 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

เหล็กหล่อสำหรับแม่พิมพ์อุตสาหกรรมยานยนต์: วิทยาศาสตร์ของความแข็งแรง

สรุปสั้นๆ
เหล็กหล่อ โดยเฉพาะอย่างยิ่งเกรดสีเทาและเหล็กหล่อเหนียว (แบบโหนด) เป็นวัสดุที่ได้รับความนิยมสำหรับแม่พิมพ์ขึ้นรูปรถยนต์ขนาดใหญ่ เนื่องจากมีคุณสมบัติโดดเด่นทั้งในด้านความแข็งแรงต่อแรงอัดสูง การดูดซับการสั่นสะเทือนได้ดีเยี่ยม ความต้านทานการสึกหรอที่ยอดเยี่ยม และต้นทุนที่คุ้มค่าโดยรวม เพื่อให้ได้ความทนทานและผิวเรียบที่ปราศจากข้อบกพร่องตามที่ต้องการสำหรับการขึ้นรูปแผ่นตัวถังรถยนต์รุ่นใหม่ จึงจำเป็นต้องใช้กระบวนการผลิตเฉพาะทางและการบำบัดผิวด้วยวิธีขั้นสูง เช่น การไนไตรด์ไอออน
เหตุใดเหล็กหล่อจึงเป็นวัสดุที่เลือกใช้สำหรับแม่พิมพ์รถยนต์
ในโลกอุตสาหกรรมการผลิตรถยนต์ที่มีแรงกดดันสูง เครื่องมือที่ใช้ในการขึ้นรูปรถยนต์จะต้องทนต่อแรงที่มีความเข้มข้นและเกิดซ้ำอย่างต่อเนื่อง แม่พิมพ์ตัดขนาดใหญ่ ซึ่งใช้กดแผ่นโลหะให้เป็นรูปทรงซับซ้อน เช่น ประตูและฝากระโปรง จะต้องใช้วัสดุที่มีความแข็งแรงมากและมีความคงตัวสูง เหล็กหล่อได้รับการยอมรับมานานแล้วว่าเป็นมาตรฐานของอุตสาหกรรมสำหรับการใช้งานที่ต้องการเช่นนี้ โดยมีคุณสมบัติพิเศษที่ผสมผสานกันอย่างลงตัว ซึ่งยากที่จะหาวัสดุอื่นมาเทียบเคียงได้ รวมถึงเหล็กกล้าหลายชนิด ความเหมาะสมของมันเกิดจากคุณลักษณะพื้นฐานที่ส่งผลโดยตรงต่อคุณภาพของชิ้นส่วนที่สูงขึ้น และสายการผลิตที่มีประสิทธิภาพมากขึ้น
ข้อได้เปรียบหลักของเหล็กหล่อคือ ความแข็งแรงภายใต้แรงอัดที่ยอดเยี่ยม ซึ่งทำให้มันสามารถรองรับน้ำหนักมากโดยไม่เกิดการเปลี่ยนรูป ตามที่ระบุไว้ในการวิเคราะห์อุตสาหกรรมจากแหล่งต่างๆ เช่น Sinoway Industry , คุณสมบัตินี้มีความสำคัญอย่างยิ่งในการดำเนินการตัดขึ้นรูป ซึ่งคาดว่าจะมีจำนวนรอบการใช้งานหลายล้านรอบตลอดอายุการใช้งานของแม่พิมพ์ นอกจากนี้ โลหะหล่อ (cast iron) ยังมีความสามารถในการดูดซับการสั่นสะเทือนที่เหนือกว่า โดยในระหว่างการกระทบอย่างรุนแรงของเครื่องอัดขึ้นรูป วัสดุจะช่วยดูดซับพลังงานและลดการสั่นสะท้อน (chatter) ซึ่งเป็นสิ่งสำคัญต่อการรักษาระดับความแม่นยำของมิติ และช่วยให้ได้ผิวเรียบที่สมบูรณ์บนชิ้นส่วนรถยนต์สำเร็จรูป ความมั่นคงตามธรรมชาตินี้ช่วยลดการสึกหรอของเครื่องมือ และช่วยป้องกันข้อบกพร่องที่อาจเกิดขึ้นกับแผ่นโลหะที่ถูกขึ้นรูป
นอกเหนือจากสมรรถนะทางกลแล้ว วัสดุเหล็กหล่อให้ข้อได้เปรียบอย่างมากในด้านเศรษฐกิจและกระบวนการผลิต โดยทั่วไปมีต้นทุนการผลิตที่ต่ำกว่าเหล็กกล้าคาร์บอนที่ผ่านกระบวนการตีขึ้นรูป (Forged Steel Billets) ขนาดเทียบเท่ากัน ซึ่งเป็นปัจจัยสำคัญสำหรับแม่พิมพ์ขนาดใหญ่ที่ใช้ในอุตสาหกรรมยานยนต์ วัสดุนี้ยังมีคุณสมบัติการหล่อที่ดีเยี่ยม หมายความว่าสามารถเทลงในแม่พิมพ์ที่มีรูปร่างซับซ้อนเพื่อสร้างชิ้นงานที่ใกล้เคียงกับรูปร่างสุดท้าย (Near-Net-Shape) ช่วยลดปริมาณการกลึงแต่งในขั้นตอนต่อไป การรวมกันของสมรรถนะและคุณค่าทางเศรษฐกิจนี้ ทำให้วัสดุดังกล่าวกลายเป็นวัสดุที่ขาดไม่ได้ในภาคอุตสาหกรรมยานยนต์
- ความแข็งแรงต่อแรงอัดสูง: ทนต่อแรงตัดที่รุนแรงโดยไม่เสียรูป ช่วยให้มั่นใจได้ถึงคุณภาพของชิ้นส่วนที่สม่ำเสมอ
- การลดแรงสั่นสะเทือนที่ยอดเยี่ยม: ดูดซับแรงสั่นสะเทือนขณะทำงาน ทำให้เกิดความมั่นคงมากขึ้น ลดการสึกหรอของเครื่องมือ และให้ผิวเรียบที่ดีขึ้น
- ต้านทานการสึกหรอได้ดีเยี่ยม: ความแข็งของวัสดุช่วยให้มีอายุการใช้งานยาวนาน แม้ในสภาวะที่มีการเสียดสีกันอย่างรุนแรงระหว่างโลหะกับโลหะ
- ความคุ้มค่า: มีความโดดเด่นด้านสมรรถนะและราคาที่คุ้มค่าอย่างมากเมื่อเทียบกับวัสดุอื่นๆ เช่น เหล็กกล้าคาร์บอน
- ความสามารถในการทำงานกับเครื่องจักรที่ดี: สามารถกลึงได้อย่างมีประสิทธิภาพเพื่อให้ได้ขนาดสุดท้ายที่แม่นยำและรายละเอียดซับซ้อนตามที่ต้องการสำหรับการออกแบบยานยนต์รุ่นใหม่
ประเภทของเหล็กหล่อที่ใช้ในการผลิตแม่พิมพ์
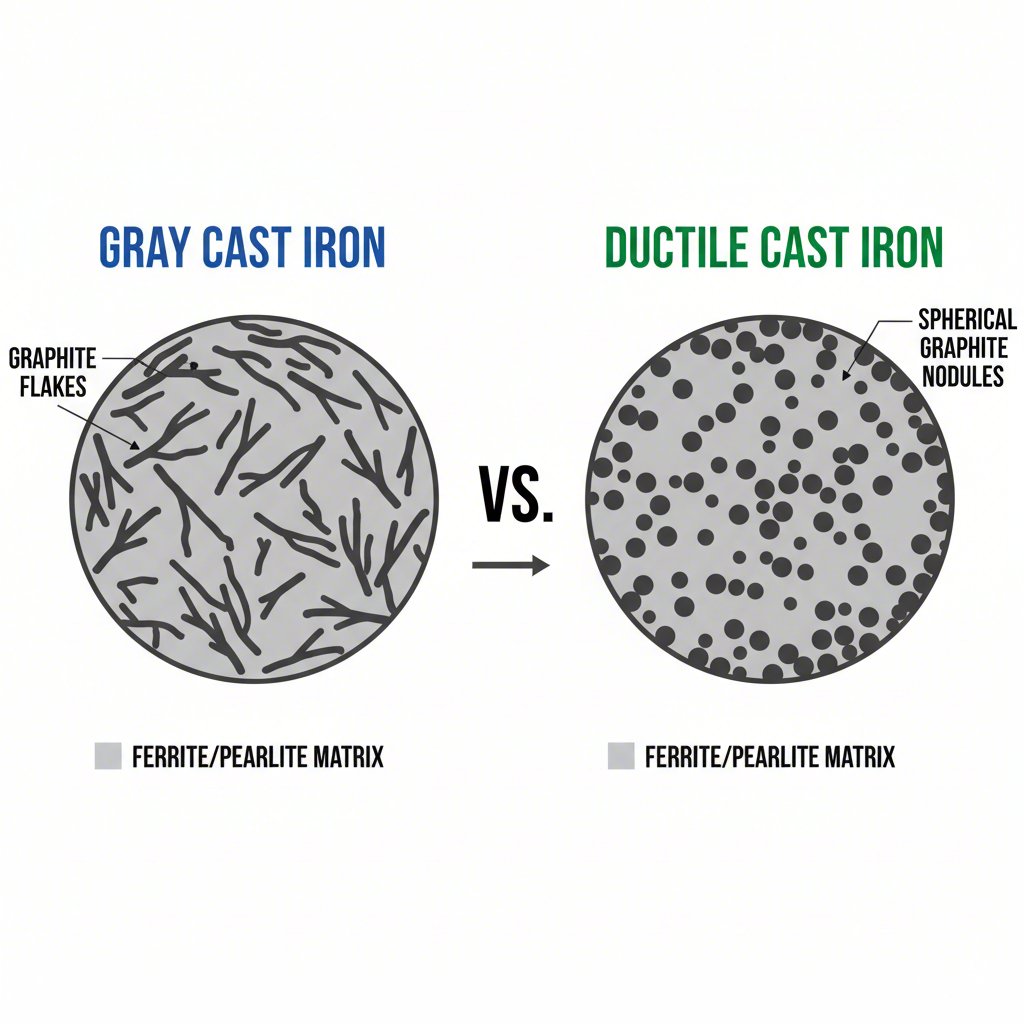
ไม่ใช่ทุกชนิดของเหล็กหล่อที่มีคุณสมบัติเหมือนกัน คุณสมบัติเฉพาะของโลหะผสมเหล็กหล่อจะขึ้นอยู่กับโครงสร้างจุลภาค โดยเฉพาะรูปร่างของคาร์บอนอิสระ (กราไฟต์) ที่กระจายอยู่ในเนื้อเหล็ก สำหรับแม่พิมพ์ขนาดใหญ่ในอุตสาหกรรมยานยนต์ จะมีสองประเภทหลักที่นิยมใช้ ได้แก่ เหล็กหล่อสีเทาและเหล็กหล่อเหนียว (หรือที่เรียกว่าเหล็กหล่อนอดูลาร์หรือเหล็กหล่อที่มีกราไฟต์เป็นรูปทรงกลม) การเลือกใช้ชนิดใดชนิดหนึ่งขึ้นอยู่กับการประยุกต์ใช้งานเฉพาะ แรงเครียดที่เกิดขึ้น และความสมดุลระหว่างสมรรถนะกับต้นทุนที่ต้องการ
เหล็กหล่อสีเทาเป็นประเภทดั้งเดิมที่ใช้กันอย่างแพร่หลายมากที่สุด ชื่อนี้มาจากลักษณะผิวที่แตกออกซึ่งมีสีเทา เนื่องจากมีกราไฟต์ในรูปแบบแผ่นบาง ๆ ตามการเปรียบเทียบอย่างละเอียดโดย MAT Foundry Group , เศษชิ้นส่วนเหล่านี้ทำให้เหล็กหล่อสีเทามีความสามารถในการกลึงที่ยอดเยี่ยมและมีคุณสมบัติในการดูดซับการสั่นสะเทือนได้ดีเยี่ยม อย่างไรก็ตามเศษชิ้นส่วนที่มีขอบแหลมคมเหล่านี้ทำหน้าที่เป็นจุดรวมความเครียดภายใน ทำให้เหล็กหล่อสีเทามีลักษณะเปราะ และมีความต้านทานแรงดึงและแรงกระแทกค่อนข้างต่ำ มันจึงเหมาะที่สุดสำหรับชิ้นส่วนแม่พิมพ์ที่รับแรงอัดสูง แต่ไม่ต้องเผชิญกับแรงดึงที่สำคัญหรือแรงกระแทกอย่างรุนแรง เช่น ตัวหลักหรือฐานของชุดแม่พิมพ์
เหล็กหล่อเหนียว ซึ่งเป็นนวัตกรรมที่ทันสมัยกว่า ได้เปลี่ยนกราไฟต์ให้กลายเป็นก้อนกลมเล็กๆ เรียกว่าโนดูล โดยการเติมสารช่วยเช่นแมกนีเซียม การเปลี่ยนแปลงที่ดูเหมือนเล็กน้อยนี้มีผลอย่างมากต่อคุณสมบัติทางกลของวัสดุ รูปร่างกลมของโนดูลช่วยขจัดจุดรับแรงภายในที่พบในเหล็กหล่อเทา ทำให้วัสดุมีความแข็งแรง ทนทาน และเหนียว (ductile) มากกว่าตามชื่อเรียก วัสดุชนิดนี้สามารถโค้งงอและเปลี่ยนรูปร่างได้มากก่อนจะแตกหัก จึงมีความต้านทานแรงดึงและความต้านทานต่อแรงกระแทกที่ดีเยี่ยม ทำให้เหล็กหล่อเหนียวเป็นตัวเลือกที่เหมาะสำหรับชิ้นส่วนแม่พิมพ์สำคัญที่ต้องรับแรงสูง เช่น แผ่นตัด พื้นที่ยึดจับ และชิ้นส่วนเสริมที่ใช้ในการขึ้นรูปและการตัดหลัก
เหล็กหล่อเทา versus เหล็กหล่อเหนียว: การเปรียบเทียบเชิงเทคนิค
| คุณสมบัติ | เหล็กหล่อสีเทา | เหล็กหล่อเหนียว (แบบโนดูลาร์) |
|---|---|---|
| โครงสร้างกราไฟต์ | แผ่น | ทรงกลม (โนดูล) |
| ความต้านทานแรงดึง | ต่ำ (เช่น สูงสุด 276 นิวตัน/มม.²) | สูง (เช่น สูงสุด 827 นิวตัน/มม.²) |
| ความเหนียวและความยืดตัว | ต่ำมาก (เปราะ) | สูง (สามารถเปลี่ยนรูปร่างได้โดยไม่แตกหัก) |
| ความต้านทานต่อแรงกระแทก | คนจน | ยอดเยี่ยม |
| การลดแรงสั่นสะเทือน | ยอดเยี่ยม | ดี |
| การใช้งานทั่วไป | แม่พิมพ์รองเท้า เครื่องจักรฐานเครื่องยนต์ บล็อกเครื่องยนต์ | ดายเพนซ์ ฟันเฟือง ท่อความดันสูง |
กระบวนการผลิตและการรักษาผิว
การสร้างแม่พิมพ์รถยนต์ขนาดใหญ่จากเหล็กหล่อเป็นกระบวนการหลายขั้นตอนที่ต้องอาศัยความเชี่ยวชาญอย่างมากในด้านโลหะวิทยา การหล่อ การกลึง และวิศวกรรมพื้นผิว กระบวนการจากวัตถุดิบไปจนถึงเครื่องมือที่พร้อมใช้งานบนเครื่องกดนั้นประกอบด้วยขั้นตอนสำคัญหลายประการ ซึ่งแต่ละขั้นตอนมีส่วนช่วยให้แม่พิมพ์มีสมรรถนะและอายุการใช้งานยาวนาน ขั้นตอนแรกคือการหล่อ โดยเหล็กหลอมเหลวจะถูกเทลงในแม่พิมพ์ทรายที่สร้างขึ้นจากรูปแบบของแม่พิมพ์ กระบวนการนี้ มักใช้วิธีการหล่อทรายสำหรับชิ้นส่วนขนาดใหญ่ ตามที่ผู้เชี่ยวชาญด้านการหล่อได้อธิบายไว้ที่ Metco สร้างรูปร่างหยาบของแม่พิมพ์ที่มีขนาดใหญ่กว่าปกติ
เมื่อชิ้นงานหล่อเย็นตัวและแข็งตัวแล้ว จะเข้าสู่ขั้นตอนการกลึง เหมือนที่ผู้เชี่ยวชาญด้านเครื่องมือได้กล่าวไว้ที่ Sandvik Coromant , ขั้นตอนนี้ต้องอาศัยทักษะการแปรรูปโลหะขั้นสูงในการตัดชิ้นงานดิบให้มีขนาดสุดท้ายที่แม่นยำ พื้นผิวโค้งซับซ้อนที่จะกลายเป็นแผ่นตัวถังของยานพาหนะจะถูกสร้างขึ้นโดยใช้เครื่องกัดแบบ CNC หลายแกน ซึ่งเป็นกระบวนการที่ใช้เวลานานและต้องทำอย่างระมัดระวัง เนื่องจากพื้นผิวสุดท้ายจะต้องเรียบสมบูรณ์และมีความแม่นยำในระดับเศษส่วนของมิลลิเมตร การเลือกพันธมิตรทางการผลิตที่มีความเชี่ยวชาญพิสูจน์แล้วจึงเป็นสิ่งสำคัญอย่างยิ่ง ตัวอย่างเช่น ผู้ให้บริการอย่าง Shaoyi (Ningbo) Metal Technology Co., Ltd. เชี่ยวชาญด้านแม่พิมพ์ขึ้นรูปรถยนต์แบบกำหนดเอง โดยใช้การจำลองขั้นสูงและการบริหารโครงการเพื่อส่งมอบเครื่องมือคุณภาพสูงให้กับผู้ผลิตรถยนต์ (OEM) และผู้จัดจำหน่ายระดับ Tier 1
ขั้นตอนสุดท้ายและอาจเป็นขั้นตอนที่สำคัญที่สุดสำหรับการรับประกันประสิทธิภาพ คือ การบำบัดพื้นผิว พื้นผิวเหล็กหล่อที่ไม่ผ่านการบำบัดนั้น แม้จะแข็งแต่ก็เสี่ยงต่อการยึดติด (galling) และการสึกหรอเมื่อนำไปขึ้นรูปเหล็กที่มีการเคลือบหรือเหล็กความแข็งแรงสูง เพื่อป้องกันปัญหานี้ พื้นผิวทำงานของแม่พิมพ์จะต้องผ่านกระบวนการทำให้แข็งขึ้น ตามที่ Advanced Heat Treat Corp. , วิธีการที่ได้รับความนิยมคือการไนไตรด์ด้วยไอออน ซึ่งเป็นการบำบัดเชิงอุณหภูมิทางเคมีที่ทำให้ไนโตรเจนแพร่เข้าสู่ผิวของชิ้นงาน ส่งผลให้เกิดชั้นผิวแข็งมาก มีความต้านทานการสึกหรอ และลื่น ช่วยป้องกันการเสียดสีระหว่างโลหะกับโลหะ ลดการขีดข่วน และทำให้แม่พิมพ์สามารถคงสภาพผิวเรียบระดับ A ได้อย่างยอดเยี่ยมตลอดกระบวนการผลิตปริมาณมาก
- การหล่อ: เทเหล็กหล่อสีเทาหรือเหล็กหล่อเหนียวในสถานะหลอมเหลวลงในแม่พิมพ์ทราย เพื่อสร้างรูปร่างเบื้องต้นที่ใกล้เคียงกับรูปร่างสุดท้ายของแม่พิมพ์
- การลดแรงดันภายใน ชิ้นงานดิบที่หล่อแล้วจะถูกนำมายังการบำบัดด้วยความร้อน เพื่อปลดปล่อยแรงเครียดภายในที่เกิดขึ้นระหว่างการเย็นตัว ซึ่งจะช่วยให้มั่นใจได้ถึงความมั่นคงทางมิติ
- การกลึงที่แม่นยำ: ชิ้นงานจะถูกกัด กัดเจาะ และเจียรด้วยเครื่องจักร CNC เพื่อให้ได้รูปร่างสุดท้ายและพื้นผิวที่แม่นยำตามต้องการ
- การเพิ่มความแข็งผิว พื้นผิวที่เสร็จสมบูรณ์จะผ่านกระบวนการไนไตรด์ด้วยไอออน หรือการบำบัดแบบอื่นที่คล้ายกัน เพื่อสร้างชั้นผิวที่ทนทาน ต้านทานแรงเสียดทานต่ำ และต้านทานการสึกหรอและการแตกร้าว
- การขัดเงาและการประกอบขั้นสุดท้าย พื้นผิวที่ผ่านการบำบัดแล้วจะถูกขัดให้เงาจนเหมือนกระจก และชิ้นส่วนต่างๆ ของชุดแม่พิมพ์จะถูกประกอบและทดสอบ
การเลือกวัสดุที่เหมาะสมเพื่อความทนทานยาวนาน
สรุปได้ว่า การเลือกเหล็กหล่อสำหรับแม่พิมพ์ตัดขึ้นรูปรถยนต์ขนาดใหญ่เป็นทางเลือกเชิงวิศวกรรมที่ตั้งอยู่บนพื้นฐานความเข้าใจอย่างลึกซึ้งในด้านวิทยาศาสตร์วัสดุและเศรษฐศาสตร์การผลิต คุณสมบัติ inherent ของวัสดุในด้านความแข็งแรงต่อแรงอัด ความสามารถในการลดการสั่นสะเทือน และความต้านทานการสึกหรอที่ยอดเยี่ยม ทำให้เป็นพื้นฐานที่มั่นคงสำหรับเครื่องมือที่ต้องทำงานได้อย่างเชื่อถือได้ภายใต้สภาวะที่รุนแรง โดยการเลือกใช้ระหว่างเหล็กกล้าเทา (gray iron) ซึ่งมีความเสถียรและคุ้มค่า หรือเหล็กหล่อเหนียว (ductile iron) ที่มีความแข็งแรงและความต้านทานต่อแรงกระแทกที่ดีกว่า วิศวกรสามารถปรับแต่งประสิทธิภาพและอายุการใช้งานของแต่ละชิ้นส่วนภายในชุดแม่พิมพ์ให้เหมาะสมที่สุด
อย่างไรก็ตาม วัตถุดิบเป็นเพียงส่วนหนึ่งของสมการเท่านั้น กระบวนการขั้นสูง เช่น การกลึงความแม่นยำสูงและการบำบัดผิวด้วยเทคนิคขั้นสูงอย่างไนไดริดิ้งไอออน (ion nitriding) ต่างหากที่ทำให้เหล็กหล่อสามารถแสดงศักยภาพได้อย่างเต็มที่ ขั้นตอนเหล่านี้เปลี่ยนชิ้นงานหล่อหยาบให้กลายเป็นเครื่องมือประสิทธิภาพสูง ซึ่งสามารถผลิตชิ้นส่วนรถยนต์ที่ปราศจากข้อบกพร่องได้นับล้านชิ้น สุดท้ายนี้ การครองตลาดอย่างต่อเนื่องของเหล็กหล่อในงานดังกล่าว ถือเป็นเครื่องพิสูจน์ถึงความเหนือชั้นของวัสดุชนิดนี้ในด้านประสิทธิภาพ ความสามารถในการผลิต และคุ้มค่าต่อการลงทุน
คำถามที่พบบ่อย
1. วัสดุใดเหมาะสมที่สุดสำหรับแม่พิมพ์ตัดขนาดใหญ่?
สำหรับแม่พิมพ์ตัดชิ้นส่วนรถยนต์ขนาดใหญ่ เหล็กหล่อ โดยเฉพาะเหล็กหล่อสีเทา (gray cast iron) สำหรับฐาน และเหล็กหล่อเหนียว (ductile/nodular cast iron) สำหรับชิ้นส่วนที่รับแรงสูง เป็นวัสดุที่เหมาะสมที่สุดและใช้กันอย่างแพร่หลาย เนื่องจากมีความแข็งแรงต่อแรงอัดได้ดีเยี่ยม สามารถลดการสั่นสะเทือน ทนต่อการสึกหรอ และมีต้นทุนที่เหมาะสมสำหรับการผลิตเครื่องมือขนาดใหญ่เช่นนี้
2. ทำไมจึงจำเป็นต้องทำการบำบัดผิวสำหรับแม่พิมพ์เหล็กหล่อ?
จำเป็นต้องมีการบำบัดพื้นผิว เช่น การไนไตรด์ด้วยไอออน เพื่อเพิ่มความแข็งของพื้นผิวอย่างมีนัยสำคัญและลดแรงเสียดทาน ซึ่งจะช่วยป้องกันปัญหาทั่วไป เช่น การติดแน่น (การยึดติด) และรอยขีดข่วนที่เกิดขึ้นขณะขึ้นรูปเหล็กเคลือบหรือเหล็กความแข็งสูงรุ่นใหม่ วิธีนี้ช่วยให้มั่นใจได้ว่าแม่พิมพ์จะคงสภาพผิวเรียบที่เหนือกว่าและยืดอายุการใช้งานออกไป
3. เหล็กหล่อ (Cast iron) ยังคงเกี่ยวข้องในอุตสาหกรรมการผลิตรถยนต์สมัยใหม่อยู่หรือไม่
ยังคงเกี่ยวข้องอย่างมาก แม้จะมีเหล็กขั้นสูงและโลหะผสมอื่นๆ ให้เลือกใช้ แต่เหล็กหล่อยังคงมีความสำคัญสำหรับการใช้งานเช่น แม่พิมพ์ขึ้นรูปขนาดใหญ่ และบล็อกเครื่องยนต์ ด้วยคุณสมบัติทางกลที่เป็นเอกลักษณ์ ความสามารถในการหล่อเป็นรูปร่างซับซ้อนได้อย่างยอดเยี่ยม รวมถึงข้อได้เปรียบด้านเศรษฐกิจโดยรวม ทำให้เหล็กหล่อเป็นตัวเลือกที่เหมาะสมอย่างยิ่งสำหรับชิ้นส่วนรถยนต์จำนวนมากที่ผลิตในปริมาณสูง