 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

ผู้ผลิตชิ้นส่วนเครื่องจักร CNC: 9 เคล็ดลับภายในที่ผู้ซื้อหวังว่าจะได้รู้เร็วกว่านี้

ทำความเข้าใจผู้ผลิตชิ้นส่วนเครื่องจักร CNC และบทบาทอุตสาหกรรมของพวกเขา
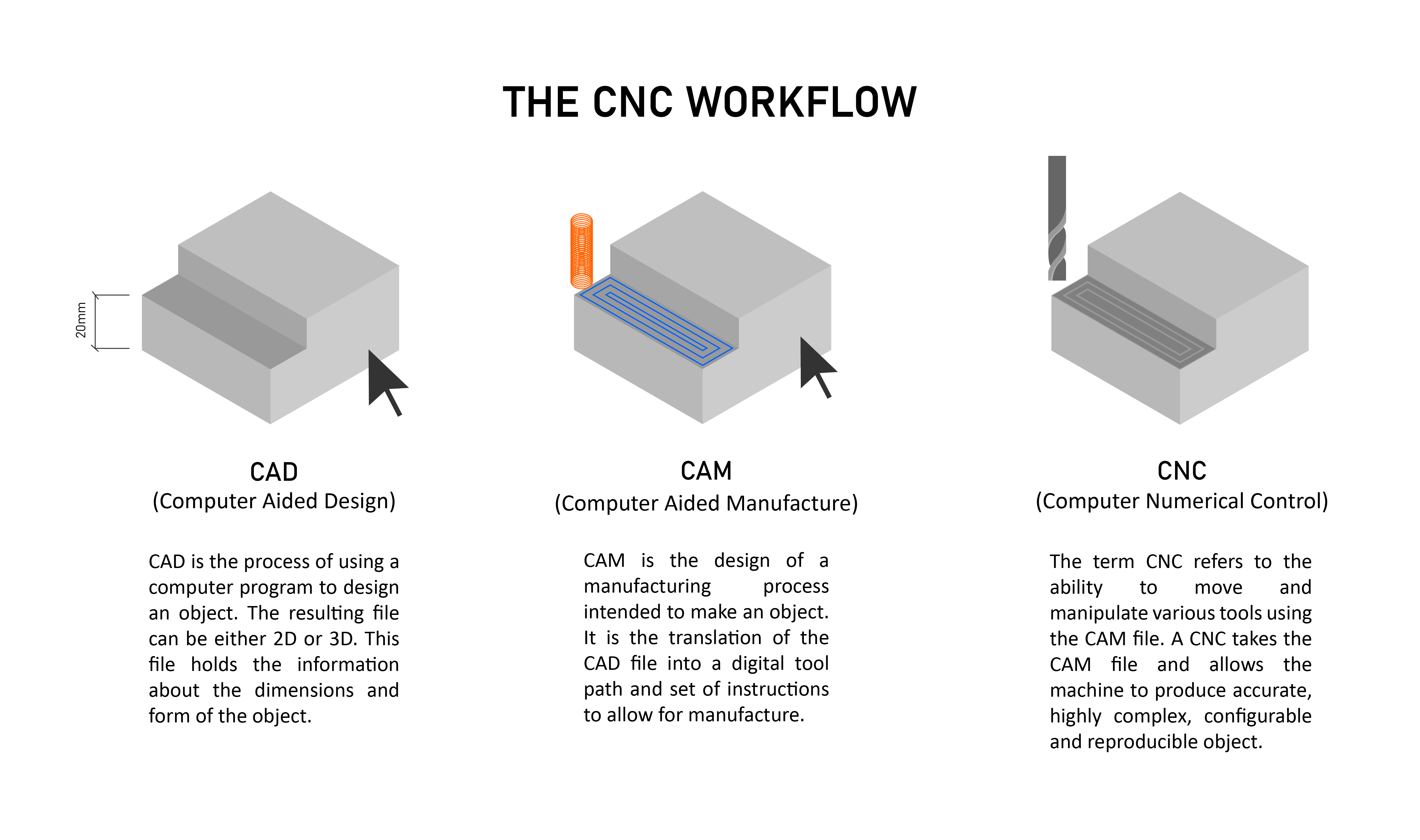
เคยสงสัยหรือไม่ ว่าโลหะดิบเปลี่ยนรูปเป็นชิ้นส่วนที่ซับซ้อนได้อย่างไร ซึ่งขับเคลื่อนเครื่องยนต์รถยนต์หรืออุปกรณ์ทางการแพทย์ของคุณ? นั่นคือจุดที่ผู้ผลิตชิ้นส่วนเครื่องจักร CNC เข้ามามีบทบาทอย่างแท้จริง โรงงานเฉพาะทางเหล่านี้ทำหน้าที่เป็นโครงสร้างพื้นฐานของอุตสาหกรรมการผลิตสมัยใหม่ โดยเปลี่ยนแบบแปลนวิศวกรรมให้กลายเป็นชิ้นส่วนจริงด้วยความแม่นยำสูงยิ่ง
ต่างจากงานขึ้นรูปทั่วไปที่มุ่งเน้นหลักๆ ที่การตัดและการเชื่อม ผู้ผลิตเหล่านี้เชี่ยวชาญในการผลิตที่มีความแม่นยำสูง โดยใช้อุปกรณ์ที่ควบคุมด้วยคอมพิวเตอร์เพื่อบรรลุขนาดที่ถูกต้องแม่นยำและค่าความคลาดเคลื่อนที่แคบมาก—มักวัดกันเป็นไมครอน ลองมองพวกเขาในฐานะผู้เชี่ยวชาญด้านความแม่นยำในโลกอุตสาหกรรม ซึ่งทุกเศษส่วนของมิลลิเมตรล้วนมีความสำคัญ
ผู้ผลิตชิ้นส่วนเครื่องจักร CNC ทำหน้าที่อะไรกันแน่
โดยพื้นฐานแล้ว ผู้ผลิตเหล่านี้จะแปรรูปวัตถุดิบ—ซึ่งมักเป็นโลหะ เช่น อลูมิเนียม เหล็ก และไทเทเนียม—ให้กลายเป็นชิ้นส่วนเครื่องจักรสำเร็จรูปผ่านกระบวนการกัดด้วยเครื่องจักรที่ควบคุมด้วยคอมพิวเตอร์ แต่สิ่งที่ทำให้พวกเขาแตกต่างจากโรงกลึงทั่วไปคือ ความสามารถในการส่งมอบความแม่นยำ ความสม่ำเสมอ และการขยายขนาดการผลิตได้ในระดับที่โรงกลึงทั่วไปไม่สามารถทำได้
เมื่อคุณร่วมมือกับบริการกัดด้วยเครื่อง CNC แบบเฉพาะทาง คุณจะได้เข้าถึงศักยภาพต่างๆ ดังต่อไปนี้:
- CNC Turning: การผลิตชิ้นส่วนทรงกระบอก เช่น เพลา ปลอกรองรับ และก้านวาล์ว โดยหมุนชิ้นงานขณะสัมผัสกับเครื่องมือตัด
- การกลึง CNC: การผลิตพื้นผิวเรียบ รูปโค้ง ร่อง และเรขาคณิตสามมิติที่ซับซ้อน โดยใช้เครื่องมือตัดที่หมุน
- การกลึงแบบหลายแกน: การผลิตชิ้นส่วนที่มีความซับซ้อนสูงด้วยเรขาคณิตที่สลับซับซ้อนผ่านการเคลื่อนที่พร้อมกันบนหลายแกน
- กระบวนการทำงานเพิ่มเติม: บริการขั้นตอนสุดท้าย เช่น การตกแต่งพื้นผิว การอบร้อน และการประกอบ ซึ่งทำให้วงจรการผลิตเสร็จสิ้นสมบูรณ์
ความแตกต่างนี้มีความสำคัญอย่างยิ่ง แม้ว่าโรงกลึงทั่วไปอาจรับงานด้านการแปรรูปโลหะหลากหลายประเภท แต่ผู้ผลิตชิ้นส่วนเครื่องจักร CNC จะลงทุนอย่างมากในอุปกรณ์ขั้นสูง ระบบบริหารคุณภาพ และความเชี่ยวชาญเฉพาะทาง ตาม ผู้เชี่ยวชาญด้านอุตสาหกรรม โรงงานสมัยใหม่จะผสานรวมเครื่องจักร CNC แบบหลายแกน (multi-axis) ซึ่งช่วยให้สามารถผลิตได้เร็วขึ้น ลดข้อผิดพลาดลง และรักษาคุณภาพที่สม่ำเสมอทั่วทั้งล็อตการผลิต
ระบบนิเวศการผลิตแบบความแม่นยำสูง
จินตนาการถึงระบบนิเวศหนึ่งที่ผู้มีส่วนร่วมแต่ละรายมีบทบาทสำคัญอย่างยิ่ง ผู้ผลิตชิ้นส่วนเครื่องจักร CNC ตั้งอยู่ใจกลางเครือข่ายอุตสาหกรรมนี้ โดยทำหน้าที่เชื่อมโยงผู้จัดจำหน่ายวัตถุดิบกับผู้ประกอบชิ้นส่วนสุดท้าย (end-product assemblers) พวกเขาเปลี่ยนข้อกำหนดทางวิศวกรรมให้กลายเป็นชิ้นส่วนที่ผ่านการกลึงด้วยความแม่นยำสูง ซึ่งสอดคล้องกับข้อกำหนดด้านมิติอย่างตรงเป๊ะ
ความต้องการผู้ผลิตเฉพาะทางเหล่านี้ยังคงเพิ่มขึ้นอย่างต่อเนื่องในหลายภาคอุตสาหกรรม:
ยานยนต์: ชิ้นส่วนเครื่องยนต์ ชิ้นส่วนระบบเกียร์ และองค์ประกอบโครงแชสซี ซึ่งต้องการความสม่ำเสมอในการผลิตจำนวนมากและต้องได้รับการรับรองตามมาตรฐาน IATF 16949
การบินและอวกาศ: ชิ้นส่วนที่มีความสำคัญต่อการบิน ซึ่งต้องการการติดตามแหล่งที่มาของวัสดุอย่างเข้มงวด การรับรองมาตรฐาน AS9100D และความคลาดเคลื่อนที่วัดเป็นเศษพันของนิ้ว
ทางการแพทย์: เครื่องมือผ่าตัดและอุปกรณ์ฝังในร่างกายที่ผลิตในสภาพแวดล้อมที่ควบคุมอย่างเข้มงวดภายใต้มาตรฐาน ISO 13485
อะไรคือปัจจัยที่ทำให้ระบบนิเวศนี้ทำงานได้อย่างมีประสิทธิภาพ? นั่นคือการผสมผสานกันระหว่างเทคโนโลยี CNC ขั้นสูง ผู้ปฏิบัติงานที่มีทักษะสูง และกระบวนการควบคุมคุณภาพอย่างเข้มงวด เมื่อเทคโนโลยีการผลิตก้าวหน้าขึ้น ผู้ผลิตเหล่านี้จึงเริ่มผสานระบบขับเคลื่อนด้วยปัญญาประดิษฐ์ (AI) การเชื่อมต่ออินเทอร์เน็ตของสรรพสิ่ง (IoT) และระบบอัตโนมัติมากยิ่งขึ้น เพื่อส่งมอบความแม่นยำและประสิทธิภาพที่เหนือกว่าเดิม
ตลอดคู่มือนี้ คุณจะได้รับความรู้เชิงลึกที่แยกผู้ซื้อที่ประสบความสำเร็จออกจากผู้ที่ต้องเรียนรู้บทเรียนอันแพงแสนแพงด้วยวิธีการที่ยากลำบาก ตั้งแต่การเข้าใจกระบวนการกลึงและการเลือกวัสดุ ไปจนถึงการประเมินผู้จำหน่ายและการจัดทำเอกสารคำขอเสนอราคา (RFQ) ที่แข็งแกร่งไม่มีจุดบกพร่อง — คุณจะได้รับคำแนะนำแบบครบวงจรที่จำเป็นในการตัดสินใจอย่างมีข้อมูลเมื่อจัดหาชิ้นส่วนเครื่องจักร CNC จากผู้ผลิตที่มีคุณสมบัติเหมาะสม
กระบวนการกลึง CNC ที่ผู้ซื้อทุกคนควรรู้
นี่คือสถานการณ์ที่ผู้ซื้อหลายคนต้องเผชิญ: คุณได้ออกแบบชิ้นส่วนแล้ว ค้นหาผู้ผลิตได้แล้ว และส่งแบบแปลนของคุณไปเรียบร้อยแล้ว จากนั้นก็มาถึงคำถามสำคัญ—"คุณต้องการการกลึงแบบ 3 แกน 4 แกน หรือ 5 แกน?" ฟังดูซับซ้อนใช่ไหม? ความจริงแล้วไม่จำเป็นต้องเป็นเช่นนั้นเลย การเข้าใจกระบวนการเหล่านี้ล่วงหน้าก่อนติดต่อผู้จัดจำหน่าย จะช่วยให้คุณได้เปรียบอย่างมากในการสนทนา การเจรจาต่อรองราคา และการวางแผนกำหนดเวลา
คำว่า "แกน" หมายถึง ทิศทางที่เครื่องมือตัดเคลื่อนที่สัมพันธ์กับชิ้นงานของคุณในระหว่างกระบวนการกลึง ยิ่งมีจำนวนแกนมากขึ้น ยิ่งหมายถึงความยืดหยุ่นสูงขึ้น—แต่ก็ยิ่งเพิ่มความซับซ้อนและต้นทุนสูงขึ้นด้วย ลองมาแยกวิเคราะห์แต่ละตัวเลือกกัน เพื่อให้คุณสามารถเลือกกระบวนการกลึง CNC ที่เหมาะสมกับความต้องการของชิ้นส่วนคุณได้อย่างแม่นยำ
การอธิบายการกลึงจากแบบ 3 แกน ถึงแบบ 5 แกน
การกลึงด้วยเครื่อง CNC แบบ 3 แกน แทนความหมายของ รากฐานของการผลิตความแม่นยำสมัยใหม่ . เครื่องมือตัดเคลื่อนที่ตามแกนเชิงเส้นสามแกน ได้แก่ แกน X (ซ้าย-ขวา) แกน Y (หน้า-หลัง) และแกน Z (ขึ้น-ลง) โดยชิ้นงานจะคงอยู่นิ่งบนโต๊ะเครื่องจักร ในขณะที่เครื่องมือตัดเข้าใกล้จากด้านบน
การตั้งค่าการประมวลผลนี้จัดการพื้นผิวเรียบ รูปทรงโค้งง่าย ๆ และรูปร่างเรขาคณิตพื้นฐานได้อย่างยอดเยี่ยม ตัวอย่างชิ้นงานที่เหมาะกับการประมวลผลแบบนี้ ได้แก่ โครงยึด แผ่นโลหะ และฝาครอบที่มีลักษณะเรียบง่าย ข้อได้เปรียบของวิธีนี้มีความน่าสนใจอย่างยิ่ง — ต้นทุนอุปกรณ์ต่ำ การเขียนโปรแกรมง่ายกว่า และการใช้งานที่เข้าถึงได้ง่าย ทำให้การประมวลผลแบบ 3 แกนเหมาะอย่างยิ่งสำหรับการสร้างต้นแบบและการผลิตทั่วไป
อย่างไรก็ตาม ข้อจำกัดจะปรากฏขึ้นเมื่อประมวลผลชิ้นงานที่มีรูปทรงซับซ้อน การกลึงลักษณะต่าง ๆ บนหลายด้านพร้อมกันจำเป็นต้องปรับตำแหน่งชิ้นงานใหม่ ซึ่งอาจก่อให้เกิดข้อผิดพลาดในการจัดแนวและยืดระยะเวลาการผลิตออกไป
การประมวลผลด้วยเครื่อง CNC แบบ 4 แกน พัฒนาต่อยอดจากการประมวลผลแบบ 3 แกน โดยเพิ่มแกนหมุนหนึ่งแกนเข้ามาโดยทั่วไปคือ แกน A ซึ่งหมุนรอบแกน X ซึ่งช่วยให้สามารถประมวลผลรอบเส้นรอบวงของชิ้นงานได้อย่างต่อเนื่องโดยไม่จำเป็นต้องปรับตำแหน่งชิ้นงานด้วยตนเอง
ชิ้นส่วนที่ต้องการกัดด้วยเครื่อง CNC แบบทรงกระบอกและสมมาตรจะได้รับประโยชน์สูงสุดจากโครงสร้างนี้ ตัวอย่างเช่น เพลา ฟันเฟือง เพลาลูกเบี้ยว และชิ้นส่วนวาล์ว จะสามารถผลิตได้ง่ายขึ้นอย่างมาก ความสามารถในการหมุนช่วยลดเวลาการตั้งค่าเครื่อง และให้ความแม่นยำที่ดีกว่าสำหรับลักษณะรูปทรงโค้ง เมื่อเทียบกับการใช้เครื่องกัด 3 แกนหลายครั้ง
การกลึง CNC 5 แกน เพิ่มแกนหมุนที่สอง ซึ่งทำให้เครื่องมือหรือชิ้นงานสามารถเอียงและหมุนได้ เพื่อเข้าถึงพื้นผิวเกือบทุกส่วนได้ในครั้งเดียวของการตั้งค่าเครื่อง ตาม การวิจัยอุตสาหกรรม สิ่งนี้ช่วยกำจัดความคลาดเคลื่อนสะสมที่เกิดจากการตั้งค่าเครื่องหลายครั้ง — ทุกลักษณะของชิ้นงานจะถูกกัดขึ้นโดยอ้างอิงจากจุดอ้างอิงเดียวกัน จึงรับประกันความแม่นยำด้านมิติที่เหนือกว่า
ความสามารถของระบบมีความโดดเด่นอย่างยิ่ง: การกัดแบบคอนทัวร์ 5 แกนพร้อมกัน การกัดหลายด้านในครั้งเดียว และการผลิตลักษณะร่องเว้า (undercuts) ที่ไม่สามารถทำได้ด้วยระบบแบบง่ายกว่า ชิ้นส่วนที่กัดขึ้นมาด้วยรูปร่างอินทรีย์ที่ซับซ้อน มุมประกอบ หรือโพรงลึกจึงสามารถผลิตได้จริง อย่างไรก็ตาม ข้อแลกเปลี่ยนคือต้นทุนการลงทุนในเครื่องจักรที่สูงขึ้น ความซับซ้อนของโปรแกรม CAM ที่เพิ่มขึ้น และความเชี่ยวชาญเฉพาะทางที่สูงขึ้นของผู้ปฏิบัติงาน
| ประเภทแกน | เหมาะที่สุดสำหรับงานประเภท | ระดับความซับซ้อน | ตัวอย่างชิ้นส่วนทั่วไป |
|---|---|---|---|
| 3 แกน | พื้นผิวเรียบ รูปทรงโค้งง่าย รูปทรงปริซึม และลักษณะเฉพาะที่อยู่ด้านเดียว | ต่ำถึงกลาง | แผ่นยึด แผ่นโลหะ ตัวเรือน ที่ครอบแผงวงจรไฟฟ้า และชิ้นส่วนยานยนต์พื้นฐาน |
| 4แกน | ชิ้นส่วนทรงกระบอก ชิ้นส่วนที่มีความสมมาตร ลักษณะเฉพาะที่โค้งล้อมรอบแกน | ปานกลาง | เพลาลูกเบี้ยว ฟันเฟือง เพลา วาล์ว ใบพัด และข้อต่อท่อ |
| 5 แกน | เรขาคณิตที่ซับซ้อน มุมประกอบ ร่องเว้าใต้ผิว (undercuts) รูปร่างแบบอินทรีย์ และการกัดแต่งหลายด้าน | สูง | ใบพัดเทอร์ไบน์ ชิ้นส่วนโครงสร้างสำหรับอากาศยาน ปลูกถ่ายทางการแพทย์ แม่พิมพ์ขั้นสูง และชิ้นส่วนยานยนต์ประสิทธิภาพสูง |
การจับคู่รูปทรงเรขาคณิตของชิ้นงานกับกระบวนการที่เหมาะสม
เมื่อคุณส่งแบบแปลนไปยังผู้ผลิตชิ้นส่วนเครื่องจักรกลแบบ CNC พวกเขาจะประเมินปัจจัยหลายประการเพื่อแนะนำกระบวนการที่เหมาะสม การเข้าใจเหตุผลในการตัดสินใจของพวกเขาจะช่วยให้คุณคาดการณ์คำแนะนำและวางแผนงบประมาณได้อย่างเหมาะสม
การเข้าถึงพื้นผิว มีอิทธิพลต่อการตัดสินใจหลายประการ คุณลักษณะที่สำคัญทั้งหมดสามารถเข้าถึงได้จากทิศทางเดียวหรือไม่? หากชิ้นส่วนที่ผ่านการกลึงด้วยเครื่อง CNC ของคุณต้องการการเข้าถึงของเครื่องมือจากหลายมุม เช่น ชิ้นส่วนที่มีคุณลักษณะอยู่บนพื้นผิวทั้งห้าด้าน การกลึงแบบ 5 แกนจะช่วยขจัดการเปลี่ยนการตั้งค่า (setup changes) ซึ่งมิฉะนั้นจะเพิ่มต้นทุนและเพิ่มความเสี่ยง
ความซับซ้อนทางเรขาคณิต มีความสำคัญอย่างมาก ชิ้นส่วนของคอมโพเนนต์เครื่อง CNC ที่มีขอบตรงและพื้นผิวเรียบมักเหมาะสมกับการดำเนินการแบบ 3 แกน แต่เมื่อมีพื้นผิวโค้งที่โค้งรอบแกนกลาง การกลึงแบบ 4 แกนจะเหมาะสมกว่า และเมื่อมีรูปทรงซับซ้อน ผิวที่ถูกขึ้นรูปแบบศิลปะ (sculptured surfaces) หรือคุณลักษณะที่อยู่ในมุมที่ไม่ปกติ การกลึงแบบ 5 แกนจะให้ผลลัพธ์ที่ดีที่สุด
ความต้องการความคลาดเคลื่อน (Tolerance) ก็มีอิทธิพลต่อการเลือกวิธีการผลิตเช่นกัน ทุกครั้งที่ชิ้นงานถูกจัดวางใหม่ ความคลาดเคลื่อนเล็กน้อยในการจัดแนวจะสะสมเพิ่มขึ้นเรื่อยๆ สำหรับชิ้นส่วนที่ผ่านการกัดด้วยเครื่อง CNC ซึ่งต้องการความแม่นยำสูง (tight tolerances) ทั่วทั้งคุณลักษณะหลายประการ การกลึงแบบ 5 แกนในครั้งเดียว (single-setup 5-axis machining) จะรักษาความสัมพันธ์เชิงมิติไว้ได้อย่างสมบูรณ์ ซึ่งหากต้องจัดการซ้ำๆ หลายครั้ง ความสัมพันธ์ดังกล่าวอาจเสื่อมสภาพลง
ปริมาณการผลิต ส่งผลต่อสมการนี้ การผลิตในปริมาณมากอาจคุ้มค่าที่จะใช้ระบบเครื่องจักรกลแบบ 3 แกน หรือ 4 แกนที่ออกแบบมาเฉพาะเพื่อความเร็ว ส่วนชิ้นส่วนที่มีความซับซ้อนในปริมาณน้อยมักได้รับประโยชน์จากประสิทธิภาพของเครื่องจักรกลแบบ 5 แกน แม้อัตราค่าบริการต่อชั่วโมงจะสูงกว่าก็ตาม
นี่คือมุมมองเชิงลึกจากผู้เชี่ยวชาญ: อย่าขอใช้กระบวนการขั้นสูงที่สุดโดยอัตโนมัติเสมอไป ผู้ผลิตที่มีความสามารถจะเสนอแนวทางที่คุ้มค่าที่สุดสำหรับรูปทรงเรขาคณิตเฉพาะของชิ้นงานคุณ หากพวกเขาแนะนำให้ใช้เครื่องจักรกลแบบ 3 แกน ทั้งที่คุณคาดว่าจะใช้แบบ 5 แกน นั่นบ่อยครั้งหมายถึงข่าวดีสำหรับงบประมาณของคุณ — ไม่ใช่ข้อจำกัดด้านศักยภาพของพวกเขา
เมื่อทำความเข้าใจกระบวนการขึ้นรูปแล้ว ทางเลือกสำคัญขั้นต่อไปคือการเลือกวัสดุ ซึ่งเป็นการตัดสินใจที่ส่งผลโดยตรงต่อค่าความคลาดเคลื่อน (tolerances), คุณภาพพื้นผิว (surface finish) และต้นทุนการผลิต
คู่มือการเลือกวัสดุสำหรับชิ้นส่วนที่ผลิตตามแบบเฉพาะ
คุณได้ระบุกระบวนการกัดเฉือนที่เหมาะสมสำหรับโครงการของคุณแล้ว ตอนนี้ถึงเวลาตัดสินใจซึ่งจะส่งผลต่อทั้งประสิทธิภาพของชิ้นส่วนสำเร็จรูปและผลกำไรสุทธิของคุณ—นั่นคือ การเลือกวัสดุ ถ้าเลือกวัสดุผิด อาจทำให้ชิ้นส่วนเกิดความล้มเหลวภายใต้แรงเครียด ผุกร่อนก่อนกำหนด หรือมีต้นทุนการผลิตสูงเกินความจำเป็น
สิ่งที่ผู้ซื้อหลายคนไม่รู้คือ วัสดุที่คุณระบุไว้นั้นไม่เพียงแต่กำหนดคุณสมบัติทางกายภาพเท่านั้น แต่ยังส่งผลโดยตรงต่อระยะเวลาในการกัดเฉือน ความสึกหรอของเครื่องมือ ความแม่นยำของขนาดที่สามารถบรรลุได้ (tolerances) และคุณภาพของผิวสัมผัส (surface finish) ผู้ผลิตชิ้นส่วนเครื่องจักร CNC ที่มีประสบการณ์ ประเมินการเลือกวัสดุอย่างรอบคอบไม่ต่างไปจากการประเมินรูปทรงเรขาคณิตของชิ้นงานเมื่อจัดทำใบเสนอราคาสำหรับโครงการของคุณ
มาสำรวจวิธีการเลือกวัสดุให้สอดคล้องกับข้อกำหนดการใช้งานของคุณ—และหลีกเลี่ยงข้อผิดพลาดที่ส่งผลเสียต่อต้นทุนซึ่งอาจทำให้โครงการการผลิตล้มเหลว
อะลูมิเนียมเทียบกับเหล็กสำหรับชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC
เมื่อจัดหาชิ้นส่วนที่ผ่านการกลึงตามแบบเฉพาะ คำถามเรื่องการเลือกระหว่างอลูมิเนียมกับเหล็กมักเกิดขึ้นอยู่เสมอ ทั้งสองวัสดุนี้ครองส่วนแบ่งใหญ่ในตลาดชิ้นส่วนโลหะที่ผ่านการกลึง แต่แต่ละชนิดก็ทำหน้าที่ต่างกันอย่างชัดเจน
โลหะผสมอลูมิเนียม อลูมิเนียมมีคุณสมบัติในการกลึงได้ดีเยี่ยม—สามารถตัดได้ง่าย สร้างความร้อนน้อย และให้ผิวเรียบเนียนยอดเยี่ยม ตามคู่มือการกลึงอุตสาหกรรม คุณสมบัติของอลูมิเนียมที่มีน้ำหนักเบา ทนต่อการกัดกร่อน และสามารถชุบออกซิเดชัน (anodized) ได้ ทำให้มันเป็นวัสดุที่ได้รับความนิยมสูงในหลากหลายอุตสาหกรรม เกรดที่ใช้กันทั่วไป เช่น 6061 และ 7075 สามารถรองรับการใช้งานส่วนใหญ่ได้ โดยเกรด 7075-T6 มีความแข็งแรงใกล้เคียงกับเหล็กบางชนิด แต่ยังคงได้เปรียบอย่างมากในด้านน้ำหนัก
พิจารณาใช้อลูมิเนียมเมื่อคุณต้องการ:
- ชิ้นส่วนโลหะที่ผ่านการกลึงซึ่งมีน้ำหนักเบาสำหรับการใช้งานในอุตสาหกรรมการบินและอวกาศ หรือการขนส่ง
- ความนำความร้อนและกระแสไฟฟ้าเยี่ยมยอด
- ความต้านทานการกัดกร่อนตามธรรมชาติโดยไม่จำเป็นต้องผ่านกระบวนการเพิ่มเติม
- รอบเวลาการกลึงที่รวดเร็ว ซึ่งช่วยลดต้นทุนต่อชิ้น
เหล็กและสแตนเลส ให้ความแข็งแรง ความแข็ง และความต้านทานการสึกหรอที่เหนือกว่า โลหะผสมเหล็กคาร์บอน เช่น 1018 และ 4140 ให้ความทนทานสำหรับการใช้งานเชิงโครงสร้าง ขณะที่เหล็กกล้าไร้สนิม—โดยเฉพาะเกรด 303, 304 และ 316—รวมคุณสมบัติความแข็งแรงเข้ากับความต้านทานการกัดกร่อนที่ยอดเยี่ยม จึงเหมาะสำหรับสภาพแวดล้อมที่รุนแรง
เหล็กกลายเป็นทางเลือกที่เหมาะสมเมื่อ:
- ความแข็งแรงเชิงกลและความสามารถในการรับน้ำหนักมีความสำคัญที่สุด
- ความต้านทานการสึกหรอมีความสำคัญอย่างยิ่งสำหรับชิ้นส่วนที่เคลื่อนไหว
- อุณหภูมิในการทำงานสูงกว่าขีดจำกัดของอลูมิเนียม
- ประสิทธิภาพด้านต้นทุนสำคัญกว่าปัจจัยน้ำหนัก
ข้อแลกเปลี่ยนที่ตามมา? เหล็กต้องใช้ความเร็วในการตัดที่ช้ากว่า ก่อให้เกิดการสึกหรอของเครื่องมือมากขึ้น และโดยทั่วไปต้องใช้เวลาในการกลึงนานกว่า ปัจจัยเหล่านี้ส่งผลให้ต้นทุนการผลิตสูงขึ้นเมื่อเทียบกับชิ้นส่วนโลหะแบบกำหนดพิเศษจากอลูมิเนียมที่เทียบเคียงกัน
คุณสมบัติของวัสดุที่มีอิทธิพลต่อการตัดสินใจด้านการผลิต
นอกเหนือจากการเปรียบเทียบระหว่างอลูมิเนียมกับเหล็กกล้าแล้ว ยังมีวัสดุอื่นๆ อีกหลายชนิดที่มีบทบาทสำคัญในการกลึงชิ้นส่วนโลหะ การเข้าใจคุณลักษณะของวัสดุเหล่านี้จะช่วยให้คุณสื่อสารกับผู้ผลิตได้อย่างมีประสิทธิภาพ และสามารถกำหนดข้อกำหนดทางเทคนิคได้อย่างรอบรู้
โลหะผสมไทเทเนียม (โดยเฉพาะไทเทเนียมเกรด Ti-6Al-4V) มีอัตราส่วนความแข็งแรงต่อน้ำหนักที่โดดเด่น ทนต่อการกัดกร่อนได้ดีเยี่ยม และเข้ากันได้กับร่างกายมนุษย์ ข้อกำหนดวัสดุสำหรับอุตสาหกรรมการบินและอวกาศมักเรียกร้องให้ใช้ไทเทเนียมในชิ้นส่วนเครื่องยนต์ อุปกรณ์ลงจอด และชิ้นส่วนโครงสร้าง อย่างไรก็ตาม ไทเทเนียมก่อให้เกิดความท้าทายในการกลึง เช่น การสึกหรอของเครื่องมือสูง การนำความร้อนต่ำ และความจำเป็นต้องใช้พารามิเตอร์การตัดแบบพิเศษ ซึ่งส่งผลให้ต้นทุนการผลิตเพิ่มขึ้นอย่างมีนัยสำคัญ
ทองเหลือง ทองแดงผสมสังกะสี (Brass) กลึงได้ดีเยี่ยม ให้ผิวตัดที่สะอาดและผิวงานที่เรียบเนียนยอดเยี่ยม โดยมีการสึกหรอของเครื่องมือน้อยมาก ชิ้นส่วนทองแดงผสมสังกะสีแบบกำหนดเองมักใช้กันอย่างแพร่หลายในข้อต่อท่อน้ำประปา ข้อต่อไฟฟ้า และฮาร์ดแวร์ตกแต่ง ความลื่นตามธรรมชาติของวัสดุนี้ รวมทั้งคุณสมบัติในการทำให้เศษโลหะหักง่าย ทำให้มันเหมาะอย่างยิ่งสำหรับการผลิตจำนวนมากอย่างคุ้มค่า
พลาสติกวิศวกรรม เช่น PEEK, Delrin (อะซีทัล) และ PTFE ใช้ในงานที่ต้องการลดน้ำหนัก ทนต่อสารเคมี หรือเป็นฉนวนไฟฟ้า วัสดุเหล่านี้มีลักษณะการกลึงที่แตกต่างจากโลหะ จึงจำเป็นต้องใช้เครื่องมือที่คม ความเร็วในการกลึงที่เหมาะสม และใส่ใจกับการสะสมความร้อน ซึ่งอาจส่งผลต่อความคงตัวของมิติ
| ประเภทวัสดุ | คุณสมบัติหลัก | เหมาะที่สุดสำหรับงานประเภท | ข้อควรพิจารณาในการกลึง | ราคาสัมพัทธ์ |
|---|---|---|---|---|
| อลูมิเนียม (6061, 7075) | น้ำหนักเบา ทนต่อการกัดกร่อน กลึงได้ดีเยี่ยม นำความร้อนได้ดี | โครงสร้างอากาศยาน ส่วนประกอบยานยนต์ ตัวเรือนอุปกรณ์อิเล็กทรอนิกส์ สินค้าสำหรับผู้บริโภค | ความเร็วในการตัดสูง สึกหรอของเครื่องมือน้อย สามารถบรรลุพื้นผิวที่เรียบเนียนได้ดีเยี่ยม | ต่ำถึงกลาง |
| เหล็กกล้าคาร์บอน (1018, 4140) | ความแข็งแรงสูง ทนต่อการสึกหรอดี สามารถเชื่อมได้ และสามารถทำให้แข็งผ่านกระบวนการอบความร้อนได้ | ชิ้นส่วนโครงสร้าง เพลา ฟันเฟือง อุปกรณ์ยึดจับ และเครื่องจักรทั่วไป | ความเร็วปานกลาง สึกหรอของเครื่องมือเป็นประจำ อาจต้องใช้น้ำหล่อเย็น | ต่ำ |
| สแตนเลสสตีล (เกรด 303, 304, 316) | ทนต่อการกัดกร่อน ความแข็งแรงสูง ทนความร้อนได้ดี เหมาะสำหรับการใช้งานที่ต้องรักษาความสะอาด | อุปกรณ์ทางการแพทย์ การแปรรูปอาหาร การใช้งานในทะเล อุปกรณ์สำหรับอุตสาหกรรมเคมี | ความเร็วต่ำกว่า สึกหรอของเครื่องมือสูงขึ้น มีแนวโน้มเกิดการแข็งตัวจากการทำงาน (work hardening) | กลางถึงสูง |
| ไทเทเนียม (Ti-6Al-4V) | ความแข็งแรงต่อน้ำหนักสูงเป็นพิเศษ ไม่ก่อให้เกิดปฏิกิริยาต่อร่างกาย ทนต่อการกัดกร่อน และมีเสถียรภาพที่อุณหภูมิสูง | เครื่องยนต์ทางการบิน ชิ้นส่วนเทียมสำหรับการแพทย์ ยานยนต์สมรรถนะสูง และเรือ | ต้องใช้อุปกรณ์เครื่องมือเฉพาะทาง ความเร็วในการกลึงต่ำ การสึกหรอของเครื่องมือมาก และการจัดการความร้อนมีความสำคัญยิ่ง | สูง |
| ทองเหลือง (C360, C260) | กลึงได้ดีเยี่ยม ทนต่อการกัดกร่อน มีลักษณะสวยงาม และมีคุณสมบัติต้านจุลชีพ | ข้อต่อท่อประปา ขั้วต่อไฟฟ้า วาล์ว และฮาร์ดแวร์ตกแต่ง | สามารถกลึงได้เร็วมาก การสึกหรอของเครื่องมือน้อยมาก และการก่อตัวของขี้เลื่อยดีเยี่ยม | ปานกลาง |
| พลาสติกวิศวกรรม (PEEK, Delrin) | น้ำหนักเบา ทนต่อสารเคมี ฉนวนไฟฟ้า และมีแรงเสียดทานต่ำ | ชิ้นส่วนทางการแพทย์ ฉนวนไฟฟ้า แบริ่ง ซีล และการแปรรูปอาหาร | จำเป็นต้องใช้เครื่องมือที่คมมาก ไวต่อความร้อน และมีข้อกังวลเกี่ยวกับความคงตัวของมิติ | กลางถึงสูง |
การเลือกวัสดุมีผลต่อผลลัพธ์ของโครงการคุณอย่างไร:
ความอดทนต่อการเปลี่ยนแปลง: วัสดุที่มีความแข็งสูง เช่น เหล็กกล้าที่ผ่านการชุบแข็งหรือไทเทเนียม สามารถรักษาความคลาดเคลื่อน (tolerances) ที่แคบได้ดีขึ้นภายใต้แรงเครียด แต่จำเป็นต้องใช้กระบวนการกลึงอย่างระมัดระวังมากขึ้นเพื่อให้บรรลุค่าความคลาดเคลื่อนดังกล่าว วัสดุที่นุ่มกว่าอาจเกิดการเปลี่ยนรูปเล็กน้อยระหว่างการตัด จึงจำเป็นต้องมีการปรับกลยุทธ์เพื่อชดเชยความผิดพลาดนี้ ตามที่ผู้เชี่ยวชาญด้านการกลึงระบุ ความแข็งของโลหะส่งผลต่อการสึกหรอของเครื่องมือ ความเร็วในการตัด และคุณภาพผิวงาน — โดยโลหะที่นุ่มกว่าจำเป็นต้องพิจารณาเพิ่มเติมเพื่อรักษาความแม่นยำด้านมิติ
สภาพผิวสำเร็จรูป: โครงสร้างเม็ดเกรนของวัสดุมีอิทธิพลต่อคุณภาพผิวที่สามารถทำได้ โลหะที่มีเม็ดเกรนละเอียดมักให้คุณภาพผิวที่ดีกว่า ในขณะที่วัสดุที่มีเม็ดเกรนหยาบอาจแสดงรอยเครื่องจักรที่มองเห็นได้ชัด แม้จะใช้พารามิเตอร์ที่เหมาะสมที่สุดก็ตาม อลูมิเนียมและทองเหลืองสามารถให้ผิวงานที่ยอดเยี่ยมได้โดยธรรมชาติ ส่วนไทเทเนียมและสแตนเลสบางเกรดจำเป็นต้องผ่านกระบวนการตกแต่งผิวเพิ่มเติม
เวลาในการผลิต: วัสดุทั่วไป เช่น อลูมิเนียมเกรด 6061 หรือสแตนเลสเกรด 304 มีจำหน่ายอยู่ทั่วไป อย่างไรก็ตาม วัสดุพิเศษ เช่น ไทเทเนียมสำหรับอุตสาหกรรมการบินและอวกาศ โลหะผสมนิกเกิลเฉพาะชนิด หรือวัสดุระดับการแพทย์ที่ผ่านการรับรอง อาจต้องใช้เวลานานขึ้นในการจัดหา ซึ่งจะส่งผลต่อตารางเวลาของโครงการคุณ
ผู้ผลิตที่ให้บริการในภาคยานยนต์และอวกาศจะใช้วัสดุเฉพาะเกรดเพื่อให้สอดคล้องกับข้อกำหนดด้านการรับรอง โรงงานที่ได้รับการรับรองตามมาตรฐาน IATF 16949 ซึ่งให้บริการในห่วงโซ่อุปทานยานยนต์ จะจัดเก็บวัสดุที่เป็นไปตามข้อกำหนดของผู้ผลิตรถยนต์ (OEM) ผู้ผลิตในอุตสาหกรรมการบินและอวกาศจะจัดทำเอกสารการติดตามที่มาของวัสดุให้สอดคล้องกับมาตรฐาน AMS และ ASTM เมื่อแอปพลิเคชันของคุณต้องการวัสดุที่ผ่านการรับรอง โปรดตรวจสอบความสามารถของผู้จัดจำหน่ายในการจัดหาและจัดทำเอกสารสำหรับวัสดุเกรดที่เหมาะสม
เมื่อเข้าใจหลักการในการเลือกวัสดุแล้ว ประเด็นสำคัญขั้นต่อไปที่ต้องพิจารณาคือ ข้อกำหนดด้านความคลาดเคลื่อน (tolerance) และใบรับรองคุณภาพ ซึ่งเป็นมาตรฐานที่กำหนดนิยามของการผลิตแบบความแม่นยำสูง

คำอธิบายเกี่ยวกับความคลาดเคลื่อนแบบความแม่นยำสูงและใบรับรองคุณภาพ
คุณได้เลือกวัสดุที่ต้องการและระบุกระบวนการกลึงที่เหมาะสมแล้ว ตอนนี้ถึงเวลาของการสนทนาที่จะแยกผู้ซื้อที่มีความรู้อย่างแท้จริงออกจากผู้ที่จ่ายเงินเพื่อความแม่นยำที่ไม่จำเป็น — หรือแย่กว่านั้น คือได้รับชิ้นส่วนที่ใช้งานไม่ได้อย่างเหมาะสม การเข้าใจข้อกำหนดด้านความคลาดเคลื่อน (tolerance) และใบรับรองคุณภาพไม่ใช่เพียงแค่ความรู้เชิงเทคนิคเท่านั้น แต่ยังเป็นพื้นฐานสำคัญสำหรับการจัดซื้ออย่างมีประสิทธิภาพด้านต้นทุนอีกด้วย
เมื่อคุณเห็นขนาดหนึ่ง เช่น "1.500 ± 0.005 นิ้ว" บนแบบแปลน ช่วงความคลาดเคลื่อนนั้นจะกำหนดขอบเขตของสิ่งที่ยอมรับได้ แต่สิ่งที่ผู้ซื้อหลายคนมองข้ามคือ การลดช่วงความคลาดเคลื่อนจาก ±0.005 เป็น ±0.001 นิ้ว ไม่ได้เพียงแต่เพิ่มระดับความแม่นยำเท่านั้น — แต่อาจ ทำให้ต้นทุนการผลิตของคุณเพิ่มขึ้นสามถึงห้าเท่า การตัดสินใจเรื่องความคลาดเคลื่อนอย่างชาญฉลาด จำเป็นต้องเข้าใจว่าตัวเลขเหล่านั้นมีความหมายอย่างไรต่อการใช้งานจริงของคุณ
การถอดรหัสข้อกำหนดด้านความคลาดเคลื่อนสำหรับผู้ซื้อ
จงนึกถึงค่าความคลาดเคลื่อน (tolerances) ว่าเป็น "ช่วงที่ยอมรับได้ตามกฎหมาย" ซึ่งขนาดของชิ้นส่วนของคุณสามารถแปรผันได้โดยยังคงถือว่าอยู่ในเกณฑ์ที่ยอมรับได้ ตัวอย่างเช่น เพลาที่ระบุขนาดไว้ที่ 10.00 มม. ± 0.05 มม. จะผ่านการตรวจสอบได้หากมีขนาดอยู่ระหว่าง 9.95 มม. ถึง 10.05 มม. ฟังดูเรียบง่าย แต่ผลที่ตามมานั้นมีความลึกกว่าที่เห็น
ขีดจำกัดความคลาดเคลื่อนมาตรฐาน แสดงถึงจุดสมดุลที่ลงตัวที่สุด ซึ่งความแม่นยำมาบรรจบกับความเป็นไปได้ในการผลิต สำหรับการกลึงด้วยเครื่อง CNC ส่วนใหญ่ ±0.010 นิ้ว (±0.25 มม.) ให้ความแม่นยำสูงมากสำหรับชิ้นส่วนทางกลส่วนใหญ่ระดับหนึ่ง ระดับความคลาดเคลื่อนนี้คำนึงถึงความแปรผันตามธรรมชาติของประสิทธิภาพเครื่องจักร คุณสมบัติของวัสดุ และสภาวะแวดล้อม ขณะเดียวกันก็ยังรับประกันการเข้ากันได้และการทำงานที่เชื่อถือได้
ความอดทนอย่างแน่นหนา เกินขีดความสามารถมาตรฐานทั่วไป—โดยทั่วไปคือ ±0.001 นิ้ว (±0.025 มม.) หรือแน่นกว่านั้น การบรรลุค่าความคลาดเคลื่อนในระดับนี้จำเป็นต้องใช้อุปกรณ์พิเศษ ความเร็วในการกลึงที่ลดลง สภาพแวดล้อมที่ควบคุมอย่างเข้มงวด และการตรวจสอบเพิ่มเติม ผู้เชี่ยวชาญด้านการกลึงระบุว่า ค่าความคลาดเคลื่อนที่มีค่า ±0.01 มม. หรือต่ำกว่านั้นจัดว่าเป็นความแม่นยำสูงพิเศษ ซึ่งส่งผลให้ต้นทุนเพิ่มขึ้นอย่างมีนัยสำคัญ
สำหรับชิ้นส่วนเครื่องจักรที่ต้องการความแม่นยำ ค่าความคลาดเคลื่อน (tolerance) ที่ท่านระบุจะมีผลโดยตรงต่อวิธีการผลิต ข้อกำหนดในการตรวจสอบ และในที่สุดคืองบประมาณของโครงการของท่าน
| ช่วงความคลาดเคลื่อน | การจัดหมวดหมู่ | การใช้งานทั่วไป | ผลกระทบต่อต้นทุน |
|---|---|---|---|
| ±0.010" (±0.25 มม.) | มาตรฐาน/เชิงพาณิชย์ | ชิ้นส่วนโครงสร้าง ตัวเรือน แผ่นยึด ฝาครอบ และอุปกรณ์ฮาร์ดแวร์ทั่วไป | ระดับพื้นฐาน (1 เท่า) |
| ±0.005 นิ้ว (±0.127 มม.) | อุตสาหกรรมความแม่นยำสูง | ชิ้นส่วนประกอบแบบสอดรับกัน (mating assemblies) ตัวเรือนแบริ่ง จิ๊กและฟิกซ์เจอร์ความแม่นยำสูง ระบบอัตโนมัติอุตสาหกรรม | 1.5-2 เท่าของพื้นฐาน |
| ±0.002 นิ้ว (±0.051 มม.) | ความแม่นยำสูง | อุปกรณ์ทางการแพทย์ ชิ้นส่วนอากาศยานและอวกาศ ระบบออปติคัล เครื่องมือวัดความแม่นยำสูง | 2-3 เท่าของพื้นฐาน |
| ±0.001" (±0.025 มม.) | ความแม่นยำสูงมาก | ชิ้นส่วนอากาศยานและอวกาศที่เกี่ยวข้องโดยตรงกับการบิน (flight-critical aerospace) อุปกรณ์ทางการแพทย์ที่ฝังเข้าไปในร่างกาย (implantable medical devices) และเครื่องมือวัดความแม่นยำสูง | 3-5 เท่าของพื้นฐาน |
| ±0.0005 นิ้ว (±0.013 มม.) | ความแม่นยำสูงสุด | การใช้งานในอวกาศ เครื่องมือวัดความแม่นยำสูงพิเศษ (ultra-precision instruments) และมาสเตอร์เกจ | มากกว่าค่าพื้นฐาน 5 เท่าขึ้นไป |
เมื่อความคลาดเคลื่อนที่แคบจริงๆ มีความสำคัญ
นี่คือความรู้ภายในที่จะช่วยประหยัดเงินของคุณได้อย่างมาก: ความคลาดเคลื่อนแบบจำกัด (tight tolerances) ควรใช้เฉพาะกับลักษณะต่างๆ ที่การใช้งานจริงจำเป็นต้องมีความแม่นยำสูงเท่านั้น แนวทางที่ชาญฉลาดคือการใช้ความคลาดเคลื่อนแบบจำกัดเฉพาะกับพื้นผิวที่ต้องสัมผัสกันอย่างแม่นยำ (critical mating surfaces) เท่านั้น ขณะที่ใช้ความคลาดเคลื่อนมาตรฐาน (standard tolerances) กับบริเวณที่ไม่มีผลต่อการใช้งาน
ความคลาดเคลื่อนแบบจำกัดมีความจำเป็นเมื่อ:
- การใช้งานของชิ้นส่วนขึ้นอยู่กับความสัมพันธ์เชิงมิติที่แม่นยำ เช่น เพลาในแบริ่งความแม่นยำสูง หรือลูกสูบในกระบอกสูบไฮดรอลิก
- ชิ้นส่วนหลายชิ้นที่ทำงานร่วมกันทำให้เกิดปัญหาความคลาดเคลื่อนสะสม (accumulated tolerance concerns) ซึ่งอาจส่งผลต่อประสิทธิภาพโดยรวมของการประกอบ
- ข้อกำหนดด้านกฎระเบียบกำหนดมาตรฐานความแม่นยำเฉพาะสำหรับการใช้งานที่เกี่ยวข้องกับความปลอดภัย
- พื้นผิวที่ใช้ในการปิดผนึกต้องสามารถป้องกันการรั่วซึมในชิ้นส่วนที่รับแรงดัน
ความคลาดเคลื่อนมาตรฐานใช้งานได้ดีเยี่ยมสำหรับ:
- ชิ้นส่วนโครงสร้างที่ความพอดีที่แม่นยำมีความสำคัญมากกว่าความถูกต้องเชิงมิติสัมบูรณ์
- โครงหุ้ม (housing assemblies), แผ่นยึดติด (mounting brackets) และโครงสร้างรองรับ (support structures)
- การใช้งานที่การออกแบบของคุณมีการจัดระยะห่าง (clearances) ที่เหมาะสม
- คุณสมบัติที่ไม่สำคัญต่อการใช้งาน เช่น ฝาครอบ โครงหุ้ม และองค์ประกอบเชิงตกแต่ง
หัวใจสำคัญอยู่ที่การเข้าใจความต้องการด้านฟังก์ชันของคุณ หากชิ้นส่วนที่ผลิตด้วยเครื่อง CNC แบบความแม่นยำสูงของคุณสามารถทำหน้าที่ตามวัตถุประสงค์ได้อย่างเชื่อถือได้ภายในช่วงความคลาดเคลื่อนมาตรฐาน การกำหนดข้อกำหนดพิเศษจะเพิ่มต้นทุนและซับซ้อนโดยไม่ส่งผลให้ประสิทธิภาพดีขึ้น
พิจารณาการเปรียบเทียบเชิงปฏิบัติจากผู้เชี่ยวชาญด้านความคลาดเคลื่อน: การบรรลุความคลาดเคลื่อน ±0.05 มม. เทียบได้กับการยิงแอปเปิลให้โดนจากระยะ 10 เมตรโดยใช้กระบวนการมาตรฐาน ในขณะที่ความคลาดเคลื่อน ±0.01 มม. เทียบได้กับการยิงเชอร์รี่ให้โดนจากระยะ 50 เมตร ซึ่งกรณีหลังจำเป็นต้องใช้เครื่องจักรที่มีเสถียรภาพมากขึ้น เครื่องมือที่ละเอียดกว่า การควบคุมสภาพแวดล้อมที่เข้มงวดยิ่งขึ้น และอุปกรณ์วัดขั้นสูง—ทั้งหมดนี้ส่งผลให้ต้นทุนเพิ่มขึ้นแบบทวีคูณ
ใบรับรองคุณภาพที่กำหนดมาตรฐานการผลิต
นอกเหนือจากความคลาดเคลื่อนที่ยอมรับได้แล้ว การรับรองคุณภาพยังบ่งชี้ถึงการควบคุมเชิงระบบซึ่งผู้ผลิตดำเนินการอยู่ ใบรับรองเหล่านี้ไม่ใช่เพียงแค่สิ่งตกแต่งผนังเท่านั้น แต่ยังแสดงถึงการตรวจสอบกระบวนการ เอกสาร และระบบการปรับปรุงอย่างต่อเนื่องอย่างเข้มงวด
ISO 9001:2015 เป็นมาตรฐานคุณภาพพื้นฐานที่ได้รับการยอมรับในระดับสากล ตาม ผู้เชี่ยวชาญด้านการรับรอง มาตรฐานนี้อิงตามหลักการจัดการคุณภาพ ซึ่งรวมถึงการมุ่งเน้นลูกค้าอย่างเข้มแข็ง ความมุ่งมั่นของผู้บริหารระดับสูง การดำเนินงานตามกระบวนการ และการปรับปรุงอย่างต่อเนื่อง การปฏิบัติตามมาตรฐาน ISO 9001 ช่วยให้มั่นใจได้ว่าลูกค้าจะได้รับผลิตภัณฑ์ที่มีคุณภาพดีและสม่ำเสมอ มาตรฐานนี้เหมาะสมกับการผลิตเชิงพาณิชย์ทั่วไปในทุกอุตสาหกรรม
AS9100D สร้างขึ้นบนพื้นฐานของมาตรฐาน ISO 9001 โดยเพิ่มข้อกำหนดที่เข้มงวดเฉพาะด้านคุณภาพสำหรับอุตสาหกรรมการบินและอวกาศ ซึ่งได้รับการสนับสนุนจาก International Aerospace Quality Group ซึ่งเป็นองค์กรที่รวมบริษัทผู้ผลิตด้านการบินและอวกาศชั้นนำระดับโลก AS9100 ครอบคลุมประเด็นการจัดการความเสี่ยง การจัดการโครงสร้าง (Configuration Management) การป้องกันชิ้นส่วนปลอม (Counterfeit Part Prevention) และข้อกำหนดด้านความปลอดภัยเพิ่มเติม หากคุณผลิตชิ้นส่วนที่ถูกกลึงด้วยความแม่นยำสูงซึ่งมีบทบาทสำคัญต่อการบิน (flight-critical precision machined parts) ผู้จัดจำหน่ายของคุณจะต้องมีใบรับรองนี้
ISO 13485 กำหนดข้อกำหนดด้านระบบการจัดการคุณภาพสำหรับการผลิตอุปกรณ์ทางการแพทย์ โดยมีวัตถุประสงค์เพื่อให้มั่นใจว่ากระบวนการทั้งหมดสอดคล้องกับข้อบังคับที่เกี่ยวข้องกับอุปกรณ์ซึ่งมีผลกระทบโดยตรงต่อความปลอดภัยของผู้ป่วย ส่วนประกอบทางการแพทย์มักต้องการความคลาดเคลื่อน (tolerances) อยู่ในช่วง ±0.005 นิ้ว ถึง ±0.002 นิ้ว ควบคู่ไปกับความสามารถในการผลิตในห้องสะอาด (cleanroom capabilities) และเอกสารการติดตามย้อนกลับ (traceability documentation) อย่างครบถ้วน
IATF 16949 ใช้เฉพาะกับห่วงโซ่อุปทานในอุตสาหกรรมยานยนต์ โดยเน้นการป้องกันข้อบกพร่อง การลดความแปรปรวน และการกำจัดของเสีย ผู้ผลิตรถยนต์กำหนดให้ซัพพลายเออร์ที่ผลิตชิ้นส่วนความแม่นยำแบบ CNC สำหรับยานยนต์ต้องได้รับการรับรองนี้ เพื่อให้มั่นใจในความสม่ำเสมอของชิ้นส่วนในกระบวนการผลิตจำนวนมาก
เมื่อประเมินผู้ผลิตชิ้นส่วนเครื่องจักร CNC ให้เปรียบเทียบใบรับรองของพวกเขาให้สอดคล้องกับข้อกำหนดของอุตสาหกรรมคุณ ผู้ผลิตที่มีเพียงมาตรฐาน ISO 9001 จะไม่สามารถจัดหาชิ้นส่วนสำหรับอุตสาหกรรมการบินและอวกาศซึ่งต้องปฏิบัติตามมาตรฐาน AS9100D ได้ — ไม่ว่าความสามารถในการกลึงของพวกเขาจะดีเพียงใดก็ตาม
การเข้าใจเกี่ยวกับค่าความคลาดเคลื่อน (tolerances) และมาตรฐานการรับรองจะช่วยเตรียมความพร้อมให้คุณมีการสนทนาอย่างมีข้อมูลกับซัพพลายเออร์ที่อาจร่วมงานด้วย ขั้นตอนต่อไปคือการพัฒนาระบบกรอบการทำงานอย่างเป็นระบบเพื่อประเมินและเปรียบเทียบผู้ผลิต — เพื่อให้มั่นใจว่าคุณจะร่วมงานกับสถานประกอบการที่มีศักยภาพเพียงพอในการตอบสนองความต้องการเฉพาะของคุณ
วิธีการประเมินและเปรียบเทียบผู้ผลิตชิ้นส่วน CNC
คุณได้กำหนดขอบเขตความคลาดเคลื่อนที่ยอมรับได้ เลือกวัสดุที่ใช้ และเข้าใจกระบวนการกลึงที่โครงการของคุณต้องการแล้ว ตอนนี้จึงมาถึงการตัดสินใจที่สำคัญที่สุดครั้งหนึ่งในเส้นทางการจัดซื้อของคุณ — การเลือกพันธมิตรด้านการผลิตที่เหมาะสม นี่คือจุดที่ผู้ซื้อหลายคนมักพลาด โดยมักเลือกผู้จัดจำหน่ายตามใบเสนอราคาเพียงอย่างเดียว แทนที่จะประเมินศักยภาพโดยรวมอย่างรอบด้าน
ข้อเท็จจริงคือ ใบเสนอราคาที่ต่ำที่สุดมักไม่นำไปสู่ต้นทุนรวมที่ต่ำที่สุด ค่าใช้จ่ายแฝงที่เกิดจากปัญหาคุณภาพ การสื่อสารที่ผิดพลาด และการส่งมอบล่าช้า มักสูงกว่าการประหยัดต้นทุนเบื้องต้นอย่างมาก การพัฒนาระบบการประเมินอย่างเป็นระบบจะช่วยคุ้มครองโครงการของคุณ และสร้างความสัมพันธ์อันมั่นคงกับผู้ผลิตชิ้นส่วนกลึงที่สามารถสนับสนุนความสำเร็จระยะยาวของคุณได้
กรอบการประเมินผู้ผลิตแบบห้าขั้นตอน
เมื่อเปรียบเทียบผู้ผลิตชิ้นส่วนเครื่องจักรกล การใช้วิธีการที่มีโครงสร้างจะช่วยป้องกันข้อผิดพลาดที่ส่งผลต้นทุนสูง แนวทางนี้ได้รับการปรับปรุงอย่างต่อเนื่องผ่านความสัมพันธ์กับซัพพลายเออร์ที่ประสบความสำเร็จ — และล้มเหลว — นับครั้งไม่ถ้วน ให้ดำเนินการตามขั้นตอนเหล่านี้อย่างเป็นระบบ และคุณจะสามารถระบุพันธมิตรที่ส่งมอบคุณภาพอย่างสม่ำเสมอ แทนที่จะให้เหตุผลแก้ตัว
-
ตรวจสอบใบรับรองและมาตรฐานการปฏิบัติตามข้อกำหนด
เริ่มต้นจากสิ่งที่ตกลงกันไม่ได้ โดยอ้างอิงจาก ผู้เชี่ยวชาญด้านการจัดหาในอุตสาหกรรม , ใบรับรองต่าง ๆ เช่น ISO 9001, IATF 16949 หรือ AS9100D แสดงให้เห็นถึงกระบวนการที่มีโครงสร้างและคุณภาพที่สามารถทำซ้ำได้ ขอสำเนาใบรับรองที่ยังมีผลบังคับใช้ — ไม่ใช่ใบรับรองที่หมดอายุแล้ว — และยืนยันว่าขอบเขตของการรับรองครอบคลุมบริการเฉพาะที่คุณต้องการ ผู้ผลิตที่ได้รับการรับรองสำหรับการกลึงอาจไม่ได้รับการรับรองสำหรับการกัดแบบหลายแกนที่ซับซ้อน จับคู่ใบรับรองให้สอดคล้องกับข้อกำหนดของอุตสาหกรรมคุณก่อนดำเนินการขั้นตอนต่อไป -
ประเมินศักยภาพของอุปกรณ์และความเชี่ยวชาญด้านเทคนิค
ประเมินว่าซัพพลายเออร์ใช้เครื่องกลึง CNC ขั้นสูง เครื่องกัด เครื่องเจียร และเครื่องวัดพิกัด (CMM) หรือไม่ ทีมเทคนิคของพวกเขาควรแสดงความสามารถในการใช้งานเครื่องมือ CAD/CAM และการกลึงแบบหลายแกน ให้ถามคำถามเฉพาะเจาะจง เช่น พวกเขาใช้เครื่องยี่ห้อใด? ขนาดงานสูงสุดที่สามารถประมวลผลได้คือเท่าใด? พวกเขาสามารถรองรับข้อกำหนดวัสดุของคุณได้หรือไม่? ผู้จัดจำหน่ายชิ้นส่วนที่ผ่านการกลึงด้วยความแม่นยำสูงจะลงทุนในอุปกรณ์ที่สอดคล้องกับคำมั่นเรื่องคุณภาพของตน — การใช้เครื่องจักรที่ล้าสมัยขัดแย้งโดยตรงกับคำมั่นสัญญาเรื่องความคลาดเคลื่อนที่แคบ -
ตรวจสอบกระบวนการควบคุมคุณภาพ
ขั้นตอนนี้เป็นตัวแยกผู้ผลิตชิ้นส่วนเครื่องจักรที่มีความเชี่ยวชาญจริงออกจากโรงงานที่เพียงแต่เป็นเจ้าของอุปกรณ์ CNC เท่านั้น ให้สอบถามเกี่ยวกับเครื่องมือตรวจสอบของพวกเขา เช่น ปลั๊กเกจ (pin gauges), มิครอมิเตอร์ (micrometers), และเครื่องวัดพิกัดสามมิติ (CMMs) พร้อมขอรายงานการตรวจสอบตัวอย่าง นอกจากนี้ ควรทำความเข้าใจเกี่ยวกับการนำระบบควบคุมกระบวนการเชิงสถิติ (Statistical Process Control: SPC) ไปใช้งานจริงของพวกเขา พวกเขาติดตามวัดมิติที่สำคัญตลอดกระบวนการผลิตหรือไม่ หรือเพียงแค่ตรวจสอบเฉพาะชิ้นส่วนที่ผลิตเสร็จแล้วเท่านั้น? ตามคำกล่าวของผู้เชี่ยวชาญด้านคุณภาพการผลิต เอกสารการควบคุมคุณภาพ (QC documentation) ที่ถูกต้องนั้นมีความสำคัญยิ่งต่ออุตสาหกรรมที่อยู่ภายใต้การควบคุมด้านกฎระเบียบ เช่น อุตสาหกรรมการบินและอวกาศ หรืออุตสาหกรรมยานยนต์ -
ประเมินความรวดเร็วในการสื่อสาร
ส่งคำถามทางเทคนิคไปยังผู้จำหน่ายและสังเกตคุณภาพรวมถึงระยะเวลาในการตอบกลับ ผู้จำหน่ายที่มีประสบการณ์จะแสดงให้เห็นถึงความสามารถในการตีความแบบแปลนทางเทคนิค ให้ข้อเสนอแนะด้านการออกแบบเพื่อความสะดวกในการผลิต (Design for Manufacturability: DFM) และเสนอทางเลือกอื่น ๆ สำหรับกระบวนการกลึง การสื่อสารที่รวดเร็วและชัดเจนจะทำให้มั่นใจได้ว่าคุณจะไม่ถูกปล่อยให้อยู่ในภาวะไม่รู้สถานการณ์เมื่อเกิดปัญหาขึ้น ผู้จำหน่ายที่ตอบกลับช้าในระยะเสนอราคา มักจะสร้างความไม่พอใจให้คุณในระหว่างขั้นตอนการผลิตเช่นกัน -
ขอชิ้นส่วนตัวอย่าง
ก่อนตัดสินใจผลิตในปริมาณมาก ให้สั่งซื้อชิ้นส่วนต้นแบบหรือตัวอย่างจำนวนเล็กน้อยก่อน การดำเนินการนี้จะพิสูจน์ศักยภาพที่แท้จริงของผู้ผลิต แทนที่จะเป็นเพียงคำกล่าวอ้างเท่านั้น ควรประเมินความแม่นยำด้านมิติ คุณภาพของผิวชิ้นงาน และคุณภาพของเอกสารประกอบ ตามคู่มือการจัดซื้อชิ้นส่วน CNC การเริ่มต้นด้วยโครงการต้นแบบถือเป็นวิธีที่รวดเร็วที่สุดในการตรวจสอบความสามารถที่แท้จริง วินัยในกระบวนการ และแนวคิดด้านคุณภาพของผู้จัดจำหน่าย ก่อนขยายการผลิตไปสู่ระดับเต็มรูปแบบ
การเข้าใจระบบควบคุมคุณภาพเชิงสถิติ (SPC) และการตรวจสอบด้วยเครื่องวัดพิกัดสามมิติ (CMM)
แนวคิดด้านการควบคุมคุณภาพสองประการนี้สมควรได้รับการอธิบายอย่างลึกซึ้งยิ่งขึ้น เนื่องจากเป็นปัจจัยพื้นฐานที่ทำให้ผู้ผลิตชิ้นส่วนเครื่องจักร CNC ที่มีศักยภาพแตกต่างจากโรงกลึงทั่วไป
การควบคุมกระบวนการทางสถิติ (SPC) ตรวจสอบการผลิตแบบเรียลไทม์ โดยติดตามแนวโน้มของมิติที่เปลี่ยนแปลงก่อนที่ชิ้นส่วนจะเบี่ยงเบนออกจากข้อกำหนดที่กำหนดไว้ แทนที่จะค้นพบปัญหาหลังจากผลิตชุดชิ้นส่วนเสร็จสิ้นแล้ว ระบบควบคุมกระบวนการเชิงสถิติ (SPC) จะระบุช่วงเวลาที่กระบวนการเริ่มเปลี่ยนผ่าน—ทำให้สามารถดำเนินการปรับแก้ก่อนที่จะเกิดชิ้นส่วนเสียขึ้น สำหรับผู้จัดจำหน่ายชิ้นส่วนที่ผ่านการกลึงด้วยความแม่นยำสูงในปริมาณมาก SPC จึงเป็นสิ่งจำเป็นอย่างยิ่งในการรักษาความสม่ำเสมอของชิ้นส่วนที่เหมือนกันหลายพันชิ้น
การตรวจสอบด้วยเครื่องวัดพิกัดสามมิติ (CMM) ให้การตรวจสอบรูปทรงสามมิติของเรขาคณิตที่ซับซ้อน เครื่องมือขั้นสูงเหล่านี้วัดจุดต่าง ๆ บนพื้นผิวของชิ้นส่วน และเปรียบเทียบมิติจริงกับแบบจำลอง CAD ด้วยความแม่นยำระดับไมครอน เมื่อผู้จัดจำหน่ายชิ้นส่วนที่ผ่านการกลึงของคุณเสนอราคาสำหรับข้อกำหนดความคลาดเคลื่อนที่แคบ คุณควรสอบถามว่าพวกเขาใช้วิธีใดในการยืนยันความสอดคล้องกับข้อกำหนด รายงานผลการตรวจสอบด้วยเครื่องวัดพิกัดสามมิติ (CMM) จะให้หลักฐานที่จัดทำเป็นลายลักษณ์อักษรว่าชิ้นส่วนนั้นตรงตามข้อกำหนด—ซึ่งถือเป็นสิ่งสำคัญยิ่งสำหรับการประยุกต์ใช้งานในอุตสาหกรรมการบินและอวกาศ การแพทย์ และยานยนต์ ที่ต้องการความสามารถในการติดตามย้อนกลับได้ครบถ้วน
สัญญาณเตือนเมื่อประเมินผู้จัดหาบริการเครื่องจักรกลแบบ CNC
นอกเหนือจากสิ่งที่ควรพิจารณาแล้ว การรับรู้สัญญาณเตือนล่วงหน้ายังช่วยป้องกันไม่ให้คุณเข้าร่วมเป็นพันธมิตรกับผู้ประกอบการที่อาจทำให้คุณผิดหวัง โปรดสังเกตอย่างระมัดระวังสัญญาณที่น่ากังวลเหล่านี้:
- ความไม่เต็มใจที่จะเปิดเผยใบรับรองหรือความสามารถในการตรวจสอบ: ผู้ผลิตชิ้นส่วนที่ผ่านการกลึงอย่างถูกต้องตามกฎหมายจะแสดงวุฒิและคุณสมบัติของตนอย่างภาคภูมิใจ และยินดีที่จะอภิปรายเกี่ยวกับสถานที่ผลิต
- ใบเสนอราคาต่ำกว่าอัตราตลาดอย่างมีนัยสำคัญ ราคาที่ดูไม่สมเหตุสมผลมักบ่งชี้ถึงการตัดทางลัดในด้านวัสดุ การควบคุมคุณภาพ หรือกระบวนการผลิต ซึ่งปัญหาเหล่านี้มักปรากฏขึ้นภายหลังในรูปแบบของข้อบกพร่อง
- คำตอบที่คลุมเครือเกี่ยวกับอุปกรณ์หรือกระบวนการ: ผู้จัดจำหน่ายที่น่าเชื่อถือจะระบุความสามารถของตนอย่างชัดเจน — เช่น รุ่นเครื่องจักร ความสามารถในการรักษาระดับความแม่นยำ (tolerance) และอุปกรณ์สำหรับการตรวจสอบ
- ไม่มีคำแนะนำด้าน DFM สำหรับการออกแบบที่ซับซ้อน: ผู้ผลิตที่มีประสบการณ์สามารถระบุปัญหาที่อาจเกิดขึ้นได้ และเสนอแนวทางปรับปรุงที่เหมาะสม ความเงียบเฉยต่อประเด็นความเป็นไปได้ในการผลิต (manufacturability) บ่งชี้ถึงความขาดประสบการณ์ หรือความไม่ใส่ใจ
- การจัดทำเอกสารที่ไม่ดี: ขอรายงานผลการตรวจสอบตัวอย่างและใบรับรองวัสดุจากผู้จัดจำหน่าย ผู้จัดจำหน่ายที่ไม่สามารถจัดเตรียมเอกสารที่เป็นระบบได้ มักขาดกระบวนการควบคุมคุณภาพที่มีระบบ
- ความไม่เต็มใจที่จะให้รายชื่อผู้อ้างอิง: ผู้จัดจำหน่ายชิ้นส่วนที่ผ่านการกลึงด้วยความแม่นยำซึ่งมีชื่อเสียง มักมีลูกค้าที่พึงพอใจและยินดีแบ่งปันประสบการณ์การใช้งานจริง
ข้อพิจารณาเปรียบเทียบระหว่างการผลิตภายในประเทศกับการผลิตต่างประเทศ
สถานที่ตั้งทางภูมิศาสตร์ของผู้จัดจำหน่ายชิ้นส่วนที่ผ่านการกลึงของคุณมีผลกระทบอย่างมากต่อผลลัพธ์ของโครงการ การเข้าใจข้อแลกเปลี่ยนเหล่านี้จะช่วยให้คุณตัดสินใจเลือกแหล่งจัดซื้ออย่างมีกลยุทธ์ ซึ่งสอดคล้องกับเป้าหมายและลำดับความสำคัญของคุณ
การกลึงด้วยเครื่องจักร CNC ภายในประเทศ มีข้อได้เปรียบที่น่าสนใจสำหรับการใช้งานหลายประเภท ตามผลการวิจัยด้านการจัดซื้อในอุตสาหกรรมการผลิต การผลิตภายในประเทศช่วยให้ทีมออกแบบและโรงงานการผลิตอยู่ใกล้กันทางภูมิศาสตร์ ส่งผลให้ได้รับประโยชน์หลายประการ อาทิ ระยะเวลาการนำส่งที่สั้นลง การสื่อสารที่มีประสิทธิภาพมากขึ้น การทำงานร่วมกันได้อย่างสะดวกยิ่งขึ้นในระหว่างการปรับเปลี่ยนการออกแบบ และการควบคุมคุณภาพการผลิตได้ดีขึ้น ความใกล้เคียงกันทางภูมิศาสตร์ยังเอื้อให้สามารถแก้ไขปัญหาแบบเรียลไทม์ และดำเนินการปรับปรุงทางวิศวกรรมได้อย่างรวดเร็ว
ระยะเวลาดำเนินการ ให้ความสำคัญกับคู่ค้าในประเทศอย่างมาก การจ้างงานด้านการกลึงนอกประเทศต้องคำนึงถึงค่าขนส่งระหว่างประเทศ การผ่านพิธีการศุลกากร และความล่าช้าที่อาจเกิดขึ้นที่ท่าเรือ รายงานของเดลัวйт (Deloitte) ระบุว่า ผู้ผลิตทั่วโลกกว่า 40% ระบุว่า ความไม่แน่นอนในการจัดซื้อจากต่างประเทศเป็นความเสี่ยงด้านการดำเนินงานอันดับต้น ๆ ผู้จัดจำหน่ายในประเทศดำเนินงานภายใต้เครือข่ายโลจิสติกส์ที่มีความปลอดภัย ซึ่งช่วยลดความแปรปรวนของระยะเวลาการนำส่งและสนับสนุนความต่อเนื่องในการดำเนินธุรกิจ
การสื่อสาร ความท้าทายจะเพิ่มขึ้นหลายเท่าเมื่อทำงานร่วมกับผู้จัดจำหน่ายต่างประเทศ ความแตกต่างของเขตเวลา อุปสรรคด้านภาษา และความหลากหลายทางวัฒนธรรมในแนวทางปฏิบัติด้านธุรกิจ อาจทำให้การแก้ไขปัญหาเชิงเทคนิคล่าช้า เมื่อมีการเปลี่ยนแปลงการออกแบบ—ซึ่งเกิดขึ้นเสมอ—คู่ค้าในประเทศสามารถดำเนินการปรับปรุงดังกล่าวได้ภายในไม่กี่วัน แทนที่จะใช้เวลาหลายสัปดาห์
การคุ้มครองทรัพย์สินทางปัญญา แตกต่างกันอย่างมากตามเขตอำนาจศาลแต่ละแห่ง การกลึงชิ้นส่วนนอกประเทศจำเป็นต้องส่งไฟล์แบบแปลนผ่านเครือข่ายระหว่างประเทศ ซึ่งสร้างจุดอ่อนที่อาจถูกโจมตีได้ ตามที่ผู้เชี่ยวชาญด้านการคุ้มครองทรัพย์สินทางปัญญาชี้ว่า ข้อมูลอาจถูกดักจับ ทำสำเนา หรือนำไปใช้โดยไม่ได้รับอนุญาต โดยเฉพาะในภูมิภาคที่มีการบังคับใช้กฎหมายทรัพย์สินทางปัญญาอย่างหละหลวม การผลิตภายในประเทศจึงให้ความมั่นใจสูงกว่าในการป้องกันการลอกเลียนแบบโดยไม่ได้รับอนุญาต ซึ่งช่วยรักษาข้อได้เปรียบในการแข่งขันไว้
การพิจารณาค่าใช้จ่าย ต้องอาศัยการวิเคราะห์อย่างละเอียดรอบคอบ ตัวเลือกการผลิตนอกประเทศอาจมีราคาต่อหน่วยต่ำกว่า แต่ต้นทุนรวมที่แท้จริง (total landed cost) จึงจะบอกภาพโดยรวมได้ครบถ้วน โปรดพิจารณาปัจจัยต่าง ๆ ได้แก่ ค่าขนส่ง ภาษีศุลกากร ค่าตรวจสอบคุณภาพ สินค้าคงคลังสำรองเพื่อรองรับระยะเวลานำส่งที่ยาวนานขึ้น และค่าใช้จ่ายที่อาจเกิดขึ้นจากการปรับปรุงงานซ้ำ (rework) ตามที่นักวิเคราะห์ต้นทุนการผลิตระบุว่า ต้นทุนแฝงเหล่านี้อาจลดทอนผลประหยัดที่คาดการณ์ไว้จากการจัดซื้อจากต่างประเทศลงอย่างมาก หรือแม้กระทั่งหมดสิ้นไปทั้งหมด
การเลือกระหว่างการผลิตภายในประเทศกับการผลิตต่างประเทศนั้นขึ้นอยู่กับความต้องการเฉพาะของผลิตภัณฑ์ของคุณ ระดับความไวของแอปพลิเคชัน และระดับการควบคุมดูแลที่จำเป็น ข้อกำหนดด้านความแม่นยำ ข้อจำกัดด้านระยะเวลาในการจัดส่ง การคุ้มครองสิทธิในทรัพย์สินทางปัญญา (IP) และมาตรฐานการปฏิบัติตามข้อกำหนด ล้วนมีบทบาทสำคัญต่อการเลือกวิธีการที่เหมาะสม
เมื่อมีกรอบที่ชัดเจนสำหรับการประเมินผู้ผลิตแล้ว ขั้นตอนต่อไปของคุณคือการจัดทำเอกสารที่จำเป็นเพื่อให้ได้ใบเสนอราคาที่แม่นยำและดำเนินโครงการอย่างมีประสิทธิภาพ — ซึ่งเป็นศิลปะของการจัดทำชุดเอกสารขอใบเสนอราคา (RFQ) อย่างมืออาชีพ ที่มักถูกมองข้ามบ่อยครั้ง
การจัดทำคำร้องขอใบเสนอราคาอย่างมืออาชีพ
คุณได้ระบุผู้ผลิตที่น่าสนใจแล้ว และเข้าใจดีว่าอะไรคือสิ่งที่แยกแยะผู้จัดจำหน่ายที่มีศักยภาพออกจากผู้ที่ไม่มีคุณสมบัติจริง ขณะนี้มาถึงขั้นตอนหนึ่งที่ผู้ซื้อหลายคนเร่งรีบผ่านไป — และต้องจ่ายราคาในภายหลังด้วยความล่าช้า คำร้องขอใบเสนอราคาใหม่ (requotes) และการสื่อสารกลับไปกลับมาที่น่าหงุดหงิด ชุดเอกสารขอใบเสนอราคา (RFQ) ของคุณนั้นแท้จริงแล้วคือภาพแรกที่คุณสร้างขึ้น และส่งผลโดยตรงต่อความรวดเร็วและความแม่นยำที่ผู้ผลิตสามารถตอบกลับได้
นี่คือความลับที่ผู้เชี่ยวชาญรู้ดี: การส่งใบขอเสนอราคา (RFQ) อย่างครบถ้วนสามารถทำให้ได้รับข้อเสนอแนะเกี่ยวกับการออกแบบเพื่อการผลิต (DFM) ในวันเดียวกัน และราคาที่เชื่อถือได้ แต่หากข้อมูลไม่ครบถ้วน คุณอาจต้องเผชิญกับการเลื่อนกำหนดเวลา การเสนอราคาที่สูงกว่าความเป็นจริงเพื่อครอบคลุมความไม่แน่นอน และความเสี่ยงในการวางแผนกระบวนการผลิต ผู้เชี่ยวชาญด้านการผลิตแบบความแม่นยำ รายงานของ... ใบขอเสนอราคา (RFQ) ที่ไม่สมบูรณ์จะก่อให้เกิดการแลกเปลี่ยนข้อมูลซ้ำซ้อนที่มีค่าใช้จ่ายสูง ซึ่งทำให้โครงการล่าช้าตั้งแต่ยังไม่เริ่มต้นดำเนินการ
การเตรียมใบขอเสนอราคา (RFQ) ของคุณเพื่อให้ได้ใบเสนอราคาที่รวดเร็วและแม่นยำยิ่งขึ้น
โปรดมองว่าชุดเอกสาร RFQ ของคุณเสมือนเป็นเอกสารสรุปข้อมูลอย่างละเอียดครบถ้วน ยิ่งคุณส่งข้อมูลอย่างครอบคลุมมากเท่าใด คำตอบที่ได้ก็จะแม่นยำยิ่งขึ้นเท่านั้น เมื่อการผลิตชิ้นส่วนตามสั่งต้องอาศัยข้อกำหนดที่แม่นยำยิ่ง ความพยายามคาดเดาจะนำไปสู่ข้อผิดพลาดซึ่งจะทวีความรุนแรงขึ้นเรื่อยๆ ตลอดกระบวนการผลิต
ก่อนติดต่อผู้ผลิตใดๆ โปรดรวบรวมองค์ประกอบสำคัญเหล่านี้:
- ไฟล์แบบจำลอง CAD และแบบแปลนทางเทคนิค: โปรดจัดส่งทั้งแบบจำลองสามมิติ (ในรูปแบบ STEP หรือ IGES) และแบบแปลนสองมิติในรูปแบบ PDF ตามที่ระบุไว้ใน... ผู้เชี่ยวชาญด้านการกลึง CNC หลายผู้ซื้อมักเข้าใจผิดโดยส่งไฟล์รูปแบบ STEP อย่างเดียวเท่านั้น ทั้งที่ไฟล์ PDF นั้นมีข้อกำหนดสำคัญเกี่ยวกับค่าความคลาดเคลื่อน (tolerances), วัสดุ, การอบอุณหภูมิ (heat treatment), คุณภาพพื้นผิว (surface finish) และข้อกำหนดด้านการตกแต่งอื่นๆ ซึ่งเป็นสิ่งจำเป็นสำหรับการเสนอราคาอย่างแม่นยำ
- รายละเอียดของวัสดุ: ระบุเกรดวัสดุให้ชัดเจน เช่น "6061-T6" แทนที่จะระบุเพียงว่า "อลูมิเนียม" เท่านั้น ตามคำแนะนำของผู้เชี่ยวชาญด้านการผลิต การระบุเพียงว่า "สแตนเลส" โดยไม่ระบุเกรดที่แน่นอนจะส่งผลให้ข้อมูลการตัดและต้นทุนแตกต่างกันมาก ทำให้ผู้จัดจำหน่ายจำเป็นต้องเพิ่มราคาเพื่อรองรับความไม่แน่นอน
- ข้อกำหนดเรื่องความคลาดเคลื่อน: ระบุขนาดที่สำคัญพร้อมช่วงความคลาดเคลื่อนที่ยอมรับได้ รวมถึงระบุข้อกำหนดด้าน GD&T (Geometric Dimensioning and Tolerancing) ตามความเหมาะสม พร้อมทั้งทำเครื่องหมายชิ้นส่วนที่มีความเสี่ยง เช่น ผนังบาง ร่องลึกมาก รูเกลียวลึก หรือรัศมีเล็ก ซึ่งต้องใช้ความระมัดระวังเป็นพิเศษ
- ความต้องการปริมาณ: ระบุปริมาณที่ต้องการว่าเป็นต้นแบบ (prototype), จำนวนน้อย (small batch) หรือการผลิตจำนวนมาก (production quantities) รวมถึงระบุปริมาณต่อคำสั่งซื้อและประมาณการการใช้งานต่อปี ข้อมูลเหล่านี้มีผลโดยตรงต่อการตัดสินใจเรื่องแม่พิมพ์ การกำหนดราคาตามล็อต และการวางแผนกำหนดเวลา
- ข้อกำหนดพื้นผิวผ้าเรียบ: ระบุเป้าหมายความหยาบของพื้นผิว (Ra 1.6, Ra 3.2 ฯลฯ) และการตกแต่งพื้นผิวขั้นที่สอง เช่น ประเภทและสีของการชุบอะโนไดซ์ ฟิล์มเคมี การทำพาสซิเวชัน การพ่นเม็ดทราย หรือการขัดด้วยไฟฟ้า พร้อมระบุโซนพื้นผิวที่ใช้งานจริงกับโซนพื้นผิวเพื่อวัตถุประสงค์เชิงรูปลักษณ์
- กระบวนการทำงานเพิ่มเติม: ระบุกระบวนการหลังการกลึงที่จำเป็น เช่น การให้ความร้อน การชุบโลหะ การเคลือบผิว การประกอบ หรือกระบวนการอื่น ๆ รวมถึงข้อกำหนดเกี่ยวกับเกลียว ทั้งระบบ ระดับความแม่นยำ (class) และความลึก (เช่น M6x1.0-6H ลึก 12 มม.)
- ระยะเวลาจัดส่ง: ระบุวันที่จัดส่งเป้าหมายหรือช่วงเวลาที่ยอมรับได้ หลีกเลี่ยงการใช้คำคลุมเครือ เช่น "เร็วที่สุด" — ควรระบุวันที่หรือช่วงเวลาที่เฉพาะเจาะจง เพื่อให้สามารถวางแผนการผลิตได้อย่างสมจริง
- ข้อจำกัดด้านงบประมาณ: แม้โดยทั่วไปจะไม่จำเป็นต้องแจ้งในขั้นตอนแรก แต่การระบุช่วงงบประมาณจะช่วยให้ผู้ผลิตสามารถเสนอทางเลือกที่คุ้มค่ามากขึ้น เมื่อข้อกำหนดของคุณมีความยืดหยุ่นเพียงพอ
ข้อมูลที่ผู้ผลิตต้องการจากคุณ
นอกเหนือจากรายการตรวจสอบแล้ว การเข้าใจว่าผู้ผลิตนำข้อมูลที่คุณให้ไปใช้ประโยชน์อย่างไร จะช่วยให้คุณเตรียมข้อมูลเหล่านั้นได้อย่างมีประสิทธิภาพมากยิ่งขึ้น เมื่อชิ้นส่วนที่ต้องการสำหรับโครงการของคุณมาถึงโต๊ะประเมินราคา วิศวกรจะพิจารณาปัจจัยหลายประการพร้อมกัน
การควบคุมการปรับปรุงเวอร์ชันมีความสำคัญอย่างยิ่ง ตามผู้เชี่ยวชาญด้านการจัดทำเอกสารขอเสนอราคา (RFQ) หนึ่งในผลลัพธ์ที่น่าผิดหวังที่สุดคือ การที่สินค้ามาถึงโดยถูกผลิตตามแบบแปลนรุ่นเก่า ซึ่งทำให้สินค้านั้นใช้งานไม่ได้เลยทั้งหมด ทุกการเปลี่ยนแปลงจำเป็นต้องมีเลขเวอร์ชันใหม่ และคุณควรอ้างอิงและตรวจสอบเวอร์ชันนั้นกับผู้ผลิตในทุกคำสั่งซื้อ
บริบทช่วยเร่งกระบวนการเข้าใจ แบ่งปันภาพร่างประกอบ ชี้แจงหน้าที่ของชิ้นส่วน ระบุชิ้นส่วนที่ต้องประกอบร่วมกัน และสื่อสารข้อแลกเปลี่ยนที่คุณให้ความสำคัญระหว่างต้นทุนกับระยะเวลาการผลิต วิศวกรที่มีประสบการณ์หลายสิบปีสามารถตรวจจับข้อบกพร่องในการออกแบบหรือความเสี่ยงด้านการผลิตที่คุณอาจมองข้ามไปได้ — แต่ก็ต่อเมื่อพวกเขาเข้าใจการใช้งานจริงของคุณเท่านั้น
ข้อกำหนดด้านการตรวจสอบส่งผลต่อระยะเวลาและการต้นทุน ระบุว่าคุณต้องการการตรวจสอบชิ้นงานต้นแบบ (FAI) การตรวจสอบร้อยละ 100 หรือการสุ่มตัวอย่างตามมาตรฐาน AQL โปรดระบุเอกสารที่จำเป็น: รายงานด้านมิติ ข้อมูลจากเครื่องวัดพิกัดสามมิติ (CMM) ใบรับรองวัสดุ ความสอดคล้องกับข้อบังคับ RoHS/REACH หรือชุดเอกสาร PPAP ตามที่ผู้เชี่ยวชาญด้านคุณภาพระบุ กระบวนการ FAI และการตรวจสอบด้วยเครื่อง CMM มักใช้เวลาเพิ่มขึ้น 0.5 ถึง 2 วัน ขึ้นอยู่กับจำนวนชิ้นส่วนและความซับซ้อนของชิ้นงาน
ข้อผิดพลาดทั่วไปที่ทำให้โครงการชิ้นส่วน CNC แบบกำหนดเองล่าช้า:
- ส่งแบบแปลน 2 มิติเพียงอย่างเดียวโดยไม่มีไฟล์ STEP — ส่งผลให้การตรวจสอบการเข้าถึงและการวางแผนเส้นทางเครื่องจักรช้าลงอย่างมาก
- ไม่ระบุหน่วยหรือค่าความคลาดเคลื่อน — ทำให้ต้องใช้สมมุติฐานค่าเริ่มต้น ซึ่งอาจไม่สอดคล้องกับวัตถุประสงค์ของคุณ
- ระบุเฉพาะคำว่า "anodize" โดยไม่ระบุชนิดหรือสี — ส่งผลให้ไม่ทราบวัฏจักรการแปรรูปภายนอกและข้อกำหนดในการฟื้นฟูมิติ
- ไม่ระบุระบบเกลียว ระดับความแม่นยำของเกลียว หรือความลึกของเกลียว — เพิ่มความเสี่ยงของการทำงานซ้ำ
- ไม่ระบุปริมาณที่ต้องการ — ทำให้ไม่สามารถวางแผนการจัดวางอุปกรณ์ยึดชิ้นงาน หรือคำนวณส่วนลดสำหรับการสั่งซื้อจำนวนมากได้
- ระบุค่าความคลาดเคลื่อนที่เข้มงวดเกินจริงสำหรับคุณลักษณะที่ไม่สำคัญ — ส่งผลให้ต้นทุนสูงขึ้นโดยไม่ก่อให้เกิดประโยชน์เชิงหน้าที่
ตามความเห็นของผู้เชี่ยวชาญด้านการสื่อสารในกระบวนการผลิต ชุดเอกสารคำขอเสนอราคา (RFQ) ของคุณควรมีรายละเอียดเพียงพอ จนผู้ผลิตใดๆ ก็ตามที่ปฏิบัติตามข้อกำหนดดังกล่าวสามารถผลิตสินค้าได้ตรงกับแบบอย่างเดียวกันอย่างสมบูรณ์ แล้วคุณจะสื่อสารเจตนาในการออกแบบให้ชัดเจนได้อย่างไร? คำตอบคือผ่านเอกสารประกอบการออกแบบที่ครบถ้วนและไม่คลุมเครือ ซึ่งไม่เหลือพื้นที่ให้ตีความแต่อย่างใด
เมื่อคุณจัดเตรียมชุดเอกสารคำขอเสนอราคา (RFQ) ให้ครบถ้วนเรียบร้อยแล้ว การเข้าใจปัจจัยที่มีผลต่อการกำหนดราคาจะช่วยให้คุณวิเคราะห์ใบเสนอราคาได้อย่างชาญฉลาด และระบุโอกาสในการปรับลดต้นทุนได้อย่างมีประสิทธิภาพ — ซึ่งเป็นหัวข้อที่เราจะสำรวจต่อไป
ปัจจัยด้านราคาและระยะเวลาที่คาดหวัง
คุณได้ส่งชุดเอกสารคำขอเสนอราคา (RFQ) ที่ครอบคลุมไปยังผู้ผลิตหลายรายแล้ว ตอนนี้ใบเสนอราคาเริ่มเข้ามา — แต่ความแตกต่างของราคาที่ปรากฏกลับดูน่าสงสัย ผู้จัดจำหน่ายรายหนึ่งเสนอราคา $45 ต่อชิ้น ในขณะที่อีกรายเสนอราคา $120 สำหรับข้อกำหนดที่ดูเหมือนจะเหมือนกันอย่างสิ้นเชิง แท้จริงแล้วเกิดอะไรขึ้น? การเข้าใจปัจจัยต่างๆ ที่มีอิทธิพลต่อต้นทุนการกลึงด้วยเครื่องจักรควบคุมด้วยระบบดิจิทัล (CNC) จะเปลี่ยนคุณจากผู้ซื้อที่สับสนให้กลายเป็นผู้เจรจาต่อรองที่มีความรู้และเข้าใจสถานการณ์อย่างลึกซึ้ง
นี่คือสิ่งที่ผู้ซื้อส่วนใหญ่ไม่เคยได้เรียนรู้: ราคาไม่ได้ตั้งขึ้นแบบพลการ ทุกหนึ่งดอลลาร์ในใบเสนอราคา CNC ล้วนมีที่มาจากการขับเคลื่อนต้นทุนเฉพาะที่คุณมักสามารถมีอิทธิพลต่อได้ผ่านการตัดสินใจออกแบบอย่างชาญฉลาดและข้อกำหนดเชิงกลยุทธ์ ลองมาถอดรหัสปัจจัยที่กำหนดต้นทุนโครงการของคุณจริง ๆ
ปัจจัยใดบ้างที่ส่งผลโดยตรงต่อต้นทุนการกลึงด้วยเครื่อง CNC
เมื่อผู้ผลิตกำหนดราคาชิ้นส่วนที่ต้องการเครื่องจักรกลของคุณ พวกเขาจะประเมินปัจจัยหลายประการที่เชื่อมโยงกันอย่างซับซ้อน ตาม การวิเคราะห์ต้นทุนอุตสาหกรรม ประเภทของวัสดุ ความซับซ้อนของการออกแบบ เวลาในการกลึง และข้อกำหนดด้านการตกแต่งผิว ล้วนมีบทบาทสำคัญต่อใบเสนอราคาสุดท้าย การเข้าใจองค์ประกอบแต่ละประการจะช่วยให้คุณระบุจุดที่คุณสามารถปรับเปลี่ยนได้ — และจุดที่ต้นทุนไม่สามารถต่อรองได้
| ปัจจัยต้นทุน | ระดับผลกระทบ | ปัจจัยใดบ้างที่มีอิทธิพลต่อราคา | การควบคุมของผู้ซื้อ |
|---|---|---|---|
| ต้นทุนวัสดุ | กลางถึงสูง | ประเภทวัสดุ คุณภาพของวัสดุ (Grade) ความพร้อมใช้งานของวัสดุสำเร็จรูป เปอร์เซ็นต์ของเศษวัสดุที่เกิดขึ้นระหว่างกระบวนการกลึง | สูง — การเลือกวัสดุมีผลโดยตรงต่อต้นทุนพื้นฐาน |
| ความซับซ้อนของชิ้นส่วน | สูง | จำนวนฟีเจอร์ รูปทรงเรขาคณิตที่ซับซ้อน การกลึงบนหลายพื้นผิว ความต้องการเครื่องมือพิเศษ | ปานกลาง — การทำให้ออกแบบเรียบง่ายลงจะช่วยลดเวลาในการเขียนโปรแกรมและการกลึง |
| ความต้องการความคลาดเคลื่อน (Tolerance) | สูง | ข้อกำหนดด้านความแม่นยำ ความเข้มข้นของการตรวจสอบ ความเร็วในการกลึงที่ช้าลงเพื่อให้ได้ความคลาดเคลื่อนที่แคบ | สูง—ใช้ความคลาดเคลื่อนที่แคบเฉพาะในจุดที่จำเป็นต่อการใช้งานจริง |
| พื้นผิวขั้นสุดท้าย | ปานกลาง | ค่าความหยาบผิวที่ต้องการ กระบวนการตกแต่งขั้นที่สอง การรักษาพิเศษ | ปานกลาง—แยกแยะพื้นผิวเชิงลักษณะออกจากการใช้งานจริง |
| ปริมาณคำสั่งซื้อ | สูงมาก | การกระจายต้นทุนการตั้งค่าเครื่องจักร การพิสูจน์เหตุผลในการลงทุนด้านเครื่องมือและอุปกรณ์ ส่วนลดสำหรับการซื้วัสดุจำนวนมาก | สูง—การตัดสินใจเกี่ยวกับปริมาณส่งผลอย่างมากต่อราคาต่อหน่วย |
| การดำเนินการรอง | กลางถึงสูง | การอบร้อน การชุบโลหะ การเคลือบผิว การประกอบ การจัดการเพิ่มเติม และการประสานงานกับผู้รับจ้างภายนอก | ปานกลาง—รวมกระบวนการผลิตหรือปรับเปลี่ยนข้อกำหนด |
| ความเร่งด่วนของระยะเวลาการนำส่ง | ปานกลาง | ค่าเร่งรัด ค่าจัดหาวัสดุแบบเร่งด่วน ค่าแรงทำงานล่วงเวลา การรบกวนตารางการผลิต | สูง—การวางแผนล่วงหน้าช่วยหลีกเลี่ยงค่าธรรมเนียมพิเศษ |
ต้นทุนวัสดุ สร้างพื้นฐานการตั้งราคาของคุณ ตามผู้เชี่ยวชาญด้านต้นทุนการกลึง วัสดุอย่างอะลูมิเนียมและเหล็กกล้าคาร์บอนต่ำโดยทั่วไปมีราคาถูกกว่า ในขณะที่สแตนเลส สเตนเลสไทเทเนียม และโลหะผสมพิเศษอาจทำให้ต้นทุนเพิ่มขึ้นอย่างมาก นอกจากนี้ ความสามารถในการกลึง (machinability) ยังส่งผลต่อความเร็วที่เครื่องมือสามารถตัดผ่านวัสดุได้ — โลหะที่แข็งกว่าจำเป็นต้องใช้อัตราป้อน (feed rate) ที่ช้าลง และก่อให้เกิดการสึกหรอของเครื่องมือมากขึ้น ซึ่งส่งผลให้เกิดต้นทุนทางอ้อมเพิ่มขึ้น
ความซับซ้อนของชิ้นส่วน ส่งผลโดยตรงต่อระยะเวลาการกลึง ซึ่งถือเป็นหนึ่งในองค์ประกอบต้นทุนที่ใหญ่ที่สุด รูปทรงเรขาคณิตที่ซับซ้อน ความคลาดเคลื่อนที่แคบมาก (tight tolerances) และการกลึงหลายพื้นผิวพร้อมกัน ล้วนต้องใช้เวลาในการเขียนโปรแกรมและเวลาในการกลึงนานขึ้น ตามงานวิจัยด้านต้นทุนการผลิตต้นแบบด้วยเครื่อง CNC ความซับซ้อนของการออกแบบอาจทำให้ระยะเวลาการกลึงเพิ่มขึ้น 30–50% โดยส่งผลโดยตรงต่อค่าใช้จ่ายสุดท้ายของคุณ ส่วนประกอบที่ต้องตัดวัสดุออกมากกว่า 80% ของวัสดุต้นฉบับยังมีต้นทุนสูงขึ้นอีกด้วย เนื่องจากต้องใช้เวลาในการกลึงนานขึ้นและเครื่องมือสึกหรอมากขึ้น
ความต้องการความคลาดเคลื่อน (Tolerance) ส่งผลให้ต้นทุนเพิ่มขึ้นแบบทวีคูณ ตามรายงานของผู้เชี่ยวชาญด้านการผลิตแบบแม่นยำ ความคลาดเคลื่อนที่แคบมากถึง ±0.001 นิ้ว อาจทำให้ต้นทุนสูงขึ้นเป็นสี่เท่าเมื่อเทียบกับความคลาดเคลื่อนมาตรฐานที่ ±0.005 นิ้ว ชิ้นส่วนแต่ละชิ้นที่ต้องการความแม่นยำสูงพิเศษจะต้องใช้ความเร็วในการกลึงที่ช้าลง เครื่องมือเฉพาะทาง และการตรวจสอบเพิ่มเติม ซึ่งทั้งหมดนี้ล้วนเพิ่มเข้าไปในใบแจ้งหนี้ของคุณ
การกำหนดราคาตามปริมาณและการเศรษฐศาสตร์ของการผลิตต้นแบบ
บางทีไม่มีปัจจัยใดส่งผลต่อราคาต่อหน่วยอย่างรุนแรงเท่ากับปริมาณการสั่งซื้อ การเข้าใจความสัมพันธ์นี้จะช่วยให้คุณตัดสินใจเชิงกลยุทธ์เกี่ยวกับการผลิตต้นแบบเทียบกับการผลิตในปริมาณจริง
พิจารณาสถานการณ์ตัวอย่างจากงานวิจัยด้านเศรษฐศาสตร์การผลิต: ต้นแบบหนึ่งชิ้นอาจมีราคา $500 แต่หากสั่งซื้อ 10 ชิ้น ราคาต่อชิ้นจะลดลงเหลือประมาณ $300 ต่อชิ้น ส่วนการผลิตจำนวนมากกว่า 50 ชิ้นขึ้นไป ต้นทุนอาจลดลงได้สูงสุดถึง 60% ทำให้ราคาต่อหน่วยลดลงเหลือประมาณ $120 — โดยยังคงรักษามาตรฐานคุณภาพและข้อกำหนดที่เหมือนเดิมทุกประการ
เหตุใดจึงมีความแตกต่างอย่างรุนแรงเช่นนี้? หลักเศรษฐศาสตร์สามารถแยกออกได้เป็นต้นทุนคงที่ (Fixed Costs) กับต้นทุนผันแปร (Variable Costs):
- ค่าธรรมเนียม คงที่ไม่เปลี่ยนแปลงไม่ว่าจะสั่งซื้อจำนวนเท่าใด — งานเขียนโปรแกรม งานเตรียมแบบ CAD/CAM การสร้างอุปกรณ์ยึดชิ้นงาน (fixture) และการตั้งค่าเครื่อง ค่าใช้จ่ายครั้งเดียวเหล่านี้ มักอยู่ในช่วง 200–500 ดอลลาร์สหรัฐฯ ซึ่งจะถูกเฉลี่ยแบ่งออกตามปริมาณการสั่งซื้อของคุณ ชิ้นงานหนึ่งชิ้นจะรับภาระค่าใช้จ่ายทั้งหมด ในขณะที่ชิ้นงานห้าสิบชิ้นแต่ละชิ้นจะแบกรับเพียงส่วนย่อยเท่านั้น
- ค่าใช้จ่ายที่เปลี่ยนแปลง แปรผันตามปริมาณ — วัสดุ ระยะเวลาการกลึงต่อชิ้นงาน และการตรวจสอบ ค่าใช้จ่ายเหล่านี้ได้รับประโยชน์จากประสิทธิภาพที่เพิ่มขึ้นเมื่อผู้ปฏิบัติงานปรับปรุงกระบวนการให้เหมาะสมระหว่างการผลิตเป็นจำนวนมาก
- ส่วนลดวัสดุ เริ่มมีผลเมื่อสั่งซื้อในปริมาณมากขึ้น ตามที่ผู้เชี่ยวชาญด้านการจัดหาวัสดุระบุ วิธีการจัดซื้อแบบซื้อจำนวนมาก (bulk purchasing) มักทำให้ได้รับส่วนลด 10–25% ซึ่งช่วยลดต้นทุนต่อหน่วยเพิ่มเติม
การใช้งานจริง: หากคุณกำลังพัฒนาชิ้นส่วนที่ผลิตด้วยเครื่อง CNC ใหม่และต้องการต้นแบบสำหรับการทดสอบ ให้พิจารณาสั่งผลิต 3–5 ชิ้น แทนที่จะสั่งเพียงชิ้นเดียว คุณจะได้สำรองชิ้นงานไว้สำหรับการทดสอบแบบทำลาย (destructive testing) พร้อมทั้งลดการลงทุนต่อหน่วยอย่างมีนัยสำคัญ ต้นทุนเพิ่มเติมในการผลิตต้นแบบเพิ่มอีกหนึ่งชิ้นนั้นต่ำกว่าการสั่งซื้อแยกต่างหากในภายหลังมาก
การลดต้นทุนโดยการออกแบบให้เหมาะสมกับการผลิต
นี่คือจุดที่ผู้ซื้อที่มีความรู้สามารถได้เปรียบอย่างมาก การผลิตชิ้นส่วนเครื่องจักรอย่างมีประสิทธิภาพจำเป็นต้องอาศัยการออกแบบที่เหมาะสมกับกระบวนการ CNC — และการปรับเปลี่ยนเล็กน้อยอาจช่วยลดต้นทุนได้อย่างมากโดยไม่กระทบต่อประสิทธิภาพการทำงาน
ตามคำแนะนำของผู้เชี่ยวชาญด้าน DFM (Design for Manufacturability) หลักการออกแบบหลายประการสามารถลดต้นทุนการผลิตได้โดยตรง:
หลีกเลี่ยงรูและร่องลึก คุณลักษณะเหล่านี้ก่อให้เกิดปัญหาต่อคุณภาพพื้นผิวและความแม่นยำ อาจทำให้เครื่องมือหักได้ นอกจากนี้ มักจำเป็นต้องใช้การตัดหลายครั้งเพื่อขึ้นรูปให้ถูกต้อง ส่งผลให้เวลาในการกลึงเพิ่มขึ้น และในที่สุดทำให้ต้นทุนชิ้นส่วนของคุณสูงขึ้น
ลดจำนวนมุมภายในที่แหลมคมให้น้อยที่สุด ปลายสว่านแบบ CNC มีลักษณะเป็นทรงกลม จึงทิ้งรัศมีไว้ที่มุมภายใน มุมภายในที่แหลมคมจำเป็นต้องใช้เครื่องมือพิเศษหรือกระบวนการรอง เช่น การกัดด้วยกระแสไฟฟ้า (EDM) ซึ่งจะเพิ่มต้นทุนอย่างมีนัยสำคัญ ดังนั้น ควรเลือกใช้มุมโค้งภายใน (internal fillets) ที่สอดคล้องกับเส้นผ่านศูนย์กลางของเครื่องมือมาตรฐานแทน
รักษาระดับความหนาของผนังให้เหมาะสม ผนังที่บางเกินไปมีแนวโน้มสั่นสะเทือนระหว่างการกลึง ซึ่งลดความแม่นยำที่สามารถทำได้ และอาจก่อให้เกิดชิ้นงานเสีย (scrap)
เลือกใช้ขอบเอียง (chamfers) แทนขอบโค้งมน (fillets) ที่ขอบด้านนอก การสร้างขอบโค้งมน (fillets) ด้านนอกโดยทั่วไปต้องใช้เวลาเครื่องจักรมากขึ้นและต้องใช้เครื่องมือพิเศษ ในขณะที่ขอบเอียง (chamfers) สามารถทำหน้าที่เชิงฟังก์ชันที่คล้ายกัน—เช่น การกำจัดเศษโลหะ (deburring), ความปลอดภัย และความสวยงาม—ในราคาที่ต่ำกว่า
ระบุค่าความคลาดเคลื่อน (tolerances) เฉพาะที่จำเป็นเท่านั้น ตาม ผู้เชี่ยวชาญด้านการเพิ่มประสิทธิภาพการกลึง หากความแม่นยำไม่จำเป็นอย่างยิ่งสำหรับชิ้นส่วนของคุณ การยึดถือตามค่าความคลาดเคลื่อนทั่วไป เช่น มาตรฐาน ISO 2768 ทุกครั้งที่เป็นไปได้ จะช่วยหลีกเลี่ยงการเพิ่มต้นทุนโดยไม่จำเป็น
ปัจจัยที่ส่งผลต่อระยะเวลาการนำส่ง (Lead Time) และความคาดหวังที่สมเหตุสมผล
นอกเหนือจากราคาแล้ว ระยะเวลาการนำส่ง (lead time) มักเป็นสิ่งที่ทำให้ผู้ซื้อที่ไม่คุ้นเคยกับข้อเท็จจริงในการผลิตประหลาดใจ ปัจจัยหลายประการกำหนดว่าชิ้นส่วนที่ผ่านการกลึงของคุณจะเคลื่อนผ่านกระบวนการตั้งแต่รับคำสั่งซื้อจนถึงจัดส่งได้เร็วเพียงใด
ความพร้อมใช้งานของเครื่องจักร ส่งผลโดยตรงต่อการจัดตารางเวลา การใช้งานเครื่องจักรที่ได้รับความนิยม—เช่น เครื่องจักรแบบ 5 แกน หรือเครื่องกัดขนาดใหญ่—อาจมีเวลาคิวรอการใช้งานยาวนานเป็นสัปดาห์ ชิ้นส่วนที่เรียบง่ายซึ่งผลิตด้วยเครื่องจักรแบบ 3 แกนมักสามารถจัดตารางเวลาได้รวดเร็วกว่า
การจัดหาวัสดุ อาจทำให้ระยะเวลาดำเนินงานยืดเยื้ออย่างมีนัยสำคัญ วัสดุเกรดทั่วไป เช่น อลูมิเนียมเกรด 6061 หรือสแตนเลสเกรด 304 มักมีจำหน่ายในท้องถิ่น ในขณะที่โลหะผสมพิเศษ เงื่อนไขการอบร้อนเฉพาะ หรือวัสดุเกรดอากาศยานที่ผ่านการรับรองแล้ว อาจต้องสั่งซื้อจากโรงงานผลิตโดยมีระยะเวลานำส่ง 4–8 สัปดาห์
ข้อกำหนดด้านการตกแต่งผิว เพิ่มระยะเวลาการประมวลผลเป็นวัน ตามคำชี้แจงของผู้เชี่ยวชาญด้านการตกแต่งพื้นผิว ผิวหลังการกลึง (as-machined finish) ไม่เพิ่มระยะเวลาเพิ่มเติม แต่การบำบัดพื้นผิวขั้นพื้นฐาน เช่น การพ่นเม็ดทราย (bead blasting) จะเพิ่มเวลา 1–2 วัน ส่วนการตกแต่งพื้นผิวระดับพรีเมียม เช่น การชุบอะโนไดซ์ (anodizing) จะเพิ่มระยะเวลาดำเนินงาน 3–5 วัน และการเคลือบพิเศษอาจต้องประสานงานกับผู้ให้บริการภายนอก ซึ่งอาจใช้เวลาเพิ่มอีกหนึ่งสัปดาห์หรือมากกว่านั้น
คำสั่งซื้อแบบเร่งด่วน เป็นไปได้ แต่มีค่าใช้จ่ายสูง การเร่งรัดการผลิตจำเป็นต้องให้ผู้ผลิตจัดเรียงตารางการผลิตใหม่ จัดหาวัสดุให้เร็วขึ้น และอาจต้องทำงานล่วงเวลา — ทั้งหมดนี้ในอัตราค่าบริการพิเศษ ตามผู้เชี่ยวชาญด้านต้นทุนในอุตสาหกรรม ความเร่งด่วนของระยะเวลาการนำส่งจะเพิ่มต้นทุนผ่านการกลึงล่วงเวลา การสั่งซื้อวัสดุแบบเร่งด่วน และการจัดลำดับความสำคัญเป็นพิเศษ — มักมีค่าใช้จ่ายเพิ่มขึ้น 25–50% เมื่อเทียบกับระยะเวลาปกติ
แนวทางที่คุ้มค่าที่สุดคือ การวางแผนล่วงหน้า ระยะเวลาการผลิตชิ้นส่วนจะสามารถคาดการณ์ได้อย่างแม่นยำเมื่อคุณแจ้งกำหนดการที่ถูกต้อง หลีกเลี่ยงการเปลี่ยนแปลงในนาทีสุดท้าย และจัดเตรียมเวลาสำรองไว้สำหรับเหตุการณ์ที่ไม่คาดฝัน ผู้ผลิตมักให้สิทธิพิเศษแก่ลูกค้าที่มีความสม่ำเสมอและคาดการณ์ได้ ด้วยราคาที่ดีกว่าและการให้ความสนใจเป็นพิเศษเมื่อเกิดเหตุฉุกเฉินที่แท้จริง
เมื่อเข้าใจปัจจัยที่ส่งผลต่อราคาแล้ว ประเด็นต่อไปที่ต้องพิจารณาคือ ข้อกำหนดเฉพาะของแต่ละอุตสาหกรรม — มาตรฐานและใบรับรองเฉพาะทางที่กำหนดกระบวนการผลิตสำหรับแอปพลิเคชันด้านยานยนต์ อวกาศ และการแพทย์

ข้อกำหนดเฉพาะของอุตสาหกรรมสำหรับยานยนต์ อวกาศ และการแพทย์
คุณได้เชี่ยวชาญปัจจัยด้านการกำหนดราคาและความคาดหวังเกี่ยวกับระยะเวลาในการส่งมอบแล้ว แต่สิ่งที่ทำให้ผู้ซื้อรายหนึ่งประสบความสำเร็จ ขณะที่อีกรายหนึ่งต้องเผชิญกับความประหลาดใจที่มีค่าใช้จ่ายสูง คือ การเข้าใจว่าอุตสาหกรรมต่าง ๆ นั้นมีความต้องการแนวทางการผลิตที่แตกต่างกันโดยสิ้นเชิง ผู้ผลิตชิ้นส่วนที่ผ่านกระบวนการกลึงซึ่งให้บริการห่วงโซ่อุปทานของอุตสาหกรรมยานยนต์ ดำเนินงานภายใต้ข้อจำกัดที่แตกต่างอย่างสิ้นเชิงเมื่อเทียบกับผู้ผลิตชิ้นส่วนสำหรับอุตสาหกรรมการบินและอวกาศ หรืออุปกรณ์ทางการแพทย์
สิ่งเหล่านี้ไม่ใช่เพียงความแตกต่างเล็กน้อย แต่เป็นระบบนิเวศที่แยกจากกันอย่างชัดเจน ซึ่งมีใบรับรองเฉพาะ ข้อกำหนดด้านเอกสาร และโปรโตคอลการควบคุมคุณภาพที่ไม่เหมือนใคร บริษัทที่ผลิตชิ้นส่วนโลหะแบบกำหนดเองสำหรับอุตสาหกรรมที่อยู่ภายใต้การควบคุมด้านกฎระเบียบ จะลงทุนอย่างมากในความสามารถพิเศษเฉพาะทาง ซึ่งร้านเครื่องจักรทั่วไปไม่มีเลย มาสำรวจกันว่าแต่ละภาคส่วนหลักต้องการอะไรจากคู่ค้าด้านการผลิตของตน
ข้อกำหนดด้านการผลิตสำหรับภาคอุตสาหกรรมยานยนต์
อุตสาหกรรมยานยนต์ถือเป็นหนึ่งในสภาพแวดล้อมที่มีความต้องการสูงที่สุดสำหรับการผลิตชิ้นส่วนที่ผ่านกระบวนการกัดด้วยเครื่องจักร CNC ปริมาณการผลิตที่คาดหวังมักอยู่ที่หลายพันหรือหลายล้านชิ้นของชิ้นส่วนที่เหมือนกันทั้งหมด ซึ่งทุกชิ้นต้องมีความสม่ำเสมออย่างสมบูรณ์แบบ ชิ้นส่วนที่มีข้อบกพร่องเพียงชิ้นเดียวอาจนำไปสู่การเรียกคืนสินค้าซึ่งส่งผลกระทบต่อยานยนต์นับแสนคัน — พร้อมทั้งผลกระทบที่ร้ายแรงทั้งในเชิงการเงินและชื่อเสียง
ตามคำกล่าวของผู้เชี่ยวชาญด้านการรับรองมาตรฐานอุตสาหกรรม IATF 16949 คือมาตรฐานสากลสำหรับระบบการจัดการคุณภาพในอุตสาหกรรมยานยนต์ ซึ่งรวมหลักการของ ISO 9001 เข้ากับข้อกำหนดเฉพาะของภาคอุตสาหกรรมที่เน้นการปรับปรุงอย่างต่อเนื่อง การป้องกันข้อบกพร่อง และการควบคุมผู้จัดจำหน่ายอย่างเข้มงวด การได้รับการรับรองนี้ไม่ใช่เรื่องเลือกได้สำหรับผู้จัดจำหน่ายยานยนต์ที่จริงจัง — แต่เป็นใบผ่านประตูที่จำเป็นในการทำงานร่วมกับผู้ผลิตรถยนต์รายใหญ่ (OEMs)
ข้อกำหนดหลักสำหรับชิ้นส่วนยานยนต์ที่ผลิตด้วยเครื่องจักร CNC ได้แก่:
- การรับรอง IATF 16949: แสดงให้เห็นถึงระบบการจัดการคุณภาพอย่างเป็นระบบ ซึ่งสอดคล้องกับความคาดหวังของอุตสาหกรรมยานยนต์ รวมถึงกระบวนการอนุมัติชิ้นส่วนสำหรับการผลิต (PPAP)
- การควบคุมกระบวนการทางสถิติ (SPC): การตรวจสอบขนาดที่สำคัญแบบเรียลไทม์ตลอดกระบวนการผลิต เพื่อตรวจจับความแปรผันก่อนที่จะกลายเป็นข้อบกพร่อง
- ความสม่ำเสมอในการผลิตจำนวนมาก: ความสามารถในการผลิตชิ้นส่วนที่ผ่านการกลึงด้วยความแม่นยำจำนวนหลายพันชิ้นอย่างสม่ำเสมอ โดยมีความแปรผันน้อยที่สุดระหว่างชิ้นแรกและชิ้นสุดท้าย
- เน้นการป้องกันข้อบกพร่อง: ระบบควบคุมคุณภาพเชิงรุก แทนที่จะเป็นการตรวจสอบเชิงรับ—สามารถตรวจจับปัญหาก่อนที่จะเกิดขึ้นจริง
- การตรวจสอบย้อนกลับอย่างสมบูรณ์: ใบรับรองวัสดุ บันทึกกระบวนการ และเอกสารการตรวจสอบ ซึ่งเชื่อมโยงชิ้นส่วนแต่ละชิ้นเข้ากับประวัติการผลิตของมัน
- การขยายตัวอย่างรวดเร็ว: ความสามารถในการเปลี่ยนผ่านจากปริมาณต้นแบบไปสู่ปริมาณการผลิตเต็มรูปแบบโดยไม่ทำให้คุณภาพลดลง
สำหรับผู้ซื้อที่จัดหาชิ้นส่วนยานยนต์ การร่วมมือกับผู้ผลิตที่ได้รับการรับรองนั้นเป็นปัจจัยสำคัญที่ทำให้การผลิตดำเนินไปอย่างราบรื่น หรือเกิดความขัดข้องที่ส่งผลเสียทางการเงิน เทคโนโลยีโลหะเส้าอี้ ตัวอย่างเช่น บริษัทได้รับการรับรองมาตรฐาน IATF 16949 และดำเนินการตามกระบวนการ SPC อย่างเข้มงวด ซึ่งช่วยให้สามารถจัดส่งชิ้นส่วนที่มีความแม่นยำสูงสำหรับชุดโครงแชสซีที่ซับซ้อนและบุชชิ่งโลหะแบบพิเศษ พร้อมทั้งสามารถปรับขนาดการผลิตได้อย่างราบรื่น ตั้งแต่การผลิตต้นแบบอย่างรวดเร็วไปจนถึงการผลิตจำนวนมาก ระยะเวลาในการนำส่งที่สั้นที่สุดเพียงหนึ่งวันทำการสำหรับความต้องการเร่งด่วน แสดงให้เห็นถึงความคล่องตัวที่ห่วงโซ่อุปทานยานยนต์ต้องการ
ข้อกำหนดด้านการผลิตสำหรับภาคอวกาศ
เมื่อชิ้นส่วนเหล่านี้ถูกส่งขึ้นสู่ท้องฟ้าที่ระดับความสูง 35,000 ฟุต เพื่อขนส่งผู้โดยสารหลายร้อยคน การล้มเหลวจึงไม่ใช่ทางเลือกที่ยอมรับได้ การผลิตในภาคอวกาศจึงต้องปฏิบัติตามมาตรฐานคุณภาพที่เข้มงวดที่สุดในทุกอุตสาหกรรม ตามคำกล่าวของผู้เชี่ยวชาญด้านการรับรองมาตรฐานภาคอวกาศ มาตรฐาน AS9100 นั้นพัฒนาต่อยอดจากพื้นฐานของมาตรฐาน ISO 9001 โดยเพิ่มข้อกำหนดเฉพาะสำหรับภาคอวกาศ ซึ่งเน้นการจัดการความเสี่ยง การจัดทำเอกสารอย่างเข้มงวด และการควบคุมความสมบูรณ์ของผลิตภัณฑ์ตลอดห่วงโซ่อุปทานที่ซับซ้อน
อะไรคือความแตกต่างระหว่างการผลิตชิ้นส่วนที่ผ่านการกลึงความแม่นยำสูงสำหรับภาคอวกาศ กับการผลิตชิ้นส่วนประเภทเดียวกันสำหรับภาคอื่นๆ
- การรับรองมาตรฐาน AS9100D: มาตรฐานการจัดการคุณภาพเฉพาะด้านอวกาศ ซึ่งขยายขอบเขตจาก ISO 9001 โดยเพิ่มข้อควบคุมเพิ่มเติมสำหรับการจัดการการกำหนดค่า (Configuration Management) การป้องกันชิ้นส่วนปลอม (Counterfeit Part Prevention) และข้อกำหนดด้านความปลอดภัย
- การรับรองมาตรฐาน Nadcap: ตามผู้เชี่ยวชาญด้านกระบวนการพิเศษ NADCAP มุ่งเน้นการรับรองความสามารถของกระบวนการพิเศษที่มีความสำคัญยิ่งต่อการผลิตในอุตสาหกรรมการบินและอวกาศรวมถึงการป้องกันประเทศ ซึ่งครอบคลุมการอบร้อน (Heat Treating) การแปรรูปทางเคมี (Chemical Processing) และการตรวจสอบแบบไม่ทำลาย (Nondestructive Testing)
- การตรวจสอบแหล่งที่มาของวัสดุอย่างครบถ้วน: ตาม ผู้เชี่ยวชาญในการนำ AS9100 ไปปฏิบัติ , ข้อกำหนดด้านการติดตามย้อนกลับ (Traceability) ได้แก่ การระบุตัวตนตลอดอายุการใช้งานของผลิตภัณฑ์ การทราบว่าผลิตภัณฑ์ทั้งหมดที่ผลิตจากวัสดุหนึ่งล็อตมีอะไรบ้าง และความสามารถในการเรียกดูบันทึกลำดับขั้นตอนของผลิตภัณฑ์ตั้งแต่การผลิต การประกอบ การทดสอบ ไปจนถึงการตรวจสอบ
- การจัดการโครงสร้าง (Configuration management): การรู้อย่างแม่นยำว่าชิ้นส่วน กระบวนการ วัสดุ และฉบับแก้ไข (Revisions) ใดบ้างที่ใช้ในการผลิตผลิตภัณฑ์แต่ละชิ้น เพื่อนำมาเปรียบเทียบกับการกำหนดค่าการออกแบบ
- การควบคุมสื่อการยอมรับ (Acceptance Media Control): ตราประทับ รหัสผ่าน หรือลายเซ็นอิเล็กทรอนิกส์ ซึ่งระบุผู้ที่ปฏิบัติงานหรือรับรองผลการวัด จะต้องอยู่ภายใต้การควบคุมเพื่อให้มั่นใจว่ามีการอนุมัติที่เหมาะสม
- การวางแผนคุณภาพตามความเสี่ยง: การระบุและลดความเสี่ยงของโหมดความล้มเหลวที่อาจเกิดขึ้นอย่างเป็นระบบ ก่อนเริ่มการผลิต
ผลกระทบจากการขาดความสามารถในการติดตามย้อนกลับในอุตสาหกรรมการบินและอวกาศนั้นรุนแรงมาก ผู้เชี่ยวชาญด้านการติดตามย้อนกลับระบุว่า หากชิ้นส่วนเฉพาะชิ้นหนึ่งพบว่ามีข้อบกพร่องและก่อให้เกิดเหตุการณ์ทางอากาศ ผู้ผลิตจะต้องระบุว่าชิ้นส่วนใดบนอากาศยานลำอื่นอาจได้รับผลกระทบ — ซึ่งรวมถึงวัตถุดิบที่ใช้ผลิตแต่ละชิ้นส่วนด้วย หากไม่มีระบบการติดตามย้อนกลับที่เหมาะสม บริษัทอาจจำเป็นต้องเปลี่ยนชิ้นส่วนทั้งหมดที่น่าสงสัยเพียงเพราะไม่สามารถระบุได้อย่างแน่ชัดว่าหน่วยใดบ้างที่มีปัญหา
ผู้ผลิตชิ้นส่วนที่ขึ้นรูปด้วยเครื่องจักร CNC ซึ่งให้บริการในอุตสาหกรรมการบินและอวกาศ จะต้องแสดงศักยภาพดังกล่าวผ่านกระบวนการที่มีเอกสารรองรับและการตรวจสอบโดยบุคคลที่สาม หากการใช้งานของคุณเกี่ยวข้องกับชิ้นส่วนที่มีความสำคัญต่อการบิน โปรดตรวจสอบใบรับรองมาตรฐาน AS9100D ก่อนเริ่มความร่วมมือกับผู้จัดจำหน่ายรายใดๆ
ข้อกำหนดในการผลิตอุปกรณ์ทางการแพทย์
อุปกรณ์ทางการแพทย์มีผลกระทบโดยตรงต่อความปลอดภัยของผู้ป่วย ทำให้ข้อกำหนดในภาคส่วนนี้มีความเข้มงวดเป็นพิเศษ ตามคำกล่าวของผู้เชี่ยวชาญด้านการรับรองมาตรฐานทางการแพทย์ มาตรฐาน ISO 13485 คือมาตรฐานการจัดการคุณภาพที่ชัดเจนและเป็นที่ยอมรับอย่างกว้างขวางสำหรับสาขาดังกล่าว ซึ่งกำหนดข้อควบคุมที่เข้มงวดเกี่ยวกับการออกแบบ การผลิต ความสามารถในการติดตามย้อนกลับ (traceability) และการลดความเสี่ยง
ข้อกำหนดที่สำคัญสำหรับผลิตภัณฑ์ที่ผ่านกระบวนการกัดฉลุด้วยความแม่นยำเฉพาะทางด้านการแพทย์ ได้แก่:
- การรับรองมาตรฐาน ISO 13485: ระบบการจัดการคุณภาพเฉพาะทางสำหรับการผลิตอุปกรณ์ทางการแพทย์ เพื่อให้มั่นใจว่าสอดคล้องกับข้อบังคับที่เกี่ยวข้องและรักษาความปลอดภัยของผู้ป่วย
- การปฏิบัติตามข้อกำหนด FDA 21 CFR ส่วนที่ 820: ระเบียบข้อบังคับว่าด้วยระบบคุณภาพ (Quality System Regulation) ซึ่งกำกับดูแลการออกแบบ การผลิต และการติดตามผลิตภัณฑ์สำหรับอุปกรณ์ที่จำหน่ายในสหรัฐอเมริกา
- การจัดการความเสี่ยงอย่างครอบคลุม: การระบุและลดความเสี่ยงอย่างเป็นระบบ ซึ่งอาจส่งผลกระทบต่อความปลอดภัยหรือประสิทธิภาพของอุปกรณ์
- ความสามารถในการติดตามย้อนกลับของผลิตภัณฑ์อย่างสมบูรณ์: ความสามารถในการติดตามย้อนกลับส่วนประกอบแต่ละชิ้นตลอดประวัติศาสตร์การผลิตทั้งหมด เพื่อการจัดการการเรียกคืนสินค้า (recall management)
- การจัดการข้อร้องเรียนอย่างมีประสิทธิภาพ: กระบวนการที่มีการจัดทำเอกสารอย่างชัดเจน สำหรับการสอบสวนและจัดการข้อกังวลด้านคุณภาพ
- ความสามารถในการผลิตในห้องสะอาด: สภาพแวดล้อมในการผลิตที่ปราศจากสิ่งปนเปื้อนสำหรับชิ้นส่วนที่ไวต่อการปนเปื้อน
ข้อกำหนดเกี่ยวกับห้องสะอาด (cleanroom) จำเป็นต้องได้รับความสนใจเป็นพิเศษ ตามคำกล่าวของผู้เชี่ยวชาญด้านการผลิตในห้องสะอาด ชิ้นส่วนที่ใช้ในอุตสาหกรรมที่มีการควบคุมอย่างเข้มงวดจำเป็นต้องผ่านกระบวนการประกอบแบบแม่นยำในสภาพแวดล้อมที่ปราศจากสิ่งปนเปื้อน เพื่อให้สอดคล้องกับมาตรฐานที่กำหนดอย่างเหมาะสม บริการประกอบและจัดชุดอุปกรณ์ทางการแพทย์โดยช่างเทคนิคที่มีทักษะสูง ช่วยให้ชิ้นส่วนที่ผ่านการกลึงตามแบบเฉพาะสามารถบรรลุมาตรฐานคุณภาพที่เข้มงวดได้
สภาพแวดล้อมเฉพาะสำหรับอุตสาหกรรมที่มีความสำคัญยิ่ง
นอกเหนือจากการรับรองมาตรฐานแล้ว บางแอปพลิเคชันยังต้องการสภาพแวดล้อมในการผลิตที่โรงงานเครื่องจักรส่วนใหญ่ไม่สามารถจัดหาให้ได้ สถาน facilities ห้องสะอาดถือเป็นความสามารถเฉพาะที่สำคัญที่สุดสำหรับการใช้งานในอุตสาหกรรมเซมิคอนดักเตอร์และอุตสาหกรรมการแพทย์
ตามคำกล่าวของผู้เชี่ยวชาญด้านชิ้นส่วนความแม่นยำ ห้องสะอาดระดับ ISO Class 7 สอดคล้องกับข้อบังคับระบบคุณภาพของสำนักงานคณะกรรมการอาหารและยาสหรัฐอเมริกา (FDA) และข้อกำหนดในการรับรองมาตรฐาน ISO 13485:2016 สภาพแวดล้อมที่ควบคุมเหล่านี้สนับสนุนวิธีการประกอบและตกแต่งต่าง ๆ รวมถึง:
- การทำความสะอาดด้วยคลื่นอัลตราโซนิกที่ผ่านกระบวนการกำจัดไพริเจนแล้ว เพื่อกำจัดสิ่งปนเปื้อน
- การยึดติดด้วยตัวทำละลายและกาวภายใต้สภาวะที่ไม่มีอนุภาคสิ่งสกปรก
- การเชื่อมด้วยคลื่นอัลตราโซนิกและเลเซอร์ พร้อมการควบคุมความแม่นยำสูง
- การเจาะ การตัด และการลงเครื่องหมายด้วยเลเซอร์เพื่อรองรับระบบติดตามผลในอุตสาหกรรมการแพทย์
- การทดสอบและตรวจสอบ รวมถึงการทดสอบแรงดันระเบิด (burst test), การลดลงของแรงดัน (pressure decay test) และการทดสอบแรงดึง (tensile test)
อุปกรณ์และเครื่องมือทางการแพทย์ต้องการความแม่นยำสูงตั้งแต่ขั้นตอนการออกแบบ จนถึงการผลิตและการประกอบภายใต้การควบคุมคุณภาพอย่างเข้มงวด ผู้เชี่ยวชาญด้านการผลิตอุปกรณ์ทางการแพทย์ระบุว่า กระบวนการทั้งหมดต้องให้ความสำคัญกับการควบคุมคุณภาพอย่างเคร่งครัด เนื่องจากข้อผิดพลาดใด ๆ ในการกลึง การประกอบ หรือการจัดส่ง อาจส่งผลร้ายแรงต่อผู้ใช้งานปลายทาง
ชิ้นส่วนสำหรับอุตสาหกรรมการบินและอวกาศก็ได้รับประโยชน์จากสภาพแวดล้อมที่ควบคุมอย่างเข้มงวดในลักษณะเดียวกัน ชิ้นส่วนเหล่านี้มักใช้งานในแอปพลิเคชันที่ต้องเผชิญกับความเร็วสูงและแรงเครียดสูง จึงขึ้นอยู่กับกระบวนการผลิตและประกอบที่มีความแม่นยำสูง โดยข้อบกพร่องเล็กน้อยที่สุดอาจส่งผลร้ายแรงถึงขั้นหายนะได้ ความสามารถในการผลิตเทอร์โมคัปเปิล ชิ้นส่วนสำหรับดาวเทียม และอุปกรณ์สร้างออกซิเจน ล้วนต้องอาศัยการจัดการพิเศษที่เหนือกว่าสภาพแวดล้อมของโรงงานเครื่องจักรทั่วไป
ข้อพิจารณาสำหรับภาคการป้องกันประเทศ
การกลึงด้วยเครื่อง CNC ที่เกี่ยวข้องกับภาคการป้องกันประเทศนำมาซึ่งข้อกำหนดด้านกฎระเบียบที่เพิ่มเติม ตามผู้เชี่ยวชาญด้านการปฏิบัติตามข้อบังคับด้านการป้องกันประเทศ การผลิตสินค้าทางการทหารอยู่ภายใต้เขตอำนาจของกฎระเบียบว่าด้วยการค้าอาวุธระหว่างประเทศ (ITAR) ซึ่งควบคุมการจัดการข้อมูลเชิงเทคนิคและชิ้นส่วนที่ละเอียดอ่อนอย่างเข้มงวด การปฏิบัติตามข้อบังคับนี้จำเป็นต้องจดทะเบียนกับกระทรวงการต่างประเทศสหรัฐอเมริกา และต้องมีมาตรการรักษาความปลอดภัยของข้อมูล
ผู้รับจ้างด้านการป้องกันประเทศมักจำเป็นต้องมีใบรับรอง ISO 9001 หรือ AS9100 ควบคู่ไปกับการจดทะเบียนตามข้อบังคับ ITAR เพื่อแสดงถึงทั้งความสามารถด้านคุณภาพและความสอดคล้องตามข้อกำหนดด้านความมั่นคงแห่งชาติ ข้อกำหนดที่รวมกันเหล่านี้ช่วยให้มั่นใจแก่ลูกค้าภาครัฐว่าสถาน facility นั้นมีศักยภาพทางเทคนิคและสามารถปกป้องข้อมูลที่ละเอียดอ่อนได้อย่างเหมาะสม
เมื่อจัดหาชิ้นส่วนที่ผลิตด้วยเครื่องจักร CNC สำหรับอุตสาหกรรมที่อยู่ภายใต้การควบคุม การตรวจสอบใบรับรองไม่ใช่เรื่องที่เลือกได้ — แต่เป็นสิ่งจำเป็นอย่างยิ่ง โปรดขอใบรับรองที่ยังมีผลบังคับใช้อยู่ ยืนยันว่าขอบเขตของใบรับรองครอบคลุมความต้องการเฉพาะของคุณ และตรวจสอบประสบการณ์ของผู้จัดจำหน่ายในการจัดทำเอกสารและระบบการติดตามที่เป็นเอกลักษณ์ของอุตสาหกรรมคุณ
การเข้าใจข้อกำหนดเฉพาะของแต่ละอุตสาหกรรมจะช่วยให้คุณสามารถตั้งคำถามที่เหมาะสม และระบุผู้ผลิตที่มีศักยภาพจริงในการตอบสนองความต้องการของคุณได้อย่างแท้จริง ส่วนสุดท้ายของปริศนาคือการสร้างความสัมพันธ์เชิงกลยุทธ์กับผู้จัดจำหน่ายที่สามารถส่งมอบผลลัพธ์ที่สม่ำเสมอในระยะยาว — และหลีกเลี่ยงข้อผิดพลาดทั่วไปที่ทำให้ความร่วมมือด้านการผลิตสะดุดหรือล้มเหลว
การหลีกเลี่ยงข้อผิดพลาดและสร้างความสัมพันธ์ที่แข็งแกร่งกับผู้ผลิต
คุณได้ผ่านกระบวนการคัดเลือกวัสดุ เข้าใจปัจจัยที่มีผลต่อราคา และระบุความต้องการเฉพาะของอุตสาหกรรมแล้ว ทีนี้มาถึงข้อรู้แจ้งที่ทำให้ผู้ซื้อรายหนึ่งประสบความสำเร็จอย่างยั่งยืน ขณะที่อีกรายกลับต้องคอยตามหาซัพพลายเออร์ใหม่ตลอดเวลา: การสร้างความร่วมมือระยะยาวกับผู้ผลิตชิ้นส่วนเครื่องจักร CNC นั้นต้องอาศัยมากกว่าการค้นหาสถานประกอบการที่มีศักยภาพเพียงอย่างเดียว แต่ยังต้องหลีกเลี่ยงข้อผิดพลาดทั่วไปที่ทำลายความสัมพันธ์ตั้งแต่ยังไม่ทันเติบโต—พร้อมทั้งนำแนวทางความร่วมมือมาประยุกต์ใช้ เพื่อเปลี่ยนการจัดซื้อแบบทั่วไปให้กลายเป็นความร่วมมือเชิงกลยุทธ์
นี่คือสิ่งที่ผู้เชี่ยวชาญด้านการจัดซื้อที่มีประสบการณ์เข้าใจดี: ต้นทุนที่แท้จริงของการเปลี่ยนผู้จัดจำหน่ายนั้นสูงกว่าผลประหยัดที่มองเห็นได้จากการไล่ตามใบเสนอราคาที่ต่ำกว่าอย่างมาก ตามที่ผู้เชี่ยวชาญด้านความร่วมมือในการผลิตระบุไว้ ความสัมพันธ์ระยะยาวช่วยให้ทั้งสองฝ่ายสามารถปรับเป้าหมายร่วมกัน สร้างความเข้าใจซึ่งกันและกันอย่างลึกซึ้ง ลดการสื่อสารผิดพลาดที่ก่อให้เกิดค่าใช้จ่ายสูง และร่วมมือกันอย่างรุกเพื่อแก้ไขปัญหาวิศวกรรมที่ซับซ้อน ลองมาสำรวจวิธีการสร้างความสัมพันธ์อันมีคุณค่านี้—เริ่มต้นด้วยข้อผิดพลาดที่คุณต้องหลีกเลี่ยง
ข้อผิดพลาดทั่วไปที่ทำให้โครงการการผลิตล้มเหลว
แม้แต่ผู้จัดซื้อที่มีประสบการณ์ก็ยังอาจตกหลุมพรางที่ส่งผลเสียต่อความสัมพันธ์กับผู้จัดจำหน่ายและทำให้ต้นทุนโครงการเพิ่มสูงขึ้น การรับรู้ถึงหลุมพรางเหล่านี้ล่วงหน้าจะช่วยให้คุณหลีกเลี่ยงบทเรียนที่แพงล้นหลามที่ต้องเรียนรู้ด้วยวิธีที่ยากลำบาก
- ข้อกำหนดที่ไม่ชัดเจน: การส่งแบบแปลนที่ไม่สมบูรณ์ ไม่มีการระบุค่าความคลาดเคลื่อน (tolerance) หรือข้อกำหนดวัสดุที่คลุมเครือ บังคับให้ผู้ผลิตต้องตีความเอง ตามที่ ผู้เชี่ยวชาญด้านการกลึง CNC การรักษาการออกแบบให้เรียบง่ายและข้อกำหนดให้ชัดเจนจะช่วยหลีกเลี่ยงเวลาในการผลิตเพิ่มเติมและงานกลึงที่ไม่จำเป็น ซึ่งส่งผลให้ต้นทุนสูงขึ้นโดยไม่เพิ่มมูลค่าใดๆ ความคลุมเครือก่อให้เกิดข้อผิดพลาด—and ข้อพิพาทเกี่ยวกับความรับผิดชอบของฝ่ายใด
- ระยะเวลาที่ไม่สมจริง: การเร่งรัดให้จัดส่งภายในเวลาอันสั้นโดยไม่เข้าใจข้อเท็จจริงด้านการผลิตจะทำให้ความสัมพันธ์เสื่อมเสียและเพิ่มต้นทุนอย่างไม่สมเหตุสมผล ชิ้นส่วนเครื่องจักรแบบเฉพาะ (Custom machine parts) จำเป็นต้องผ่านกระบวนการเขียนโปรแกรม การตั้งค่าเครื่องจักร การกลึง และการตรวจสอบ ซึ่งกระบวนการเหล่านี้ไม่สามารถย่นระยะเวลาลงได้ตามอำเภอใจโดยไม่ส่งผลกระทบต่อคุณภาพ
- การสื่อสารที่ไม่ดี: การหายไปหลังจากสั่งซื้อแล้วจึงกลับมาปรากฏอีกครั้งพร้อมกับคำขอเปลี่ยนแปลงอย่างเร่งด่วน จะก่อให้เกิดความวุ่นวาย ความร่วมมือที่แข็งแกร่งจำเป็นต้องอาศัยการมีส่วนร่วมอย่างต่อเนื่อง การตอบกลับคำถามอย่างรวดเร็ว และการแจ้งล่วงหน้าอย่างกระตือรือร้นเมื่อมีการเปลี่ยนแปลงข้อกำหนด
- การเพิกเฉยต่อข้อเสนอแนะด้าน DFM: เมื่อผู้ผลิตที่มีประสบการณ์เสนอแนะการปรับเปลี่ยนการออกแบบเพื่อความสะดวกในการผลิต การเพิกเฉยต่อข้อเสนอแนะเหล่านั้นจะเป็นการสูญเสียความเชี่ยวชาญอันมีค่าไปอย่างน่าเสียดาย ตามคำแนะนำของผู้เชี่ยวชาญด้านการปรับแต่งการออกแบบ (Design Optimization) ลักษณะต่างๆ เช่น มุมภายในที่เล็กเกินไป ผนังบางสูงมาก หรือข้อความนูนขึ้นมา จะเพิ่มต้นทุนและเวลาในการกลึงอย่างมีนัยสำคัญ ผู้ผลิตที่ให้คำแนะนำด้านการออกแบบเพื่อความสะดวกในการผลิต (DFM) กำลังพยายามช่วยคุณประหยัดค่าใช้จ่าย—โปรดรับฟังคำแนะนำของพวกเขา
- การเปลี่ยนผู้จัดจำหน่ายบ่อยครั้ง: การไล่ตามใบเสนอราคาที่ต่ำที่สุดอย่างต่อเนื่องจะทำให้ไม่มีผู้จัดจำหน่ายรายใดสามารถเรียนรู้ความชอบ มาตรฐานคุณภาพ และรูปแบบการสื่อสารของคุณได้ ความสัมพันธ์ใหม่แต่ละรายการจำเป็นต้องสร้างความรู้เชิงสถาบันขึ้นใหม่ ซึ่งผู้ร่วมงานที่มีประสบการณ์มักมีอยู่แล้ว
ข้อผิดพลาดเหล่านี้มีจุดร่วมกันคือ การมองการผลิตเป็นเพียงธุรกรรมสินค้าทั่วไป แทนที่จะเป็นความสัมพันธ์แบบร่วมมือกัน ชิ้นส่วนเครื่องจักร CNC ต้องอาศัยความแม่นยำ ความเชี่ยวชาญ และความใส่ใจในรายละเอียด—คุณสมบัติเหล่านี้จะเติบโตได้ดีในความสัมพันธ์ที่มั่นคง แต่จะเสื่อมถอยลงภายใต้แนวทางการจัดซื้อที่ขัดแย้งกัน
การสร้างความสัมพันธ์หุ้นส่วนผู้จัดจำหน่ายที่น่าเชื่อถือ
การเปลี่ยนแปลงความสัมพันธ์กับผู้จัดจำหน่ายจากแบบทำธุรกรรมเป็นแบบเชิงกลยุทธ์ จำเป็นต้องอาศัยความพยายามอย่างตั้งใจจากทั้งสองฝ่าย นี่คือวิธีที่ผู้ซื้อที่ประสบความสำเร็จสร้างความร่วมมือที่ส่งมอบผลลัพธ์ที่สม่ำเสมอปีแล้วปีเล่า
จัดตั้งช่องทางการสื่อสารอย่างสม่ำเสมอ ตามคำแนะนำของผู้เชี่ยวชาญด้านการพัฒนาความร่วมมือ ควรแต่งตั้งบุคคลที่รับผิดชอบเฉพาะด้านในแต่ละฝ่ายเพื่อให้การประสานงานเป็นไปอย่างคล่องตัว กำหนดเวลาที่แน่นอนสำหรับการอัปเดตความคืบหน้าของโครงการ การทบทวนการออกแบบ และการสาธิตผลงานระหว่างดำเนินการ ใช้แพลตฟอร์มความร่วมมือบนระบบคลาวด์เพื่อแชร์ไฟล์และข้อมูลได้ทันที
สร้างช่องทางการให้ข้อเสนอแนะแบบมีความหมาย อย่ารอให้เกิดปัญหาขึ้นเสียก่อน—แต่ควรแบ่งปันข้อสังเกตเกี่ยวกับผลการปฏิบัติงานอย่างกระตือรือร้น เมื่อชิ้นส่วนที่ผลิตตามสั่งมีคุณภาพเกินความคาดหวัง ควรแสดงความชื่นชมอย่างชัดเจน และเมื่อเกิดปัญหา ควรจัดการอย่างสร้างสรรค์ แทนที่จะกล่าวโทษอย่างรุนแรง ผู้เชี่ยวชาญด้านความสัมพันธ์กับผู้จัดจำหน่ายระบุว่า การสร้างสภาพแวดล้อมที่สามารถรายงานปัญหาได้ทันทีและจัดการอย่างสร้างสรรค์ จะช่วยเสริมสร้างความไว้วางใจซึ่งจะแข็งแกร่งขึ้นเรื่อยๆ ตามระยะเวลา
ให้การคาดการณ์ปริมาณที่แม่นยำ ผู้ผลิตวางแผนกำลังการผลิต จัดตารางการใช้อุปกรณ์ และจัดเตรียมวัตถุดิบตามการประมาณการของลูกค้า การแบ่งปันการประมาณการการใช้งานต่อปีอย่างสมเหตุสมผล — แม้แต่ช่วงค่าโดยประมาณก็ตาม — จะช่วยให้ผู้จัดจำหน่ายชิ้นส่วน CNC ของคุณสามารถเตรียมความพร้อมเพื่อรองรับความต้องการของคุณได้ ความผันผวนของความต้องการที่เกิดขึ้นอย่างฉับพลันจะสามารถจัดการได้อย่างมีประสิทธิภาพมากขึ้น เมื่อคู่ค้าร่วมกันคาดการณ์ล่วงหน้า
ให้ผู้จัดจำหน่ายมีส่วนร่วมตั้งแต่ระยะเริ่มต้นของการพัฒนา ตามคำแนะนำของผู้เชี่ยวชาญด้านการผลิตแบบร่วมมือ การมีส่วนร่วมของพาร์ทเนอร์ด้านการกลึง CNC ตั้งแต่ขั้นตอนการออกแบบและต้นแบบ จะช่วยให้คุณได้รับประโยชน์จากองค์ความรู้ด้านการผลิตของพวกเขา การมีส่วนร่วมของผู้จัดจำหน่ายตั้งแต่เนิ่นๆ จะช่วยระบุปัญหาที่อาจเกิดขึ้นเกี่ยวกับความสามารถในการผลิต และลดการปรับแบบใหม่ที่มีค่าใช้จ่ายสูง — ทำให้ผู้จัดจำหน่ายของคุณกลายเป็นแหล่งสนับสนุนด้านการออกแบบ ไม่ใช่เพียงแค่สถานที่ผลิตเท่านั้น
ยอมรับแนวคิดการปรับปรุงอย่างต่อเนื่องร่วมกัน จัดให้มีการทบทวนธุรกิจร่วมกันเป็นระยะเพื่อประเมินตัวชี้วัดด้านคุณภาพ ประสิทธิภาพในการส่งมอบ และเป้าหมายด้านต้นทุน ตามคำแนะนำของผู้เชี่ยวชาญด้านความยั่งยืนของการเป็นพันธมิตร การประชุมเหล่านี้ช่วยระบุโอกาสในการปรับปรุง ปรับตัวเข้ากับเงื่อนไขตลาดใหม่ ๆ และทำให้แผนการผลิตในอนาคตสอดคล้องกันมากยิ่งขึ้น งานเวิร์กช็อปร่วมและเวทีฝึกอบรมยังช่วยลึกซึ้งความเข้าใจด้านเทคนิคและเสริมสร้างความร่วมมืออย่างแข็งแกร่ง
การคัดเลือกพันธมิตรเพื่อการเติบโตในระยะยาว
สำหรับธุรกิจที่กำลังเติบโต เกณฑ์การคัดเลือกผู้จัดจำหน่ายควรขยายออกไปไกลกว่าความต้องการปัจจุบัน เพื่อพิจารณาศักยภาพในอนาคตด้วย พันธมิตรด้านการผลิตที่เหมาะสมที่สุดจะสามารถขยายขนาดไปพร้อมกับธุรกิจของคุณได้ — รับผลิตชิ้นส่วนต้นแบบในปัจจุบัน และรองรับปริมาณการผลิตจำนวนมากในอนาคต โดยไม่ลดทอนคุณภาพหรือสร้างแรงกดดันต่อความสัมพันธ์
ให้สังเกตผู้ผลิตที่สามารถแสดงหลักฐานดังต่อไปนี้:
- ระยะเวลาการนำส่งที่รวดเร็วสำหรับความต้องการเร่งด่วน: พันธมิตรที่สามารถจัดส่งผลิตภัณฑ์ที่ผ่านการกลึงได้ภายในหนึ่งวันทำการเท่านั้นในกรณีฉุกเฉิน จะมอบความยืดหยุ่นที่มีค่าอย่างยิ่งเมื่อมีโอกาสหรือความท้าทายที่ไม่คาดคิดเกิดขึ้น
- กำลังการผลิตที่สามารถขยายขนาดได้: สถาน facilities ที่สามารถเปลี่ยนผ่านอย่างราบรื่นจากขั้นตอนการสร้างต้นแบบไปสู่การผลิตจำนวนมาก จะช่วยขจัดความไม่ต่อเนื่องที่เกิดจากการต้องค้นหาซัพพลายเออร์รายใหม่เมื่อปริมาณการผลิตของคุณเพิ่มขึ้น
- โซลูชันการกลึงตามแบบเฉพาะอย่างครบวงจร: พันธมิตรที่ให้บริการแบบครบวงจร — ตั้งแต่ชิ้นส่วนประกอบที่ซับซ้อนไปจนถึงชิ้นส่วนเฉพาะทาง — จะช่วยทำให้ห่วงโซ่อุปทานของคุณเรียบง่ายขึ้น และลดภาระงานด้านการประสานงาน
- ระบบควบคุมคุณภาพที่ได้รับการรับรอง: การรับรองมาตรฐาน IATF 16949 และการนำระบบควบคุมกระบวนการสถิติ (SPC) ไปใช้งาน ช่วยรับประกันความสม่ำเสมอของคุณภาพแม้ในช่วงที่ปริมาณการผลิตเพิ่มขึ้น
ความสามารถเหล่านี้มีความสำคัญเป็นพิเศษสำหรับการใช้งานในอุตสาหกรรมยานยนต์ ซึ่งความน่าเชื่อถือของห่วงโซ่อุปทานส่งผลกระทบโดยตรงต่อตารางการผลิต เทคโนโลยีโลหะเส้าอี้ เป็นตัวอย่างที่โดดเด่นของการดำเนินงานตามแนวทางพร้อมเป็นพันธมิตร — โรงงานของบริษัทที่ได้รับการรับรองมาตรฐาน IATF 16949 สามารถจัดการทุกอย่าง ตั้งแต่การประกอบโครงแชสซีที่ซับซ้อนไปจนถึงบูชิงโลหะแบบเฉพาะทาง โดยมีระยะเวลาจัดส่งเร็วสุดเพียงหนึ่งวันทำการสำหรับความต้องการเร่งด่วน การผสมผสานกันระหว่างศักยภาพในการให้บริการแบบครบวงจรและบริการที่ตอบสนองได้อย่างรวดเร็วนี้ สร้างรากฐานที่มั่นคงสำหรับความสัมพันธ์กับซัพพลายเออร์ ซึ่งจะแข็งแกร่งยิ่งขึ้นตามการเติบโตของธุรกิจคุณ
ความสัมพันธ์กับผู้จัดจำหน่ายที่ดีที่สุดนั้นรู้สึกเหมือนเป็นส่วนขยายของทีมงานของคุณเอง—คือพันธมิตรที่เข้าใจลำดับความสำคัญของคุณ คาดการณ์ความต้องการของคุณล่วงหน้า และลงทุนเพื่อความสำเร็จของคุณ เพราะความสำเร็จของพวกเขาขึ้นอยู่กับความสำเร็จของคุณ
การสร้างความสัมพันธ์เช่นนี้จำเป็นต้องอาศัยความอดทน ความสม่ำเสมอ และความเคารพซึ่งกันและกัน การประหยัดในระยะสั้นจากการเปลี่ยนผู้จัดจำหน่ายอย่างต่อเนื่องนั้นไม่อาจเทียบเคียงได้กับมูลค่าในระยะยาวที่ได้จากพันธมิตรซึ่งเข้าใจข้อกำหนดเฉพาะของคุณอย่างลึกซึ้ง สามารถตรวจจับปัญหาที่อาจเกิดขึ้นก่อนที่จะกลายเป็นปัญหาจริง และให้ความสำคัญกับคำสั่งซื้อของคุณเพราะพวกเขาให้คุณค่ากับความเป็นพันธมิตรนี้ โปรดลงทุนสร้างความสัมพันธ์กับผู้ผลิตชิ้นส่วนเครื่องจักร CNC ที่มีศักยภาพ และคุณจะพบว่าความลับอันแท้จริงที่ผู้เชี่ยวชาญรู้ดีนั้นไม่ใช่กลยุทธ์การเจรจาที่ชาญฉลาด แต่คือมูลค่าที่ทวีคูณขึ้นเรื่อยๆ จากความไว้วางใจที่สร้างขึ้นอย่างต่อเนื่องตลอดระยะเวลา
คำถามที่พบบ่อยเกี่ยวกับผู้ผลิตชิ้นส่วนเครื่องจักร CNC
1. ชิ้นส่วนหลัก 7 ส่วนของเครื่องจักร CNC คืออะไร
ส่วนประกอบหลักทั้งเจ็ดประการ ได้แก่ หน่วยควบคุมเครื่องจักร (MCU) ซึ่งทำหน้าที่เป็นสมองของระบบ, อุปกรณ์รับเข้าสำหรับการโหลดโปรแกรม, ระบบขับเคลื่อนสำหรับการควบคุมการเคลื่อนที่, เครื่องมือกลสำหรับการตัด, ระบบตอบกลับสำหรับการตรวจสอบความแม่นยำ, ฐานและโต๊ะรองรับชิ้นงาน, และระบบระบายความร้อนเพื่อจัดการความร้อนระหว่างการกลึง การเข้าใจส่วนประกอบเหล่านี้จะช่วยให้ผู้ซื้อสามารถสื่อสารกับผู้ผลิตได้อย่างมีประสิทธิภาพเกี่ยวกับข้อกำหนดด้านความสามารถ และวิเคราะห์หาสาเหตุของปัญหาที่อาจเกิดขึ้นระหว่างการผลิต
2. ต้นทุนการผลิตชิ้นส่วน CNC แบบเฉพาะตามสั่งอยู่ที่เท่าใด?
ต้นทุนชิ้นส่วน CNC แบบกำหนดเองมีความแตกต่างกันอย่างมาก ขึ้นอยู่กับระดับความซับซ้อนของชิ้นส่วน วัสดุที่ใช้ ค่าความคลาดเคลื่อนที่ยอมรับได้ (tolerances) และปริมาณการสั่งซื้อ ชิ้นส่วนที่เรียบง่ายและสั่งผลิตในปริมาณน้อยมักมีราคาต่อหน่วยอยู่ระหว่าง 10–50 ดอลลาร์สหรัฐฯ ขณะที่ชิ้นส่วนที่ผ่านการออกแบบและผลิตด้วยความแม่นยำสูงอาจมีราคาเกิน 160 ดอลลาร์สหรัฐฯ ต่อชิ้นสำหรับคำสั่งซื้อในปริมาณน้อย ปัจจัยหลักที่ส่งผลต่อต้นทุน ได้แก่ การเลือกวัสดุ ระดับความซับซ้อนของชิ้นส่วน ข้อกำหนดด้านค่าความคลาดเคลื่อนที่ยอมรับได้ ข้อกำหนดด้านพื้นผิวของชิ้นงาน (surface finish) และปริมาณการสั่งซื้อ โดยการสั่งซื้อในปริมาณมากจะลดต้นทุนต่อหน่วยลงอย่างมาก เนื่องจากค่าใช้จ่ายในการตั้งค่าเครื่องจักรจะถูกกระจายไปยังจำนวนชิ้นงานที่มากขึ้น
3. บริษัทใดดีที่สุดสำหรับเครื่องจักร CNC?
ผู้ผลิตชิ้นส่วนเครื่องจักร CNC ที่ดีที่สุดขึ้นอยู่กับความต้องการเฉพาะของอุตสาหกรรมและแอปพลิเคชันของคุณ โดยสำหรับการใช้งานในอุตสาหกรรมยานยนต์ซึ่งต้องการใบรับรอง IATF 16949 และความสม่ำเสมอในการผลิตปริมาณสูง ผู้ผลิตเช่น Shaoyi Metal Technology มีระบบประกันคุณภาพที่ได้รับการรับรอง พร้อมกระบวนการควบคุมคุณภาพเชิงสถิติ (SPC) และระยะเวลาจัดส่งเร็วสุดเพียงหนึ่งวันทำการ ส่วนการใช้งานในอุตสาหกรรมการบินและอวกาศต้องการผู้จัดจำหน่ายที่ได้รับการรับรองตามมาตรฐาน AS9100D ขณะที่การผลิตอุปกรณ์ทางการแพทย์จำเป็นต้องมีใบรับรอง ISO 13485 พร้อมความสามารถในการผลิตในห้องสะอาด (cleanroom)
4. ผู้ผลิตชิ้นส่วนเครื่องจักร CNC ควรมีใบรับรองอะไรบ้าง?
การรับรองที่จำเป็นขึ้นอยู่กับอุตสาหกรรมของคุณ มาตรฐาน ISO 9001:2015 ถือเป็นมาตรฐานคุณภาพพื้นฐานสำหรับการผลิตทั่วไป ห่วงโซ่อุปทานยานยนต์ต้องมีการรับรอง IATF 16949 ซึ่งเน้นการป้องกันข้อบกพร่องและการลดความแปรปรวน ส่วนชิ้นส่วนอากาศยานและอวกาศต้องได้รับการรับรอง AS9100D ซึ่งมีข้อกำหนดเพิ่มเติมด้านการจัดการโครงสร้าง (configuration management) และการติดตามแหล่งที่มาของวัสดุ (material traceability) สำหรับการผลิตอุปกรณ์ทางการแพทย์ จำเป็นต้องมีการรับรอง ISO 13485 เพื่อให้มั่นใจว่าสอดคล้องกับข้อบังคับและรักษาความปลอดภัยของผู้ป่วย
5. ฉันจะจัดทำ RFQ สำหรับงานกลึง CNC อย่างมีประสิทธิภาพได้อย่างไร
ชุดเอกสารขอใบเสนอราคา (RFQ) ที่สมบูรณ์ครบถ้วนจะประกอบด้วยไฟล์ CAD ในรูปแบบ STEP หรือ IGES พร้อมทั้งไฟล์ PDF แบบ 2 มิติที่ระบุค่าความคลาดเคลื่อน (tolerance callouts) ข้อกำหนดเฉพาะเกรดของวัสดุอย่างแม่นยำ ค่าความคลาดเคลื่อนของมิติสำคัญพร้อมการระบุระบบ GD&T (Geometric Dimensioning and Tolerancing) ตามที่เหมาะสม ปริมาณที่ต้องการ รวมถึงการประมาณการใช้งานต่อปี ข้อกำหนดเกี่ยวกับพื้นผิว (surface finish) ที่แยกแยะระหว่างบริเวณที่ใช้งานจริงกับบริเวณที่เน้นด้านรูปลักษณ์ ข้อกำหนดสำหรับกระบวนการผลิตขั้นที่สอง (secondary operation specifications) ระยะเวลาจัดส่งที่เป็นไปได้จริง และพารามิเตอร์ด้านงบประมาณเมื่อเหมาะสม การส่งเอกสารอย่างครบถ้วนจะทำให้ได้ใบเสนอราคาที่รวดเร็วและแม่นยำยิ่งขึ้น รวมทั้งป้องกันความล่าช้าที่อาจก่อให้เกิดค่าใช้จ่ายสูง