 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

ค่าความคลาดเคลื่อนที่จำเป็นสำหรับการตีขึ้นรูปเพื่อสมรรถนะยานยนต์
ค่าความคลาดเคลื่อนที่จำเป็นสำหรับการตีขึ้นรูปเพื่อสมรรถนะยานยนต์

สรุปสั้นๆ
ค่าความคลาดเคลื่อนในการตีขึ้นรูปสำหรับข้อกำหนดอุตสาหกรรมยานยนต์ คือ ชุดของค่าความแปรผันของมิติที่ยอมให้ได้ ซึ่งกำหนดระดับความแม่นยำของชิ้นส่วนยานยนต์ที่ผลิตออกมา การปฏิบัติตามค่าความคลาดเคลื่อนที่แคบเป็นสิ่งจำเป็น เพื่อให้มั่นใจว่าชิ้นส่วนต่างๆ จะพอดีกันอย่างถูกต้อง ทำงานได้อย่างน่าเชื่อถือภายใต้แรงกดดัน และเป็นไปตามข้อกำหนดที่เข้มงวดของอุตสาหกรรมยานยนต์ในด้านความปลอดภัยและประสิทธิภาพ การบรรลุถึงความแม่นยำนี้ช่วยเพิ่มความแข็งแรงของชิ้นส่วน ลดของเสียจากวัสดุ และเป็นพื้นฐานสำคัญในการผลิตรถยนต์ที่มีสมรรถนะสูงและเชื่อถือได้
การนิยามค่าความคลาดเคลื่อนในการตีขึ้นรูป: รากฐานของการผลิตแบบความแม่นยำสูง
ในการผลิต ค่าความคลาดเคลื่อน (tolerance) คือขีดจำกัดที่ยอมรับได้ของความแปรปรวนในมิติทางกายภาพของชิ้นส่วนหนึ่งๆ โดยเฉพาะอย่างยิ่ง ค่าความคลาดเคลื่อนในการตีขึ้นรูป (Forging tolerances) จะกำหนดช่วงการเบี่ยงเบนที่ยอมรับได้จากมิติที่ระบุไว้ตามแบบแปลนวิศวกรรม ซึ่งตัวเลขเหล่านี้ไม่ได้ถูกกำหนดขึ้นโดยพลการ แต่เป็นพารามิเตอร์สำคัญที่ทำให้มั่นใจได้ว่าชิ้นส่วนต่างๆ จะสามารถติดตั้งและทำงานได้อย่างถูกต้องภายในชุดประกอบขนาดใหญ่ เช่น เครื่องยนต์หรือระบบกันสะเทือนของรถ โดยตามที่แหล่งข้อมูลในอุตสาหกรรมเช่น Engineers Edge ได้กล่าวไว้ ค่าความคลาดเคลื่อนเหล่านี้จะต้องคำนึงถึงปัจจัยต่างๆ ที่เกิดขึ้นโดยธรรมชาติในกระบวนการตีขึ้นรูป รวมถึงการสึกหรอของแม่พิมพ์ การหดตัวของวัสดุขณะเย็นตัว และความไม่ตรงกันที่อาจเกิดขึ้นระหว่างแม่พิมพ์ด้านบนและด้านล่าง
ค่าความคลาดเคลื่อนในการตีขึ้นรูปมักจัดเป็นสองประเภท ได้แก่ "ทั่วไป" หรือ "พิเศษ" ค่าความคลาดเคลื่อนทั่วไป ซึ่งใช้ในกรณีที่ไม่ได้ระบุมาตรฐานเฉพาะเจาะจง จะถูกแบ่งย่อยออกเป็น "มาตรฐานเชิงพาณิชย์" สำหรับการปฏิบัติงานทั่วไป และ "มาตรฐานแบบละเอียด" สำหรับงานที่ต้องการความแม่นยำสูงและมีต้นทุนเพิ่มเติม ค่าความคลาดเคลื่อนพิเศษจะถูกระบุอย่างชัดเจนในแบบแปลนทางวิศวกรรมสำหรับมิติที่สำคัญมาก โดยที่ความแม่นยำมีความจำเป็นสูงสุด ลองนึกภาพการประกอบเครื่องยนต์สมรรถนะสูง: แม้ว่าโครงเครื่องโดยรวมจะมีขนาดที่ยอมรับได้ (ค่าความคลาดเคลื่อนเชิงพาณิชย์) แต่การพอดีของลูกสูบภายในกระบอกสูบจะต้องมีช่องว่างที่แน่นหนากว่าและเฉพาะเจาะจงมากกว่า (ค่าความคลาดเคลื่อนพิเศษ) เพื่อให้มั่นใจว่าการอัดตัวและการผลิตกำลังจะเกิดขึ้นอย่างเหมาะสมที่สุด
ในท้ายที่สุดแล้ว ค่าความคลาดเคลื่อนในการตีขึ้นรูปถือเป็นข้อตกลงร่วมกันระหว่างผู้ออกแบบและผู้จัดหาบริการตีขึ้นรูป เช่นเดียวกับที่ได้อธิบายไว้โดย Queen City Forging , ควรพิจารณาเป็นกรณีๆ ไปเพราะได้รับอิทธิพลโดยตรงจากดีไซน์ของชิ้นส่วนและเทคนิคการผลิตเฉพาะที่ใช้ ความเข้าใจพื้นฐานในเรื่องค่าความคลาดเคลื่อนนี้เป็นก้าวแรกสู่การสร้างชิ้นส่วนที่สามารถตอบสนองข้อกำหนดอันเข้มงวดของอุตสาหกรรมสมรรถนะสูงทุกประเภท
บทบาทสำคัญของค่าความคลาดเคลื่อนที่แคบในอุตสาหกรรมยานยนต์
อุตสาหกรรมยานยนต์ดำเนินงานภายใต้แรงกดดันอย่างมากในการส่งมอบยานพาหนะที่ปลอดภัย เชื่อถือได้ มีประสิทธิภาพการใช้น้ำมันเชื้อเพลิงสูง และมีสมรรถนะดี การหล่อแบบดร็อปฟอร์จที่มีความแม่นยำสูงพร้อมค่าความคลาดเคลื่อนที่แคบเป็นกระบวนการผลิตหลักที่ช่วยตอบโจทย์ความต้องการเหล่านี้ เมื่อชิ้นส่วนยานยนต์ถูกหล่อขึ้นตามข้อกำหนดที่แม่นยำ ประโยชน์จะแผ่ขยายไปทั่วทั้งคันรถ ตั้งแต่สมรรถนะไปจนถึงอายุการใช้งาน ความแม่นยำทางมิติที่สม่ำเสมอนี้ซึ่งเกิดจากการหล่อที่มีความแม่นยำ เป็นสิ่งจำเป็นสำหรับการผลิตชิ้นส่วนที่สามารถทนต่อแรงเครียด แรงสั่นสะเทือน และการเปลี่ยนแปลงอุณหภูมิอย่างรุนแรงจากการใช้งานประจำวัน
ข้อดีของการรักษาระยะเผาที่แม่นยำสำหรับชิ้นส่วนยานยนต์มีความสำคัญอย่างยิ่ง และส่งผลโดยตรงต่อคุณภาพและประสิทธิภาพด้านต้นทุนของผลิตภัณฑ์สุดท้าย โดยตามที่ระบุไว้ในคู่มือจาก Sinoway Industry , ประโยชน์เหล่านี้มีหลายด้าน:
- ความแข็งแรงและความทนทานสูงกว่า: กระบวนการหล่อขึ้นรูปจะปรับโครงสร้างเม็ดโลหะให้ละเอียดขึ้น โดยจัดเรียงให้สอดคล้องกับรูปร่างของชิ้นส่วน ซึ่งจะช่วยเพิ่มคุณสมบัติทางกล ทำให้ชิ้นส่วนมีความต้านทานต่อการเหนื่อยล้า การกระแทก และการสึกหรอได้สูง ชิ้นส่วนสำคัญ เช่น เพลาข้อเหวี่ยง ก้านสูบ และก้านหมุนพวงมาลัย ต่างพึ่งพาความแข็งแรงจากการหล่อขึ้นรูปเพื่อป้องกันการเสียหาย
- ความปลอดภัยและเชื่อถือได้มากขึ้น: สำหรับระบบสำคัญต่อความปลอดภัย เช่น ระบบเบรกและระบบกันสะเทือน ไม่มีที่ว่างสำหรับข้อผิดพลาด ระยะเผาที่แม่นยำจะช่วยให้มั่นใจได้ว่าชิ้นส่วนต่างๆ จะพอดีและทำงานร่วมกันได้อย่างไร้ที่ติ ลดความเสี่ยงของการเกิดข้อผิดพลาดทางกล งานวิจัยหลายชิ้นแสดงให้เห็นว่าชิ้นส่วนที่มีระยะเผาแม่นยำสามารถช่วยปรับปรุงประสิทธิภาพและความน่าเชื่อถือโดยรวมได้อย่างมาก
- การลดน้ำหนัก: การออกแบบยานยนต์สมัยใหม่ให้ความสำคัญกับการลดน้ำหนักเพื่อเพิ่มประสิทธิภาพการใช้เชื้อเพลิง การขึ้นรูปด้วยแรงอัดที่มีความแม่นยำสูงสามารถสร้างชิ้นส่วนที่แข็งแรงและเบาได้ โดยตัดวัสดุส่วนเกินออกไปโดยไม่กระทบต่อความแข็งแรงของโครงสร้าง ซึ่งช่วยให้ผู้ผลิตสามารถตอบสนองมาตรฐานการปล่อยมลพิษและประหยัดเชื้อเพลิงที่เข้มงวดมากขึ้น
- คุ้มค่าต่อการผลิตในระดับใหญ่: ถึงแม้ว่าการควบคุมความคลาดเคลื่อนที่แคบลงอาจต้องใช้อุปกรณ์เครื่องมือที่ทันสมัยมากขึ้น แต่กระบวนการขึ้นรูปด้วยการปล่อยแรงดัน (drop forging) มีความมีประสิทธิภาพสูงสำหรับการผลิตจำนวนมาก ช่วยลดของเสียจากวัสดุ (หรือแฟลช) และมักช่วยลดความจำเป็นในการตัดแต่งเพิ่มเติม ทำให้ต้นทุนต่อหน่วยต่ำลงในการผลิตจำนวนมาก
การปฏิบัติตามมาตรฐานและแนวทางการขึ้นรูปด้วยแรงอัด
เพื่อให้มั่นใจถึงความสอดคล้องและคุณภาพทั่วทั้งอุตสาหกรรม ค่าความคลาดเคลื่อนในการปั๊มขึ้นรูปมักถูกกำหนดตามมาตรฐานที่ได้รับการยอมรับ องค์กรต่างๆ เช่น สภาวิศวกรเครื่องกลแห่งอเมริกา (ASME) และสถาบันมาตรฐานเยอรมัน (Deutsches Institut für Normung - DIN) ได้จัดทำข้อกำหนดที่ครอบคลุมวัสดุ ขนาด และค่าความดันสำหรับชิ้นส่วนที่ผลิตโดยการปั๊มขึ้นรูป ตัวอย่างเช่น มาตรฐาน ASME B16.11 ได้ระบุข้อกำหนดโดยละเอียดสำหรับข้อต่อแบบปั๊มขึ้นรูป ในขณะที่มาตรฐาน DIN เช่น DIN 1.2714 ระบุเกรดวัสดุที่มีความต้านทานการสึกหรอสูง เหมาะสมสำหรับการปั๊มขึ้นรูปแบบแม่พิมพ์ปิด การปฏิบัติตามมาตรฐานเหล่านี้ช่วยให้มั่นใจได้ถึงความสามารถในการใช้งานร่วมกันได้ และเป็นเกณฑ์พื้นฐานของคุณภาพสำหรับชิ้นส่วนที่จัดหาจากผู้จัดจำหน่ายรายต่างๆ
ค่าความคลาดเคลื่อนที่สามารถทำได้ยังขึ้นอยู่กับวิธีการตีขึ้นรูปเป็นอย่างมาก การตีขึ้นรูปแบบหุ่นเปิด ซึ่งโลหะไม่ถูกจำกัดอย่างสมบูรณ์โดยแม่พิมพ์ มักจะมีค่าความคลาดเคลื่อนที่หลวมกว่า ในทางตรงกันข้าม การตีขึ้นรูปแบบหุ่นปิด (หรือการตีขึ้นรูปแบบอิมเพรสชั่น) ซึ่งบังคับให้โลหะเข้าไปในโพรงที่ถูกกลึงขึ้นอย่างแม่นยำ ทำให้สามารถควบคุมขนาดได้อย่างละเอียดมากขึ้น ความแม่นยำนี้เองที่ทำให้การตีขึ้นรูปแบบหุ่นปิดเป็นที่นิยมอย่างมากสำหรับชิ้นส่วนรถยนต์ที่ซับซ้อน เช่น เฟืองและชิ้นส่วนระบบกันสะเทือน
ตารางด้านล่างแสดงภาพรวมทั่วไปของค่าความคลาดเคลื่อนโดยทั่วไปสำหรับประเภทการตีขึ้นรูปที่แตกต่างกัน แม้ว่าค่าเฉพาะอาจแตกต่างกันไปตามขนาด วัสดุ และความซับซ้อนของชิ้นส่วน
| วิธีการตีขึ้นรูป | ระยะความอดทนทั่วไป | การประยุกต์ใช้งานทั่วไปในอุตสาหกรรมยานยนต์ |
|---|---|---|
| การตีขึ้นรูปแบบหุ่นปิด / อิมเพรสชั่น | ±0.5 มม. ถึง ±1.5 มม. (สามารถแคบกว่านี้ได้) | ก้านต่อ ฟันเฟือง เพลาข้อเหวี่ยง ข้อต่อพวงมาลัย |
| การตีขึ้นรูปแบบได้เปิด | ±1 มม. ถึง ±3 มม. (หรือ ±0.03″ ถึง ±0.125″) | เพลาขนาดใหญ่ แหวน ขั้นตอนการขึ้นรูปเบื้องต้นของแท่งอัด |
| การตีขึ้นรูปความแม่นยำสูง (Net-Shape) | ±0.1 mm ถึง ±0.3 mm | เฟืองประสิทธิภาพสูง ใบพัดกังหัน |
ปัจจัยสำคัญด้านการออกแบบและวัสดุสำหรับความแม่นยำในการตีขึ้นรูป
การบรรลุถึงความแม่นยำในการตีขึ้นรูปที่เหมาะสมไม่ใช่เพียงแค่การระบุค่าตัวเลขเท่านั้น แต่เป็นผลลัพธ์จากแนวทางแบบองค์รวมที่เริ่มตั้งแต่ขั้นตอนการออกแบบ ปัจจัยสำคัญหลายประการมีปฏิสัมพันธ์กันเพื่อกำหนดความแม่นยำสุดท้ายของชิ้นส่วนที่ตีขึ้นรูป วิศวกรและนักออกแบบจำเป็นต้องพิจารณาสมดุลระหว่างปัจจัยเหล่านี้ เพื่อสร้างชิ้นส่วนที่สามารถผลิตได้จริงและตอบสนองข้อกำหนดด้านประสิทธิภาพ โดยตามที่ได้กล่าวไว้ในเอกสารเทคนิคฉบับสั้นจาก Frigate Manufacturing การออกแบบที่ผ่านการวางแผนมาอย่างดีเป็นพื้นฐานสำคัญของความสำเร็จ
ปัจจัยต่อไปนี้มีความสำคัญอย่างยิ่งต่อการกำหนดค่าความคลาดเคลื่อนที่สามารถทำได้สำหรับชิ้นส่วนรถยนต์ที่ตีขึ้นรูปทุกชนิด
- รูปร่างเรขาคณิตและระดับความซับซ้อนของชิ้นส่วน รูปร่างที่เรียบง่ายสามารถตีขึ้นรูปได้อย่างแม่นยำมากกว่าโดยธรรมชาติ ขณะที่การออกแบบที่ซับซ้อน เช่น มีโพรงลึก มุมแหลม หรือผนังบาง อาจกีดขวางการไหลของโลหะภายในแม่พิมพ์ ส่งผลให้เกิดความแปรปรวนของมิติ รัศมีโค้งและส่วนเว้าที่เหมาะสมมีความสำคัญต่อการไหลของวัสดุอย่างราบรื่น และช่วยป้องกันข้อบกพร่อง
- การเลือกวัสดุ: วัสดุที่ต่างกันมีพฤติกรรมที่แตกต่างกันภายใต้ความร้อนและความดัน โลหะผสมต่างๆ เช่น เหล็ก สังกะสี และไทเทเนียม แต่ละชนิดมีอัตราการขยายตัวจากความร้อน ลักษณะการไหล และการหดตัวขณะเย็นตัวที่ไม่เหมือนกัน การเลือกวัสดุมีผลโดยตรงต่อการออกแบบแม่พิมพ์และความแม่นยำของขนาดที่สามารถทำได้ ตัวอย่างเช่น ความนำความร้อนสูงของอลูมิเนียม จำเป็นต้องใช้การควบคุมกระบวนการที่แตกต่างจากเหล็ก
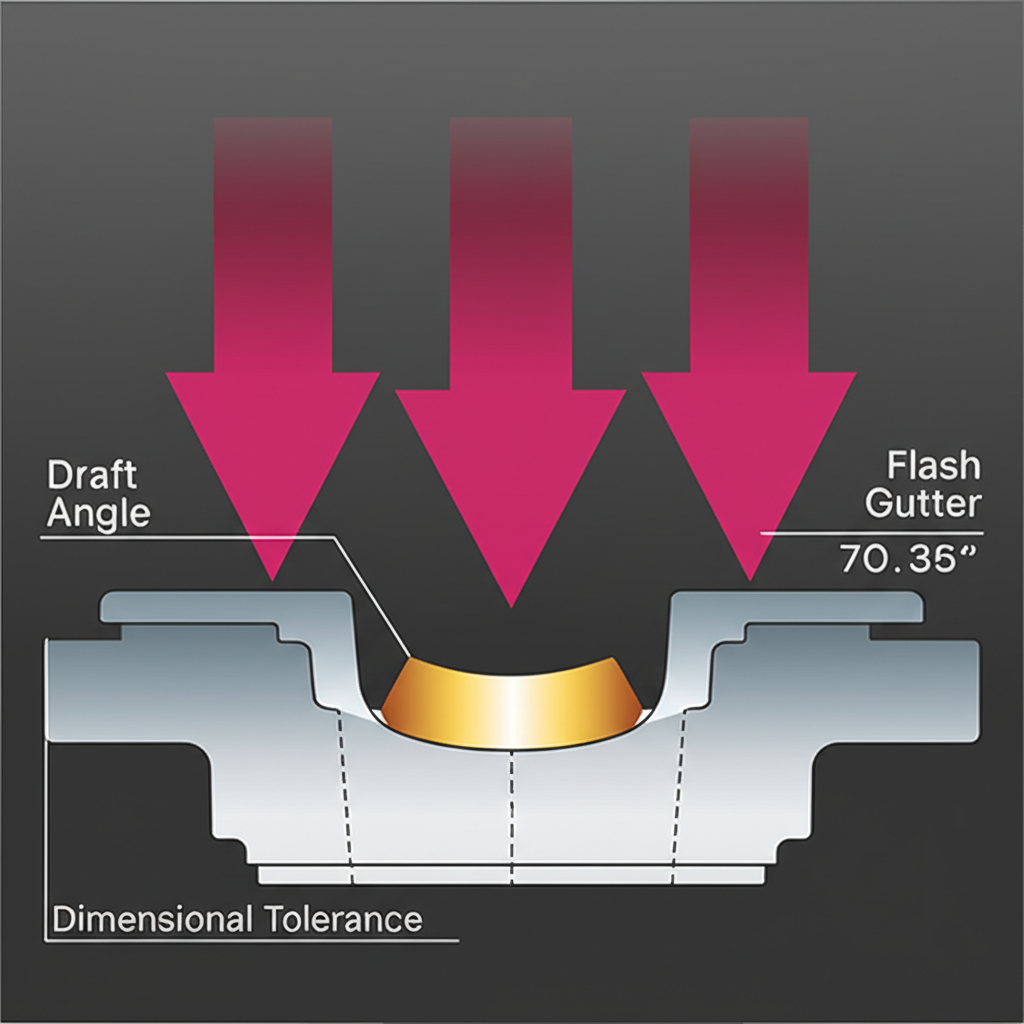
- การออกแบบแม่พิมพ์และมุมรีด: แม่พิมพ์เองเป็นเครื่องมือหลักที่กำหนดรูปร่างของชิ้นส่วน การออกแบบแม่พิมพ์ที่เหมาะสม รวมถึงการกำหนดมุมรีด (การเอียงเล็กน้อยของพื้นผิวแนวตั้ง) มีความสำคัญอย่างยิ่งต่อการดึงชิ้นงานสำเร็จรูปออกได้โดยไม่เกิดความเสียหาย การออกแบบมุมรีดที่ไม่เพียงพออาจทำให้ชิ้นงานบิดเบี้ยวและส่งผลต่อความแม่นยำของขนาด
- อุณหภูมิการขึ้นรูปและความควบคุมกระบวนการ: อุณหภูมิของชิ้นงานและเครื่องพิมพ์ต้องควบคุมอย่างละเอียด ความแตกต่างของอุณหภูมิอาจนําไปสู่การไหลของวัสดุที่ไม่สม่ําเสมอและการหดตัว โดยตรงส่งผลต่อความแม่นยําของมิติ กระบวนการอัตโนมัติ ให้ความสม่ําเสมอที่จําเป็นสําหรับการผลิตรถยนต์ขนาดใหญ่
การ ปฏิบัติ ตาม ปัจจัย เหล่า นี้ อย่าง สําเร็จ มัก จะ จําเป็น ต้อง มี การ ร่วมมือ กับ ผู้ มี พิเศษ ใน การ ทํา งาน ลอก สําหรับบริษัทที่มองหาส่วนประกอบที่มีคุณภาพสูง การร่วมมือกับผู้ให้บริการที่มีประสบการณ์เป็นสิ่งสําคัญ ตัวอย่างเช่น เทคโนโลยีโลหะเส้าอี้ บริการบริการหมักร้อนที่ได้รับการรับรองจาก IATF16949 สําหรับอุตสาหกรรมรถยนต์

คำถามที่พบบ่อย
1. การประชุม สถานะ DIN สําหรับการปลอมแปลงคืออะไร?
มาตรฐาน DIN (Deutsches Institut für Normung) ครอบคลุมด้านต่างๆ ของการสลัก ตัวอย่างที่เกี่ยวข้องคือ DIN 1.2714 มาตรฐานวัสดุสําหรับเหล็กสแตนเลส Cr-Ni-Mo-V ที่แนะนําสําหรับการสกัดแบบปิดเพราะความแข็งแรงสูง, ความทนทานต่อการสกัดและความแข็งแรง มาตรฐานนี้รับประกันว่าวัสดุตัวนั้นเอง เหมาะสําหรับผลิตส่วนประกอบที่ทนทานและแข็งแรงสูง
2. การใช้ มาตรฐาน ASME สําหรับการโกหกคืออะไร?
ASME (สมาคมอเมริกันของช่างเครื่องกล) ให้มาตรฐานหลายอย่างที่ใช้ในการปั้น สายการไฟฟ้าที่ใช้ในโรงงาน มาตรฐานนี้มีความสําคัญในการรับรองความสม่ําเสมอและความปลอดภัยในการใช้งานความดันสูง
3. การ สร้าง ความอดทนในการโกหกแบบเปิดเป็นแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบแบบ
การตีขึ้นรูปแบบเปิดมักมีค่าความคลาดเคลื่อนที่กว้างกว่าวิธีการตีขึ้นรูปแบบปิด เนื่องจากชิ้นงานไม่ถูกล้อมรอบอย่างสมบูรณ์ ค่าความคลาดเคลื่อนอาจอยู่ในช่วงประมาณ ±0.03 นิ้ว ถึง ±0.125 นิ้ว (โดยประมาณ ±0.8 มม. ถึง ±3.2 มม.) ก่อนการกลึง ขึ้นอยู่กับขนาดและความซับซ้อนของชิ้นส่วน วิธีนี้เหมาะกับชิ้นส่วนขนาดใหญ่หรือขั้นตอนการขึ้นรูปเบื้องต้นมากกว่า โดยที่ความแม่นยำสูงไม่ใช่ปัจจัยหลัก