 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

ความลับของร้านและบริการ CNC: สิ่งที่ไม่มีใครบอกผู้ซื้อครั้งแรก

CNC Shop และบริการที่แท้จริงนั้นรวมถึงอะไรบ้าง
คุณเคยเดินผ่านโรงงานอุตสาหกรรมแล้วสงสัยหรือไม่ว่าภายในนั้นเกิดอะไรขึ้นจริง ๆ? เมื่อคุณได้ยินคำว่า "CNC shop และบริการ" คุณอาจนึกภาพถึงเครื่องจักรลึกลับเรียงรายกันอยู่และกำลังส่งเสียงฮัมอย่างต่อเนื่อง — แต่สำหรับผู้ที่ต้องการชิ้นส่วนที่ถูกผลิตขึ้นจริง ๆ แล้ว สิ่งนี้หมายความว่าอย่างไร?
นี่คือคำตอบที่ตรงไปตรงมา: CNC shop คือสถาน facility พิเศษที่ใช้เครื่องจักรควบคุมด้วยคอมพิวเตอร์ในการ ผลิตชิ้นส่วนที่มีความแม่นยำสูงจากวัสดุดิบ เช่น โลหะ , พลาสติก หรือวัสดุคอมโพสิต ส่วนคำว่า "บริการ" นั้นมีขอบเขตที่กว้างกว่าการตัดวัสดุเพียงอย่างเดียวอย่างมาก — ครอบคลุมทุกอย่าง ตั้งแต่การกลึงตามแบบเฉพาะ การสร้างต้นแบบ (prototyping) การบำรุงรักษาเครื่องจักร การซ่อมแซม การสอบเทียบ (calibration) ไปจนถึงการฝึกอบรมผู้ปฏิบัติงาน
อะไรคือสิ่งที่ทำให้ CNC shop แตกต่างจากโรงงานผลิตทั่วไป
ลองนึกภาพโรงงานผลิตทั่วไปเสมือนร้านค้าปลีกขนาดใหญ่ — ซึ่งสามารถรองรับความต้องการในการผลิตที่หลากหลาย ขณะที่ร้านเครื่องจักร CNC นั้นคล้ายกับร้านเฉพาะทางที่มุ่งเน้นเฉพาะการกลึงด้วยความแม่นยำสูงเท่านั้น
ความแตกต่างหลักคือ เทคโนโลยีการควบคุมเชิงตัวเลขด้วยคอมพิวเตอร์ (Computer Numerical Control) ซึ่งต่างจากกระบวนการกลึงแบบดั้งเดิมที่ต้องอาศัยการควบคุมด้วยมือในทุกขั้นตอนของการตัด ทั้งนี้ เครื่องจักร CNC ทำงานโดยอิงตามคำสั่งที่เขียนโปรแกรมไว้ล่วงหน้า เพื่อทำให้การตัด การเจาะ การกัด และการกลึงดำเนินไปโดยอัตโนมัติ ตามที่ Kremin Inc. ระบุไว้ ว่า การทำงานอัตโนมัตินี้ช่วยให้มั่นใจได้ถึง "คุณภาพที่เหนือกว่า ความสม่ำเสมอในการผลิต และประสิทธิภาพด้านต้นทุน" ซึ่งกระบวนการแบบใช้มือไม่สามารถเทียบเคียงได้เลย
การค้นหาบริการ CNC ใกล้ฉันมักนำไปสู่สถาน facility แบบเฉพาะทางเหล่านี้ เนื่องจากสิ่งที่พวกเขานำเสนอคือสิ่งที่ผู้ผลิตทั่วไปมักไม่สามารถให้ได้ นั่นคือ ความคลาดเคลื่อนที่วัดได้เป็นไมครอน (เท่ากับหนึ่งในพันของมิลลิเมตร) และความสามารถในการผลิตชิ้นส่วนที่เหมือนกันทุกชิ้นอย่างต่อเนื่องโดยไม่มีความแปรปรวนใดๆ
คำอธิบายบริการ CNC แบบครอบคลุมทั้งหมด
เมื่อคุณกำลังค้นหาโรงงานผลิตที่อยู่ใกล้ตัว ความเข้าใจในบริการที่มีให้ครบทั้งหมดจะช่วยให้คุณสามารถตั้งคำถามที่เหมาะสมได้ โรงงานเครื่องจักรกลแบบ CNC สมัยใหม่โดยทั่วไปมักให้บริการมากกว่าการกลึงพื้นฐาน
บริการกลึงหลัก:
- การกัด CNC - ใช้เครื่องมือตัดที่หมุนเพื่อขจัดวัสดุออก ซึ่งเหมาะสำหรับชิ้นงานที่มีรูปทรงซับซ้อนและผิวเรียบ
- การกลึง CNC / การกลึงด้วยเครื่องกลึง - หมุนชิ้นงานขณะสัมผัสกับเครื่องมือตัด ซึ่งเหมาะอย่างยิ่งสำหรับชิ้นส่วนทรงกระบอก
- การแปรรูปหลายแกน - เครื่องจักร 5 แกนสามารถสร้างรูปทรงเรขาคณิตที่ซับซ้อนสูงได้ในหนึ่งการตั้งค่าเดียว ช่วยลดระยะเวลาการผลิต
- การกัดเซาะด้วยไฟฟ้า (EDM) - สร้างรูปทรงที่ซับซ้อนและรายละเอียดที่ประณีต ซึ่งยากต่อการบรรลุด้วยวิธีการตัดแบบดั้งเดิม
บริการด้านการออกแบบและพัฒนา:
- การสนับสนุน CAD/CAM - รับและประมวลผลไฟล์ออกแบบที่สร้างด้วยคอมพิวเตอร์
- การพัฒนาต้นแบบ - การผลิตในปริมาณน้อยเพื่อการทดสอบก่อนการผลิตเต็มรูปแบบ
- การวิศวกรรมย้อนกลับ - การสร้างชิ้นส่วนที่มีอยู่แล้วซ้ำขึ้นมาใหม่ เมื่อไม่มีแบบแปลนดั้งเดิมให้ใช้งาน
- การช่วยเหลือด้านการออกแบบ - การช่วยปรับปรุงชิ้นส่วนให้มีความเหมาะสมต่อกระบวนการผลิตและมีประสิทธิภาพด้านต้นทุน
การตกแต่งและการดำเนินการขั้นที่สอง:
- การ📐ตกแต่งผิว - การชุบผิวด้วยวิธีอะโนไดซ์ (Anodizing), อิเล็กโทรพลาติง (Electroplating), การทาสี และการเคลือบผง (Powder Coating)
- การอบด้วยความร้อน - กระบวนการลดแรงเครียด (Stress Relieving), การทำให้แข็ง (Hardening) และการอบอ่อน (Annealing)
- การตรวจสอบคุณภาพ - การตรวจสอบและจัดทำเอกสารด้วยเครื่องวัดพิกัดสามมิติ (Coordinate Measuring Machine: CMM)
- บริการประกอบชิ้นงาน - การประกอบชิ้นส่วนหลายชิ้นเข้าด้วยกันเป็นชุดสำเร็จรูป
ฟังดูซับซ้อนใช่ไหม? อาจเป็นเช่นนั้น — แต่นั่นคือเหตุผลสำคัญที่บริษัทผู้ให้บริการ CNC ที่น่าเชื่อถือจึงจ้างมืออาชีพที่มีทักษะเฉพาะทาง ได้แก่ โปรแกรมเมอร์ CNC, ช่างกลึง, ผู้เชี่ยวชาญด้านควบคุมคุณภาพ และวิศวกร ซึ่งจะแปลงความต้องการของโครงการคุณให้กลายเป็นชิ้นส่วนสำเร็จรูป สำหรับผู้ซื้อครั้งแรก คุณไม่จำเป็นต้องเข้าใจรายละเอียดทางเทคนิคทั้งหมด เพียงแค่รู้ว่าพันธมิตรผู้ให้บริการ CNC ที่มีคุณภาพจะนำทางคุณผ่านกระบวนการทั้งหมด และแนะนำแนวทางที่เหมาะสมที่สุดสำหรับการใช้งานเฉพาะของคุณ

มาตรฐานทางเทคนิคและใบรับรองอันเป็นที่ยอมรับ
คุณพบ เครื่อง CNC ใกล้ฉัน ดูน่าสนใจทีเดียว บนเว็บไซต์ของพวกเขาแสดงโล่รับรองที่น่าประทับใจ — ISO 9001, AS9100D และ IATF 16949 แต่ย่อหน้านี้แท้จริงแล้วมีความหมายอย่างไรต่อโครงการของคุณ? และเมื่อร้านหนึ่งให้ข้อเสนอราคาพร้อมระบุค่าความคลาดเคลื่อน (tolerance) ที่ ±0.001 นิ้ว คุณควรรู้สึกประทับใจหรือกังวล?
มาตัดผ่านศัพท์เทคนิคที่ซับซ้อนกันเถอะ และอธิบายอย่างชัดเจนว่าข้อกำหนดเหล่านี้มีน้ำหนักความหมายอย่างไรต่อชิ้นส่วนของคุณ
การเข้าใจข้อกำหนดด้านความคลาดเคลื่อน (Tolerance) อย่างง่ายๆ
ลองจินตนาการว่าคุณต้องการเพลาที่สามารถใส่พอดีเข้าไปในแบริ่งได้อย่างสมบูรณ์แบบ หากเพลามีขนาดใหญ่เกินไป มันจะไม่สามารถใส่เข้าไปได้ แต่หากเล็กเกินไป ก็จะสั่นคลอน ความคลาดเคลื่อนจึงหมายถึงขอบเขตของความแปรผันจากมิติที่สมบูรณ์แบบซึ่งยังคงยอมรับได้
นี่คือวิธีที่ความคลาดเคลื่อนทำงานในทางปฏิบัติ:
- ความคลาดเคลื่อนมาตรฐาน (±0.005 นิ้ว หรือ ±0.127 มม.) - เหมาะสำหรับชิ้นส่วนทั่วไปส่วนใหญ่ที่ไม่จำเป็นต้องมีความพอดีอย่างแม่นยำ เช่น โครงยึด ฝาครอบ หรือชิ้นส่วนตกแต่ง
- ความคลาดเคลื่อนระดับความแม่นยำสูง (±0.001 นิ้ว ถึง ±0.002 นิ้ว หรือ ±0.025 มม. ถึง ±0.05 มม.) - จำเป็นเมื่อชิ้นส่วนต้องเข้ากันได้อย่างแม่นยำ พบได้บ่อยในชิ้นส่วนประกอบเชิงกล เฟือง และชิ้นส่วนที่ใช้งานจริง
- ค่าความคลาดเคลื่อนแบบอัลตร้าพรีซิชัน (±0.0005 นิ้ว หรือ ±0.0127 มม. และแคบกว่านั้น) - ใช้เฉพาะในงานด้านการบินและอวกาศ อุปกรณ์ทางการแพทย์ และงานด้านแสงถ่ายภาพ ซึ่งความแปรผันระดับจุลภาคส่งผลต่อประสิทธิภาพของชิ้นงาน
เหตุใดสิ่งนี้จึงสำคัญต่อคุณ? ค่าความคลาดเคลื่อนที่แคบลงจะต้องใช้อุปกรณ์ที่ซับซ้อนยิ่งขึ้น ความเร็วในการกลึงที่ลดลง และการตรวจสอบคุณภาพเพิ่มเติม — ซึ่งทั้งหมดนี้ส่งผลให้ต้นทุนสูงขึ้น โรงงานเครื่องจักรที่น่าเชื่อถือแห่งหนึ่งในแบตันรูช หรือที่ใดก็ตาม ควรช่วยคุณพิจารณาว่าคุณต้องการค่าความคลาดเคลื่อนระดับใดจริง ๆ แทนที่จะเลือกใช้ค่าที่แคบที่สุด (และแพงที่สุด) โดยอัตโนมัติ
เมื่อคุณพูดคุยเกี่ยวกับโครงการกับโรงงานเครื่องจักรที่อาจรับงาน ให้ถามคำถามง่าย ๆ นี้: "คุณสามารถควบคุมค่าความคลาดเคลื่อนได้แม่นยำระดับใดอย่างสม่ำเสมอ และคุณตรวจสอบค่าดังกล่าวอย่างไร?" โรงงานที่มีคุณภาพจะใช้เครื่องวัดพิกัดสามมิติ (CMMs) และการควบคุมกระบวนการเชิงสถิติ (statistical process controls) เพื่อยืนยันมิติของชิ้นงาน — ไม่ใช่เพียงการตรวจสอบด้วยสายตาเท่านั้น
ใบรับรองมาตรฐานอุตสาหกรรมที่แท้จริงหมายความว่าอย่างไรต่อโครงการของคุณ
ป้ายรับรองไม่ใช่เพียงแค่สัญลักษณ์ทางการตลาดเท่านั้น แต่ยังแสดงถึงระบบการรับรองที่ผ่านการตรวจสอบแล้ว ซึ่งมีหน้าที่ป้องกันข้อผิดพลาด ติดตามคุณภาพ และปรับปรุงกระบวนการอย่างต่อเนื่อง อย่างไรก็ตาม แต่ละมาตรฐานการรับรองมีวัตถุประสงค์ที่แตกต่างกัน
ตามรายงานของ Qimtek มาตรฐาน ISO 9001 คือ "มาตรฐานการผลิตที่พบได้ทั่วไปที่สุดอย่างหนึ่ง" และ "กำหนดให้บริษัทต่างๆ นำวิธีการดำเนินงานตามกระบวนการมาใช้ รวมทั้งวิเคราะห์ข้อผิดพลาดอย่างละเอียดทุกครั้งที่เกิดขึ้น"
นี่คือความหมายเชิงปฏิบัติของแต่ละมาตรฐานการรับรองหลัก:
| ใบรับรอง | ครอบคลุมอะไรบ้าง | สาขาอุตสาหกรรมที่ให้บริการ | ข้อกำหนดหลัก |
|---|---|---|---|
| ISO 9001 | ระบบบริหารคุณภาพทั่วไป | ทุกอุตสาหกรรม — มาตรฐานพื้นฐาน | กระบวนการที่จัดทำเป็นเอกสาร การวิเคราะห์ข้อผิดพลาด ระบบการรับฟังความคิดเห็นจากลูกค้า และการปรับปรุงอย่างต่อเนื่อง |
| AS9100D | การจัดการคุณภาพอากาศยานและอวกาศ | ชิ้นส่วนสำหรับอุตสาหกรรมการบิน อวกาศ และกลาโหม | ข้อกำหนดตามมาตรฐาน ISO 9001 พร้อมด้วยมาตรการด้านความปลอดภัย ความสามารถในการติดตามย้อนกลับ การตรวจสอบเป็นระยะ และการจัดการความเสี่ยง |
| IATF 16949 | การจัดการคุณภาพยานยนต์ | ผู้ผลิตในห่วงโซ่อุปทานยานยนต์ | ข้อกำหนดตามมาตรฐาน ISO 9001 พร้อมด้วยการป้องกันข้อบกพร่อง การควบคุมด้วยสถิติ (SPC) เอกสาร PPAP และการวิเคราะห์ FMEA |
| ISO 13485 | ระบบการจัดการคุณภาพสำหรับอุปกรณ์ทางการแพทย์ | อุปกรณ์การแพทย์และการดูแลสุขภาพ | การติดตามย้อนกลับได้ครบถ้วน ควบคุมการออกแบบ การจัดการความเสี่ยง และการปฏิบัติตามข้อกำหนดด้านกฎระเบียบ |
ประเด็นสำคัญที่ผู้ซื้อหลายคนมักมองข้าม: มาตรฐาน IATF 16949 สร้างขึ้นบนพื้นฐานของมาตรฐาน ISO 9001 โดยเพิ่มข้อกำหนดเฉพาะสำหรับอุตสาหกรรมยานยนต์ ตามที่ NSF อธิบายไว้ "คุณไม่สามารถได้รับการรับรองตามมาตรฐาน IATF 16949 ได้หากไม่ปฏิบัติตามมาตรฐาน ISO 9001 อย่างครบถ้วน" ซึ่งหมายความว่า โรงงานที่ได้รับการรับรองตามมาตรฐาน IATF นั้นได้แสดงให้เห็นถึงความสามารถด้านคุณภาพโดยรวมแล้ว ก่อนจะเพิ่มมาตรการเฉพาะสำหรับอุตสาหกรรมยานยนต์
โดยเฉพาะสำหรับการใช้งานในอุตสาหกรรมยานยนต์ มาตรฐาน IATF 16949 กำหนดให้โรงงานต้องใช้เครื่องมือเฉพาะ ได้แก่:
- การควบคุมกระบวนการทางสถิติ (SPC) - การตรวจสอบและติดตามกระบวนการกัดแต่งโลหะแบบเรียลไทม์ เพื่อตรวจจับความแปรปรวนก่อนที่จะกลายเป็นข้อบกพร่อง
- การวิเคราะห์ภาวะล้มเหลวและผลกระทบ (FMEA) - การระบุอย่างเป็นระบบว่าสิ่งใดอาจเกิดข้อผิดพลาดขึ้น และวิธีการป้องกันไม่ให้เกิดขึ้น
- กระบวนการอนุมัติชิ้นส่วนผลิต (PPAP) - เอกสารหลักฐานที่แสดงว่าโรงงานสามารถผลิตชิ้นส่วนให้สอดคล้องกับข้อกำหนดเฉพาะของคุณได้อย่างสม่ำเสมอ
แล้วสิ่งนี้หมายความว่าอย่างไรเมื่อคุณกำลังประเมินผู้ให้บริการ? หากคุณจัดหาชิ้นส่วนสำหรับการใช้งานด้านยานยนต์ โรงงานที่ได้รับการรับรองตามมาตรฐาน IATF 16949 ไม่ใช่ทางเลือก — แต่โดยทั่วไปแล้วลูกค้าของคุณจะกำหนดให้เป็นข้อบังคับ สำหรับงานด้านการบินและอวกาศ การรับรองตามมาตรฐาน AS9100D ก็มีความจำเป็นในทำนองเดียวกัน ส่วนงานอุตสาหกรรมทั่วไป มาตรฐาน ISO 9001 จะให้หลักประกันว่ามีระบบการจัดการคุณภาพที่เป็นระบบ
สรุปสั้นๆ: อย่ามองเพียงแค่สัญลักษณ์รับรองเท่านั้น แต่ควรสอบถามผู้ให้บริการที่คุณพิจารณาเกี่ยวกับวิธีที่การรับรองนั้นส่งผลต่อโครงการเฉพาะของคุณ — และสังเกตผู้ให้บริการที่สามารถอธิบายประโยชน์เชิงปฏิบัติได้อย่างชัดเจน แทนที่จะกล่าวซ้ำแต่ถ้อยคำเชิงการตลาดเพียงอย่างเดียว
การเลือกระหว่างบริการ CNC Milling, Turning และ EDM
ตอนนี้คุณเข้าใจเรื่องความคลาดเคลื่อน (tolerances) และการรับรองแล้ว แต่นี่คือคำถามที่มักทำให้ผู้ซื้อหน้าใหม่สับสนมากที่สุด: คุณควรขอใช้กระบวนการ CNC แบบใดกันแน่? ชิ้นส่วนของคุณควรใช้การกัด (milling) หรือการกลึง (turning)? และเมื่อใดที่การตัดด้วยประจุไฟฟ้า (EDM) จึงเหมาะสม? การเลือกกระบวนการที่ไม่เหมาะสมไม่เพียงแต่สิ้นเปลืองเงินโดยใช่เหตุเท่านั้น แต่ยังอาจส่งผลให้ชิ้นส่วนที่ได้ไม่เป็นไปตามข้อกำหนดของคุณอีกด้วย
ข่าวดีคือ? คุณไม่จำเป็นต้องมี ปริญญาสาขาวิศวกรรมเพื่อตัดสินใจอย่างชาญฉลาด . การเข้าใจหลักการสำคัญเพียงไม่กี่ข้อจะช่วยให้คุณตั้งคำถามที่เหมาะสม และประเมินคำแนะนำจากบริการเครื่องจักร CNC ที่อยู่ใกล้คุณได้อย่างมีประสิทธิภาพ
การจับคู่โครงการของคุณกับกระบวนการ CNC ที่เหมาะสม
เริ่มต้นด้วยการพิจารณารูปทรงเรขาคณิตของชิ้นส่วนคุณ ตามคู่มือเปรียบเทียบการกลึงของ RapidDirect "สำหรับชิ้นส่วนที่มีลักษณะเป็นทรงกระบอกเป็นส่วนใหญ่ การกลึง CNC จะให้ผลลัพธ์ที่ดีมาก แต่สำหรับชิ้นส่วนที่ซับซ้อนและมีลักษณะเป็นปริซึม ซึ่งมีรูปโค้งหรือร่องเว้า ควรใช้การกัด CNC แทน"
นี่คือวิธีการทำงานของแต่ละกระบวนการหลัก และกรณีที่ควรเลือกใช้:
การกลึง CNC: จินตนาการถึงเครื่องมือตัดที่หมุนอยู่ขณะเคลื่อนผ่านบล็อกวัสดุที่คงที่ พร้อมตัดชั้นวัสดุออกทีละชั้นจนเผยให้เห็นชิ้นส่วนที่ต้องการ ชิ้นงานจะยังคงอยู่กับที่ ในขณะที่เครื่องมือเคลื่อนที่ตามแกนต่าง ๆ (X, Y, Z — และบางครั้งอาจมีมากกว่านั้น)
- ดีที่สุดสำหรับ: พื้นผิวเรียบ ร่องเว้า ร่องยาว ลักษณะที่เอียง มุมโค้งซับซ้อนสามมิติ
- ลองนึกถึง: โครงหุ้ม แผ่นยึด ชิ้นส่วนเครื่องยนต์ แผ่นโลหะแบบกำหนดเองที่มีฟีเจอร์หลายแบบ
- ข้อได้เปรียบ: มีความหลากหลายสูงมาก — สามารถทำงานได้ทั้งการเจาะแบบง่ายไปจนถึงการขึ้นรูปชิ้นงานเชิงประติมากรรมที่ซับซ้อน
CNC Turning: ลองจินตนาการถึงวิธีการที่ตรงกันข้าม: วัสดุหมุนด้วยความเร็วสูง ในขณะที่เครื่องมือตัดคงที่ทำหน้าที่ขึ้นรูปผิวของวัสดุ กระบวนการนี้สร้างชิ้นส่วนทรงกลมและสมมาตรได้อย่างมีประสิทธิภาพ
- ดีที่สุดสำหรับ: ชิ้นส่วนทรงกระบอก แกน เพลากลึง บุชชิ่ง ชิ้นส่วนเกลียว
- ลองนึกถึง: หมุด เฟืองเล็ก (pulley) ลูกสูบไฮดรอลิก แกนหมุน (spindle) หรือชิ้นส่วนใด ๆ ที่มีความสมมาตรแบบหมุนรอบ
- ข้อได้เปรียบ: เร็วกว่าและคุ้มค่ากว่าการกัด (milling) สำหรับชิ้นส่วนทรงกลม
EDM (การกัดกร่อนด้วยไฟฟ้า): กระบวนการนี้ใช้ประกายไฟฟ้าในการกัดเซาะวัสดุ แทนที่จะใช้การตัดโดยตรง การไม่มีการสัมผัสทางกายภาพระหว่างเครื่องมือกับชิ้นงานทำให้สามารถสร้างรูปร่างที่เป็นไปไม่ได้ด้วยการตัดแบบทั่วไป
- ดีที่สุดสำหรับ: วัสดุที่แข็งมาก คุณลักษณะภายในที่ซับซ้อน มุมแหลม ผนังบาง
- ลองนึกถึง: โพรงแม่พิมพ์ฉีดขึ้นรูป (injection mold cavities) ชิ้นส่วนอวกาศ ปลูกถ่ายทางการแพทย์ (medical implants) และเครื่องมือความแม่นยำสูง
- ข้อได้เปรียบ: สามารถกลึงวัสดุที่ผ่านการชุบแข็งแล้ว ซึ่งวัสดุเหล่านี้จะทำลายเครื่องมือตัดแบบทั่วไปได้
นี่คือการเปรียบเทียบเชิงปฏิบัติเพื่อช่วยในการตัดสินใจของคุณ:
| กระบวนการ CNC | เหมาะที่สุดสำหรับงานประเภท | ความอดทนมาตรฐาน | ความเข้ากันของวัสดุ | ข้อจำกัด |
|---|---|---|---|---|
| การกัด CNC | ชิ้นส่วนรูปปริซึม รูปทรงซับซ้อน ร่องเว้า ร่องลึก ชิ้นส่วนที่มีคุณสมบัติหลายประการ | ±0.001 นิ้ว ถึง ±0.005 นิ้ว (±0.025 มม. ถึง ±0.127 มม.) | อลูมิเนียม เหล็ก ไทเทเนียม ทองเหลือง พลาสติก วัสดุคอมโพสิต | ใช้เวลานานกว่าสำหรับชิ้นส่วนทรงกระบอกง่ายๆ; การสึกกร่อนของเครื่องมือเพิ่มขึ้นเมื่อใช้กับโลหะที่แข็งกว่า |
| การกลึง CNC | ชิ้นส่วนทรงกระบอก เพลา แท่ง ชิ้นส่วนที่มีเกลียว คุณสมบัติที่สมมาตร | ±0.001 นิ้ว ถึง ±0.003 นิ้ว (±0.025 มม. ถึง ±0.076 มม.) | โลหะและพลาสติกส่วนใหญ่; เหมาะอย่างยิ่งสำหรับวัสดุแท่ง (bar stock) | ไม่สามารถผลิตคุณสมบัติแบบแบน แบบมุม หรือแบบไม่สมมาตรได้โดยไม่ต้องดำเนินการเพิ่มเติม |
| EDM | วัสดุที่ผ่านการชุบแข็ง โพรงที่ซับซ้อน มุมภายในที่แหลมคม ชิ้นส่วนที่มีผนังบาง | ±0.0001 นิ้ว ถึง ±0.001 นิ้ว (±0.0025 มม. ถึง ±0.025 มม.) | วัสดุที่นำไฟฟ้าได้ทุกชนิด รวมถึงเหล็กกล้าสำหรับแม่พิมพ์ที่ผ่านการชุบแข็งและโลหะผสมพิเศษ | กระบวนการช้า ต้นทุนสูงกว่า; ใช้งานได้เฉพาะกับวัสดุที่นำไฟฟ้าเท่านั้น |
เมื่อบริการพิเศษสร้างความแตกต่าง
การเข้าใจว่าแต่ละกระบวนการไม่เหมาะสมในกรณีใดบ้าง จะช่วยประหยัดเวลาของคุณและป้องกันข้อผิดพลาดที่มีค่าใช้จ่ายสูง นี่คือการวิเคราะห์อย่างตรงไปตรงมา:
อย่าเลือกการกัด (milling) เมื่อ:
- ชิ้นส่วนของคุณมีลักษณะเป็นทรงกระบอกเป็นหลัก — การกลึง (turning) จะเร็วกว่าและถูกกว่า
- คุณต้องการความแม่นยำสูงมากสำหรับลักษณะภายในของวัสดุที่ผ่านการชุบแข็งแล้ว — ควรพิจารณาใช้การกัดด้วยประจุไฟฟ้า (EDM) แทน
- ปริมาณการผลิตสูงมากและรูปทรงชิ้นส่วนเรียบง่าย — กระบวนการอื่นอาจให้ประสิทธิภาพทางเศรษฐศาสตร์ที่ดีกว่า
อย่าเลือกการกลึง (turning) เมื่อ:
- ชิ้นส่วนของคุณมีพื้นผิวเรียบ ร่องเว้า หรือลักษณะต่าง ๆ ที่ไม่สมมาตรรอบแกนกลาง
- คุณต้องการรูที่ทำมุม ร่องด้านข้าง หรือรูปทรงโค้งแบบสามมิติที่ซับซ้อน
- รูปทรงของชิ้นส่วนต้องการการเข้าถึงจากหลายทิศทาง
อย่าเลือกการกัดด้วยประจุไฟฟ้า (EDM) เมื่อ:
- การกัดหรือกลึงแบบมาตรฐานสามารถบรรลุค่าความคลาดเคลื่อนที่ต้องการได้ — การกัดด้วยประจุไฟฟ้ามีต้นทุนสูงกว่ามาก
- วัสดุของคุณไม่นำไฟฟ้า (พลาสติก เซรามิก และคอมโพสิตส่วนใหญ่)
- ระยะเวลาในการผลิตมีความสำคัญยิ่ง — การกัดด้วยประจุไฟฟ้าขจัดวัสดุช้ากว่าการตัดแบบทั่วไปมาก
แล้วการกัดแบบ 3 แกน กับแบบ 5 แกนจะต่างกันอย่างไร? ตามข้อมูลจาก RapidDirect นั้น การเลือกขึ้นอยู่กับระดับความซับซ้อนของชิ้นงาน เครื่องจักรแบบ 3 แกนจะเคลื่อนเครื่องมือตัดในทิศทางเชิงเส้นสามทิศทาง — เหมาะสำหรับชิ้นงานทั่วไปที่มีผิวหน้าเข้าถึงได้ง่าย ส่วนเครื่องจักรแบบ 5 แกนจะเพิ่มการเคลื่อนที่แบบหมุนอีกสองทิศทาง ทำให้เครื่องมือสามารถเข้าใกล้ชิ้นงานได้จากเกือบทุกมุม
ผลกระทบเชิงปฏิบัติคืออะไร? การกัดเฉือนแบบห้าแกนช่วยลดจำนวนครั้งที่ต้องจัดตั้งเครื่อง (setups) ปรับปรุงคุณภาพผิวบนพื้นผิวที่มีรูปทรงโค้งเว้า และสามารถผลิตชิ้นส่วนที่มีรูปทรงเรขาคณิตซึ่งเป็นไปไม่ได้ด้วยเครื่องจักรแบบสามแกน อย่างไรก็ตาม RapidDirect ระบุว่าการกัดเฉือนแบบห้าแกนจำเป็นต้องใช้ "เครื่องจักรราคาแพง ซอฟต์แวร์ขั้นสูง และบุคลากรที่ผ่านการฝึกอบรม" ซึ่งหมายถึงต้นทุนที่สูงขึ้น สำหรับชิ้นส่วนที่มีความเรียบง่าย การกัดเฉือนแบบสามแกนสามารถให้คุณภาพเทียบเท่ากันในราคาที่ต่ำกว่า
เมื่อประเมินศูนย์บริการเครื่องจักรหรือผู้ให้บริการงาน CNC ใดๆ ในเมืองแบตองรูช รัฐลุยเซียนา ควรตั้งคำถามเหล่านี้:
- "จากเรขาคณิตของชิ้นส่วนของผม/ฉัน ท่านแนะนำกระบวนการใด และเพราะเหตุใด?"
- "มีทางเลือกอื่นใดบ้าง และแต่ละทางเลือกเปรียบเทียบกันอย่างไรในแง่ต้นทุนและระยะเวลาในการผลิต?"
- "มีการปรับปรุงการออกแบบใดบ้างที่จะทำให้การผลิตชิ้นส่วนนี้ง่ายขึ้น?"
ศูนย์บริการที่มีคุณภาพจะไม่เพียงแค่รับคำสั่งซื้อของคุณเท่านั้น — แต่จะช่วยให้คุณเข้าใจว่ากระบวนการที่คุณร้องขอจริงๆ แล้วเหมาะสมกับความต้องการของคุณหรือไม่ แนวทางการทำงานแบบร่วมมือกันนี้ยิ่งมีความสำคัญมากยิ่งขึ้นเมื่อเลือกวัสดุ ซึ่งแต่ละชนิดก็มีข้อแลกเปลี่ยนที่ต้องพิจารณาเป็นกรณีไป

คู่มือการเลือกวัสดุสำหรับโครงการ CNC
คุณได้ระบุกระบวนการ CNC ที่เหมาะสมสำหรับชิ้นส่วนของคุณแล้ว ตอนนี้ถึงขั้นตอนการตัดสินใจที่ส่งผลโดยตรงต่อประสิทธิภาพ ความทนทาน และงบประมาณ: คุณควรเลือกวัสดุชนิดใด? นี่คือจุดที่ผู้ซื้อหน้าใหม่มักรู้สึกท่วมท้น — และเป็นจุดที่โรงงาน CNC คุณภาพสูงเข้ามามีบทบาทสำคัญอย่างยิ่ง
ความจริงก็คือ การเลือกวัสดุไม่ใช่เรื่องของการหาตัวเลือก "ดีที่สุด" แต่เป็นเรื่องของการหาวัสดุที่เหมาะสมที่สุดสำหรับการใช้งานเฉพาะของคุณ วัสดุที่เหมาะอย่างยิ่งสำหรับโครงการหนึ่ง อาจไม่เหมาะสมเลยสำหรับอีกโครงการหนึ่ง
คุณสมบัติของวัสดุที่มีความสำคัญจริงๆ ต่อการใช้งานของคุณ
ก่อนจะพิจารณาวัสดุเฉพาะเจาะจง ให้พิจารณาก่อนว่าชิ้นส่วนของคุณจำเป็นต้องทำหน้าที่อะไรบ้าง ตามที่ Protolabs ระบุไว้ ขั้นตอนแรกคือ "จัดลำดับความต้องการของคุณให้ชัดเจน เริ่มจากสิ่งที่จำเป็นต้องมี (must-haves) แล้วค่อยไล่ลงมาจนถึงสิ่งที่มีก็ดี (nice-to-haves)" กระบวนการนี้มักช่วยลดจำนวนตัวเลือกของคุณให้เหลือเพียงรายการสั้นๆ ที่จัดการได้
ปัจจัยหลักที่ควรประเมิน ได้แก่:
- การรับแรงเชิงกล - ชิ้นส่วนนี้จะต้องรับน้ำหนัก ต้านทานแรงกระแทก หรือรองรับวงจรความเครียดซ้ำๆ หรือไม่?
- สภาพแวดล้อมการทํางาน - อุณหภูมิสุดขั้ว การสัมผัสกับความชื้น หรือการสัมผัสกับสารเคมี?
- ความไวต่อน้ำหนัก - ทุกกรัมมีความสำคัญหรือไม่ หรือมวลไม่มีผลต่อการพิจารณา?
- ข้อกำหนดของพื้นผิว - ต้องการผิวตกแต่ง ความต้านทานการสึกหรอ หรือพื้นผิวที่ใช้งานจริง?
- ปริมาณการผลิต - ผลิตเพื่อต้นแบบหรือผลิตจำนวนมาก?
เมื่อกำหนดลำดับความสำคัญเหล่านี้แล้ว มาพิจารณาประสิทธิภาพของวัสดุทั่วไปในแต่ละหมวดหมู่การใช้งานกัน
การใช้งานเชิงโครงสร้างและรับแรงสูง:
- เหล็กกล้าคาร์บอน - มีอัตราส่วนความแข็งแรงต่อต้นทุนที่ยอดเยี่ยม เหมาะสำหรับชิ้นส่วนยึดตรึง โครงถัก และชิ้นส่วนรับน้ำหนักที่ไม่จำเป็นต้องกังวลเรื่องการกัดกร่อน
- เหล็กกล้าไร้สนิม (304, 316) - รวมคุณสมบัติความแข็งแรงเข้ากับความต้านทานการกัดกร่อน จึงเป็นที่นิยมสำหรับชิ้นส่วนโครงสร้างที่สัมผัสกับความชื้นหรือสารเคมี
- อลูมิเนียม 7075 - ตามที่ Weerg ระบุ นี่คือ "หนึ่งในโลหะผสมที่แข็งแรงที่สุด ใช้ในอุตสาหกรรมการบินและอวกาศ กองทัพ และการแข่งขันรถแข่ง" ซึ่งให้ความแข็งแรงใกล้เคียงกับเหล็ก แต่มีน้ำหนักเพียงประมาณหนึ่งในสามของเหล็ก
การใช้งานที่เน้นน้ำหนักเบาและประสิทธิภาพ:
- อลูมิเนียม 6061 - โลหะผสมที่ใช้งานหนัก; Weerg ระบุว่าเป็น "มีความหลากหลายสูง มีความแข็งแรงเชิงกลดีเยี่ยม และสามารถขึ้นรูปได้ดีเลิศ" เหมาะสำหรับหลายภาคอุตสาหกรรม
- อลูมิเนียม 5052 - ทนต่อการกัดกร่อนได้เหนือกว่าในสภาพแวดล้อมทางทะเลและถังเก็บเชื้อเพลิง
- โลหะผสมไทเทเนียม - มีอัตราส่วนของความแข็งแรงต่อน้ำหนักสูงสุดสำหรับงานอวกาศและอุปกรณ์ฝังในร่างกายทางการแพทย์; มีต้นทุนสูงอย่างมีนัยสำคัญ
การประยุกต์ใช้ในสภาพแวดล้อมที่กัดกร่อน:
- สแตนเลสสตีลเกรด 316/316L - Weerg ระบุว่าเกรดนี้มี "ความสามารถในการต้านทานการกัดกร่อนได้ดีเยี่ยม เหมาะอย่างยิ่งสำหรับสภาพแวดล้อมที่รุนแรง หรือการใช้งานในอุตสาหกรรมอาหารและเคมี"
- อลูมิเนียม (ทั่วไป) - ทนต่อการกัดกร่อนตามธรรมชาติ เนื่องจากมีชั้นออกไซด์ป้องกันที่ก่อตัวขึ้นบนพื้นผิว
- ทองเหลือง - เหมาะอย่างยิ่งสำหรับชิ้นส่วนอุปกรณ์ทางทะเลและชิ้นส่วนตกแต่ง; มีคุณสมบัติต้านจุลินทรีย์ตามธรรมชาติ
การใช้งานในอุณหภูมิสูง
- สแตนเลสสตีล (เกรดที่มีนิกเกิลสูง) - รักษาความแข็งแรงไว้ที่อุณหภูมิสูง
- พีค (Polyether Ether Ketone) - Protolabs ระบุว่าเป็นวัสดุพลาสติกที่นิยมใช้ในงานที่ต้องการทนความร้อนสูง สามารถสัมผัสกับอุณหภูมิสูงอย่างต่อเนื่องได้ถึง 480°F (250°C)
- Ultem - พลาสติกเทอร์โมพลาสติกประสิทธิภาพสูงอีกชนิดหนึ่ง ที่เหมาะสำหรับสภาพแวดล้อมที่มีความต้องการด้านความร้อนสูง
การใช้งานด้านรูปลักษณ์และแรงเครียดต่ำ:
- อลูมิเนียม (ชุบออกซิเดชัน) - รับการเคลือบสีได้ดีเยี่ยม มีน้ำหนักเบา และให้ลักษณะภายนอกที่ดูเป็นมืออาชีพ
- อะซีทัล (เดลริน) - พลาสติกที่มีผิวเรียบและแรงเสียดทานต่ำ เหมาะสำหรับชิ้นส่วนที่มองเห็นได้และกลไกต่างๆ
- ABS - พลาสติกที่มีต้นทุนต่ำ เหมาะสำหรับเปลือกหุ้ม ฝาครอบ และชิ้นส่วนที่ไม่มีหน้าที่รับโครงสร้าง
การพิจารณาสมดุลระหว่างต้นทุนกับประสิทธิภาพในการเลือกวัสดุ
การตัดสินใจระหว่างการกลึงอลูมิเนียมกับเหล็กเป็นตัวอย่างที่ชัดเจนยิ่งว่าการแลกเปลี่ยน (tradeoffs) ทำงานอย่างไรในทางปฏิบัติ
พิจารณาน้ำหนักเป็นอันดับแรก ตามการวิเคราะห์ของ Weerg อลูมิเนียมมีน้ำหนัก "เบากว่าเหล็กประมาณสามเท่า" ความแตกต่างนี้มีความสำคัญอย่างยิ่งในภาคอุตสาหกรรมที่น้ำหนักส่งผลโดยตรงต่อประสิทธิภาพ เช่น ประสิทธิภาพการใช้เชื้อเพลิงในอุตสาหกรรมการบินและอวกาศ ความเร่งของยานยนต์ รวมถึงสรีรศาสตร์ของอุปกรณ์แบบพกพา
แต่โดยทั่วไปแล้ว เหล็กให้ความแข็งแรงเชิงกลสัมบูรณ์ที่สูงกว่า Weerg อธิบายความแตกต่างเชิงปฏิบัติไว้ว่า อลูมิเนียมมี "ความแข็งแรงต่ำกว่าเหล็ก แต่มีอัตราส่วนความแข็งแรงต่อน้ำหนักที่ยอดเยี่ยม" แปลความได้ว่า เหล็กสามารถรับน้ำหนักบรรทุกที่มากกว่าในขนาดทางกายภาพเดียวกัน ในขณะที่อลูมิเนียมสามารถรับน้ำหนักบรรทุกที่เทียบเท่ากันได้ด้วยน้ำหนักที่เบากว่า แต่ต้องใช้ขนาดที่ใหญ่ขึ้น
ความสามารถในการกลึงมีผลต่อต้นทุนอย่างมาก อลูมิเนียมสามารถกลึงได้เร็วกว่าและสึกหรอน้อยกว่าเครื่องมือ จึงทำให้อัตราค่าบริการในโรงงานต่ำลงและระยะเวลาการส่งมอบสั้นลง เหล็กต้องใช้เครื่องมือที่แข็งแรงกว่า ความเร็วในการกลึงช้ากว่า และมักต้องใช้น้ำหล่อเย็น ซึ่งส่งผลให้ต้นทุนต่อชิ้นเพิ่มขึ้น อย่างไรก็ตาม ราคาวัตถุดิบของเหล็กที่ต่ำกว่าอาจชดเชยค่าใช้จ่ายเพิ่มเติมจากการกลึงนี้ได้สำหรับชิ้นส่วนที่มีความซับซ้อนน้อย
สำหรับพลาสติก ปัจจัยที่ต้องพิจารณาจะเปลี่ยนไป ABS และอะเซทัลให้ทางเลือกที่ประหยัดสำหรับต้นแบบและแอปพลิเคชันที่ไม่ต้องรับภาระหนักมากนัก ส่วน PEEK ให้สมรรถนะที่โดดเด่นแต่มีราคาสูงกว่ามาก — จึงคุ้มค่าเฉพาะเมื่อจำเป็นจริงๆ สำหรับคุณสมบัติด้านความต้านทานอุณหภูมิ ความเข้ากันได้กับสารเคมี หรือคุณสมบัติเชิงกล
Protolabs แนะนำให้ใช้เรซินชนิดเดียวกันทั้งสำหรับต้นแบบที่ผ่านการกลึงและชิ้นส่วนที่ผลิตด้วยการฉีดขึ้นรูป เพื่อให้มั่นใจว่าต้นแบบ "สามารถนำไปทดสอบได้และจะมีสมรรถนะใกล้เคียงกับชิ้นส่วนที่ผลิตจริง"
ตัวเลือกพื้นผิวขั้นสุดท้ายและกรณีที่ควรใส่ใจ
พื้นผิวหลังการขึ้นรูป — วัดค่าด้วยหน่วย Ra (ค่าความหยาบเฉลี่ย) — มักถูกมองข้ามจนกระทั่งก่อให้เกิดปัญหา ต่อไปนี้คือความหมายเชิงปฏิบัติของระดับพื้นผิวที่แตกต่างกัน:
- Ra 3.2 ไมครอน (125 ไมโครอินช์) — ผิวขึ้นรูปแบบมาตรฐาน - สังเกตเห็นรอยเครื่องมือได้ชัดเจน; ยอมรับได้สำหรับพื้นผิวที่ไม่มีการสัมผัสโดยตรง ชิ้นส่วนภายใน และชิ้นงานที่จะนำไปพ่นสี
- Ra 1.6 ไมครอน (63 ไมโครอินช์) — ผิวขึ้นรูปแบบละเอียด - มีลักษณะเรียบเนียนมากขึ้น; เหมาะสำหรับชุดประกอบทางกลส่วนใหญ่และชิ้นส่วนที่มองเห็นได้
- Ra 0.8 ไมครอน (32 ไมโครอินช์) — ผิวขึ้นรูปแบบความแม่นยำสูงด้วยเครื่องกรายด์ - จำเป็นสำหรับพื้นผิวที่ใช้ในการซีล ผิวเพลาที่รองรับแบริ่ง และพื้นผิวที่ต้องการความแน่นพอดีแบบเลื่อนอย่างแม่นยำ
- Ra 0.4 ไมครอน (16 ไมโครอินช์) และละเอียดกว่านั้น - ผิวขัดเงาสำหรับการใช้งานด้านออปติก อุปกรณ์ทางการแพทย์ และเครื่องมือวัดความแม่นยำสูง
การรักษาพื้นผิวขั้นที่สองช่วยขยายตัวเลือกเพิ่มเติมอีก โปรโตแล็บส์ระบุว่า สำหรับโลหะผสมอลูมิเนียม "การชุบอะโนไดซ์จะเหมาะสมกว่าในด้านความทนทาน ขณะที่การชุบโครเมตจะเป็นทางเลือกที่ดีกว่าหากความสำคัญหลักคือด้านลักษณะภายนอก" การชุบอะโนไดซ์สร้างชั้นออกไซด์ที่แข็ง ซึ่งต้านทานรอยขีดข่วนได้ดีและสามารถรับสีจากสารย้อมได้ ส่วนการชุบแบบโครเมตคอนเวอร์ชันให้การป้องกันการกัดกร่อนพร้อมทั้งมีลักษณะภายนอกที่โดดเด่น
เมื่อกำหนดพื้นผิวขั้นสุดท้าย โปรดจำไว้ว่า ข้อกำหนดที่เข้มงวดยิ่งขึ้นจะทำให้ต้นทุนสูงขึ้น ให้ถามตนเองว่า แอปพลิเคชันนี้จำเป็นจริงๆ หรือไม่ที่ต้องใช้พื้นผิวที่มีค่า Ra 0.8 ไมครอน หรือว่าพื้นผิวที่มีค่า Ra 1.6 ไมครอนสามารถให้ประสิทธิภาพเชิงฟังก์ชันเทียบเท่ากันได้หรือไม่ ร้านเครื่องจักรกล CNC ที่มีความรู้ความเข้าใจจะช่วยคุณระบุจุดที่พื้นผิวที่มีความแม่นยำสูงเพิ่มมูลค่าให้ผลิตภัณฑ์ และจุดที่พื้นผิวดังกล่าวเพียงแต่เพิ่มต้นทุนโดยไม่จำเป็น
เมื่อตัดสินใจเรื่องวัสดุและพื้นผิวขั้นสุดท้ายได้ชัดเจนแล้ว คุณอาจสงสัยว่าการกลึงด้วยเครื่องจักร CNC เปรียบเทียบกับวิธีการผลิตอื่นๆ อย่างไรโดยรวม ซึ่งการเปรียบเทียบนี้จะเผยให้เห็นว่าเมื่อใดที่การกลึงด้วยความแม่นยำสูงให้คุณค่าสูงสุด — และเมื่อใดที่ทางเลือกอื่นๆ จึงเหมาะสมกว่า
การกลึงด้วยเครื่อง CNC เทียบกับการพิมพ์ 3 มิติ การขึ้นรูปด้วยการฉีดขึ้นรูป และการหล่อ
คุณได้เลือกวัสดุที่ต้องการและเข้าใจกระบวนการ CNC แล้ว แต่ก่อนจะตัดสินใจอย่างเด็ดขาด ขอเสนอคำถามที่ควรพิจารณาอย่างรอบคอบว่า “การกลึงด้วยเครื่อง CNC นั้นเหมาะสมที่สุดสำหรับโครงการของคุณจริงหรือไม่?” บางครั้งคำตอบคือ “ใช่” แต่บางครั้งคำตอบก็คือ “ไม่” อย่างแท้จริง
ร้านให้บริการ CNC ส่วนใหญ่ไม่ได้แจ้งให้คุณทราบเมื่อมีทางเลือกอื่นที่เหมาะสมกว่า — เพราะโดยธรรมชาติแล้ว พวกเขาดำเนินธุรกิจด้านการกลึงเป็นหลัก อย่างไรก็ตาม การเข้าใจข้อแลกเปลี่ยนเหล่านี้จะช่วยให้คุณตัดสินใจได้อย่างชาญฉลาดยิ่งขึ้น และหลีกเลี่ยงข้อผิดพลาดที่อาจส่งผลเสียทางการเงินได้ มาพิจารณาเปรียบเทียบประสิทธิภาพของกระบวนการกลึงด้วยเครื่อง CNC กับการพิมพ์ 3 มิติ การขึ้นรูปด้วยการฉีดขึ้นรูป และการหล่อ อย่างตรงไปตรงมาและครบถ้วน
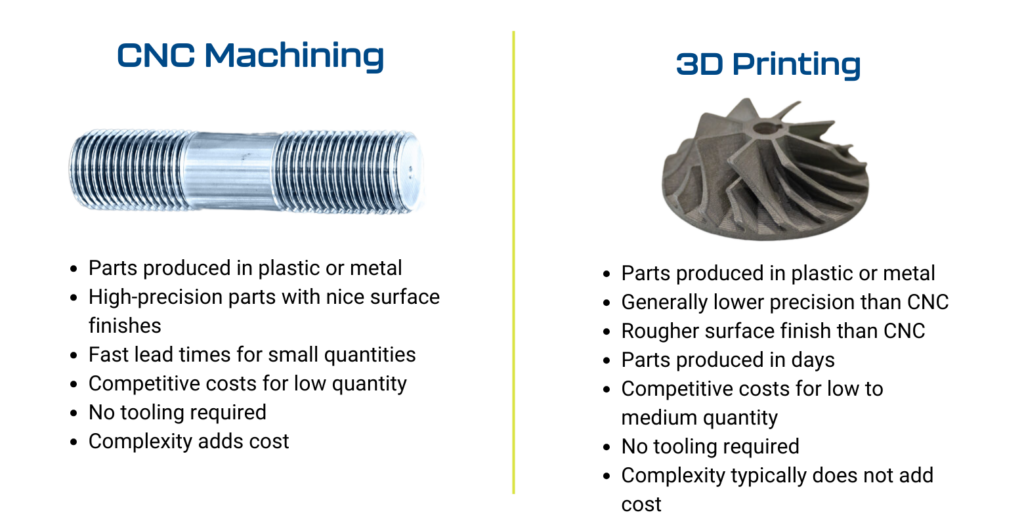
เมื่อ CNC Machining ดีกว่าทางเลือกอื่น
การกลึงด้วยเครื่อง CNC ยังคงครองตำแหน่งผู้นำในอุตสาหกรรมการผลิตแบบแม่นยำมาโดยตลอด เนื่องจากเหตุผลที่สมเหตุสมผล โดย Northeast Precision CNC ระบุว่า “การกลึงด้วยเครื่อง CNC ให้ความแม่นยำสูงเยี่ยมและสามารถควบคุมความคลาดเคลื่อนได้แน่นหนา ซึ่งมักอยู่ในระดับไมครอน จึงเหมาะอย่างยิ่งสำหรับการผลิตชิ้นส่วนที่ต้องการความแม่นยำสูง เช่น ชิ้นส่วนเครื่องยนต์ หรืออุปกรณ์ฝังในร่างกายสำหรับการแพทย์”
นี่คือจุดที่การกลึงด้วยเครื่อง CNC ให้ผลลัพธ์ที่เหนือกว่าทางเลือกอื่นอย่างแท้จริง:
ความแม่นยำและการควบคุมความคลาดเคลื่อน: เมื่อแอปพลิเคชันของคุณต้องการขนาดที่แม่นยำเป๊ะๆ การกลึงด้วยเครื่อง CNC จะสามารถตอบสนองได้ ตามที่ The Steel Printers ระบุไว้ การกลึงด้วยเครื่อง CNC นั้น "สามารถบรรลุความคลาดเคลื่อนได้ที่ ±0.001 มม. — ซึ่งดีกว่าการหล่อและการพิมพ์ 3 มิติด้วยโลหะอย่างมาก" ทั้งการพิมพ์ 3 มิติและกระบวนการหล่อไม่สามารถเข้าใกล้ระดับความแม่นยำเชิงมิตินี้ได้เลย หากไม่ผ่านขั้นตอนการกลึงเพิ่มเติม
ความหลากหลายของวัสดุ: เครื่อง CNC สามารถทำงานกับวัสดุที่สามารถกลึงได้เกือบทุกชนิด ไม่ว่าจะเป็นโลหะ พลาสติก ไม้ และคอมโพสิต Northeast Precision CNC ระบุว่า "เครื่อง CNC สามารถทำงานกับวัสดุหลากหลายประเภท รวมถึงโลหะ (อะลูมิเนียม เหล็ก ไทเทเนียม) พลาสติก และแม้แต่ไม้" ในขณะที่การฉีดขึ้นรูปจำกัดคุณอยู่ที่พลาสติกเป็นหลัก ส่วนการพิมพ์ 3 มิตินั้นมีวัสดุให้เลือกใช้เพิ่มขึ้นเรื่อยๆ แต่ยังคงมีขอบเขตจำกัดอยู่
ระยะเวลาการผลิตที่รวดเร็วสำหรับต้นแบบและงานผลิตจำนวนน้อย: ต้องการชิ้นส่วนอย่างรวดเร็วหรือไม่? การกลึงด้วยเครื่อง CNC ไม่จำเป็นต้องพัฒนาแม่พิมพ์ บริษัท The Steel Printers อธิบายว่า "การพิมพ์สามมิติด้วยโลหะ (metal 3D printing) เป็นวิธีที่เร็วที่สุด" สำหรับการผลิตจำนวนน้อย แต่การกลึงด้วยเครื่อง CNC ก็ใกล้เคียงมาก — และมักจะได้เปรียบเมื่อพิจารณาความต้องการในการขัดแต่งหลังการผลิต (post-processing) ด้วย Northeast Precision ระบุเพิ่มเติมว่า "เมื่อแบบจำลอง CAD ถูกจัดเตรียมเสร็จสมบูรณ์ และรหัส G-Code ถูกสร้างขึ้นแล้ว เครื่องจักรสามารถเริ่มต้นการตัดได้เกือบทันที"
ความยืดหยุ่นในการออกแบบโดยไม่ต้องลงทุนในแม่พิมพ์: การปรับเปลี่ยนการออกแบบทำได้ง่ายมาก หากมีความจำเป็นต้องปรับขนาด ผู้ปฏิบัติงานสามารถแก้ไขรหัส G-Code โดยตรงได้ ซึ่งแตกต่างจากการขึ้นรูปด้วยการฉีด (injection molding) ที่ Northeast Precision ชี้ว่า "หากมีการเปลี่ยนแปลงชิ้นส่วนที่ต้องการ จะต้องมีการปรับเปลี่ยนแม่พิมพ์ด้วย ซึ่งส่งผลให้ระยะเวลาการนำส่ง (lead times) ยาวนานขึ้นอีก
คุณภาพของผิวเรียบ: พื้นผิวที่ผ่านการกลึงมักต้องการการประมวลผลหลังการผลิตน้อยกว่าชิ้นส่วนที่ผ่านการหล่อหรือพิมพ์ 3 มิติ บริษัท The Steel Printers ระบุว่า "ชิ้นส่วนที่ผ่านการกลึงขั้นสุดท้ายมักต้องการเพียงการอบความร้อนหลังการผลิตเท่านั้น" ในขณะที่ชิ้นส่วนที่ผ่านการหล่อหรือพิมพ์ 3 มิติมักจำเป็นต้องผ่านกระบวนการกลึงเพื่อให้ได้พื้นผิวตามที่กำหนด
สถานการณ์ที่วิธีอื่นเหมาะสมกว่า
นี่คือความจริงที่ตรงไปตรงมา: การกลึงด้วยเครื่องจักร CNC ไม่ใช่ทางเลือกที่ดีที่สุดเสมอไป การรับรู้ถึงสถานการณ์เหล่านี้จะช่วยประหยัดค่าใช้จ่ายและลดความหงุดหงิด
กรณีที่การพิมพ์ 3 มิติมีข้อได้เปรียบ:
- เรขาคณิตที่ซับซ้อนอย่างยิ่ง - บริษัท The Steel Printers ชี้ว่า "การพิมพ์ 3 มิติด้วยโลหะสามารถสร้างโครงสร้างที่มีน้ำหนักเบาและรูปแบบโพรงภายในที่ไม่สามารถผลิตได้ด้วยการกลึง CNC เลย" ตัวอย่างเช่น โครงสร้างตาข่าย ช่องระบายความร้อนภายใน หรือรูปร่างแบบออร์แกนิก
- ชิ้นส่วนที่ออกแบบเฉพาะสำหรับการผลิตครั้งเดียว - เมื่อแต่ละหน่วยมีความแตกต่างกัน งานพิมพ์ 3 มิติจะช่วยกำจัดเวลาในการเตรียมเครื่องระหว่างการเปลี่ยนแปลงแบบ
- ข้อกังวลเกี่ยวกับประสิทธิภาพการใช้วัสดุ - การกลึงด้วยเครื่อง CNC เป็นกระบวนการแบบลบวัสดุ (subtractive) ซึ่งหมายความว่า วัสดุจะถูกตัดทิ้งออกไปและมักสูญเสียไปโดยเปล่าประโยชน์ บริษัท The Steel Printers ชี้ว่า "การพิมพ์ 3 มิติวัสดุโลหะใช้วัสดุเพียงเท่าที่จำเป็นในการสร้างชิ้นส่วนเท่านั้น และวัสดุส่วนเกินสามารถนำกลับมาใช้ใหม่ได้ในส่วนใหญ่"
กรณีที่การขึ้นรูปด้วยแรงดัน (Injection Molding) ให้ผลลัพธ์ที่เหนือกว่า:
- การผลิตพลาสติกในปริมาณสูง - หากคุณต้องการชิ้นส่วนพลาสติกที่เหมือนกันจำนวนหลายพันหรือหลายล้านชิ้น การผลิตแต่ละหน่วยด้วยการขึ้นรูปด้วยแรงดันจะมีต้นทุนต่อหน่วยต่ำที่สุด แม้แม่พิมพ์จะมีราคาแพง แต่ก็คืนทุนได้จากการผลิตจำนวนมาก
- เรขาคณิตของชิ้นส่วนพลาสติกที่ซับซ้อน พร้อมคุณภาพที่สม่ำเสมอ - เมื่อแม่พิมพ์ผ่านการปรับแต่งจนสมบูรณ์แบบแล้ว ทุกชิ้นส่วนที่ผลิตออกมาก็จะเหมือนกันทุกประการ
- ฟีเจอร์ที่บูรณาการ - การออกแบบให้ชิ้นส่วนคลิกเข้าที่ (snap fits) บานพับยืดหยุ่น (living hinges) และการประกอบชิ้นส่วนที่ซับซ้อนทั้งหมดในชิ้นเดียวผ่านการขึ้นรูปครั้งเดียว
กรณีที่การหล่อ (Casting) ให้ผลลัพธ์ที่เหนือกว่า:
- ชิ้นส่วนโลหะขนาดใหญ่ - บริษัท The Steel Printers อธิบายว่า "เมื่อผลิตชิ้นส่วนขนาดใหญ่ การหล่อจะเป็นวิธีที่ควรเลือกใช้ โดยทั่วไปแล้ว วิธีการผลิตแบบดั้งเดิมมีประสิทธิภาพดีกว่ามากในการผลิตชิ้นส่วนขนาดใหญ่"
- ปริมาณการผลิตสูงมาก - เมื่อผลิตเป็นจำนวนหลายพันชิ้น เศรษฐศาสตร์ของการผลิตแบบหล่อจะมีข้อได้เปรียบอย่างมาก บริษัท Steel Printers ระบุว่า "เมื่อจำนวนชิ้นส่วนเพิ่มขึ้น ต้นทุนคงที่ในการผลิตแม่พิมพ์หล่อ... สามารถกระจายไปยังชิ้นส่วนจำนวนมากได้"
- ชิ้นส่วนที่วัสดุสามารถไหลผ่านได้อย่างสะดวก - รูปทรงเรขาคณิตที่เรียบง่าย โดยไม่มีลักษณะโครงสร้างภายในที่ซับซ้อน
การเปรียบเทียบวิธีการผลิตตามความต้องการเฉพาะ
ตารางโดยรวมนี้จะช่วยให้คุณประเมินว่าวิธีการใดเหมาะสมกับความต้องการเฉพาะของโครงการคุณ
| ปัจจัย | การเจียร CNC | การพิมพ์ 3 มิติ (โลหะ) | การฉีดขึ้นรูป | การหล่อ |
|---|---|---|---|---|
| ต้นทุนสำหรับจำนวน 1–10 ชิ้น | ปานกลาง — ไม่จำเป็นต้องใช้แม่พิมพ์ | ปานกลางถึงสูง — ราคาต่อชิ้น | สูงมาก — ต้นทุนแม่พิมพ์เป็นองค์ประกอบหลัก | สูง — ต้องใช้แม่พิมพ์ต้นแบบและแม่พิมพ์หล่อ |
| ต้นทุนสำหรับ 100 ชิ้น | ปานกลาง – ต้นทุนการตั้งค่ากระจายออก | สูง – การเพิ่มขึ้นแบบเชิงเส้น | ปานกลาง – ต้นทุนแม่พิมพ์กระจายออก | ปานกลาง – กำลังแข่งขันได้ดีขึ้น |
| ต้นทุนสำหรับจำนวน 1,000 ชิ้นขึ้นไป | ราคาต่อหน่วยสูงกว่าทางเลือกอื่น | สูงที่สุด – ไม่สามารถปรับขนาดได้ดี | ต่ำที่สุดสำหรับพลาสติก | ต่ำที่สุดสำหรับโลหะ |
| ความสามารถด้านความแม่นยำ | ยอดเยี่ยม (ความคลาดเคลื่อน ±0.001 มม. เป็นไปได้) | ดี (โดยทั่วไปความคลาดเคลื่อน ±0.1–0.2 มม.) | ดี (โดยทั่วไป ±0.05–0.1 มม.) | ปานกลาง (มักต้องผ่านการกลึงหรือขึ้นรูปเพิ่มเติม) |
| ตัวเลือกวัสดุ | กว้างที่สุด — ครอบคลุมโลหะ พลาสติก และคอมโพสิต | กำลังเติบโตแต่มีข้อจำกัดสำหรับโลหะและพอลิเมอร์ | ใช้ได้เป็นหลักกับเทอร์โมพลาสติก | โลหะส่วนใหญ่สามารถหล่อได้ |
| ระยะเวลาดำเนินการ (ชิ้นแรก) | ใช้เวลาหลายวันถึง 1–2 สัปดาห์ | ใช้เวลาหลายวันถึงหนึ่งสัปดาห์ | ใช้เวลาหลายสัปดาห์ถึงหลายเดือน (ในการสร้างแม่พิมพ์) | ใช้เวลาหลายสัปดาห์ (ในการสร้างแม่พิมพ์ต้นแบบและแม่พิมพ์) |
| ความยืดหยุ่นในการเปลี่ยนแปลงการออกแบบ | ยอดเยี่ยม — แก้ไขไฟล์ CAD ได้ทันที | ยอดเยี่ยม — แก้ไขไฟล์ CAD ได้ทันที | ต่ำ – ต้องปรับปรุงแม่พิมพ์ | ต่ำ – ต้องสร้างแม่พิมพ์ใหม่ |
| ความซับซ้อนทางเรขาคณิต | จำกัดโดยการเข้าถึงแม่พิมพ์ | ดีเยี่ยม – สามารถผลิตชิ้นส่วนภายในได้ | ดี ถ้าออกแบบแม่พิมพ์อย่างเหมาะสม | ปานกลาง – มีข้อจำกัดด้านการไหลของวัสดุ |
| ช่วงขนาดชิ้นงาน | ขนาดเล็กถึงใหญ่ | จำกัดโดยปริมาตรการพิมพ์ของเครื่องพิมพ์ | โดยทั่วไปมีขนาดเล็กถึงกลาง | ขนาดเล็กถึงใหญ่มาก |
การเลือกทางเลือกที่เหมาะสมสำหรับโครงการของคุณ
บริษัท The Steel Printers สรุปกรอบการตัดสินใจได้อย่างดี: "ความสัมพันธ์โดยตรงระหว่างระดับความซับซ้อนกับปริมาณการผลิต" เป็นตัวกำหนดวิธีการที่เหมาะสมที่สุดสำหรับคุณ นี่คือคำแนะนำแบบง่ายที่อิงตามการวิเคราะห์ของพวกเขา:
- ชิ้นส่วนเดี่ยวถึงหลายสิบชิ้น: การพิมพ์ 3 มิติ หรือการกลึงด้วยเครื่อง CNC ขึ้นอยู่กับระดับความซับซ้อนของรูปทรง
- หลายสิบถึงหลายร้อยชิ้น: การกลึงด้วยเครื่อง CNC อาจเปลี่ยนผ่านไปสู่การหล่อสำหรับรูปทรงที่เรียบง่ายกว่า
- หลายร้อยถึงหลายพันชิ้น: การหล่อสำหรับโลหะ และการฉีดขึ้นรูปสำหรับพลาสติก
- หลายพันชิ้นขึ้นไป: การหล่อหรือการฉีดขึ้นรูปมักให้ผลดีกว่าเสมอในแง่เศรษฐศาสตร์
ดังที่ The Steel Printers สรุปไว้ว่า "ไม่มีวิธีการใดที่เหนือกว่าวิธีอื่นเสมอไป เพื่อก้าวหน้าในอนาคต แนวคิดคือเทคนิคการผลิตแบบดั้งเดิมและการพิมพ์ 3 มิติวัสดุโลหะจะเสริมซึ่งกันและกัน โดยเติมเต็มจุดที่อีกฝ่ายไม่สามารถทำได้เต็มที่"
ข้อค้นพบที่มีค่าที่สุดคืออะไร? อย่าสมมติว่าการกลึงด้วยเครื่อง CNC จะถูกต้องโดยอัตโนมัติเพียงเพราะเป็นทางเลือกที่คุ้นเคยที่สุด ให้ประเมินความต้องการปริมาณชิ้นงาน ความแม่นยำที่จำเป็น ข้อกำหนดของวัสดุ และระยะเวลาที่กำหนดอย่างตรงไปตรงมา ร้านเครื่องจักร CNC ที่น่าเชื่อถือจะแจ้งคุณอย่างตรงไปตรงมาเมื่อมีทางเลือกอื่นที่เหมาะสมกับโครงการของคุณมากกว่า — ความซื่อสัตย์เช่นนี้จะสร้างความสัมพันธ์แบบหุ้นส่วนที่ส่งมอบคุณค่าได้ในหลายโครงการ
เมื่อเลือกวิธีการผลิตแล้ว ขั้นตอนต่อไปคือการตัดสินใจระหว่างการใช้ร้านเครื่องจักรในท้องถิ่นกับบริการออนไลน์ — ซึ่งแต่ละแบบมีข้อได้เปรียบเฉพาะตัว ขึ้นอยู่กับขนาดโครงการและความต้องการในการสนับสนุนของคุณ
การค้นหาร้านเครื่องจักร CNC ที่เหมาะสมกับขนาดโครงการของคุณ
คุณได้ตัดสินใจแล้วว่าการกลึงด้วยเครื่อง CNC เหมาะสมกับโครงการของคุณ ตอนนี้มาถึงขั้นตอนการตัดสินใจที่คู่มือส่วนใหญ่แทบไม่กล่าวถึงอย่างตรงไปตรงมา: คุณควรทำงานร่วมกับร้านเครื่องจักรกลในท้องถิ่นใกล้คุณ หรือใช้แพลตฟอร์มบริการกลึง CNC ออนไลน์? คำตอบนั้นไม่ง่ายนัก — และหากตัดสินใจผิด อาจหมายถึงการจ่ายราคาสูงพิเศษเพื่อความสะดวกที่คุณไม่จำเป็นต้องใช้ หรือสูญเสียการสนับสนุนที่สำคัญต่อความสำเร็จของคุณ
ทั้งสองแนวทางนี้ต่างมีจุดแข็งที่แท้จริง การเข้าใจว่าแต่ละแบบเหมาะกับสถานการณ์ใด จะช่วยให้คุณเลือกหุ้นส่วนที่เหมาะสมกับความต้องการของโครงการคุณได้อย่างแม่นยำ
ร้านเครื่องจักรกลในท้องถิ่น เทียบกับบริการกลึง CNC ออนไลน์
ความแตกต่างที่สำคัญที่สุดระหว่างตัวเลือกทั้งสองนี้ อยู่ที่วิธีการสื่อสาร วิธีการดำเนินการสั่งซื้อ และระดับการสนับสนุนที่คุณจะได้รับ ตามที่ XTJ Precision Manufacturing , "เมื่อคุณเลือกใช้บริการเครื่องจักรกลแบบ CNC แบบดั้งเดิม คุณจะทำงานร่วมกับโรงงาน... โดยทั่วไปคุณจะพูดคุยกับทีมงานของโรงงานเกี่ยวกับความต้องการและวัสดุที่ใช้" ขณะที่แพลตฟอร์มออนไลน์นั้น "ช่วยให้คุณสั่งชิ้นส่วนผ่านเว็บไซต์" ด้วยระบบเสนอราคาอัตโนมัติและการมีปฏิสัมพันธ์โดยตรงน้อยที่สุด
นี่คือสิ่งที่แต่ละแนวทางนำเสนออย่างแท้จริง:
ข้อได้เปรียบของโรงกลึง/โรงเครื่องจักรในท้องถิ่น:
- การสื่อสารโดยตรงกับช่างกลึงและวิศวกร - คุณสามารถอภิปรายข้อกำหนดที่ซับซ้อนได้แบบตัวต่อตัว ถามคำถาม และรับคำชี้แจงทันทีเกี่ยวกับรายละเอียดทางเทคนิค
- การให้คำปรึกษาด้านการออกแบบและความเชี่ยวชาญเฉพาะด้าน - XTJ ระบุว่า ร้านเครื่องจักรแบบดั้งเดิม "ให้คำแนะนำเชิงลึกด้านการออกแบบ คุณสามารถรับคำแนะนำเพื่อปรับปรุงชิ้นส่วนของคุณและประหยัดค่าใช้จ่าย"
- การสร้างความสัมพันธ์ - การทำงานโดยตรงกับสถานประกอบการสร้างความไว้วางใจและความเข้าใจซึ่งส่งผลดีต่อโครงการในอนาคต
- ราคาโปร่งใส - "คุณจ่ายเงินโดยตรงให้กับโรงงาน จึงหลีกเลี่ยงค่าใช้จ่ายเพิ่มเติมจากคนกลาง" ซึ่งช่วยหลีกเลี่ยงค่าธรรมเนียมแพลตฟอร์มที่อาจเพิ่มต้นทุนโครงการขึ้น 10–20%
- ความสม่ำเสมอของคุณภาพ - โรงกลึงในท้องถิ่น "ควบคุมทุกขั้นตอนภายในโรงงานของตนเอง" ด้วยการกำกับดูแลโดยตรงต่อการดำเนินการแต่ละขั้นตอน
- การให้บริการและสนับสนุนอย่างต่อเนื่อง - ต้องการบำรุงรักษา ซ่อมแซม หรือปรับเทียบอุปกรณ์หรือไม่? สถาน facilities ท้องถิ่นมักให้บริการเหล่านี้ควบคู่ไปกับการผลิต
ข้อได้เปรียบของบริการเครื่องจักรกลแบบ CNC ออนไลน์:
- การเสนอราคาทันที - อัปโหลดไฟล์ CAD ของคุณและรับราคาทันที โดยไม่ต้องรอการประเมินราคาด้วยมือ
- เครือข่ายผู้จัดจำหน่ายที่กว้างขวาง - เข้าถึงโรงงานเครื่องจักรที่ผ่านการรับรองหลายแห่งผ่านแพลตฟอร์มเดียว ทำให้ตัวเลือกของคุณเพิ่มขึ้น
- การจัดการคำสั่งซื้อที่สะดวก - ติดตามสถานะคำสั่งซื้อ จัดการโครงการ และจัดการเอกสารผ่านอินเทอร์เฟซเว็บ
- ตัวเลือกการจัดส่งที่ยืดหยุ่น - เลือกระหว่างการจัดส่งแบบมาตรฐาน การจัดส่งเร่งด่วน หรือการจัดส่งแบบประหยัด ตามความเร่งด่วนและงบประมาณของคุณ
- การเข้าถึงตลอด 24 ชั่วโมง - ส่งคำสั่งซื้อได้ตลอดเวลา โดยไม่ต้องประสานตารางงานหรือโซนเวลา
- การออกแบบที่ปรับปรุงได้อย่างรวดเร็ว - XTJ ระบุว่า แพลตฟอร์มออนไลน์ "ช่วยให้คุณอัปโหลดแบบใหม่และเปลี่ยนแปลงคำสั่งซื้อได้อย่างรวดเร็ว คุณสามารถทดลองแนวคิดและรับชิ้นส่วนได้ทันที"
แต่สิ่งที่มักถูกมองข้ามคือ แพลตฟอร์มออนไลน์ใช้เครือข่ายของผู้จัดจำหน่าย ซึ่งอาจก่อให้เกิดความแปรปรวน XTJ อธิบายว่า "คุณภาพอาจเปลี่ยนแปลงไปตามแต่ละผู้จัดจำหน่าย แพลตฟอร์มออนไลน์อาจมีความเสี่ยงสูงขึ้นในการเกิดข้อผิดพลาดหรือการจัดส่งชิ้นส่วนล่าช้า เนื่องจากใช้โรงงานหลายแห่ง" ดังนั้น เมื่อคุณต้องการผลลัพธ์ที่เหมือนกันทุกครั้งในหลายคำสั่งซื้อ ความสม่ำเสมอนี้จึงมีความสำคัญ
การเลือกประเภทโรงงานให้สอดคล้องกับขนาดการผลิตของคุณ
ปริมาณการผลิตของคุณมีอิทธิพลอย่างมากต่อวิธีการที่เหมาะสม ความต้องการสำหรับการกลึง CNC แบบจำนวนน้อยแตกต่างจากความต้องการสำหรับการผลิต CNC แบบปริมาณสูง — และประเภทของคู่ค้าที่เหมาะสมก็เปลี่ยนแปลงตามไปด้วย
สำหรับต้นแบบและชุดผลิตขนาดเล็ก (1–50 ชิ้น):
ทั้งสองตัวเลือกนี้ใช้งานได้ในกรณีนี้ แต่ลำดับความสำคัญแตกต่างกัน หากต้นแบบของคุณต้องการการปรับปรุงซ้ำๆ และคำแนะนำด้านการออกแบบ ร้านค้าในท้องถิ่นจะให้ผลลัพธ์ที่ดีเยี่ยมกว่า RapidDirect ระบุว่า ร้านเครื่องจักรกลแบบ CNC สามารถ "ปรับเปลี่ยนการออกแบบได้อย่างรวดเร็ว โดยใช้ต้นทุนและเวลาเพียงเล็กน้อย เพื่อเพิ่มประสิทธิภาพคุณภาพในการผลิต" การปรับปรุงร่วมกันเช่นนี้เกิดขึ้นได้อย่างเป็นธรรมชาติมากขึ้นเมื่อคุณทำงานโดยตรงกับวิศวกร
แพลตฟอร์มออนไลน์โดดเด่นเมื่อคุณมีแบบแปลนที่เสร็จสมบูรณ์แล้ว และต้องการระยะเวลาส่งมอบที่รวดเร็ว โดยไม่จำเป็นต้องปรึกษาอย่างละเอียด สำหรับชิ้นส่วนที่มีลักษณะเรียบง่ายและรูปทรงเรขาคณิตที่ผ่านการพิสูจน์มาแล้ว การอัปโหลดไฟล์และรับชิ้นส่วนภายในไม่กี่วันจะให้ประสิทธิภาพที่ชัดเจน
สำหรับการผลิตในปริมาณปานกลาง (50–500 ชิ้น):
ช่วงปริมาณนี้มักเหมาะกับร้านเครื่องจักรกลในท้องถิ่นหรือความสัมพันธ์โดยตรงกับโรงงานมากกว่า ตามการเปรียบเทียบของ XTJ ระบุว่า "หากคุณต้องการราคาต่ำที่สุดสำหรับงานขนาดใหญ่ และต้องการชิ้นส่วนที่ตรงตามข้อกำหนดอย่างแม่นยำ ให้เลือกใช้บริการเครื่องจักรกลแบบ CNC โดยตรง" ค่าธรรมเนียมของแพลตฟอร์มจะมีน้ำหนักมากขึ้นเมื่อปริมาณการสั่งซื้อเพิ่มขึ้น และความสามารถในการต่อรองราคากับผู้ผลิตโดยตรงจะช่วยสร้างข้อได้เปรียบด้านต้นทุน
นอกจากนี้ การผลิตในปริมาณปานกลางยังได้รับประโยชน์จากความสม่ำเสมอที่เกิดจากการผลิตจากแหล่งเดียว ชิ้นส่วนทุกชิ้นจะถูกผลิตจากเครื่องจักรเดียวกัน ผู้ปฏิบัติงานคนเดียวกัน และการตรวจสอบคุณภาพแบบเดียวกัน
สำหรับการผลิตในปริมาณสูง (500 ชิ้นขึ้นไป):
เมื่อขยายขนาดการผลิต ความสัมพันธ์โดยตรงกับผู้ให้บริการจึงมีความจำเป็นอย่างยิ่ง RapidDirect ชี้ว่า ในการประเมินโรงงานควรพิจารณา "ศักยภาพด้านกำลังการผลิตและการขยายขนาดของโรงงานกลึง CNC ว่าโรงงานนั้นสามารถจัดส่งชิ้นส่วนได้ในปริมาณเท่าใดภายในกรอบเวลาที่กำหนด?" การทำงานในปริมาณสูงต้องอาศัยโรงงานที่มีกำลังการผลิตของเครื่องจักรเพียงพอ การเขียนโปรแกรมที่มีประสิทธิภาพ และระบบควบคุมคุณภาพที่แข็งแกร่ง
แพลตฟอร์มออนไลน์อาจประสบปัญหาในประเด็นนี้ เนื่องจากมีการกระจายงานไปยังซัพพลายเออร์หลายราย ซึ่งอาจก่อให้เกิดความไม่สม่ำเสมอ ขณะที่ความร่วมมือโดยตรงช่วยให้สามารถจัดตารางการผลิตเฉพาะเจาะจง ต่อรองราคาตามปริมาณ และจัดการด้านโลจิสติกส์ให้มีประสิทธิภาพมากยิ่งขึ้น
ระยะเวลาการนำส่งที่คาดไว้และระยะเวลาการดำเนินการที่เป็นจริง
การเข้าใจกรอบเวลาที่เป็นจริงจะช่วยป้องกันความหงุดหงิด และช่วยให้คุณวางแผนได้อย่างมีประสิทธิภาพ นี่คือสิ่งที่คุณควรคาดหวังอย่างแท้จริง:
ระยะเวลาในการผลิตที่ร้านเครื่องจักรในท้องถิ่น:
- คำสั่งซื้อด่วน: 1–3 วันทำการ สำหรับชิ้นส่วนที่เรียบง่าย โดยมีกำลังการผลิตพร้อมใช้งาน
- ต้นแบบมาตรฐาน: 3-7 วันทำการ
- ชิ้นส่วนที่ซับซ้อนหรือต้องการความแม่นยำสูง: 1-2 สัปดาห์
- การผลิตเป็นชุด: 2–4 สัปดาห์ ขึ้นอยู่กับปริมาณและระดับความซับซ้อน
XTJ ระบุว่า โรงงาน CNC แบบดั้งเดิม "สามารถผลิตชิ้นส่วนได้ภายใน 3–7 วันทำการ คุณสามารถติดต่อโรงงานโดยตรง จึงสามารถขอจัดทำแบบเร่งด่วนได้" การสื่อสารโดยตรงนี้ช่วยให้มีความยืดหยุ่นเมื่อเส้นตายมีความสำคัญยิ่ง
ระยะเวลาในการผลิตผ่านแพลตฟอร์มออนไลน์:
- บริการแบบเร่งด่วน: 3–5 วันทำการ (มีค่าใช้จ่ายเพิ่มเติม)
- การจัดส่งแบบมาตรฐาน: โดยทั่วไปใช้เวลา 2–3 สัปดาห์
- ตัวเลือกประหยัด: 3-4 สัปดาห์
การวิเคราะห์ของ XTJ ระบุว่า "งานส่วนใหญ่ใช้เวลาประมาณสามสัปดาห์ แต่คุณสามารถจ่ายเพิ่มเพื่อให้งานเสร็จเร็วขึ้น" ข้อแลกเปลี่ยนนี้ชัดเจน: ความเร็วมีค่าใช้จ่ายเพิ่มเติมบนแพลตฟอร์มออนไลน์ ในขณะที่ร้านเครื่องจักรในท้องถิ่นอาจเสนอระยะเวลาการผลิตมาตรฐานที่รวดเร็วกว่าผ่านการนัดหมายโดยตรง
ปัจจัยด้านบริการ: เกินกว่าการผลิตชิ้นส่วนเพียงอย่างเดียว
ข้อได้เปรียบประการหนึ่งที่ร้านเครื่องจักรในท้องถิ่นให้บริการซึ่งแพลตฟอร์มออนไลน์ไม่สามารถเทียบเคียงได้ คือ ความสัมพันธ์ในการให้บริการแบบครบวงจร เมื่อคุณต้องการบำรุงรักษาอุปกรณ์ ซ่อมแซม หรือสนับสนุนทางเทคนิคที่เกินกว่าการผลิตชิ้นส่วน สถาน facility ท้องถิ่นจะมอบคุณค่าอย่างต่อเนื่อง
ตามที่ Wisconsin Metal Tech ระบุ ความสัมพันธ์ที่แข็งแกร่งกับลูกค้าหมายความว่า "เราเข้าร่วมมืออย่างแข็งขันกับลูกค้าเพื่อทำความเข้าใจความต้องการเฉพาะของพวกเขา ไม่ว่าจะเป็นข้อกำหนดวัสดุเฉพาะ ความคลาดเคลื่อนที่แคบมาก หรือข้อจำกัดด้านการออกแบบ เราจึงปรับบริการการกลึง CNC ของเราให้สอดคล้องกับความต้องการเหล่านั้น"
แนวทางความร่วมมือแบบนี้ยังขยายไปถึงการแก้ปัญหาอีกด้วย วิสคอนซิน เมทัล เทค เน้นย้ำว่า "อาจเกิดข้อท้าทายขึ้นได้ แต่แนวทางความร่วมมือของเราช่วยให้มั่นใจว่าเราจะร่วมกันหาทางออกอย่างมีประสิทธิภาพ" เมื่อเกิดปัญหาขึ้น — ซึ่งในกระบวนการผลิตนั้นอาจเกิดขึ้นเป็นครั้งคราว — การมีพันธมิตรที่เข้าใจการใช้งานของคุณและสามารถตอบสนองได้อย่างรวดเร็ว จะส่งผลต่อความสำเร็จโดยรวมอย่างมาก
สำหรับความสัมพันธ์ระยะยาวที่เกี่ยวข้องกับการสั่งซื้อซ้ำ การพัฒนาแบบผลิตภัณฑ์ หรือการขยายกำลังการผลิต การร่วมมือกับพันธมิตรในท้องถิ่นมักจะสร้างมูลค่าเพิ่มได้มากกว่า อย่างไรก็ตาม สำหรับโครงการแบบครั้งเดียวที่มีข้อกำหนดชัดเจนและไม่มีแผนดำเนินการต่อในอนาคต แพลตฟอร์มออนไลน์จะช่วยให้การทำธุรกรรมเป็นไปอย่างมีประสิทธิภาพ
ทางเลือกที่เหมาะสมไม่ได้ขึ้นอยู่กับว่าตัวเลือกใดดีกว่าโดยทั่วไป แต่ขึ้นอยู่กับว่าแนวทางใดสอดคล้องกับความต้องการเฉพาะของโครงการ ระยะเวลาที่กำหนด และลักษณะความสัมพันธ์ที่คุณคาดหวัง
เมื่อคุณเลือกประเภทของร้านงานแล้ว การเข้าใจกลไกการกำหนดราคาจะช่วยให้คุณประเมินใบเสนอราคาได้อย่างมีประสิทธิภาพ และหลีกเลี่ยงค่าใช้จ่ายที่ไม่คาดคิด — ซึ่งนำไปสู่ปัจจัยที่แท้จริงที่มีอิทธิพลต่อราคาบริการ CNC
การเข้าใจการกำหนดราคาบริการ CNC และปัจจัยที่มีผลต่อต้นทุน
คุณเคยได้รับใบเสนอราคาการกลึงด้วยเครื่อง CNC แล้วสงสัยหรือไม่ว่าทำไมชิ้นส่วนขนาดเล็กชิ้นหนึ่งจึงมีราคาสูงมาก? หรือทำไมโครงการสองโครงการที่ดูคล้ายกันอย่างมากจึงมีราคาแตกต่างกันอย่างมาก? คุณไม่ได้อยู่คนเดียวแน่นอน การกำหนดราคาบริการการกลึงมักดูไม่ชัดเจนสำหรับผู้ซื้อครั้งแรก — และความไม่แน่นอนนี้สร้างอุปสรรคก่อนที่โครงการจะเริ่มต้นขึ้นเสียอีก
นี่คือความจริง: ต้นทุนการกลึงด้วยเครื่อง CNC ไม่ได้ถูกกำหนดแบบสุ่ม แต่มีรูปแบบที่คาดการณ์ได้ตามปัจจัยเฉพาะต่าง ๆ การเข้าใจปัจจัยเหล่านี้จะเปลี่ยนคุณจากผู้รับใบเสนอราคาแบบพาสซีฟ ให้กลายเป็นลูกค้าที่มีความรู้ ซึ่งสามารถตัดสินใจอย่างชาญฉลาด และอาจลดต้นทุนได้ก่อนที่คุณจะส่ง RFQ ฉบับแรก
ปัจจัยหลักที่มีผลต่อต้นทุนการกลึงด้วยเครื่อง CNC
ตามการวิเคราะห์ต้นทุนของ Komacut ปัจจัยหลายประการที่เชื่อมโยงกันเป็นองค์ประกอบสำคัญในการกำหนดราคาชิ้นส่วนที่ผ่านการกลึง ต่อไปนี้คือการแยกแยะปัจจัยเหล่านั้นตามลำดับผลกระทบโดยทั่วไป
ชนิดของวัสดุและการใช้งาน:
การเลือกวัสดุของคุณส่งผลต่อต้นทุนในหลายด้าน ไม่ใช่เพียงแค่ราคาวัตถุดิบเท่านั้น Komacut อธิบายว่า "วัสดุอย่างสแตนเลสสตีลและไทเทเนียม ซึ่งมีความแข็งและทนทานมากกว่า จำเป็นต้องใช้เวลานานขึ้นและเครื่องมือพิเศษเฉพาะทาง จึงทำให้ต้นทุนสูงขึ้น" ในทางกลับกัน "วัสดุที่นุ่มกว่า เช่น อลูมิเนียม สามารถขึ้นรูปได้ง่ายกว่า ซึ่งอาจช่วยลดทั้งเวลาในการขึ้นรูปและอัตราการสึกหรอของเครื่องมือ"
- ต้นทุนวัตถุดิบ - ไทเทเนียมมีราคาสูงกว่าอลูมิเนียมหรือเหล็กกล้าคาร์บอนต่ำอย่างมีนัยสำคัญต่อกิโลกรัม
- ความสามารถในการกลึง - วัสดุที่มีความแข็งกว่าจำเป็นต้องใช้ความเร็วในการตัดที่ช้าลง จึงเพิ่มระยะเวลาการทำงานของเครื่องจักร
- การสึกหรอของแม่พิมพ์ - วัสดุที่มีฤทธิ์กัดกร่อนหรือมีความเหนียวสูงจะทำให้เครื่องมือตัดสึกหรอเร็วขึ้น ส่งผลให้เกิดค่าใช้จ่ายในการเปลี่ยนเครื่องมือเพิ่มขึ้น
- การจัดการเป็นพิเศษ - วัสดุบางชนิดจำเป็นต้องใช้น้ำหล่อเย็น เรทอัตราป้อน (feed rate) หรือการตั้งค่าเครื่องจักรเฉพาะ
เวลาในการกลึง:
เวลาของเครื่องจักรส่งผลโดยตรงต่อต้นทุนแรงงานและอุปกรณ์ โดย Komacut ระบุปัจจัยด้านเวลาหลักสองประการ ได้แก่ "ความหนาของวัสดุที่ใช้งาน และความซับซ้อนของรูปทรงชิ้นส่วน" วัสดุที่มีความหนามากขึ้นจำเป็นต้องผ่านการตัดหลายรอบเพื่อให้ได้ความลึกที่ต้องการ ในขณะที่รูปทรงเรขาคณิตที่ซับซ้อนย่อมต้องใช้ความเร็วในการตัดที่ต่ำลงเพื่อความแม่นยำ และต้องเปลี่ยนเครื่องมือบ่อยครั้ง
ระดับความซับซ้อนของชิ้นส่วนและลักษณะการออกแบบ:
ตามคู่มือลดต้นทุนของ Fictiv องค์ประกอบการออกแบบเฉพาะบางประการส่งผลกระทบอย่างมีน้ำหนักต่อราคา:
- ความอดทน - "ความคลาดเคลื่อนที่แคบลง = ต้นทุนสูงขึ้น" การบรรลุความคลาดเคลื่อน ±0.001 นิ้ว จำเป็นต้องใช้การกลึงอย่างระมัดระวังมากกว่าความคลาดเคลื่อนมาตรฐาน
- ขนาดและความลึกของรู - "รูที่ลึกและแคบจะใช้เวลากลึงอย่างแม่นยำนาน และมีแนวโน้มสูงที่เครื่องมือจะหัก"
- รัศมีภายใน - "ยิ่งรัศมีเล็กเท่าไร ก็ยิ่งต้องใช้ปลายสว่าน (end mill) ที่มีขนาดเล็กลงเท่านั้น... และยิ่งต้องกลึงด้วยความเร็วที่ช้าลงเท่านั้น"
- ความลึกของการตัด - ร่องลึกพิเศษจำเป็นต้องใช้เวลาในการกลึงนานขึ้น และอาจต้องใช้เครื่องมือพิเศษ
- ความหนาของผนัง - ผนังบางต้องได้รับการดูแลเป็นพิเศษเพื่อป้องกันการสั่นสะเทือนและการบิดเบี้ยว
- ส่วนยื่น (Undercuts) - ฟีเจอร์ต่าง ๆ เช่น ร่องสำหรับแหวน O-ring จำเป็นต้องใช้เครื่องมือเฉพาะทาง ซึ่งส่งผลให้ต้นทุนเพิ่มขึ้น
เวลาในการตั้งค่าและประมวลผล:
ก่อนเริ่มการตัด จำเป็นต้องมีการเตรียมงานอย่างละเอียด Komacut ระบุว่า "การตั้งค่าเครื่อง CNC นั้นใช้แรงงานมากและมีต้นทุนสูง โดยรวมถึงการติดตั้งอุปกรณ์และชิ้นส่วนยึดจับที่เหมาะสม การเตรียมวัสดุ และการตั้งค่าพารามิเตอร์ของเครื่อง" ต้นทุนวิศวกรรมที่ไม่เกิดซ้ำ (NRE) นี้ประกอบด้วย:
- การเขียนโปรแกรม CAM - การสร้างเส้นทางการเคลื่อนที่ของเครื่องมือ (toolpaths) และคำสั่งรหัส G-code
- การตั้งค่าอุปกรณ์ยึดจับ - การยึดชิ้นงานให้มั่นคงอย่างเหมาะสมสำหรับแต่ละขั้นตอนการผลิต
- การติดตั้งเครื่องมือ - การโหลดและปรับเทียบเครื่องมือตัด
- การตรวจสอบตัวอย่างแรก - การตรวจสอบว่าชิ้นงานชิ้นแรกสอดคล้องตามข้อกำหนดที่กำหนด
ประเภทและคุณสมบัติของเครื่องจักร:
อุปกรณ์แต่ละชนิดมีอัตราค่าบริการต่อชั่วโมงที่แตกต่างกัน ผลการวิเคราะห์ของ Komacut แสดงให้เห็นว่า เครื่องกัดแบบ 5 แกน มีค่าใช้จ่ายต่อชั่วโมงสูงกว่าเครื่องกัดแบบ 3 แกน เนื่องจาก "เครื่องจักรราคาแพง ซอฟต์แวร์ขั้นสูง และบุคลากรที่ผ่านการฝึกอบรมมาอย่างดี" ส่วนการกลึงด้วยระบบ CNC นั้น "โดยทั่วไปแล้วมีความเร็วสูงกว่าและประหยัดต้นทุนกว่าการกัด สำหรับการผลิตชิ้นส่วนที่มีรูปร่างกลม"
ปริมาณและการจัดชุดการผลิต:
ปริมาณการสั่งซื้อมีผลอย่างมากต่อราคาต่อหน่วย บริษัท Komacut อธิบายว่า "การสั่งซื้อในปริมาณมากช่วยกระจายต้นทุนการเตรียมการคงที่ไปยังจำนวนชิ้นส่วนที่มากขึ้น จึงทำให้ต้นทุนต่อชิ้นลดลง" นอกจากนี้ "การซื้อวัสดุเป็นจำนวนมากยังมักได้รับส่วนลดอีกด้วย" ความสัมพันธ์นี้ชัดเจน: การสั่งซื้อ 100 ชิ้นจะมีราคาต่อชิ้นน้อยกว่าการสั่งซื้อ 10 ชิ้น
วิธีการขอใบเสนอราคาที่แม่นยำสำหรับโครงการของคุณ
การขอใบเสนอราคาที่มีประโยชน์จำเป็นต้องให้ข้อมูลครบถ้วนตั้งแต่ต้น ตามคู่มือการเสนอราคาของบริษัท LongSheng การประเมินใบเสนอราคานั้นต้องอาศัย "การพิจารณาอย่างรอบด้านเกี่ยวกับปัจจัยสำคัญหลายประการ" ซึ่งรวมถึง "ต้นทุนวัสดุ ต้นทุนแรงงาน ค่าใช้จ่ายในการใช้อุปกรณ์ และค่าใช้จ่ายในการแปรรูปเพิ่มเติมที่อาจเกิดขึ้น"
เพื่อรับใบเสนอราคาที่แม่นยำและสามารถเปรียบเทียบกันได้:
- ให้ไฟล์ CAD ที่สมบูรณ์ - แบบจำลอง 3 มิติ (ไฟล์ STEP, IGES) พร้อมภาพวาด 2 มิติที่ระบุขนาดและค่าความคลาดเคลื่อน
- ระบุวัสดุอย่างชัดเจน - รวมเกรด สถานะการอบร้อน (temper) และข้อกำหนดด้านใบรับรองใดๆ ที่จำเป็น
- กำหนดค่าความคลาดเคลื่อนอย่างแม่นยำ - ระบุขนาดที่มีความสำคัญเป็นพิเศษแยกต่างหากจากค่าความคลาดเคลื่อนทั่วไป
- ข้อกำหนดปริมาณสถานะ - รวมทั้งความต้องการในทันทีและปริมาณที่อาจเกิดขึ้นในอนาคต
- อธิบายข้อกำหนดด้านพื้นผิว - ระบุค่า Ra หรือกระบวนการตกแต่งผิวที่จำเป็น
- ระบุการดำเนินการรอง - การรักษาความร้อน การชุบโลหะ การออกซิไดซ์ด้วยไฟฟ้า ข้อกำหนดด้านการประกอบ
ข้อผิดพลาดทั่วไปที่ทำให้ต้นทุนการกลึง CNC เพิ่มสูงขึ้น
ปัจจัยหลายประการที่ส่งผลต่อต้นทุนอยู่ภายใต้การควบคุมของคุณ Fictiv ระบุข้อผิดพลาดที่หลีกเลี่ยงได้หลายประการซึ่งทำให้ราคาสูงขึ้นโดยไม่จำเป็น:
ระบุค่าความคลาดเคลื่อนที่แคบเกินไป: การระบุความคลาดเคลื่อน ±0.001 นิ้ว สำหรับทุกมิติ เมื่อจริงๆ แล้วมีเพียงคุณลักษณะบางส่วนเท่านั้นที่ต้องการความแม่นยำระดับนี้ จะส่งผลให้ต้นทุนเพิ่มขึ้นอย่างมาก Fictiv แนะนำให้เริ่มต้นด้วย "มาตรฐานความคลาดเคลื่อนตาม ISO 2768 ระดับกลาง" ซึ่งถือเป็น "มาตรฐานที่เหมาะสมสำหรับการสร้างต้นแบบ" และปรับให้เข้มงวดขึ้นเฉพาะเมื่อมีความจำเป็นเชิงหน้าที่เท่านั้น
เพิกเฉยต่อความซับซ้อนของการตั้งค่า: การออกแบบที่ต้องใช้หลายรอบการตั้งค่าเครื่องจะมีต้นทุนสูงกว่า Fictiv แนะนำให้พิจารณาว่าคุณสามารถ "แบ่งการออกแบบออกเป็นชิ้นส่วนย่อยหลายชิ้น ซึ่งสามารถกลึงได้ง่ายและประกอบกันภายหลัง" หรือ "ปรับให้ออกแบบเรียบง่ายขึ้น โดยให้สามารถกลึงทั้งหมดได้บนพื้นผิวเดียว" ได้หรือไม่
การเลือกใช้วัสดุที่มีราคาแพงโดยไม่จำเป็น: Fictiv แนะนำว่า "ให้เลือกวัสดุที่ถูกที่สุดเท่าที่จะเป็นไปได้ ซึ่งยังคงตอบสนองข้อกำหนดด้านการออกแบบของคุณได้อย่างเพียงพอ หากคุณกำลังผลิตต้นแบบเพื่อการใช้งานจริง ควรพยายามยึดติดกับตัวเลือกที่มีราคาถูกกว่า เช่น พลาสติก ABS หรืออลูมิเนียมที่ผ่านกระบวนการ CNC Machining"
การสั่งซื้อชิ้นส่วนเพียงหนึ่งชิ้น: ต้นทุน NRE (Non-Recurring Engineering) มีสัดส่วนสูงมากในการสั่งซื้อชิ้นส่วนแต่ละชิ้น Fictiv แนะนำให้ "ผลิตชิ้นส่วนแต่ละแบบมากกว่าหนึ่งชิ้น เพื่อให้ต้นทุนต่อหน่วยลดลง แต่ไม่ควรผลิตจำนวนมากเกินไปจนกลายเป็นชิ้นส่วนที่ไม่จำเป็น"
การออกแบบฟีเจอร์ที่ต้องใช้อุปกรณ์จับยึดพิเศษ: ชิ้นส่วนที่มีเรขาคณิตซับซ้อนอาจต้องใช้แคลมป์แบบนุ่ม (soft jaws) หรือแท่นวางแบบไซน์บาร์ (sine bars) ที่ออกแบบเฉพาะเพื่อการจัดตำแหน่ง Fictiv แนะนำให้ลด "ความซับซ้อนทางเรขาคณิตให้น้อยที่สุดเท่าที่จะทำได้" หรือแบ่ง "ชิ้นส่วนออกเป็นส่วนย่อยที่มีรูปทรงเรียบง่ายกว่า ซึ่งสามารถประกอบเข้าด้วยกันในขั้นตอนต่อมา"
โปรดจำไว้ว่า ต้นทุนหลักสามประการที่ Fictiv ระบุว่าควรลดให้น้อยที่สุด ได้แก่ "ต้นทุนวัสดุ รวมถึงขนาดของวัสดุสำรอง (stock size) และมูลค่าของวัสดุนั้น ๆ; ค่าใช้จ่ายในการตั้งค่าอุปกรณ์จับยึด (fixturing setups) ทั้งในแง่จำนวนและระดับความซับซ้อน; เวลาในการกลึง (machining time) โดยการตัดฟีเจอร์หรือเรขาคณิตของชิ้นส่วนที่ซับซ้อนและยากต่อการผลิตออกให้มากที่สุดเท่าที่จะทำได้"
ด้วยความรู้ด้านการกำหนดราคาเหล่านี้ คุณจะสามารถประเมินใบเสนอราคาได้อย่างมีความหมาย ระบุโอกาสในการปรับลดต้นทุน และสร้างความสัมพันธ์เชิงร่วมมือที่มีประสิทธิผลกับผู้ให้บริการงานกลึง-ไสล์ (machining partners) ขั้นตอนสุดท้ายคือการรู้ว่าคุณสมบัติใดบ้างที่ทำให้ร้านงาน CNC หนึ่งแห่งน่าไว้วางใจและเหมาะสมที่จะร่วมเป็นพันธมิตรเพื่อตอบสนองความต้องการด้านการผลิตชิ้นส่วนความแม่นยำของคุณ
การเลือกร้านงาน CNC ที่น่าเชื่อถือเป็นพันธมิตร
คุณได้เรียนรู้เกี่ยวกับค่าความคลาดเคลื่อน (tolerances) การรับรองมาตรฐาน (certifications) วัสดุที่ใช้ และปัจจัยด้านราคาแล้ว บัดนี้มาถึงขั้นตอนการตัดสินใจที่รวมทุกสิ่งเข้าด้วยกัน: วิธีเลือกร้านงาน CNC ที่สามารถส่งมอบผลงานได้อย่างสม่ำเสมอและเติบโตไปพร้อมกับความต้องการของคุณ พันธมิตรที่ไม่เหมาะสมอาจนำไปสู่การพลาดกำหนดส่ง ปัญหาด้านคุณภาพ และการสูญเสียงบประมาณโดยเปล่าประโยชน์ ในขณะที่พันธมิตรที่เหมาะสมจะกลายเป็นข้อได้เปรียบในการแข่งขันของคุณ
นี่คือวิธีการประเมินผู้ให้บริการงานกลึง-ไสล์ (machining partners) ที่อาจเป็นไปได้ โดยใช้ความรู้ที่คุณได้รับจากคู่มือนี้ทั้งหมด
สิ่งที่ควรพิจารณาเมื่อเลือกผู้ให้บริการงาน CNC
เริ่มต้นการประเมินของคุณด้วยเกณฑ์สำคัญเหล่านี้ — แต่ละข้อเชื่อมโยงโดยตรงกับมาตรฐานทางเทคนิคและศักยภาพที่เราได้กล่าวถึงมาแล้ว
- ใบรับรองที่เกี่ยวข้องกับอุตสาหกรรมของคุณ - ยังจำการแยกประเภทใบรับรองของเราได้หรือไม่? จับคู่คุณสมบัติของร้านผู้ให้บริการกับความต้องการของคุณ สำหรับบริการเครื่องจักรกลซีเอ็นซีแบบแม่นยำในอุตสาหกรรมยานยนต์ ใบรับรอง IATF 16949 ถือเป็นสิ่งที่จำเป็นอย่างยิ่ง สถาน facility อย่าง เทคโนโลยีโลหะเส้าอี้ แสดงมาตรฐานนี้ พร้อมทั้งการนำระบบควบคุมกระบวนการเชิงสถิติ (SPC) มาใช้งาน — ซึ่งเป็นระบบที่รับประกันคุณภาพโดยป้องกันข้อบกพร่องตั้งแต่ต้น แทนที่จะเพียงตรวจจับข้อบกพร่องหลังเกิดขึ้นแล้ว
- ความสามารถในการขยายขนาดจากต้นแบบสู่การผลิตจริง - ร้านผู้ให้บริการสามารถตอบสนองความต้องการปัจจุบันของคุณได้หรือไม่ และยังสามารถเติบโตไปพร้อมกับคุณได้หรือไม่? ควรมองหาพันธมิตรที่ให้บริการตั้งแต่การผลิตต้นแบบอย่างรวดเร็ว (rapid prototyping) ไปจนถึงการผลิตจำนวนมากภายใต้หลังคาเดียวกัน สิ่งนี้จะช่วยขจัดปัญหาการเปลี่ยนผ่านอันยากลำบากระหว่างผู้จัดจำหน่ายต้นแบบกับโรงงานผลิต ซึ่งมักก่อให้เกิดความแปรปรวนด้านคุณภาพ
- ความสามารถในการจัดส่งตามกำหนดเวลา - สอบถามโดยเฉพาะเกี่ยวกับระยะเวลาดำเนินการ (turnaround time) โดยละเอียด บางสถาน facility ที่ได้รับการรับรองสามารถจัดส่งชิ้นส่วนที่มีความแม่นยำสูงภายในเวลาเพียงหนึ่งวันทำการสำหรับความต้องการเร่งด่วน ความคล่องตัวในการตอบสนองนี้มีความสำคัญอย่างยิ่งเมื่อตารางการผลิตของคุณค่อนข้างแน่น
- ความโปร่งใสด้านอุปกรณ์และกำลังการผลิต - ตามที่ รายการตรวจสอบวิศวกรรมความแม่นยำของ QTime , การเข้าใจ "ความสามารถในการรองรับปริมาณงานและการขยายขนาดได้" ของร้านช่วยให้คุณประเมินว่าร้านนั้นสามารถ "จัดส่งสินค้าภายในกรอบเวลาที่ระบุ" ได้หรือไม่ โปรดขอรายการอุปกรณ์และอัตราการใช้กำลังการผลิตในปัจจุบัน
- กระบวนการตรวจสอบคุณภาพ - พวกเขาพิสูจน์ว่าชิ้นส่วนสอดคล้องกับข้อกำหนดอย่างไร? การตรวจสอบด้วยเครื่องวัดพิกัด (CMM) รายงานชิ้นส่วนต้นแบบ (First Article Reports) และข้อมูล SPC ที่มีการบันทึกไว้อย่างเป็นทางการ แสดงถึงระบบการบริหารจัดการคุณภาพที่มีความเป็นระบบ มากกว่าการผลิตที่อาศัยความหวังเพียงอย่างเดียว
- ความเต็มใจให้คำปรึกษาเชิงเทคนิค - ร้านนั้นช่วยปรับปรุงการออกแบบของคุณหรือเพียงแต่เสนอราคาตามแบบที่คุณส่งมา? คู่ค้าที่เสนอแนะแนวทางการปรับปรุงแสดงถึงความเชี่ยวชาญซึ่งจะส่งผลประโยชน์ต่อโครงการของคุณในระยะยาว
การประเมินศักยภาพสำหรับการใช้งานในอุตสาหกรรมยานยนต์และงานความแม่นยำสูง
การใช้งานในอุตสาหกรรมยานยนต์และงานที่ต้องการความแม่นยำสูงจำเป็นต้องมีการตรวจสอบเพิ่มเติม เนื่องจากความเสี่ยงมีสูงขึ้นทั้งในด้านการเงินและผลกระทบต่อความปลอดภัย
เมื่อประเมินร้านสำหรับการใช้งานที่เข้มงวดเหล่านี้ โปรดตรวจสอบให้แน่ชัดว่า:
- ความสามารถในการจัดทำเอกสาร PPAP - พวกเขาสามารถจัดเตรียมเอกสารกระบวนการอนุมัติชิ้นส่วนสำหรับการผลิต (Production Part Approval Process: PPAP) ที่ลูกค้าในอุตสาหกรรมยานยนต์ของคุณต้องการได้หรือไม่?
- การดำเนินการวิเคราะห์ FMEA - พวกเขาดำเนินการวิเคราะห์โหมดความล้มเหลวและผลกระทบ (FMEA) อย่างรุกหรือไม่ หรือรอให้เกิดปัญหาก่อนจึงจะดำเนินการ?
- ระบบการย้อนกลับของวัตถุดิบ - พวกเขาสามารถติดตามชิ้นส่วนแต่ละชิ้นย้อนกลับไปยังล็อตวัสดุ เครื่องจักร และผู้ปฏิบัติงานที่เฉพาะเจาะจงได้หรือไม่?
- ประสบการณ์ในการผลิตชิ้นส่วนประเภทของคุณ - โรงงานที่เชี่ยวชาญด้านการประกอบโครงแชสซีอาจไม่เหมาะสมสำหรับการผลิตฝาครอบอุปกรณ์อิเล็กทรอนิกส์ จึงควรขอศึกษากรณีที่เกี่ยวข้องเพื่อประกอบการพิจารณา
กระบวนการประเมินในท้ายที่สุดขึ้นอยู่กับความไว้วางใจที่มีหลักฐานรองรับ การรับรองมาตรฐานให้ความมั่นใจในระดับพื้นฐาน แต่การนำคุณสมบัติดังกล่าวมาผสมผสานกับความสามารถที่พิสูจน์แล้ว—เช่น ความสามารถในการจัดการบุชชิ่งโลหะที่ซับซ้อน หรือชิ้นส่วนยานยนต์ที่มีความละเอียดซับซ้อนอย่างสม่ำเสมอ—จะเป็นสิ่งที่แยกแยะผู้ให้บริการงานกลึงที่น่าเชื่อถือออกจากโรงงานที่มีเพียงแค่อุปกรณ์ที่เหมาะสมเท่านั้น
ความสัมพันธ์ที่ดีที่สุดกับโรงงานงานกลึง CNC นั้นไม่ใช่แบบทางการค้าเพียงอย่างเดียว แต่เป็นความร่วมมือแบบหุ้นส่วน ซึ่งความสำเร็จของคุณคือความสำเร็จของพวกเขา ดังนั้น จึงควรเลือกโรงงานที่สอบถามรายละเอียดเกี่ยวกับการใช้งานจริงของคุณ แนะนำแนวทางปรับปรุงการออกแบบของคุณ และแสดงความสนใจอย่างแท้จริงในการแก้ไขปัญหาการผลิตที่คุณเผชิญ
ด้วยความรู้ที่ได้รับจากคู่มือนี้ คุณไม่ใช่ผู้ซื้อครั้งแรกอีกต่อไปที่เข้ามาในพื้นที่ที่ยังไม่คุ้นเคย คุณเข้าใจแล้วว่าบริการ CNC ครอบคลุมสิ่งใด วิธีประเมินใบรับรองอย่างไร กระบวนการต่าง ๆ ควรนำมาใช้เมื่อใด และปัจจัยใดบ้างที่ส่งผลต่อราคา นำความรู้เหล่านี้ไปใช้ในการตั้งคำถามอย่างมีข้อมูลเปรียบเทียบใบเสนอราคาอย่างมีความหมาย และสร้างความสัมพันธ์กับโรงงานที่สามารถให้ความแม่นยำ ความน่าเชื่อถือ และบริการที่โครงการของคุณสมควรได้รับ
คำถามที่พบบ่อยเกี่ยวกับโรงงานและบริการ CNC
1. โรงงาน CNC ทำหน้าที่อะไร?
โรงงานเครื่องจักร CNC ใช้เครื่องจักรที่ควบคุมด้วยคอมพิวเตอร์ในการผลิตชิ้นส่วนที่มีความแม่นยำสูงจากวัตถุดิบ เช่น โลหะ พลาสติก หรือวัสดุคอมโพสิต บริการที่ให้ครอบคลุมมากกว่าการตัดพื้นฐาน ทั้งยังรวมถึงการกลึงแบบกำหนดเอง การผลิตต้นแบบ การบำรุงรักษาอุปกรณ์ การซ่อมแซม การสอบเทียบ และการฝึกอบรมผู้ปฏิบัติงาน โรงงาน CNC จ้างโปรแกรมเมอร์ ช่างกลึง และผู้เชี่ยวชาญด้านควบคุมคุณภาพที่มีทักษะสูง ซึ่งจะแปลงข้อกำหนดของโครงการให้กลายเป็นชิ้นส่วนสำเร็จรูปที่มีความคลาดเคลื่อน (tolerance) วัดได้เป็นไมครอน
2. บริการ CNC คืออะไร?
บริการ CNC ครอบคลุมกระบวนการกัดด้วยเครื่องควบคุมตัวเลขด้วยคอมพิวเตอร์ (CNC) ทั้งหมด รวมถึงการกัดด้วยเครื่อง CNC การกลึงด้วยเครื่อง CNC การกัดแบบหลายแกน และการกัดด้วยประจุไฟฟ้า (EDM) นอกเหนือจากการผลิตแล้ว ยังรวมถึงการสนับสนุนการออกแบบ เช่น การประมวลผลด้วยโปรแกรม CAD/CAM การสร้างแบบย้อนกลับ (reverse engineering) และการปรับปรุงแบบให้มีประสิทธิภาพสูงสุด บริการเสริมครอบคลุมการตกแต่งผิว เช่น การชุบออกไซด์ (anodizing) และการชุบด้วยไฟฟ้า (electroplating) การรักษาความร้อน (heat treatment) การตรวจสอบคุณภาพด้วยเครื่องวัดพิกัดสามมิติ (CMM) และบริการประกอบ
3. ฉันจะเลือกระหว่างการกัดด้วยเครื่อง CNC การกลึงด้วยเครื่อง CNC และการกัดด้วยประจุไฟฟ้า (EDM) ได้อย่างไร
เลือกตามรูปทรงของชิ้นงาน: การกัดด้วยเครื่อง CNC เหมาะสำหรับพื้นผิวเรียบ ร่องลึก และรูปทรงสามมิติที่ซับซ้อน โดยใช้เครื่องมือตัดที่หมุนอยู่ การกลึงด้วยเครื่อง CNC มีความเร็วสูงกว่าและประหยัดต้นทุนมากกว่าสำหรับชิ้นงานทรงกระบอก เช่น เพลาและปลอก (bushings) ซึ่งชิ้นงานจะหมุนเอง ส่วนการกัดด้วยประจุไฟฟ้า (EDM) ใช้ประจุไฟฟ้าในการกัดวัสดุที่แข็งมากเป็นพิเศษ และสร้างลักษณะภายในที่ซับซ้อนซึ่งไม่สามารถทำได้ด้วยวิธีการตัดแบบทั่วไป แต่มีต้นทุนสูงกว่าและใช้งานได้เฉพาะกับวัสดุที่นำไฟฟ้าเท่านั้น
4. ฉันควรตรวจสอบใบรับรองใดบ้างเมื่อเลือกโรงงานผลิตชิ้นส่วนด้วยเครื่อง CNC?
มาตรฐาน ISO 9001 ให้กรอบการจัดการคุณภาพพื้นฐานสำหรับทุกอุตสาหกรรม สำหรับการใช้งานในอุตสาหกรรมการบินและอวกาศ การรับรองตามมาตรฐาน AS9100D เป็นสิ่งจำเป็น โครงการยานยนต์ต้องใช้มาตรฐาน IATF 16949 ซึ่งพัฒนาต่อยอดจาก ISO 9001 โดยเพิ่มการควบคุมกระบวนการเชิงสถิติ (SPC) การวิเคราะห์ FMEA และเอกสาร PPAP สำหรับการผลิตอุปกรณ์ทางการแพทย์ จำเป็นต้องปฏิบัติตามมาตรฐาน ISO 13485 ดังนั้น ควรเลือกใบรับรองให้สอดคล้องกับข้อกำหนดเฉพาะของอุตสาหกรรมคุณ แทนที่จะเลือกเพียงเพราะจำนวนใบรับรองที่มี
5. ฉันควรใช้โรงกลึงในท้องถิ่น หรือบริการ CNC ออนไลน์ดี?
โรงกลึงในท้องถิ่นมีข้อได้เปรียบในการสื่อสารโดยตรงกับช่างกลึง ความเชี่ยวชาญในการให้คำปรึกษาด้านการออกแบบ ราคาที่โปร่งใสโดยไม่มีค่าธรรมเนียมแพลตฟอร์ม และการสนับสนุนบริการอย่างต่อเนื่องสำหรับการบำรุงรักษาและการซ่อมแซม ในขณะที่แพลตฟอร์มออนไลน์ให้บริการประเมินราคาทันที มีความพร้อมให้บริการตลอด 24/7 และเครือข่ายผู้จัดจำหน่ายที่กว้างขวาง สำหรับโครงการที่ซับซ้อนซึ่งต้องมีการปรับปรุงแบบงานซ้ำๆ การร่วมมือกับผู้ให้บริการในท้องถิ่นจะให้ผลลัพธ์ที่เหนือกว่า แต่สำหรับชิ้นส่วนที่เรียบง่ายซึ่งมีแบบงานเสร็จสมบูรณ์แล้ว แพลตฟอร์มออนไลน์จะให้ประสิทธิภาพในการทำธุรกรรมที่สูงกว่า ส่วนการผลิตจำนวนมากโดยทั่วไปจะเหมาะสมกับความสัมพันธ์โดยตรงกับโรงงาน