 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

แผ่นดันคงที่ เทียบกับ แผ่นดันลอยตัว: การตัดสินใจออกแบบแม่พิมพ์ที่ทำให้หรือทำลายเครื่องมือของคุณ

การตัดสินใจที่สำคัญเกี่ยวกับแผ่นสตริปเปอร์ที่นักออกแบบแม่พิมพ์ทุกคนต้องเชี่ยวชาญ
ลองจินตนาการถึงการทำงานของเครื่องขึ้นรูปชิ้นงานปริมาณมาก แล้วทันใดนั้นชิ้นงานเริ่มติดอยู่กับแกนพันซ์ มีขอบที่แตกร้าวผิดปกติ และทีมบำรุงรักษาก็เร่งตรวจสอบหาสาเหตุ ปัญหาคืออะไร? ในหลายกรณี สาเหตุหลักสามารถย้อนกลับไปยังทางเลือกพื้นฐานที่ตัดสินใจในช่วงออกแบบแม่พิมพ์ นั่นคือ การเลือกประเภทแผ่นสตริปเปอร์ที่ไม่เหมาะสมกับการใช้งาน
ไม่ว่าคุณจะ การออกแบบแม่พิมพ์โปรเกรสซีฟ สำหรับชิ้นส่วนยานยนต์ หรือการออกแบบอุปกรณ์สำหรับอิเล็กทรอนิกส์ความแม่นยำ การเข้าใจการเลือกระหว่างแผ่นสตริปเปอร์แบบคงที่และแบบลอยตัวจึงมีความจำเป็นอย่างยิ่ง การเลือกนี้ส่งผลโดยตรงต่อคุณภาพของชิ้นงาน ความทนทานของเครื่องมือ และผลกำไรของคุณ
เหตุใดการเลือกแผ่นสตริปเปอร์ของคุณจึงกำหนดประสิทธิภาพของแม่พิมพ์
ดังนั้นแผ่นสตริปเปอร์คืออะไรกันแน่? มันคือชิ้นส่วนที่ทำหน้าที่ถอดวัสดุชิ้นงานออกจากพันซ์หลังจากแต่ละจังหวะการทำงาน การผลักวัสดุออกอย่างเหมาะสมด้วยแผ่นสตริปเปอร์จะช่วยให้ชิ้นงานแยกตัวออกมาอย่างสะอาด ป้องกันการดึงชิ้นวัสดุ (slug) กลับขึ้นไป และรักษาระยะเวลาไซเคิลให้คงที่ เมื่อคุณเลือกการจัดวางที่เหมาะสม เครื่องตัด (ได) ของคุณจะทำงานได้อย่างราบรื่น แต่หากเลือกผิด คุณจะประสบปัญหาการผลิตที่ตามมาอย่างต่อเนื่อง
แผ่นสตริปเปอร์มีหน้าที่มากกว่าการดึงวัสดุออกเท่านั้น—มันยังช่วยนำทางพันซ์ ควบคุมการเคลื่อนที่ของวัสดุ และมีผลต่อความมั่นคงโดยรวมของได้ ดังนั้นการเลือกระหว่างแบบคงที่ (fixed) และแบบลอย (floating) จึงถือเป็นการตัดสินใจสำคัญที่ส่งผลต่อทุกด้านของการทำงานของได้
ต้นทุนแฝงจากการเลือกสตริปเปอร์ผิดประเภท
การเลือกประเภทแผ่นสตริปเปอร์ที่ไม่เหมาะสม จะก่อให้เกิดผลกระทบที่ไกลเกินกว่าการลงทุนครั้งแรกในเครื่องมือ:
- ความเสียหายของชิ้นงาน: รอยขีดข่วน ความบิดเบี้ยว และความคลาดเคลื่อนของขนาด จากแรงดึงที่ไม่เหมาะสม
- การสึกหรอของเครื่องมือเร็วกว่าปกติ: การเรียงตำแหน่งของดายไม่ตรงกันและแรงเสียดทานที่มากเกินไป ทำให้อายุการใช้งานของชิ้นส่วนลดลง
- เวลาหยุดทำงานที่ไม่ได้วางแผน: การปรับตั้งบ่อยครั้งและการซ่อมแซมฉุกเฉิน รบกวนกำหนดการผลิต
- อัตราของเศษวัสดุที่เพิ่มขึ้น: การดีดชิ้นงานออกไม่ดี ทำให้ชิ้นส่วนถูกปฏิเสธและสิ้นเปลืองวัสดุ
วางพื้นฐานสู่ความสำเร็จในการตัดแตะที่แม่นยำ
นี่คือความท้าทายที่นักออกแบบดายหลายคนเผชิญ: ข้อมูลเกี่ยวกับการเลือกแผ่นสตริปเปอร์กระจัดกระจายอยู่ในคู่มือเทคนิค แคตตาล็อกของผู้จัดจำหน่าย และความรู้เฉพาะที่ส่งต่อกันระหว่างวิศวกร ไม่มีแหล่งข้อมูลใดที่รวบรวมการเปรียบเทียบสำคัญนี้ไว้พร้อมเกณฑ์การตัดสินใจที่ชัดเจนและนำไปปฏิบัติได้—จนกระทั่งตอนนี้
คู่มือนี้นำเสนอการประเมินอย่างครอบคลุมระหว่างแผ่นสตริปเปอร์แบบคงที่และแบบลอยตัว พร้อมกรอบการเลือกที่เป็นระบบและคำแนะนำเชิงปฏิบัติ คุณจะได้ทราบอย่างชัดเจนว่าแต่ละประเภทเหมาะกับกรณีใด เข้าใจข้อแลกเปลี่ยนที่เกี่ยวข้อง และมั่นใจมากขึ้นในการตัดสินใจเลือกอุปกรณ์เครื่องมือสำคัญนี้สำหรับการประยุกต์ใช้งานเฉพาะของคุณ
เกณฑ์การประเมินสำหรับการเลือกแผ่นสตริปเปอร์
ก่อนที่จะลงลึกในรายละเอียดของแผ่นสตริปเปอร์แบบยึดแน่นและแบบลอยตัว คุณจำเป็นต้องมีกรอบแนวคิดที่ชัดเจนเพื่อการตัดสินใจนี้ หากระบุเกณฑ์ไม่ชัดเจน การเปรียบเทียบตัวเลือกทั้งสองนี้จะกลายเป็นการคาดเดา แทนที่จะเป็นงานวิศวกรรม มาวางแนวทางการประเมินผลที่ผู้เชี่ยวชาญใช้เมื่อเลือกการจัดวางแผ่นสตริปเปอร์ที่เหมาะสมสำหรับแม่พิมพ์แผ่นสตริปเปอร์และการประยุกต์ใช้แม่พิมพ์ตายกันดีกว่า
ห้าปัจจัยที่กำหนดความสำเร็จของแผ่นสตริปเปอร์
เมื่อวิศวกรประเมินว่าแผ่นสตริปเปอร์แบบใดเหมาะกับการประยุกต์ใช้งานของตนมากที่สุด พวกเขามักกลับมาพิจารณาห้ามิติสำคัญเหล่านี้เสมอ แต่ละปัจจัยมีน้ำหนักแตกต่างกันไปตามข้อกำหนดการผลิตเฉพาะของคุณ:
- ความต้องการแรงสตริปเปอร์ :แรงที่จำเป็นในการแยกวัสดุออกจากหมัดโดยทั่วไปอยู่ในช่วง 10-25% ของแรงเจาะ แอปพลิเคชันที่ต้องการแรงสตริปเปอร์สูงกว่าจะต้องใช้การออกแบบแผ่นที่แข็งแรงกว่า เพื่อให้สามารถส่งแรงได้อย่างสม่ำเสมอ
- ความเข้ากันได้กับความหนาของวัสดุ: วัสดุที่บางจะมีพฤติกรรมต่างจากวัสดุหนาในขั้นตอนการปลดชิ้นงาน คุณต้องเลือกแผ่นปลดที่เหมาะสมกับช่วงความหนาเฉพาะที่คุณจะประมวลงาน เพราะหากไม่สอดคล้องจะทำให้ชิ้นงานเสียหายหรือไม่สามารถปลดชิ้นงานออกอย่างสมบูรณ์
- พิจารณาปริมาณการผลิต: การดำเนินงานที่มีปริมาณสูงต้องการแผ่นปลดที่สามารถคงประสิทธิภาพตลอดหลายล้านรอบ ในขณะที่งานที่มีปริมาณต่ำอาจยอมรับการตั้งค่าที่ง่ายกว่า แม้ต้องปรับบ่อยกว่า
- ข้อกำหนดในการบำรุงรักษา: บางแบบของแผ่นปลดจำเป็นต้องเปลี่ยนสปริงเป็นประจำ ต้องหล่อลื่น หรือปรับตำแหน่งเป็นระยะ การเข้าใจความต้องการที่ต่อเนี้ยวนี้จะช่วยให้คุณคำนวณต้นทุนการดำเนินงานที่แท้จริงได้
- ความคุ้มค่า: ราคาซื้อเริ่มต้นบ่งบอกเพียงส่วนหนึ่งของเรื่องราว ควรพิจารณาความซับซ้อนของการติดตั้ง เวลาที่สูญเสียจากการปรับ การความถี่ของการเปลี่ยนชิ้นส่วน และผลกระทบต่อคุณภาพชิ้นงานเมื่อประเมินต้นทุนรวมของการเป็นเจ้าของ
วิธีที่เราประเมินแต่ละประเภทของแผ่นปลด
ตลอดการเปรียบเทียบนี้ เราจะประเมินแผ่นสตริปเปอร์แบบคงที่และแบบลอยตัวตามเกณฑ์แต่ละข้อข้างต้น คุณจะเห็นการวิเคราะห์อย่างชัดเจนว่าแผ่นแต่ละประเภทดีเด่นในด้านใด และมีข้อจำกัดในจุดไหน การดำเนินการอย่างเป็นระบบเช่นนี้จะช่วยตัดความชอบส่วนตัวออกไป และทำให้การตัดสินใจของคุณอิงกับปัจจัยประสิทธิภาพที่วัดได้
กรอบการคัดเลือกที่ผู้เชี่ยวชาญใช้
นักออกแบบแม่พิมพ์ประสบการณ์สูงไม่ได้เลือกแผ่นสตริปเปอร์เพียงเพราะความเคยชินหรือคำแนะนำจากผู้จัดจำหน่ายเท่านั้น แต่พวกเขาจับคู่ข้อกำหนดของการประยุกต์ใช้งานกับศักยภาพของแผ่นอย่างเป็นระบบ เมื่อคุณศึกษาการเปรียบเทียบโดยละเอียดต่อไป โปรดจำมิติการประเมินเหล่านี้ไว้ในใจ—มันจะช่วยนำทางคุณไปสู่การจัดวางที่ให้ประสิทธิภาพสูงสุดสำหรับความท้าทายในการตัดโลหะของคุณ
แผ่นสตริปเปอร์แบบคงที่เพื่อความมั่นคงและประสิทธิภาพด้านต้นทุน
เมื่อคุณเข้าใจกรอบการประเมินแล้ว ต่อไปมาดูผู้เข้าแข่งขันรายแรกของการเปรียบเทียบแผ่นสตริปเปอร์แบบคงที่กับแบบลอยตัว แผ่นสตริปเปอร์แบบคงที่ถือเป็นแนวทางพื้นฐานสำหรับการดันชิ้นงานออก ซึ่งเป็นปรัชญาการออกแบบที่ให้ความสำคัญกับความเรียบง่าย ความมั่นคงแข็งแรง และประสิทธิภาพที่สม่ำเสมอในช่วงการใช้งานเฉพาะ
เมื่อดำเนินการตัด (stamping) ที่ต้องการพฤติกรรมที่คาดการณ์ได้และเครื่องมือที่ประหยัดงบประมาณ แผ่นสตริปเปอร์แบบคงที่มักจะเป็นทางเลือกที่ชาญฉลาด แต่การเข้าใจอย่างแท้จริงว่าพวกมันทำงานอย่างไร—และสถานการณ์ใดที่พวกมันทำงานได้ดี—จะทำให้แยกแยะการออกแบบแม่พิมพ์ที่ประสบความสำเร็จออกจากแม่พิมพ์ที่มีปัญหาได้อย่างชัดเจน
แผ่นสตริปเปอร์แบบคงที่ให้ประสิทธิภาพที่สม่ำเสมอได้อย่างไร
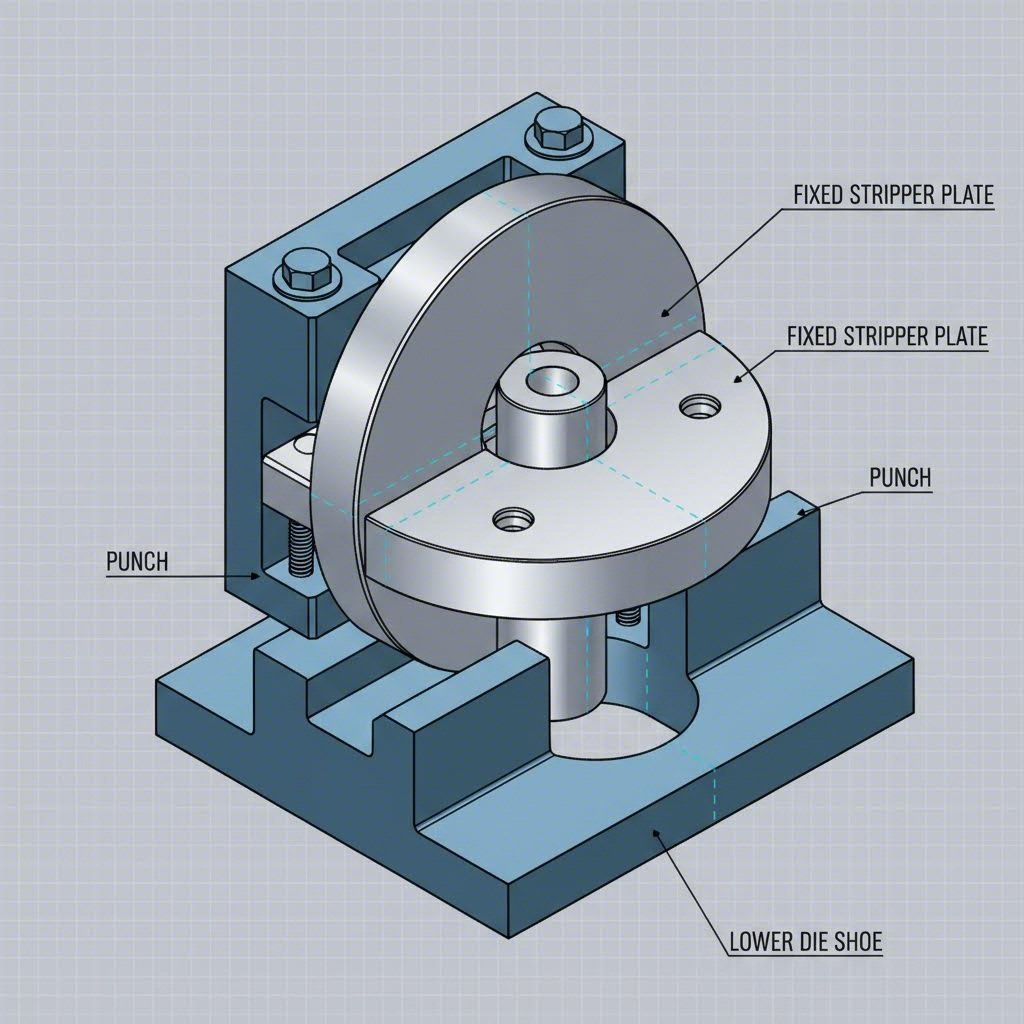
แผ่นสตริปเปอร์แบบคงที่จะติดตั้งอย่างมั่นคงกับรองเท้าตาย (die shoe) หรือชุดยึดปากกา (punch holder assembly) โดยคงตำแหน่งที่แน่นอนสัมพันธ์กับชิ้นส่วนของแม่พิมพ์ตลอดช่วงการเดินของเครื่องอัด ซึ่งต่างจากแผ่นสตริปเปอร์ที่ใช้สปริง เพราะแผ่นเหล่านี้จะไม่เคลื่อนที่อย่างอิสระ แต่จะอาศัยการเคลื่อนตัวของเครื่องอัดเองในการแยกวัสดุออกจากปากกา
การออกแบบยึดแบบแข็งนี้สร้างคุณลักษณะในการทำงานหลายประการที่คุณจะสังเกตเห็นได้ทันที:
- การนำทางของหัวเจาะ: แผ่นจัดเตรียมพื้นผิวอ้างอิงที่มั่นคง ซึ่งช่วยนำทางหัวเจาะนำสำหรับยึดกับแผ่นปลด รักษาการจัดแนวอย่างถูกต้องตลอดการทำงานความเร็วสูง
- ช่องว่างที่สม่ำเสมอ: โดยไม่มีปัจจัยแปรผันจากการหย่อนตัวของสปริง ช่องว่างระหว่างหัวเจาะและแผ่นปลดจะคงที่ ทำให้มั่นใจได้ถึงการปลดวัสดุอย่างสม่ำเสมอ
- ความต้านทานต่อการสั่นสะเทือน: การเชื่อมต่อที่มั่นคงกับโครงแม่พิมพ์ช่วยลดการสั่นสะเทือนขณะทำงาน ซึ่งอาจส่งผลต่อคุณภาพของชิ้นงาน
เมื่อใช้งานร่วมกับหัวเจาะนำตรงสำหรับแผ่นปลด โครงสร้างแบบคงที่จะทำให้ องค์ประกอบการจัดแนวที่สำคัญเหล่านี้ ยังคงตำแหน่งอย่างแม่นยำ ความมั่นคงนี้มีประโยชน์อย่างยิ่งในงานแม่พิมพ์โปรเกรสซีฟ ที่การเบี้ยวเผลี้ยนสะสมอาจเพิ่มมากขึ้นตามสถานีต่างๆ
การประยุกต์ใช้งานที่เหมาะสมสำหรับแผ่นปลดแบบคงที่
ตัวถอดแบบคงที่จะทำงานได้ดีที่สุดในงานที่สอดคล้องกับข้อดี inherent ของมัน พิจารณาการออกแบบนี้เมื่อโครงการของคุณเกี่ยวข้องกับ:
- วัสดุขนาดบาง: แผ่นโลหะที่มีความหนาน้อยกว่า 1.5 มม. โดยทั่วไปสามารถถอดชิ้นงานได้อย่างสะอาดโดยไม่จำเป็นต้องใช้แรงกดควบคุมแบบที่ออกแบบมาสำหรับตัวถอดแบบลอย
- การตอกแบบความเร็วสูง: การทำงานที่มีจำนวนรอบเกิน 400 รอบต่อนาที จะได้รับประโยชน์จากชิ้นส่วนที่เคลื่อนไหวน้อยลงและพฤติกรรมที่สม่ำเสมอ
- ชิ้นส่วนอิเล็กทรอนิกส์ความแม่นยำสูง: โครงนำ (lead frames), ขั้วต่อ และชิ้นส่วนที่ตอกขนาดเล็ก ต้องการความมั่นคงที่แผ่นยึดแบบคงที่สามารถมอบได้
- ชิ้นส่วนยานยนต์ขนาดบาง: ขาแขวน, คลิป และองค์ประกอบโครงสร้างขนาดเล็กจากแผ่นเหล็กหรืออลูมิเนียมบาง
- งานตัดพื้นฐาน: แม่พิมพ์แบบสถานีเดียวที่มีรูปทรงเรขาคณิตเรียบง่าย ซึ่งพฤติกรรมของวัสดุสามารถคาดการณ์ได้
ลักษณะสำคัญที่นี่คือ แผ่นดันวัสดุแบบคงที่จะทำงานได้ดีเมื่อความหนาของวัสดุอยู่ในช่วงที่ควบคุมได้ และการโต้ตอบระหว่างหัวดัดกับวัสดุมีความคาดการณ์ได้ มีประสิทธิภาพโดยเฉพาะเมื่อการสัมผัสระหว่างแผ่นดันวัสดุกับพื้นผิวด้านบนเกิดขึ้นน้อยและอยู่ในการควบคุม
การวิเคราะห์ข้อดีและข้อเสียของแผ่นดันวัสดุแบบคงที่
ทุกการตัดสินใจด้านเครื่องมือย่อมมีการแลกเปลี่ยนเสมอ นี่คือการประเมินอย่างตรงไปตรงมาถึงสิ่งที่แผ่นดันวัสดุแบบคงที่นำมาใช้ในออกแบบแม่พิมพ์ของคุณ
ข้อดี
- ค่าใช้จ่ายเริ่มต้นต่ำกว่า: โครงสร้างที่ง่ายกว่าทำให้ลดค่าใช้จ่ายในการผลิต—มักจะต่ำกว่าการออกแบบแบบลอยตัวที่เทียบเคียงกันได้ 20-30%
- การออกแบบและการติดตั้งที่ง่ายกว่า ชิ้นส่วนน้อยลงหมายถึงการตั้งค่าเร็วกว่า การแก้ปัญหาทำได้ง่ายขึ้น และลดข้อผิดพลาดในการประกอบ
- ต้องการการบำรุงรักษาน้อยมาก ไม่มีสปริงที่อาจหมดสภาพ ไม่มีกลไกปรับแต่งที่ต้องตั้งค่า ไม่มีชิ้นส่วนเคลื่อนไหวที่ต้องหล่อลื่น
- ประสิทธิภาพยอดเยี่ยมกับวัสดุบาง ส่งมอบการตัดที่เชื่อถือได้สำหรับวัสดุที่แรงควบคุมไม่ใช่ปัจจัยสำคัญ
- อายุการใช้งานที่ยาวนานกว่า ด้วยชิ้นส่วนสึกหรอน้อยกว่า แผ่นแบบคงที่ที่ออกแบบมาอย่างเหมาะสมมักมีอายุการใช้งานยาวนานกว่าแบบที่เคลื่อนไหวได้
- พฤติกรรมที่สม่ำเสมอในแต่ละรอบการทำงาน: ขจัดปัจจัยแปรผันที่เกิดจากสปริงเสื่อมสภาพหรือการคลาดเคลื่อนของการปรับตั้ง
ข้อเสีย
- ช่วงความหนาของวัสดุจำกัด: ทำงานได้ยากกับวัสดุหนาที่ต้องการแรงตัดซึ่งควบคุมได้
- ทนต่อการจัดแนวหัวตอกผิดพลาดได้น้อยกว่า: โดยไม่มีการยืดหยุ่นของสปริง ความเบี้ยวเล็กน้อยจะส่งผ่านไปยังชิ้นส่วนหัวตอกและแม่พิมพ์โดยตรง
- ไม่มีความสามารถในการตัดล่วงหน้า: ไม่สามารถยึดวัสดุก่อนที่หัวตอกจะเข้าตำแหน่ง ทำให้จำกัดการใช้งานในกระบวนการขึ้นรูปที่ซับซ้อน
- ความสามารถในการปรับตัวลดลง: ยากต่อการปรับแต่งพฤติกรรมการถอดชิ้นงานหลังจากสร้างแม่พิมพ์เสร็จสมบูรณ์
- ความท้าทายจากวัสดุเด้งกลับ: วัสดุที่หนาอาจทำให้หัวตัดเบี่ยงเบนได้ หากไม่มีการออกแบบแบบลอยเพื่อสร้างแรงต้าน
แผ่นสตริปเปอร์แบบคงที่ถือเป็นทางออกตามหลัก 80/20 ในการออกแบบแม่พิมพ์ — สามารถรองรับการใช้งานได้ถึง 80% โดยมีความซับซ้อนเพียงเล็กน้อย ประเด็นสำคัญคือการรู้ว่าการใช้งานของคุณอยู่ในส่วนใหญ่นี้หรือไม่
เมื่อกำหนดใช้แผ่นสตริปเปอร์แบบคงที่ การเลือกวัสดุมีความสำคัญอย่างมาก เหล็กเครื่องมือเช่น D2 มีความต้านทานการสึกหรอได้ดีเยี่ยมสำหรับงานผลิตจำนวนมาก ขณะที่ OHNS (เหล็กเหนียวคืนตัวจากการอบน้ำมัน) เป็นทางเลือกที่คุ้มค่าสำหรับงานผลิตระดับปานกลาง โดยทั่วไปความแข็งจะอยู่ในช่วง 58-62 HRC ที่ผิวของสตริปเปอร์ เพื่อให้มั่นใจถึงความทนทานโดยไม่เปราะเกินไป
การเข้าใจลักษณะเหล่านี้จะช่วยให้คุณตัดสินใจได้อย่างมีข้อมูล — หรือรู้ทันเมื่อแอปพลิเคชันของคุณต้องการความสามารถเพิ่มเติมที่แผ่นดันลอยสามารถมอบให้ได้
แผ่นดันลอยสำหรับความยืดหยุ่นสูงสุด
จะเกิดอะไรขึ้นเมื่อแอปพลิเคชันของคุณเกินขีดจำกัดที่แผ่นดันแบบคงที่รองรับได้อย่างสบาย ๆ? เมื่อความหนาของวัสดุเพิ่มขึ้น รูปร่างชิ้นส่วนซับซ้อนมากขึ้น หรือข้อกำหนดด้านความแม่นยำเข้มงวดขึ้น คุณจะต้องการทางเลือกที่ซับซ้อนกว่าเดิม เข้ามาพบกับแผ่นดันลอย — อุปกรณ์ทำงานด้วยสปริงที่จัดการกับงานตัดแตะที่ต้องการประสิทธิภาพสูง ซึ่งแผ่นดันแบบคงที่ไม่สามารถทำได้
แผ่นดันลอยถือเป็นระดับพรีเมียมในการเปรียบเทียบระหว่างแผ่นดันแบบคงที่และแบบลอย โดยนำเสนอการส่งแรงอย่างแม่นยำและการปรับตัวที่เปลี่ยนกระบวนการทำงานของแม่พิมพ์ที่ท้าทายให้กลายเป็นกระบวนการผลิตที่เชื่อถือได้
ความแม่นยำแบบใช้สปริงสำหรับแอปพลิเคชันที่ต้องการสูง
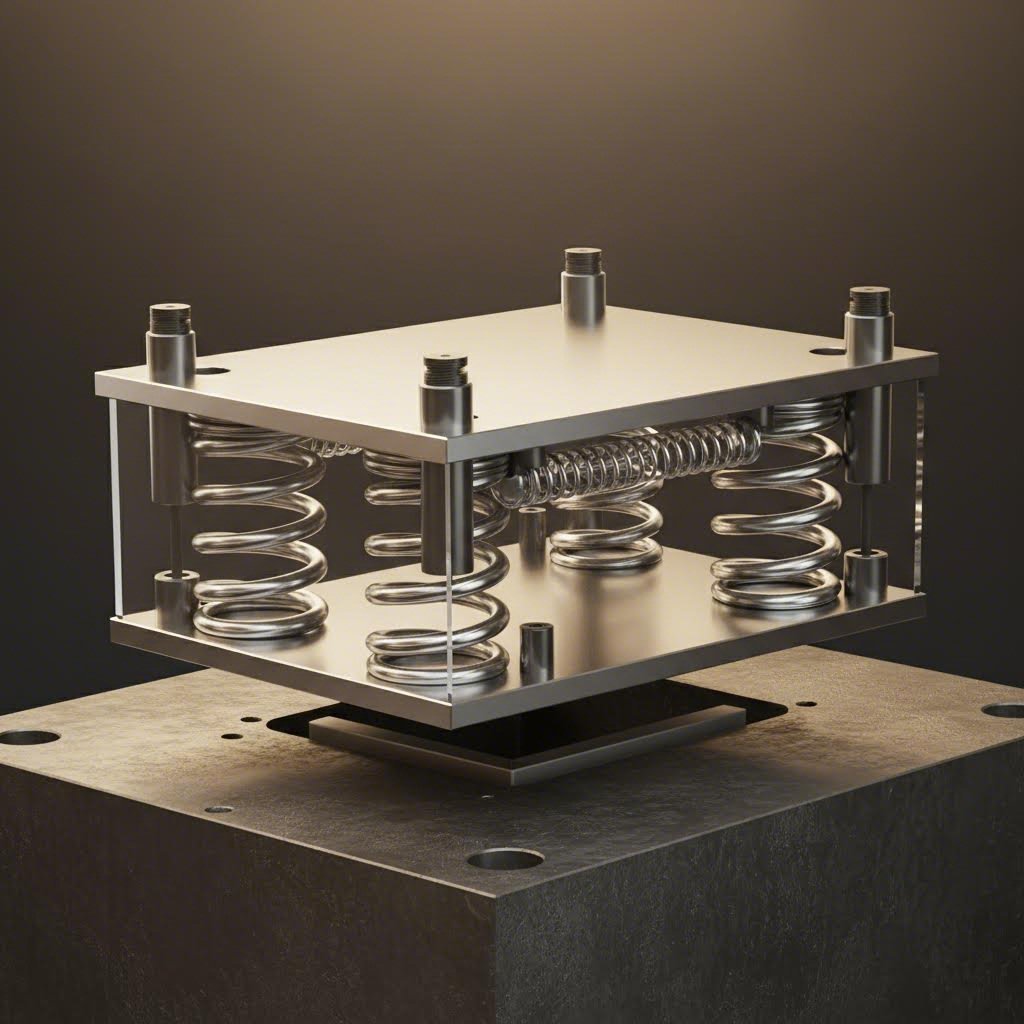
ต่างจากแผ่นสตริปเปอร์แบบแข็ง แผ่นสตริปเปอร์แบบลอยจะติดตั้งบนสปริงหรือองค์ประกอบยืดหยุ่นอื่นๆ ที่อนุญาตการเคลื่อนที่ในแนวตั้งอย่างอิสระ สิ่งที่ดูเหมือนเป็นความต่างเล็กๆ นี้จะเปลี่ยนวิธีที่สตริปเปอร์มีปฏิสัมพันธ์กับวัสดุชิ้นงานของคุณอย่างพื้นฐาน
นี่คือวิธีการทำงานของดีไซน์ที่ขับเคลื่อนด้วยสปริงในทางปฏิบัติ:
- การสัมผราระหว่างก่อนการตัด เมื่อเครื่องกดเคลื่อนลง แผ่นลอยจะสัมผัสและยึดวัสดุก่อนที่ตัวเพงช์สัมผรวัสดุ—ทำให้ชิ้นงานมั่นคงเพื่อการตัดที่สะอาดขึ้น
- แรงดันที่ควบคุมระหว่างการเจาะ สปริงจะอัดตัวขณะเพงช์เจาะเข้าวัสดุ รักษากดแรงลงอย่างสม่ำเสมอตลอดการ stroke การตัด
- การสตริปแบบกระตือรือร้นในช่วงการเคลื่อนขึ้น ในช่วง stroke ขึ้น แรงจากสปริงจะดันวัสดุออกจากเพงช์อย่างกระตือรือร้น แทนการพึ่งแรงโน้มถ่วงและแรงเสียดทานเพียงลำพัง
- การชดเชยการสึกหรอโดยอัตโนมัติ ดีไซน์ที่ใช้สปริงช่วยรองรับการสึกหรอของเพงช์ในระดับเล็กโดยไม่จำเป็นต้องปรับแม่พิมพ์
ตัวยึดสปริงแผ่นสตริปเปอร์มีบทบาทสำคัญในระบบนี้ โดยทำหน้าที่ยึดสปริงให้อยู่ในตำแหน่งที่ถูกต้อง พร้อมทั้งอนุญาตให้สปริงสามารถเคลื่อนที่เพื่อการบีบอัดได้อย่างเหมาะสม ชิ้นส่วนเหล่านี้จะต้องทนทานต่อการทำงานซ้ำๆ นับล้านรอบโดยไม่หลวมหรือเสียหาย ซึ่งทำให้การเลือกใช้ตัวยึดคุณภาพสูงมีความจำเป็นอย่างยิ่งต่อความน่าเชื่อถือในระยะยาว
กลไกที่ยอดเยี่ยมเกิดขึ้นจากการจัดส่งแรงดันอย่างแม่นยำ ในขณะที่แผ่นแบบคงที่จะสร้างความสัมพันธ์เดียวและคงที่กับวัสดุ แต่การออกแบบแบบลอยตัวจะสร้างปฏิสัมพันธ์แบบพลวัตที่สามารถปรับตัวตามความแตกต่างของวัสดุ สภาพของหัวพันช์ และความต้องการในการดำเนินงาน
เมื่อแผ่นสตริปเปอร์แบบลอยตัวทำงานได้ดีกว่าแบบคงที่
บางแอปพลิเคชันจำเป็นต้องใช้แผ่นสตริปเปอร์แบบลอยตัวอย่างยิ่ง หากโปรเจกต์ของคุณเข้ากับสถานการณ์ใดสถานการณ์หนึ่งต่อไปนี้ การลงทุนเพิ่มเติมนี้มักจะคุ้มค่าในแง่ของคุณภาพและผลผลิต
- การประมวลผลวัสดุหนา: วัสดุที่มีความหนาเกิน 1.5 มม. ต้องการแรงควบคุมเพื่อป้องกันการยกตัวของวัสดุ และรับประกันว่าพันช์จะเจาะทะลุได้อย่างสมบูรณ์
- การทำงานของไดโพรเกรสซีฟ: แม่พิมพ์หลายสถานีได้รับประโยชน์จากแผ่นลอยที่ควบคุมวัสดุ ช่วยรักษาตำแหน่งการจัดเรียงอย่างถูกต้องตลอดขั้นตอนการทำงานที่ต่อเนื่องกัน
- การป้องกันการดึงชิ้นส่วนออก: แรงกดลงอย่างใช้งานจริงในระหว่างกระบวนการถอด ช่วยลดแนวโน้มที่ชิ้นส่วนจะถูกดึงย้อนกลับผ่านแม่พิมพ์ได้อย่างมาก
- การจัดตำแหน่งชิ้นส่วนแบบความแม่นยำสูง: แผ่นถอดที่ปรับได้ ช่วยให้สามารถปรับแต่งแรงกดวัสดุได้อย่างละเอียด สำหรับการใช้งานที่ต้องการความทนทานด้านตำแหน่งอย่างเข้มงวด
- สภาพวัสดุที่เปลี่ยนแปลงได้: เมื่อประมวลผลวัสดุที่มีความหนาไม่สม่ำเสมอหรือล็อตที่มีความแข็งต่างกัน ความสามารถในการยืดหยุ่นของสปริงจะช่วยรองรับการเปลี่ยนแปลงเหล่านี้
- รูปทรงเรขาคณิตของชิ้นส่วนที่ซับซ้อน: ชิ้นส่วนที่มีลักษณะขึ้นรูป พื้นที่ดึงขึ้น หรือรูปร่างเส้นรอบตัวที่ซับซ้อน จะได้รับประโยชน์จากการจัดการวัสดุที่ควบคุมได้อย่างเหมาะสม
พิจารณาใช้แผ่นสตริปเปอร์แบบขึ้นรูปในแอปพลิเคชันแม่พิมพ์ฉีดขึ้นรูป ซึ่งทำหน้าที่คล้ายคลึงโดยใช้แรงสปริงเพื่อผลักชิ้นงานออกจากเรขาคณิตโพรงที่ซับซ้อนอย่างสะอาด การทำงานพื้นฐานนี้สามารถนำไปประยุกต์โดยตรงในกระบวนการตัดโลหะด้วยแรงกด: การใช้แรงที่ควบคุมสามารถแก้ปัญหาที่ระบบแบบแข็งไม่สามารถจัดการได้
ข้อดีและข้อจำก่อนของสตริปเปอร์แบบลอย
การตัดสินใจอย่างมีข้อมูลต้องการการประเมินอย่างตรงไปตรงมาทั้งในด้านจุดแข็งและข้อจำก่อน สตริปเปอร์แบบลอยมีข้อได้เปรียบที่น่าสนใจ แต่ก็มาพร้อมกับข้อแลกที่ต้องพิจารณาร่วม
ข้อดี
- ควบคุมชิ้นงานได้ดีเยี่ยม: วัสดุยังคงอยู่ในตำแหนิ่งแน่นมั่นตลอดระยะการตัดของพั้นช์ ป้องกันการเคลื่อนที่ที่ก่อปัญหาความแปรผันของมิติ
- จัดการวัสดุที่หนาได้อย่างมีประสิทธิภาพ: แรงสปริงช่วยต้านแรงเด้งกลับของวัสดุและแรงยกที่ทำให่สตริปเปอร์แบบติดตายไม่สามารถรับแรงได้เพียงพอ
- ลดปัญหาสแล็กถูกดึงกลับอย่างมีนัยสำคัญ: ความดันสตริปเปอร์ที่ทำงานเชิงกิจกรรมช่วยทำให่สแล็กยังคงอยู่ในช่องแม่พิมพ์ แทนการถูกดึงกลับพร้อมกับพั้นช์
- รองรับการสึกหรอของพั้นช์: เมื่อคมตัดทื่อลง การยืดหยุ่นของสปริงจะช่วยรักษากำลังการถอดวัสดุได้อย่างมีประสิทธิภาพโดยไม่จำเป็นต้องปรับทันที
- การจัดส่งแรงแบบปรับได้: การตั้งแรงดัดล่วงหน้าและการเลือกสปริง ทำให้สามารถปรับแรงถอดวัสดุให้เหมาะสมกับข้อกำหนดเฉพาะของการใช้งาน
- ป้องกันการเสียหายของแม่พิมพ์ตัด: การควบคุมการสัมผัสวัสดุอย่างเหมาะสม ช่วยลดแรงด้านข้างที่อาจทำให้คมตัดหักหรือแตกร้าว
- ปรับปรุงคุณภาพของขอบตัด: การยึดวัสดุให้แน่นอย่างเหมาะสม ช่วยลดการเกิดเสี้ยนและบิดเบี้ยวรอบบริเวณที่เจาะ
ข้อเสีย
- ต้นทุนเริ่มต้นสูงกว่า: ความต้องการสปริง ตัวยึด และการกลึงที่แม่นยำ เพิ่มต้นทุนการลงทุนด้านเครื่องมือเริ่มต้น
- ต้องบำรุงรักษาสปริง: สปริงอัดเกิดการเหนื่อยล้าตามเวลาที่ใช้งาน จึงจำเป็นต้องตรวจสอบและเปลี่ยนเป็นระยะ
- การตั้งค่าที่ซับซ้อนมากขึ้น: การปรับแรงดัดล่วงหน้าของสปริงและการเคลื่อนที่ต้องอาศัยช่างตั้งแม่พิมพ์ที่มีทักษะและความใช้เวลามากขึ้นในการตั้งค่า
- จุดสึกหรอเพิ่มเติม: ช่องใส่สปริง หมุดนำทาง และพื้นผิวยึดจับ ทำให้มีองค์ประกอบเพิ่มเติมที่ต้องคอยตรวจสอบ
- ความไม่สม่ำเสมอที่อาจเกิดขึ้น: สปริงที่สึกหรอหรือไม่ตรงกันอาจทำให้แรงดันแผ่นปลดล็อกไม่สม่ำเสมอทั่วพื้นผิวของแผ่น
- ความสูงของแม่พิมพ์เพิ่มขึ้น: ความต้องการระยะการเคลื่อนที่ของสปริงเพิ่มความสูงโดยรวมของชุดแม่พิมพ์ ซึ่งอาจจำกัดความเข้ากันได้กับเครื่องอัด
การเลือกสปริงที่เหมาะสมมีความสำคัญอย่างยิ่งต่อความสำเร็จของแผ่นปลดล็อกแบบลอยตัว สปริงจะต้องสร้างแรงที่เพียงพอตลอดช่วงการทำงาน และทนต่อรอบการบีบอัดหลายล้านครั้ง — ซึ่งเป็นสมดุลที่ต้องอาศัยวิศวกรรมอย่างระมัดระวัง ไม่ใช่การกำหนดค่าตามอำเภอใจ
เมื่อกำหนดแผ่นสตริปเปอร์แบบลอยตัว การคำนวณแรงสปริงควรได้รับความสนใจเป็นพิเศษ แรงสตริปเปอร์จะต้องสามารถเอาชนะแรงยึดเกาะของวัสดุที่อยู่บนพันซ์ รวมถึงผลสุญญากาศใดๆ ได้ ในขณะเดียวกันก็ต้องอ่อนโยนพอที่จะไม่ทำให้ชิ้นงานเสียรูป การคำนวณนี้ขึ้นอยู่กับประเภทของวัสดุ ความหนา เส้นรอบรูปของพันซ์ และช่องว่างในการตัด ซึ่งเป็นตัวแปรที่แตกต่างกันไปในแต่ละการใช้งาน โดยแทนที่จะใช้สูตรทั่วไป ควรปรึกษาวิศวกรแม่พิมพ์หรือผู้ผลิตสปริงที่มีประสบการณ์ ซึ่งสามารถประเมินความต้องการเฉพาะของคุณได้
ความสามารถในการปรับตั้งของแผ่นแบบลอยตัวนั้นมีค่ามากโดยเฉพาะในช่วงการทดสอบแม่พิมพ์และการปรับแต่งเพื่อเพิ่มประสิทธิภาพการผลิต หากสมรรถนะของการสตริปเปอร์ยังไม่เหมาะสม คุณสามารถปรับแรงดัดล่วงหน้าของสปริงหรือเปลี่ยนอัตราแรงของสปริงได้โดยไม่จำเป็นต้องดัดแปลงแม่พิมพ์ครั้งใหญ่ ความยืดหยุ่นนี้เป็นสิ่งที่แผ่นแบบคงที่ไม่สามารถทำได้
เมื่อได้พิจารณาตัวเลือกทั้งแบบคงที่และแบบลอยตัวอย่างละเอียดแล้ว คุณก็พร้อมที่จะสำรวจว่าขีดความสามารถทางวิศวกรรมขั้นสูงสามารถยกระดับสมรรถนะของแผ่นสตริปเปอร์ให้ดียิ่งขึ้นได้อย่างไร
โซลูชันแผ่นดันชิ้นงานที่ออกแบบอย่างแม่นยำเพื่อความเป็นเลิศในอุตสาหกรรมยานยนต์
คุณได้เห็นแล้วว่าแผ่นดันแบบคงที่สามารถส่งมอบประสิทธิภาพด้านต้นทุนสำหรับวัสดุบางได้อย่างไร และแผ่นดันแบบลอยตัวจัดการกับการใช้งานวัสดุหนาที่ต้องการความแม่นยำสูงได้อย่างไร แต่จะเกิดอะไรขึ้นหากโครงการของคุณต้องการข้อดีทั้งสองแบบ? เมื่อผู้ผลิตรถยนต์รายใหญ่ต้องการชิ้นส่วนที่ปราศจากข้อบกพร่อง เมื่อค่าความคลาดเคลื่อนแคบลงถึงระดับไมครอน และเมื่อปริมาณการผลิตเพิ่มขึ้นสู่ระดับหลายล้านชิ้น วิธีการทั่วไปจะเริ่มเข้าสู่ขีดจำกัด
นี่คือจุดที่โซลูชันแผ่นดันชิ้นงานที่ออกแบบอย่างแม่นยำเข้ามามีบทบาท วิศวกรรมแม่พิมพ์สมัยใหม่ผสานเทคโนโลยีการจำลองขั้นสูง กระบวนการผลิตที่ได้รับการรับรอง และหลักการออกแบบเชิงวิชาการ เพื่อสร้างระบบดันชิ้นงานที่เหมาะสมกับความต้องการเฉพาะของการใช้งาน ไม่ว่าคุณจะต้องการแผ่นดันสำหรับแม่พิมพ์ฉีดพลาสติก หรือแผ่นดันสำหรับแม่พิมพ์ตัดโลหะ หลักการทางวิศวกรรมที่ขับเคลื่อนความเป็นเลิศนั้นยังคงเหมือนเดิม
ความเป็นเลิศทางวิศวกรรมในการออกแบบแผ่นดันชิ้นงานสมัยใหม่
อะไรคือสิ่งที่ทำให้ผลการดำเนินงานของแผ่นสตริปเปอร์ในระดับพอใช้แตกต่างจากผลลัพธ์ระดับยอดเยี่ยม? คำตอบอยู่ที่การเข้าใจว่าแต่ละการใช้งานมีความต้องการที่ไม่เหมือนกัน คุณสมบัติของวัสดุมีความแตกต่างกันไปตามผู้จัดจำหน่าย รูปทรงเรขาคณิตของชิ้นงานก่อให้เกิดจุดรวมแรงเครียดเฉพาะที่ อัตราการผลิตมีผลต่อพฤติกรรมทางความร้อน วิศวกรผู้เชี่ยวชาญจะคำนึงถึงตัวแปรเหล่านี้โดยการวิเคราะห์อย่างเป็นระบบ แทนที่จะอิงตามข้อกำหนดทั่วไป
พิจารณาความหมายของแผ่นสตริปเปอร์ในบริบทของการฉีดขึ้นรูป—แผ่นดังกล่าวจะต้องทนต่อการเปลี่ยนแปลงอุณหภูมิ ต้านทานการสึกหรอจากโพลิเมอร์ที่มีสารผสม และสามารถสร้างแรงดันในการผลักชิ้นงานออกอย่างสม่ำเสมอตลอดพื้นผิวชิ้นงาน สำหรับแผ่นสตริปเปอร์ในกระบวนการตัดโลหะ (metal stamping) จะเผชิญกับความท้าทายที่ต่างออกไป เช่น การรับแรงกระแทกความถี่สูง การสัมผัสกับวัสดุที่ก่อให้เกิดการกัดกร่อน และความต้องการในการจัดแนวอย่างแม่นยำ วิศวกรรมแม่พิมพ์ระดับมืออาชีพจะตอบสนองความต้องการเฉพาะการใช้งานเหล่านี้ผ่าน:
- การเพิ่มประสิทธิภาพในการเลือกวัสดุ: การเลือกเกรดเหล็กเครื่องมือให้เหมาะสมกับรูปแบบการสึกหรอ สภาวะการรับแรง และข้อกำหนดด้านผิวสัมผัส
- การวิเคราะห์เชิงเรขาคณิต: การประเมินการกระจายแรงดึงออกตามแนวขอบชิ้นส่วนที่ซับซ้อน เพื่อป้องกันการรับแรงเกินขนาดในจุดเฉพาะ
- การจัดการความร้อน: คำนึงถึงความร้อนที่เกิดขึ้นระหว่างการทำงานที่ความเร็วสูง ซึ่งมีผลต่อช่องว่างและการเปลี่ยนแปลงพฤติกรรมของวัสดุ
- การวางแผนการรวมระบบ: การออกแบบระบบสตริปเปอร์ให้ทำงานร่วมกันอย่างกลมกลืนกับชิ้นส่วนแม่พิมพ์อื่นๆ เพื่อประสิทธิภาพโดยรวมที่ดีที่สุด
แนวทางการออกแบบแผ่นสตริปเปอร์สำหรับแม่พิมพ์ฉีดขึ้นรูป มีบทเรียนอันมีค่าสำหรับการประยุกต์ใช้ในงานตัดขึ้นรูป โดยนักออกแบบแม่พิมพ์ฉีดจะใช้เครื่องมือจำลองเพื่อทำนายพฤติกรรมการปลดชิ้นงาน ก่อนเริ่มกัดแม่พิมพ์เหล็ก—ซึ่งเป็นวิธีการที่วิศวกรออกแบบแม่พิมพ์ตัดขึ้นรูปแบบก้าวหน้าเริ่มนำมาปรับใช้มากขึ้นสำหรับความท้าทายที่เกี่ยวข้องกับแผ่นสตริปเปอร์ที่ซับซ้อน
การใช้การจำลองด้วยซอฟต์แวร์ CAE เพื่อเพิ่มประสิทธิภาพการทำงานของสตริปเปอร์
ฟังดูซับซ้อนใช่ไหม? แต่ไม่จำเป็นต้องเป็นเช่นนั้น การจำลองด้วยซอฟต์แวร์วิศวกรรมช่วยเสริม (CAE) เปลี่ยนกระบวนการปรับแต่งแผ่นสตริปเปอร์จากเดิมที่อาศัยการคาดเดา ให้กลายเป็นศาสตร์ที่แม่นยำ ก่อนการผลิตจริง วิศวกรสามารถทดสอบการตั้งค่าต่างๆ ได้เสมือนจริง ทำนายปัญหาที่อาจเกิดขึ้น และปรับปรุงการออกแบบเพื่อให้ได้ประสิทธิภาพสูงสุด
การจำลองด้วย CAE ช่วยตอบคำถามสำคัญที่วิธีการแบบดั้งเดิมไม่สามารถให้คำตอบได้อย่างน่าเชื่อถือ:
- การจัดสรรแรง การแสดงภาพการกระจายตัวของแรงดึงออกบนพื้นผิวแผ่นจะช่วยเปิดเผยบริเวณที่ต้องการการเสริมความแข็งแรงหรือการลดแรง
- การวิเคราะห์การโก่งตัว การทำนายการโก่งตัวของแผ่นภายใต้ภาระช่วยระบุการออกแบบที่รักษาระยะห่างที่จำเป็นไว้ตลอดช่วงการเดินเครื่องกด
- การเพิ่มประสิทธิภาพอัตราสปริง สำหรับการออกแบบแบบลอยตัว การจำลองช่วยในการกำหนดชุดสปริงที่ให้แรงคงที่ตลอดช่วงการทำงาน
- การทำนายการสึกหรอ การระบุบริเวณที่สึกหรอมากจะช่วยแนะนำการตัดสินใจเกี่ยวกับการบำบัดผิวและการวางแผนบำรุงรักษา
- การสร้างแบบจำลองผลกระทบจากความร้อน การเข้าใจการเปลี่ยนแปลงมิติจากอุณหภูมิช่วยป้องกันปัญหาช่องว่างระหว่างชิ้นส่วนในกระบวนการผลิต
บริษัทอย่าง Shaoyi ใช้ประโยชน์จากการจำลองด้วย CAE ขั้นสูงเพื่อปรับแต่งการออกแบบแผ่นสตริปเปอร์ก่อนเริ่มการผลิตแม่พิมพ์ วิธีการนี้ช่วยตรวจจับปัญหาที่อาจเกิดขึ้นได้ตั้งแต่ระยะแรก—เมื่อการเปลี่ยนแปลงยังมีค่าใช้จ่ายเพียงเล็กน้อยแทนที่จะเป็นจำนวนมาก—และเร่งกระบวนการพัฒนาจากแนวคิดไปสู่แม่พิมพ์ที่พร้อมสำหรับการผลิต
ระเบียบวิธีที่อิงการจำลองนี้มีความสำคัญอย่างยิ่งเมื่อประเมินการเลือกระหว่างแผ่นสตริปเปอร์แบบฟิกซ์กับแบบลอย แทนที่จะพึ่งพาเพียงกฎเกณฑ์จากประสบการณ์ วิศวกรสามารถจำลองทั้งสองรูปแบบสำหรับการใช้งานเฉพาะเจาะจง และเปรียบเทียบผลการคาดการณ์ได้อย่างเป็นกลาง บางครั้งการวิเคราะห์อาจแสดงให้เห็นว่าแผ่นแบบฟิกซ์ที่ออกแบบมาอย่างดีสามารถใช้งานได้ดีในงานที่เคยกำหนดให้ใช้แผ่นแบบลอย หรือในทางกลับกัน
การผลิตแบบแม่นยำเพื่อผลลัพธ์ที่ปราศจากข้อบกพร่อง
แม้การออกแบบที่ซับซ้อนที่สุดก็ไม่สามารถสร้างผลลัพธ์ใดๆ หากไม่มีการผลิตที่แม่นยำเพื่อทำให้มันเกิดชีวิต การใช้งานในอุตสาหกรรมยานยนต์โดยเฉพาะต้องการขีดความสามารถในการผลิตที่สามารถสร้างเครื่องมืออย่างต่อเนื่องซึ่งตรงตามข้อกำหนดที่เข้มงวดอย่างสม่ำเสมอ นี่คือจุดที่ใบรับรองต่างเช่น IATF 16949 มีความหมายที่แท้จริง ไม่ใช่แค่เป็นสิ่งที่ตกแต่ง
การได้รับการรับรอง IATF 16949 บ่งชี้ว่ามีระบบการจัดการคุณภาพที่ถูกออกแบบโดยเฉพาะเพื่อตอบสนองความต้องการของห่วงโซ่อุปทานในอุตสาหกรรมยานยนต์ สำหรับการผลิตสตริปเปอร์เพลต สิ่งนี้หมายถึง:
- การควบคุมกระบวนการที่เป็นเอกสาร ทุกขั้นตอนการผลิตจะปฏิบัติตามขั้นตอนที่ได้รับการยืนยัน ซึ่งรับประกันความสามารถในการทำซ้ำ
- การตรวจสอบความถูกต้องของระบบวัด อุปกรณ์ตรวจสอบจะผ่านการปรับเทียบเป็นประจำและการยืนยันความสามารถ
- การติดตามย้อนกลับ: ใบรับรองวัสดุและบันทึกการแปรรูปจะเชื่อมโยงชิ้นส่วนที่สำเร็จรูปกับวัสดุต้นทาง
- การปรับปรุงต่อเนื่อง การวิเคราะห์ข้อมูลคุณภาพอย่างเป็นระบบจะขับเคลื่อนการปรับปรุงกระบวนการอย่างต่อเนื่อง
เมื่อความแม่นยำของแผ่นสตริปเปอร์มีผลโดยตรงต่อคุณภาพของชิ้นส่วน — และผู้ผลิตรถยนต์รายใหญ่สามารถย้อนรอยข้อบกพร่องกลับไปตามห่วงโซ่อุปทานได้ — การควบคุมการผลิตเหล่านี้จึงกลายเป็นสิ่งจำเป็น ไม่ใช่ทางเลือก อีกต่อไป ตัวอย่างเช่น พื้นผิวเคลือบเงาแบบแผ่นสตริปเปอร์ชนิดเงิน จะต้องอาศัยการเตรียมพื้นผิวและการควบคุมความหนาของการชุบอย่างสม่ำเสมอ ซึ่งกระบวนการผลิตที่มีระเบียบวินัยเท่านั้นที่สามารถทำได้
ความแตกต่างระหว่างประสิทธิภาพของแผ่นสตริปเปอร์ในระดับที่ยอมรับได้ กับระดับยอดเยี่ยม มักขึ้นอยู่กับความแม่นยำในการผลิต นั่นคือ ความสามารถในการผลิตชิ้นส่วนอย่างต่อเนื่องให้ตรงกับเจตนาการออกแบบภายในระดับไมครอน แทนที่จะเป็นเศษสิบของไมครอน
บริการด้านวิศวกรรมแม่พิมพ์ระดับมืออาชีพที่รวมความสามารถเหล่านี้เข้าไว้ด้วยกัน ได้แก่ การจำลองด้วย CAE การผลิตที่ได้รับการรับรอง และความเชี่ยวชาญด้านการประยุกต์ใช้งาน เพื่อจัดหาโซลูชันแผ่นสตริปเปอร์ที่เหมาะสมกับข้อกำหนดเฉพาะ Shaoyi มีทีมวิศวกรที่เป็นตัวอย่างของแนวทางแบบบูรณาการนี้ โดยเสนอการสร้างต้นแบบอย่างรวดเร็วภายในเวลาเพียง 5 วัน และสามารถบรรลุอัตราการอนุมัติครั้งแรกสำเร็จถึง 93% ผ่านวิธีการออกแบบที่ขับเคลื่อนด้วยการจำลอง ทีมของพวกเขา มีขีดความสามารถในการออกแบบและผลิตแม่พิมพ์อย่างครบวงจร รองรับการใช้งานในอุตสาหกรรมยานยนต์ที่ต้องการคุณภาพสูง ซึ่งทั้งการออกแบบสตริปเปอร์แบบคงที่และแบบลอยตัว ต้องอาศัยวิศวกรรมระดับสูงเพื่อให้เป็นไปตามมาตรฐานของผู้ผลิตรถยนต์ (OEM)
ประโยชน์หลักของการร่วมงานกับผู้เชี่ยวชาญด้านวิศวกรรมแม่พิมพ์ความแม่นยำ ได้แก่:
- ความสามารถในการทำต้นแบบอย่างรวดเร็ว: เร่งระยะเวลาการพัฒนาด้วยเครื่องมือที่ผลิตอย่างรวดเร็วสำหรับการทดสอบตรวจสอบ
- อัตราการอนุมัติครั้งแรกสูง: การออกแบบที่ผ่านการตรวจสอบด้วยการจำลอง ช่วยลดจำนวนรอบการปรับแต่งและเร่งการเริ่มผลิต
- เครื่องมือตามมาตรฐาน OEM: ตอบสนองข้อกำหนดด้านเอกสาร คุณภาพ และการตรวจสอบย้อนกลับ ที่ลูกค้าในอุตสาหกรรมยานยนต์ต้องการ
- การปรับแต่งเฉพาะการใช้งาน: ได้รับประโยชน์จากความเชี่ยวชาญด้านวิศวกรรมที่ออกแบบแผ่นสตริปเปอร์ให้ตรงกับข้อกำหนดเฉพาะของคุณ
ไม่ว่าการใช้งานของคุณจะต้องการการเคลือบผิวแผ่นสตริปเปอร์ด้วยเงินเพื่อต้านทานการกัดกร่อน หรือการชุบแข็งพิเศษสำหรับวัสดุที่มีฤทธิ์กัดกร่อน วิศวกรรมความแม่นยำจะทำให้มั่นใจได้ว่าอุปกรณ์ที่ผลิตออกมานั้นทำงานได้ตามที่ตั้งใจ ตั้งแต่ชิ้นงานชิ้นแรกจนถึงอายุการใช้งานสุดท้ายของการผลิต
เมื่อความเป็นเลิศด้านวิศวกรรมได้วางรากฐานสำหรับสมรรถนะที่ดีที่สุดของแผ่นสตริปเปอร์แล้ว เรามาพิจารณาส่วนประกอบและอุปกรณ์เสริมที่จำเป็น ซึ่งทำให้ระบบครบสมบูรณ์กันดีกว่า
ส่วนประกอบและอุปกรณ์เสริมที่จำเป็นสำหรับแผ่นสตริปเปอร์
การเลือกแผ่นสตริปเปอร์ของคุณ—ไม่ว่าจะแบบติดตายหรือแบบลอย—เป็นเพียงส่วนหนึ่งของระบบทั้งหมดเท่านั้น ส่วนประกอบรอบๆ แผ่นนี้มีผลอย่างมากต่อสมรรถนะของแม่พิมพ์โดยรวม อายุการใช้งานของเครื่องมือ และคุณภาพของชิ้นส่วน พันช์นำทาง ตัวยึดสปริง และสลักเกลียวสตริปเปอร์ จะทำงานร่วมกับการออกแบบแผ่นที่คุณเลือก เพื่อสร้างระบบสตริปเปอร์ที่เชื่อถือได้
ลองคิดดูอีกมุมหนึ่ง: แม้แต่แผ่นสตริปเปอร์ลอยที่ดีที่สุดก็ตามก็ยังทำงานได้ไม่เต็มประสิทธิภาพ หากจับคู่กับพันช์นำทางที่ไม่เหมาะสมหรือสปริงที่ระบุคุณสมบัติผิด การเข้าใจองค์ประกอบสนับสนุนเหล่านี้จะช่วยให้คุณสามารถสร้างระบบโดยรวมขึ้นมาได้ แทนที่จะเป็นเพียงการแก้ปัญหาเฉพาะจุด
การเลือกพันช์นำทางสำหรับระบบแผ่นสตริปเปอร์
พันช์นำทางทำหน้าที่สำคัญที่มากกว่าการเจาะรูเพียงอย่างเดียว ชิ้นส่วนความแม่นยำเหล่านี้ช่วยรักษาตำแหน่งของแถบโลหะไว้ตลอดกระบวนการตายแบบโปรเกรสซีฟ โดยประกันว่าแต่ละสถานีจะทำงานกับชิ้นงานในตำแหน่งที่ถูกต้องแม่นยำ เมื่อคุณเลือกพันช์นำทางคาร์ไบด์เพื่อยึดติดกับแผ่นสตริปเปอร์ คุณกำลังลงทุนในความแม่นยำของการจัดแนวที่จะสะสมผลดีไปในทุกสถานีของตาย
พันช์นำทางตรงสำหรับแผ่นสตริปเปอร์จำเป็นต้องตอบสนองข้อกำหนดที่เข้มงวดดังนี้:
- ความกลมศูนย์ร่วม: เส้นผ่านศูนย์กลางของพันช์นำทางต้องมีความตรงกับก้านในระดับไมครอน เพื่อป้องกันข้อผิดพลาดในการจัดตำแหน่งที่อาจสะสมกันได้
- สภาพผิวสำเร็จรูป: พื้นผิวของพันช์นำทางที่เรียบเนียนจะช่วยลดแรงเสียดทานขณะเคลื่อนแถบโลหะ และลดการสึกหรอของรูนำทาง
- ความแข็ง: ปลายไกด์ต้องทนต่อการสึกหรอจากการสัมผัสวัสดุซ้ำๆ ในขณะที่ยังคงรักษารูปร่างและขนาดให้มีความเสถียร
- ความแม่นยำของความยาว: ความลึกของการเข้าแทรกของไกด์ที่เหมาะสมจะทำให้แผ่นวัสดุจัดตำแหน่งได้อย่างถูกต้องก่อนที่พันช์ตัดจะสัมผัสวัสดุ
ความสัมพันธ์ระหว่างการเข้าแทรกของพันช์ไกด์กับประเภทของแผ่นสตริปเปอร์ควรได้รับการพิจารณาอย่างรอบคอบ ในระบบสตริปเปอร์แบบคงที่ พันช์ไกด์จะต้องเข้าแทรกกับแผ่นวัสดุอย่างเต็มที่ก่อนที่พันช์ตัดจะทะลุผ่านพื้นผิวของแผ่นสตริปเปอร์ ส่วนสตริปเปอร์แบบลอยจะมีความยืดหยุ่นมากกว่า โดยแผ่นที่ติดตั้งสปริงจะยึดวัสดุไว้ในขณะที่ไกด์ทำการจัดตำแหน่ง ทำให้เกิดลำดับการเข้าแทรกที่ควบคุมได้ ลดความเสี่ยงจากการจัดตำแหน่งผิดพลาด
องค์ประกอบสำคัญที่ช่วยเพิ่มประสิทธิภาพของสตริปเปอร์
นอกเหนือจากพันช์ไกด์แล้ว ยังมีหมวดหมู่ของชิ้นส่วนอีกหลายประเภทที่มีผลต่อประสิทธิภาพการทำงานของระบบแผ่นสตริปเปอร์ตลอดอายุการผลิต
- ตัวเลือกที่ยึดสปริง: ส่วนประกอบเหล่านี้ใช้ยึดสปริงอัดในแอปพลิเคชันสตริปเปอร์แบบลอยตัว สตริปเปอร์คุณภาพสูงจะรักษาตำแหน่งของสปริงไว้ตลอดหลายล้านรอบการทำงาน ป้องกันการคลายตัวหรือการเลื่อนตำแหน่งที่อาจทำให้แรงดึงไม่สม่ำเสมอ ควรพิจารณาใช้สตริปเปอร์แบบไหล่เพื่อยึดตำแหน่งสปริงอย่างแน่นหนา หรือแบบหัวสลักเกลียว (socket-head) เพื่อความสะดวกในการปรับแต่ง
- รูปแบบสลักเกลียวสตริปเปอร์: สลักเกลียวที่เชื่อมแผ่นลอยตัวกับชิ้นส่วนแม่พิมพ์ต้องมีความสมดุลระหว่างความแข็งแรงและความสามารถในการปรับ ดีไซน์แบบเกลียวละเอียดช่วยควบคุมแรงตึงล่วงหน้าได้อย่างแม่นยำ ในขณะที่เกลียวมาตรฐานช่วยให้เปลี่ยนถ่ายได้ง่ายขึ้น การเลือกวัสดุสลากเกลียว—ตั้งแต่วัสดุเหล็กอัลลอยทั่วไปจนถึงเกรดพรีเมียม—มีผลต่ออายุการใช้งานภายใต้ภาระแบบซ้ำ
- ระบบไกด์พินและบุชชิ่ง: การนำทางแผ่นอย่างเหมาะสมจะป้องกันการเคลื่อนที่ในแนวราบที่ก่อให้เกิดปัญหาการเสียดสีระหว่างสตริปเปอร์เพลทกับพันช์ และปัญหาการสัมผัสพื้นผิวด้านบน ไกด์พินที่ผ่านกระบวนการไกรด์อย่างแม่นยำเมื่อจับคู่กับบุชชิ่งคุณภาพดี จะรักษาการจัดแนวได้อย่างแม่นยำแม้มีการสึกหรอสะสม
- แผ่นยึดและบล็อกรองรับ: ชิ้นส่วนรองรับเหล่านี้ช่วยกระจายแรงดึงให้ทั่วพื้นผิวของแผ่น เพื่อป้องกันการโก่งตัวในจุดเฉพาะที่อาจส่งผลต่อคุณภาพของชิ้นงาน
ระยะการเคลื่อนที่ของหัวตอก—ความยาวช่วงชักที่หัวตอกเคลื่อนที่ผ่านแผ่นดึงออก—มีผลอย่างมากต่อการเลือกชิ้นส่วน หัวตอกที่เคลื่อนที่เป็นระยะทางยาวจำเป็นต้องใช้แนวทางนำหัวตอกที่ทนทานกว่า และความสามารถในการยืดตัวของสปริงที่มากขึ้นในแบบที่ลอยตัว เมื่อแผ่นดึงหัวตอกเสียดสีกับพื้นผิวด้านบนในขณะที่จัดตำแหน่งไม่ตรง ทั้งสองชิ้นส่วนจะเกิดการสึกหรอเร็วกว่าปกติ
เปรียบเทียบหัวตอกนำแนวคาร์ไบด์ กับ หัวตอกมาตรฐาน
หนึ่งในการตัดสินใจที่สำคัญที่สุดเกี่ยวกับชิ้นส่วน คือ การเลือกวัสดุหัวตอกนำแนว การเลือกระหว่างหัวตอกคาร์ไบด์กับเหล็กเครื่องมือมาตรฐาน มีผลต่ออายุการใช้งานของแม่พิมพ์ ช่วงเวลาการบำรุงรักษา และต้นทุนการดำเนินงานในระยะยาว
| ลักษณะเฉพาะ | หัวตอกนำแนวตรงแบบคาร์ไบด์ | หัวตอกนำแนวเหล็กเครื่องมือมาตรฐาน |
|---|---|---|
| ความต้านทานการสึกหรอ | ยอดเยี่ยม—รักษาระดับเส้นผ่านศูนย์กลางได้ตลอดหลายล้านรอบการทำงาน | ดี—การสึกหรอที่ค่อยเป็นค่อยไปจำเป็นต้องเปลี่ยนเป็นระยะ |
| ค่าเริ่มต้น | สูงกว่าทางเลือกมาตรฐาน 3-5 เท่า | ลงทุนครั้งแรกน้อยกว่า |
| เหมาะที่สุดสำหรับงานประเภท | การผลิตจำนวนมาก วัสดุกัดกร่อน ความแม่นยำสูง | ปริมาณปานกลาง วัสดุไม่กัดกร่อน ความแม่นยำมาตรฐาน |
| ความเสี่ยงในการแตกหัก | เปราะกว่า ต้องจัดการอย่างระมัดระวัง | ทนต่อแรงกระแทกและการจัดตำแหน่งที่ไม่ตรงได้ดีขึ้น |
| ศักยภาพในการรีไซเคิลเพื่อใช้ใหม่ | จำกัด—โดยทั่วไปจะถูกแทนที่มากกว่าการเจียรกลับมาใช้ใหม่ | สามารถเจียรซ้ำหลายครั้งเพื่อยืดอายุการใช้งาน |
หัวพันช์คาร์ไบด์ตรงสำหรับยึดกับแผ่นสตริปเปอร์ให้ข้อได้เปรียบที่โดดเด่นในงานประยุกต์ที่ต้องการประสิทธิภาพสูง เมื่อแปรรูปวัสดุกัดกร่อน เช่น เหล็กสเตนเลสหรือเหล็กซิลิคอน หัวพันช์คาร์ไบด์จะรักษารูปร่างเส้นผ่านศูนย์กลางที่แม่นยำได้นานกว่าทางเลือกทั่วไป สำหรับกระบวนการที่ดำเนินการ 3 กะ โดยมีเวลาหยุดเครื่องตามแผนน้อยมาก ความถี่ในการเปลี่ยนที่ลดลงมักคุ้มค่ากับการลงทุนครั้งแรกที่สูงกว่า
อย่างไรก็ตาม ความเปราะของคาร์ไบด์จำเป็นต้องได้รับการปฏิบัติด้วยความระมัดระวัง การจัดการที่ไม่เหมาะสมระหว่างการติดตั้งแม่พิมพ์ การกระทบโดยไม่ตั้งใจ หรือการจัดตำแหน่งที่ผิดพลาดอย่างรุนแรง อาจทำให้คาร์ไบด์สแตกหักได้ทันที ในขณะที่เหล็กเครื่องมือชนิดอื่นอาจยังคงทนต่อความเสียหายในลักษณะเดียวกันนี้ได้ โดยเกิดเพียงแค่ความเสียหายเฉพาะผิวเท่านั้น คุณลักษณะนี้ไม่เพียงแต่มีผลต่อการเลือกวัสดุ แต่ยังมีผลต่อการเลือกประเภทแผ่นดันวัสดุด้วย: ลำดับการสัมผัสที่ควบคุมได้ของแผ่นดันลอย (floating strippers) จะช่วยลดแรงกระแทกที่อาจทำลายชิ้นส่วนคาร์ไบด์
การตัดสินใจในระดับชิ้นส่วนมีผลกระทบสะสมตลอดทั้งระบบแม่พิมพ์ของคุณ การลงทุนกับแกนนำคาร์ไบด์คุณภาพสูงเพื่อยึดติดกับแผ่นดันวัสดุ แต่กลับละเลยคุณภาพของตัวยึดสปริง จะทำให้ระบบทั้งหมดถูกจำกัดประสิทธิภาพจากองค์ประกอบที่อ่อนแอที่สุด
เมื่อกำหนุบันจี้นำและอุปกรณ์เสริมสำหรับระบบแผ่นสตริปเปอร์ของคุณ ควรพิจารณาสิ่งแวดล้อมในการดำเนินงานโดยรวมทั้งหมด ให้จับคู่ระดับคุณภาพของชิ้นส่วนทั่วทั้งระบบ เลือกวัสด้ที่เหมาะสมกับปริมาณการผลิตของคุณ และตรวจสอบว่าทุกองค์ประกอบสามารถทำงานร่วมอย่างสอดประสานกับการออกแบบแผ่นแบบคงที่หรือแบบลอยที่คุณเลือก
แถงสตริปเปอร์และแหวนสตริปเปอร์เป็นทางเลือกทางเลือก
จนถึงตอนนี้ เราเน้นการตัดสินใจระหว่างแผ่นสตริปเปอร์แบบคงที่กับแบบลอย แต่หากแผ่นนั้นไม่ใช่คำตอบที่ถูกทั้งหมด? บางครั้งทางแก้ที่ดีที่สุดอาจไม่ใช่การเลือกระหว่างการออกแบบแบบคงที่หรือแบบลอย แต่คือการถอยกลับและรับรู้ว่าแถงสตริปเปอร์หรือแหวนสตริปเปอร์อาจตอบสนองการใช้งานของคุณได้อย่างมีประสิทธิภาพมากกว่า
วิธีการสตริปที่แตกต่างเหล่านี้มีบทบาทสำคัญในออกแบบแม่พิมพ์ การเข้าใจช่วงที่แต่ละแนวทางมีความโดดเด่นจะช่วยให้คุณหลีกเลี่ยงการออกแบบที่ซับซ้อนเกินจำเป็นสำหรับงานที่ง่าย ในขณะที่ยังรับประกันว่าแม่พิมพ์ที่ซับซ้อนจะได้รับทางแก้ที่เหมาะสม
เมื่อแถงสตริปเปอร์ให้ผลดีมากกว่าแผ่นสตริปเปอร์
ลองนึกภาพการตัดแผ่นแบบง่าย ๆ — การใช้ดายตัวเดียวผลิตชิ้นส่วนรูปร่างกลมหรือสี่เหลี่ยมธรรมดาจากวัสดุแผ่น งานประยุกต์ลักษณะนี้จำเป็นต้องใช้แผ่นถอดชิ้นงานแบบเต็มแผ่นที่มาพร้อมความซับซ้อนและค่าใช้จ่ายสูงจริงหรือ? บ่อยครั้งคำตอบคือไม่
แถบถอดชิ้นงาน (Stripper bars) เป็นทางเลือกที่เรียบง่ายสำหรับแม่พิมพ์ที่มีโครงสร้างไม่ซับซ้อน แถบแคบ ๆ ทำจากเหล็กเครื่องมือที่ผ่านการอบแข็งนี้จะติดตั้งข้ามช่องของแม่พิมพ์ โดยสัมผัสกับชิ้นงานทางด้านใดด้านหนึ่งของดาย เมื่อเครื่องกดเคลื่อนกลับ แถบจะยึดวัสดุไว้ในขณะที่ดายถอยกลับ
พิจารณาใช้แถบถอดชิ้นงานเมื่องานของคุณเกี่ยวข้องกับ:
- แม่พิมพ์ตัดแบบง่าย: งานสถานีเดี่ยวที่มีรูปร่างชิ้นส่วนไม่ซับซ้อนจะได้รับประโยชน์จากระบบที่ลดความซับซ้อนลง
- พื้นที่หน้าตัดดายขนาดใหญ่: เมื่อต้องใช้แผ่นถอดชิ้นงานที่กว้างกว่าวัสดุที่มีอยู่ แถบที่ข้ามช่องแม่พิมพ์จะเป็นทางแก้ปัญหาที่เหมาะสม
- อุปกรณ์เปลี่ยนเร็ว: แถบช่วยให้เข้าถึงดายเพื่อเปลี่ยนหรือลับคมได้เร็วกว่าการถอดแผ่นทั้งแผ่นออก
- ความสูงของแม่พิมพ์จำกัด: โปรไฟล์แนวตั้งขั้นต่ำของแท่งช่วยรักษาระดับความสูงที่ปิดได้ในแอปพลิเคชันที่มีข้อจำกัดด้านแรงกด
- โครงการที่ต้องพิจารณาต้นทุน: แท่งใช้วัสดุและต้องการการกลึงน้อยกว่าแผ่นเต็มรูปแบบ จึงช่วยลดการลงทุนด้านอุปกรณ์ประกอบ
ข้อแลกเปลี่ยนคือ? แท่งดันชิ้นงานให้หลุด (stripper bars) ควบคุมวัสดุได้น้อยกว่าแผ่น เนื่องจากสัมผัสกับชิ้นงานเพียงตามแนวเส้นแคบ ๆ แทนที่จะครอบคลุมทั่วพื้นผิวทั้งหมด สำหรับวัสดุบางชนิด หรือการทำงานที่ไม่จำเป็นต้องเน้นความเรียบของชิ้นงาน ข้อจำกัดนี้มักไม่เกิดปัญหา แต่สำหรับแอปพลิเคชันที่ต้องการการยึดวัสดุอย่างแม่นยำ ตัวดันชิ้นงานแบบแผ่นเต็มยังคงเป็นทางเลือกที่ดีกว่า
ตัวดันชิ้นงานแบบแหวนสำหรับการใช้งานเฉพาะทาง
สำหรับหัวดัดทรงกลมที่ทำงานแยกเดี่ยวล่ะ? ตัวดันชิ้นงานแบบแหวน—หรือที่เรียกว่าแหวนดันชิ้นงาน หรือตัวดันชิ้นงานแบบคอเลอร์—จะล้อมรอบหัวดัดแต่ละตัวแบบเข้าศูนย์กลาง ให้แรงดันที่ตำแหน่งที่ต้องการอย่างแม่นยำ
ทางเลือกตัวดันชิ้นงานแบบแผ่นนี้โดดเด่นในสถานการณ์เฉพาะ:
- การทำงานเจาะด้วยหัวเดี่ยว: เมื่อรูกลมหนึ่งรูครอบงำการทำงานของแม่พิมพ์ การใช้แหวนดีด (ring stripper) จะช่วยให้การดีดวัสดุออกได้อย่างมีประสิทธิภาพ โดยไม่จำเป็นต้องใช้แผ่นดีดแบบเต็มแผ่น
- อุปกรณ์ตอกทาวเวอร์: แต่ละสถานีตอกสามารถได้รับประโยชน์จากระบบดีดในตัว ซึ่งจะเคลื่อนที่ไปพร้อมกับเครื่องมือแต่ละชิ้น
- หัวตอกขนาดเส้นผ่านศูนย์กลางใหญ่: หัวตอกกลมขนาดใหญ่สร้างแรงดีดที่สูงมากและกระจุกตัวอยู่ในพื้นที่เล็ก ๆ — แหวน (rings) สามารถรองรับแรงเหล่านี้ได้อย่างมีประสิทธิภาพ
- การประยุกต์ใช้งานแบบติดตั้งเพิ่มเติม: การเพิ่มความสามารถในการดีดวัสดุให้กับแม่พิมพ์ที่มีอยู่แล้ว มักทำได้ง่ายกว่าเมื่อใช้แหวน แทนการติดตั้งระบบแผ่นดีดแบบเต็มรูปแบบ
- ประเภทที่มีสปริง: แหวนดีดสามารถติดตั้งสปริงแยกเดี่ยว ๆ เพื่อให้มีพฤติกรรมแบบลอยตัว (floating-style) สำหรับแต่ละหัวตอก
แหวนดีดโดยทั่วไปจะติดตั้งเข้ากับแม่พิมพ์แผ่นดีดหรือตัวยึด โดยใช้การพอดีแน่นเล็กน้อยหรือสกรูล็อก ขนาดเส้นผ่านศูนย์กลางด้านในของแหวนทำหน้าที่นำทางหัวตอก ในขณะที่พื้นผิวด้านล่างของแหวนจะสัมผัสกับชิ้นงานขณะดีดวัสดุออก ฟังก์ชันคู่นี้ — การนำทางบวกกับการดีด — ทำให้แหวนมีความสำคัญอย่างยิ่งสำหรับหัวตอกที่ยาวและเรียวบาง ซึ่งมีแนวโน้มที่จะโก่งตัว
การเลือกระหว่างแผ่น แท่ง และแหวน
คุณจะทราบได้อย่างไรว่าควรใช้วิธีถอดชิ้นงานแบบใดที่เหมาะสมกับการใช้งานของคุณ? การตัดสินใจขึ้นอยู่กับความซับซ้อนของแม่พิมพ์ รูปร่างของชิ้นส่วน และข้อกำหนดในการผลิต:
| วิธีการถอดชิ้นงาน | เหมาะที่สุดสำหรับงานประเภท | ข้อดีหลัก | ข้อจำกัดหลัก |
|---|---|---|---|
| แผ่นถอดชิ้นงาน (แบบคงที่/แบบลอย) | แม่พิมพ์โปรเกรสซีฟ รูปทรงเรขาคณิตซับซ้อน ชิ้นส่วนความแม่นยำสูง | ควบคุมวัสดุได้เต็มที่ มีการนำแนวให้แก่ด้ามสต๊าม ใช้งานได้หลากหลาย | ต้นทุนสูงกว่า ออกแบบซับซ้อนมากกว่า |
| แท่งถอดชิ้นงาน | การตัดวัสดุแบบง่าย ชิ้นส่วนขนาดใหญ่ แม่พิมพ์ที่ต้องเปลี่ยนอย่างรวดเร็ว | ต้นทุนต่ำ เข้าถึงการตอกรูง่าย ความสูงต่ำขั้นต่ำ | ยึดวัสดูการหนีว ความแม่นยำต่ำกว่า |
| เครื่องถอดแหวน | ตอกกลม อุปกรณ์หัวหมุน การประยุกต์ใช้งานแบบติดตั้งย้อนกลับ | แรงรวมจุด มั่นนำการตอก ดีไซน์แบบโมดูลาร์ | ตอกกลมเท่านั้น ต้องตั้งค่าแยกแต่ละชิ้น |
เมื่อประเมินตัวเลือกของคุณ ถามคำถามแนวทางเหล่านี้:
- มีกี่ตอกที่ต้องการการถอดออก? ตอกหลายตัวที่อยู่ใกล้กันจะเหมาะกับแผ่น; ตอกที่แยกเดี่ยวอาจเหมาะกับแท่งหรือแหวน
- คุณผลิตชิ้นส่วนรูปร่างอะไร? รูปร่างที่ซับซ้อนต้องใช้แผ่นดัน ในขณะที่รูปทรงเรียบง่ายสามารถใช้คานหรือแหวนได้
- ความเรียบของวัสดุมีความสำคัญแค่ไหน? ข้อกำหนดเกี่ยวกับความเรียบที่เข้มงวดจะทำให้จำเป็นต้องใช้ระบบดันแบบแผ่นเต็มรูปแบบ
- ข้อจำกัดด้านงบประมาณของฉันคืออะไร? งบประมาณที่จำกัดอาจเหมาะสมกับวิธีการใช้คานดันที่เรียบง่ายมากกว่าในงานที่เหมาะสม
- ฉันจะเปลี่ยนหัวดันบ่อยแค่ไหน? กรณีที่ต้องเปลี่ยนบ่อยควรเลือกใช้คานหรือแหวนเพื่อความสะดวกในการเข้าถึง
ทางออกที่ดีที่สุดสำหรับระบบดันคือการเลือกให้ตรงกับข้อกำหนดจริงของงาน — ไม่ใช่เลือกตัวที่ซับซ้อนที่สุดที่มีอยู่ การใช้แม่พิมพ์ตัดแบบเรียบง่ายพร้อมแผ่นดันนั้นออกแบบเกินความจำเป็น ในขณะที่แม่พิมพ์แบบโปรเกรสซีฟที่ใช้เพียงคานดันนั้นออกแบบต่ำกว่ามาตรฐาน
แม่พิมพ์ผลิตจำนวนมากหลายชนิดมักรวมวิธีการเหล่านี้เข้าด้วยกันอย่างมีกลยุทธ์ ตัวอย่างเช่น แม่พิมพ์แบบโปรเกรสซีฟอาจใช้แผ่นดันแบบลอยตัวในแทบทุกสถานี แต่ใช้ระบบดันแบบแหวนในบางจุดที่มีหัวดันขนาดใหญ่ซึ่งต้องใช้แรงดันสูงเป็นพิเศษ การผสมผสานวิธีการนี้ช่วยให้ระบบดันในแต่ละสถานีทำงานได้อย่างเหมาะสมที่สุดตามความต้องการเฉพาะของแต่ละจุด
เมื่อคุณเข้าใจทางเลือกของวิธีการถอดชิ้นงานที่หลากหลายแล้ว คุณก็พร้อมสำหรับการเปรียบเทียบที่ครอบคลุมแบบตัวต่อตัว ซึ่งจะรวบรวมทางเลือกทั้งหมดเหล่านี้ไว้ในกรอบการเลือกอย่างเป็นระบบ
การเปรียบเทียบแผ่นถอดแบบคงที่ กับ แบบลอย อย่างสมบูรณ์
คุณได้ศึกษาแผ่นถอดแบบคงที่ ดีไซน์แบบลอย โซลูชันที่ออกแบบอย่างแม่นยำ และวิธีการถอดชิ้นงานทางเลือกต่างๆ มาแล้ว ตอนนี้ถึงเวลาที่จะนำทุกสิ่งมารวมกันในการเปรียบเทียบที่ครอบคลุมที่คุณรอคอย—การวิเคราะห์แบบขนานที่รวมปัจจัยสำคัญทั้งหมดไว้เพื่อช่วยในการตัดสินใจอย่างมีประสิทธิภาพ
สิ่งนี้ไม่ใช่การประกาศผู้ชนะที่ใช้ได้ทั่วไป แต่คุณจะได้รับกรอบความคิดที่ชัดเจนในการจับคู่ประเภทแผ่นถอดแต่ละชนิดกับข้อกำหนดของการใช้งานเฉพาะทาง ทางเลือกที่เหมาะสมขึ้นอยู่กับความต้องการในการผลิต ลักษณะของวัสดุ และลำดับความสำคัญด้านประสิทธิภาพที่แตกต่างกันในแต่ละกรณี
การเปรียบเทียบแบบตัวต่อตัวระหว่างแบบคงที่กับแบบลอย
เมื่อพิจารณาการเลือกระหว่างแผ่นสตริปเปอร์แบบลอยตัวกับแบบยึดตาย ควรให้ความสำคัญกับหกมิติที่มีผลมากที่สุด ตารางเปรียบเทียบนี้แสดงรายละเอียดทั้งสามระดับของทางเลือก — แบบแม่นยำวิศวกรรม แบบลอยตัว และแบบยึดตาย — ตามปัจจัยประสิทธิภาพที่สำคัญเหล่านี้:
| ปัจจัยการประเมินผล | วิศวกรรมความแม่นยำ | แผ่นสตริปเปอร์แบบลอยตัว | แผ่นสตริปเปอร์แบบยึดตาย |
|---|---|---|---|
| ความสามารถในการใช้แรงสตริป | ได้รับการปรับแต่งอย่างเหมาะสมผ่านการจำลองด้วย CAE สำหรับข้อกำหนดการใช้งานที่แน่นอน โดยสามารถรองรับแรงได้ 10-25% ของแรงที่ใช้กับพันช์โดยมีการปรับเทียบที่แม่นยำ | ปรับเปลี่ยนได้ผ่านการเลือกสปริง โดยทั่วไปสามารถรองรับแรงสตริปที่สูงกว่าได้อย่างมีประสิทธิภาพ | จำกัดอยู่ที่แรงที่สามารถจัดการได้ผ่านการยึดติดแบบแข็ง ดีที่สุดสำหรับการใช้งานที่ต้องการแรงต่ำ |
| ช่วงความหนาของวัสดุ | มีความสามารถครอบคลุมทั้งช่วง — ตั้งแต่วัสดุบางจนถึงหนา โดยมีการเพิ่มประสิทธิภาพเฉพาะการใช้งาน | ทำงานได้ดีเยี่ยมกับวัสดุที่หนากว่า 1.5 มม. รองรับวัสดุหนาที่ต้องการแรงกดควบคุม | เหมาะที่สุดสำหรับวัสดุบางที่มีขนาดต่ำกว่า 1.5 มม. แต่มีข้อจำกัดเมื่อใช้กับวัสดุที่หนากว่า |
| ความต้องการในการบํารุงรักษา | การบำรุงรักษาก่อนเวลาที่เกิดขัดข้องโดยใช้ข้อมูลการจำลอง; ช่วงบริการที่ได้รับการปรับปรุง | การตรวจสอบและเปลี่ยนสปริงเป็นประจำ; ต้องปรับเป็นระยะ | การบำรุงรักษาน้อย; มีชิ้นส่วนสึกหรอน้อยกว่าที่ต้องตรวจสอบหรือเปลี่ยน |
| ค่าเริ่มต้น | การลงทุนระดับพรีเมียม; ต้นทุนเริ่มต้นสูงสุดแต่ชดเชยด้วยการเพิ่มประสิทธิภาพ | ปานกลางถึงสูง; สูงกว่าทางเลือกแบบคงที่ 20-40% | การลงทุนเริ่มต้นต่ำที่สุด; เศรษฐกิมสำหรับการใช้งานที่เหมาะสม |
| เหมาะที่สุดสำหรับงานประเภท | ข้อกำหนดของผู้ผลิตยานยนต์ต้นทาง, การผลิตที่ไม่มีข้อบกพร่อง, แม่พิมพ์คืบคลานซับซ้อน | วัสดวหนา, แม่พิมพ์คืบคลาน, การป้องกันการดึงชิ้นตัด, การจัดตำแหน่งอย่างแม่นยำ | การตอกเหล็กบาง, การดำเนินงานความเร็วสูง, การตอกพื้นฐาน, ส่วนประกอบอิเล็กทรอนิกส์ |
| ความเหมาะสมกับปริมาณการผลิต | การผลิตปริมาณสูงที่มีข้อกำหนดคุณภาพเข้มงวด; นับล้านรอบ | ปริมาณปานกลางถึงสูง; การเปลี่ยนสปริงเพิ่มช่วงเวลาการบำรุงรักษาเป็นระยะ | ทุกระดับปริมาณ; มีประสิทธิภาพด้านต้นทุนโดยเฉพาะสำหรับงานวัสดุบางที่ต้องการความเร็วสูงและปริมาณมาก |
สังเกตว่าแต่ละตัวเลือกครอบคลุมขอบเขตการทำงานที่แตกต่างกันอย่างชัดเจน โซลูชันที่ออกแบบอย่างแม่นยำให้ศักยภาพสูงสุด แต่ต้องลงทุนในระดับที่สอดคล้องกัน ดีไซน์แบบลอยตัวช่วยสร้างความสมดุลระหว่างความหลากหลายในการใช้งานกับความซับซ้อนที่ควบคุมได้ แผ่นคงที่ให้ความเรียบง่ายและประหยัดต้นทุนสำหรับการใช้งานที่สอดคล้องกับจุดแข็งของมัน
เมทริกซ์การเลือกตามประเภทการใช้งาน
นอกเหนือจากการเปรียบเทียบทั่วไป สถานการณ์การใช้งานเฉพาะจะชี้นำไปสู่คำแนะนำที่ชัดเจน ใช้เมทริกซ์นี้เพื่อจับคู่ลักษณะโครงการของคุณกับแนวทางการใช้แผ่นปลดชิ้นงานที่เหมาะสมที่สุด
| สถานการณ์การใช้งาน | วิธีแก้ปัญหาที่แนะนำ | เหตุผล |
|---|---|---|
| ชิ้นส่วนโครงสร้างยานยนต์ที่ต้องการมาตรฐาน IATF | การวิศวกรรมด้วยความแม่นยำ | ข้อกำหนดการตรวจสอบย้อนกลับของผู้ผลิต (OEM) ความคาดหวังศูนย์ข้อบกพร่อง และรูปทรงเรขาคณิตที่ซับซ้อน ทำให้จำเป็นต้องใช้อุปกรณ์เครื่องมือระดับพรีเมียม |
| ได้แบบก้าวหน้าที่มี 5 สถานีขึ้นไป | แบบลอยตัว หรือแบบออกแบบอย่างแม่นยำ | การควบคุมวัสดุข้ามกระบวนการหลายขั้นตอนช่วยป้องกันความคลาดเคลื่อนตำแหน่งสะสม |
| การตัดแผ่นเหล็กหนา (มากกว่า 2 มม.) | ลอย | แรงสปริงต้านทานการเด้งกลับของวัสดุ; ป้องกันไม่ให้ชิ้นงานยึดติด |
| การขึ้นรูปขั้วต่อความเร็วสูง | ปรับ | วัสดุบางและความเร็วสูงมากเหมาะกับความมั่นคงแบบแข็งกว่าความยืดหยุ่นของสปริง |
| ต้นแบบและการผลิตปริมาณน้อย | ปรับ | การลงทุนต่ำกว่าเหมาะสมเมื่อแม่พิมพ์อาจมีการเปลี่ยนแปลงก่อนการผลิตจำนวนมาก |
| การประยุกต์ใช้แผ่นดันออกที่มีแผ่นทำความร้อน | การวิศวกรรมด้วยความแม่นยำ | การจัดการความร้อนต้องอาศัยการออกแบบที่อิงจากการจำลองเพื่อรักษาระยะห่างที่เหมาะสม |
| การพัฒนาแผ่นดันแม่พิมพ์สำหรับแม่พิมพ์ต้นแบบ | แบบลอยตัว หรือแบบออกแบบอย่างแม่นยำ | การปรับระดับสามารถรองรับการเปลี่ยนแปลงในการออกแบบ; การดันชิ้นงานออกอย่างควบคุมช่วยป้องผิวของชิ้นส่วน |
| การตัดวัตถุดิบกลมแบบง่าย | แผ่นดันตายแบบคงที่ (หรือแบบแหวน) | เรขาคณิตที่เรียบง่ายไม่จำเป็นต้องใช้ระบบที่ซับซ้อนแบบลอย |
เมื่่องานของคุณครอบคลุมหลายหมวดหมู่—เช่น แม่พิมพ์แบบโปรเกรสซีฟที่ประมวลวัสดุบางด้วยความเร็วสูง—ควรชั่งน้ำหนักปัจจัยต่างๆ อย่างเหมาะสม ความต้องการหลักมักเป็นตัวขับเคลื่อนการเลือก ในขณะที่ปัจจัยรองจะยืนยันหรือปรับแก้ทิศทางเริ่มต้น
เปิดเผยการแลกเปลี่ยนระหว่างต้นทุนและสมรรถนะ
ราคาซื้อเริ่มต้นบ่งชี้เพียงส่วนเล็กของเรื่องต้นทุนทั้งหมด การตัดสินใจเกี่ยวกับเครื่องมือที่ชาญฉลาดจะต้องพิจารณาภาพเศรษฐกิจโดยรวมตลอดวงจรการผลิต
- การลงทุนครั้งเดียว: แผ่นคงที่มีต้นทุนต่ำกว่าทางเลือกแบบลอย 20-30%; ทางแก้ปัญหาที่ออกแบบด้วยความแม่นยำสูงมีราคาสูงกว่า
- เวลาติดตั้ง: แผ่นคงที่ติดตั้งเร็วพร้อมการปรับตั้งต่ำ; ออกแบบแบบลอยต้องการการปรับแรงเริ่มต้นของสปริง; ทางแก้ปัญหาแบบแม่นยำมีขั้นตอนติดตั้งที่ได้รับการปรับให้เหมาะสม
- ความถี่ในการบำรุงรักษา: สปริงในระบบลอยตัวจำเป็นต้องตรวจสอบทุกๆ 500,000-1,000,000 รอบ; แผ่นยึดแบบคงที่อาจทำงานได้โดยไม่ต้องบำรุงรักษานานหลายปี
- ต้นทุนจากการหยุดทำงาน: การหยุดทำงานที่เกี่ยวข้องกับสตริปเปอร์ทำให้สูญเสียเวลาการผลิต โดยไม่คำนึงถึงการลงทุนครั้งแรกสำหรับเครื่องมือ—การเลือกประเภทที่ไม่เหมาะสมจะสร้างค่าใช้จ่ายอย่างต่อเนื่อง
- การลดของเสีย: การเลือกสตริปเปอร์ที่เหมาะสมส่งผลโดยตรงต่ออัตราผลผลิตครั้งแรกที่ผ่านเกณฑ์; โซลูชันระดับพรีเมียมมักคุ้มทุนด้วยตัวเองจากการลดอัตราการปฏิเสธชิ้นงาน
- ผลกระทบต่ออายุการใช้งานของแม่พิมพ์: แรงดึงออกที่เหมาะสมจะยืดอายุการใช้งานของดายและพันซ์; ระบบไม่เข้ากันจะเร่งการสึกหรอของชิ้นส่วนตัดทั้งหมด
พิจารณาแผ่นสตริปเปอร์แบบโมลด์ที่ใช้ระบบการดันชิ้นงานด้วยท่อ U ที่พบในบางแอปพลิเคชันแม่พิมพ์ฉีด—การลงทุนครั้งแรกที่ซับซ้อนช่วยให้ได้คุณภาพชิ้นงานที่สม่ำเสมอ ลดการทำงานขั้นตอนรองและการส่งคืนสินค้าจากลูกค้า หลักการเดียวกันนี้ใช้กับกระบวนการตัดขึ้นรูป: การลงทุนอย่างเหมาะสมในระบบแผ่นสตริปเปอร์มักให้ผลตอบแทนเชิงบวกผ่านการปรับปรุงคุณภาพในขั้นตอนถัดไป
แผ่นสตริปเปอร์ที่มีราคาแพงที่สุดคือแผ่นที่ผิด—ไม่ว่าราคาซื้อจะเท่าใดก็ตาม แผ่นแบบคงที่ราคาถูกที่ทำให้เกิดของเสียเพิ่มขึ้น 2% ในการผลิตหนึ่งล้านชิ้น จะสร้างต้นทุนที่สูงกว่าระบบลอยตัวระดับพรีเมียมที่ให้คุณภาพสม่ำเสมอ
เมื่อคำนวณผลตอบแทนจากการลงทุน (ROI) สำหรับแผ่นสตริปเปอร์ ควรรวมปัจจัยที่มักถูกละเลยเหล่านี้ด้วย:
- เวลาทางวิศวกรรม: แอปพลิเคชันที่ซับซ้อนอาจต้องใช้การทดลองหลายรอบด้วยสตริปเปอร์แบบง่าย ในขณะที่โซลูชันที่ออกแบบอย่างแม่นยำสามารถลดขั้นตอนเหล่านี้ออกไปได้
- ต้นทุนเสียโอกาส: การเปิดสายการผลิตล่าช้าเนื่องจากการแก้ไขปัญหาสตริปเปอร์ ทำให้สูญเสียตำแหน่งในตลาดและความเชื่อมั่นจากลูกค้า
- ผลกระทบต่อเนื่อง: ความเสียหายของชิ้นงานที่เกิดจากสตริปเปอร์ อาจนำไปสู่ปัญหาในการประกอบขั้นตอนถัดไป การเรียกร้องภายใต้การรับประกัน และผลกระทบต่อชื่อเสียง
- มูลค่าของความยืดหยุ่น: ความสามารถในการปรับตั้งของสตริปเปอร์แบบลอยตัว ช่วยรองรับความแตกต่างของวัสดุแต่ละล็อตและการสึกหรอของพันซ์ โดยไม่จำเป็นต้องดัดแปลงแม่พิมพ์
สำหรับการใช้งานที่มีความสำคัญสูง—ชิ้นส่วนความปลอดภัยในยานยนต์ อุปกรณ์การแพทย์ ชิ้นส่วนการบินและอวกาศ—การรับประกันประสิทธิภาพของระบบที่มีการออกแบบอย่างแม่นยำหรือระบบที่ใช้ฟลูอิดอย่างเหมาะสม มักเป็นเหตุผลเพียงพอที่รับรองค่าใช้ต่างที่สูงกว่า สำหรับชิ้นส่วนทั่วที่มีค่าความคลาดที่ยอมรับได้มากกว่า ตัวดันแบบคงที่จะให้ผลที่มีต้นทุนต่ำและมีประสิทธิภาพ
ด้วยกรอบการเปรียบเทียบที่ครอบคลุมนี้ คุณพร้อมที่จะแปลการวิเคราะห์เป็นการดำเนินการ ด้วยคำแนะนำเฉพาะที่ปรับให้เหมาะกับสถานการณ์การผลิตทั่วทั่ว
คำแนะนำสุดท้ายสำหรับการเลือกแผ่นดันของคุณ
คุณได้ศึกษารายละเอียดทางเทคนิค พิจารณาข้อดีข้อเสีย และสำรวจทางเลือกทั้งหมดสำหรับโซลูชันการถอดชิ้นงานออกแล้ว ตอนนี้ถึงเวลาสำคัญที่สุด นั่นคือ การนำความรู้ทั้งหมดนี้มาประยุกต์ใช้อย่างมั่นใจในงานของคุณ โดยไม่ว่าคุณจะกำลังออกแบบแม่พิมพ์โปรเกรสซีฟใหม่ แก้ปัญหาการขึ้นรูปที่มีอยู่ หรือวางแผนเริ่มการผลิตจำนวนมาก คำแนะนำที่จัดลำดับความสำคัญเหล่านี้จะช่วยนำทางให้คุณตัดสินใจเลือกแผ่นถอดชิ้นงาน (stripper plate) ได้อย่างเหมาะสม
โปรดจำไว้: เป้าหมายไม่ใช่การหา 'แผ่นถอดชิ้นงานที่ดีที่สุด' ในแง่สัมบูรณ์ แต่เป็นการจับคู่ความต้องการเฉพาะของงานคุณเข้ากับโซลูชันที่มอบประสิทธิภาพ ความน่าเชื่อถือ และคุ้มค่าที่สุดสำหรับสถานการณ์เฉพาะของคุณ
แผนที่นำทางการเลือกแผ่นถอดชิ้นงานของคุณ
หลังจากวิเคราะห์งานใช้งานจำนวนนับไม่ถ้วน และพิจารณาทางเลือกระหว่างแผ่นถอดชิ้นงานแบบคงที่ (fixed) กับแบบลอยตัว (floating) จากทุกมุมมอง รูปแบบที่ชัดเจนก็ปรากฏขึ้น คำแนะนำที่จัดลำดับความสำคัญเหล่านี้สะท้อนกระบวนการตัดสินใจที่วิศวกรแม่พิมพ์ผู้มีประสบการณ์ใช้กัน
- สำหรับงานตัดเฉือนความแม่นยำในอุตสาหกรรมยานยนต์ที่ต้องการความสอดคล้องตามมาตรฐาน IATF: ร่วมงานกับผู้เชี่ยวชาญด้านวิศวกรรมแม่พิมพ์ที่ได้รับการรับรอง ซึ่งผสานขีดความสามารถในการจำลองด้วย CAE เข้ากับการผลิตที่ได้รับการรับรองคุณภาพ ความเสี่ยงในงานประยุกต์ใช้งานด้านยานยนต์—ทั้งในแง่ความปลอดภัย ข้อกำหนดการติดตามย้อนกลับจากผู้ผลิตรถยนต์ (OEM) และความคาดหวังในเรื่องศูนย์ข้อบกพร่อง—จำเป็นต้องอาศัยแนวทางแก้ไขปัญหาที่ออกแบบอย่างแม่นยำ มากกว่าการใช้วิธีการทั่วไปที่มีอยู่ในท้องตลาด บริษัทอย่าง Shaoyi เป็นตัวอย่างของขีดความสามารถนี้ ที่สามารถจัดทำต้นแบบอย่างรวดเร็วภายใน 5 วัน และบรรลุอัตราการอนุมัติรอบแรกสูงถึง 93% โดยอาศัยแนวทางการออกแบบที่ขับเคลื่อนด้วยการจำลอง ใบรับรอง IATF 16949 และความชำนาญโดยรอบด้านการออกแบบแม่พิมพ์ ทำให้พวกเขาเป็นทรัพยากรที่มีค่าเมื่องานของคุณต้องการการสนับสนุนด้านวิศวกรรมแม่พิมพ์ระดับมืออาชีพ
- สำหรับวัสดุบางที่มีความหนาน้อยกว่า 1.5 มม.: แผ่นสตริปเปอร์แบบคงที่มีประสิทธิภาพที่คุ้มค่าและเชื่อถือได้ การออกแบบยึดติดแบบแข็งช่วยให้การนำทางตอกอย่างแม่นยำ ความต้องการในการบำรุงรักษาน้อยมาก และการทำงานที่สม่ำเสมอตลอดหลายล้านรอบการทำงาน โดยทั่วไปงานประเภทนี้รวมถึงการตัดแผ่นอิเล็กทรอนิกส์ความเร็วสูง โครงยึดบางชิ้นในอุตสาหกรรมยานยนต์ และงานตัดพื้นฐานอย่างง่าย ไม่จำเป็นต้องออกแบบซับซ้อนเกินจำเป็นสำหรับแอปพลิเคชันเหล่านี้—ควรประหยัดงบประมาณเครื่องมือระดับพรีเมียมไว้กับโครงการที่ต้องการโซลูชันแบบลอยตัวหรือออกแบบเฉพาะทางจริงๆ
- สำหรับวัสดุหนาหรือแม่พิมพ์โปรเกรสซีฟ: แผ่นสตริปเปอร์แบบลอยตัวให้แรงกดและการจัดการวัสดุที่ควบคุมได้ตามที่แอปพลิเคชันเหล่านี้ต้องการ การออกแบบที่ใช้สปริงช่วยลดการเด้งกลับของวัสดุ ป้องกันการดึงสลัก (slug pulling) และรองรับการสึกหรอของตอกที่เกิดขึ้นระหว่างการผลิตต่อเนื่อง เมื่อประมวลผลวัสดุที่มีความหนาเกิน 1.5 มม. หรือใช้แม่พิมพ์โปรเกรสซีฟที่มีหลายสถานี ความสามารถในการปรับระดับและแรงสตริปปิ้งแบบเชิงรับของดีไซน์แบบลอยตัวมักจะคุ้มค่ากับการลงทุนครั้งแรกที่สูงกว่า
- สำหรับงานต้นแบบและการพัฒนา: เริ่มต้นด้วยสตริปเปอร์แบบคงที่ เว้นแต่ข้อกำหนดการใช้งานเฉพาะจะชี้ชัดว่าควรเป็นอย่างอื่น การลงทุนครั้งแรกที่ต่ำกว่าถือว่าเหมาะสมเมื่อการออกแบบอาจยังเปลี่ยนแปลงก่อนการผลิตจริง คุณสามารถอัปเกรดเป็นระบบสตริปเปอร์แบบลอยได้ในภายหลังในเครื่องมือการผลิต หากผลการทดลองใช้งานบ่งชี้ถึงความจำเป็น
- สำหรับการประยุกต์ใช้งานอุปกรณ์เฉพาะทาง: พิจารณาความต้องการเฉพาะของอุปกรณ์คุณ เช่น แผ่นสตริปเปอร์สำหรับเครื่องแยกไม้ยาร์ดแมกซ์ (yardmax log splitter) มีข้อกำหนดที่แตกต่างโดยสิ้นเชิงจากแม่พิมพ์ตัดขึ้นรูปความละเอียดสูง ได้แก่ แรงกระแทกหนัก สภาพแวดล้อมกลางแจ้ง และลักษณะวัสดุที่ต่างกัน ควรเลือกสตริปเปอร์ให้สอดคล้องกับสภาพแวดล้อมในการทำงานจริง แทนที่จะนำแนวทางของแม่พิมพ์ตัดไปใช้ทั่วไป ในทำนองเดียวกัน การประยุกต์ใช้แผ่นสตริปเปอร์ ingun สำหรับอุปกรณ์ทดสอบ ต้องการความเที่ยงตรงในการจัดแนวที่อาจเหมาะกับการออกแบบแบบคงที่ แม้ปัจจัยอื่นอาจชี้ให้ใช้แบบลอยก็ตาม
เลือกประเภทสตริปเปอร์ให้เหมาะสมกับการประยุกต์ใช้งานของคุณ
นอกเหนือจากคำแนะนำที่จัดลำดับความสำคัญแล้ว โปรดพิจารณาข้อมูลเชิงลึกเฉพาะการใช้งานที่ช่วยปรับแต่งการเลือกของคุณให้เหมาะสมยิ่งขึ้น:
- เมื่อความเรียบของชิ้นส่วนมีความสำคัญ: ตัวถอดลอย (Floating strippers) ที่ควบคุมแรงกดยึดได้อย่างแม่นยำ จะป้องกันไม่ให้วัสดุยกตัวขึ้น ซึ่งเป็นสาเหตุของความผิดเพี้ยนทางมิติในระหว่างการตัด
- เมื่อทำการผลิตวัสดุที่มีความหนาหลายระดับ: แผ่นถอดแบบปรับได้ (Adjustable stripper plates) ให้ประโยชน์อย่างมาก เนื่องจากสามารถรองรับวัสดุที่มีความหนาแตกต่างกันได้โดยไม่ต้องแก้ไขแม่พิมพ์
- เมื่อเศษวัสดุติดขึ้นมา (slug pulling) ก่อปัญหาด้านคุณภาพ: แรงกดลงอย่างต่อเนื่องจากรูปแบบตัวถอดลอย ช่วยลดการยึดติดของเศษวัสดุบนหน้าตัดของดายได้อย่างมาก
- เมื่อความสูงของแม่พิมพ์มีข้อจำกัด: ตัวถอดแบบคงที่ (Fixed strippers) มีโปรไฟล์แนวตั้งต่ำสุด ทำให้ประหยัดระยะชัตเฮท (shut height) อันมีค่าในแอปพลิเคชันที่มีข้อจำกัดด้านเครื่องกด
- เมื่อช่วงเวลาสำหรับการบำรุงรักษามีจำกัด: การออกแบบแบบคงที่ที่มีจำนวนชิ้นส่วนลดลง หมายความว่ามีชิ้นส่วนให้ต้องตรวจสอบ ปรับแต่ง หรือเปลี่ยนน้อยลง
- เมื่อประมวลผลวัสดุที่กัดกร่อน: เลือกใช้สตริปเปอร์คู่กับการเคลือบผิวและการใช้วัสดุพันช์นำระดับพรีเมียมอย่างเหมาะสม เพื่อยืดอายุการใช้งาน
โปรดทราบว่าการใช้งานเฉพาะทาง เช่น แผ่นสตริปเปอร์สำหรับเครื่องแยกไม้แยร์ดแมกซ์ จะใช้เกณฑ์การคัดเลือกที่แตกต่างออกไปโดยสิ้นเชิง—โดยเน้นที่ความทนทานและความสามารถในการต้านแรงกระแทก มากกว่าข้อพิจารณาเรื่องความแม่นยำที่มีบทบาทสำคัญในการตัดสินใจเกี่ยวกับแม่พิมพ์ตัด
คำแนะนำจากผู้เชี่ยวชาญสำหรับสถานการณ์ทั่วไป
สำหรับผู้อ่านที่กำลังเผชิญกับจุดตัดสินใจเฉพาะเจาะจง นี่คือคำแนะนำโดยตรงที่อ้างอิงจากสถานการณ์การใช้งานที่พบได้บ่อยที่สุด:
- เริ่มต้นโปรแกรมไดเอ้าท์แบบโปรเกรสซีฟใหม่: ลงทุนในการจำลองด้วย CAE ระหว่างขั้นตอนการออกแบบ เพื่อเพิ่มประสิทธิภาพการจัดวางแผ่นสตริปเปอร์ก่อนตัดเหล็ก การใช้จ่ายค่าจำลองนี้ถือเป็นเพียงเศษเสี้ยวของค่าใช้จ่ายที่อาจเกิดขึ้นจากการปรับแก้ในขั้นตอนทดลอง
- ประสบปัญหาคุณภาพชิ้นงานไม่สม่ำเสมอ: ประเมินว่าหัวถอดที่คุณใช้อยู่ปัจจุบันเหมาะสมกับความหนาและข้อกำหนดด้านความซับซ้อนของวัสดุหรือไม่ การอัพเกรดจากหัวถอดแบบคงที่เป็นแบบลอยตัวมักช่วยแก้ไขปัญหาด้านคุณภาพที่เกิดขึ้นอย่างต่อเนื่องได้
- วางแผนการผลิตรถยนต์ในปริมาณสูง: ปรึกษากับผู้เชี่ยวชาญด้านวิศวกรรมแม่พิมพ์ที่ได้รับการรับรองตามมาตรฐาน IATF ตั้งแต่ช่วงต้นโครงการ ทีมวิศวกรของ Shaoyi ให้บริการเครื่องมือที่มีคุณภาพสูงและคุ้มค่า ออกแบบตามมาตรฐานของผู้ผลิตชิ้นส่วนต้นฉบับ (OEM) พร้อมขีดความสามารถในการผลิตปริมาณมากที่สามารถขยายตามความต้องการการผลิตของคุณ
- การสร้างสมดุลระหว่างข้อจำกัดด้านงบประมาณและความต้องการด้านประสิทธิภาพ: ใช้หัวถอดแบบคงที่ในกรณีที่เหมาะสม เพื่อประหยัดงบประมาณ และนำไปใช้กับหัวถอดแบบลอยตัวหรือโซลูชันที่ออกแบบอย่างแม่นยำในจุดที่จำเป็นจริงๆ
- การปรับปรุงแม่พิมพ์เดิม: หัวถอดแบบวงแหวนเป็นทางเลือกที่เหมาะสมในการอัพเกรดให้สามารถถอดแบบสไตล์ลอยตัวได้ในตำแหน่งของหัวเจาะเฉพาะจุด โดยไม่จำเป็นต้องเปลี่ยนแผ่นทั้งหมด
การตัดสินใจระหว่างแผ่นสตริปเปอร์แบบคงที่กับแบบลอยตัว ล้วนขึ้นอยู่กับหลักการหนึ่งข้อนี้: เลือกวิธีแก้ปัญหาให้สอดคล้องกับความต้องการที่แท้จริงของคุณ การออกแบบที่ต่ำกว่ามาตรฐานจะก่อให้เกิดปัญหาด้านคุณภาพ ส่วนการออกแบบที่เกินจำเป็นจะทำให้สิ้นเปลืองทรัพยากร จุดที่เหมาะสมที่สุดคือการประเมินอย่างตรงไปตรงมาว่าแอปพลิเคชันของคุณต้องการอะไรจริงๆ
เมื่อคุณดำเนินการต่อในการเลือกแผ่นสตริปเปอร์ โปรดจำไว้ว่าการตัดสินใจนี้มีความเชื่อมโยงกับทุกด้านของการออกแบบแม่พิมพ์ การเลือกแผ่นสตริปเปอร์ที่ดีที่สุดควรพิจารณาปัจจัยต่าง ๆ เช่น รูปร่างของพันซ์ ลักษณะของวัสดุ ปริมาณการผลิต ข้อกำหนดด้านคุณภาพ และศักยภาพในการบำรุงรักษา อย่างเป็นองค์รวม ไม่ใช่เป็นตัวแปรที่แยกจากกัน เมื่อไม่แน่ใจ ควรปรึกษาวิศวกรออกแบบแม่พิมพ์ที่มีประสบการณ์ ผู้สามารถประเมินภาพรวมของแอปพลิเคชันคุณได้อย่างครบถ้วน และแนะนำแนวทางแก้ไขที่เหมาะสมกับความสำเร็จเฉพาะของคุณ
คำถามที่พบบ่อยเกี่ยวกับแผ่นสตริปเปอร์แบบคงที่และแบบลอยตัว
1. สตริปเปอร์เพลทในเครื่องมือกดคืออะไร
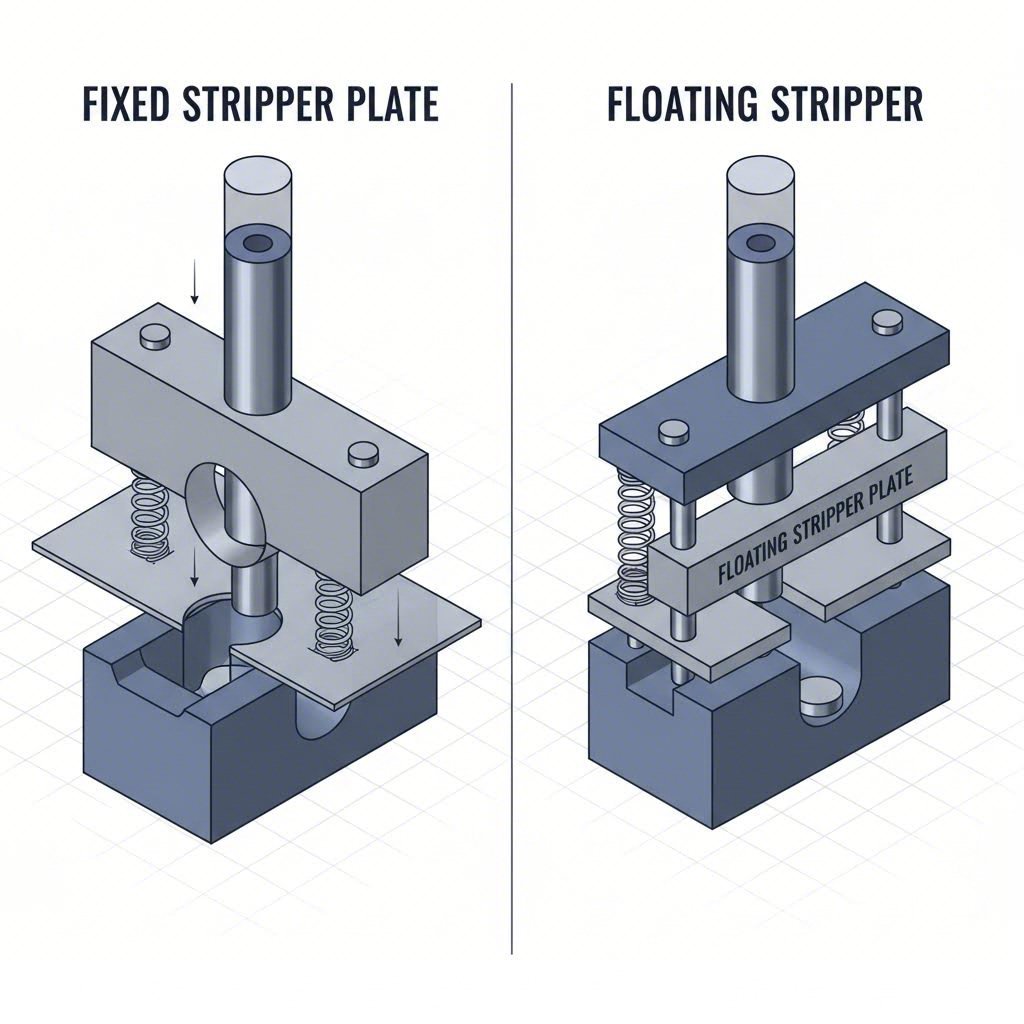
แผ่นสตริปเปอร์เป็นส่วนประกอบที่สำคัญของแม่พิมพ์ ทำหน้าถอดวัตถุดิบออกจากพันซ์หลังจากแต่ละ stroke โดยสามารถติดตั้งแบบคงที่ (ยึดติดแน่น) หรือแบบลอย (มีสปริง) แผ่นสตริปเปอร์แบบคงที่จะถอดวัตถุดิบออก แต่ไม่ยึดวัตถุดิบลงในระหว่างการทำงาน ในขณะที่แผ่นสตริปเปอร์แบบลอยจะยึดวัตถุดิบลงอย่างแข็งแรงในระหว่างการตัดขึ้นรูป และใช้แรงสปริงเพื่อควบคุมการถอดชิ้นงาน การเลือกชนิดสตริปเปอร์มีผลโดยตรงต่อคุณภาพชิ้นงาน อายุการใช้งานของเครื่องมือ และประสิทธิภาพการผลิต
2. แรงสตริปปิ้งในแอปพลิเคชันเครื่องกดคืออะไร?
แรงสตริปปิ้งคือแรงที่จำเป็นเพื่อแยกวัตถุดิบที่ติดอยู่กับพันซ์หลังจากการตัด โดยทั่วมักมีค่าระหว่าง 10-25% ของแรงตัดแผ่น แผ่นสตริปเปอร์แบบลอยสามารถปรับแรงสตริปปิ้งผ่านการเลือกสปริง ในขณะที่แผ่นแบบคงที่ขึ้นพึ่ง stroke ของเครื่องกดเอง แรงสตริปปิ้งที่เหมาะสมจะป้องกันปัญกการดึง slug ขึ้น ทำให้การแยกชิ้นงานสะอาด และรักษาระยะเวลาไซคล์ที่สม่ำเสมอในการปฏิบัติงานตัดขึ้นรูป
3. เมื่อควรใช้แผ่นสตริปเปอร์แบบคงที่แทนแบบลอย?
แผ่นสตริปเปอร์แบบคงที่เหมาะสำหรับวัสดุบางที่มีความหนาน้อยกว่า 1.5 มม. การทำงานตัดขึ้นรูปความเร็วสูงที่มากกว่า 400 จังหวะต่อนาที และแม่พิมพ์ตัดแบบง่ายๆ แผ่นประเภทนี้มีราคาถูกกว่าทางเลือกแบบลอยตัว 20-30% ต้องการการบำรุงรักษาน้อย และให้ความมั่นคงสูงสำหรับงานตัดขึ้นรูปชิ้นส่วนอิเล็กทรอนิกส์ความแม่นยำสูง เลือกใช้สตริปเปอร์แบบคงที่เมื่อพฤติกรรมของวัสดุสามารถคาดการณ์ได้ และแรงกดยึดไม่จำเป็นต้องควบคุมอย่างแม่นยำ
4. ข้อดีหลักของแผ่นสตริปเปอร์แบบลอยตัวคืออะไร
แผ่นสตริปเปอร์แบบลอยตัวเหมาะอย่างยิ่งสำหรับวัสดุหนาเกิน 1.5 มม. แม่พิมพ์แบบโปรเกรสซีฟ และการใช้งานที่ต้องการตำแหน่งชิ้นงานอย่างแม่นยำ ข้อดีหลัก ได้แก่ การควบคุมวัสดุได้ดีเยี่ยมขณะเจาะ ลดการดึงสลัก (slug) ผ่านโดยใช้แรงกดลงอย่างต่อเนื่อง สามารถชดเชยการสึกหรอของหัวพันช์โดยอัตโนมัติ และแรงสปริงสามารถปรับแต่งได้ แผ่นประเภทนี้จำเป็นเมื่อมีการเด้งกลับของวัสดุ (springback) รูปทรงเรขาคณิตซับซ้อน หรือข้อกำหนดการผลิตที่ต้องการศูนย์ข้อบกพร่อง ซึ่งต้องอาศัยแรงสตริปปิ้งที่ควบคุมได้
5. แถบดึงและแหวนดึงต่างจากแผ่นดึงอย่างไร
แถบดึงคือแถบเหล็กกล้าที่ผ่านการอบชุบความแข็ง ซึ่งข้ามผ่านช่องตาย—เหมาะสำหรับงานตัดเรียบง่าย ชิ้นส่วนขนาดใหญ่ และเครื่องมือที่ต้องเปลี่ยนอย่างรวดเร็วในราคาต่ำกว่า แหวนดึงจะล้อมรอบหัวพันช์กลมแต่ละตัว เหมาะอย่างยิ่งสำหรับการทำงานพันช์เดี่ยวและเครื่องมือแบบทูร์เร็ต ส่วนแผ่นดึงให้การควบคุมวัสดุได้ทั้งหมด สำหรับแม่พิมพ์โปรเกรสซีฟที่ซับซ้อน การเลือกใช้ควรพิจารณาจากความซับซ้อนของแม่พิมพ์: ใช้แผ่นดึงสำหรับงานที่ต้องการความแม่นยำหลายสถานี แถบดึงสำหรับงานง่ายๆ และแหวนดึงสำหรับพันช์กลมที่แยกจากกัน