 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

การเลือกผู้ผลิตชิ้นส่วน CNC: 9 ปัจจัยสำคัญที่ผู้ซื้อส่วนใหญ่มักมองข้าม

การเข้าใจกระบวนการผลิตชิ้นส่วน CNC และผลกระทบต่ออุตสาหกรรม
เคยสงสัยหรือไม่ว่าอะไรคือสาเหตุที่ทำให้ ชิ้นส่วนความแม่นยำสมัยใหม่ มีความแม่นยำสูงอย่างน่าทึ่งเช่นนี้? คำตอบอยู่ที่เทคโนโลยีหนึ่งซึ่งได้เปลี่ยนแปลงกระบวนการผลิตไปตลอดกาล เมื่อคุณกำลังจัดหาส่วนประกอบสำหรับโครงการของตนเอง การเข้าใจพื้นฐานเกี่ยวกับวิธีการทำงานของผู้ผลิตชิ้นส่วน CNC จะช่วยให้คุณได้เปรียบอย่างมากในการตัดสินใจอย่างมีข้อมูล
การกลึงด้วยเครื่อง CNC เป็นกระบวนการผลิตแบบลบวัสดุ (subtractive manufacturing) ซึ่งซอฟต์แวร์คอมพิวเตอร์ที่ถูกเขียนโปรแกรมไว้ล่วงหน้าจะควบคุมการเคลื่อนที่ของเครื่องมือและเครื่องจักรในโรงงาน เพื่อผลิตชิ้นส่วนที่มีความแม่นยำสูงจากวัตถุดิบด้วยความเที่ยงตรงที่สามารถทำซ้ำได้
จากแบบแปลนสู่ชิ้นส่วนความแม่นยำ
แล้ว CNC นั้นแท้จริงคืออะไร? ที่แก่นแท้ของคำว่า CNC หมายถึง การควบคุมด้วยตัวเลขผ่านคอมพิวเตอร์ (Computer Numerical Control) ซึ่งเป็นวิธีการหนึ่งที่ใช้คำสั่งแบบดิจิทัลควบคุมเครื่องมือตัดด้วยความแม่นยำสูงมาก ลองนึกภาพว่า คุณนำแบบจำลองสามมิติที่ซับซ้อนจากหน้าจอคอมพิวเตอร์ของคุณมาแปลงให้กลายเป็นชิ้นส่วนจริงที่มีความแม่นยำถึงเศษพันของนิ้ว — นี่คือสิ่งที่เกิดขึ้นทุกวันในโรงงานแปรรูปสมัยใหม่
กระบวนการนี้เริ่มต้นด้วยไฟล์ CAD (การออกแบบด้วยคอมพิวเตอร์) ซึ่งประกอบด้วยทุกมิติและข้อกำหนดของชิ้นส่วนที่คุณต้องการ แบบร่างดิจิทัลนี้จะถูกแปลงให้เป็นรหัส G-code ซึ่งเป็นภาษาที่เครื่องจักร CNC เข้าใจ เมื่อโปรแกรมเสร็จสมบูรณ์แล้ว เครื่องจักรจะดำเนินการตามเส้นทางการตัดแต่ละเส้นด้วยความแม่นยำเชิงกลที่มือมนุษย์ไม่สามารถทำซ้ำได้อย่างสม่ำเสมอ
การปฏิวัติดิจิทัลในการผลิตชิ้นส่วน
การเข้าใจว่า CNC คืออะไร จะช่วยให้คุณเห็นคุณค่าของเทคโนโลยีนี้ที่กลายเป็นสิ่งจำเป็นอย่างยิ่ง ก่อนมีการควบคุมด้วยคอมพิวเตอร์ ช่างกลึงผู้มีทักษะสูงต้องควบคุมเครื่องจักรด้วยตนเอง ทำให้แต่ละชิ้นงานมีความแตกต่างกันเล็กน้อยจากชิ้นก่อนหน้า ความหมายของคำว่า CNC นั้นลึกซึ้งกว่าการอัตโนมัติเพียงอย่างเดียว — มันแทนการเปลี่ยนแปลงพื้นฐานสู่ความแม่นยำที่สามารถเขียนโปรแกรมได้และทำซ้ำได้อย่างสม่ำเสมอ
ระบบ CNC ในปัจจุบันสามารถผสานรวมเข้ากับซอฟต์แวร์ออกแบบได้อย่างไร้รอยต่อ ทำให้สามารถสร้างต้นแบบอย่างรวดเร็วและผลิตจำนวนมากได้จากไฟล์ดิจิทัลชุดเดียวกัน การเชื่อมโยงระหว่างขั้นตอนการออกแบบและการผลิตนี้ช่วยกำจัดข้อผิดพลาดจากการตีความ และลดระยะเวลาในการส่งมอบลงอย่างมาก เมื่อคุณส่งข้อกำหนดไปยังผู้ผลิต เครื่องจักรของพวกเขาสามารถเริ่มผลิตชิ้นส่วนได้ภายในไม่กี่ชั่วโมง
เหตุใด CNC จึงครองตลาดการผลิตสมัยใหม่
นิยามของ CNC ครอบคลุมมากกว่าแค่อุปกรณ์เท่านั้น — มันอธิบายถึงแนวทางโดยรวมต่อกระบวนการผลิต นี่คือเหตุผลที่เทคโนโลยีนี้ครองตลาด:
- ความสม่ำเสมอ: ชิ้นส่วนทุกชิ้นตรงตามแบบเดียวกันทุกประการ ไม่ว่าคุณจะสั่งผลิต 10 หรือ 10,000 ชิ้น
- ความซับซ้อน: รูปทรงเรขาคณิตที่ซับซ้อนซึ่งเคยเป็นไปไม่ได้ในอดีต ปัจจุบันกลายเป็นเรื่องปกติ
- ความเร็ว: การเปลี่ยนเครื่องมือโดยอัตโนมัติและการดำเนินงานอย่างต่อเนื่องช่วยเพิ่มอัตราการผลิตสูงสุด
- ความยืดหยุ่น: การสลับระหว่างชิ้นส่วนที่แตกต่างกันจำเป็นเพียงการเปลี่ยนโปรแกรมเท่านั้น
เมื่อคุณสำรวจภูมิทัศน์ของการผลิตชิ้นส่วนด้วยเครื่องจักร CNC คุณจะพบว่าการเลือกพันธมิตรที่เหมาะสมนั้นเกี่ยวข้องกับการประเมินปัจจัยต่าง ๆ มากกว่าเพียงแค่อุปกรณ์เท่านั้น หัวข้อต่อไปนี้จะแยกแยะปัจจัยสำคัญที่ผู้ซื้อส่วนใหญ่มักมองข้าม — ตั้งแต่กระบวนการกลึง วัสดุที่ใช้ ข้อกำหนดด้านความคลาดเคลื่อน (tolerance) ไปจนถึงใบรับรองมาตรฐานอุตสาหกรรม ซึ่งล้วนมีผลกระทบโดยตรงต่อความสำเร็จของโครงการคุณ
กระบวนการกลึง CNC หลักที่ผู้ซื้อทุกคนควรรู้
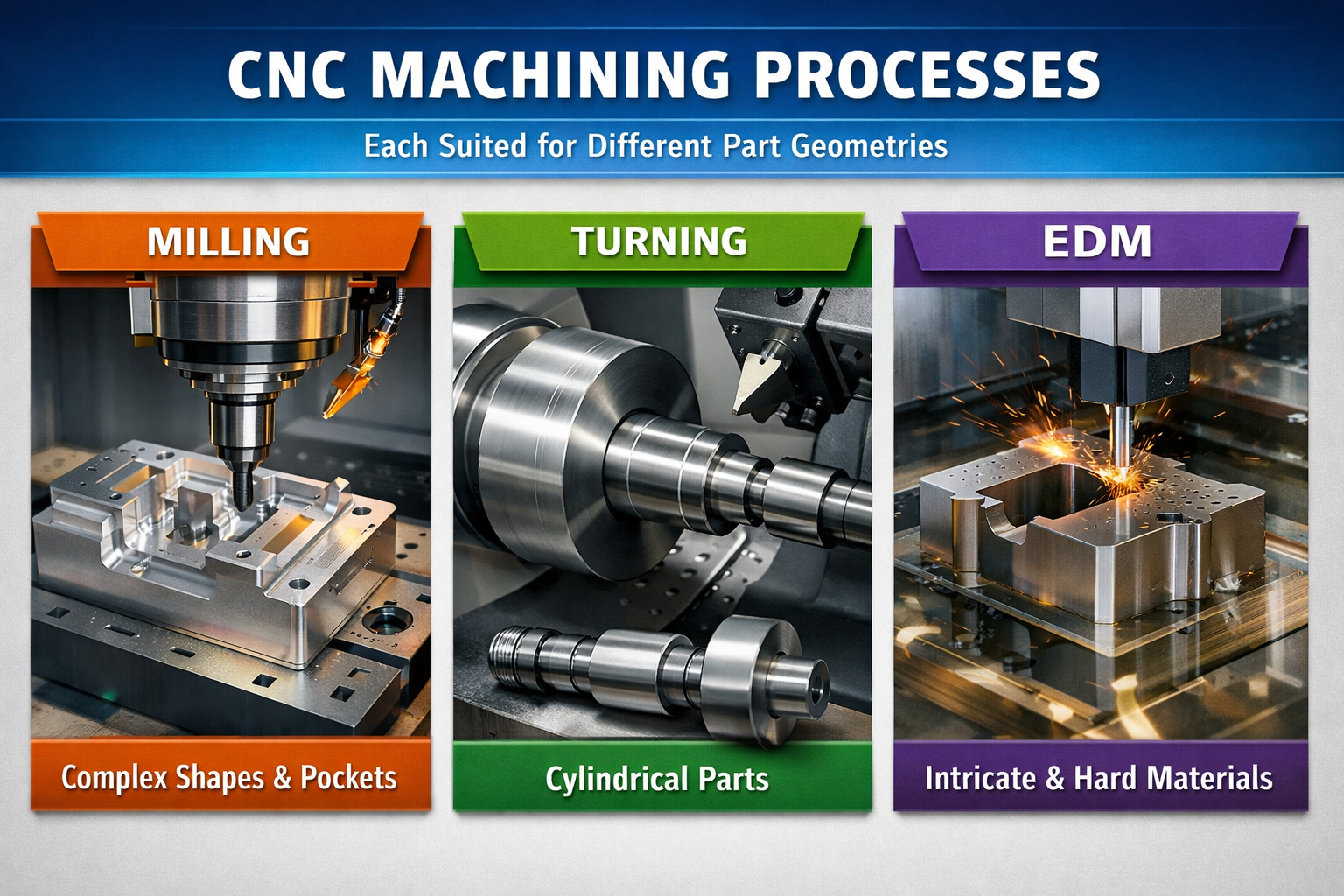
ฟังดูซับซ้อนใช่ไหม? นี่คือประเด็นสำคัญ — ไม่ใช่ทุกกระบวนการ CNC จะเหมาะสมกับทุกชิ้นส่วน เมื่อคุณกำลังประเมินผู้ผลิตชิ้นส่วนด้วยเครื่องจักร CNC การเข้าใจความแตกต่างพื้นฐานระหว่างกระบวนการกัด (milling), กลึง (turning) และการตัดด้วยประจุไฟฟ้า (EDM) จะช่วยให้คุณสื่อสารความต้องการของคุณได้อย่างชัดเจน และประเมินได้ว่าผู้จัดจำหน่ายรายนั้นมีความสามารถที่เหมาะสมสำหรับโครงการของคุณหรือไม่
อธิบายการกัดด้วยเครื่อง CNC
จินตนาการถึงเครื่องมือตัดที่หมุนอยู่ขณะเคลื่อนที่ผ่านชิ้นงานที่คงที่ พร้อมกัดวัสดุออกทีละชั้นๆ นี่คือแก่นแท้ของการกัด (Milling) เครื่องกัดแบบ CNC ใช้ดอกกัดแบบหมุนเพื่อกัดวัสดุออกจากชิ้นงาน สร้างพื้นผิวเรียบ ร่อง โพรง และรูปทรงสามมิติที่ซับซ้อนด้วยความแม่นยำสูงอย่างน่าทึ่ง
รูปแบบการจัดวางหลักสองแบบที่คุณจะพบคือ เครื่องกัดแนวตั้ง (Vertical Milling Machine) และเครื่องกัดแนวนอน (Horizontal Milling Machine) สำหรับเครื่องกัดแนวตั้ง แกนหมุน (spindle) จะตั้งอยู่ในแนวตั้ง—เหมาะอย่างยิ่งสำหรับโครงการที่เน้นงานละเอียดบนด้านใดด้านหนึ่งของชิ้นส่วนโดยเฉพาะ เช่น แผ่นโลหะขนาดใหญ่ หรือแม่พิมพ์กดลึก (sinking dies) ส่วนเครื่องกัดแนวนอนจะจัดวางแกนหมุนในแนวขนานกับพื้น ทำให้เหมาะกว่าสำหรับชิ้นงานที่มีน้ำหนักมาก การตัดร่อง และการสร้างร่อง
นี่คือคุณสมบัติเด่นที่ทำให้เครื่องกัดแนวนอนโดดเด่น:
- การระบายเศษวัสดุ (chip evacuation) ได้ดีเยี่ยม เนื่องจากแรงโน้มถ่วงช่วยดึงเศษวัสดุออกจากบริเวณที่กำลังตัด
- สามารถใช้ดอกกัดหลายตัวพร้อมกันได้ผ่านการติดตั้งบนเพลา (arbor mounting)
- การจัดการชิ้นงานที่มีน้ำหนักมากและซับซ้อนได้ดีกว่า
- ลดการเบี่ยงเบนของเครื่องมือขณะตัดอย่างรุนแรง
เมื่อคุณขอใบเสนอราคา การทราบว่ารูปทรงชิ้นส่วนของคุณเหมาะสมกับการกัดแบบแนวตั้งหรือแนวนอนจะช่วยให้คุณระบุผู้ผลิตที่มีอุปกรณ์ที่เหมาะสมได้
กระบวนการกลึงและขีดความสามารถของเครื่องกลึง
ในขณะที่การกัดทำให้เครื่องมือหมุน กระบวนการกลึงจะทำในทางตรงข้าม คือ ชิ้นงานหมุนรอบตัวเอง ขณะที่เครื่องมือตัดคงอยู่นิ่งเพื่อขึ้นรูปชิ้นงาน เครื่องกลึง CNC มีประสิทธิภาพสูงในการผลิตชิ้นส่วนทรงกระบอกหรือทรงกลม เช่น เพลา ปลอก และชิ้นส่วนที่มีเกลียว หากการออกแบบของคุณมีความสมมาตรแบบหมุน กระบวนการกลึงมักจะเร็วกว่าและประหยัดต้นทุนกว่าการกัด
คล้ายกับเครื่องจักรกลไส (milling equipment) เครื่องกลึงมีทั้งแบบแนวนอนและแนวตั้ง ศูนย์กลึงแนวนอนเป็นที่นิยมใช้ในโรงงานผลิตส่วนใหญ่ เนื่องจากมีความยืดหยุ่นสูงและเหมาะสำหรับชิ้นงานที่มีความยาวมาก เช่น เพลา โดยสามารถติดตั้งอุปกรณ์ป้อนแท่งโลหะ (bar feeders) และหัวรองปลาย (tailstocks) ได้ ซึ่งเพิ่มความหลากหลายในการใช้งาน ขณะที่ศูนย์กลึงแนวตั้ง—หรือที่บางครั้งเรียกว่าเครื่องกลึงแนวตั้งแบบหอป้อม (vertical turret lathes)—เหมาะกับชิ้นงานที่มีเส้นผ่านศูนย์กลางใหญ่ น้ำหนักมาก และมีความสั้น แรงโน้มถ่วงช่วยให้การจัดวางชิ้นงานและการกำจัดเศษโลหะทำได้ง่ายขึ้น จึงเป็นที่นิยมอย่างมากในการผลิตชิ้นส่วนยานยนต์
เมื่อประเมินความสามารถด้านการกลึงของผู้ผลิต ควรพิจารณาว่าผู้ผลิตสามารถรองรับอัตราส่วนความยาวต่อเส้นผ่านศูนย์กลาง (length-to-diameter ratio) และข้อกำหนดด้านน้ำหนักของชิ้นงานคุณได้หรือไม่
เมื่อการกลึงด้วยประจุไฟฟ้า (EDM) กลายเป็นสิ่งจำเป็น
รูปทรงบางอย่างไม่สามารถสร้างขึ้นได้ด้วยวิธีการตัดแบบทั่วไป นี่คือจุดที่เทคโนโลยี EDM (Electrical Discharge Machining) เข้ามามีบทบาท เครื่อง EDM ใช้ประกายไฟฟ้าในการกัดวัสดุ ทำให้สามารถสร้างรูปทรงที่ซับซ้อนได้ในโลหะที่ผ่านการชุบแข็งแล้ว โดยไม่มีการสัมผัสทางกายภาพระหว่างเครื่องมือกับชิ้นงาน
เครื่อง Wire EDM ใช้ลวดขั้วไฟฟ้าขนาดบางมากผ่านวัสดุเพื่อตัดรูปทรงที่ซับซ้อนด้วยความแม่นยำสูงเป็นพิเศษ—สามารถควบคุมความคลาดเคลื่อนได้แน่นหนาถึง ± .0001 นิ้ว ทำให้กระบวนการ EDM มีความจำเป็นอย่างยิ่งสำหรับ:
- เหล็กกล้าสำหรับทำแม่พิมพ์ที่ผ่านการชุบแข็ง ซึ่งจะทำลายเครื่องมือตัดแบบทั่วไป
- มุมภายในที่คมชัด ซึ่งไม่สามารถทำได้ด้วยเครื่องมือแบบหมุน
- ชิ้นส่วนที่บอบบาง ซึ่งไม่สามารถทนต่อแรงตัดได้
- พื้นผิวที่เรียบเนียนเป็นพิเศษโดยไม่จำเป็นต้องผ่านขั้นตอนการตกแต่งเพิ่มเติม
เปรียบเทียบตัวเลือกกระบวนการของคุณ
ตารางด้านล่างสรุปสถานการณ์ที่แต่ละกระบวนการให้ผลลัพธ์ที่เหมาะสมที่สุด:
| ประเภทกระบวนการ | เหมาะที่สุดสำหรับงานประเภท | ความอดทนมาตรฐาน | ความเหมาะสมของวัสดุ |
|---|---|---|---|
| การกัด CNC | พื้นผิวเรียบ โพรง ร่อง รูปทรงสามมิติ ชิ้นส่วนแบบปริซึม | ± .0002 นิ้ว ถึง ± .001 นิ้ว | โลหะและพลาสติกส่วนใหญ่; อลูมิเนียม เหล็ก ทองเหลือง ให้ผลลัพธ์ยอดเยี่ยม |
| การกลึง CNC | ชิ้นส่วนทรงกระบอก เพลา ชิ้นส่วนเกลียว บุชชิ่ง | ± .0002 นิ้ว ถึง ± .001 นิ้ว | วัสดุแท่งกลม; เหมาะอย่างยิ่งสำหรับเหล็กและอลูมิเนียม |
| EDM | วัสดุที่ผ่านการชุบแข็ง รูปทรงซับซ้อน มุมแหลม รายละเอียดที่ประณีต | ± .0001 นิ้ว | ใช้ได้กับวัสดุที่นำไฟฟ้าเท่านั้น; เหมาะอย่างยิ่งสำหรับเหล็กเครื่องมือและคาร์ไบด์ |
โครงการจำนวนมากต้องอาศัยกระบวนการหลายแบบทำงานร่วมกัน ผู้ผลิตที่มีศักยภาพครอบคลุมทั้งหมด—ทั้งการกัด (milling), การกลึง (turning) และการกัดด้วยประจุไฟฟ้า (EDM) ภายใต้หลังคาเดียวกัน—สามารถทำให้ห่วงโซ่อุปทานของคุณมีประสิทธิภาพมากขึ้นและควบคุมคุณภาพได้อย่างเข้มงวดยิ่งขึ้น ขณะที่คุณดำเนินการคัดเลือกต่อไป ปัจจัยสำคัญขั้นต่อไปคือการเข้าใจว่าการเลือกวัสดุมีผลต่อกระบวนการกลึงและประสิทธิภาพของชิ้นส่วนสำเร็จรูปของคุณอย่างไร
คู่มือการเลือกวัสดุสำหรับชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC
คุณได้ระบุกระบวนการกัดที่เหมาะสมแล้ว—ตอนนี้มาถึงการตัดสินใจที่สำคัญไม่แพ้กัน วัสดุที่คุณเลือกจะส่งผลโดยตรงต่อระยะเวลาในการกัด ความสึกหรอของเครื่องมือ ประสิทธิภาพของชิ้นส่วน และผลกำไรสุทธิของคุณ เมื่อประเมินผู้ผลิตชิ้นส่วน CNC การเข้าใจความเชี่ยวชาญด้านวัสดุของพวกเขาจะช่วยให้คุณประเมินได้ว่าพวกเขาสามารถจัดส่งชิ้นส่วนที่ผ่านการกัดตามข้อกำหนดเฉพาะของคุณได้หรือไม่
โลหะที่เหมาะสำหรับการกลึงมากที่สุด
โลหะแต่ละชนิดไม่มีพฤติกรรมเหมือนกันภายใต้เครื่องมือตัด ความสามารถในการกัด (Machinability) ซึ่งหมายถึงความง่ายในการตัดวัสดุขณะยังคงรักษาผิวเรียบได้ดีและอายุการใช้งานของเครื่องมือให้นานนั้น จะแตกต่างกันอย่างมากในหมู่โลหะผสมต่าง ๆ นี่คือสิ่งที่คุณควรรู้เกี่ยวกับตัวเลือกที่พบบ่อยที่สุด:
อลูมิเนียม (6061 และ 7075)
อลูมิเนียมถือเป็นวัสดุหลักสำหรับงานกัด CNC ตามการวิเคราะห์ของ JLCCNC อลูมิเนียมเกรด 6061 ถือเป็นวัสดุที่ให้สมรรถนะโดยรวมดีที่สุดสำหรับชิ้นส่วนทั่วไปที่ต้องการความแข็งแรงปานกลางและต้นทุนต่ำเป็นพิเศษ อัตราความสามารถในการกัดที่สูงของวัสดุชนิดนี้หมายถึงเวลาไซเคิลที่สั้นลง ความสึกหรอของเครื่องมือน้อยลง และต้นทุนต่อชิ้นที่ลดลง
- อัตราความสามารถในการกัด: ยอดเยี่ยม (ประมาณ 270% เมื่อเทียบกับเหล็ก)
- ความแข็งแรง: ปานกลาง; เหมาะสำหรับชิ้นส่วนโครงสร้างที่ไม่รับแรงสูงสุด
- การพิจารณาค่าใช้จ่าย: ตัวเลือกที่คุ้มค่าที่สุดสำหรับการสร้างต้นแบบและการผลิต
- การใช้งานที่เหมาะสมที่สุด: โครงยึดสำหรับอุตสาหกรรมการบินและอวกาศ กล่องครอบคลุมอุปกรณ์อิเล็กทรอนิกส์ อุปกรณ์ยึดจับสำหรับยานยนต์
เหล็กและสแตนเลส
เมื่อความทนทาน ความแข็ง หรือความต้านทานการกัดกร่อนมีความสำคัญเป็นพิเศษ ชิ้นส่วนเหล็ก cnc จะกลายเป็นตัวเลือกที่เหมาะสมที่สุด เหล็กคาร์บอนต่ำสามารถขึ้นรูปได้ง่ายค่อนข้างมาก ในขณะที่เหล็กกล้าไร้สนิมต้องใช้ความพยายามมากขึ้นจากเครื่องมือตัด แต่ให้สมรรถนะที่เหนือกว่าในสภาพแวดล้อมที่ท้าทาย
- อัตราความสามารถในการกัด: ปานกลาง (เกรดสแตนเลสมีความยากในการขึ้นรูปมากกว่าเหล็กคาร์บอน)
- ความแข็งแรง: สูง; เหมาะอย่างยิ่งสำหรับการใช้งานที่ต้องรับน้ำหนักและการสึกหรอ
- การพิจารณาค่าใช้จ่าย: ต้นทุนการขึ้นรูปสูงขึ้นเนื่องจากการสึกหรอของเครื่องมือมากขึ้นและอัตราการป้อนวัสดุที่ช้าลง
- การใช้งานที่เหมาะสมที่สุด: เครื่องมือทางการแพทย์ อุปกรณ์แปรรูปอาหาร ส่วนประกอบระบบขับเคลื่อนยานยนต์
ทองเหลืองและทองแดง
ทองเหลืองให้สมดุลที่เหมาะสมระหว่างคุณสมบัติใช้งานจริงและคุณสมบัติด้านรูปลักษณ์สำหรับชิ้นส่วนที่ผลิตด้วยเครื่องจักร โดยเฉพาะอย่างยิ่งในปริมาณการผลิตน้อย คุณสมบัติในการกลึงได้ง่าย (free-machining) ของทองเหลืองช่วยให้สามารถควบคุมความแม่นยำสูง (tight tolerances) และได้ผิวสัมผัสที่ยอดเยี่ยมโดยตรงจากเครื่องจักร
- อัตราความสามารถในการกัด: เหมาะมากสำหรับทองเหลือง; ใช้ได้ดีสำหรับทองแดง
- ความแข็งแรง: ปานกลาง; ไม่เหมาะสำหรับชิ้นส่วนโครงสร้างที่ต้องรับแรงสูง
- การพิจารณาค่าใช้จ่าย: ต้นทุนวัสดุสูงกว่าอลูมิเนียม แต่ต้นทุนการกลึงต่ำกว่าเนื่องจากการก่อตัวของเศษโลหะ (chip formation) ที่ดีเยี่ยม
- การใช้งานที่เหมาะสมที่สุด: ขั้วต่อไฟฟ้า, ข้อต่อประปา, อุปกรณ์ตกแต่ง
ไทเทเนียม
ไทเทเนียมให้อัตราส่วนความแข็งแรงต่อน้ำหนักที่เหนือกว่าโลหะทั่วไปทุกชนิด และมีความต้านทานการกัดกร่อนที่โดดเด่นอย่างยิ่ง — แต่มาพร้อมกับต้นทุนที่สูงมาก โลหะชนิดนี้จึงคุ้มค่าทางเศรษฐกิจเฉพาะในอุตสาหกรรมที่ข้อกำหนดด้านประสิทธิภาพเป็นปัจจัยสำคัญเหนือสิ่งอื่นใด เช่น อุตสาหกรรมการบินและอวกาศ รวมถึงอุปกรณ์ฝังในร่างกายสำหรับการแพทย์
- อัตราความสามารถในการกัด: แย่; ต้องใช้เครื่องมือพิเศษและลดความเร็วในการกลึง
- ความแข็งแรง: โดดเด่นอย่างยิ่ง; มีอัตราส่วนความแข็งแรงต่อน้ำหนักสูงที่สุดในบรรดาโลหะทั่วไป
- การพิจารณาค่าใช้จ่าย: ต้นทุนวัสดุและต้นทุนการกลึงอยู่ในระดับพรีเมียม; ยอมรับได้เฉพาะในงานที่มีความสำคัญยิ่ง
- การใช้งานที่เหมาะสมที่สุด: ชิ้นส่วนโครงสร้างสำหรับอุตสาหกรรมการบินและอวกาศ วัสดุฝังในร่างกายสำหรับการแพทย์ และชิ้นส่วนสำหรับการแข่งขันระดับสูง
พลาสติกวิศวกรรมสำหรับชิ้นส่วนความแม่นยำ
ชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC แบบโลหะไม่ใช่ทางออกเสมอไป วัสดุพลาสติกวิศวกรรมมีข้อได้เปรียบที่ชัดเจน เช่น น้ำหนักเบา ทนต่อสารเคมี และเป็นฉนวนไฟฟ้า ผู้ผลิตชิ้นส่วนที่ใช้เครื่องจักร CNC จึงเริ่มหันมาใช้วัสดุพอลิเมอร์ขั้นสูงมากขึ้นเพื่อตอบสนองความต้องการที่หลากหลายของงานประยุกต์ใช้งาน
พลาสติกที่สามารถขึ้นรูปด้วยเครื่องจักร CNC ได้ทั่วไป ได้แก่:
- อะซีทัล (เดลริน): มีความคงตัวของมิติอย่างยอดเยี่ยม แรงเสียดทานต่ำ เหมาะอย่างยิ่งสำหรับเฟืองและตลับลูกปืน
- ไนลอน: มีความต้านทานการสึกหรอและความแข็งแรงดี; เหมาะสำหรับปลอกรองรับและลูกกลิ้ง
- PEEK: ตัวเลือกระดับประสิทธิภาพสูงที่มีคุณสมบัติต้านทานสารเคมีและทนความร้อนได้โดดเด่น
- PTFE: มีความเฉื่อยทางเคมีสูงมากและสัมประสิทธิ์แรงเสียดทานต่ำ
- ABS: มีต้นทุนต่ำกว่าสำหรับชิ้นส่วนต้นแบบและชิ้นส่วนเครื่องจักร CNC ที่ไม่เกี่ยวข้องกับความปลอดภัยหรือความสำคัญเชิงวิชาการ
- HDPE และ PP: ตัวเลือกที่ทนต่อสารเคมีสำหรับถังและแอปพลิเคชันการจัดการของไหล
การเลือกวัสดุให้เหมาะสมกับข้อกำหนดการใช้งาน
การเลือกระหว่างโลหะกับพลาสติก — หรือการเลือกโลหะผสมที่เหมาะสม — จำเป็นต้องพิจารณาสมดุลหลายปัจจัย โปรดพิจารณาหลักการนำทางเหล่านี้:
เมื่อชิ้นส่วนโลหะที่ผ่านกระบวนการ CNC Machining มีความเหมาะสม:
- มีแรงกลหรือแรงเครียดสูงเกิดขึ้น
- อุณหภูมิในการใช้งานสูงกว่าขีดจำกัดของพลาสติก (โดยทั่วไปสูงกว่า 250°F)
- ต้องการการนำไฟฟ้าหรือการนำความร้อน
- ความแข็งผิวและการต้านทานการสึกหรอมีความสำคัญยิ่ง
- ชิ้นส่วนนั้นต้องมีเกลียว หรือสามารถรองรับแท่งยึดแบบกดเข้าไปได้
เมื่อพลาสติกให้ข้อได้เปรียบ:
- การลดน้ำหนักเป็นเป้าหมายหลักของการออกแบบ
- การแยกฉนวนไฟฟ้าเป็นสิ่งจำเป็น
- การสัมผัสกับสารเคมีจะทำให้โลหะเกิดการกัดกร่อน
- คุณสมบัติในการหล่อลื่นตัวเองช่วยลดความต้องการการบำรุงรักษา
- การใช้งานที่มีความไวต่อต้นทุน ซึ่งคุณสมบัติของวัสดุเพียงพอต่อความต้องการ
การเลือกวัสดุยังส่งผลโดยตรงต่อระยะเวลาดำเนินโครงการของคุณอีกด้วย สำหรับการผลิตในปริมาณน้อยหรือการสร้างต้นแบบ วัสดุอย่างอะลูมิเนียมและทองเหลืองช่วยลดความเสี่ยงและต้นทุน เนื่องจากใช้เวลาเครื่องจักรสั้นลงและตั้งค่าการผลิตได้ง่ายขึ้น ขณะที่คุณพิจารณาตัวเลือกวัสดุเหล่านี้ ปัจจัยสำคัญข้อถัดไปคือการเข้าใจว่าข้อกำหนดด้านความคลาดเคลื่อน (Tolerance) ส่งผลต่อประสิทธิภาพในการใช้งานจริงอย่างไร — และผลกระทบต่อต้นทุนซึ่งผู้ซื้อหลายคนมักมองข้าม
คำอธิบายข้อกำหนดด้านความคลาดเคลื่อน (Tolerance Specifications) และข้อกำหนดด้านความแม่นยำ (Precision Requirements)
นี่คือคำถามที่ช่วยแยกผู้ซื้อที่มีประสบการณ์ออกจากมือใหม่: ความคลาดเคลื่อน (tolerance) ที่แท้จริงที่คุณต้องการนั้นแน่นแค่ไหน? การเข้าใจข้อกำหนดด้านความคลาดเคลื่อนเป็นจุดที่การตัดสินใจในการจัดหาสินค้าหลายครั้งผิดพลาด—ไม่ว่าจะเป็นการระบุความคลาดเคลื่อนที่เข้มงวดเกินความจำเป็นจนทำให้ต้นทุนสูงขึ้นโดยไม่จำเป็น หรือระบุความคลาดเคลื่อนที่หละหลวมเกินไปจนได้ชิ้นส่วนที่ใช้งานไม่ได้ตามปกติ เมื่อประเมินผู้ผลิตชิ้นส่วน CNC ความสามารถของพวกเขาในการควบคุมความคลาดเคลื่อนจะบ่งบอกถึงคุณภาพของอุปกรณ์และระดับการควบคุมกระบวนการอย่างชัดเจน
การกลึงแบบความคลาดเคลื่อนมาตรฐานเทียบกับการกลึงแบบความคลาดเคลื่อนแน่น
ลองนึกภาพความคลาดเคลื่อนว่าเป็นช่วงความแปรผันเชิงมิติที่ยอมรับได้จากแบบแปลนการออกแบบที่คุณตั้งใจไว้ ตามมาตรฐานอุตสาหกรรม ความคลาดเคลื่อนทั่วไปของการกลึง CNC มักอยู่ที่ประมาณ ±0.005 นิ้ว (0.13 มม.) ซึ่งควบคุมตามเกรดกลางของมาตรฐาน ISO 2768-1 ค่าพื้นฐานนี้สามารถรองรับความแปรผันทั่วไปที่เกิดจากความแม่นยำของเครื่องจักร ผลกระทบจากอุณหภูมิ และการสึกหรอของเครื่องมือ ขณะเดียวกันก็ยังคงรักษาอัตราการผลิตในระดับที่ประหยัดต้นทุน
แต่จะเกิดอะไรขึ้นเมื่อค่าความคลาดเคลื่อนมาตรฐานไม่เพียงพอ? ชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC แบบความแม่นยำสูงจำเป็นต้องใช้วิธีการพิเศษ การกลึงแบบความแม่นยำสูงสามารถบรรลุค่าความคลาดเคลื่อนได้แน่นหนาถึง ±0.001 นิ้ว (0.025 มม.) ในขณะที่แอปพลิเคชันที่ต้องการความแม่นยำสูงมากเป็นพิเศษ—เช่น อุปกรณ์ผ่าตัด—อาจต้องการค่าความคลาดเคลื่อนอยู่ที่ ±0.0002 นิ้ว ถึง ±0.0005 นิ้ว (0.005 ถึง 0.013 มม.) อย่างไรก็ตาม มีเพียงประมาณ 1% ของชิ้นส่วนทั้งหมดเท่านั้นที่ต้องการค่าความคลาดเคลื่อนในช่วงสุดขั้วนี้
ชิ้นส่วน CNC แบบความแม่นยำสูงแตกต่างจากชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC มาตรฐานในหลายประเด็นสำคัญ ดังนี้:
- ข้อกำหนดของอุปกรณ์: แกนหมุนแบบความแม่นยำสูงที่ใช้ตลับลูกปืนเซรามิกหรือตลับลูกปืนแบบอากาศ ซึ่งรักษาระดับความเบี้ยวของการหมุนไว้ต่ำกว่า 0.0001 นิ้ว
- การควบคุมสิ่งแวดล้อม: พื้นที่ควบคุมอุณหภูมิให้มีความเสถียรที่ ±0.5°C
- การตรวจสอบคุณภาพ: ขั้นตอนการตรวจสอบที่เข้มงวดยิ่งขึ้น โดยใช้เครื่องมือวัดที่ผ่านการสอบเทียบแล้ว
- เวลาในการกลึง: ความเร็วในการป้อนและความเร็วในการหมุนที่ลดลง เพื่อลดการบิดงอจากความร้อน
เมื่อความแม่นยำมีความสำคัญสูงสุด
ไม่ใช่ทุกคุณลักษณะของชิ้นส่วนของคุณจะต้องการระดับความคลาดเคลื่อน (tolerance) เท่ากัน ข้อกำหนดเชิงกลยุทธ์หมายถึงการระบุความคลาดเคลื่อนที่เข้มงวดเฉพาะในจุดที่ฟังก์ชันการทำงานจำเป็นเท่านั้น เช่น พื้นผิวที่ต้องสัมผัสกันอย่างแม่นยำ (mating surfaces), การพอดีของเพลาและแบริ่ง (bearing fits), หรือลักษณะโครงสร้างที่ต้องการการจัดแนวอย่างแม่นยำ (critical alignment features) ขณะที่มิติที่ไม่สำคัญสามารถคงไว้ที่ระดับความคลาดเคลื่อนมาตรฐานได้
พิจารณาสถานการณ์ต่อไปนี้ ซึ่งชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC แบบความแม่นยำสูงคุ้มค่ากับการลงทุน:
- พื้นผิวสำหรับการประกอบ (Assembly interfaces): ชิ้นส่วนที่ต้องสัมผัสหรือเชื่อมต่อกับชิ้นส่วนอื่นอย่างแม่นยำ
- ชุดประกอบที่หมุนได้: เพลาและแบริ่งที่ต้องการการพอดีเฉพาะ
- พื้นผิวสำหรับปิดผนึก: กรณีที่ความแม่นยำของมิติช่วยป้องกันการรั่วซึม
- เปลือกหุ้มอุปกรณ์ออปติคัลหรืออิเล็กทรอนิกส์ (Optical or electronic housings): แอปพลิเคชันที่ต้องการความแม่นยำในการจัดแนวเป็นพิเศษ
การกลึงชิ้นส่วนขนาดใหญ่ด้วยเครื่องจักร CNC นั้นนำเสนอความท้าทายเฉพาะด้านการควบคุมความคลาดเคลื่อน ปรากฏการณ์การขยายตัวจากความร้อน (thermal expansion) จะมีผลกระทบมากขึ้นเมื่อมิติของชิ้นงานเพิ่มขึ้น ทำให้สภาพแวดล้อมที่ควบคุมอุณหภูมิมีความสำคัญยิ่งขึ้นต่อการรักษาความแม่นยำตลอดทั้งชิ้นงานขนาดใหญ่
ความสัมพันธ์ระหว่างต้นทุนและความคลาดเคลื่อน
นี่คือความจริงที่ผู้ซื้อส่วนใหญ่มักมองข้าม: การทำให้ช่วงความคลาดเคลื่อน (tolerances) แคบลงกว่าที่จำเป็นสำหรับการใช้งานจริง ไม่ได้ทำให้ชิ้นส่วนของคุณดีขึ้นแต่อย่างใด—แต่กลับเพิ่มต้นทุนของคุณเท่านั้น ตาม ข้อมูลการกลึงความแม่นยำสูง การเปลี่ยนจากกระบวนการกลึงมาตรฐานไปเป็นกระบวนการกลึงภายใต้การควบคุมอุณหภูมิ จะเพิ่มต้นทุนขึ้น 25–50% ในขณะที่การบรรลุช่วงความคลาดเคลื่อนที่แคบที่สุดด้วยระบบควบคุมสิ่งแวดล้อมอย่างสมบูรณ์ จะเพิ่มต้นทุนขึ้น 100–200%
ตารางด้านล่างแสดงรายละเอียดความหมายของระดับช่วงความคลาดเคลื่อน (tolerance grades) แต่ละระดับต่อโครงการของคุณ:
| ช่วงความคลาดเคลื่อน | การใช้งานทั่วไป | ผลกระทบต่อต้นทุน | อุปกรณ์ที่จำเป็น |
|---|---|---|---|
| ±0.010" (±0.25 มม.) | ชิ้นส่วนอุตสาหกรรมทั่วไป โครงยึด โครงหุ้ม | เส้นฐาน | เครื่องจักร CNC มาตรฐาน สภาพแวดล้อมในโรงงานทั่วไป |
| ±0.005 นิ้ว (±0.13 มม.) | ชิ้นส่วนประกอบแบบใช้งานได้จริง เช่น ชิ้นส่วนยานยนต์ | เพิ่มขึ้น 10–25% | เครื่องจักรที่ได้รับการบำรุงรักษาอย่างดี พร้อมระบบตรวจสอบสภาพอากาศ |
| ±0.002 นิ้ว (±0.05 มม.) | ยานยนต์สมรรถนะสูง อุปกรณ์อุตสาหกรรม | เพิ่มขึ้น 50–100% | แกนหมุนความแม่นยำสูง การควบคุมอุณหภูมิ ±3°C |
| ±0.001" (±0.025 มม.) | ชิ้นส่วนอากาศยาน อุปกรณ์ทางการแพทย์ | เพิ่มขึ้น 100–150% | เครื่องจักรความแม่นยำสูง การยึดชิ้นงานที่ดีขึ้น |
| ±0.0005 นิ้ว (±0.013 มม.) | เครื่องมือผ่าตัด อุปกรณ์ออปติก | เพิ่มขึ้น 150–200% | ควบคุมสภาพแวดล้อมอย่างสมบูรณ์ ระบบกันการสั่นสะเทือน |
การเลือกวัสดุยังส่งผลต่อความคลาดเคลื่อนที่สามารถบรรลุได้ ชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC อย่างแม่นยำจากอลูมิเนียมสามารถบรรลุความคลาดเคลื่อนที่แคบกว่าได้ง่ายกว่าไทเทเนียม เนื่องจากความแตกต่างกันในด้านความสามารถในการกลึง วัสดุพลาสติกสร้างความท้าทายเพิ่มเติม—ความยืดหยุ่นและไวต่ออุณหภูมิของพลาสติกมักจำกัดความคลาดเคลื่อนที่ใช้งานได้จริงไว้ที่ระดับกลาง (Medium grade) ตามมาตรฐาน ISO 2768-1
เมื่อสื่อสารกับผู้ผลิต ให้ระบุตารางความคลาดเคลื่อนไว้โดยตรงบนแบบแปลน 2 มิติของคุณ เพื่อระบุว่ามิติใดเป็นมิติที่สำคัญ วิธีนี้จะช่วยป้องกันไม่ให้กำหนดความคลาดเคลื่อนที่เข้มงวดเกินความจำเป็น และช่วยให้ผู้ผลิตสามารถเสนอราคาได้อย่างแม่นยำ ความเข้าใจในพลวัตของความคลาดเคลื่อนเหล่านี้จะเตรียมความพร้อมให้คุณสำหรับประเด็นสำคัญข้อถัดไป นั่นคือ ความต้องการเฉพาะของแต่ละอุตสาหกรรมที่มีผลต่อการกำหนดข้อกำหนดต่าง ๆ ซึ่งส่งผลต่อการเลือกผู้ผลิต มากกว่าเพียงแค่ศักยภาพทั่วไปในการกลึง
ข้อกำหนดเฉพาะของแต่ละอุตสาหกรรมสำหรับการผลิตชิ้นส่วนด้วยเครื่องจักร CNC
คุณเคยสังเกตเห็นหรือไม่ว่าร้านเครื่องจักรกลสำหรับยานยนต์ในท้องถิ่นจัดการโครงการต่าง ๆ ไปอย่างไรเมื่อเทียบกับโรงงานที่ผลิตเครื่องมือผ่าตัด? สิ่งนี้ไม่ได้เกิดขึ้นโดยบังเอิญแต่อย่างใด อุตสาหกรรมแต่ละประเภทกำหนดความต้องการที่แตกต่างกันอย่างมากต่อผู้ผลิตชิ้นส่วน CNC ของตน — และการเข้าใจความแตกต่างเหล่านี้จะช่วยให้คุณระบุผู้จัดจำหน่ายที่มีคุณสมบัติเหมาะสมจริง ๆ สำหรับการใช้งานเฉพาะของคุณ แทนที่จะเลือกผู้จัดจำหน่ายเพียงรายเดียวที่อ้างว่าสามารถรองรับงานได้อย่างกว้างขวาง
มาตรฐานการกลึงสำหรับอุตสาหกรรมยานยนต์
เมื่อคุณกำลังจัดหาชิ้นส่วนสำหรับการใช้งานด้านยานยนต์ ความสม่ำเสมอในการผลิตจำนวนมากจะกลายเป็นสิ่งสำคัญยิ่ง หากคุณกำลังมองหาร้านเครื่องจักรกลสำหรับยานยนต์ใกล้ตัว หรือประเมินผู้จัดจำหน่ายระดับโลก การผลิตชิ้นส่วนยานยนต์ด้วยเครื่องจักรกล (automotive machining manufacturing) จะต้องอาศัยความสามารถเฉพาะที่ร้านผลิตทั่วไปอาจไม่มี
ภาคยานยนต์ดำเนินงานภายใต้มาตรฐาน IATF 16949 — ซึ่งเป็นมาตรฐานสากลว่าด้วยระบบการจัดการคุณภาพสำหรับอุตสาหกรรมยานยนต์ โดยรวมเอาหลักการของ ISO 9001 เข้าด้วยกับข้อกำหนดเฉพาะของภาคอุตสาหกรรมนี้ การรับรองมาตรฐานนี้ไม่ใช่เพียงเอกสารทางราชการเท่านั้น แต่ยังแสดงถึงความมุ่งมั่นพื้นฐานต่อ:
- การป้องกันข้อบกพร่อง: ระบบที่ออกแบบมาเพื่อตรวจจับปัญหาก่อนที่จะส่งผลกระทบต่อสายการประกอบของคุณ
- การปรับปรุงต่อเนื่อง ขั้นตอนที่มีการบันทึกไว้อย่างเป็นทางการเพื่อให้เกิดประสิทธิภาพและคุณภาพที่ดีขึ้นอย่างต่อเนื่อง
- การกำกับดูแลซัพพลายเออร์: การรับรองและตรวจสอบแหล่งวัสดุอย่างเข้มงวด
- ความสามารถในการติดตามที่มาของผลิตภัณฑ์: เอกสารครบถ้วนตั้งแต่วัตถุดิบจนถึงชิ้นส่วนสำเร็จรูป
โรงกลึงเครื่องยนต์ที่ทำงานกับชิ้นส่วนระบบขับเคลื่อน (drivetrain components) จะเผชิญกับความท้าทายที่แตกต่างจากโรงงานผลิตชิ้นส่วนโครงสร้างตัวถัง (fabrication shop) ชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC สำหรับยานยนต์ต้องสามารถทนต่อการสั่นสะเทือน การเปลี่ยนแปลงอุณหภูมิแบบวงจร (thermal cycling) และแรงเครื่องจักรตลอดระยะทางหลายแสนไมล์ สิ่งนี้หมายความว่า ผู้ผลิตจำเป็นต้องมีการควบคุมกระบวนการอย่างเข้มแข็ง เพื่อให้มั่นใจว่าทุกชิ้นส่วน—ไม่ว่าจะเป็นชิ้นแรกหรือชิ้นที่หนึ่งหมื่น—จะตรงตามข้อกำหนดเดียวกันทุกประการ
ข้อกำหนดในการผลิตอุปกรณ์ทางการแพทย์
การผลิตอุปกรณ์ทางการแพทย์ดำเนินการภายใต้กรอบกฎระเบียบซึ่งข้อผิดพลาดอาจส่งผลถึงชีวิตหรือความตาย ความรุนแรงของผลกระทบที่อาจเกิดขึ้นจึงเรียกร้องให้มีกรอบการรับรองที่เข้มงวดกว่าการใช้งานในภาคอุตสาหกรรมทั่วไปอย่างมาก
มาตรฐาน ISO 13485 เป็นมาตรฐานการจัดการคุณภาพที่ชัดเจนและเป็นที่ยอมรับสำหรับการผลิตอุปกรณ์ทางการแพทย์ การรับรองมาตรฐานนี้ต้องอาศัย:
- การจัดการความเสี่ยง: การระบุและลดความเสี่ยงของโหมดความล้มเหลวที่อาจเกิดขึ้นอย่างเป็นระบบ
- การควบคุมการออกแบบ: การรับรองที่มีเอกสารแนบมาเพื่อยืนยันว่าชิ้นส่วนทำงานตามวัตถุประสงค์ที่กำหนดไว้
- การตรวจสอบย้อนกลับอย่างสมบูรณ์: ชิ้นส่วนแต่ละชิ้นสามารถติดตามย้อนกลับไปยังล็อตวัสดุ เครื่องจักร และผู้ปฏิบัติงานที่เฉพาะเจาะจงได้
- การจัดการข้อร้องเรียน: กระบวนการอย่างเป็นทางการสำหรับการสอบสวนและแก้ไขปัญหาด้านคุณภาพ
- พิจารณาเรื่องความปลอดเชื้อ: การเลือกวัสดุและพื้นผิวที่รองรับข้อกำหนดด้านการฆ่าเชื้อ
นอกเหนือจากมาตรฐาน ISO 13485 แล้ว สถานประกอบการจะต้องปฏิบัติตามข้อบังคับของ FDA 21 CFR ส่วนที่ 820 — ซึ่งเป็นข้อบังคับด้านระบบคุณภาพ (Quality System Regulation) ที่ควบคุมการผลิตอุปกรณ์ทางการแพทย์ในสหรัฐอเมริกา ข้อกำหนดที่รวมกันนี้ทำให้มั่นใจได้ว่าเครื่องมือผ่าตัด อุปกรณ์ฝังในร่างกาย และอุปกรณ์วินิจฉัย จะสอดคล้องกับมาตรฐานด้านความปลอดภัยและประสิทธิภาพที่เข้มงวดอย่างยิ่ง
ความแม่นยำระดับอวกาศ
การผลิตอุตสาหกรรมการบินและอวกาศถือเป็นหนึ่งในสภาพแวดล้อมการรับรองที่เข้มงวดที่สุดสำหรับงานกลึงความแม่นยำ เมื่อชิ้นส่วนทำงานที่ความสูง 30,000 ฟุต คุณภาพไม่ใช่สิ่งที่สามารถต่อรองได้ — แต่เป็นสิ่งจำเป็นอย่างยิ่งต่อการดำรงชีวิต
AS9100 สร้างขึ้นบนพื้นฐานของ ISO 9001 โดยเพิ่มข้อกำหนดเฉพาะด้านอวกาศซึ่งทำหน้าที่แยกผู้ผลิตที่ผ่านการรับรองแล้วออกจากโรงงานเครื่องจักรทั่วไป:
- การจัดการโครงสร้าง (Configuration management): การควบคุมอย่างเข้มงวดเพื่อให้มั่นใจว่าการเปลี่ยนแปลงการออกแบบได้รับการบันทึกและดำเนินการอย่างเหมาะสม
- การตรวจสอบมาตราแรก (FAI): การตรวจสอบอย่างครอบคลุมเพื่อยืนยันว่าชิ้นส่วนที่ผลิตขึ้นมีความสอดคล้องกับแบบที่ได้รับการอนุมัติแล้ว
- การป้องกันเศษวัสดุแปลกปลอม (FOD): มาตรการป้องกันการปนเปื้อนของชิ้นส่วนประกอบที่มีความสำคัญยิ่ง
- การป้องกันชิ้นส่วนปลอม: การควบคุมห่วงโซ่อุปทานเพื่อรับรองความแท้จริงของวัสดุ
- การควบคุมกระบวนการพิเศษ: การกำกับดูแลที่เข้มงวดยิ่งขึ้นสำหรับกระบวนการสำคัญ เช่น การอบความร้อน การชุบโลหะ และกระบวนการอื่นๆ ที่มีความสำคัญยิ่ง
โครงการด้านอวกาศหลายโครงการยังกำหนดให้มีการรับรอง NADCAP สำหรับกระบวนการพิเศษอีกด้วย ซึ่งแตกต่างจากการรับรองทั่วไป NADCAP จะประเมินการควบคุมกระบวนการเฉพาะแต่ละประเภทในระดับละเอียดยิ่ง—เพื่อยืนยันว่ากระบวนการอบความร้อน การแปรรูปทางเคมี และการทดสอบแบบไม่ทำลาย ล้วนสอดคล้องตามมาตรฐานสูงสุดของอุตสาหกรรม
สำหรับงานที่เกี่ยวข้องกับการป้องกันประเทศ การปฏิบัติตามข้อบังคับ ITAR (International Traffic in Arms Regulations) จะเพิ่มความซับซ้อนอีกชั้นหนึ่ง ITAR ควบคุมการจัดการข้อมูลเชิงเทคนิคและส่วนประกอบที่มีความละเอียดอ่อน ซึ่งจำเป็นต้องจดทะเบียนกับกระทรวงการต่างประเทศสหรัฐอเมริกา และปฏิบัติตามมาตรการรักษาความปลอดภัยของข้อมูลอย่างเคร่งครัด
การเปรียบเทียบใบรับรอง: การจับคู่ข้อกำหนดกับการใช้งาน
การเข้าใจว่าใบรับรองใดมีความสำคัญต่อการใช้งานของคุณ จะช่วยป้องกันทั้งต้นทุนที่สูงเกินความจำเป็นจากการรับรองมากเกินไป และความเสี่ยงจากการเลือกผู้จัดจำหน่ายที่ไม่มีคุณสมบัติเพียงพอ
| ใบรับรอง | อุตสาหกรรมหลัก | ประเด็นเน้นหลัก | เหตุ ใด จึง สําคัญ |
|---|---|---|---|
| ISO 9001 | การผลิตทั่วไป | ระบบการจัดการคุณภาพ การปรับปรุงอย่างต่อเนื่อง | ใบรับรองพื้นฐานที่แสดงถึงความมุ่งมั่นด้านคุณภาพ |
| IATF 16949 | รถยนต์ | การป้องกันข้อบกพร่อง การกำกับดูแลผู้จัดจำหน่าย ความสามารถในการติดตามแหล่งที่มา | เป็นข้อกำหนดที่ผู้ผลิตรถยนต์รายใหญ่ (OEMs) กำหนดไว้; ผู้ผลิตรถยนต์รายใหญ่ 67% กำหนดให้มีมาตรฐาน ISO 9001 เป็นอย่างน้อย |
| AS9100 | การบินและอวกาศ | การจัดการความเสี่ยง การควบคุมการกำหนดค่า (configuration control) การตรวจสอบการผลิตครั้งแรก (FAI) | จำเป็นสำหรับการเข้าร่วมห่วงโซ่อุปทานในอุตสาหกรรมการบินและอวกาศ |
| ISO 13485 | อุปกรณ์ทางการแพทย์ | การจัดการความเสี่ยง ความสามารถในการติดตามแหล่งที่มา การปฏิบัติตามข้อบังคับด้านกฎระเบียบ | จำเป็นสำหรับส่วนประกอบของอุปกรณ์ทางการแพทย์ที่อยู่ภายใต้การควบคุมของ FDA |
| NADCAP | การบิน/ป้องกันประเทศ | การรับรองกระบวนการพิเศษ | ยืนยันความสามารถในการให้ความร้อน (heat treating), การตรวจสอบโดยไม่ทำลาย (NDT) และการประมวลผลด้วยสารเคมี |
| ITAR | การป้องกัน | ความมั่นคงด้านข้อมูล ข้อจำกัดการส่งออก | บังคับใช้กับข้อมูลเชิงเทคนิคและส่วนประกอบที่เกี่ยวข้องกับภาคการป้องกันประเทศ |
สิ่งที่ผู้ซื้อจำนวนมากมองข้าม: ใบรับรองต่าง ๆ ไม่สามารถใช้แทนกันได้ ตัวอย่างเช่น โรงงานกลึงชิ้นส่วนยานยนต์ที่มีใบรับรอง IATF 16949 แสดงถึงความเชี่ยวชาญเฉพาะด้านยานยนต์ แต่ใบรับรองนี้ไม่ทำให้โรงงานนั้นมีคุณสมบัติเหมาะสมสำหรับงานด้านการบินและอวกาศซึ่งต้องการใบรับรอง AS9100 อย่างไรก็ตาม โรงงานผลิตชิ้นส่วน (fabrication shop) ที่มีเพียงใบรับรอง ISO 9001 อาจขาดระบบประกันคุณภาพเฉพาะทางที่จำเป็นสำหรับการใช้งานในภาคการแพทย์หรือการบินและอวกาศ
ตาม การวิจัยอุตสาหกรรม ร้านค้าหรือโรงงานที่มีใบรับรองเฉพาะอุตสาหกรรมจะได้รับสัญญาเพิ่มขึ้นเฉลี่ย 15% เมื่อเทียบกับร้านค้าที่มีเพียงใบรับรองคุณภาพทั่วไป การลงทุนเพื่อรับใบรับรองเฉพาะทางนี้เป็นสัญญาณที่แสดงถึงศักยภาพและความมุ่งมั่น ซึ่งทีมจัดซื้อสามารถรับรู้และให้ความสำคัญได้
เมื่อคุณประเมินผู้ผลิตที่อาจเป็นพันธมิตรในการผลิต โปรดตรวจสอบใบรับรองของพวกเขาโดยตรง—ขอสำเนาใบรับรองและยืนยันสถานะปัจจุบันกับหน่วยงานที่ออกใบรับรอง การดำเนินการตรวจสอบอย่างรอบคอบนี้มีความสำคัญยิ่งขึ้นเมื่อพิจารณาตัวเลือกการตกแต่งผิว (Surface Finishing) ซึ่งส่งผลกระทบอย่างมากทั้งต่อประสิทธิภาพของชิ้นส่วนและความสอดคล้องตามข้อกำหนดด้านกฎระเบียบในแอปพลิเคชันที่มีความต้องการสูง
ตัวเลือกการตกแต่งผิวสำหรับชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC
คุณได้เลือกกระบวนการ วัสดุ และค่าความคลาดเคลื่อนที่เหมาะสมแล้ว—แต่ยังมีอีกหนึ่งปัจจัยที่อาจทำให้โครงการของคุณประสบความสำเร็จหรือล้มเหลวได้ การตกแต่งผิวเปลี่ยนชิ้นส่วนที่กัดด้วยเครื่องจักร CNC จากชิ้นส่วนที่ใช้งานได้จริงให้กลายเป็นผลิตภัณฑ์สำเร็จรูปที่พร้อมสำหรับการประกอบหรือการใช้งานจริง การเข้าใจตัวเลือกต่าง ๆ ช่วยให้คุณสื่อสารข้อกำหนดให้ชัดเจนกับผู้ผลิตชิ้นส่วนเครื่องจักร CNC ทุกราย และรับประกันว่าชิ้นส่วนของคุณจะทำงานได้ตามที่ออกแบบไว้อย่างแม่นยำ
การตกแต่งผิวเพื่อการใช้งานจริงเทียบกับการตกแต่งผิวเพื่อความสวยงาม
นี่คือความแตกต่างที่ผู้ซื้อหลายคนมักมองข้าม: ไม่ใช่ทุกประเภทของการเคลือบผิวจะทำหน้าที่เดียวกัน บางประเภทเน้นเพิ่มพูนลักษณะภายนอกเป็นหลัก ในขณะที่บางประเภทให้ประโยชน์เชิงฟังก์ชันที่สำคัญ เช่น การป้องกันการกัดกร่อน หรือการเพิ่มความต้านทานต่อการสึกหรอ การระบุข้อกำหนดอย่างชาญฉลาด หมายถึงการเลือกตามความต้องการที่แท้จริงของคุณ แทนที่จะเลือกตัวเลือกที่มีราคาแพงโดยอัตโนมัติ ทั้งที่คุณอาจไม่จำเป็นต้องใช้มัน
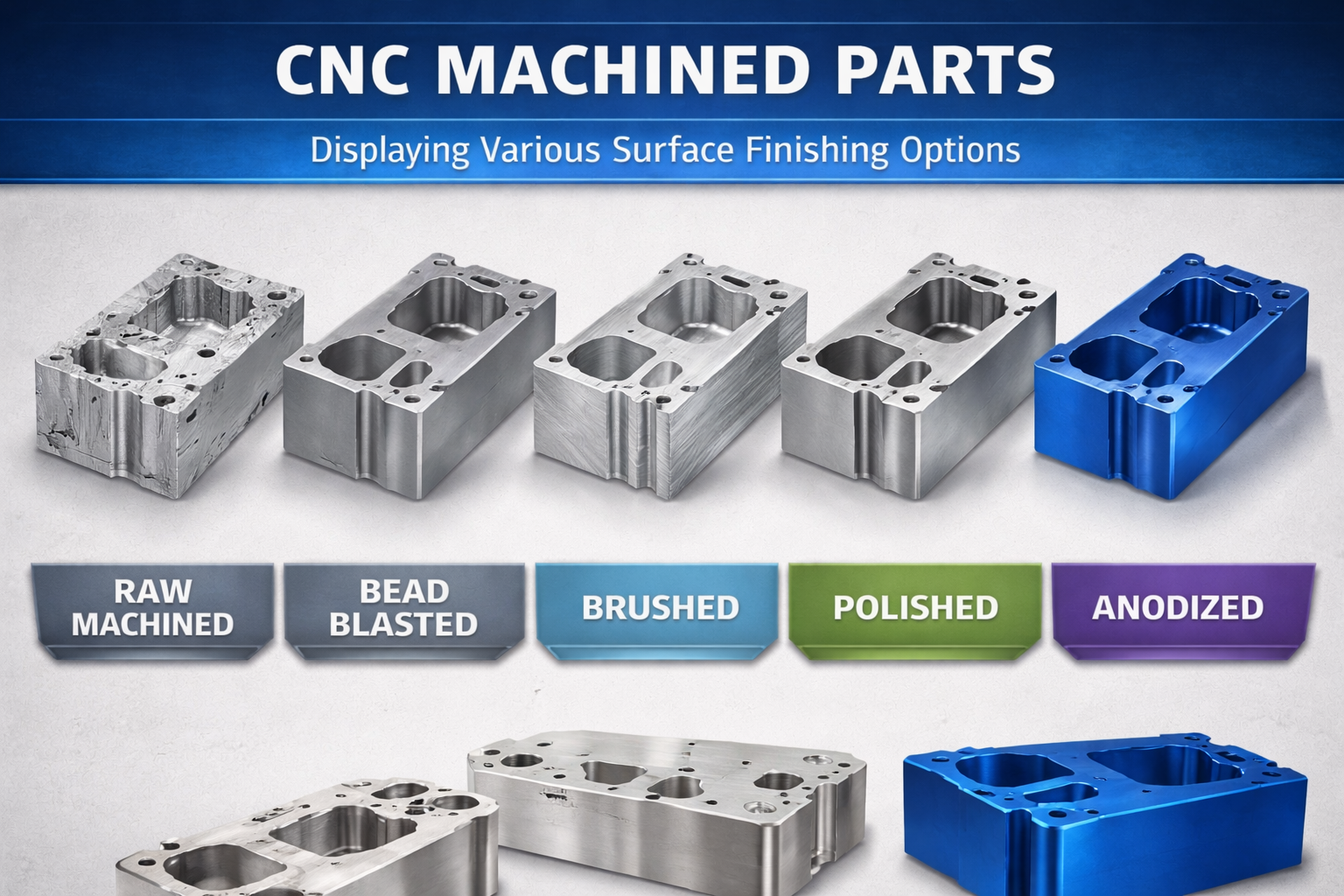
ผิวงานหลังการกลึง
ตัวเลือกที่ประหยัดที่สุดคือปล่อยให้ชิ้นส่วนที่ผ่านการกัดด้วยเครื่อง CNC คงไว้ซึ่งพื้นผิวที่เกิดขึ้นระหว่างกระบวนการกัดตามธรรมชาติ ตามมาตรฐานการเคลือบผิวในอุตสาหกรรม ค่าความหยาบของพื้นผิว (Ra) แบบไม่ผ่านการตกแต่งเพิ่มเติมโดยทั่วไปจะอยู่ที่ 1.6 ไมครอน Ra (มาตรฐานอุตสาหกรรมสำหรับการใช้งานทั่วไป) ถึง 3.2 ไมครอน Ra สำหรับชิ้นส่วนที่คุณภาพพื้นผิวไม่ใช่ปัจจัยสำคัญ ผิวแบบนี้เหมาะสมเมื่อ:
- ชิ้นส่วนจะถูกซ่อนไว้ไม่ให้มองเห็นในชุดประกอบสุดท้าย
- ลักษณะพื้นผิวไม่มีผลต่อการใช้งาน
- ข้อจำกัดด้านงบประมาณทำให้การลดต้นทุนเป็นลำดับความสำคัญอันดับแรก
- ชิ้นส่วนจะได้รับการตกแต่งเพิ่มเติมในขั้นตอนต่อมาของห่วงโซ่อุปทาน
การขัดเงาและการขัดผิว
เมื่อความน่าดึงดูดทางสายตาเป็นสิ่งสำคัญ การขัดผิวจะช่วยกำจัดรอยเครื่องจักรและสร้างพื้นผิวที่เรียบเนียน แวววาว โดยการขัดให้ได้ค่าความหยาบของพื้นผิว (Ra) ที่ 0.4 ไมครอน จะให้ผิวที่ใกล้เคียงกับผิวกระจก ซึ่งจำเป็นสำหรับชิ้นส่วนที่ต้องการแรงเสียดทานต่ำสุด หรือรูปลักษณ์ระดับพรีเมียม อย่างไรก็ตาม ความเรียบเนียนนี้มาพร้อมกับต้นทุน—การขัดผิวมักเพิ่มเวลาในการผลิตและค่าใช้จ่ายอย่างมีนัยสำคัญต่อชิ้นส่วนที่ผลิตด้วยเครื่องกัด CNC
การยิงลูกปัด
กระบวนการเชิงกลนี้ใช้ลูกปัดแก้วพุ่งเข้าชนผิวของชิ้นงาน เพื่อสร้างพื้นผิวด้านที่สม่ำเสมอ การพ่นลูกปัดแก้วสามารถกำจัดข้อบกพร่องบนผิวที่เล็กน้อยได้อย่างมีประสิทธิภาพ ขณะเดียวกันยังเตรียมผิวชิ้นงานให้พร้อมสำหรับกระบวนการเคลือบในขั้นตอนถัดไป วิธีนี้ได้รับความนิยมอย่างมากสำหรับผลิตภัณฑ์ที่ผลิตด้วยเครื่อง CNC ซึ่งต้องการลักษณะผิวที่สม่ำเสมอและไม่สะท้อนแสง โดยไม่ต้องลงทุนเพิ่มเติมเช่นการขัดผิว
สารเคลือบป้องกันสำหรับสภาพแวดล้อมที่รุนแรง
เมื่อชิ้นส่วนของคุณต้องสัมผัสกับสารเคมีกัดกร่อน การใช้งานกลางแจ้ง หรือสภาวะการปฏิบัติงานที่รุนแรง สารเคลือบป้องกันจึงกลายเป็นสิ่งจำเป็น ไม่ใช่เพียงทางเลือกเสริม
การทําแอโนด
การชุบอะโนไดซ์สร้างชั้นออกไซด์ที่ทนทานบนชิ้นส่วนอลูมิเนียม ซึ่งช่วยเพิ่มความต้านทานการกัดกร่อนและความแข็งของพื้นผิวอย่างมาก มีอยู่สามประเภท ซึ่งแต่ละประเภทตอบสนองความต้องการที่แตกต่างกัน:
- ชนิดที่ I (กรดโครมิก): ชั้นเคลือบที่บางที่สุด ซึ่งรักษาความแม่นยำของขนาด (tolerances) ไว้ได้ดี; นิยมใช้ในงานอวกาศที่ต้องการความต้านทานต่อการเหนื่อยล้าของวัสดุ
- ประเภท II (กรดซัลฟิวริก): ตัวเลือกที่พบได้ทั่วไปที่สุด ซึ่งให้สมดุลระหว่างต้นทุนและประสิทธิภาพ; สามารถรับสีต่าง ๆ ได้เพื่อปรับแต่งลักษณะภายนอกตามความต้องการ
- ชนิดที่สาม (Hardcoat): ชั้นเคลือบที่หนาที่สุดและทนทานที่สุด สำหรับการใช้งานเชิงอุตสาหกรรมและทางทหารที่ต้องการความต้านทานต่อการสึกหรอขั้นสูงสุด
การเคลือบผง
การเคลือบผงแบบแห้งนี้เป็นกระบวนการที่นำผงเคลือบมาพ่นลงบนพื้นผิวด้วยหลักการไฟฟ้าสถิต ก่อนนำไปอบด้วยความร้อนจนเกิดเป็นชั้นป้องกันที่แข็งแรง การเคลือบผงมีความทนทานสูงมากต่อการกระแทก สารเคมี และรังสี UV นอกจากนี้ยังมีตัวเลือกสีให้เลือกมากมาย จึงให้ทั้งการป้องกันเชิงหน้าที่และการออกแบบที่โดดเด่น—ทำให้เหมาะอย่างยิ่งสำหรับผลิตภัณฑ์เพื่อผู้บริโภคและอุปกรณ์สำหรับใช้งานกลางแจ้ง
ตัวเลือกการชุบผิว
การชุบโลหะคือกระบวนการเคลือบผิวชิ้นส่วนด้วยชั้นโลหะบางๆ ที่มีคุณสมบัติในการป้องกันหรือให้คุณสมบัติเฉพาะ:
- นิกเกิลแบบไม่ใช้ไฟฟ้า: การเคลือบที่สม่ำเสมอโดยไม่ใช้กระแสไฟฟ้า; ให้ความสามารถในการต้านทานการกัดกร่อนและค่าความแข็งที่ยอดเยี่ยมทั่วทั้งรูปทรงเรขาคณิตที่ซับซ้อน
- การชุบโครเมียม: ให้พื้นผิวที่เงาและสะท้อนแสงได้ดี พร้อมความต้านทานการสึกหรอที่ดี
- การเคลือบซีนก การป้องกันการกัดกร่อนที่มีต้นทุนต่ำ ซึ่งนิยมใช้ในงานยานยนต์
- การทอง: การนำไฟฟ้าที่เหนือกว่าสำหรับขั้วต่ออุปกรณ์อิเล็กทรอนิกส์
การลดลง
สำหรับผลิตภัณฑ์ที่ผลิตจากสแตนเลสโดยเครื่องจักร CNC การทำพาสซิเวชันจะเพิ่มประสิทธิภาพการต้านทานการกัดกร่อนตามธรรมชาติ โดยการกำจัดธาตุเหล็กอิสระออกจากผิวหน้า และส่งเสริมการเกิดชั้นออกไซด์ที่มีคุณสมบัติป้องกัน กระบวนการทางเคมีนี้มีความสำคัญอย่างยิ่งสำหรับชิ้นส่วนที่ใช้ในงานทางการแพทย์และอุตสาหกรรมแปรรูปอาหาร ซึ่งการป้องกันการปนเปื้อนถือเป็นสิ่งจำเป็น
การเลือกผิวสัมผัสตามการใช้งาน
การเลือกผิวสัมผัสที่เหมาะสมต้องอาศัยการพิจารณาอย่างรอบด้านระหว่างความต้องการด้านการป้องกัน ข้อกำหนดด้านลักษณะปรากฏ และข้อจำกัดด้านงบประมาณ ตารางด้านล่างนี้ให้คำแนะนำในการจับคู่ผิวสัมผัสกับการใช้งานทั่วไป:
| ประเภทการเสร็จสิ้น | ระดับการป้องกัน | ลักษณะ | เหมาะที่สุดสำหรับงานประเภท | ราคาสัมพัทธ์ |
|---|---|---|---|---|
| แบบกลึงสำเร็จรูป (As-Machined) | ต่ำ | เห็นรอยเครื่องมือได้ชัดเจน; มีลักษณะเชิงฟังก์ชัน | ส่วนประกอบภายใน ต้นแบบ ชิ้นส่วนที่ซ่อนอยู่ | $ |
| การยิงลูกปัด | ต่ำ-ปานกลาง | พื้นผิวด้านสม่ำเสมอ | อุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค การเตรียมพื้นผิวก่อนการเคลือบ | $$ |
| การขัดเงา | ต่ำ | ผิวมันวาวสูง เหมือนกระจก | อุปกรณ์ทางการแพทย์ ชิ้นส่วนตกแต่ง ตัวเรือนอุปกรณ์ออปติก | $$$ |
| ออกซิไดซ์ (ชนิดที่ II) | ปานกลาง-สูง | ผิวด้านหรือผิวซาติน; มีให้เลือกหลายสี | โครงยึดสำหรับอากาศยาน ผลิตภัณฑ์สำหรับผู้บริโภค ตัวเรือนอุปกรณ์อิเล็กทรอนิกส์ | $$ |
| การชุบอะโนไดซ์ (แบบที่ III) | สูงมาก | โดยทั่วไปเป็นสีเทาเข้มหรือสีดำ | อุปกรณ์ทางทหาร เครื่องจักรอุตสาหกรรม พื้นผิวที่สัมผัสแรงเสียดสี | $$$ |
| การเคลือบผง | สูง | มีให้เลือกหลากหลายสี; พื้นผิวเรียบหรือพื้นผิวมีลวดลาย | อุปกรณ์สำหรับใช้งานกลางแจ้ง ชิ้นส่วนยานยนต์ สินค้าสำหรับผู้บริโภค | $$ |
| นิกเกิลเคลือบแบบไม่ใช้กระแสไฟฟ้า | สูง | ผิวโลหะแวววาว | รูปทรงเรขาคณิตที่ซับซ้อน ชิ้นส่วนไฮดรอลิก วาล์ว | $$$ |
| ชุบโครเมียม | ปานกลาง-สูง | มีความเงาสูง ให้ผิวเหมือนกระจก | ชิ้นส่วนตกแต่งยานยนต์ ฮาร์ดแวร์ตกแต่ง | $$$$ |
| การชุบสังกะสี | ปานกลาง | โครเมตสีเงิน-ฟ้า หรือสีเหลือง | สกรูและอุปกรณ์ยึดตรึง โครงยึด ชิ้นส่วนใต้ท้องรถ | $$ |
ตามการประมาณการต้นทุนการตกแต่งพื้นผิว งานตกแต่งพื้นผิวแบบง่าย เช่น การพ่นเม็ดทราย มักมีราคาอยู่ระหว่าง 30–50 ดอลลาร์สหรัฐต่อชิ้น ส่วนการชุบอะโนไดซ์หรือชุบไนโคลอิเล็กโทรเลสอาจมีราคาสูงขึ้นถึง 100–200 ดอลลาร์สหรัฐต่อชิ้น ขึ้นอยู่กับขนาดและความซับซ้อนของชิ้นงาน การวางแผนต้นทุนเหล่านี้ตั้งแต่ระยะการออกแบบจะช่วยป้องกันไม่ให้เกิดความประหลาดใจด้านงบประมาณในภายหลัง
การเลือกประเภทการตกแต่งพื้นผิวยังส่งผลต่อระยะเวลาการผลิตด้วย งานตกแต่งพื้นผิวแบบง่ายจะเพิ่มเวลาการผลิตเพียงไม่กี่ชั่วโมง ในขณะที่กระบวนการตกแต่งพื้นผิวที่ซับซ้อน เช่น การชุบอะโนไดซ์หรือการชุบไฟฟ้า จะยืดระยะเวลาการผลิตออกไปอีก 24–48 ชั่วโมง (ไม่รวมเวลาเตรียมพื้นผิวและเวลาอบแห้ง) เมื่อประเมินผู้ผลิต ควรยืนยันว่าผู้ผลิตมีศักยภาพในการดำเนินการตกแต่งพื้นผิวภายในโรงงานเอง หรือต้องจ้างภายนอก ซึ่งอาจเพิ่มระยะเวลาขนส่งและเพิ่มความซับซ้อนในการประสานงาน
การเข้าใจตัวเลือกการตกแต่งผิวช่วยเตรียมความพร้อมให้คุณสำหรับปัจจัยสำคัญขั้นต่อไปในการเลือกผู้ผลิต นั่นคือ การที่ต้นทุนต่างๆ รวมกันอย่างไรเพื่อกำหนดราคาต่อชิ้นสุดท้ายของคุณ — และจุดใดบ้างที่มีโอกาสในการปรับปรุงการลงทุนของคุณโดยไม่ลดทอนคุณภาพ
ปัจจัยต้นทุนที่มีผลต่อราคาชิ้นส่วน CNC
นี่คือคำถามที่มักทำให้ผู้ซื้อหลายคนรู้สึกประหลาดใจ: ทำไมชิ้นส่วนสองชิ้นที่ดูเหมือนคล้ายกันมากจึงมีใบเสนอราคาที่แตกต่างกันอย่างมาก? คำตอบอยู่ที่การเข้าใจปัจจัยต้นทุนที่แฝงอยู่ ซึ่งเป็นตัวกำหนดราคาชิ้นส่วนการกลึง CNC โดยไม่ว่าคุณจะทำงานร่วมกับผู้ผลิตชิ้นส่วนที่ผ่านการกลึงในท้องถิ่น หรือโรงงานผลิตชิ้นส่วน CNC ระดับโลก ปัจจัยพื้นฐานเดียวกันเหล่านี้ก็ยังคงมีผลต่อใบแจ้งหนี้สุดท้ายของคุณ
ปัจจัยต้นทุนที่แท้จริงในการผลิตชิ้นส่วน CNC
เมื่อคุณขอใบเสนอราคาสำหรับชิ้นส่วน CNC แบบกำหนดเอง ผู้ผลิตจะประเมินตัวแปรหลายประการที่ส่งผลสะสมกันจนเกิดเป็นราคาต่อชิ้นของคุณ ตาม การวิเคราะห์ราคาในอุตสาหกรรม ปัจจัยเหล่านี้เรียงลำดับจากผลกระทบสูงสุดไปต่ำสุด:
- ความซับซ้อนของการออกแบบ: การออกแบบที่ซับซ้อนด้วยลักษณะรายละเอียดหรือเรขาคณิตที่ยากต้องใช้การเขียนโปรแกรมอย่างละเอียดมากขึ้น การตั้งค่าเครื่องจักรเพิ่มเติม และบางครั้งจำเป็นต้องใช้เครื่องมือพิเศษ การผลิตชิ้นส่วนที่มีรูปแบบเรียบง่ายมีค่าใช้จ่ายประมาณ 20 ดอลลาร์สหรัฐต่อชั่วโมง ขณะที่ชิ้นส่วนที่ซับซ้อนจะทำให้อัตราค่าจ้างเพิ่มขึ้นเป็น 35–70 ดอลลาร์สหรัฐต่อชั่วโมง
- การเลือกวัสดุ: ต้นทุนวัตถุดิบแตกต่างกันอย่างมาก — อะลูมิเนียมมีราคา 5–10 ดอลลาร์สหรัฐต่อปอนด์ ในขณะที่สแตนเลสสตีลมีราคา 8–16 ดอลลาร์สหรัฐต่อปอนด์ นอกจากต้นทุนวัตถุดิบแล้ว ความสามารถในการกลึง (machinability) ยังส่งผลต่อเวลาไซเคิลและอายุการใช้งานของเครื่องมือ ซึ่งทำให้ค่าใช้จ่ายโดยรวมเพิ่มสูงขึ้น
- ข้อกำหนดเรื่องความคลาดเคลื่อน: การกำหนดความคลาดเคลื่อนที่แคบลง (tighter tolerances) จำเป็นต้องใช้ความเร็วในการกลึงที่ช้าลง การเปลี่ยนเครื่องมือบ่อยครั้งขึ้น และการตรวจสอบคุณภาพอย่างเข้มงวดยิ่งขึ้น การระบุความคลาดเคลื่อนที่ ±0.001 นิ้ว แทนที่จะเป็น ±0.005 นิ้ว อาจทำให้เวลาในการกลึงเพิ่มขึ้นได้ถึง 50% หรือมากกว่านั้น
- ปริมาณการผลิต: ต้นทุนคงที่ เช่น ค่าเขียนโปรแกรมและค่าตั้งค่าเครื่องจักร จะถูกกระจายไปยังหน่วยผลิตทั้งหมด การผลิตในปริมาณน้อยจะมีต้นทุนต่อหน่วยสูงกว่า ในขณะที่การสั่งซื้อในปริมาณมากจะได้รับประโยชน์จากเศรษฐศาสตร์ของการผลิตจำนวนมาก (economies of scale)
- ประเภทเครื่องจักร: เครื่องจักรแบบสามแกน (Three-axis machines) โดยทั่วไปมีค่าใช้จ่าย 10–20 ดอลลาร์สหรัฐต่อชั่วโมง ขณะที่เครื่องจักรแบบห้าแกน (five-axis machines) มีค่าใช้จ่าย 20–40 ดอลลาร์สหรัฐต่อชั่วโมง เนื่องจากมีความสามารถขั้นสูงและซับซ้อนในการปฏิบัติงาน
- ข้อกำหนดด้านการตกแต่งผิว: การเพิ่มการตกแต่งพื้นผิวเพิ่มเติมแต่ละแบบ—เช่น การชุบอะโนไดซ์ การชุบเคลือบโลหะ การขัดเงา—จะเพิ่มต้นทุนแรงงาน เวลาเครื่องจักร และวัสดุให้กับโครงการของคุณ
การเข้าใจลำดับชั้นนี้จะช่วยให้คุณกำหนดลำดับความสำคัญในการปรับปรุงให้มีประสิทธิภาพมากที่สุด การเปลี่ยนแปลงเล็กน้อยในระดับความซับซ้อนของการออกแบบมักจะสร้างการประหยัดต้นทุนได้มากกว่าการเปลี่ยนวัสดุ
การกำหนดราคาตามปริมาณและเศรษฐกิจจากขนาด
ลองนึกภาพว่าคุณสั่งชิ้นส่วนต้นแบบเพียงหนึ่งชิ้น เทียบกับการสั่งชิ้นส่วนสำหรับการผลิตจำนวน 1,000 ชิ้น การเขียนโปรแกรม การเตรียมไฟล์ CAD และการตั้งค่าเครื่องจักรจะทำเพียงครั้งเดียว—ไม่ว่าจำนวนสั่งซื้อจะเท่าใด สิ่งนี้ก่อให้เกิดความสัมพันธ์แบบผกผันระหว่างปริมาณการสั่งซื้อกับต้นทุนต่อหน่วย ซึ่งผู้เชี่ยวชาญด้านการผลิตชิ้นส่วนเครื่องจักรรับรู้ว่าเป็นปัจจัยควบคุมต้นทุนที่ทรงพลังที่สุดอย่างหนึ่ง
นี่คือตัวเลขที่ปรากฏจริงในทางปฏิบัติ:
- หน่วยเดียว: ค่าใช้จ่ายในการตั้งค่าและเขียนโปรแกรมทั้งหมดถูกแบกรับโดยชิ้นส่วนเพียงหนึ่งชิ้น—ราคาต่อหน่วยสูงสุด
- 5 ชิ้น: ราคาต่อหน่วยลดลงประมาณ 50% เมื่อเทียบกับราคาต่อหน่วยสำหรับชิ้นส่วนเพียงหนึ่งชิ้น
- 100 ชิ้น: ค่าใช้จ่ายในการตั้งค่ากลายเป็นน้อยมากต่อชิ้นส่วนหนึ่งชิ้น ขณะที่ต้นทุนวัสดุและเวลาไซเคิลเป็นปัจจัยหลักที่กำหนดราคา
- 1,000 ชิ้นขึ้นไป: ราคาต่อหน่วยอาจลดลงเหลือเพียง 10–20% ของต้นทุนต่อหน่วย
สำหรับชิ้นส่วนที่ผ่านการกลึงซึ่งมีจุดประสงค์เพื่อการผลิต การรวมคำสั่งซื้อเข้าด้วยกันเป็นล็อตขนาดใหญ่ — แม้ว่าจะหมายความว่าต้องเก็บสินค้าคงคลังบางส่วนไว้ — มักจะช่วยลดต้นทุนโครงการโดยรวมได้อย่างมาก ผู้ผลิตชิ้นส่วนที่ผ่านการกลึงด้วยเครื่อง CNC หลายรายเสนอโครงสร้างราคากลุ่ม (tiered pricing) ซึ่งให้ส่วนลดสำหรับการสั่งซื้อในปริมาณมาก
ปริมาณการสั่งซื้อที่น้อยยังก่อให้เกิดความท้าทายเชิงปฏิบัติอีกด้วย ตามข้อมูลจากอุตสาหกรรม ซัพพลายเออร์จำนวนมากกำหนดข้อกำหนดขั้นต่ำสำหรับการสั่งซื้อ ซึ่งอาจสูงกว่าปริมาณที่คุณต้องการสำหรับการผลิตในปริมาณน้อย ดังนั้น ในการผลิตต้นแบบ (prototyping) คุณควรพิจารณาข้อเท็จจริงนี้เป็นส่วนหนึ่งของกระบวนการคัดเลือกซัพพลายเออร์
การสมดุลระหว่างคุณภาพกับงบประมาณ
ทุกการตัดสินใจด้านการออกแบบที่คุณดำเนินการก่อนส่งไฟล์ไปยังโรงงานผลิตชิ้นส่วนที่ผ่านการกลึงด้วยเครื่อง CNC จะส่งผลต่อความสามารถในการผลิต (manufacturability) — และต้นทุนโดยรวม ผู้ซื้อที่ชาญฉลาดจะออกแบบให้เหมาะสมกับกระบวนการผลิตตั้งแต่ต้น แทนที่จะมองการกลึงเป็นเพียงขั้นตอนรองหลังการออกแบบเสร็จสิ้น
พิจารณากลยุทธ์การออกแบบต่อไปนี้ ซึ่งช่วยลดต้นทุนโดยไม่กระทบต่อประสิทธิภาพการใช้งาน:
- หลีกเลี่ยงโพรงลึก: ช่องว่างแบบกลวงที่มีความลึกมากกว่าความกว้างอย่างมีนัยสำคัญ ต้องใช้เครื่องมือพิเศษและลดความเร็วในการกัดให้ช้าลง
- ใช้ขนาดรูมาตรฐาน: การใช้ขนาดดอกสว่านตามมาตรฐาน (เพิ่มทีละ 1/64 นิ้ว) จะช่วยขจัดความจำเป็นในการผลิตเครื่องมือเฉพาะทาง
- มุมภายในแบบโค้งมน: มุมภายในที่แหลมคมต้องใช้เครื่องมือพิเศษและเพิ่มความซับซ้อน—ดังนั้นควรทำขอบเหล่านั้นให้มีรัศมีโค้ง
- เพิ่มความหนาของผนัง: ชิ้นส่วนที่มีผนังบางต้องควบคุมด้วยความแม่นยำสูงขึ้น และต้องใช้อุปกรณ์ยึดจับเฉพาะทาง ซึ่งส่งผลให้ต้นทุนสูงขึ้น
- จำกัดการตัดเกลียว: แต่ละลักษณะของเกลียวจะเพิ่มเวลาในการกัด—พิจารณาใช้วิธีการยึดแน่นแบบอื่นแทน หากเป็นไปได้
- ข้ามข้อความที่ไม่จำเป็น: การนูนหรือแกะสลักเพิ่มเวลาการทำงานของเครื่องจักรโดยไม่มีประโยชน์เชิงฟังก์ชัน ยกเว้นกรณีที่จำเป็นสำหรับการระบุตัวตน
ความสัมพันธ์ระหว่างระยะเวลาการนำส่งกับราคา ก็สมควรได้รับการพิจารณาเช่นกัน ระยะเวลาการนำส่งมาตรฐานช่วยให้ผู้ผลิตสามารถวางแผนงานของคุณได้อย่างมีประสิทธิภาพควบคู่ไปกับโครงการอื่นๆ ที่กำลังดำเนินอยู่ ขณะที่คำสั่งซื้อเร่งด่วน—โดยเฉพาะอย่างยิ่งคำสั่งที่ต้องจัดหาวัสดุอย่างเร่งด่วน หรือใช้แรงงานล่วงเวลา—อาจทำให้ต้นทุนเพิ่มขึ้นถึง 25–50% หรือมากกว่านั้น การวางแผนล่วงหน้าจึงยังคงเป็นกลยุทธ์ลดต้นทุนที่มักถูกมองข้ามมากที่สุด
เมื่อเปรียบเทียบใบเสนอราคาสำหรับชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC แบบกำหนดเอง กับชิ้นส่วนมาตรฐานจากรายการสินค้า โปรดจำไว้ว่างานแบบกำหนดเองโดยธรรมชาติจะมีต้นทุนเพิ่มเติมสำหรับการเขียนโปรแกรมและการตั้งค่าเครื่อง อย่างไรก็ตาม ชิ้นส่วนแบบกำหนดเองจะให้ผลลัพธ์ตรงตามความต้องการเฉพาะของแอปพลิเคชันคุณ ซึ่งอาจช่วยหลีกเลี่ยงขั้นตอนการประมวลผลเพิ่มเติมหรือขั้นตอนการประกอบที่ชิ้นส่วนมาตรฐานอาจต้องการ
แนวทางปฏิบัติที่เป็นประโยชน์คือการใช้สูตรนี้ในการประเมินว่าโครงการนั้นมีเหตุผลทางการเงินหรือไม่:
ต้นทุนโดยประมาณ = (ต้นทุนวัสดุ + ต้นทุนการตั้งค่าเครื่อง) + (เวลาการกลึง × อัตราค่าแรงต่อชั่วโมง) + ต้นทุนการตกแต่งผิว
การวิเคราะห์แบบนี้ช่วยให้คุณระบุองค์ประกอบต้นทุนที่มีศักยภาพสูงสุดในการปรับปรุงประสิทธิภาพสำหรับโครงการเฉพาะของคุณ ด้วยความเข้าใจเชิงลึกเกี่ยวกับปัจจัยที่ส่งผลต้นทุนนี้ คุณจะพร้อมประเมินผู้ผลิตชิ้นส่วนที่อาจร่วมงานด้วย โดยพิจารณาจากปัจจัยที่สำคัญจริงๆ ได้แก่ ศักยภาพในการผลิต ระบบควบคุมคุณภาพ และความสามารถในการส่งมอบผลลัพธ์ที่สม่ำเสมอในราคาที่แข่งขันได้

วิธีเลือกผู้ผลิตชิ้นส่วน CNC ที่เหมาะสม
คุณได้เชี่ยวชาญพื้นฐานทางเทคนิคแล้ว—ทั้งกระบวนการ วัสดุ ความคลาดเคลื่อน (tolerances) และพื้นผิวผ่านการตกแต่ง (finishes) ทีนี้มาถึงขั้นตอนการตัดสินใจที่จะกำหนดว่าความรู้ทั้งหมดนั้นจะนำไปสู่ชิ้นส่วนที่ประสบความสำเร็จหรือไม่ นั่นคือ การเลือกผู้ผลิตที่เหมาะสม การเลือกผู้จัดจำหน่ายชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC ไม่ใช่เพียงแค่การหาผู้เสนอราคาที่ต่ำที่สุดเท่านั้น แต่เป็นการค้นหาผู้ร่วมงานที่มีศักยภาพในการผลิต ระบบควบคุมคุณภาพ และแนวทางการสื่อสารที่สอดคล้องกับข้อกำหนดของโครงการคุณ
ประเมินความสามารถของผู้ผลิต
เมื่อประเมินผู้ผลิตชิ้นส่วนที่ผ่านการกลึงที่มีศักยภาพ คุณจำเป็นต้องใช้วิธีการอย่างเป็นระบบซึ่งเกินกว่าการอ้างอิงเพียงผิวเผินเท่านั้น ตามแนวปฏิบัติที่ดีที่สุดในอุตสาหกรรม การประเมินผู้จัดจำหน่ายเครื่องจักร CNC จำเป็นต้องพิจารณาหลายมิติของการดำเนินงานของพวกเขา
การประเมินอุปกรณ์และเทคโนโลยี
ผู้จัดจำหน่ายชิ้นส่วนที่ผ่านการกลึงซึ่งติดตั้งศูนย์กลึงแบบหลายแกนขั้นสูง แสดงให้เห็นถึงความสามารถในการจัดการรูปทรงเรขาคณิตที่ซับซ้อน แต่อย่าหยุดเพียงแค่นับจำนวนเครื่องจักร—โปรดตรวจสอบปัจจัยเฉพาะเหล่านี้:
- อายุและสภาพของเครื่องจักร: อุปกรณ์รุ่นใหม่มักสามารถรักษาระดับความคลาดเคลื่อน (tolerances) ให้แคบลงได้ และมีเวลาหยุดทำงานน้อยลง
- การบูรณาการซอฟต์แวร์ CAD/CAM: ซอฟต์แวร์รุ่นใหม่ช่วยให้การเขียนโปรแกรมเร็วขึ้น และลดข้อผิดพลาดจากการแปลงไฟล์แบบออกแบบของคุณ
- ศักยภาพในการทำระบบอัตโนมัติ ระบบการโหลดด้วยหุ่นยนต์ ระบบแท่นรอง (pallet systems) และการผลิตแบบไม่ต้องมีคนควบคุม (lights-out machining) บ่งชี้ถึงประสิทธิภาพในการผลิต
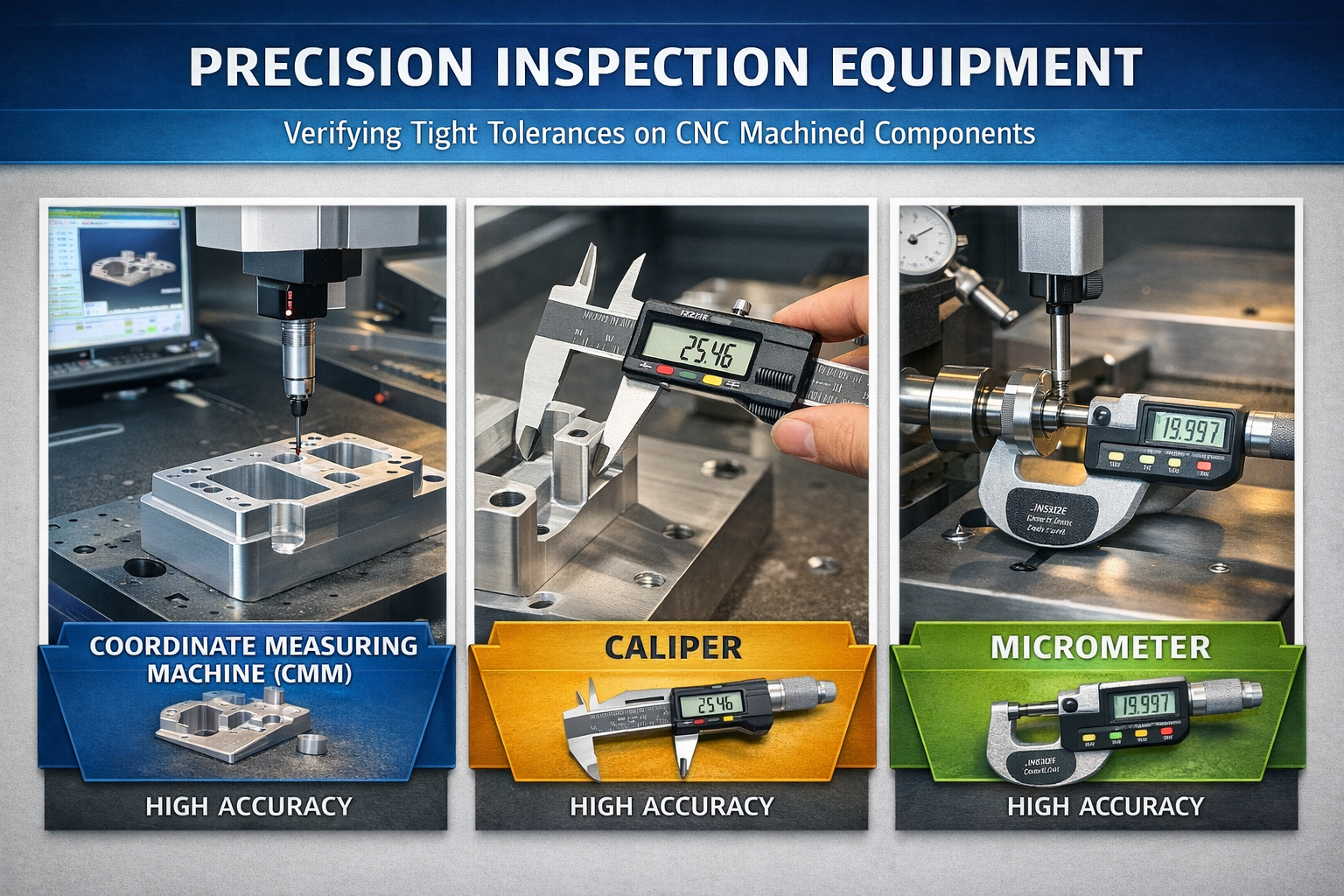
- อุปกรณ์ตรวจสอบ: เครื่องวัดพิกัด (Coordinate measuring machines: CMMs) เครื่องเปรียบเทียบรูปร่างด้วยแสง (optical comparators) และเครื่องวัดความหยาบของผิว (surface roughness testers) ใช้ยืนยันข้ออ้างเกี่ยวกับความแม่นยำ
ความเชี่ยวชาญด้านวัสดุถือเป็นตัวชี้วัดความสามารถที่สำคัญอีกประการหนึ่ง ผู้ผลิตชิ้นส่วนที่ผ่านการกลึงแล้วซึ่งมีประสบการณ์ในการทำงานกับวัสดุเฉพาะของคุณ—ไม่ว่าจะเป็นอลูมิเนียม ไทเทเนียม หรือพลาสติกวิศวกรรม—สามารถคาดการณ์ปัญหาที่อาจเกิดขึ้นระหว่างการกลึงและปรับแต่งกระบวนการให้มีประสิทธิภาพสูงสุดได้ พอร์ตโฟลิโอวัสดุที่กว้างขวางยังแสดงถึงความเชี่ยวชาญทางเทคนิคและความยืดหยุ่นในการใช้งานที่หลากหลาย
การประเมินกำลังการผลิต
ผู้ผลิตสามารถรองรับทั้งคำสั่งซื้อในปัจจุบันของคุณและขยายกำลังการผลิตเพื่อรองรับการเติบโตในอนาคตได้หรือไม่? โปรดประเมินตัวชี้วัดด้านกำลังการผลิตเหล่านี้:
- จำนวนเครื่องจักรที่จัดสรรไว้เฉพาะสำหรับชิ้นส่วนประเภทของคุณ (การกัด การกลึง หรือการกัดด้วยประจุไฟฟ้า—EDM)
- ตารางการทำงานของเครื่องจักร—แบบกะเดียว สองกะ หรือดำเนินงานตลอด 24/7
- ระดับการใช้กำลังการผลิตในปัจจุบันและระยะเวลาการนำส่งโดยเฉลี่ย
- ความสามารถในการขยายขนาดจากปริมาณต้นแบบไปสู่ปริมาณการผลิตจริง
ซัพพลายเออร์ที่มีกำลังการผลิตที่สามารถขยายขนาดได้จะช่วยลดความเสี่ยงของการเกิดคอขวดเมื่อโครงการของคุณก้าวผ่านระยะทดลองต้นแบบสู่การผลิตเต็มรูปแบบ สำหรับการใช้งานในอุตสาหกรรมยานยนต์ ผู้ผลิตอย่าง เทคโนโลยีโลหะเส้าอี้ แสดงให้เห็นถึงความสามารถนี้อย่างชัดเจน โดยเสนอการสร้างต้นแบบอย่างรวดเร็ว ซึ่งใช้เวลาในการผลิตเพียงหนึ่งวันทำการเท่านั้น และสามารถปรับขยายการผลิตได้อย่างราบรื่นสู่ระดับการผลิตจำนวนมาก — ทั้งหมดนี้เป็นการสนับสนุนวงจรการพัฒนาผลิตภัณฑ์แบบคล่องตัว
ระบบคุณภาพที่มีความสำคัญ
นอกเหนือจากใบรับรองที่แสดงไว้บนเว็บไซต์แล้ว การเข้าใจว่าผู้ผลิตดำเนินการควบคุมคุณภาพจริงๆ อย่างไร จึงเป็นปัจจัยที่แยกแยะพันธมิตรที่เชื่อถือได้ออกจากผู้ที่เพียงแต่ทำตามข้อกำหนดเพื่อผ่านการตรวจสอบ
การควบคุมกระบวนการทางสถิติ (SPC)
SPC หรือการควบคุมกระบวนการเชิงสถิติ (Statistical Process Control) ถือเป็นมาตรฐานทองคำสำหรับการตรวจสอบกระบวนการในการผลิตแบบแม่นยำ แทนที่จะรอตรวจสอบชิ้นส่วนหลังการผลิตเสร็จสมบูรณ์—ซึ่งเมื่อนั้นข้อบกพร่องได้เกิดขึ้นไปแล้ว—SPC จะติดตามตัวแปรของกระบวนการแบบเรียลไทม์ ทำให้ผู้ปฏิบัติงานสามารถตรวจจับความเบี่ยงเบนได้ก่อนที่จะส่งผลให้เกิดชิ้นส่วนที่ไม่ตรงตามมาตรฐาน
ตาม การวิจัยด้านการจัดการคุณภาพ การนำ SPC ไปใช้อย่างมีประสิทธิภาพส่งผลให้เกิดประโยชน์ที่วัดผลได้:
- การตรวจจับการสึกหรอของเครื่องมือในระยะแรก ก่อนที่จะส่งผลต่อความแม่นยำของมิติ
- ตัวชี้วัดความสามารถของกระบวนการ (ค่า Cpk) ที่แสดงถึงประสิทธิภาพที่สม่ำเสมอ
- การวิเคราะห์แนวโน้มเพื่อป้องกันไม่ให้กระบวนการเคลื่อนออกจากขอบเขตความคลาดเคลื่อนที่ยอมรับได้
- เอกสารที่สนับสนุนข้อกำหนดด้านการติดตามย้อนกลับ
เมื่อประเมินผู้จัดจำหน่ายชิ้นส่วนเครื่องจักร CNC ที่อาจเป็นไปได้ ให้สอบถามเกี่ยวกับการนำระบบควบคุมกระบวนการสถิติ (SPC) ไปใช้งาน ผู้ผลิตที่มีระบบคุณภาพซึ่งรองรับด้วย SPC — เช่น โรงงานที่ได้รับการรับรองมาตรฐาน IATF 16949 — แสดงให้เห็นถึงความมุ่งมั่นในการป้องกันข้อบกพร่อง มากกว่าเพียงแค่การตรวจจับข้อบกพร่องเท่านั้น
มาตรการการตรวจสอบ
การตรวจสอบที่มีประสิทธิภาพนั้นไม่ได้จำกัดอยู่เพียงการครอบครองอุปกรณ์ราคาแพงเท่านั้น ให้ศึกษากระบวนการตรวจสอบของผู้ผลิตอย่างละเอียด:
- การตรวจสอบมาตราแรก (FAI): การตรวจสอบมิติอย่างครบถ้วนก่อนเริ่มการผลิตจริง
- การตรวจสอบระหว่างกระบวนการผลิต: การตรวจสอบเป็นระยะระหว่างการผลิต เพื่อตรวจจับปัญหาตั้งแต่เนิ่นๆ
- การตรวจสอบขั้นสุดท้าย: การตรวจสอบอย่างสมบูรณ์ตามข้อกำหนดเฉพาะของท่านก่อนจัดส่ง
- เอกสาร: รายงานการตรวจสอบ ใบรับรองวัสดุ และบันทึกการติดตามย้อนกลับ
ผู้จัดจำหน่ายระดับแนวหน้ารักษาระดับอัตราการร้องเรียนให้ต่ำกว่าค่าเฉลี่ยของอุตสาหกรรมอย่างมาก ผ่านแนวทางการประกันคุณภาพแบบเป็นระบบ ขั้นตอนการทดสอบซ้ำสองครั้ง — ได้แก่ การตรวจสอบ ณ จุดการผลิต ตามด้วยการตรวจสอบยืนยันโดยอิสระ — ช่วยลดจำนวนข้อบกพร่องที่ส่งถึงลูกค้าให้เหลือเพียงเศษส่วนของเปอร์เซ็นต์
สัญญาณเตือนที่ควรระวัง
ประสบการณ์ช่วยให้ผู้ซื้อเรียนรู้ที่จะสังเกตสัญญาณเตือนซึ่งบ่งชี้ถึงปัญหาที่อาจเกิดขึ้นในอนาคต โปรดสังเกตสัญญาณเหล่านี้ระหว่างการประเมินของคุณ:
- การเคลมความสามารถโดยไม่เจาะจง: ผู้ผลิตที่ไม่สามารถระบุขีดความสามารถด้านความคลาดเคลื่อน (tolerance) หรือความเชี่ยวชาญด้านวัสดุได้อาจขาดความเชี่ยวชาญที่แท้จริง
- ราคาต่ำกว่าคู่แข่งอย่างมีนัยสำคัญ: ใบเสนอราคาที่ต่ำเกินจริงมักเป็นสัญญาณของการตัดทอนคุณภาพวัสดุ การควบคุมคุณภาพ หรือค่าใช้จ่ายแฝงที่จะปรากฏขึ้นในภายหลัง
- ไม่เต็มใจที่จะให้ข้อมูลอ้างอิง: ผู้จัดจำหน่ายที่มีชื่อเสียงมักยินดีแบ่งปันข้อมูลติดต่อของลูกค้าเพื่อให้คุณตรวจสอบขีดความสามารถได้
- การตอบสนองด้านการสื่อสารที่แย่: การตอบกลับช้าหรือไม่ครบถ้วนในระหว่างกระบวนการขอใบเสนอราคา บ่งชี้ว่าอาจเกิดปัญหาในลักษณะเดียวกันระหว่างการผลิต
- ใบรับรองที่ขาดหายหรือหมดอายุ: โปรดตรวจสอบความถูกต้องของใบรับรองโดยตรงกับหน่วยงานที่ออกเสมอ
- ไม่มีการจัดสรรผู้จัดการโครงการเฉพาะ: ชิ้นส่วนเครื่องจักร CNC ที่ซับซ้อนต้องการคำแนะนำเชิงเทคนิคอย่างต่อเนื่องตลอดกระบวนการผลิต — ผู้จัดจำหน่ายที่ไม่มีทีมสนับสนุนด้านวิศวกรรมจะทำให้คุณต้องจัดการปัญหาด้วยตนเอง
ตามผลการวิจัยด้านการประเมินผู้จัดจำหน่าย โครงสร้างการกำหนดราคาที่โปร่งใสมีความสำคัญไม่แพ้ตัวเลขสุดท้าย การเสนอราคาอย่างละเอียดซึ่งแยกค่าใช้จ่ายวัสดุ เวลาในการกลึง และบริการตกแต่งชิ้นงาน สะท้อนให้เห็นถึงผู้จัดจำหน่ายที่เข้าใจโครงสร้างต้นทุนของตนเองอย่างลึกซึ้ง — จึงสามารถรักษาระดับราคาและคุณภาพให้คงที่ได้
การสร้างความสัมพันธ์เชิงรุกกับผู้จัดจำหน่าย
การค้นหาผู้ผลิตที่เหมาะสมเป็นเพียงจุดเริ่มต้นเท่านั้น การสร้างมูลค่าสูงสุดจำเป็นต้องอาศัยการพัฒนาความสัมพันธ์เชิงร่วมมือที่ก่อให้เกิดประโยชน์ต่อทั้งสองฝ่าย
แนวทางการสื่อสาร
การสื่อสารที่ชัดเจนช่วยป้องกันความเข้าใจผิดซึ่งอาจนำไปสู่ความล่าช้า การทำงานซ้ำ และความหงุดหงิด โปรดประเมินคู่ค้าที่อาจร่วมงานกันโดยพิจารณาจากปัจจัยต่อไปนี้:
- ระยะเวลาตอบกลับคำถามทางเทคนิค
- ความสามารถในการให้การสนับสนุนด้านวิศวกรรมสำหรับการปรับปรุงการออกแบบ
- การสื่อสารอย่างรุกเร้าเกี่ยวกับสถานะการผลิตหรือปัญหาที่อาจเกิดขึ้น
- ทักษะด้านภาษาที่สอดคล้องกับความต้องการของทีมงานคุณ
ผู้จัดจำหน่ายที่มีผู้จัดการโครงการเฉพาะด้านจะให้คำแนะนำที่ดีกว่าตลอดทั้งขั้นตอนการออกแบบและการผลิต จุดติดต่อเดียวนี้ช่วยให้การประสานงานเป็นไปอย่างเรียบง่าย และรับประกันว่าความต้องการของคุณจะไม่สูญหายระหว่างการสื่อสารข้ามแผนก
ประโยชน์จากความร่วมมือในระยะยาว
การจัดซื้อชิ้นส่วนเครื่องจักร CNC แบบมองเป็นเพียงธุรกรรมหนึ่งครั้ง จะจำกัดมูลค่าที่คุณสามารถสร้างได้จากความสัมพันธ์ด้านการผลิต ความร่วมมือระยะยาวจะมอบข้อได้เปรียบที่คำสั่งซื้อครั้งเดียวไม่สามารถให้ได้:
- การปรับปรุงกระบวนการทำงาน: ผู้จัดจำหน่ายที่คุ้นเคยกับชิ้นส่วนของคุณจะปรับปรุงประสิทธิภาพอย่างต่อเนื่อง
- การจัดลำดับความสำคัญในการวางแผนการผลิต: ความสัมพันธ์ที่มั่นคงมักหมายถึงการได้รับสิทธิพิเศษในช่วงที่เกิดข้อจำกัดด้านกำลังการผลิต
- การป้อนการออกแบบ: คู่ค้าที่มีประสบการณ์สามารถตรวจพบปัญหาด้านความสามารถในการผลิตได้ตั้งแต่เนิ่นๆ ก่อนที่ปัญหาเหล่านั้นจะกลายเป็นภาระค่าใช้จ่ายที่สูง
- โปรแกรมการจัดเก็บสินค้าคงคลัง: คำสั่งซื้อแบบครอบคลุม (Blanket orders) และระบบจัดการสินค้าคงคลังแบบคันบัน (Kanban) ช่วยลดต้นทุนการถือครองสินค้าคงคลังของคุณ
รายการตรวจสอบการประเมินผู้ผลิต
ใช้รายการตรวจสอบแบบครบวงจรนี้เมื่อเปรียบเทียบผู้จัดจำหน่ายชิ้นส่วนเครื่องจักร CNC ที่อาจเป็นไปได้:
| หมวดหมู่การประเมิน | คำถามสำคัญ | สิ่งที่ควรพิจารณา |
|---|---|---|
| ความสามารถทางเทคนิค | มีเครื่องจักรประเภทใดบ้าง และมีการจัดเรียงแกน (axis configurations) แบบใด? ใช้ระบบ CAD/CAM อะไร? | เครื่องจักรหลายแกน ซอฟต์แวร์ที่ทันสมัย และความสามารถในการทำงานอัตโนมัติ |
| ความเชี่ยวชาญด้านวัสดุ | คุณขึ้นรูปวัสดุประเภทใดเป็นประจำ? โปรดระบุตัวอย่างมาด้วย | ประสบการณ์ในการขึ้นรูปวัสดุเฉพาะของคุณ; พอร์ตโฟลิโอที่กว้างบ่งชี้ถึงความยืดหยุ่นในการให้บริการ |
| การรับรองคุณภาพ | คุณมีใบรับรองมาตรฐานอุตสาหกรรมใดบ้าง? ได้รับการตรวจสอบล่าสุดเมื่อใด | มาตรฐาน ISO 9001 ปัจจุบันเป็นขั้นต่ำ; IATF 16949 สำหรับอุตสาหกรรมยานยนต์; AS9100 สำหรับอุตสาหกรรมการบินและอวกาศ |
| ระบบควบคุมคุณภาพ | คุณนำระบบควบคุมคุณภาพเชิงสถิติ (SPC) ไปใช้อย่างไร? ใช้อุปกรณ์ตรวจสอบประเภทใด | ศักยภาพของเครื่องวัดพิกัดสามมิติ (CMM), ขั้นตอน SPC ที่มีเอกสารรับรอง, และแนวปฏิบัติการตรวจสอบระหว่างกระบวนการผลิต |
| ความสามารถในการผลิต | ระยะเวลาการส่งมอบโดยทั่วไปคือเท่าใด? คุณสามารถขยายกำลังการผลิตได้จากขั้นตอนต้นแบบไปสู่การผลิตจริงหรือไม่ | กำหนดเวลาที่สมเหตุสมผล แสดงให้เห็นถึงความสามารถในการขยายขนาด และมีแผนสำรองเพื่อรับมือกับสถานการณ์ไม่คาดฝัน |
| การสื่อสาร | ผู้ติดต่อหลักของฉันคือใคร? คุณจัดการคำถามทางเทคนิคอย่างไร | การจัดการโครงการแบบเฉพาะเจาะจง การพร้อมให้การสนับสนุนด้านวิศวกรรม และความรวดเร็วในการตอบกลับ |
| ความโปร่งใสในการกำหนดราคา | คุณสามารถให้รายละเอียดการแยกค่าใช้จ่ายอย่างชัดเจนได้หรือไม่? | การแยกค่าใช้จ่ายอย่างชัดเจน ได้แก่ ค่าวัสดุ ค่าเครื่องจักรกล ค่าตกแต่งผิว และค่าเตรียมการ |
| ประวัติการดำเนินงาน | คุณสามารถให้รายชื่อลูกค้าที่สามารถอ้างอิงได้หรือไม่? อัตราการส่งมอบตรงเวลาของคุณเป็นเท่าใด? | มีแหล่งอ้างอิงที่ตรวจสอบได้ อัตราการส่งมอบตรงเวลาเกิน 95% และอัตราการร้องเรียนต่ำ |
สำหรับผู้ซื้อที่จัดหาชิ้นส่วน CNC สำหรับยานยนต์ การรับรองมาตรฐาน IATF 16949 ให้หลักประกันที่จำเป็นว่าผู้จำหน่ายมีความพร้อมตามข้อกำหนดที่เข้มงวดของอุตสาหกรรมนี้ ผู้ผลิตอย่าง Shaoyi Metal Technology ผสานการรับรองมาตรฐานนี้เข้ากับระบบควบคุมคุณภาพที่ใช้เทคนิค SPC (Statistical Process Control) และความสามารถในการสร้างต้นแบบอย่างรวดเร็ว ซึ่งเป็นชุดคุณสมบัติที่ผู้ซื้อควรแสวงหาเมื่อสร้างห่วงโซ่อุปทานสำหรับยานยนต์ที่สมดุลระหว่างความรวดเร็ว คุณภาพ และประสิทธิภาพด้านต้นทุน
ด้วยแนวทางเชิงระบบในการประเมินผู้ผลิตที่คุณมีอยู่แล้ว คุณก็พร้อมที่จะก้าวจากขั้นตอนการประเมินไปสู่การลงมือปฏิบัติ ขั้นตอนสุดท้ายนี้ประกอบด้วยการแปลงความต้องการของคุณให้เป็นข้อกำหนดที่ชัดเจน และการสร้างความสัมพันธ์ในการทำงานร่วมกันอย่างมีประสิทธิผล ซึ่งจะส่งมอบผลลัพธ์ที่สม่ำเสมอในระยะยาว
การลงมือปฏิบัติตามความต้องการชิ้นส่วน CNC ของคุณ
คุณได้เรียนรู้ปัจจัยสำคัญที่ผู้ซื้อส่วนใหญ่มักมองข้ามไปแล้ว — ถึงเวลาแล้วที่จะนำความรู้นั้นไปใช้จริง การก้าวจากขั้นตอนการวิจัยสู่ผลลัพธ์ที่เป็นรูปธรรม จำเป็นต้องอาศัยแนวทางที่มีโครงสร้างชัดเจน ซึ่งจะเปลี่ยนความเข้าใจของคุณเกี่ยวกับชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC ให้กลายเป็นผลสำเร็จของโครงการอย่างแท้จริง มาดูกันว่าควรดำเนินการอย่างไรอย่างเป็นขั้นตอน
แผนที่เส้นทางการจัดหาชิ้นส่วน CNC ของคุณ
พร้อมที่จะจัดหาชิ้นส่วน CNC ชิ้นต่อไปของคุณหรือยัง? ปฏิบัติตามลำดับขั้นตอนที่พิสูจน์แล้วว่าได้ผลนี้ เพื่อลดความเสี่ยงให้น้อยที่สุดและเพิ่มประสิทธิภาพของผลลัพธ์ให้สูงสุด
- สรุปไฟล์แบบออกแบบให้เสร็จสมบูรณ์: จัดเตรียมโมเดล CAD ที่สมบูรณ์ครบถ้วนในรูปแบบสากล (STEP, IGES) พร้อมแบบวาด 2 มิติที่ระบุค่าความคลาดเคลื่อนที่สำคัญ คุณภาพพื้นผิว และข้อกำหนดวัสดุอย่างชัดเจน
- กำหนดข้อกำหนดของคุณให้ชัดเจน: เกรดวัสดุของเอกสาร ข้อกำหนดด้านความคลาดเคลื่อนสำหรับแต่ละมิติที่สำคัญ ข้อกำหนดด้านพื้นผิว (finish) และใบรับรองอุตสาหกรรมใดๆ ที่จำเป็น
- ระบุผู้ผลิตที่มีศักยภาพ: คัดกรองซัพพลายเออร์ตามศักยภาพของอุปกรณ์ ใบรับรองที่เกี่ยวข้อง และประสบการณ์ในการผลิตชิ้นส่วนสำหรับการใช้งานเฉพาะของคุณ
- ขอใบเสนอราคาโดยละเอียด: ส่งคำขอเสนอราคา (RFQ) พร้อมเอกสารประกอบให้ครบถ้วน และขอให้แยกค่าใช้จ่ายอย่างละเอียดออกเป็นส่วนของวัสดุ การกลึง (machining) และการตกแต่งพื้นผิว (finishing) อย่างชัดเจน
- ประเมินและเปรียบเทียบคำตอบ: ประเมินศักยภาพด้านเทคนิค ระบบควบคุมคุณภาพ ความรวดเร็วในการสื่อสาร และมูลค่าโดยรวม — ไม่ใช่เพียงแค่ราคา
- ดำเนินการตรวจสอบอย่างรอบด้าน (Due Diligence): ตรวจสอบความถูกต้องของใบรับรอง ขอรายชื่อผู้อ้างอิง และยืนยันระยะเวลาการส่งมอบที่ระบุไว้ก่อนดำเนินการสั่งซื้อ
- เริ่มต้นด้วยการตรวจสอบต้นแบบ (Prototype Validation): สั่งซื้อตัวอย่างในปริมาณที่เหมาะสมเพื่อยืนยันความแม่นยำของมิติและคุณภาพของพื้นผิวก่อนเริ่มการผลิตในปริมาณจริง
จากข้อกำหนดทางเทคนิคสู่การผลิต
การสื่อสารที่ชัดเจนช่วยป้องกันความเข้าใจผิดที่ก่อให้เกิดค่าใช้จ่ายสูง ดังนั้นเมื่อส่งข้อกำหนดสำหรับชิ้นส่วนที่ต้องการขึ้นรูปด้วยเครื่องจักร CNC โปรดระบุองค์ประกอบสำคัญต่อไปนี้:
- ตารางค่าความคลาดเคลื่อน (Tolerance tables): ระบุว่ามิติใดเป็นมิติที่มีความสำคัญเป็นพิเศษ (Critical dimensions) และมิติใดเป็นมิติทั่วไป (Standard dimensions) — หลีกเลี่ยงการกำหนดค่าความคลาดเคลื่อนที่แคบเกินความจำเป็นสำหรับฟีเจอร์ที่ไม่มีผลต่อการใช้งาน
- การรับรองวัสดุ: ระบุว่าคุณต้องการรายงานผลการทดสอบจากโรงงาน (Mill test reports) หรือต้องการการติดตามแหล่งที่มาของวัสดุ (Material traceability) แบบเฉพาะเจาะจงหรือไม่
- ข้อกำหนดด้านการตรวจสอบ: กำหนดความต้องการในการตรวจสอบต้นแบบ (First article inspection) และความคาดหวังต่อเอกสารรับรองคุณภาพที่ต้องจัดทำอย่างต่อเนื่อง
- พิจารณาการประกอบชิ้นส่วนที่ขึ้นรูป: หากชิ้นส่วนของคุณต้องเชื่อมต่อกับชิ้นส่วนอื่น โปรดจัดเตรียมแบบแปลนของชิ้นส่วนที่จะประกอบร่วม (Mating component drawings) หรือบริบทของการประกอบ (Assembly context)
ตามคำแนะนำของผู้เชี่ยวชาญด้านการเตรียมงานออกแบบ การปรึกษากับวิศวกรเทคโนโลยีของผู้ผลิตตั้งแต่ระยะการออกแบบสามารถลดต้นทุนได้ถึง 20–30% ขณะเดียวกันยังช่วยยกระดับความสามารถในการผลิต (Manufacturability) อีกด้วย แนวทางการทำงานร่วมกันนี้ช่วยตรวจจับปัญหาที่อาจเกิดขึ้นได้ตั้งแต่เนิ่นๆ ก่อนที่ปัญหาเหล่านั้นจะกลายเป็นข้อบกพร่องที่ส่งผลต่อการผลิตและก่อให้เกิดค่าใช้จ่ายสูง
ก้าวสู่ขั้นตอนต่อไป
ด้วยปัจจัยสําคัญ 9 ประการที่นํามาในคู่มือนี้ คุณสามารถตัดสินใจซื้อสินค้าได้อย่างมีสาระ ที่สมดุลระหว่างคุณภาพ ค่าใช้จ่าย และความน่าเชื่อถือได้ ไม่ว่าคุณต้องการชิ้นส่วนเครื่องจักร CNC สําหรับการทําต้นแบบ หรือชิ้นส่วนการผลิตเป็นพันๆชิ้นหลักการยังคงเป็นไปตามเดิม: ระบุอย่างชัดเจน ประเมินอย่างเป็นระบบ และสร้างความสัมพันธ์กับพันธมิตรที่มีความสามารถ
สําหรับการใช้งานในรถยนต์ที่ต้องการชุดชาสีความแม่นยํา, ปากเหล็กตามสั่ง, หรือส่วนประกอบสําคัญอื่น ๆ ผู้ผลิตที่มีการรับรอง IATF 16949 และระบบคุณภาพที่สนับสนุนโดย SPC ส่งผลให้ความสม่ําเสมอที่โซ่การจัดจําหน่าย เทคโนโลยีโลหะเส้าอี้ เป็นตัวอย่างของความสามารถที่ครบวงจรนี้ให้บริการ CNC การแปรรูปแม่นยําที่ปรับขนาดจากการทําต้นแบบอย่างรวดเร็ว
โครงการชิ้นส่วนที่ผ่านการกลึงด้วยเครื่อง CNC ชิ้นต่อไปของคุณเริ่มต้นด้วยขั้นตอนง่ายๆ เพียงขั้นตอนเดียว: การจัดเตรียมข้อกำหนดของคุณและติดต่อผู้ผลิตที่มีคุณสมบัติเหมาะสม ซึ่งสามารถเปลี่ยนแบบการออกแบบของคุณให้กลายเป็นชิ้นส่วนที่มีความแม่นยำสูงได้ ความรู้ที่คุณได้รับจากที่นี่จะทำให้การสนทนาครั้งนั้นเริ่มต้นขึ้นจากจุดยืนแห่งความมั่นใจที่เกิดจากความเข้าใจอย่างลึกซึ้ง
คำถามที่พบบ่อยเกี่ยวกับการผลิตชิ้นส่วนด้วยเครื่อง CNC
1. การกลึงด้วยเครื่องจักรควบคุมด้วยคอมพิวเตอร์ (CNC) คืออะไร และทำงานอย่างไร?
การกลึงด้วยเครื่อง CNC เป็นกระบวนการผลิตแบบลบวัสดุ (subtractive manufacturing) ซึ่งใช้ซอฟต์แวร์คอมพิวเตอร์ที่ถูกเขียนโปรแกรมไว้ล่วงหน้าควบคุมเครื่องมือตัด เพื่อผลิตชิ้นส่วนที่มีความแม่นยำสูงจากวัตถุดิบ กระบวนการนี้เริ่มต้นด้วยไฟล์ CAD ที่บรรจุข้อกำหนดของชิ้นส่วน ซึ่งจะถูกแปลงเป็นรหัส G-code ที่เครื่อง CNC สามารถเข้าใจได้ จากนั้นเครื่องจะดำเนินการตามเส้นทางการตัดแต่ละเส้นด้วยความแม่นยำเชิงกล โดยสามารถควบคุมความคลาดเคลื่อนได้แน่นมากถึง ±0.0002 นิ้ว สำหรับการกลึงทั่วไป และ ±0.0001 นิ้ว สำหรับการดำเนินการด้วยเทคโนโลยี EDM ด้วยเทคโนโลยีนี้ จึงสามารถรับประกันความแม่นยำที่สามารถทำซ้ำได้อย่างสม่ำเสมอ ไม่ว่าจะผลิตชิ้นส่วนที่เหมือนกันจำนวน 10 ชิ้น หรือ 10,000 ชิ้น
2. ฉันควรค้นหาใบรับรองใดบ้างจากผู้ผลิตชิ้นส่วน CNC?
การรับรองที่คุณต้องการขึ้นอยู่กับอุตสาหกรรมของคุณ มาตรฐาน ISO 9001 ถือเป็นการรับรองระบบการจัดการคุณภาพพื้นฐานสำหรับการผลิตทั่วไป ขณะที่มาตรฐาน IATF 16949 เป็นสิ่งจำเป็นสำหรับการใช้งานในอุตสาหกรรมยานยนต์ โดยมุ่งเน้นการป้องกันข้อบกพร่องและการติดตามย้อนกลับ ส่วนมาตรฐาน AS9100 จำเป็นสำหรับชิ้นส่วนอวกาศ ครอบคลุมการจัดการโครงสร้าง (configuration management) และการตรวจสอบตัวอย่างชิ้นแรก (first article inspection) มาตรฐาน ISO 13485 ควบคุมกระบวนการผลิตอุปกรณ์ทางการแพทย์ ด้วยข้อกำหนดด้านการจัดการความเสี่ยงที่เข้มงวดเป็นพิเศษ การรับรอง NADCAP ใช้ยืนยันความเชี่ยวชาญในกระบวนการพิเศษ เช่น การให้ความร้อน (heat treating) สำหรับการใช้งานในอุตสาหกรรมการบินและอวกาศ โปรดตรวจสอบความถูกต้องของใบรับรองโดยตรงกับหน่วยงานผู้ออกเสมอ ก่อนเริ่มความร่วมมือกับผู้ผลิต
3. ต้นทุนการขึ้นรูปด้วยเครื่อง CNC อยู่ที่เท่าไร?
ต้นทุนการกลึงด้วยเครื่อง CNC ขึ้นอยู่กับปัจจัยหลายประการ ซึ่งเรียงตามระดับผลกระทบ: ความซับซ้อนของการออกแบบ (ชิ้นส่วนที่มีการออกแบบเรียบง่ายมีค่าใช้จ่าย $20/ชั่วโมง ขณะที่ชิ้นส่วนที่ซับซ้อนมีค่าใช้จ่าย $35–70/ชั่วโมง), การเลือกวัสดุ (อลูมิเนียมราคา $5–10/ปอนด์ เทียบกับสแตนเลสสตีลราคา $8–16/ปอนด์), ข้อกำหนดด้านความคลาดเคลื่อน (ความคลาดเคลื่อนที่แคบลงอาจทำให้เวลาในการกลึงเพิ่มขึ้นถึง 50%), ปริมาณการผลิต (ต้นทุนการตั้งค่าเครื่องจะกระจายไปยังหน่วยผลิตทั้งหมด), ประเภทของเครื่องจักร (เครื่อง 3 แกนราคา $10–20/ชั่วโมง เทียบกับเครื่อง 5 แกนราคา $20–40/ชั่วโมง) และข้อกำหนดด้านการตกแต่งผิว ต้นทุนต่อหน่วยสามารถลดลงเหลือเพียง 10–20% ของราคาต่อหน่วยเมื่อสั่งซื้อชิ้นส่วนมากกว่า 1,000 ชิ้น เนื่องจากเกิดประโยชน์จากการผลิตในปริมาณมาก
4. วัสดุใดบ้างที่สามารถขึ้นรูปด้วยเครื่อง CNC ได้?
เครื่องจักร CNC สามารถทำงานกับโลหะและพลาสติกได้หลากหลายชนิด อลูมิเนียมเกรด 6061 ให้สมรรถนะโดยรวมที่ดีที่สุดสำหรับชิ้นส่วนทั่วไป โดยมีความสามารถในการกลึงได้ดีเยี่ยม โลหะผสมเหล็กและสแตนเลสให้ความทนทานสูงและความต้านทานการกัดกร่อนที่เหนือกว่า สำหรับการใช้งานที่ต้องการความแข็งแรงสูง ทองเหลืองให้ความสามารถในการกลึงได้ดีเยี่ยม เหมาะสำหรับขั้วต่อไฟฟ้าและอุปกรณ์ตกแต่ง ไทเทเนียมมีอัตราส่วนความแข็งแรงต่อน้ำหนักสูงที่สุด จึงเหมาะสำหรับชิ้นส่วนในอุตสาหกรรมการบินและอวกาศ รวมถึงอุปกรณ์ฝังในร่างกายทางการแพทย์ ส่วนพลาสติกวิศวกรรม เช่น Delrin, Nylon, PEEK และ PTFE ให้ข้อได้เปรียบหลายประการ ได้แก่ น้ำหนักเบา ทนต่อสารเคมี และเป็นฉนวนไฟฟ้า ซึ่งเหมาะสำหรับการใช้งานเฉพาะด้าน
5. ฉันจะเลือกระหว่างการกัดด้วยเครื่อง CNC การกลึง และ EDM อย่างไร
เลือกตามรูปทรงเรขาคณิตและวัสดุของชิ้นส่วนที่คุณใช้งาน โดยการกัดด้วยเครื่อง CNC ใช้ดอกกัดหมุนบนชิ้นงานที่อยู่นิ่ง ซึ่งเหมาะสำหรับพื้นผิวเรียบ ร่องเว้า ร่องลึก และรูปทรงสามมิติบนชิ้นส่วนแบบปริซึม ในขณะที่การกลึงด้วยเครื่อง CNC จะหมุนชิ้นงานไปปะทะกับเครื่องมือที่อยู่นิ่ง จึงเหมาะที่สุดสำหรับชิ้นส่วนทรงกระบอก เช่น เพลา ปลอก และชิ้นส่วนที่มีเกลียว ส่วนการกัดด้วยกระแสไฟฟ้า (EDM) ใช้ประกายไฟฟ้าในการกัดวัสดุโดยไม่มีการสัมผัสทางกายภาพ ซึ่งจำเป็นอย่างยิ่งสำหรับเหล็กกล้าเครื่องมือที่ผ่านการชุบแข็ง มุมภายในที่แหลมคม และชิ้นส่วนที่บอบบางซึ่งไม่สามารถทนต่อแรงตัดได้ หลายโครงการต้องอาศัยกระบวนการผลิตมากกว่าหนึ่งแบบ ดังนั้นผู้ผลิตที่มีศักยภาพในการดำเนินการทุกกระบวนการภายใต้หลังคาเดียวกันจึงมีข้อได้เปรียบอย่างมากในด้านการควบคุมคุณภาพ