความแม่นยำสูงแบ่งออกได้ดังนี้:
- ชิ้นส่วนโลหะ: ±0.005 นิ้ว (±0.127 มม.) คือความคลาดเคลื่อนมาตรฐานที่กำหนดไว้เริ่มต้น
- ชิ้นส่วนพลาสติก: ±0.010 นิ้ว (±0.254 มม.) เนื่องจากความยืดหยุ่นของวัสดุระหว่างการตัด
เพื่อให้เข้าใจบริบท กระดาษหนึ่งแผ่นมีความหนาประมาณ 0.003 นิ้ว ความคลาดเคลื่อนมาตรฐานนั้นใช้งานได้ดีเยี่ยมสำหรับการใช้งานส่วนใหญ่ เช่น โครงยึด ฝาครอบ ฝาปิด และชิ้นส่วนกลไกทั่วไป ซึ่งไม่จำเป็นต้องมีความแม่นยำสูงในการประกอบ
แต่จะเกิดอะไรขึ้นหากคุณต้องการบริการเครื่องจักรกลแบบแม่นยำที่มีข้อกำหนดที่เข้มงวดยิ่งขึ้น? นี่คือจุดที่ต้นทุนเริ่มเพิ่มสูงขึ้น:
| หมวดความคลาดเคลื่อน | ช่วงค่าปกติ | ตัวคูณต้นทุน | ข้อกำหนดเพิ่มเติม |
|---|---|---|---|
| มาตรฐาน | ±0.005 นิ้ว (±0.127 มม.) | 1x (พื้นฐาน) | อุปกรณ์มาตรฐาน การตรวจสอบแบบสุ่ม |
| ความแม่นยำ | ±0.001" (±0.025 มม.) | 3-5 เท่า | เครื่องมือพิเศษ การควบคุมสภาพแวดล้อม และการตรวจสอบอย่างละเอียด |
| ความแม่นยำสูงพิเศษ | ±0.0004 นิ้ว (±0.010 มม.) | 8–15 เท่า | อุปกรณ์เฉพาะทาง การตรวจสอบร้อยเปอร์เซ็นต์ และกระบวนการผ่อนคลายแรงดันภายใน |
สังเกตความสัมพันธ์นี้หรือไม่? ตาม งานวิจัย DFM ของ Modus Advanced แล้ว ความคลาดเคลื่อนที่แคบลงเกิน ±0.005 นิ้วจะทำให้ต้นทุนเพิ่มขึ้นแบบทวีคูณ — ไม่ใช่แบบเชิงเส้น การเปลี่ยนจากความคลาดเคลื่อนมาตรฐานไปเป็นความคลาดเคลื่อนแบบแม่นยำอาจทำให้ต้นทุนชิ้นส่วนเพิ่มขึ้นสามถึงสิบเท่า ขึ้นอยู่กับรูปทรงเรขาคณิตและขนาด
เมื่อความคลาดเคลื่อนที่แคบจริงๆ มีความสำคัญ
นี่คือคำถามที่คู่มือความคลาดเคลื่อนส่วนใหญ่มักหลีกเลี่ยง: เมื่อใดที่คุณจำเป็นต้องใช้บริการเครื่องจักรกลซีเอ็นซีแบบแม่นยำจริง ๆ แทนที่จะใช้ข้อกำหนดมาตรฐาน?
การกำหนดค่าความคลาดเคลื่อนที่แคบลงนั้นเหมาะสมเมื่อ:
- ชิ้นส่วนที่ต้องประกอบกันต้องมีระยะว่างน้อยที่สุด (การประกอบแบบแรงดัน การเจาะรูสำหรับแบริ่ง)
- พื้นผิวที่ใช้ในการปิดผนึกต้องสัมผัสกันอย่างสม่ำเสมอ (ร่องสำหรับโอริง พื้นผิวสำหรับซีลแบบจอยน์ท์)
- องค์ประกอบที่หมุนหรือเลื่อนต้องมีการจัดแนวที่แม่นยำ (เพลา ลูกสูบ ก้านวาล์ว)
- การประกอบชิ้นส่วนทางแสงหรืออิเล็กทรอนิกส์ต้องการการจัดตำแหน่งที่แม่นยำ
ค่าความคลาดเคลื่อนมาตรฐานใช้ได้ดีสำหรับ:
- รูสำหรับยึดด้วยสกรูที่ต้องมีระยะว่าง
- ขนาดภายนอกที่ไม่มีความสำคัญเชิงหน้าที่
- พื้นผิวที่จะผ่านกระบวนการตกแต่งเพิ่มเติมในขั้นตอนถัดไป
- ลักษณะของชิ้นส่วนที่ไม่มีผลต่อการประกอบหรือการใช้งาน
พิจารณาคุณลักษณะที่มีเกลียวเป็นตัวอย่างที่ใช้งานได้จริง ตัวอย่างเช่น สำหรับเกลียวแบบ 3/8 NPT ขนาดเส้นผ่านศูนย์กลางใหญ่ (major diameter) คือ 0.675 นิ้ว ซึ่งมีค่าความคลาดเคลื่อนที่กำหนดไว้มาตรฐานแล้วในข้อกำหนดของเกลียวเอง ในทำนองเดียวกัน รูที่มีขนาด 1¼ NPT ก็สอดคล้องกับมาตรฐานที่กำหนดไว้แล้ว — คุณจึงไม่จำเป็นต้องระบุค่าความคลาดเคลื่อนให้เข้มงวดเกินไปสำหรับคุณลักษณะเหล่านี้ เนื่องจากการตัดเกลียวจะควบคุมมิติที่สำคัญโดยธรรมชาติอยู่แล้ว
การออกแบบเพื่อการผลิต: การหลีกเลี่ยงข้อผิดพลาดที่ส่งผลต้นทุนสูง
ตามผลการวิจัยของ Modus Advanced ต้นทุนการผลิตประมาณ 70% ถูกกำหนดขึ้นในระยะการออกแบบ นั่นหมายความว่า การตัดสินใจเรื่องค่าความคลาดเคลื่อนที่คุณระบุไว้บนแบบแปลนจะส่งผลกระทบต่อต้นทุนมากกว่าปัจจัยใดๆ ที่เกิดขึ้นบนพื้นโรงงานเสียอีก
หลักการปฏิบัติเพื่อปรับแต่งข้อกำหนดของคุณให้เหมาะสม:
- ใช้ค่าความคลาดเคลื่อนที่เข้มงวดเฉพาะกับคุณลักษณะที่สำคัญเท่านั้น หากมิติหนึ่งๆ ไม่มีผลต่อการประกอบ การรูปร่าง หรือการใช้งาน ให้คงค่าความคลาดเคลื่อนไว้ที่ระดับมาตรฐาน
- พิจารณาพฤติกรรมของวัสดุ วัสดุที่นุ่มกว่า เช่น ไนลอน หรือ HDPE จะยืดหยุ่นขณะตัด ทำให้ยากต่อการรักษาความแม่นยำตามค่าความคลาดเคลื่อนที่กำหนดไว้อย่างเข้มงวด
- พิจารณาเรื่องการตรวจสอบ ลักษณะของชิ้นส่วนที่ยากต่อการกลึงก็จะยากต่อการวัดเช่นกัน ค่าความคลาดเคลื่อนที่ซับซ้อนอาจจำเป็นต้องใช้อุปกรณ์ตรวจสอบเฉพาะทาง ซึ่งจะเพิ่มต้นทุน
- ระวังการเปลี่ยนแปลงในขั้นตอนการผลิต การระบุค่าความคลาดเคลื่อนของรูเจาะที่ ±0.001 นิ้ว ซึ่งโดยทั่วไปสามารถกลึงได้ที่ ±0.005 นิ้ว อาจบังคับให้ผู้ผลิตต้องใช้เครื่องกลึงแทนเครื่องมิลลิ่ง — ส่งผลให้เกิดค่าใช้จ่ายในการตั้งค่าเครื่องและเวลาการผลิตที่ยาวนานขึ้น
วิธีที่ดีที่สุดในการระบุค่าความคลาดเคลื่อนคือ การระบุค่าความคลาดเคลื่อนที่เข้มงวดและ/หรือค่าความคลาดเคลื่อนเชิงเรขาคณิตเฉพาะในบริเวณที่สำคัญเท่านั้น เมื่อจำเป็นต้องปฏิบัติตามเกณฑ์การออกแบบ
เมื่อคุณอัปโหลดแบบชิ้นส่วนของคุณไปยังบริการกลึง CNC ออนไลน์ อัลกอริทึมการเสนอราคาจะประเมินค่าความคลาดเคลื่อนทุกค่าที่ระบุไว้ การผ่อนคลายข้อกำหนดที่ไม่สำคัญจาก ±0.001 นิ้ว เป็น ±0.005 นิ้ว อาจลดราคาเสนอของคุณลงได้ถึง 30% หรือมากกว่า — โดยไม่มีผลกระทบต่อประสิทธิภาพการทำงานของชิ้นส่วนแต่อย่างใด
การเข้าใจปัจจัยที่ส่งผลต่อต้นทุนการกลึงช่วยให้คุณควบคุมสมดุลระหว่างความแม่นยำกับงบประมาณได้อย่างมีประสิทธิภาพ — ซึ่งนำไปสู่ขั้นตอนการสั่งซื้อแบบครบวงจร และวิธีหลีกเลี่ยงข้อผิดพลาดทั่วไปที่มักเกิดขึ้นระหว่างทาง
กระบวนการสั่งซื้อชิ้นส่วน CNC ออนไลน์แบบครบวงจร ทีละขั้นตอน
คุณเข้าใจกระบวนการกลึงแล้ว คุณเลือกวัสดุที่เหมาะสม และระบุค่าความคลาดเคลื่อน (tolerances) อย่างสมเหตุสมผลแล้ว คำถามเชิงปฏิบัติที่ตามมาคือ: คุณจะแปลงไฟล์ CAD นั้นให้กลายเป็นชิ้นส่วนที่ผ่านการกลึงตามแบบเฉพาะและวางอยู่บนโต๊ะทำงานของคุณได้อย่างไร?
ขั้นตอนการสั่งซื้อชิ้นส่วนการกลึง CNC ออนไลน์นั้นมีความแตกต่างอย่างมากจากกระบวนการผลิตแบบดั้งเดิม ไม่มีการโทรศัพท์ติดต่อซ้ำๆ กับผู้จัดการโรงงาน ไม่มีการขับรถนำตัวอย่างไปขอใบเสนอราคาทั่วเมือง แต่คุณจะใช้งานระบบดิจิทัลที่ออกแบบมาเพื่อความเร็วแทน — ซึ่งระบบดังกล่าวจะให้รางวัลกับการเตรียมความพร้อมอย่างรอบคอบ แต่ลงโทษการทำงานกับไฟล์อย่างประมาท
มาดูขั้นตอนโดยละเอียดตั้งแต่การอัปโหลดไฟล์จนถึงการแกะกล่องชิ้นส่วนที่ผ่านการกลึง CNC แล้วเสร็จของคุณ
การเตรียมไฟล์ CAD ของคุณให้พร้อมสำหรับความสำเร็จ
นี่คือการทบทวนความเป็นจริง: ตามคู่มือการสั่งซื้อของ Bolang ความสำเร็จของการสั่งซื้อออนไลน์ของคุณขึ้นอยู่กับคุณภาพของไฟล์ที่คุณส่งมาถึง 90% ทั้งระบบสร้างใบเสนอราคาอัตโนมัติและวิศวกรผู้เชี่ยวชาญต่างก็อาศัยรูปแบบไฟล์เฉพาะเพื่อคำนวณราคาที่แม่นยำและสร้างเส้นทางเครื่องจักร (toolpaths) ที่ถูกต้อง
โมเดล 3 มิติของคุณทำหน้าที่เป็นแหล่งข้อมูลอ้างอิงหลัก แต่ไม่ใช่ทุกรูปแบบไฟล์จะให้ผลลัพธ์เท่าเทียมกัน:
- STEP (.step / .stp): มาตรฐานทองคำสำหรับงานกลึง CNC ไฟล์ STEP รักษาเรขาคณิตที่แม่นยำ เส้นโค้ง และนิยามขอบได้อย่างสมบูรณ์ ซึ่งรูปแบบไฟล์แบบ mesh มักสูญเสียคุณสมบัติเหล่านี้ แพลตฟอร์มออนไลน์ส่วนใหญ่จึงให้ความนิยมรูปแบบนี้
- IGES (.iges / .igs): อีกรูปแบบหนึ่งที่เป็นมาตรฐานอุตสาหกรรม ซึ่งทำงานได้ดีในการถ่ายโอนข้อมูลพื้นผิว 3 มิติระหว่างระบบ CAD ที่แตกต่างกัน
- Parasolid (.x_t / .x_b): เป็นรูปแบบเนทีฟของ Siemens NX และ SolidWorks ซึ่งรักษาความแม่นยำของเรขาคณิตในระดับสูง
- SOLIDWORKS (.sldprt): แพลตฟอร์มหลายแห่งยอมรับไฟล์ SolidWorks เนทีฟโดยตรง
แล้วไฟล์รูปแบบ STL ล่ะ? ตาม คู่มือการเตรียมไฟล์ของ Dipec คุณควรหลีกเลี่ยงการใช้ไฟล์รูปแบบ STL สำหรับงาน CNC เนื่องจากไฟล์ STL เป็นไฟล์ที่อิงตามเมช (mesh) และประมาณพื้นผิวด้วยรูปสามเหลี่ยม ซึ่งอาจทำให้สูญเสียรายละเอียดระหว่างการสร้างเส้นทางเครื่องมือ (toolpath) ไฟล์ STL ใช้งานได้ดีสำหรับการพิมพ์ 3 มิติ แต่ขาดความแม่นยำเชิงเรขาคณิตที่เครื่องจักร CNC ต้องการ
นอกจากนี้ รูปแบบไฟล์แล้ว รายละเอียดการเตรียมไฟล์ก็มีความสำคัญเช่นกัน:
- ตั้งหน่วยที่ถูกต้อง ข้อผิดพลาดจากการเลือกใช้หน่วยเป็นมิลลิเมตรหรือนิ้วอาจทำให้ชิ้นส่วนที่ได้มีขนาดผิดพลาดถึง 25 เท่า
- กำหนดจุดกำเนิด (origin point) อย่างชัดเจน สิ่งนี้ช่วยให้ผู้ผลิตสามารถจัดวางชิ้นส่วนของคุณได้อย่างถูกต้อง
- ตรวจสอบพื้นผิวที่เปิดหรือรอยแยก แบบจำลองที่ไม่มีรั่ว (watertight models) ช่วยป้องกันข้อผิดพลาดในการเสนอราคาและลดความสับสนในการผลิต
- ลบองค์ประกอบที่ไม่จำเป็นออก เรขาคณิตในการก่อสร้าง รูปทรงที่ซ่อนอยู่ และพื้นผิวที่ซ้ำซ้อนอาจทำให้การวิเคราะห์อัตโนมัติสับสน
สำหรับชิ้นส่วนที่มีความคลาดเคลื่อนแบบจำกัดอย่างเข้มงวด ห้ามพึ่งพาโมเดล 3 มิติเพียงอย่างเดียวโดยเด็ดขาด โปรดแนบไฟล์ PDF ของแบบแปลน 2 มิติที่ระบุขนาดที่สำคัญ ข้อกำหนดเกี่ยวกับพื้นผิวที่ผ่านการตกแต่ง และความคลาดเคลื่อนเชิงเรขาคณิตอย่างชัดเจน สิ่งนี้จะช่วยขจัดการคาดเดาและรับประกันว่าชิ้นส่วนที่ผลิตด้วยเครื่องกลึง CNC หรือชิ้นส่วนที่ผ่านการกัดจะตรงตามข้อกำหนดที่ระบุอย่างแม่นยำ
สิ่งที่เกิดขึ้นหลังจากที่คุณอัปโหลด
เมื่อไฟล์ของคุณถูกอัปโหลดขึ้นสู่แพลตฟอร์มแล้ว นี่คือขั้นตอนแบบเป็นลำดับจากแบบจำลองดิจิทัลสู่ชิ้นส่วนจริง:
- การวิเคราะห์เรขาคณิตแบบทันที: อัลกอริธึมปัญญาประดิษฐ์ (AI) จะสแกนแบบจำลองของคุณภายในไม่กี่วินาที เพื่อระบุลักษณะต่าง ๆ เช่น รู ร่อง ด้ายเกลียว และส่วนที่เว้าเข้าไป (undercuts) ระบบจะแจ้งเตือนปัญหาที่อาจเกิดขึ้นในการผลิต เช่น มุมภายในที่แหลมคมซึ่งจำเป็นต้องใช้กระบวนการ EDM, ผนังบางที่อาจโก่งตัวระหว่างการตัด หรือลักษณะต่าง ๆ ที่ไม่สามารถเข้าถึงได้ด้วยเครื่องมือมาตรฐาน
- การเสนอราคาอัตโนมัติ: โดยอิงจากความซับซ้อนของรูปทรงเรขาคณิต การเลือกวัสดุ ข้อกำหนดด้านความคลาดเคลื่อน และปริมาณการสั่งซื้อ คุณจะได้รับใบเสนอราคาภายในเวลาอันสั้นเกือบจะทันที ตามข้อมูลของบริษัทโบหลาง ต้นทุนวัสดุมีสัดส่วนประมาณ 20% ของต้นทุนการกลึง ในขณะที่เวลาในการใช้เครื่องจักรมีสัดส่วนถึง 80% — ดังนั้น ความซับซ้อนของการออกแบบจึงมีผลกระทบมากที่สุดต่อใบเสนอราคาของคุณ
- วงจรให้ข้อเสนอแนะด้านการออกแบบ: แพลตฟอร์มที่น่าเชื่อถือจะให้คำแนะนำด้านการออกแบบเพื่อการผลิต (Design for Manufacturing: DFM) ก่อนที่คุณจะยืนยันการสั่งซื้อ โดยจะเสนอแนะการปรับเปลี่ยนต่าง ๆ เพื่อลดต้นทุน เช่น การเพิ่มรัศมีโค้ง (fillet radii) ที่มุมด้านใน การปรับความหนาของผนัง หรือการแนะนำให้เปลี่ยนวัสดุที่ใช้ การแลกเปลี่ยนความคิดเห็นแบบโต้ตอบนี้สามารถช่วยประหยัดต้นทุนได้ 20–50% สำหรับชิ้นส่วนที่มีความซับซ้อน
- การยืนยันการสั่งซื้อและการจัดส่งงาน: เมื่อคุณอนุมัติใบเสนอราคาแล้ว งานของคุณจะเข้าสู่คิวการผลิตทันที แพลตฟอร์มดิจิทัลจะจัดส่งคำสั่งซื้อไปยังผู้ผลิตเฉพาะทางที่อยู่ในเครือข่ายของตน — ชิ้นส่วนไทเทเนียมของคุณจะถูกส่งไปยังโรงงานที่มีความเชี่ยวชาญด้านไทเทเนียม ในขณะที่ชิ้นส่วนอะลูมิเนียมที่ต้องใช้เครื่องจักรหลายแกนจะถูกส่งไปยังสถานที่ที่มีความสามารถในการผลิตด้วยเครื่องจักร 5 แกน
- ผลิต: โปรแกรมเมอร์ CNC สร้างเส้นทางการตัดเครื่องมือจากโมเดลของคุณ เลือกเครื่องมือตัดที่เหมาะสม และตั้งค่าเครื่องจักรให้พร้อมใช้งาน สำหรับคำสั่งผลิตต้นแบบ CNC การผลิตมักเริ่มขึ้นภายใน 24–48 ชั่วโมงหลังจากยืนยันคำสั่งซื้อ
- การตรวจสอบคุณภาพ: ชิ้นส่วนที่ผ่านการกลึงด้วยเครื่อง CNC แล้วจะได้รับการตรวจสอบความถูกต้องของมิติ คำสั่งซื้อมาตรฐานมักได้รับการตรวจสอบตัวอย่าง ในขณะที่ชิ้นส่วนความแม่นยำสูงอาจได้รับการตรวจสอบทุกชิ้น (100%) พร้อมรายงานผลการวัดที่จัดทำเป็นเอกสาร
- การตกแต่งพื้นผิว: หากคุณระบุการบำบัดพิเศษ เช่น การชุบออกไซด์ (Anodizing), การเคลือบผง (Powder Coating) หรือการพ่นทราย (Bead Blasting) ชิ้นส่วนจะถูกส่งไปยังขั้นตอนการตกแต่งก่อนบรรจุภัณฑ์ขั้นสุดท้าย
- การจัดส่ง: ชิ้นส่วนจะถูกบรรจุอย่างระมัดระวังเพื่อป้องกันความเสียหายระหว่างการขนส่ง ต้นแบบอะลูมิเนียมมาตรฐานมักจัดส่งภายใน 3–5 วันทำการ ส่วนงานผลิตจำนวนมาก (100 ชิ้นขึ้นไป) มักใช้เวลา 2–4 สัปดาห์ ขึ้นอยู่กับข้อกำหนดด้านการตกแต่ง
ข้อผิดพลาดทั่วไปที่ทำให้คำสั่งซื้อสะดุด
แม้แต่วิศวกรที่มีประสบการณ์ก็อาจเกิดข้อผิดพลาดในกระบวนการสั่งซื้อ ตามการวิเคราะห์ของ JUPAICNC ข้อผิดพลาดเหล่านี้เป็นสาเหตุหลักที่ทำให้เกิดความล่าช้าและค่าใช้จ่ายเกินงบประมาณ
- ข้อกำหนดไม่สมบูรณ์: การให้แบบจำลอง 3 มิติโดยไม่ระบุค่าความคลาดเคลื่อน (tolerances) วัสดุที่ใช้ หรือข้อกำหนดด้านพื้นผิว จะทำให้ผู้ผลิตต้องเดาเอา หรือปฏิเสธคำสั่งซื้อของคุณจนกว่าจะได้รับการชี้แจงเพิ่มเติม
- การเลือกวัสดุผิด: การเลือกชิ้นส่วนตามชื่อแบรนด์มากกว่าความต้องการในการใช้งานจริง ตัวอย่างเช่น ชิ้นส่วนสแตนเลสอาจสามารถผลิตจากอลูมิเนียมได้อย่างสมบูรณ์แบบในราคาเพียงครึ่งหนึ่ง หากข้อกำหนดด้านความแข็งแรงยังคงเป็นไปตามเกณฑ์
- กำหนดค่าความคลาดเคลื่อนที่เข้มงวดเกินความจำเป็น: การระบุค่าความคลาดเคลื่อน ±0.001 นิ้ว สำหรับทุกมิติ ทั้งที่ค่า ±0.005 นิ้ว ก็เพียงพอต่อการใช้งานแล้ว จะส่งผลให้ต้นทุนเพิ่มขึ้นอย่างมาก โดยไม่ส่งผลดีต่อประสิทธิภาพการใช้งานของชิ้นส่วนแต่อย่างใด
- ระยะเวลาที่ไม่สมจริง: การเข้าใจผิดว่าการกลึงด้วยเครื่อง CNC เร็วกว่าการพิมพ์ 3 มิติ ชิ้นส่วนที่มีความซับซ้อนต้องใช้เวลาในการเขียนโปรแกรม การจัดตั้งเครื่องหลายครั้ง และการตรวจสอบคุณภาพ หากเร่งรัดกระบวนการจะส่งผลให้คุณภาพลดลง
- การเพิกเฉยต่อข้อเสนอแนะด้าน DFM: เมื่อแพลตฟอร์มเสนอแนะการปรับปรุงการออกแบบ แต่คุณปฏิเสธข้อเสนอเหล่านั้นโดยไม่พิจารณาอย่างรอบคอบ อาจหมายถึงคุณต้องจ่ายราคาสูงพิเศษสำหรับคุณสมบัติที่สามารถออกแบบให้เรียบง่ายลงได้
ไฟล์ของคุณยิ่งดีเท่าไร ผลลัพธ์ที่ได้ก็จะยิ่งดีขึ้นเท่านั้น
การใช้เวลาเพิ่มอีกหนึ่งชั่วโมงในการจัดเตรียมไฟล์ให้สะอาด ระบุค่าความคลาดเคลื่อนที่จำเป็นเท่านั้น และทบทวนข้อเสนอแนะเกี่ยวกับการออกแบบเพื่อการผลิต (DFM) สามารถช่วยประหยัดเวลาได้หลายวันและลดค่าใช้จ่ายได้หลายร้อยดอลลาร์สำหรับคำสั่งซื้อชิ้นส่วนที่ผลิตตามแบบเฉพาะของคุณ
เมื่อชิ้นส่วนของคุณอยู่ระหว่างจัดส่ง การเข้าใจปัจจัยที่ส่งผลต่อราคาเสนอสุดท้าย—and วิธีปรับปรุงคำสั่งซื้อในอนาคต—จะกลายเป็นทักษะที่มีคุณค่าอย่างยิ่งที่คุณควรพัฒนาต่อไป
ปัจจัยด้านราคาและกลยุทธ์การปรับลดต้นทุน
ชิ้นส่วนของคุณถูกจัดส่งแล้วจากคำสั่งซื้อก่อนหน้า และตอนนี้คุณกำลังมองดูใบแจ้งหนี้อย่างสงสัยว่า: ทำไมราคาเสนอจึงสูงขนาดนั้น? หรือบางทีคุณอาจกำลังอัปโหลดแบบใหม่และสังเกตเห็นว่าราคาเปลี่ยนแปลงไปเรื่อยๆ ขณะที่คุณปรับแต่งพารามิเตอร์ต่างๆ การเข้าใจปัจจัยที่แท้จริงที่กำหนดราคาการกลึง CNC จะช่วยให้คุณตัดสินใจได้อย่างชาญฉลาดก่อนกดปุ่ม "สั่งซื้อ"
นี่คือสิ่งที่แพลตฟอร์มส่วนใหญ่ไม่ได้บอกคุณโดยตรง: ต้นทุนวัสดุโลหะสำหรับช่างกลไกคิดเป็นเพียงประมาณ 20% ของค่าใช้จ่ายรวมทั้งหมดของคุณ ส่วนที่เหลืออีก 80% มาจากค่าใช้จ่ายในการใช้งานเครื่องจักร—ซึ่งหมายความว่า ความซับซ้อนของการออกแบบ ข้อกำหนดด้านความคลาดเคลื่อน (tolerance) และประสิทธิภาพการผลิต มีผลกระทบต่อผลกำไรสุทธิของคุณมากกว่าการเลือกวัสดุเพียงอย่างเดียว
ปัจจัยใดบ้างที่กำหนดต้นทุนในการกลึงด้วยเครื่องจักร CNC
มาแยกวิเคราะห์ปัจจัยหลักที่ขับเคลื่อนต้นทุนกัน เพื่อให้คุณสามารถคาดการณ์ราคาได้ก่อนอัปโหลดไฟล์ CAD ของคุณ:
- การเลือกวัสดุ: ราคาวัตถุดิบผันแปรอย่างมาก ตามการวิเคราะห์ต้นทุนของยูเนียนแฟบ อลูมิเนียมอยู่ในระดับราคาต่ำสุด ($), ในขณะที่ไทเทเนียมและแมกนีเซียมมีราคาสูงพิเศษ ($$$$$) แต่โปรดจำไว้ว่า วัสดุที่แข็งกว่านั้นยังทำให้เครื่องมือสึกหรอเร็วขึ้น และต้องใช้ความเร็วในการตัดที่ช้าลง ซึ่งส่งผลให้ต้นทุนโดยรวมเพิ่มสูงขึ้นเกินกว่าเพียงแค่ราคาวัตถุดิบ
- ความซับซ้อนของชิ้นส่วน: ร่องลึก ขอบมุมภายในที่คมชัด ผนังบาง และรูปทรงเรขาคณิตที่ซับซ้อน ล้วนทำให้เวลาการกลึงยาวขึ้น ฟีเจอร์ที่ต้องใช้หลายขั้นตอนในการจัดวางชิ้นงาน (multiple setups) หรือเครื่องมือพิเศษจะเพิ่มต้นทุนแรงงานและเวลาเปลี่ยนเครื่องจักร การผลิตชิ้นส่วนที่สามารถทำเสร็จได้ในหนึ่งขั้นตอนการจัดวางชิ้นงานจะมีต้นทุนต่ำกว่าชิ้นส่วนที่ต้องปรับตำแหน่งใหม่สามครั้งเสมอ
- ข้อกำหนดเรื่องความคลาดเคลื่อน: ดังที่เราได้กล่าวไปก่อนหน้านี้ การเปลี่ยนจากความคลาดเคลื่อนมาตรฐาน (±0.005 นิ้ว) ไปเป็นความคลาดเคลื่อนแบบความแม่นยำสูง (±0.001 นิ้ว) อาจทำให้ต้นทุนเพิ่มขึ้น 3–5 เท่า ทุกค่าความคลาดเคลื่อนที่ระบุไว้อย่างเข้มงวดจะส่งผลให้ความเร็วในการตัดลดลง เวลาตรวจสอบเพิ่มขึ้น และอาจจำเป็นต้องใช้อุปกรณ์เฉพาะทางด้วย
- จํานวน: ข้อนี้เป็นประโยชน์ต่อคุณ ต้นทุนการเตรียมการ—เช่น การเขียนโปรแกรม การออกแบบอุปกรณ์ยึดจับชิ้นงาน (fixturing) และการเลือกเครื่องมือ—มีค่าคงที่ไม่ว่าคุณจะผลิตชิ้นงาน 1 ชิ้นหรือ 100 ชิ้นก็ตาม การกระจายต้นทุนเหล่านี้ไปยังจำนวนหน่วยที่มากขึ้นจะลดต้นทุนต่อชิ้นลงอย่างมาก ตามข้อมูลของ Unionfab ต้นทุนต่อหน่วยสามารถลดลงได้ถึง 50% หรือมากกว่านั้น เมื่อเพิ่มคำสั่งซื้อจากต้นแบบชิ้นเดียวไปเป็นล็อตขนาดห้าชิ้น
- การตกแต่งพื้นผิว พื้นผิวแบบ "ตามที่กลึงมา" มาตรฐานไม่มีค่าใช้จ่ายเพิ่มเติม แต่การชุบอะโนไดซ์จะเพิ่มค่าใช้จ่าย $3–12 ต่อชิ้น การชุบไฟฟ้าจะมีค่าใช้จ่าย $10–30 และการรักษาพิเศษ เช่น การทำพาสซิเวชันหรือการแกะสลักด้วยเลเซอร์ จะทำให้ค่าใช้จ่ายสูงขึ้นอีก แต่ละประเภทของพื้นผิวจำเป็นต้องมีการจัดการเพิ่มเติม เวลาในการประมวลผลเพิ่มเติม และการตรวจสอบคุณภาพเพิ่มเติม
- เวลานำ: กำหนดเวลาการผลิตมาตรฐาน (7–15 วันทำการ) ให้คุ้มค่ามากที่สุด ขณะที่คำสั่งซื้อเร่งด่วนที่ต้องการส่งมอบภายใน 1–3 วันทำการ จะต้องใช้แรงงานล่วงเวลา การรบกวนตารางการผลิตปกติ และการจัดส่งแบบเร่งด่วน ซึ่งคาดว่าจะมีค่าใช้จ่ายเพิ่มขึ้น 25–100% เมื่อเทียบกับราคาปกติ
วิธีอันชาญฉลาดในการลดต้นทุนชิ้นส่วน
เมื่อคุณเข้าใจปัจจัยที่ส่งผลต่อต้นทุนแล้ว นี่คือวิธีการปรับปรุงคำสั่งซื้อชิ้นส่วนที่ผ่านกระบวนการกลึงของคุณโดยไม่ลดทอนประสิทธิภาพการทำงาน:
- ทำให้รูปทรงเรียบง่ายเท่าที่เป็นไปได้ ลดจำนวนมุมภายในที่แหลมคมให้น้อยที่สุด—ระบุรัศมีมุมอย่างน้อยหนึ่งในสามของความลึกของโพรง ตามแนวทาง DFM ของ Hubs รัศมีที่ใหญ่ขึ้นจะช่วยให้สามารถใช้เครื่องมือขนาดใหญ่ขึ้นได้ ซึ่งจะตัดได้เร็วขึ้นและมีต้นทุนต่ำลง
- ใช้ขนาดเครื่องมือมาตรฐาน ออกแบบคุณลักษณะโดยอิงตามเครื่องมือตัดแบบปลายกลม (end mills) และสว่านที่มีจำหน่ายทั่วไป ขนาดเส้นผ่านศูนย์กลางของรูสามารถระบุเป็นช่วงที่เพิ่มขึ้นทีละ 0.1 มม. (สูงสุดถึง 10 มม.) หรือใช้ขนาดเศษส่วนมาตรฐาน เพื่อหลีกเลี่ยงค่าใช้จ่ายพิเศษสำหรับเครื่องมือเฉพาะ
- ปรับความหนาของผนังให้เหมาะสม สำหรับชิ้นส่วนโลหะ ควรรักษาความหนาของผนังไว้ไม่น้อยกว่า 0.8 มม. ส่วนสำหรับชิ้นส่วนพลาสติก ควรมีความหนาไม่น้อยกว่า 1.5 มม. ผนังที่บางเกินไปจำเป็นต้องใช้ความเร็วในการตัดที่ช้าลง และมีความเสี่ยงต่อการบิดเบี้ยว ซึ่งจะทำให้เวลาในการผลิตเพิ่มขึ้น
- กำหนดค่าความคลาดเคลื่อนอย่างเข้มงวดเฉพาะจุดที่จำเป็น เฉพาะพื้นผิวที่ต้องสัมผัสหรือเชื่อมต่อกันอย่างแม่นยำเท่านั้นที่จำเป็นต้องระบุค่าความคลาดเคลื่อนอย่างละเอียด การผ่อนคลายค่าความคลาดเคลื่อนของมิติที่ไม่สำคัญจาก ±0.001 นิ้ว เป็น ±0.005 นิ้ว อาจช่วยลดต้นทุนได้มากกว่า 30%
- เลือกพื้นผิวแบบ "as machined" (ตามสภาพหลังการกลึง) เมื่อสามารถยอมรับได้ ระบุพื้นผิวที่ผ่านการตกแต่งเฉพาะในตำแหน่งที่จำเป็นต่อการใช้งานจริงเท่านั้น เพื่อหลีกเลี่ยงกระบวนการรองและต้นทุนที่เกี่ยวข้อง
- จัดคำสั่งซื้อเป็นชุดอย่างชาญฉลาด หากคุณต้องการชิ้นส่วน 3 ชิ้นในขณะนี้ และอาจต้องการอีก 10 ชิ้นในอนาคต การสั่งซื้อทั้งหมด 13 ชิ้นพร้อมกันตั้งแต่ต้นมักจะมีต้นทุนต่ำกว่าการสั่งซื้อแยกเป็นสองครั้ง เนื่องจากสามารถแบ่งปันค่าใช้จ่ายในการตั้งค่าเครื่องจักรได้
- เลือกวัสดุที่สามารถขึ้นรูปด้วยเครื่องจักรได้ อลูมิเนียมเกรด 6061 สามารถขึ้นรูปได้เร็วกว่าสแตนเลสสตีล—โดยทั่วไปเร็วเป็นสองเท่า เมื่อข้อกำหนดด้านความแข็งแรงอนุญาต การเลือกใช้อะลูมิเนียมที่ขึ้นรูปได้ง่ายกว่าจะช่วยลดเวลาในการผลิตแต่ละรอบ (cycle time) และการสึกหรอของเครื่องมือ
เมื่อใดที่บริการเร่งด่วนเหมาะสม
คำสั่งซื้อแบบเร่งด่วนไม่จำเป็นต้องสิ้นเปลืองเงินเสมอไป นี่คือกรณีที่การจ่ายค่าเร่งด่วนนั้นคุ้มค่า:
- โครงการที่อยู่บนเส้นทางวิกฤต (Critical path projects): เมื่อต้นแบบที่ถูกเลื่อนออกไปทำให้การเปิดตัวผลิตภัณฑ์ทั้งหมดต้องหยุดชะงัก ค่าธรรมเนียมเร่งด่วนนั้นเล็กน้อยมากเมื่อเทียบกับต้นทุนที่เกิดจากการพลาดโอกาสในตลาด
- การตรวจสอบการออกแบบก่อนลงทุนในแม่พิมพ์หรือเครื่องมือผลิต: การใช้จ่ายเพิ่มเติมเพื่อยืนยันความถูกต้องของการออกแบบก่อนลงทุนในแม่พิมพ์ฉีดพลาสติกหรือเครื่องมือสำหรับการผลิตจริง มักจะช่วยป้องกันข้อผิดพลาดที่อาจมีค่าใช้จ่ายสูงกว่ามาก
- พันธสัญญาต่อลูกค้า: เมื่อคำมั่นสัญญาด้านกำหนดส่งมอบกำลังอยู่ในภาวะเสี่ยง การผลิตแบบเร่งด่วนจะช่วยรักษาความสัมพันธ์อันมีค่าซึ่งมีมูลค่าสูงกว่าค่าธรรมเนียมเร่งด่วน
สำหรับโครงการที่ไม่เร่งด่วน เวลาในการดำเนินงานตามมาตรฐานจะให้คุณภาพเท่ากันแต่ในราคาที่ต่ำกว่ามากอย่างมีนัยสำคัญ การวางแผนล่วงหน้า—เช่น อัปโหลดไฟล์ตั้งแต่เนิ่นๆ ตอบกลับข้อเสนอแนะด้านการออกแบบเพื่อความเหมาะสมในการผลิต (DFM) อย่างรวดเร็ว และหลีกเลี่ยงการเปลี่ยนแปลงการออกแบบในนาทีสุดท้าย—จะช่วยให้คำสั่งซื้อของคุณดำเนินไปตามตารางเวลาที่ประหยัดต้นทุน
การตัดด้วยเครื่อง CNC ที่มีราคาแพงที่สุดนั้นไม่ใช่ชิ้นส่วนที่ต้องใช้อุปกรณ์เฉพาะทาง แต่เป็นชิ้นส่วนที่ถูกออกแบบโดยไม่ได้คำนึงถึงการลดต้นทุนเลย ด้วยกลยุทธ์เหล่านี้ คุณจะสามารถประเมินไม่เพียงแต่ต้นทุนของชิ้นส่วนที่คุณผลิตเท่านั้น แต่ยังสามารถเปรียบเทียบวิธีการผลิตต่าง ๆ ข้ามเทคโนโลยีการผลิตที่แตกต่างกันได้อีกด้วย
การกลึงด้วยเครื่อง CNC เทียบกับการพิมพ์ 3 มิติ การฉีดขึ้นรูป และการขึ้นรูปแผ่นโลหะ
คุณได้ปรับแต่งการออกแบบให้เหมาะสมกับการกลึงด้วยเครื่อง CNC แล้ว และเข้าใจปัจจัยที่ส่งผลต่อต้นทุนอย่างชัดเจน — แต่มีคำถามหนึ่งที่ควรตั้งไว้: การกลึงด้วยเครื่อง CNC นั้นเหมาะกับโครงการของคุณจริงหรือไม่? บางครั้งคำตอบคือ 'ใช่' แต่บางครั้งการพิมพ์ 3 มิติ การฉีดขึ้นรูป หรือการขึ้นรูปแผ่นโลหะอาจให้ผลลัพธ์ที่ดีกว่าในราคาที่ต่ำกว่า
การตัดสินใจเลือกวิธีการผลิตตั้งแต่เนิ่น ๆ จะช่วยประหยัดทั้งเงิน ระยะเวลา และความหงุดหงิด ตามแนวทางการเลือกวิธีการผลิตของบริษัท Protolabs การเข้าใจว่าแต่ละกระบวนการมีจุดแข็งในสถานการณ์ใด จะช่วยให้คุณเลือกวิธีการผลิตที่สอดคล้องกับความต้องการที่แท้จริงของโครงการ แทนที่จะเลือกวิธีที่คุ้นเคยโดยอัตโนมัติ
มาเปรียบเทียบแนวทางการผลิตหลักทั้งสี่แบบนี้แบบขนานกัน
กรอบการตัดสินใจระหว่าง CNC กับการพิมพ์สามมิติ
การถกเถียงระหว่างการใช้เครื่องจักรกลแบบควบคุมด้วยคอมพิวเตอร์ (CNC) กับการพิมพ์สามมิติ (3D printing) มักเกิดขึ้นอย่างต่อเนื่องในการพัฒนาผลิตภัณฑ์ — และไม่มีวิธีใดที่เหนือกว่าอีกวิธีโดยทั่วไป แต่ละวิธีมีข้อได้เปรียบชัดเจนในกรณีการใช้งานเฉพาะ
เลือกใช้การกลึงด้วยเครื่องจักรควบคุมด้วยคอมพิวเตอร์ (CNC machining) เมื่อคุณต้องการ:
- คุณสมบัติเชิงกลที่เหนือกว่าจากวัสดุโลหะแท้หรือพลาสติกวิศวกรรม
- ความแม่นยำสูง (สามารถทำได้ถึง ±0.001 นิ้ว เมื่อเทียบกับค่าทั่วไปของเทคโนโลยีการพิมพ์สามมิติที่ ±0.005 นิ้ว)
- ต้นแบบเชิงหน้าที่ที่มีคุณสมบัติวัสดุเทียบเท่าระดับการผลิตจริง
- ปริมาณการผลิตตั้งแต่ 1 ชิ้น ไปจนถึงหลายร้อยชิ้น ด้วยต้นทุนที่คุ้มค่า
เลือกการพิมพ์ 3 มิติเมื่อคุณต้องการ:
- ระยะเวลาการผลิตต้นแบบด้วย CNC อย่างรวดเร็ว — บางครั้งจัดส่งได้ภายในวันเดียวกัน
- เรขาคณิตภายในที่ซับซ้อนซึ่งไม่สามารถผลิตด้วยเครื่องจักรกลได้ (เช่น โครงตาข่าย หรือช่องระบายความร้อนแบบตามรูปทรง)
- การตรวจสอบความถูกต้องของการออกแบบด้วยต้นทุนต่ำ ก่อนตัดสินใจผลิตต้นแบบด้วย CNC
- การผลิตต้นแบบด้วยคาร์บอนไฟเบอร์ที่เสริมแรงด้วยเส้นใยต่อเนื่อง
- ส่วนที่ใช้เป็นส่วนหนึ่งที่ได้รับการสั่งซื้อสูง ที่ค่าใช้จ่ายในการใช้เครื่องมือไม่สามารถเป็นข้อแก้ไขได้
ตาม การวิเคราะห์การผลิตของ Gizmospring , การพิมพ์ 3D เป็นตัวอุดมสมบูรณ์ในการสร้างต้นแบบอย่างรวดเร็ว เพราะเวลาในการทํางานที่รวดเร็วและต้นทุนที่ต่ํากว่าทําให้การทบทวนเร็ว อย่างไรก็ตาม การแปรรูป CNC ทําผลได้เมื่อความแม่นยํา ความแข็งแรงของวัสดุ และคุณภาพผิวเป็นสิ่งสําคัญมากที่สุด
สําหรับการออกแบบต้นแบบเครื่องจักร cnc จุดดีจะปรากฏขึ้นเมื่อคุณต้องการการรับรองฟังก์ชันส่วนที่ทํางานภายใต้ภาระในโลกจริง ไม่ใช่แค่ตรวจสอบความเหมาะสม หมุนพิมพ์ 3D อาจยืนยันรูปร่างทางกณิตศาสตร์ แต่แบบอัลลูมิเนียมที่แปรรูปได้ยืนยันผลงานจริง
เมื่อใดที่การขึ้นรูปด้วยการฉีดพลาสติก (Injection Molding) จึงเหมาะสมกว่า
นี่คือจุดที่เสียงเปลี่ยนทุกอย่าง การเจาะเจาะต้องการการลงทุนในเครื่องมือที่สําคัญ โดยทั่วไป 3,000 ถึง 100,000 ดอลลาร์+ ขึ้นอยู่กับความซับซ้อน แต่ค่าใช้จ่ายต่อชิ้นส่วนลดลงอย่างมากในขนาด
จุดข้าม: ตามข้อมูลจาก Protolabs การขึ้นรูปด้วยการฉีดพลาสติกมักจะคุ้มค่ากว่าการกลึงด้วยเครื่อง CNC เมื่อผลิตชิ้นส่วนระหว่าง 100–500 ชิ้น ขึ้นอยู่กับรูปทรงเรขาคณิตและวัสดุที่ใช้ สำหรับการผลิตจำนวนมากกว่า 10,000 ชิ้น ต้นทุนการขึ้นรูปด้วยการฉีดพลาสติกจะต่ำเพียงเศษเสี้ยวเมื่อเทียบกับทางเลือกการกลึงด้วยเครื่อง CNC
การขึ้นรูปด้วยแรงดัน (Injection molding) มีข้อได้เปรียบเมื่อ:
- ปริมาณการผลิตเกิน 500 ชิ้นขึ้นไป ซึ่งมีลักษณะเหมือนกันทั้งหมด
- ชิ้นส่วนจำเป็นต้องมีลักษณะซับซ้อนที่จะมีต้นทุนสูงหากใช้วิธีการกลึง (เช่น ระบบล็อกแบบคลิ๊ก บานพับแบบยืดหยุ่น หรือผนังบาง)
- คุณต้องการความสม่ำเสมอในการผลิตซ้ำได้อย่างแม่นยำในจำนวนหลายพันหน่วย
- แผนการผลิตระยะยาวทำให้การลงทุนในแม่พิมพ์คุ้มค่า
การกลึงด้วยเครื่อง CNC ยังคงเหนือกว่าในกรณีต่อไปนี้:
- คุณต้องการบริการกลึงต้นแบบเพื่อยืนยันการออกแบบก่อนตัดสินใจลงทุนสร้างแม่พิมพ์
- ปริมาณการผลิตยังคงต่ำกว่าจุดที่ต้นทุนการขึ้นรูปด้วยการฉีดพลาสติกเริ่มต่ำกว่าการกลึงด้วยเครื่อง CNC
- จำเป็นต้องใช้ชิ้นส่วนโลหะ (การขึ้นรูปด้วยการฉีดพลาสติกใช้กับพลาสติกเป็นหลัก)
- ยังมีโอกาสเปลี่ยนแปลงการออกแบบอยู่ — การปรับแต่งแม่พิมพ์มีค่าใช้จ่ายสูง
ผลิตภัณฑ์ที่ประสบความสำเร็จหลายชนิดใช้ทั้งสองวิธีนี้อย่างชาญฉลาด โดยการกลึงต้นแบบช่วยยืนยันการออกแบบได้อย่างรวดเร็ว จากนั้นการขึ้นรูปด้วยการฉีดพลาสติกจะเข้ามาจัดการการผลิตจำนวนมากเมื่อกำหนดรายละเอียดสเปกไว้เรียบร้อยแล้ว
ตารางเปรียบเทียบวิธีการผลิต
การเปรียบเทียบนี้ครอบคลุมเกณฑ์การตัดสินใจหลักทั้งหมดที่เกี่ยวข้องกับวิธีการผลิตหลักทั้งสี่แบบ:
| เกณฑ์ | การเจียร CNC | การพิมพ์สามมิติ | การฉีดขึ้นรูป | การขึ้นรูปโลหะแผ่น |
|---|---|---|---|---|
| ปริมาณที่เหมาะสม | 1–500 ชิ้น | 1–50 ชิ้น | 500–1,000,000 ชิ้นขึ้นไป | 10–10,000 ชิ้น |
| ตัวเลือกวัสดุ | โลหะ พลาสติก คอมโพสิต (มีให้เลือกมากกว่า 50 แบบ) | พอลิเมอร์ เรซิน และโลหะบางชนิด (มีให้เลือกจำกัด) | เทอร์โมพลาสติกเป็นหลัก (มีพอลิเมอร์ให้เลือกหลากหลาย) | แผ่นโลหะ: อลูมิเนียม เหล็ก สแตนเลส ทองแดง |
| ความสามารถด้านความแม่นยำ | สามารถทำได้ ±0.001 นิ้ว | ±0.005" โดยทั่วไป | ±0.003 นิ้ว (โดยทั่วไป) | ±0.005" ถึง ±0.010" |
| ระยะเวลาการผลิตโดยเฉลี่ย | 3–15 วันทำการ | 1-5 วันทำการ | 2–6 สัปดาห์ (รวมระยะเวลาการผลิตแม่พิมพ์) | 5-15 วันทำการ |
| ค่าจัดตั้ง/ค่าเครื่องมือ | ต่ำ ($0–500) | ไม่มี | สูง ($3,000–100,000+) | ต่ำถึงปานกลาง ($100–2,000) |
| ต้นทุนต่อชิ้น (จำนวน 10 ชิ้น) | $$ | $$ | $$$$$ (ค่าใช้จ่ายในการผลิตแม่พิมพ์ถูกกระจายออก) | $$ |
| ต้นทุนต่อชิ้น (1,000 หน่วย) | $$ | $$$ | $ | $ |
| ดีที่สุดสําหรับ | ชิ้นส่วนโลหะ/พลาสติกความแม่นยำสูง ต้นแบบที่ใช้งานได้จริง | การผลิตต้นแบบอย่างรวดเร็ว รูปทรงเรขาคณิตซับซ้อน การปรับแต่งตามความต้องการเฉพาะ | การผลิตพลาสติกในปริมาณสูง | เปลือกหุ้ม โครงยึด แผงควบคุม |
การเลือกทางเลือกที่เหมาะสมสำหรับโครงการของคุณ
เมื่อประเมินบริการกลึงต้นแบบหรือการผลิตเชิงพาณิชย์ ให้พิจารณาเกณฑ์การตัดสินใจเหล่านี้:
- คุณต้องการจำนวนเท่าไร? ปริมาณการผลิตต่ำเหมาะกับการกลึง CNC หรือการพิมพ์ 3 มิติ ขณะที่ปริมาณการผลิตสูงเหมาะกับการขึ้นรูปด้วยแม่พิมพ์ฉีดหรือการขึ้นรูปโลหะแผ่น
- คุณต้องการคุณสมบัติของวัสดุประเภทใด? หากต้องการความแข็งแรง ความต้านทานความร้อน หรือโลหะผสมเฉพาะเจาะจง การกลึง CNC หรือการขึ้นรูปโลหะแผ่นมักเป็นทางเลือกที่ดีกว่า
- ความคลาดเคลื่อนที่ยอมรับได้ (Tolerances) ของคุณเข้มงวดแค่ไหน? ข้อกำหนดด้านความแม่นยำมักทำให้การพิมพ์ 3 มิติและโลหะแผ่นไม่สามารถนำมาพิจารณาได้
- เวลาของคุณเป็นอย่างไร? กรณีต้องการต้นแบบ CNC อย่างเร่งด่วน อาจเลือกการพิมพ์ 3 มิติเนื่องจากความเร็วสูง ในขณะที่กำหนดเวลาการผลิตเชิงพาณิชย์สามารถรองรับระยะเวลาการนำส่งที่ยาวนานขึ้นของกระบวนการขึ้นรูปด้วยแม่พิมพ์ฉีดได้
- แบบแปลนการออกแบบของคุณเสร็จสมบูรณ์แล้วหรือยัง? หากยังมีความเป็นไปได้สูงที่จะมีการเปลี่ยนแปลง ควรหลีกเลี่ยงการปรับแต่งแม่พิมพ์สำหรับการขึ้นรูปด้วยแรงดัน (injection molding) ซึ่งมีค่าใช้จ่ายสูง
ผู้ให้บริการเครื่องจักรกลแบบ CNC ออนไลน์หลายรายในปัจจุบันเสนอวิธีการผลิตที่หลากหลายผ่านแพลตฟอร์มเดียว—ทำให้คุณสามารถสร้างต้นแบบด้วยการผลิตต้นแบบแบบเร่งด่วนด้วยเครื่อง CNC (rapid CNC prototyping) ตรวจสอบความถูกต้องด้วยชิ้นส่วนที่ผ่านการกลึงเพื่อใช้งานจริง (functional machined parts) จากนั้นจึงเปลี่ยนไปใช้การขึ้นรูปด้วยแรงดัน (injection molding) สำหรับการผลิตในปริมาณมาก โดยไม่จำเป็นต้องเปลี่ยนผู้ให้บริการ
การเข้าใจข้อแลกเปลี่ยนเหล่านี้จะช่วยให้คุณตัดสินใจเลือกวิธีการผลิตได้ตามความต้องการของโครงการ แทนที่จะอาศัยความคุ้นเคยกับกระบวนการเพียงอย่างเดียว อย่างไรก็ตาม การเลือกวิธีการที่เหมาะสมเป็นเพียงส่วนหนึ่งของสมการเท่านั้น—การรับรองว่าพันธมิตรด้านการผลิตของคุณสามารถปฏิบัติตามมาตรฐานคุณภาพที่เหมาะสมกับอุตสาหกรรมของคุณ ยังเป็นอีกมิติหนึ่งที่สำคัญยิ่งซึ่งต้องนำมาพิจารณา
ใบรับรองอุตสาหกรรมและมาตรฐานคุณภาพที่อธิบายไว้
คุณได้เลือกวิธีการผลิตแล้ว และเข้าใจปัจจัยที่ส่งผลต่อราคา — แต่นี่คือคำถามที่แยกการสร้างต้นแบบแบบไม่เป็นทางการออกจากกระบวนการผลิตอย่างจริงจัง: ผู้ให้บริการ CNC ของคุณมีใบรับรองที่อุตสาหกรรมของคุณกำหนดไว้หรือไม่? สำหรับชิ้นส่วนอากาศยาน อุปกรณ์ทางการแพทย์ หรือชิ้นส่วนยานยนต์ การตอบคำถามนี้ผิดอาจหมายถึงชิ้นส่วนถูกปฏิเสธ การตรวจสอบล้มเหลว หรือแย่กว่านั้น
ใบรับรองไม่ใช่เพียงโลโก้ที่ดูดีบนเว็บไซต์เท่านั้น ตามคู่มือใบรับรองของ 3ERP ใบรับรองเหล่านี้แสดงหลักฐานที่บันทึกไว้ว่าผู้ผลิตได้นำระบบการจัดการคุณภาพมาใช้ มีการตรวจสอบโดยหน่วยงานภายนอกเป็นประจำ และรักษาความสามารถในการติดตามย้อนกลับตลอดกระบวนการผลิต ความเข้าใจในความหมายที่แท้จริงของแต่ละใบรับรองจะช่วยให้คุณสามารถเลือกบริษัทแมชชินิ่งความแม่นยำที่สอดคล้องกับข้อกำหนดเฉพาะของโครงการคุณได้อย่างเหมาะสม
ถอดรหัสใบรับรอง ISO AS9100 และ IATF
มาตัดทอนความสับสนจากใบรับรองการผลิตที่มีตัวย่อหลากหลายกันเถอะ แต่ละมาตรฐานนั้นถูกออกแบบมาเพื่อจัดการกับประเด็นเฉพาะของอุตสาหกรรม และการเข้าใจความแตกต่างระหว่างพวกมันจะช่วยให้คุณตรวจสอบได้ว่าผู้ร่วมงานที่อาจเกิดขึ้นนั้นสามารถตอบสนองความต้องการเฉพาะของแอปพลิเคชันคุณได้จริงหรือไม่
ISO 9001: พื้นฐานของระบบการจัดการคุณภาพ
ให้คุณมอง ISO 9001 เป็นใบรับรองพื้นฐานสำหรับการดำเนินงานด้านการผลิตที่มีความน่าเชื่อถืออย่างแท้จริง มาตรฐานนี้กำหนดข้อกำหนดสำหรับระบบการจัดการคุณภาพ (QMS) ซึ่งมุ่งเน้นไปที่ความพึงพอใจของลูกค้า ความสม่ำเสมอของผลลัพธ์ และการปรับปรุงอย่างต่อเนื่อง ตาม Hartford Technologies iSO 9001 มีความเหมาะสมกับทุกอุตสาหกรรมไม่ว่าขนาดใด และทำหน้าที่เป็นใบรับรองพื้นฐานที่ระบุข้อกำหนดเบื้องต้นสำหรับระบบคุณภาพที่แข็งแกร่ง
เมื่อคุณทำงานร่วมกับบริการเครื่องจักรกลแบบ CNC ออนไลน์ที่ได้รับการรับรองตามมาตรฐาน ISO 9001 คุณจะมั่นใจได้ว่า:
- มีขั้นตอนที่จัดทำเป็นเอกสารกำกับทุกขั้นตอนของการผลิต
- ความต้องการของลูกค้าได้รับการระบุและติดตามอย่างเป็นระบบ
- การตรวจสอบภายในยืนยันว่ามีการปฏิบัติตามข้อกำหนดอย่างต่อเนื่อง
- การดำเนินการแก้ไขมีวัตถุประสงค์เพื่อจัดการกับความไม่สอดคล้องก่อนที่จะกลายเป็นรูปแบบซ้ำๆ
AS9100: การควบคุมคุณภาพระดับอวกาศ
การกลึงชิ้นส่วนสำหรับอุตสาหกรรมการบินและอวกาศด้วยเครื่อง CNC ต้องการมากกว่าการจัดการคุณภาพทั่วไปเท่านั้น AS9100 สร้างขึ้นบนพื้นฐานของมาตรฐาน ISO 9001 โดยเพิ่มข้อกำหนดเฉพาะสำหรับอุตสาหกรรมการบินและอวกาศ ได้แก่ การจัดการความเสี่ยง การควบคุมโครงสร้าง (configuration control) และการติดตามที่มาของผลิตภัณฑ์ (product traceability) ชิ้นส่วนทุกชิ้นต้องสามารถติดตามย้อนกลับไปยังแหล่งวัตถุดิบที่ใช้ผลิตได้ และการประเมินความเสี่ยงของการล้มเหลวเป็นสิ่งที่จำเป็นในทุกขั้นตอนของการตรวจสอบและยืนยันการออกแบบ
สำหรับการใช้งานด้านการกลึงชิ้นส่วนในอุตสาหกรรมการบินและอวกาศ การรับรองมาตรฐาน AS9100 แสดงให้เห็นว่าผู้ผลิตเข้าใจสภาพแวดล้อมที่ไม่ยอมรับข้อผิดพลาดใดๆ เลย (zero-tolerance environment) ของภาคการบิน ชิ้นส่วนที่มีจุดหมายปลายทางสำหรับอากาศยาน—ไม่ว่าจะเป็นชิ้นส่วนโครงสร้าง ชุดประกอบเครื่องยนต์ หรือเปลือกหุ้มระบบอิเล็กทรอนิกส์สำหรับการบิน (avionics housings)—ล้วนต้องอยู่ภายใต้การควบคุมที่มีเอกสารรับรองในระดับนี้
ISO 13485: มาตรฐานการผลิตอุปกรณ์ทางการแพทย์
การกลึงชิ้นส่วนทางการแพทย์มีความรับผิดชอบที่เฉพาะเจาะจงอย่างยิ่ง การล้มเหลวของเครื่องมือผ่าตัดหรือส่วนประกอบของอุปกรณ์ฝังในร่างกายอาจส่งผลถึงชีวิตของผู้ป่วย มาตรฐาน ISO 13485 กำหนดระบบการจัดการคุณภาพ (QMS) ที่ออกแบบมาโดยเฉพาะสำหรับการผลิตอุปกรณ์ทางการแพทย์ โดยให้ความสำคัญกับการจัดการความเสี่ยง การปฏิบัติตามข้อกำหนดด้านกฎระเบียบ และการติดตามย้อนกลับได้อย่างสมบูรณ์ตั้งแต่ขั้นตอนการออกแบบจนถึงการให้บริการหลังการขาย
การกลึงชิ้นส่วนอุปกรณ์ทางการแพทย์ภายใต้มาตรฐาน ISO 13485 ต้องปฏิบัติตามข้อกำหนดดังนี้:
- การจัดทำเอกสารอย่างเข้มงวดสำหรับกระบวนการออกแบบ การผลิต และการตรวจสอบความถูกต้อง
- ความสามารถในการระบุและลดความเสี่ยงต่อความปลอดภัยของผู้ป่วยอย่างเป็นรูปธรรม
- การปฏิบัติตามข้อผูกพันด้านกฎระเบียบในตลาดเป้าหมายทั้งหมด
- ผลิตภัณฑ์ที่สอดคล้องตามเกณฑ์ความปลอดภัยและประสิทธิภาพที่กำหนดไว้
IATF 16949: ความเป็นเลิศในอุตสาหกรรมยานยนต์
พัฒนาโดย International Automotive Task Force (IATF) ซึ่งมาตรฐาน IATF 16949 ถือเป็นมาตรฐานการจัดการคุณภาพระดับโลกที่ออกแบบมาโดยเฉพาะสำหรับการผลิตยานยนต์ โดยมาตรฐานนี้สร้างขึ้นบนพื้นฐานของ ISO 9001 พร้อมครอบคลุมข้อกำหนดเพิ่มเติมด้านการออกแบบผลิตภัณฑ์ กระบวนการผลิต และมาตรฐานเฉพาะของลูกค้า ซึ่งกำหนดกรอบการทำงานของห่วงโซ่อุปทานอุตสาหกรรมยานยนต์
สิ่งที่ทำให้ IATF 16949 มีคุณค่าอย่างยิ่งคือ สถานประกอบการที่ได้รับการรับรองจะนำระบบควบคุมกระบวนการเชิงสถิติ (Statistical Process Control: SPC) ไปใช้ในการตรวจสอบตัวแปรการผลิตแบบเรียลไทม์ เพื่อให้มั่นใจว่าชิ้นส่วนที่มีความแม่นยำสูงจะคงความสม่ำเสมอตลอดการผลิตในปริมาณมาก สิ่งนี้มีความสำคัญอย่างยิ่งเมื่อคุณผลิตชิ้นส่วนโครงแชสซี ชิ้นส่วนระบบเบรก หรือบูชings โลหะแบบความแม่นยำสูง ซึ่งความสม่ำเสมอของมิติส่งผลโดยตรงต่อความปลอดภัยและประสิทธิภาพของยานพาหนะ
สำหรับการใช้งานในอุตสาหกรรมยานยนต์ที่ต้องการศักยภาพในการผลิตที่ได้รับการรับรอง โซลูชันการกลึงยานยนต์ของ Shaoyi แสดงให้เห็นว่าการผลิตที่ได้รับการรับรองตามมาตรฐาน IATF 16949 เป็นอย่างไรในทางปฏิบัติ — โดยสามารถจัดส่งชุดโครงแชสซีที่มีความซับซ้อนและชิ้นส่วนโลหะที่ต้องการความแม่นยำสูง ภายในระยะเวลาการนำส่งที่เร็วที่สุดเพียงหนึ่งวันทำการ พร้อมรักษาการควบคุมคุณภาพอย่างเข้มงวด
การเลือกใบรับรองให้สอดคล้องกับความต้องการของอุตสาหกรรมคุณ
คุณควรตรวจสอบใบรับรองใดก่อนสั่งซื้อ? ขึ้นอยู่กับว่าชิ้นส่วนของคุณจะนำไปใช้งานในอุตสาหกรรมใดเป็นหลัก ด้านล่างนี้คือการแยกประเภทตามอุตสาหกรรมอย่างเป็นรูปธรรม:
การผลิตทั่วไปและการสร้างต้นแบบ:
- การรับรองมาตรฐาน ISO 9001 ให้การรับประกันคุณภาพที่เพียงพอ
- ให้ความสำคัญกับคุณภาพของการสื่อสาร และความรวดเร็วในการตอบกลับข้อเสนอแนะด้านการออกแบบเพื่อการผลิต (DFM)
- ความสามารถด้านความแม่นยำมีความสำคัญมากกว่าใบรับรองเฉพาะทาง
การบินและอวกาศและการป้องกันประเทศ:
- การรับรองมาตรฐาน AS9100 มักเป็นข้อกำหนดที่จำเป็นสำหรับชิ้นส่วนที่มีบทบาทสำคัญต่อการบิน
- ต้องปฏิบัติตามข้อกำหนด ITAR สำหรับสินค้าที่เกี่ยวข้องกับการป้องกันประเทศซึ่งระบุไว้ในรายการอาวุธของสหรัฐอเมริกา (U.S. Munitions List)
- คาดหวังเอกสารประกอบที่ละเอียดรอบคอบและระบบติดตามแหล่งที่มาของวัสดุอย่างสมบูรณ์
อุปกรณ์ทางการแพทย์และสาธารณสุข:
- การรับรองมาตรฐาน ISO 13485 เป็นสิ่งจำเป็นสำหรับผลิตภัณฑ์ทางการแพทย์ที่อยู่ภายใต้การควบคุมด้านกฎระเบียบ
- อาจจำเป็นต้องจดทะเบียนกับสำนักงานคณะกรรมการอาหารและยาแห่งสหรัฐอเมริกา (FDA) สำหรับอุปกรณ์ทางการแพทย์ที่จำหน่ายในตลาดสหรัฐอเมริกา
- มักจำเป็นต้องมีใบรับรองวัสดุและเอกสารยืนยันความเข้ากันได้ทางชีวภาพ
อุตสาหกรรมยานยนต์:
- การรับรองมาตรฐาน IATF 16949 เป็นข้อกำหนดที่ผู้ผลิตรถยนต์รายใหญ่ (OEMs) และผู้จัดจำหน่ายชั้นหนึ่ง (Tier 1 suppliers) กำหนด
- มักคาดหวังให้มีเอกสารกระบวนการอนุมัติชิ้นส่วนการผลิต (PPAP: Production Part Approval Process)
- ความสามารถในการควบคุมกระบวนการด้วยสถิติ (Statistical Process Control) ช่วยรับประกันคุณภาพการผลิตที่สม่ำเสมอ
ใบรับรองต่างๆ แสดงให้ลูกค้าของเราเห็นว่าเราให้ความสำคัญกับคุณภาพอย่างแท้จริง ใบรับรองเหล่านี้ไม่ใช่เพียงแค่เอกสารธรรมดา แต่เป็นพันธสัญญาในการมุ่งมั่นสู่ความเป็นเลิศในทุกชิ้นส่วนที่เราผลิต
ตามคู่มือการรับรองจาก Machine Shop Directory บริษัทผู้ผลิตชิ้นส่วนรถยนต์ (OEMs) ร้อยละ 67 กำหนดให้ซัพพลายเออร์ของตนต้องมีการรับรองมาตรฐาน ISO 9001 — และร้านเครื่องจักรกลที่มีใบรับรองเฉพาะด้านอุตสาหกรรมมีโอกาสได้รับสัญญาเพิ่มขึ้นเฉลี่ยร้อยละ 15 เมื่อเทียบกับผู้ที่ไม่มี การลงทุนเพื่อการรับรองจึงคุ้มค่าอย่างยิ่ง เพราะช่วยขยายการเข้าถึงตลาดและสร้างความมั่นใจให้กับลูกค้า
การได้รับใบรับรองไม่เพียงแต่เปิดประตูสู่อุตสาหกรรมที่มีการควบคุมเท่านั้น แต่ยังส่งเสริมการปรับปรุงภายในองค์กรอีกด้วย กระบวนการตรวจสอบจะบังคับให้ผู้ผลิตพิจารณาการดำเนินงานของตน จัดทำเอกสารขั้นตอนต่างๆ และนำระบบควบคุมมาใช้เพื่อลดข้อผิดพลาดและของเสีย ท่านจะได้รับประโยชน์จากประสิทธิภาพที่เพิ่มขึ้นเหล่านี้ผ่านคุณภาพที่สม่ำเสมอมากขึ้น และมักจะได้ราคาที่ต่ำลงด้วย เนื่องจากการปรับปรุงการดำเนินงานจะส่งผลสะสมอย่างต่อเนื่องในระยะยาว
การทราบว่าใบรับรองใดมีความสำคัญสำหรับการใช้งานของท่านนั้นเป็นสิ่งจำเป็นอย่างยิ่ง — แต่การตรวจสอบให้แน่ใจว่าคู่ค้าที่อาจร่วมงานกับท่านนั้นมีคุณสมบัติตรงตามใบรับรองที่ระบุจริง และสามารถส่งมอบคุณภาพที่สม่ำเสมอในทางปฏิบัติได้นั้น จำเป็นต้องอาศัยแนวทางการประเมินอย่างเป็นระบบ
วิธีการประเมินและเลือกคู่ค้าด้าน CNC ออนไลน์ที่เหมาะสม
คุณเข้าใจเกี่ยวกับการรับรองคุณภาพ คุณรู้ว่าอุตสาหกรรมของคุณต้องการมาตรฐานใด — แต่แล้วคุณจะตรวจสอบได้อย่างไรว่าผู้ผลิตที่อาจเป็นพันธมิตรกับคุณนั้นสามารถปฏิบัติตามสัญญาที่ให้ไว้จริง? การเลือกศูนย์บริการเครื่องจักรกลแบบควบคุมด้วยคอมพิวเตอร์ (CNC) ที่ไม่เหมาะสม อาจส่งผลให้เกิดการพลาดกำหนดส่งงาน ชิ้นส่วนถูกปฏิเสธ และปัญหาการสื่อสารที่สร้างความไม่พอใจ ซึ่งจะทำให้แผนงานทั้งโครงการของคุณล้มเหลว
ไม่ว่าคุณจะกำลังค้นหา 'ศูนย์บริการเครื่องจักรกลแบบควบคุมด้วยคอมพิวเตอร์ใกล้ฉัน' หรือประเมินแพลตฟอร์มดิจิทัลระดับโลก กระบวนการคัดเลือกก็จำเป็นต้องอาศัยการประเมินอย่างเป็นระบบ มากกว่าการตัดสินจากสัญชาตญาณเพียงอย่างเดียว ตามคู่มือการคัดเลือกพันธมิตรของ TQ Manufacturing บริษัทหลายแห่งมักประสบปัญหาทั่วไป เช่น คุณภาพไม่สม่ำเสมอ การจัดส่งล่าช้า และการสื่อสารที่ไม่ดี — ซึ่งปัญหาเหล่านี้นำไปสู่การปรับปรุงงานซ้ำที่มีค่าใช้จ่ายสูง ความล่าช้าในการผลิต และลูกค้าที่ไม่พึงพอใจ
มาสร้างกรอบการทำงานเชิงปฏิบัติสำหรับการประเมินบริการเครื่องจักรกลแบบควบคุมด้วยคอมพิวเตอร์ (CNC) แบบเฉพาะทาง เพื่อแยกแยะผู้ให้บริการที่น่าเชื่อถือออกจากผู้จำหน่ายที่มีความเสี่ยง
สัญญาณเตือนเมื่อเลือกพันธมิตรด้าน CNC
ก่อนที่จะลงลึกถึงสิ่งที่ควรพิจารณา ขอเริ่มด้วยการระบุสัญญาณเตือนที่บ่งชี้ว่าคุณควรหันไปพิจารณาผู้ขายรายอื่นแทน ตามรายการตรวจสอบของวิศวกรบริษัท JUPAICNC ผู้ซื้อที่มีประสบการณ์จะสามารถสังเกตปัญหาเหล่านี้ได้ตั้งแต่เนิ่นๆ ซึ่งช่วยประหยัดเวลาและหลีกเลี่ยงข้อผิดพลาดที่อาจก่อให้เกิดค่าใช้จ่ายสูง
สัญญาณเตือนที่บ่งชี้ถึงปัญหาที่อาจเกิดขึ้น:
- ขาดการรับรอง: การไม่มีใบรับรองการควบคุมคุณภาพที่ได้รับการยอมรับในระดับอุตสาหกรรม เช่น ISO 9001 แสดงว่าการควบคุมกระบวนการยังไม่เพียงพอ สำหรับอุตสาหกรรมที่อยู่ภายใต้การกำกับดูแล การขาดใบรับรองเฉพาะสาขา (เช่น AS9100, ISO 13485, IATF 16949) จะทำให้ผู้ขายรายนั้นไม่ผ่านการคัดเลือกทันที
- คำตอบคลุมเครือเกี่ยวกับศักยภาพในการให้บริการ: เมื่อคุณสอบถามเกี่ยวกับความสามารถในการควบคุมความคลาดเคลื่อน ความเชี่ยวชาญด้านวัสดุ หรือระยะเวลาการผลิต แล้วได้รับคำตอบที่ไม่ชัดเจน คุณควรคาดการณ์ไว้ล่วงหน้าว่าจะเกิดความคลุมเครือในลักษณะเดียวกันระหว่างการผลิตจริง
- เวลาตอบกลับที่ช้าในช่วงการประเมิน: หากผู้ขายใช้เวลาหลายวันในการตอบกลับคำถามเบื้องต้น คุณควรคาดหวังว่าจะเกิดความล่าช้าในการสื่อสารระหว่างการผลิตเช่นกัน ดังนั้น โปรดทดสอบความรวดเร็วในการตอบสนองของผู้ขายก่อนตัดสินใจทำสัญญา
- ไม่มีการให้ข้อเสนอแนะ DFM: ร้านเครื่องจักรกลที่มีคุณภาพใกล้ตัวคุณ—หรือที่ใดก็ตาม—สามารถระบุปัญหาด้านความสามารถในการผลิตได้อย่างกระตือรือร้น ผู้ขายที่ให้ราคาเพียงอย่างเดียวโดยไม่เข้าไปมีส่วนร่วมในการออกแบบมักจะส่งชิ้นส่วนที่มีปัญหาซึ่งสามารถหลีกเลี่ยงได้
- ประสบการณ์วัสดุจำกัด: ร้านเครื่องจักร CNC ใกล้ตัวคุณที่รับงานเฉพาะอะลูมิเนียมจะไม่สามารถตอบสนองความต้องการของโครงการคุณได้ดีนัก หากโครงการนั้นต้องการความเชี่ยวชาญด้านสแตนเลสสตีลหรือไทเทเนียม
- ความล่าช้าในการจัดส่งบ่อยครั้ง: สอบถามอัตราการจัดส่งตรงเวลา ประวัติการจัดส่งที่ไม่ดีเป็นสัญญาณบ่งชี้ถึงปัญหาในการบริหารจัดการกำลังการผลิต ซึ่งจะส่งผลกระทบต่อโครงการของคุณ
- ไม่มีกระบวนการจัดการคำสั่งเร่งด่วนที่เป็นระบบ: เมื่อจำเป็นต้องผลิตต้นแบบเร่งด่วน—และสิ่งนี้มักเกิดขึ้น—ผู้ขายที่ไม่มีศักยภาพในการเร่งดำเนินการจะทำให้คุณติดอยู่ในสถานการณ์ลำบาก
หากผู้จัดจำหน่ายแสดงสัญญาณเตือนที่น่ากังวลหลายประการ ทางที่ดีที่สุดคือพิจารณาตัวเลือกอื่น
คำถามที่ควรถามก่อนสั่งซื้อ
ตอนนี้ลองเปลี่ยนมุมมองกันดูบ้าง ต่อไปนี้คือสิ่งที่คุณควรตรวจสอบอย่างแข็งขันเมื่อประเมินโรงงานกลึงใกล้คุณหรือแพลตฟอร์มการผลิตแบบดิจิทัล ตามคู่มือการผลิตของ UPTIVE การเลือกพันธมิตรที่เหมาะสมซึ่งมีประสบการณ์ที่เกี่ยวข้องอาจช่วยประหยัดเงินให้คุณได้หลายพันดอลลาร์ เนื่องจากพวกเขาคุ้นเคยกับข้อผิดพลาดทั่วไปและวิธีที่มีประสิทธิภาพที่สุดในการหลีกเลี่ยงปัญหาเหล่านั้น
การรับรองและการตรวจสอบคุณภาพ:
- คุณมีใบรับรองด้านคุณภาพใดบ้าง และถูกตรวจสอบล่าสุดเมื่อใด
- คุณสามารถจัดเตรียมรายงานการตรวจสอบ เอกสารการควบคุมคุณภาพ หรือรายงานการตรวจสอบชิ้นงานต้นแบบ (FAI) ได้หรือไม่
- คุณจัดการกับชิ้นส่วนที่ไม่เป็นไปตามข้อกำหนดอย่างไร — กระบวนการดำเนินการแก้ไขของคุณคืออะไร
การสื่อสารและการจัดการโครงการ:
- ฉันจะมีผู้จัดการบัญชีเฉพาะหรือผู้ติดต่อเพียงรายเดียวหรือไม่
- คุณสื่อสารอัปเดตโครงการ ความล่าช้า หรือปัญหาที่ไม่คาดคิดระหว่างการผลิตอย่างไร
- เวลาตอบกลับโดยเฉลี่ยของคุณสำหรับคำถามเชิงเทคนิคหรือการชี้แจงใบเสนอราคาคือเท่าใด
ความสามารถทางเทคนิค:
- คุณสามารถรักษาระดับความคลาดเคลื่อน (tolerance) ได้ในช่วงใดบ้าง (โปรดตรวจสอบด้วยชิ้นส่วนตัวอย่างหากเป็นไปได้)
- คุณเชี่ยวชาญวัสดุประเภทใด และสามารถแบ่งปันกรณีศึกษาของโครงการที่คล้ายคลึงกันได้หรือไม่
- คุณใช้เครื่องจักรแบบใดในการผลิต — เครื่อง 3 แกน เครื่อง 4 แกน เครื่อง 5 แกน หรือเครื่องมิลลิ่ง-เทิร์น (mill-turn centers)
ความสามารถในการขยายตัวและความยืดหยุ่น:
- คุณสามารถผลิตชิ้นส่วนต้นแบบได้หรือไม่ รวมถึงการผลิตจำนวนมากตั้งแต่ 1,000 ชิ้นขึ้นไป
- ความสามารถในการรองรับปริมาณการสั่งซื้อที่เพิ่มขึ้นโดยไม่เกิดความล่าช้าในการจัดส่งของคุณเป็นอย่างไร
- คุณสามารถรองรับโครงการเร่งด่วนหรือการเปลี่ยนแปลงแบบการออกแบบในนาทีสุดท้ายได้หรือไม่
ระยะเวลาการนำส่งและการจัดส่ง:
- ระยะเวลาการนำส่งโดยทั่วไปของคุณคือเท่าใด และอัตราการจัดส่งตรงเวลาของคุณเป็นเท่าใด
- คุณให้บริการติดตามสถานะคำสั่งซื้อแบบเรียลไทม์และแจ้งอัปเดตสถานะอย่างต่อเนื่องหรือไม่
- คุณจัดการกำลังการผลิตอย่างไรเพื่อหลีกเลี่ยงความล่าช้าในช่วงที่มีความต้องการสูง
ปัจจัยด้านการขยายขนาด: จากต้นแบบสู่การผลิตจริง
นี่คือจุดที่ผู้ผลิตจำนวนมากยังไม่สามารถทำได้ดีพอ หาช่างกลในท้องถิ่นที่รับทำต้นแบบแบบครั้งเดียวจบเป็นเรื่องง่าย แต่การหาพันธมิตรที่สามารถเปลี่ยนผ่านอย่างราบรื่นจากขั้นตอนการสร้างต้นแบบอย่างรวดเร็วสู่การผลิตจำนวนมากโดยคงคุณภาพให้สม่ำเสมอ—นั่นคือความท้าทายที่แท้จริง
ตามผลการวิจัยของ UPTIVE การเดินทางจากขั้นตอนต้นแบบสู่การผลิตจริงจำเป็นต้องอาศัยพันธมิตรที่สามารถจัดการได้ดังนี้
- การสนับสนุนการปรับปรุงแบบออกแบบ: พันธมิตรที่มีคุณภาพจะให้คำแนะนำด้านการออกแบบเพื่อการผลิต (DFM) ซึ่งช่วยปรับปรุงต้นแบบของคุณให้เหมาะสมกับการผลิตที่มีต้นทุนต่ำและขยายขนาดได้
- การทดสอบตรวจสอบปริมาณต่ำ: ก่อนดำเนินการผลิตเต็มรูปแบบ ควรผลิตเป็นล็อตเล็กๆ เพื่อตรวจจับปัญหาในการผลิตตั้งแต่เนิ่นๆ
- การปรับขนาดการผลิต เมื่อความต้องการเพิ่มขึ้น พันธมิตรของคุณควรสามารถขยายกำลังการผลิตไปพร้อมกับคุณโดยไม่ลดทอนคุณภาพ
- การควบคุมคุณภาพอย่างสม่ำเสมอ: การตรวจสอบอย่างเข้มงวดแบบเดียวกันที่ใช้ยืนยันคุณภาพของต้นแบบ ควรนำมาใช้กับหน่วยผลิตทุกชิ้น
สมดุลที่เหมาะสมที่สุดคือ โรงงานที่สามารถส่งมอบต้นแบบเร่งด่วนภายในหนึ่งวัน โดยยังคงรักษามาตรฐานคุณภาพระดับการผลิตไว้ได้ องค์รวมนี้สะท้อนทั้งความเป็นเลิศในการดำเนินงานและความยืดหยุ่นที่มุ่งเน้นลูกค้า
สำหรับการใช้งานในยานยนต์ที่ต้องการความสามารถในการพัฒนาต้นแบบสู่การผลิตจริง บริการกัดฉลุด้วยเครื่อง CNC ความแม่นยำสูงของ Shaoyi เป็นตัวอย่างที่ชัดเจนของระบบการผลิตออนไลน์ที่พร้อมใช้งานจริง—สามารถปรับขนาดได้ตั้งแต่การผลิตต้นแบบอย่างรวดเร็ว ไปจนถึงการผลิตชิ้นส่วนจำนวนมากของโครงแชสซีที่มีความซับซ้อนและชิ้นส่วนโลหะเฉพาะทาง โดยมีการรับรองมาตรฐาน IATF 16949 และการควบคุมกระบวนการด้วยสถิติ (Statistical Process Control) ซึ่งรับประกันคุณภาพของผลลัพธ์ที่มีความแม่นยำสูงอย่างสม่ำเสมอ
รายการตรวจสอบของคุณ
ก่อนสั่งซื้อครั้งต่อไป โปรดตรวจสอบปัจจัยสำคัญเหล่านี้:
| เกณฑ์การประเมินผล | สิ่งที่ต้องตรวจสอบ | เหตุ ใด จึง สําคัญ |
|---|---|---|
| การรับรอง | ต้องมีการรับรองมาตรฐาน ISO 9001 เป็นอย่างน้อย; และต้องมีใบรับรองเฉพาะอุตสาหกรรมตามที่กำหนด | ระบบการควบคุมคุณภาพที่มีเอกสารรองรับช่วยลดข้อบกพร่องและการทำงานซ้ำ |
| การสื่อสาร | เวลาตอบกลับภายใน 24 ชั่วโมง; มีผู้ติดต่อเฉพาะด้านให้บริการ | การสื่อสารที่ไม่ดีก่อให้เกิดความล่าช้าและความผิดพลาดในข้อกำหนด |
| ข้อเสนอแนะการออกแบบเพื่อความประหยัดและผลิตได้ง่าย (DFM Feedback) | คำแนะนำเชิงรุกเกี่ยวกับการออกแบบก่อนเข้าสู่ขั้นตอนการผลิต | ตรวจจับปัญหาที่อาจก่อให้เกิดค่าใช้จ่ายสูงก่อนที่จะกลายเป็นข้อบกพร่องในการผลิต |
| ความสามารถในการรับความคลาดเคลื่อน | ความแม่นยำที่มีเอกสารรับรองซึ่งสอดคล้องกับข้อกำหนดของคุณ | รับประกันว่าชิ้นส่วนจะเป็นไปตามข้อกำหนดด้านการทำงาน |
| ความเชี่ยวชาญด้านวัสดุ | มีประสบการณ์ในการทำงานกับวัสดุเฉพาะของคุณ; มีกรณีศึกษาให้ศึกษา | ความรู้เชิงลึกเกี่ยวกับวัสดุแต่ละชนิดช่วยป้องกันข้อผิดพลาดในการกลึง |
| ความสามารถในการปรับขนาด | มีศักยภาพในการผลิตทั้งต้นแบบและชิ้นส่วนสำหรับการผลิตในปริมาณมาก | หลีกเลี่ยงการเปลี่ยนผู้จัดจำหน่ายเมื่อโครงการของคุณขยายตัว |
| การจัดส่งตรงเวลา | มีประวัติการส่งมอบตรงเวลาอย่างน้อย 95% | การส่งมอบชิ้นส่วนล่าช้าจะทำให้แผนการผลิตและการปฏิบัติตามคำมั่นต่อลูกค้าล้มเหลว |
การเลือกพันธมิตรบริการกลึง CNC ออนไลน์ที่เหมาะสม ถือเป็นหนึ่งในการตัดสินใจด้านการผลิตที่สำคัญที่สุดที่คุณสามารถทำได้ พันธมิตรที่น่าเชื่อถือจะช่วยยกระดับคุณภาพผลิตภัณฑ์ เพิ่มประสิทธิภาพการผลิต และรับประกันการส่งมอบตรงเวลา—ทำให้คุณสามารถมุ่งเน้นไปที่นวัตกรรมการออกแบบ แทนที่จะต้องมาจัดการวิกฤตห่วงโซ่อุปทาน
ด้วยการประเมินผู้ขายอย่างเป็นระบบตามเกณฑ์เหล่านี้ คุณสามารถเลือกพันธมิตรด้านการผลิตที่สอดคล้องกับมาตรฐานคุณภาพ ความคาดหวังด้านการจัดส่ง และความต้องการในการขยายขนาดได้อย่างมั่นใจ การลงทุนล่วงหน้าเพื่อการประเมินอย่างเหมาะสมจะคืนผลตอบแทนในรูปของคำสั่งซื้อทุกรายการที่มาถึงตรงเวลา ตรงตามข้อกำหนด และพร้อมใช้งานทันที
คำถามที่พบบ่อยเกี่ยวกับบริการเครื่องจักรกลแบบ CNC ออนไลน์
1. ความแตกต่างระหว่างบริการเครื่องจักรกลแบบ CNC ออนไลน์กับโรงกลึงแบบดั้งเดิมคืออะไร
บริการเครื่องจักรกลแบบ CNC ออนไลน์ใช้แพลตฟอร์มดิจิทัลที่ช่วยให้สามารถขอใบเสนอราคาได้ทันที อัปโหลดไฟล์ CAD และเข้าถึงบริการการผลิตความแม่นยำระดับโลกได้โดยไม่จำเป็นต้องโทรศัพท์หรือเข้าพบด้วยตนเอง ในขณะที่โรงกลึงแบบดั้งเดิมจำเป็นต้องส่งคำขอใบเสนอราคาแบบแยกย่อย แลกเปลี่ยนข้อมูลผ่านอีเมล และมักประสบข้อจำกัดด้านภูมิศาสตร์ แพลตฟอร์มดิจิทัลจะส่งมอบงานไปยังผู้ผลิตเฉพาะทางภายในเครือข่ายขนาดใหญ่ ซึ่งช่วยให้มั่นใจได้ทั้งในด้านคุณภาพที่สม่ำเสมอและราคาที่แข่งขันได้ รวมทั้งสามารถจัดส่งชิ้นส่วนได้เร็วสุดภายใน 1–3 วันสำหรับต้นแบบ
2. ฉันจะขอใบเสนอราคาทันทีสำหรับงานเครื่องจักรกลซีเอ็นซีแบบออนไลน์ได้อย่างไร
อัปโหลดไฟล์ 3D CAD ของคุณ (โดยทั่วไปควรเป็นรูปแบบ STEP หรือ IGES) ไปยังแพลตฟอร์ม CNC ออนไลน์ ขั้นตอนวิธีที่ใช้ปัญญาประดิษฐ์ (AI) จะวิเคราะห์รูปทรงชิ้นส่วน วัสดุที่เลือก ค่าความคลาดเคลื่อนที่ยอมรับได้ (tolerances) และพื้นผิวที่ต้องการทันที เพื่อสร้างราคาที่แม่นยำภายในไม่กี่วินาที ระบบจะแจ้งเตือนปัญหาที่อาจเกิดขึ้นในการผลิต และให้คำแนะนำด้านการออกแบบเพื่อการผลิต (Design for Manufacturing) ก่อนเริ่มการผลิต แพลตฟอร์มส่วนใหญ่ยังอนุญาตให้คุณปรับเปลี่ยนจำนวนชิ้น วัสดุ และระยะเวลาจัดส่ง เพื่อดูการเปลี่ยนแปลงราคาแบบเรียลไทม์
3. รูปแบบไฟล์ใดเหมาะสมที่สุดสำหรับการสั่งงานเครื่องจักร CNC ออนไลน์?
ไฟล์รูปแบบ STEP (.step/.stp) ถือเป็นมาตรฐานทองคำสำหรับงานเครื่องจักร CNC เนื่องจากสามารถรักษาเรขาคณิตที่แม่นยำ เส้นโค้ง และนิยามขอบได้อย่างครบถ้วน รูปแบบ IGES และ Parasolid ก็ใช้งานได้ดีเช่นกัน หลีกเลี่ยงการใช้ไฟล์รูปแบบ STL เพราะไฟล์ประเภทนี้ใช้โครงข่ายสามเหลี่ยม (triangular mesh) ซึ่งเป็นเพียงการประมาณค่าและขาดความแม่นยำสำหรับการสร้างเส้นทางการตัด (toolpath) ของเครื่อง CNC สำหรับชิ้นส่วนที่ต้องการความคลาดเคลื่อนต่ำมาก โปรดแนบภาพวาด 2 มิติในรูปแบบ PDF ที่ระบุขนาดที่สำคัญ พื้นผิวที่ต้องการ และค่าความคลาดเคลื่อนเชิงเรขาคณิต (geometric tolerances) ควบคู่ไปกับโมเดล 3 มิติของคุณ
4. ต้นทุนการกลึงด้วยเครื่อง CNC มีเท่าใด และปัจจัยใดบ้างที่ส่งผลต่อราคา?
ต้นทุนการกลึงด้วยเครื่อง CNC ขึ้นอยู่กับการเลือกวัสดุ (คิดเป็น 20% ของต้นทุน), เวลาในการใช้เครื่อง (คิดเป็น 80% ของต้นทุน), ความซับซ้อนของชิ้นส่วน, ความต้องการด้านความคลาดเคลื่อน (tolerance), ปริมาณการสั่งซื้อ, การตกแต่งพื้นผิว และระยะเวลาจัดส่ง ชิ้นส่วนอลูมิเนียมมีต้นทุนต่ำกว่าชิ้นส่วนไทเทเนียม; ความคลาดเคลื่อนมาตรฐาน (±0.005 นิ้ว) มีราคาถูกกว่ามากเมื่อเทียบกับความคลาดเคลื่อนแบบความแม่นยำสูง (±0.001 นิ้ว) การสั่งซื้อเป็นล็อตใหญ่จะช่วยลดต้นทุนต่อชิ้นโดยการกระจายค่าใช้จ่ายในการตั้งค่าเครื่อง ส่วนคำสั่งซื้อเร่งด่วนที่ต้องการจัดส่งภายใน 1–3 วัน มักมีค่าธรรมเนียมเพิ่มขึ้น 25–100% เมื่อเทียบกับกำหนดเวลาปกติที่ใช้เวลา 7–15 วัน
5. ฉันควรเลือกการกลึงด้วยเครื่องจักร CNC แทนการพิมพ์ 3 มิติหรือการขึ้นรูปด้วยแม่พิมพ์ฉีดเมื่อใด
เลือกการกลึงด้วยเครื่อง CNC เมื่อคุณต้องการคุณสมบัติเชิงกลที่เหนือกว่าจากโลหะแท่งหรือพลาสติกวิศวกรรม ความแม่นยำสูง (±0.001 นิ้ว) ต้นแบบที่ใช้งานได้จริงซึ่งทำจากวัสดุระดับการผลิต หรือปริมาณชิ้นส่วนตั้งแต่ 1 ถึง 500 ชิ้น การพิมพ์ 3 มิติเหมาะอย่างยิ่งสำหรับการปรับปรุงแบบอย่างรวดเร็ว รูปทรงภายในที่ซับซ้อน และการตรวจสอบการออกแบบด้วยต้นทุนต่ำ การขึ้นรูปด้วยการฉีดพลาสติกจะให้ประสิทธิภาพด้านต้นทุนเมื่อผลิตมากกว่า 500 ชิ้น แต่จำเป็นต้องลงทุนล่วงหน้าในแม่พิมพ์จำนวนมาก ($3,000–$100,000 ขึ้นไป) โครงการหลายโครงการจึงใช้การกลึงด้วยเครื่อง CNC สำหรับการสร้างต้นแบบ จากนั้นจึงเปลี่ยนไปใช้การขึ้นรูปด้วยการฉีดพลาสติกสำหรับการผลิตจำนวนมาก