 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

การเคลือบแบบอีโค้ต (E Coat) กับดาโครเมต (Dacromet): ตัวหนึ่งต้านทานเกลือ ตัวหนึ่งเข้ากันได้ดีกับสี

อีโค้ท เทียบกับดาโครเมต สำหรับชิ้นส่วนโลหะที่ไวต่อการกัดกร่อน
ผู้คนที่ค้นหาหัวข้อนี้มักต้องการเพียงสิ่งเดียว: คู่มือการซื้อที่เข้าใจง่าย ไม่ใช่การเล่าเรื่องยาวเหยียดเกี่ยวกับการเคลือบทุกชนิดที่เป็นไปได้ และไม่ใช่หน้าเว็บที่จัดการสารเคลือบโลหะที่แตกต่างกันโดยสิ้นเชิงราวกับว่าทั้งหมดสามารถแก้ปัญหาเดียวกันได้ กล่าวอย่างตรงไปตรงมา การเคลือบอีโค้ท (E-coating) คือกระบวนการสะสมแบบไฟฟ้าเคมี คล้ายการพ่นสี ขณะที่ดาโครเมต (Dacromet) คือระบบการเคลือบด้วยแผ่นฟลakes ของสังกะสีและอลูมิเนียม ซึ่งออกแบบมาเพื่อป้องกันการกัดกร่อน ทั้งสองวิธีนี้มักพบได้บ่อยในชุดเบรกสำหรับรถพ่วงและชิ้นส่วนโลหะเคลือบอื่นๆ ที่ใช้งานในสภาพแวดล้อมที่มีน้ำ ละอองน้ำจากถนน หรืออุปกรณ์ที่เก็บไว้ภายนอกอาคาร
ความหมายที่แท้จริงของอีโค้ทและดาโครเมต
การเคลือบแบบอิเล็กโทรฟอเรซิส (E-coat) เป็นที่นิยมเนื่องจากสามารถสร้างผิวเคลือบที่สม่ำเสมอได้ แม้ในบริเวณที่เข้าถึงยากและรูปร่างที่ซับซ้อน จึงทำให้เป็นทางเลือกที่เหมาะสมสำหรับการเคลือบโลหะเมื่อความสำคัญอยู่ที่ลักษณะภายนอก การครอบคลุมพื้นผิวอย่างกว้างขวาง และความพร้อมสำหรับการทาสีต่อ
เหตุใดผู้ซื้อมักเปรียบเทียบผิวเคลือบที่ไม่เหมาะสม
ความสับสนเริ่มต้นขึ้นเมื่อบุคคลเปรียบเทียบผิวเคลือบ ชั้นชุบ และแม้แต่วัสดุพื้นฐานราวกับว่าสามารถใช้แทนกันได้ ทั้งที่แท้จริงแล้วไม่สามารถทำเช่นนั้นได้ คำแนะนำจาก etrailer ระบุว่า การเคลือบแบบอิเล็กโทรฟอเรซิส (e-coat) ป้องกันสนิมด้วยชั้นเคลือบที่มีลักษณะคล้ายสี แต่ชั้นนี้อาจสึกกร่อนหรือหลุดลอกได้ ในขณะที่การเคลือบแบบดาโครเมต (Dacromet) มีความสามารถในการต้านทานการกัดกร่อนได้ดีกว่าผิวเคลือบแบบดิบหรือการเคลือบแบบอิเล็กโทรฟอเรซิส (e-coat) สำหรับชิ้นส่วนเบรกของรถพ่วง อย่างไรก็ตาม รูปทรงเรขาคณิต สภาพแวดล้อมที่สัมผัส และขั้นตอนการประกอบต่อเนื่องยังคงส่งผลต่อคำตอบที่เหมาะสม ตัวอย่างเช่น ชิ้นส่วนที่ต้องการการเคลือบอย่างสม่ำเสมอภายในโครงสร้างอาจเหมาะกับกระบวนการหนึ่ง ในขณะที่ชิ้นส่วนที่สัมผัสกับเกลืออย่างรุนแรงอาจเหมาะกับอีกกระบวนการหนึ่ง
รายการจัดอันดับนี้จะช่วยให้คุณตัดสินใจได้
- ดาโครเมตสำหรับการสัมผัสกับเกลือและสภาพความชื้นผสมที่รุนแรงยิ่งขึ้น
- อี-โค้ตสำหรับการเคลือบอย่างสม่ำเสมอและต้องการพื้นผิวที่เรียบเนียนสะอาด
- สแตนเลสสตีล เมื่อการอัปเกรดวัสดุให้เหนือกว่าการเปลี่ยนแปลงพื้นผิว
- ตัวเลือกการชุบสังกะสีสำหรับการใช้งานที่เน้นประโยชน์ใช้สอย
ไม่มีทางเลือกใดที่เหนือกว่าทั้งหมดแบบสากล ทางเลือกที่เหมาะสมขึ้นอยู่กับระดับการสัมผัสกับสิ่งแวดล้อม ความคาดหวังในการบำรุงรักษา เป้าหมายด้านรูปลักษณ์ และงบประมาณ
นี่คือเหตุผลที่คู่มือนี้จัดอันดับตัวเลือกต่าง ๆ แบบเปรียบเทียบเคียงข้างกัน แทนที่จะแสร้งทำว่าสารเคลือบโลหะทั้งหมดทำงานเหมือนกันทุกชนิด การตัดสินใจที่แท้จริงเริ่มต้นจากปัจจัยด้านสิ่งแวดล้อม รูปร่างของชิ้นส่วน และระดับการดูแลรักษาที่คุณสามารถยอมรับได้
วิธีการจัดอันดับสารเคลือบโลหะ
รายการที่จัดอันดับจะมีประโยชน์ก็ต่อเมื่อการให้คะแนนสอดคล้องกับเงื่อนไขการใช้งานจริง สำหรับคู่มือนี้ การประเมินผลไม่ได้พิจารณาจากภาษาการตลาดหรือตัวเลขเพียงค่าเดียวที่ได้จากการทดสอบในห้องปฏิบัติการ แต่พิจารณาจากคำถามเชิงปฏิบัติข้อเดียว นั่นคือ ทางเลือกใดจะช่วยลดความเสี่ยงในการเป็นเจ้าของชิ้นส่วนที่ไวต่อการกัดกร่อนให้ต่ำที่สุดภายใต้สภาพแวดล้อมจริงที่ชิ้นส่วนนั้นจะถูกใช้งาน ประเด็นนี้มีความสำคัญ เพราะผู้ซื้อจำนวนมากเปรียบเทียบระบบเคลือบ E-coat, Dacromet, ชุบสังกะสีแบบจุ่มร้อน (hot-dip galvanized), ชุบสังกะสีแบบไฟฟ้า (electro-galvanized) และสแตนเลส เหมือนว่าทั้งหมดนี้จะแก้ปัญหาเดียวกันเสมอ ทั้งที่ความจริงไม่เป็นเช่นนั้น บางระบบเป็นระบบเคลือบผิว ในขณะที่อีกระบบหนึ่งเป็นการปรับปรุงวัสดุ และแต่ละระบบก็เปลี่ยนสมดุลระหว่างประสิทธิภาพการป้องกัน ลักษณะภายนอก ความต้องการในการบำรุงรักษา และต้นทุน
วิธีการจัดทำลำดับการจัดอันดับ
รายการนี้เน้นปัจจัยที่ผู้ซื้อมักสัมผัสได้หลังการซื้อ ไม่ใช่เพียงในช่วงเวลาที่ขอใบเสนอราคาเท่านั้น กล่าวอีกนัยหนึ่ง คือ พิจารณาสิ่งที่เกิดขึ้นจริงเมื่อชิ้นส่วนโลหะที่ผ่านกระบวนการเคลือบผิวต้องเผชิญกับสภาพอากาศ การจัดเก็บ นิสัยการล้างทำความสะอาด และการใช้งานจริง
- สภาพแวดล้อมในการใช้งาน รวมถึงระดับความชื้น น้ำจืด และการสัมผัสกับเกลือ
- การสัมผัสกับเกลือที่โรยบนถนน และความถี่ที่ชิ้นส่วนอยู่ในภาวะเปียก
- รูปทรงของชิ้นส่วน ขอบ ด้ายเกลียว และพื้นผิวที่มองไม่เห็น
- ความคล่องตัวในการบำรุงรักษาและความคาดหวังในการแตะปรับแต่ง
- ความไวต่อราคาเทียบกับอายุการใช้งานเป้าหมาย
- การเลือกนั้นอยู่ระหว่างสารเคลือบสำหรับโลหะ หรือการเปลี่ยนวัสดุพื้นฐาน
ข้อมูลจากการทดสอบยังคงมีความสำคัญ แต่บริบทมีความสำคัญยิ่งกว่า การทดสอบความทนต่อการกัดกร่อนด้วยละอองเกลือ ถูกใช้กันอย่างแพร่หลายเพื่อเปรียบเทียบสารเคลือบภายใต้สภาวะที่ควบคุมได้ และวิธี ASTM B117 ที่ระบุไว้ในเอกสารนั้นมีจุดประสงค์เพื่อสร้างข้อมูลการกัดกร่อนที่สามารถเปรียบเทียบกันได้ ไม่ใช่การรับประกันอายุการใช้งานจริงในสนามอย่างแม่นยำ ดังนั้น เมื่อผู้จัดจำหน่ายระบุจำนวนชั่วโมง เงื่อนไขการรับประกัน หรือข้ออ้างเกี่ยวกับการกัดกร่อน ตัวเลขเหล่านั้นควรอ้างอิงจากแหล่งที่เผยแพร่แล้ว ไม่ใช่จากสมมุติฐาน
สภาวะการสัมผัสที่ทำให้คำตอบเปลี่ยนแปลง
- เริ่มต้นด้วยการพิจารณาสภาวะการสัมผัส: การใช้งานภายในอาคารแบบแห้ง การกระเด็นของน้ำจืด ความชื้นในเขตชายฝั่ง และการสัมผัสกับเกลือโรยถนน ล้วนเป็นสภาวะที่แตกต่างกันมาก
- พิจารณาการออกแบบชิ้นส่วน รูปทรงที่ซับซ้อน โพรง และบริเวณที่แคบอาจเหมาะสมกับการเคลือบที่สามารถปกคลุมได้อย่างสม่ำเสมอ
- ตัดสินใจว่าชิ้นส่วนนั้นต้องใช้งานได้นานเท่าใดก่อนที่จะยอมรับการลงสีใหม่หรือการเปลี่ยนชิ้นส่วน
- ซื่อสัตย์ต่อการบำรุงรักษา ผู้ใช้บางรายล้างและตรวจสอบชิ้นส่วนเป็นประจำ ในขณะที่ผู้ใช้รายอื่นต้องการการป้องกันที่ไม่ต้องใส่ใจมากนัก
- ตั้งงบประมาณหลังจากขั้นตอนแรกสี่ขั้นตอน แม้ราคาเริ่มต้นจะถูก แต่อาจกลายเป็นค่าใช้จ่ายสูงหากเกิดการกัดกร่อนก่อนกำหนด
กรอบแนวคิดนี้คือเหตุผลที่ Dacromet ได้รับการจัดอันดับให้เป็นอันดับหนึ่งสำหรับความเสี่ยงการกัดกร่อนรุนแรง ขณะที่ E-coat ยังคงอยู่ในอันดับสูงของรายการเมื่อการเคลือบที่กว้างและสม่ำเสมอเป็นลำดับความสำคัญหลัก
สัญญาณบ่งชี้ว่าคุณอาจกำลังเปรียบเทียบระบบเคลือบที่ไม่เหมาะสม
สัญญาณเตือนบางประการปรากฏขึ้นอย่างรวดเร็ว คุณอาจกำลังเปรียบเทียบระบบเคลือบที่มีการเปลี่ยนวัสดุ เช่น การใช้สแตนเลส คุณอาจกำลังมองเป้าหมายด้านผิวสัมผัสเชิงศิลปะกับเป้าหมายด้านการป้องกันการกัดกร่อนเหมือนกัน หรือคุณอาจกำลังผสมผสานการป้องกันแบบสละสังเวยด้วยสังกะสีเข้ากับการเคลือบแบบฟิล์มป้องกันคล้ายสี โดยคิดว่าทั้งสองระบบล้มเหลวในลักษณะเดียวกัน ความสับสนยิ่งทวีความรุนแรงขึ้นไปอีกเมื่อโครงการที่แท้จริงไม่ใช่การเลือกระบบเคลือบเลย แต่เป็นการหุ้ม (encapsulation) การขึ้นรูปครอบ (overmolding) หรือการเคลือบโลหะด้วยพลาสติกเพื่อแยกออกจากสิ่งแวดล้อม
จู๋เฉิงให้ความสำคัญกับการเคลือบด้วยดาโครเมตเหนือการชุบสังกะสีแบบไฟฟ้าสำหรับความต้องการด้านการกัดกร่อนที่รุนแรงยิ่งขึ้น และจัดให้การชุบสังกะสีแบบไฟฟ้าเป็นทางเลือกที่เน้นต้นทุนต่ำกว่าสำหรับการใช้งานที่เบาลง ช่องว่างระหว่างสองวิธีนี้จะยากที่จะมองข้ามไปได้เมื่อมีปัจจัยอย่างเกลือ วงจรเปียก-แห้ง และการบำรุงรักษาที่จำกัดเข้ามาเกี่ยวข้อง
ดาโครเมตในฐานะสารเคลือบป้องกันโลหะ
เมื่อความเสี่ยงจากการกัดกร่อนกลายเป็นปัจจัยหลักในการตัดสินใจ ดาโครเมตก็จะได้รับการจัดให้อยู่ในอันดับต้นๆ โดยดาโครเมตเป็นระบบผงสังกะสี-อลูมิเนียม (zinc-aluminum flake system) ไม่ใช่ฟิล์มสีและไม่ใช่การชุบสังกะสีแบบไฟฟ้า (electro-galvanizing) ความแตกต่างนี้มีความสำคัญอย่างยิ่งต่อชิ้นส่วนต่างๆ เช่น จานเบรก น็อตและสกรู สปริง ชิ้นส่วนที่ผ่านกระบวนการขึ้นรูปด้วยแม่พิมพ์ (stampings) และชิ้นส่วนอื่นๆ ที่สัมผัสกับเกลือ ความชื้น และสภาพแวดล้อมภายนอก ใน ภาพรวมของระบบเคลือบผงสังกะสี (zinc-flake) ของ DECC ระบบนี้ถูกออกแบบมาเพื่อใช้กับชิ้นส่วนยานยนต์และอุตสาหกรรมที่ต้องการการป้องกันมากกว่าที่สีทั่วไปสามารถให้ได้โดยทั่วไป ตัวอย่างจากผู้ผลิต PTSMAKE ซึ่งได้รับการรับรองจากผู้ผลิตเองระบุว่าสามารถทนต่อการทดสอบพ่นละอองเกลือ (salt spray test) ได้นานกว่า 720 ชั่วโมง โดยบางกรณีของการทดสอบตามมาตรฐาน ASTM B117 สามารถทนได้นานกว่า 1,000 ชั่วโมง นี่คือเหตุผลที่ผู้ซื้อที่กำลังมองหาสารเคลือบป้องกันโลหะที่แท้จริงมักเริ่มต้นการค้นหาจากระบบนี้
เหตุใดดาโครเมตจึงได้รับการจัดอันดับให้เป็นอันดับหนึ่งสำหรับสภาพแวดล้อมที่รุนแรง
ดาโครเมตให้การป้องกันในสองวิธี คือ ผงสังกะสีและอลูมิเนียมแบบแผ่นบาง (flakes) สร้างชั้นป้องกันแบบซ้อนกัน และส่วนประกอบสังกะสีจะเกิดการกัดกร่อนแบบพลีเพื่อปกป้องเหล็กฐานก่อนที่เหล็กฐานจะถูกกัดกร่อนเอง ทั้ง DECC และ PTSMAKE ยังระบุอีกว่า ระบบผงสังกะสีแบบแผ่นบาง (zinc-flake systems) ไม่ใช่ระบบแบบไฟฟ้าเคมี (non-electrolytic) ซึ่งหมายความว่าสามารถหลีกเลี่ยงความเสี่ยงของการเปราะหักจากไฮโดรเจน (hydrogen embrittlement) ที่มักเกิดขึ้นจากการชุบแบบมาตรฐาน นี่คือจุดที่การเปรียบเทียบหลายรายการมักผิดพลาด ใช่แล้ว โลหะชุบสังกะสี (galvanized metal) ถูกเคลือบด้วยสังกะสี แต่นั่นไม่ได้หมายความว่าชิ้นส่วนที่ชุบสังกะสีแบบไฟฟ้า (electro-galvanized parts) กับดาโครเมตสามารถใช้แทนกันได้ อย่างแรกคือกระบวนการชุบที่ใช้ชั้นสังกะสีที่บางกว่าและประหยัดต้นทุนกว่า อีกแบบหนึ่งคือระบบผงสังกะสีแบบแผ่นบาง (zinc-flake system) ซึ่งเลือกใช้เพื่อตอบสนองความต้องการด้านการต้านทานการกัดกร่อนที่เข้มงวดยิ่งขึ้น และให้การป้องกันระยะยาวที่คาดการณ์ได้ดีกว่าในสภาวะการใช้งานที่รุนแรง
ข้อดีและข้อเสียของดาโครเมต
ข้อดี
- ประสิทธิภาพในการต้านทานการกัดกร่อนสูงมากภายใต้การทดสอบพ่นเกลือ การทดสอบความชื้น และการใช้งานภายนอกแบบผสมผสานในอุตสาหกรรมยานยนต์
- เหมาะกว่าการชุบสังกะสีแบบพื้นฐาน (basic zinc plating) เมื่อการเกิดสนิมอาจส่งผลให้เกิดความล้มเหลวที่มีค่าใช้จ่ายสูงหรือกระทบต่อความปลอดภัย
- กระบวนการแบบไม่ใช้ไฟฟ้าช่วยหลีกเลี่ยงปัญหาการเปราะหักจากไฮโดรเจน (hydrogen embrittlement) บนชิ้นส่วนเหล็กความแข็งแรงสูง
- การสร้างชั้นเคลือบที่บางและควบคุมได้ดีมีประโยชน์ในกรณีที่เกลียวและการพอดีเชิงมิติมีความสำคัญ
ข้อเสีย
- โดยทั่วไปมีต้นทุนสูงกว่าตัวเลือกการชุบสังกะสีด้วยไฟฟ้าหรือการชุบสังกะสีพื้นฐาน
- ไม่ใช่ทางเลือกที่ดีที่สุดเสมอไปเมื่อความสำคัญอันดับหนึ่งคือรูปลักษณ์ภายนอกหรือผิวเคลือบที่พร้อมสำหรับการพ่นสี
- ซือเซิงระบุว่า ดาโครเมท (Dacromet) มีความแข็งน้อยกว่าเล็กน้อย และมีความต้านทานการสึกหรอค่อนข้างต่ำ
- หากคุณต้องการแรงยึดจับ แรงรองรับ หรือการลดแรงกระแทกจริง ๆ การเคลือบโลหะด้วยยางจะแก้ปัญหาที่ต่างออกไปอย่างสิ้นเชิง
ความสามารถในการต้านทานการกัดกร่อนที่เหนือกว่าไม่ได้หมายความว่าดาโครเมทจะให้คุณค่าสูงสุดในทุกการใช้งาน
กรณีการใช้งานที่เหมาะสมที่สุดสำหรับดาโครเมท
- จานเบรก ดรัมเบรก คาลิเปอร์ และชิ้นส่วนประกอบที่เกี่ยวข้องซึ่งสัมผัสกับเกลือและไอน้ำ
- สกรู แคลมป์ สปริง และชิ้นส่วนที่ผลิตด้วยการตีขึ้นรูป (stampings) ซึ่งความเสี่ยงจากการกัดกร่อนมีความสำคัญมากกว่ารูปลักษณ์ภายนอกที่สวยงาม
- ชิ้นส่วนอุปกรณ์สำหรับใช้งานภายนอกและชิ้นส่วนใต้ท้องรถ ซึ่งต้องเผชิญกับสภาวะเปียก-แห้งสลับกันและได้รับการบำรุงรักษาอย่างจำกัด
- โครงการที่การเคลือบด้วยระบบไฟฟ้าแบบสังกะสี (electro-galvanized coating) ให้ความรู้สึกเบาเกินไป แต่การใช้ชิ้นส่วนที่ผ่านกระบวนการชุบสังกะสีแบบจุ่มร้อน (hot-dip galvanized parts) จะก่อให้เกิดข้อเสียด้านการพอดีหรือคุณภาพผิว
สำหรับทีมผู้ผลิตชิ้นส่วนต้นทาง (OEM) และผู้ผลิตชิ้นส่วนระดับที่หนึ่ง (Tier 1) ระบบ Dacromet มักให้ผลลัพธ์ที่ดีที่สุดเมื่อมีพันธมิตรรายเดียวกันสามารถควบคุมทั้งกระบวนการผลิตชิ้นส่วนและการเคลือบผิวร่วมกันได้ นี่จึงเป็นเหตุผลหนึ่งที่ผู้จัดจำหน่ายเช่น เส้าอี้ สามารถมีประโยชน์อย่างยิ่งต่อชิ้นส่วนยานยนต์ที่ผ่านกระบวนการขึ้นรูปด้วยแม่พิมพ์ (stamped) หรือกลึง (machined) ซึ่งต้องการการเลือกการเคลือบผิวที่ผสานเข้ากับการควบคุมการผลิตภายใต้ระบบมาตรฐานคุณภาพ IATF 16949
Dacromet ยังคงเป็นทางเลือกอันดับหนึ่งเมื่อโจทย์หลักคือความต้านทานการกัดกร่อนในระดับรุนแรง อย่างไรก็ตาม ผู้ซื้อจำนวนมากให้ความสำคัญไม่แพ้กันกับการเคลือบผิวที่สม่ำเสมอ ลักษณะภายนอกที่สะอาดตา และการผสมผสานกับกระบวนการพ่นสีได้อย่างง่ายดาย ในกรณีดังกล่าว การสนทนาจะเปลี่ยนไปอย่างรวดเร็ว

E-coat เพื่อการเคลือบผิวที่สม่ำเสมอและชิ้นส่วนที่พร้อมสำหรับการพ่นสี
ดาโครเมท (Dacromet) ครองตำแหน่งผู้นำเมื่อการสัมผัสกับเกลือเป็นปัจจัยหลักที่ขับเคลื่อนการตัดสินใจทั้งหมด แต่ผู้ซื้อจำนวนมากกำลังแก้ไขปัญหาอีกแบบหนึ่ง พวกเขาต้องการการเคลือบที่สม่ำเสมอแม้บนรูปร่างที่ซับซ้อน ลักษณะภายนอกที่สะอาดตา และพื้นผิวเคลือบที่สามารถผสานเข้ากับขั้นตอนการทาสีในขั้นตอนถัดไปได้อย่างราบรื่น นั่นคือเหตุผลที่ระบบอี-โค้ต (E-coat) ได้รับตำแหน่งรองลงมา ใน Laserax ภาพรวมของกระบวนการ อี-โค้ต (electrocoating) ใช้กระแสไฟฟ้าในการสะสมฟิล์มสีป้องกันที่สม่ำเสมอบนชิ้นส่วนโลหะที่นำไฟฟ้า เนื่องจากชิ้นงานจะถูกจุ่มลงในสารเคลือบ ฟิล์มจึงสามารถเข้าถึงโพรงภายใน ร่องลึก และขอบของชิ้นงานได้อย่างสม่ำเสมอมากกว่าทางเลือกอื่นๆ ที่ใช้การฉีดพ่นสีหลายแบบอย่างมาก ดังนั้น หากความกังวลหลักของคุณคือคุณภาพของการคลุมพื้นผิว อี-โค้ต (E-coat) ไม่ได้เป็นที่นิยมเพียงเพราะมีการใช้งานกันอย่างแพร่หลาย แต่เป็นเพราะมันมักสอดคล้องกับสภาพแวดล้อมและรูปแบบการออกแบบชิ้นงานได้ดีกว่า
เหตุใดอี-โค้ต (E-coat) จึงได้รับการจัดอันดับให้อยู่ในอันดับสองโดยรวม
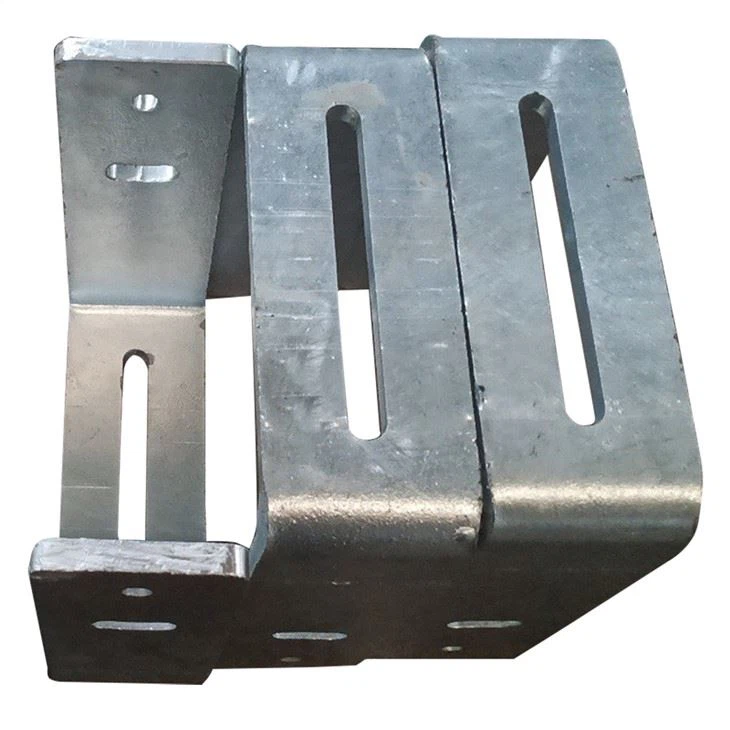
การเคลือบแบบอี-โค้ต (E-coat) ให้ผลดีเป็นพิเศษกับชิ้นส่วนประเภทแบร็กเก็ต ฮาวซิ่ง ชิ้นงานที่ผ่านกระบวนการขึ้นรูปด้วยแรงดัน และชิ้นส่วนประกอบที่เชื่อมต่อกัน ซึ่งมีพื้นผิวที่เข้าถึงได้ยาก มันสามารถทำหน้าที่เป็นชั้นป้องกันสำเร็จรูป หรือเป็นไพร์เมอร์รองพื้นก่อนทาสีในขั้นตอนถัดไป ซึ่งเป็นเหตุผลสำคัญที่ทำให้เทคโนโลยีนี้ยังคงถูกใช้งานอย่างแพร่หลายในกระบวนการผลิตยานยนต์และอุตสาหกรรมทั่วไป นอกจากนี้ ยังทำให้ E-coat มีความหลากหลายมากกว่าที่ผู้ซื้อหลายคนคาดไว้ เมื่อเปรียบเทียบกับระบบเคลือบโดยตรงบนโลหะ (direct to metal coatings) ที่อาศัยหลักการพ่นแบบมองเห็นเส้นทางตรง (line-of-sight application) อย่างไรก็ตาม E-coat เป็นระบบเคลือบแบบกันแบบชั้นปิด (barrier-style finish) ไม่ใช่ระบบเคลือบที่ใช้สารสังเคราะห์สังกะสี (zinc-flake) แบบสละสังเวย (sacrificial system) ดังนั้น ในสภาพแวดล้อมที่มีความรุนแรง เช่น การสัมผัสกับเกลือโรยถนน (road-salt) หรือสารกัดกร่อนผสมต่างๆ เป็นเวลานาน Dacromet ยังคงมีข้อได้เปรียบเหนือกว่าในด้านความต้านทานการกัดกร่อนระยะยาว แม้ว่าคุณภาพของผิวเคลือบอาจไม่สม่ำเสมอเท่า E-coat
E-coat มีความสามารถยอดเยี่ยมในการให้การเคลือบที่สม่ำเสมอ แต่ไม่ใช่ทางเลือกทดแทน Dacromet ได้ทุกกรณี
ข้อดีและข้อเสียของ E-coat
ข้อดี
- ให้การเคลือบที่สม่ำเสมอมากบนขอบ บริเวณร่องลึก และโพรงภายใน
- ให้ลักษณะผิวที่สะอาดและสม่ำเสมอ เหมาะสำหรับชิ้นส่วนการผลิตทั่วไป
- ทำงานได้ดีทั้งในฐานะชั้นป้องกันพื้นฐาน และในฐานะไพร์เมอร์รองพื้นที่พร้อมสำหรับการทาสี
- การสร้างฟิล์มที่บางและควบคุมได้ดีสามารถช่วยในกรณีที่ความสม่ำเสมอของมิติเป็นสิ่งสำคัญ
- กระบวนการที่ใช้น้ำเป็นส่วนประกอบหลักถูกนำมาใช้อย่างแพร่หลายเพื่อการผลิตที่มีประสิทธิภาพและทำซ้ำได้
ข้อเสีย
- ไม่ใช่ตัวเลือกแรกสำหรับการใช้งานในสภาพแวดล้อมที่รุนแรงที่สุดซึ่งมีเกลือเป็นองค์ประกอบหลัก
- การป้องกันเป็นแบบเกราะ (Barrier protection) อาจให้อภัยน้อยลงหากฟิล์มเสียหายไปตามกาลเวลา
- มันไม่ใช่ชั้นเคลือบใสสำหรับโลหะ และโดยทั่วไปจะเลือกใช้เพื่อวัตถุประสงค์ในการป้องกันเป็นหลัก ไม่ใช่เพื่อตกแต่งให้ผิวโลหะมีลักษณะเป็นโลหะเงา
- หากบริเวณบางส่วนที่เลือกไว้จำเป็นต้องเชื่อม ยึดติด หรือปิดผนึกในภายหลัง อาจต้องวางแผนล่วงหน้าเกี่ยวกับการปิดบังพื้นที่หรือการขจัดสารเคลือบออก
กรณีการใช้งานที่เหมาะสมที่สุดสำหรับ E-coat
- ชิ้นส่วนโลหะที่มีความซับซ้อน ซึ่งการเคลือบอย่างทั่วถึงทั้งด้านในและด้านนอกมีความสำคัญไม่แพ้ลักษณะภายนอก
- ชิ้นส่วนประกอบที่ต้องการชั้นไพรเมอร์ที่เชื่อถือได้ก่อนการเคลือบชั้นบน
- ชิ้นส่วนยานยนต์ทั่วไป อุตสาหกรรม และอุปกรณ์ทั่วไปที่ต้องเผชิญกับความชื้นและการสัมผัสกับสภาพแวดล้อมกลางแจ้งตามปกติ
- โครงการที่ผู้ซื้อต้องการความสม่ำเสมอมากกว่าที่การเคลือบโดยตรงลงบนโลหะหลายประเภทจะสามารถให้ได้กับชิ้นส่วนที่มีรูปทรงซับซ้อน
การผสมผสานระหว่างการป้องกันอย่างกว้างขวาง ลักษณะภายนอกที่น่าพึงพอใจ และความเข้ากันได้กับกระบวนการผลิต ทำให้วัสดุชนิดนี้เป็นทางเลือกอันดับสองที่ชาญฉลาด อย่างไรก็ตาม บางครั้งประเด็นที่แท้จริงไม่ใช่การเลือกสารเคลือบที่ดีที่สุด แต่กลับเป็นคำถามว่า การพึ่งพาสารเคลือบใดๆ ที่นำมาใช้เพิ่มเติมอาจถือเป็นความเสี่ยงที่ใหญ่กว่าหรือไม่
สแตนเลสสตีล เมื่อการพึ่งพาสารเคลือบกลายเป็นความเสี่ยงที่แท้จริง
บางครั้ง วิธีแก้ปัญหาที่ดีกว่าไม่ใช่การเพิ่มสารเคลือบอีกชั้นหนึ่งเลย สแตนเลสสตีลได้รับตำแหน่งอันดับสามเนื่องจากเปลี่ยนคำถามจาก "ควรเลือกสารเคลือบแบบใด" ไปเป็น "ควรเลือกวัสดุชนิดใด" สแตนเลสสตีลไม่ใช่ระบบสารเคลือบเช่น E-coat หรือ Dacromet และก็ไม่ใช่เพียงแค่รูปแบบหนึ่งของการบำบัดผิวเท่านั้น สแตนเลสสตีลมีโครเมียมอย่างน้อย 10.5% ซึ่งช่วยในการสร้าง ชั้นผิวแบบพาสซีฟที่สามารถซ่อมแซมตัวเองได้ บนพื้นผิว ในแอปพลิเคชันมาตรฐานหลายประเภท ความต้านทานการกัดกร่อนในตัวนี้สามารถลดความจำเป็นในการทาสี ชุบสังกะสี หรือการป้องกันเพิ่มเติมอื่นๆ ได้ หากการขีดข่วน การแตกร้าว และการสึกหรอที่ขอบทำให้เหล็กกล้าคาร์บอนที่เคลือบผิวกลายเป็นปัญหาด้านการบำรุงรักษาอย่างต่อเนื่อง สแตนเลสสตีลจึงสมควรได้รับการพิจารณาอย่างจริงจัง
เหตุใดสแตนเลสสตีลจึงจัดอยู่อันดับที่สาม
สแตนเลสสตีลไม่ได้จัดอยู่เหนือสองอันดับแรก เนื่องจากโดยทั่วไปแล้วมันมักเปลี่ยนแปลงมากกว่าเส้นชัยในการเสนอราคา การเปลี่ยนมาใช้สแตนเลสสตีลอาจส่งผลต่อกระบวนการผลิตชิ้นส่วน วิธีการเชื่อมต่อ การเลือกใช้ฮาร์ดแวร์ให้สอดคล้องกัน และการออกแบบชิ้นส่วน นอกจากนี้ มักมีต้นทุนเริ่มต้นสูงกว่าเหล็กกล้าคาร์บอน หากรายการสินค้าที่คุณกำลังพิจารณาประกอบด้วยโครงยึดโลหะที่เคลือบผง ชิ้นส่วนที่ระบุให้ใช้การเคลือบผงโลหะ หรือการเคลือบผงโลหะเพื่อวัตถุประสงค์ด้านความสวยงาม โปรดจำไว้ว่าสิ่งเหล่านี้เป็นการตัดสินใจเกี่ยวกับการตกแต่งผิวเท่านั้น ในขณะที่สแตนเลสสตีลเปลี่ยนวัสดุพื้นฐานเอง
ข้อดีและข้อเสียของสแตนเลสสตีล
ข้อดี
- ความต้านทานการกัดกร่อนมาจากตัววัสดุเอง ไม่ใช่เพียงแค่ฟิล์มที่เคลือบลงบนผิว
- สามารถลดความจำเป็นในการทาสีใหม่ เคลือบใหม่ และการบำรุงรักษาตามปกติในสภาวะการใช้งานทั่วไปหลายกรณี
- มีประโยชน์เมื่อความเสียหายที่ผิวเกิดซ้ำบ่อยครั้งทำให้ชั้นเคลือบกลายเป็นจุดอ่อน
- สามารถรักษาลักษณะภายนอกและหน้าที่การใช้งานไว้ได้โดยไม่ต้องพึ่งระบบเคลือบแยกต่างหาก
ข้อเสีย
- โดยทั่วไปมีค่าใช้จ่ายสูงกว่าเหล็กคาร์บอนที่เคลือบผิวในระยะเริ่มต้น
- อาจจำเป็นต้องปรับเปลี่ยนกระบวนการผลิต ประกอบ และการออกแบบชิ้นส่วน
- การเลือกเกรดยังคงมีความสำคัญ โดยเฉพาะในสภาพแวดล้อมที่มีคลอไรด์หรือสารเคมีรุนแรง
- อาจเกินความจำเป็นหากการอัปเกรดชั้นเคลือบแบบง่ายกว่านี้สามารถรองรับเงื่อนไขการใช้งานได้อยู่แล้ว
กรณีการใช้งานที่เหมาะสมที่สุดสำหรับสแตนเลสสตีล
- ชิ้นส่วนที่ยากต่อการตรวจสอบ การแตะแต้มซ่อมแซม หรือเคลือบใหม่หลังติดตั้งแล้ว
- ชุดประกอบที่มีรอยขีดข่วน รอยกระแทก หรือการสึกกร่อนอย่างต่อเนื่องจนทำให้เหล็กฐานเปลือยออก
- การใช้งานที่มีการเข้าบำรุงรักษาได้จำกัด หรือคาดว่าจะมีอายุการใช้งานยาวนาน
- โครงการที่การตัดสินใจที่แท้จริงคือการเลือกระหว่างการอัปเกรดวัสดุหรือการอัปเกรดพื้นผิว
หมายเหตุ: สแตนเลสสามารถเปลี่ยนการสนทนาจากการเลือกสารเคลือบไปสู่การออกแบบชิ้นส่วนโดยรวม ซึ่งรวมถึงกระบวนการผลิต ระยะเวลารับใช้งาน และการวางแผนการบำรุงรักษา
เมื่อก้าวข้ามไปสู่ทางเลือกนั้นดูเหมือนจะใหญ่เกินไป ผู้ซื้อมักกลับไปใช้ระบบป้องกันที่มีสังกะสีเป็นองค์ประกอบ จึงทำให้ชิ้นส่วนที่ผ่านกระบวนการชุบสังกะสีแบบจุ่มร้อนยังคงเป็นตัวเลือกที่เหมาะสมสำหรับการใช้งานที่ต้องทนทานในสภาพแวดล้อมที่หนักหนา
ชิ้นส่วนที่ผ่านกระบวนการชุบสังกะสีแบบจุ่มร้อนสำหรับการใช้งานที่ต้องทนทานในสภาพแวดล้อมที่หนักหนา
การกลับไปใช้ระบบป้องกันด้วยสังกะสีนี้มักนำไปสู่สองแนวทางที่แตกต่างกันอย่างมาก แนวทางแรกคือระบบที่มีความบางและได้รับการออกแบบอย่างแม่นยำ เช่น ดาโครเมต (Dacromet) ส่วนอีกแนวทางหนึ่งคือการชุบสังกะสีแบบจุ่มร้อน ซึ่งเป็นวิธีการที่ให้ความแข็งแกร่งสูงกว่า โดยอาศัยหลักการที่สังกะสีทำหน้าที่เป็นโลหะที่สลายตัวเพื่อปกป้องเหล็ก ในภาพรวมของ Xometry การชุบสังกะสีแบบจุ่มร้อนจะปกป้องเหล็กด้วยการจุ่มชิ้นงานลงในสังกะสีหลอมเหลวที่อุณหภูมิประมาณ 450 องศาเซลเซียส จนเกิดเป็นชั้นผสมระหว่างสังกะสีกับเหล็กที่ยึดติดกันอย่างแน่นหนา สำหรับผู้ซื้อที่ให้ความสำคัญกับความทนทานต่อการใช้งานกลางแจ้งมากกว่าความเรียบร้อยของพื้นผิว วิธีนี้จึงยังคงอยู่ในรายการตัวเลือกที่พิจารณาอย่างแน่นอน
เหตุใดการชุบสังกะสีแบบจุ่มร้อนจึงได้รับการจัดอันดับเป็นอันดับที่สี่
การชุบสังกะสีแบบจุ่มร้อนมีอันดับต่ำกว่า Dacromet และ E-coat เนื่องจากแม้จะเหมาะอย่างยิ่งสำหรับงานที่เหมาะสม แต่ก็ชัดเจนว่าไม่เหมาะกับทุกงาน กระบวนการนี้มีความทนทาน ผ่านการพิสูจน์มาแล้ว และมักคุ้มค่าในระยะยาว นอกจากนี้ยังมีข้อแลกเปลี่ยนที่สำคัญต่อชิ้นส่วนที่ต้องการความแม่นยำสูง จู๋เฉิงระบุว่ากระบวนการนี้เหมาะเป็นพิเศษสำหรับสกรูและน็อตขนาดใหญ่ รวมถึงการใช้งานเชิงโครงสร้าง ขณะที่ชั้นสังกะสีที่หนากว่านั้นอาจส่งผลต่อการเข้าเกลียวและความแม่นยำของมิติ
เมื่อเปรียบเทียบกับ Dacromet การชุบสังกะสีแบบจุ่มร้อนมักมีลักษณะหนาและควบคุมได้น้อยกว่าบนชิ้นส่วนที่มีความคล่องตัวสูง (tight-tolerance parts) ส่วนเมื่อเปรียบเทียบกับ E-coat กระบวนการนี้ให้ความสำคัญกับการป้องกันการกัดกร่อนแบบเสียสละสำหรับการใช้งานกลางแจ้งมากกว่าความเรียบเนียนของผิวหรือความพร้อมสำหรับการพ่นสี นี่คือเหตุผลที่กระบวนการนี้มักอยู่ระหว่างแนวคิดด้านการป้องกันการกัดกร่อนสำหรับงานหนักกับการจัดซื้อที่คำนึงถึงงบประมาณ: มีความแข็งแรงและหนักกว่าการเคลือบสังกะสีแบบเบา แต่ไม่ใช่ทางเลือกที่สะอาดที่สุดสำหรับชิ้นส่วนประกอบที่มีรายละเอียดสูง
ข้อดีและข้อเสียของการชุบสังกะสีแบบจุ่มร้อน
ข้อดี
- การป้องกันการกัดกร่อนแบบเสียสละที่มีประสิทธิภาพสูงสำหรับการใช้งานกลางแจ้งและงานสาธารณูปโภค
- เหมาะสำหรับชิ้นส่วนเหล็กขนาดใหญ่ ชิ้นส่วนโครงสร้าง และอุปกรณ์ที่สัมผัสกับสภาพอากาศ
- สามารถปกป้องพื้นผิวด้านในและด้านนอกของชิ้นส่วนเหล็กกลวงบางประเภทระหว่างการจุ่ม
- มักมีความน่าดึงดูดใจในกรณีที่การบำรุงรักษาน้อยมีความสำคัญมากกว่าลักษณะภายนอกที่สวยงาม
ข้อเสีย
- การเคลือบแบบหนาอาจส่งผลต่อเกลียว ความคล่องตัวในการผลิต (tolerances) และการประกอบให้พอดี
- ขนาดของชิ้นงานจำกัดอยู่โดยมิติของถังชุบสังกะสี
- ความร้อนอาจก่อให้เกิดความเสี่ยงต่อการบิดเบี้ยวของแผ่นโลหะเรียบที่ไม่มีการรองรับ หรือชิ้นส่วนที่ยาวและบาง
- ลักษณะภายนอกมีความหลากหลาย จึงอาจทำให้ผู้ซื้อผิดหวังหากคาดหวังผิวเรียบเนียนเพื่อจุดประสงค์เชิงความงาม
กรณีการใช้งานที่เหมาะสมที่สุดสำหรับชิ้นส่วนที่ชุบสังกะสีแบบจุ่มร้อน
ใช้กับแผ่นยึด แอนเคอร์ อุปกรณ์โครงสร้าง รั้ว กรอบอุปกรณ์สาธารณูปโภค และชิ้นส่วนเหล็กอื่นๆ ที่ใช้งานภายนอกอาคารและต้องทนต่อการใช้งานหนัก ทั้งนี้ อากา หมายเหตุว่าลักษณะภายนอกเริ่มต้นอาจมีทั้งเงา หมอง มีลวดลายไม่สม่ำเสมอ หรือสีเทาแมตต์ และการป้องกันการกัดกร่อนขึ้นอยู่กับความหนาของชั้นเคลือบ มากกว่าลักษณะภายนอก ซึ่งทำให้การชุบสังกะสีแบบจุ่มร้อนเป็นการเคลือบเพื่อการใช้งานจริง ไม่ใช่การเคลือบเพื่อความสวยงาม
หากจุดอ้างอิงเดียวของคุณคือสารเคลือบหลังคาโลหะ ให้จัดหมวดหมู่แยกจากกันอย่างชัดเจน การชุบสังกะสีแบบจุ่มร้อน (HDG) ไม่เหมือนกับสารเคลือบที่ใช้ทากลางสนามสำหรับการฟื้นฟูหลังคาโลหะ หรือสารเคลือบชนิดอื่นๆ ที่ใช้กับหลังคาโลหะ และหากการชุบสังกะสีแบบจุ่มร้อนรู้สึกว่าหนาเกินไป หยาบเกินไป หรือจำกัดรูปทรงชิ้นส่วนของคุณมากเกินไป ผู้ซื้อมักจะเปลี่ยนไปใช้สังกะสีแบบเคลือบบางกว่า ซึ่งก็คือจุดที่การเคลือบด้วยไฟฟ้า (electro-galvanized) เข้ามาเกี่ยวข้องอีกครั้ง
เคลือบด้วยไฟฟ้า (Electro-galvanized) สำหรับงบประมาณการใช้งานทั่วไป
เมื่อการชุบสังกะสีแบบจุ่มร้อนให้ความรู้สึกหนักเกินไป และการชุบด้วยระบบดาโครเมต (Dacromet) ให้ความรู้สึกพรีเมียมเกินไป กระบวนการชุบสังกะสีแบบไฟฟ้า (electro-galvanized) จึงกลายเป็นทางเลือกที่ใช้สังกะสีในปริมาณน้อยกว่า ซึ่งผู้ซื้อจำนวนมากกลับมาพิจารณาอีกครั้ง แม้จะเป็นเช่นนั้น วิธีนี้ก็ยังสมควรอยู่ในรายการสั้น (shortlist) โดยเฉพาะสำหรับชิ้นส่วนที่ใช้งานในสภาพแวดล้อมที่ไม่รุนแรงนัก หรือสำหรับผู้ซื้อที่เริ่มต้นด้วยการสับสนระหว่างการชุบสังกะสี (zinc plating) กับประเภทของการเคลือบผิวอื่นๆ ตามคำแนะนำจากบริษัท Shisheng การชุบสังกะสีแบบไฟฟ้ามีข้อได้เปรียบคือดำเนินการได้ง่ายกว่า ต้นทุนต่ำกว่า ใช้พลังงานน้อยกว่า และให้คุณภาพผิวที่ดีกว่าดาโครเมต (Dacromet) ข้อได้เปรียบเหล่านี้เป็นจริง แต่ก็เป็นเหตุผลเดียวกันที่ทำให้วิธีนี้จัดอยู่อันดับที่ห้า แทนที่จะสูงกว่านั้น — แหล่งข้อมูลเดียวกันนี้ระบุว่า ดาโครเมต (Dacromet) มีประสิทธิภาพในการป้องกันการกัดกร่อนได้เหนือกว่า
เหตุใดการชุบสังกะสีแบบไฟฟ้า (electro-galvanized) จึงจัดอยู่อันดับที่ห้า
การชุบสังกะสีแบบไฟฟ้า (Electro-galvanized) มีความเหมาะสมเมื่อคุณต้องการชั้นสังกะสีพื้นฐาน ผิวเคลือบที่เรียบเนียนยิ่งขึ้น และต้นทุนเบื้องต้นที่ต่ำกว่า บริษัท Shisheng ระบุว่า ความหนาของฟิล์มสังกะสีแบบไฟฟ้าโดยทั่วไปอยู่ที่ 5 ถึง 15 ไมครอน และให้ข้อมูลด้านประสิทธิภาพในการทดสอบสเปรย์เกลือกลาง (neutral salt spray) อยู่ระหว่างมากกว่า 10 ชั่วโมง ถึง 100 ชั่วโมง โดยบางกรณีอาจใกล้เคียงกับ 200 ชั่วโมง ซึ่งข้อมูลนี้มีประโยชน์สำหรับการเปรียบเทียบเชิงสัมพัทธ์ แต่ไม่ใช่การรับประกันอายุการใช้งานจริงในสนามงาน กล่าวอีกนัยหนึ่ง สารเคลือบชนิดนี้อาจเหมาะสมอย่างยิ่งสำหรับชิ้นส่วนที่ใช้งานเบา แต่มักจะสูญเสียประสิทธิภาพเมื่อมีการสัมผัสกับเกลือเป็นประจำ ช่วงเวลาที่เปียกนาน หรือการใช้งานภายนอกในสภาพแวดล้อมที่รุนแรงยิ่งขึ้น นอกจากนี้ แม้ชื่อของกระบวนการจะฟังดูคล้ายกัน แต่การชุบสังกะสีแบบไฟฟ้าไม่ได้อยู่ในกลุ่มเดียวกับการเคลือบแบบอีโค้ท (E-coat)
ชื่อของสารเคลือบที่คล้ายกันอาจซ่อนวิธีการป้องกันที่แตกต่างกันอย่างมาก และนี่คือจุดเริ่มต้นของการเปรียบเทียบที่ไม่เหมาะสม
ข้อดีและข้อเสียของการชุบสังกะสีแบบไฟฟ้า
ข้อดี
- มักมีต้นทุนต่ำกว่า Dacromet
- ให้ผิวหน้าที่ดีกว่า ในกรณีที่ความสะอาดและความเรียบร้อยของผิวมีความสำคัญ
- สามารถทำหน้าที่เป็นสารเคลือบป้องกันการกัดกร่อน หรือเป็นไพรเมอร์สำหรับการทาสี
- เหมาะสำหรับชิ้นส่วนฮาร์ดแวร์ที่ใช้งานเบาและชิ้นส่วนทั่วไป
ข้อเสีย
- ความสามารถในการต้านทานการกัดกร่อนต่ำกว่าดากโรมีท (Dacromet) ตามการเปรียบเทียบที่อ้างอิง
- กระบวนการนี้ถูกอธิบายโดยซือเซิง (Shisheng) ว่าก่อให้เกิดมลพิษมากกว่าดากโรมีท (Dacromet)
- คุณสมบัติด้านความสามารถในการซึมผ่าน ความต้านทานความร้อน และประสิทธิภาพในการป้องกันการแตกร้าวจากไฮโดรเจน (non-hydrogen-embrittlement) ได้รับการจัดอันดับต่ำกว่าดากโรมีท (Dacromet) ในตารางอ้างอิง
- มักถูกกำหนดข้อกำหนดเกินจริงสำหรับลักษณะภายนอก และกำหนดข้อกำหนดต่ำเกินไปสำหรับการสัมผัสกับเกลือในสภาพแวดล้อมจริง
กรณีการใช้งานที่เหมาะสมที่สุดสำหรับชิ้นส่วนที่ผ่านการชุบสังกะสีแบบไฟฟ้า (electro galvanized parts)
- การใช้งานภายในอาคาร หรือภายนอกอาคารที่มีความเข้มข้นของการใช้งานต่ำ โดยมีความไวต่อราคาสูง
- โครงยึด คลิป และฮาร์ดแวร์ทั่วไปที่ได้ประโยชน์จากลักษณะผิวเคลือบเรียบ
- การใช้งานที่ต้องการการป้องกันด้วยสังกะสีขั้นพื้นฐาน มากกว่าการสะสมความสามารถในการต้านทานการกัดกร่อนสูงสุด
- โครงการที่การชุบสังกะสีแบบจุ่มร้อน (hot-dip galvanized) รู้สึกหนักเกินไป และดากโรมีท (Dacromet) รู้สึกไม่จำเป็น
หากจุดอ้างอิงของคุณมาจากหลังคาโลหะเคลือบผิว ให้จัดหมวดหมู่นั้นแยกต่างหาก สารเคลือบหลังคาโลหะหรือสารเคลือบสำหรับการฟื้นฟูหลังคาโลหะจะแก้ปัญหาที่ต่างออกไปเมื่อเทียบกับชิ้นส่วนขนาดเล็กที่ผ่านกระบวนการชุบสังกะสีแบบไฟฟ้า (electro-galvanized) จัดตัวเลือกทั้งห้าไว้เคียงข้างกัน และขอบเขตความแตกต่างจะชัดเจนขึ้นทันที: ผิวเคลือบชนิดนี้จัดอยู่ในกลุ่มการใช้งานที่ไม่รุนแรง (mild-service) ไม่ใช่ในระดับสูงสุดของลำดับความต้านทานการกัดกร่อน
เปรียบเทียบ E-coat กับ Dacromet แบบเคียงข้างกัน
รายการที่เรียงลำดับช่วยได้ แต่ตารางเปรียบเทียบมักให้ผลเร็วกว่าเมื่อคุณกำลังพิจารณาแคบลงเพื่อจัดทำใบเสนอราคา วัตถุประสงค์ที่นี่เรียบง่ายมาก คือ รวบรวมตัวเลือกที่เกี่ยวข้องที่สุดห้าแบบไว้ในที่เดียวกัน เพื่อให้สามารถสแกนความแตกต่างได้อย่างง่ายดาย รูปแบบกว้างๆ สอดคล้องกับแนวทางจาก FASTO ซึ่งจัดให้ Dacromet อยู่ในกลุ่มทางเลือกสำหรับการใช้งานกลางแจ้งที่ต้องการความต้านทานการกัดกร่อนสูง จัดให้การชุบสังกะสีแบบจุ่มร้อน (hot-dip galvanized) เป็นผิวเคลือบที่ใช้กลางแจ้งแบบคลาสสิก จัดให้การชุบสังกะสีแบบไฟฟ้า (zinc plating) สำหรับการใช้งานที่เบาลง และรวมสแตนเลสไว้ในฐานะวัสดุทางเลือกที่มีความต้านทานการกัดกร่อน
ตารางเปรียบเทียบคุณสมบัติแบบเคียงข้างกัน
| ทางเลือก | อะไร คือ | ให้ประสิทธิภาพดีที่สุดใน | ให้ประสิทธิภาพไม่เพียงพอเมื่อ | ความคาดหวังด้านการบำรุงรักษา | ราคาสัมพัทธ์ |
|---|---|---|---|---|---|
| ดาโครเมต | ระบบการเคลือบด้วยสังกะสีแบบฟลakes เพื่อการป้องกันการกัดกร่อนอย่างมีประสิทธิภาพ | ใช้งานบนถนนที่โรยเกลือ วงจรเปียก-แห้ง การสัมผัสสภาพแวดล้อมภายนอกแบบผสมผสาน และชิ้นส่วนที่ไวต่อการกัดกร่อน | ความสวยงาม ราคาเริ่มต้นต่ำที่สุด หรือพื้นผิวที่พร้อมสำหรับการทาสีมีความสำคัญที่สุด | มักเลือกใช้เพื่อลดการบำรุงรักษาที่เกิดจากปัญหาการกัดกร่อนในสภาวะการใช้งานที่รุนแรง | กลางถึงสูง |
| อี-โค้ท (E-coat) | พื้นผิวเคลือบที่ได้จากการเคลือบแบบอิเล็กโทรโฟเรซิส (Electrophoretic) คล้ายการทาสี มีความสม่ำเสมอทั่วทั้งพื้นผิว | รูปร่างซับซ้อน พื้นที่ภายใน ความสะอาดของพื้นผิว ความเข้ากันได้กับสารรองพื้นหรือระบบสี | สภาพแวดล้อมมีความเข้มข้นของเกลือสูงมาก และเป้าหมายหลักคือการสร้างสำรองความสามารถในการต้านทานการกัดกร่อนสูงสุด | ให้การป้องกันพื้นฐานที่ดี แต่ความเสียหายต่อฟิล์มเคลือบยังคงมีผลต่อประสิทธิภาพในระยะยาว | ปานกลาง |
| เหล็กกล้าไร้สนิม | การอัปเกรดวัสดุ แทนที่จะเป็นการเคลือบผิวเพียงอย่างเดียว | เป้าหมายคืออายุการใช้งานยาวนาน จำกัดการเข้าถึงเพื่อบำรุงรักษา และมีความเสี่ยงสูงต่อการกระแทกหรือสึกหรอซ้ำๆ | งบประมาณจำกัด หรือการเปลี่ยนวัสดุพื้นฐานอาจทำให้การออกแบบและการผลิตซับซ้อนขึ้น | มักมีความจำเป็นในการแต่งเติม (touch-up) น้อยลง เนื่องจากคุณสมบัติป้องกันการกัดกร่อนฝังอยู่ในตัววัสดุแล้ว | แรงสูง |
| ชุบสังกะสีแบบจุ่มร้อน | เหล็กที่จุ่มลงในสังกะสีหลอมเหลว เพื่อสร้างชั้นป้องกันแบบเสียสละที่หนาขึ้น | ชิ้นส่วนเพื่อการใช้งานทั่วไปที่ทนทาน อุปกรณ์สำหรับภายนอกอาคาร และการให้บริการแบบโครงสร้าง | ความแม่นยำสูง (tight tolerances) ลักษณะภายนอกที่เรียบร้อย หรือความหนาของชั้นเคลือบที่ควบคุมได้ดีเป็นสิ่งสำคัญ | มักเลือกใช้สำหรับการใช้งานกลางแจ้งที่ต้องการการบำรุงรักษาน้อย โดยความสวยงามไม่ใช่ปัจจัยหลัก | ต่ำถึงกลาง |
| Electro-Galvanized | ผิวเคลือบสังกะสีแบบไฟฟ้า (electroplated zinc finish) เพื่อการป้องกันการกัดกร่อนขั้นพื้นฐาน | การใช้งานระดับเบา งานกลางแจ้งที่ไม่หนักมาก หรือชิ้นส่วนที่ต้องการต้นทุนต่ำและมีผิวเคลือบที่เรียบเนียน | สภาพแวดล้อมที่มีเกลือ ความชื้นขัง หรือการใช้งานกลางแจ้งอย่างรุนแรง จะเพิ่มความต้องการในการต้านทานการกัดกร่อนให้สูงขึ้น | เหมาะที่สุดสำหรับสถานการณ์ที่การสัมผัสกับสภาวะกัดกร่อนอยู่ในระดับปานกลาง และความคาดหวังต่อการบำรุงรักษาเป็นไปอย่างสมเหตุสมผล | ต่ํา |
วิธีที่แต่ละตัวเลือกจัดการกับสภาวะการสัมผัสทั่วไป
หากชิ้นส่วนนั้นสัมผัสกับเกลือซ้ำๆ Dacromet มักยังคงเป็นตัวเลือกอันดับต้นๆ หากความท้าทายคือการเคลือบชิ้นส่วนที่มีรูปร่างซับซ้อนให้สม่ำเสมอทั่วทั้งผิว E-coat มักเป็นทางเลือกที่เหมาะสมกว่า สเตนเลสจะน่าสนใจขึ้นเมื่อปัญหาเรื่องรอยขีดข่วน การสึกหรอ หรือช่วงเวลาการใช้งานที่ยาวนาน ทำให้การเคลือบผิวใดๆ ที่เพิ่มเติมเข้ามาดูเหมือนจุดอ่อนของชิ้นส่วน ขณะที่การชุบสังกะสีแบบจุ่มร้อน (Hot-dip galvanized) เหมาะสำหรับชิ้นส่วนโลหะที่ใช้งานกลางแจ้งอย่างหนักหนา แต่การชุบสังกะสีแบบไฟฟ้า (electro-galvanized) จะเหมาะกับสภาพแวดล้อมที่มีภาระงานเบากว่า
นอกจากนี้ยังช่วยให้การค้นหาที่เกี่ยวข้องกันยังคงอยู่ในขอบเขตของตนเอง คำค้นเช่น 'powder coating metal', 'coating metal roof' หรือ 'best metal roof coating' อาจชี้ไปยังหัวข้อการตกแต่งผิวจริง แต่ไม่สามารถแทนที่รายการสั้นนี้ได้โดยตรง เมื่อชิ้นส่วนนั้นคือชุดระบบเบรก (brake assembly), ตัวยึด (fastener), โครงยึด (bracket) หรือชิ้นส่วนเหล็กแผ่นที่ผ่านกระบวนการขึ้นรูป (stamped steel component)
วิธีที่เร็วที่สุดในการแคบลงจากรายการสั้นนี้
- เลือก Dacromet เป็นอันดับแรกเมื่อการสัมผัสกับเกลือและการต้านทานการกัดกร่อนมีความสำคัญมากกว่าลักษณะภายนอก
- เลือก E-coat เมื่อรูปทรงเรขาคณิต พื้นผิวที่ซ่อนอยู่ และความพร้อมสำหรับการพ่นสีเป็นปัจจัยหลักที่กำหนดการตัดสินใจ
- พิจารณาว่าเป็นสแตนเลส เมื่อความเสี่ยงที่ใหญ่กว่านั้น ขึ้นอยู่กับการเคลือบ
- ใช้เหล็กกระดาษร้อนสําหรับส่วนใช้งานภายนอกที่แข็งแรง ที่สามารถรับรองการเสร็จไขมันซิงค์
- ใช้ไฟฟ้ากระดาษกระดาษเมื่อการบริการอ่อนแอและงบประมาณต้องการคําตอบที่ง่ายดาย
ผู้ซื้อส่วนใหญ่ไม่ได้เลือกการเคลือบที่ดีที่สุด พวกเขาเลือกสิ่งที่ไม่เสี่ยงมากที่สุด สําหรับสิ่งแวดล้อมจริง ของพวกเขา นั่นเป็นจุดที่คําแนะนําสุดท้ายตามกรณีการใช้งาน จะมีประโยชน์มากกว่าเมทริกซ์

เลือกการปิดที่เหมาะสมสําหรับการเปิดเผยในโลกจริง
ตารางเปรียบเทียบมีประโยชน์ แต่การตัดสินใจซื้อมักเกิดขึ้นในสนามจริง ไม่ใช่ในรูปแบบของเมทริกซ์ หากชิ้นส่วนนั้นจะสัมผัสกับเกลือถนน ความชื้นที่มีความเค็มปานกลาง หรือวงจรเปียก-แห้งที่ยาวนาน Dacromet ยังคงเป็นทางเลือกแรกที่ปลอดภัยที่สุด เนื่องจากถูกออกแบบมาเพื่อป้องกันการกัดกร่อนเป็นหลัก PTSMAKE ระบุว่า ระบบเกล็ดสังกะสี-อลูมิเนียมของบริษัทสามารถให้การป้องกันจากการพ่นละอองเกลือได้นานกว่า 720 ชั่วโมง โดยตัวอย่างบางกรณีตามมาตรฐาน ASTM B117 สามารถทนได้นานกว่า 1,000 ชั่วโมง หากข้อกังวลหลักของคุณคือการเคลือบอย่างสม่ำเสมอ การควบคุมลักษณะผิว และการมีพื้นผิวที่เข้ากันได้ดีกับระบบการทาสี E-coat มักจะเป็นข้อกำหนดที่เหมาะสมและใช้งานได้จริงมากกว่า
ทางเลือกที่ดีที่สุดตามสภาพแวดล้อมและความคาดหวังของผู้เป็นเจ้าของ
- สัมผัสกับเกลือปริมาณมาก ความชื้นสูง หรือใช้งานกลางแจ้งอย่างหนัก: เลือก Dacromet
- ชิ้นส่วนที่มีรูปร่างซับซ้อน พื้นผิวที่มองไม่เห็น และชิ้นส่วนสำหรับการผลิตที่พร้อมสำหรับการทาสี: เลือก E-coat
- การใช้งานที่รอยขีดข่วนหรือการสึกหรอทำให้พื้นผิวเคลือบที่ใช้แล้วกลายเป็นจุดอ่อน: พิจารณาใช้สแตนเลสสตีล
- ชิ้นส่วนอุปกรณ์กลางแจ้งที่ทนทานและมีข้อกำหนดด้านรูปลักษณ์ต่ำ: พิจารณาใช้การชุบสังกะสีแบบจุ่มร้อน
- การให้บริการแบบเบาและงบประมาณเบื้องต้นที่เข้มงวดยิ่งขึ้น: การชุบสังกะสีแบบไฟฟ้า (electro-galvanized) ยังคงมีเหตุผลที่เหมาะสม
หมายเหตุสั้นๆ หนึ่งข้อ หากคุณเริ่มค้นหาจากแหล่งอื่น: วลีต่างๆ เช่น สารเคลือบหลังคาที่ดีที่สุดสำหรับหลังคาโลหะ หรือ อะไรคือสารเคลือบหลังคาที่ดีที่สุดสำหรับหลังคาโลหะ ชี้ไปยังเส้นทางการซื้อที่แตกต่างกัน สารเคลือบหลังคาสำหรับหลังคาโลหะ เป็นผลิตภัณฑ์ก่อสร้างที่ใช้งานจริงในสถานที่ ไม่ใช่สารทดแทนโดยตรงสำหรับการเคลือบแบบโรงงานที่ใช้กับส่วนประกอบต่างๆ เช่น สกรู โครงยึด หรือชุดระบบเบรก
เมื่อการชุบแบบอิเล็กโทร (E-coat) เป็นการระบุข้อกำหนดที่ชาญฉลาดกว่า
การเคลือบแบบอิเล็กโทรฟอเรซิส (E-coat) เหมาะสมอย่างยิ่งเมื่อการออกแบบชิ้นส่วนมีความซับซ้อน ต้องการผิวเคลือบที่สม่ำเสมอ และการครอบคลุมพื้นผิวอย่างกว้างขวางมีความสำคัญมากกว่าความต้านทานต่อเกลือสูงสุด ซึ่งเป็นกรณีทั่วไปกับชิ้นส่วนที่ผ่านกระบวนการตีขึ้นรูป (stamped) และขึ้นรูปด้วยแรง (formed) ที่มีขอบคม บริเวณเว้า และพื้นผิวที่เข้าถึงได้ยาก นอกจากนี้ การเลือกใช้ E-coat ยังเป็นทางเลือกที่ชาญฉลาดเมื่อคุณต้องการชั้นฐานที่เชื่อถือได้ ซึ่งรองรับกระบวนการทาสีขั้นตอนถัดไปได้อย่างมีประสิทธิภาพ โดยไม่ทำให้ผิวเคลือบกลายเป็นส่วนที่มีต้นทุนสูงที่สุดของชิ้นส่วนโดยรวม กล่าวโดยย่อ คุณภาพเหนือกว่าไม่ได้เกิดจากความนิยม แต่เกิดขึ้นเมื่อความสม่ำเสมอและการเข้ากันได้กับสีมีความสำคัญมากกว่าความสามารถในการต้านการกัดกร่อนเพิ่มเติมที่ระบบเคลือบแบบสังกะสี-เกล็ด (zinc-flake system) สามารถมอบให้ได้
เวลาที่ควรนำพาร์ทเนอร์ด้านการผลิตเข้ามามีส่วนร่วมตั้งแต่ระยะเริ่มต้น
การเลือกผิวเคลือบเริ่มมีอิทธิพลต่อการออกแบบชิ้นส่วนเร็วกว่าที่หลายทีมคาดไว้ ทั้งความพอดีของเกลียว ความครอบคลุมบริเวณขอบ ปริมาณวัสดุที่เหลือสำหรับการกลึง โซนการเชื่อม และแผนการตรวจสอบคุณภาพ ล้วนอาจเปลี่ยนแปลงไปหลังจากกำหนดชนิดของการเคลือบอย่างเป็นทางการแล้ว นี่จึงเป็นเหตุผลที่ทีมผู้ผลิตรถยนต์ (OEM) และทีมผู้จัดจำหน่ายระดับแรก (Tier 1) มักจะเชิญพาร์ทเนอร์ด้านการผลิตเข้ามาร่วมงานก่อนที่แบบแปลนจะเสร็จสมบูรณ์อย่างเป็นทางการ ซึ่งผู้จัดจำหน่ายเช่น เส้าอี้ อาจมีประโยชน์ในที่นี้ เนื่องจากผสานกระบวนการตอกขึ้นรูป (stamping), การกลึงด้วยเครื่อง CNC และการบำบัดพื้นผิวแบบกำหนดเองภายใต้ระบบคุณภาพ IATF 16949 สำหรับทีมงานที่กำลังย้ายจากการทบทวนต้นแบบไปสู่การวางแผนการผลิต การประสานงานแบบครบวงจรเช่นนี้สามารถลดความไม่คาดคิดที่อาจเกิดขึ้นระหว่างการเลือกเคลือบผิวกับสมรรถนะสุดท้ายของชิ้นส่วนได้
การเคลือบผิวที่เหมาะสมไม่ใช่การเคลือบที่มีคุณสมบัติโดดเด่นที่สุดตามหัวข้อประกาศ แต่เป็นการเคลือบที่สอดคล้องกับสภาพแวดล้อมที่ชิ้นส่วนจะถูกสัมผัส รูปแบบการออกแบบชิ้นส่วน ความทนทานต่อการบำรุงรักษา และต้นทุนรวมได้ดีที่สุด
คำถามที่พบบ่อยเกี่ยวกับ E Coat กับ Dacromet
1. Dacromet ให้การป้องกันการกัดกร่อนได้ดีกว่า E-coat หรือไม่?
โดยทั่วไปแล้วใช่ สำหรับการใช้งานในสภาวะที่รุนแรงกว่า หากชิ้นส่วนต้องสัมผัสกับเกลือโรยถนน ความชื้นซ้ำๆ หรือการวางทิ้งไว้กลางแจ้งเป็นเวลานาน Dacromet มักเป็นทางเลือกแรกที่เหนือกว่า เนื่องจากออกแบบมาเพื่อป้องกันการกัดกร่อนด้วยระบบฟลakes สังกะสี (zinc-flake) อย่างไรก็ตาม E-coat ก็ยังให้การป้องกันที่มีประโยชน์ แต่ข้อได้เปรียบหลักของมันคือการสร้างฟิล์มเคลือบที่สม่ำเสมอและคุณภาพผิวที่คงที่ มากกว่าที่จะเป็นตัวเลือกอันดับหนึ่งสำหรับสภาพแวดล้อมที่รุนแรงที่สุด
2. เมื่อใดที่ E-coat เป็นทางเลือกที่ชาญฉลาดกว่า Dacromet?
การเคลือบแบบอี-โค้ต (E-coat) มักเป็นทางเลือกที่เหมาะสมกว่าเมื่อชิ้นส่วนมีรูปทรงซับซ้อน พื้นผิวที่ถูกบัง หรือพื้นที่ภายในที่ต้องการการเคลือบที่สม่ำเสมอ นอกจากนี้ยังเหมาะอย่างยิ่งเมื่อมีความสำคัญต่อทั้งลักษณะภายนอกที่สะอาดและประสิทธิภาพในการเข้ากันได้กับระบบสี เช่น สำหรับโครงยึด ฝาครอบ และชิ้นส่วนที่เชื่อมประกอบ ในสรุปแล้ว การเคลือบแบบอี-โค้ตมักให้ผลลัพธ์ที่เหนือกว่าเมื่อคุณภาพของการเคลือบและความสม่ำเสมอของผิวหน้ามีความสำคัญไม่แพ้การป้องกันสนิม
3. การเคลือบแบบอี-โค้ต (E-coat) กับการชุบสังกะสีแบบไฟฟ้า (electro-galvanized) เป็นการเคลือบชนิดเดียวกันหรือไม่?
ไม่ใช่ การเคลือบแบบอี-โค้ตเป็นกระบวนการอิเล็กโทรโฟเรซิส (electrophoretic process) ที่ทำให้เกิดฟิล์มป้องกันคล้ายสี ในขณะที่การชุบสังกะสีแบบไฟฟ้าเป็นวิธีการชุบผิวด้วยสังกะสี แม้ทั้งสองวิธีอาจถูกกล่าวถึงร่วมกันในการเจรจาซื้อขาย แต่กลไกการทำงาน ลักษณะการเสื่อมสภาพตามอายุการใช้งาน และคุณสมบัติในการต้านการกัดกร่อนนั้นแตกต่างกันอย่างสิ้นเชิง ดังนั้นจึงไม่ควรถือว่าสามารถใช้แทนกันได้เมื่อข้อกำหนดด้านการต้านการกัดกร่อนมีความเข้มงวดมากขึ้น
4. ฉันควรเลือกใช้สแตนเลสแทนการเคลือบใดๆ ทั้งสองแบบหรือไม่
บางครั้งนั่นคือคำถามที่ดีกว่า หากการสึกกร่อน การลอกของชิป หรือการขัดถูทำให้โลหะพื้นฐานถูกเปิดเผยซ้ำแล้วซ้ำเล่า การเปลี่ยนไปใช้วัสดุที่ต้านทานการกัดกร่อนอาจช่วยลดการพึ่งพาผิวเคลือบที่นำมาใช้ภายนอกได้ อย่างไรก็ตาม ข้อแลกเปลี่ยนคือ สแตนเลสอาจส่งผลต่อกระบวนการผลิต การเชื่อมต่อ และต้นทุนรวมทั้งหมด ดังนั้นจึงควรพิจารณาการเลือกวัสดุชนิดนี้ในฐานะการตัดสินใจสำหรับชิ้นส่วนโดยรวม ไม่ใช่เพียงแค่การอัปเกรดผิวหน้าเท่านั้น
5. ผู้ผลิตรถยนต์ (OEM) หรือทีมผู้จัดจำหน่ายระดับ Tier 1 ควรให้พันธมิตรด้านการผลิตเข้ามามีส่วนร่วมในการเลือกสารเคลือบเมื่อใด
ตั้งแต่เนิ่นๆ โดย ideally ก่อนที่แบบแปลนจะเสร็จสมบูรณ์อย่างสมบูรณ์ เนื่องจากการเลือกสารเคลือบอาจส่งผลต่อความพอดีของเกลียว ความครอบคลุมบริเวณขอบ พื้นที่ที่ต้องปิดบัง (masking) โซนการเชื่อม ปริมาณการกลึงที่เหลือ (machining allowance) และการวางแผนการตรวจสอบและยืนยันคุณภาพ (validation planning) สำหรับโครงการยานยนต์ ผู้จัดจำหน่ายแบบครบวงจร เช่น Shaoyi สามารถช่วยประสานงานทั้งกระบวนการขึ้นรูปด้วยแรงดัน (stamping) การกลึงด้วยเครื่อง CNC การสร้างต้นแบบ (prototyping) และการบำบัดผิวแบบเฉพาะทางภายใต้ระบบมาตรฐานคุณภาพ IATF 16949 ซึ่งจะช่วยให้การตัดสินใจเรื่องสารเคลือบสอดคล้องกับความต้องการในการผลิตจริง