 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

เหล็ก A2 เทียบกับ D2: อันไหนเหมาะกับแม่พิมพ์ขึ้นรูปของคุณ?

สรุปสั้นๆ
เมื่อเลือกวัสดุสำหรับแม่พิมพ์ตัดขึ้นรูป การเลือกระหว่างเหล็กเครื่องมือ A2 และ D2 มีข้อพิจารณาที่สำคัญแตกต่างกัน D2 มีความต้านทานการสึกหรอที่ดีเยี่ยม ทำให้เหมาะกับงานผลิตจำนวนมากและวัสดุที่ก่อให้เกิดการสึกหรอ โดยเน้นย้ำถึงอายุการใช้งานของแม่พิมพ์ที่ยาวนาน ในทางตรงกันข้าม เหล็กเครื่องมือ A2 มีความเหนียวที่ดีกว่าอย่างมาก ซึ่งช่วยป้องกันการแตกร้าวหรือสลายตัวของแม่พิมพ์ที่มีรูปร่างซับซ้อน หรือในสภาวะที่มีแรงกระแทกสูง นอกจากนี้ A2 ยังสามารถกลึงได้ง่ายกว่าและมีต้นทุนต่ำกว่า ทำให้เป็นตัวเลือกที่ยืดหยุ่นสำหรับการประยุกต์ใช้งานหลากหลายประเภท
คุณสมบัติพื้นฐาน: บทนำเกี่ยวกับเหล็กเครื่องมือ A2 และ D2
A2 และ D2 ต่างก็เป็นเหล็กกล้าเครื่องมือสำหรับงานเย็นที่มีคาร์บอนและโครเมียมสูง แต่สูตรเฉพาะของแต่ละชนิดทำให้มีคุณสมบัติที่แตกต่างกัน A2 มักถูกมองว่าเป็นเกรดอเนกประสงค์ที่ใช้งานได้หลากหลาย โดยสร้างความสมดุลระหว่างความเหนียวและความต้านทานการสึกหรอ ซึ่งทำหน้าที่เชื่อมระหว่างเหล็กกล้าที่แข็งตัวด้วยน้ำมันกับเหล็กกล้าโครเมียมสูงอย่าง D2 ในทางตรงกันข้าม D2 เป็นเหล็กกล้าเฉพาะทางที่ออกแบบมาเพื่อให้มีความต้านทานการสึกหรอสูงสุดในงานที่ต้องการประสิทธิภาพสูงและปริมาณมาก
ความแตกต่างหลักอยู่ที่องค์ประกอบทางเคมี ซึ่งกำหนดสมรรถนะของวัสดุ D2 มีปริมาณโครเมียมและคาร์บอนสูงกว่ามาก ซึ่งเป็นปัจจัยสำคัญที่ทำให้มีความสามารถในการต้านทานการสึกหรอได้อย่างยอดเยี่ยม ระหว่างกระบวนการอบความร้อน องค์ประกอบเหล่านี้จะสร้างอนุภาคคาร์ไบด์โครเมียมที่แข็งแรงในปริมาณมากภายในโครงสร้างผลึกของเหล็กกล้า ซึ่งช่วยต้านทานการสึกกร่อนในระหว่างการทำงานตัดหรือกดขึ้นรูป ส่วน A2 มีปริมาณโลหะผสมที่น้อยกว่า ส่งผลให้มีโครงสร้างจุลภาคที่เหนียวและสม่ำเสมอกว่า
ตารางด้านล่างแสดงองค์ประกอบทางเคมีโดยทั่วไปที่ใช้กำหนดคุณลักษณะของวัสดุทั้งสองชนิด
| ธาตุ | เหล็กเครื่องมือ A2 (ค่าทั่วไป %) | เหล็กเครื่องมือ D2 (ค่าทั่วไป %) |
|---|---|---|
| คาร์บอน (C) | 0.95 - 1.05 | 1.40 - 1.60 |
| โครเมียม (Cr) | 4.75 - 5.50 | 11.00 - 13.00 |
| โมลิบดีนัม (Mo) | 0.90 - 1.40 | 0.70 - 1.20 |
| วาเนเดียม (V) | 0.15 - 0.50 | ≤ 1.10 |
หลังจากการอบความร้อนอย่างเหมาะสม ทั้งสองชนิดของเหล็กสามารถบรรลุระดับความแข็งที่ใกล้เคียงกัน โดยทั่วไปอยู่ในช่วง 57-62 HRC สำหรับ A2 และ 55-62 HRC สำหรับ D2 อย่างไรก็ตาม ความแข็งเพียงอย่างเดียวไม่สามารถบอกเรื่องราวทั้งหมดได้ ความแตกต่างด้านสมรรถนะในเรื่องความเหนียวและความต้านทานการสึกหรอที่ระดับความแข็งนี้ คือสิ่งที่ทำให้ทั้งสองชนิดแตกต่างกันอย่างแท้จริงในการใช้งานแม่พิมพ์ตัด (stamping die)
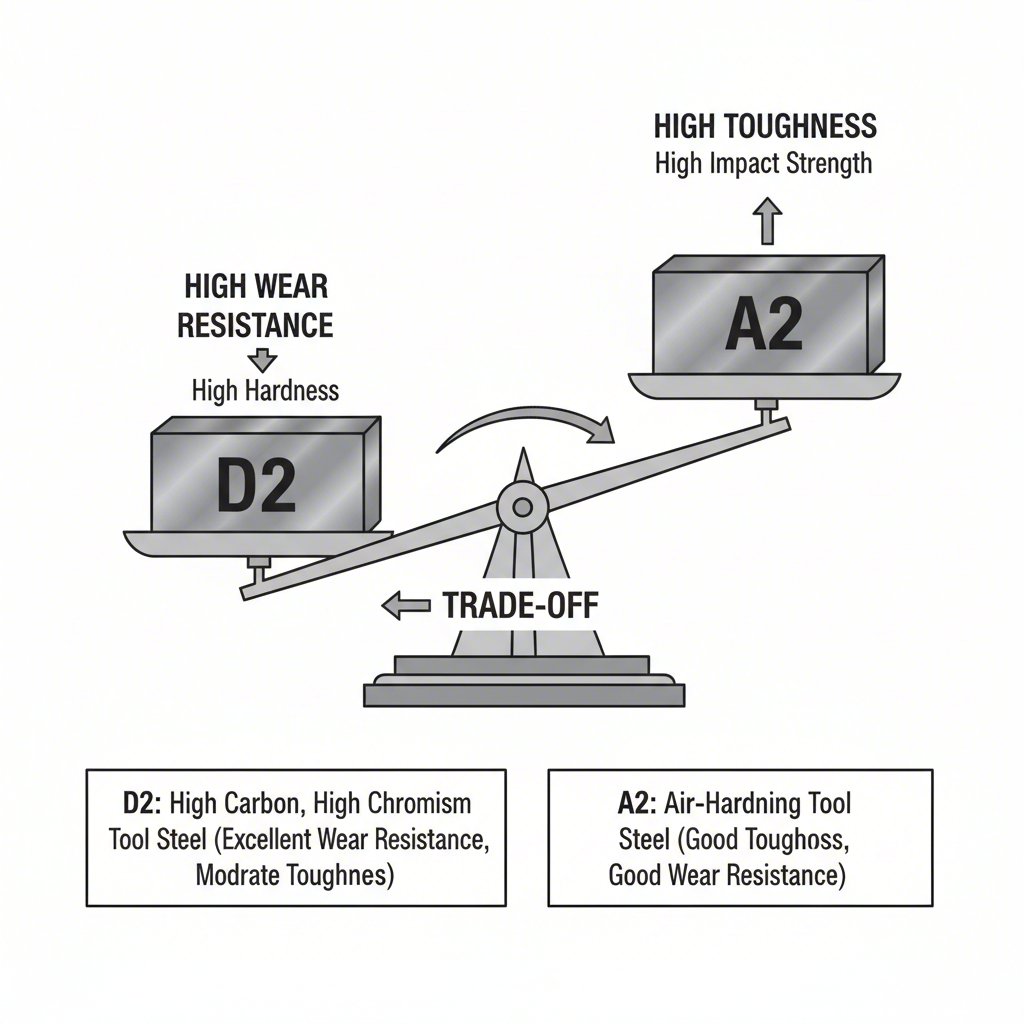
การเปรียบเทียบแก่นหลัก: ความต้านทานการสึกหรอ เทียบกับ ความเหนียวในแม่พิมพ์ตัด
ปัจจัยสำคัญในการตัดสินใจเลือกระหว่าง A2 และ D2 สำหรับแม่พิมพ์ตัด คือ ความสมดุลระหว่างความต้านทานการสึกหรอและความเหนียว คุณสมบัติทั้งสองประการนี้มีความสัมพันธ์ผกผันกัน กล่าวคือ การได้มาซึ่งค่าหนึ่งมากขึ้น มักหมายถึงการสูญเสียอีกค่าหนึ่งไปบางส่วน การเข้าใจข้อแลกเปลี่ยนนี้เป็นสิ่งจำเป็นเพื่อเพิ่มประสิทธิภาพและยืดอายุการใช้งานของแม่พิมพ์
เหล็กกล้าเครื่องมือ D2 เป็นผู้นำอย่างชัดเจนในด้านความต้านทานการสึกหรอ ปริมาณสูงของคาร์ไบด์โครเมียมที่มีขนาดใหญ่และแข็ง ทำให้มีความต้านทานแรงกัดกร่อนได้อย่างยอดเยี่ยม โดยเฉพาะเมื่อนำไปใช้ตัดวัสดุที่มีความแข็งหรือมีส่วนประกอบที่ก่อให้เกิดการสึกหรอ เช่น เหล็กที่มีซิลิคอนสูง ส่งผลให้สามารถผลิตชิ้นงานได้มากขึ้นระหว่างการลับคม ลดเวลาหยุดทำงาน และลดต้นทุนต่อชิ้นงานในสถานการณ์ที่ผลิตจำนวนมาก อย่างไรก็ตาม ความสามารถในการต้านทานการสึกหรอที่สูงนี้มาพร้อมกับข้อเสียด้านความเหนียว คาร์ไบด์ที่ช่วยต้านทานการสึกหรอนี้เอง ก็อาจกลายเป็นจุดรับแรงเครียดภายใน ทำให้ D2 เปราะกว่าและมีแนวโน้มที่จะแตกร้าวหรือเกิดความเสียหายอย่างรุนแรงเมื่อเจอแรงกระแทกทันที หรือแรงดัดข้างที่สูง
เหล็กเครื่องมือ A2 ในทางกลับกัน มีความเหนียวที่ดีเยี่ยม เนื่องจากมีปริมาณโลหะผสมต่ำกว่าและโครงสร้างคาร์ไบด์ที่ละเอียดขึ้น ทำให้มีความต้านทานต่อการแตกหักและการแตกร้าวได้ดีมาก จึงทำให้ A2 เป็นตัวเลือกที่ยอดเยี่ยมสำหรับแม่พิมพ์ที่มีรายละเอียดซับซ้อน มุมแหลม หรือสำหรับการใช้งานที่เกี่ยวข้องกับกระบวนการขึ้นรูปหนักหรือการตัดเฉือนที่มีแรงกระแทกเป็นปัจจัยสำคัญ ถึงแม้ว่าความสามารถในการต้านทานการสึกหรอจะต่ำกว่า D2 แต่ก็ยังถือว่าดี และเพียงพอสำหรับงานผลิตช่วงสั้นถึงกลาง หรือเมื่อมีการตอกแผ่นวัสดุที่นิ่มกว่า
เหล็กเครื่องมือ A2
- ข้อดี: ความเหนียวและความต้านทานต่อแรงกระแทกที่ดีเยี่ยม ทนต่อการแตกร้าวน้อยกว่า และสามารถกลึงได้ดีกว่า
- ข้อเสีย: ความสามารถในการต้านทานการสึกหรอต่ำกว่า D2 จำเป็นต้องลับบ่อยขึ้นในงานที่มีปริมาณการผลิตสูง
เหล็กกล้าสำหรับทำแม่พิมพ์ชนิด D2
- ข้อดี: ต้านทานการสึกหรอและรักษารอยตัดได้อย่างยอดเยี่ยม เหมาะสำหรับงานผลิตยาวนานและวัสดุที่กัดกร่อน
- ข้อเสีย: ความเหนียวต่ำกว่า (เปราะกว่า) เสี่ยงต่อการแตกร้าวภายใต้แรงกระแทก และยากต่อการกลึง
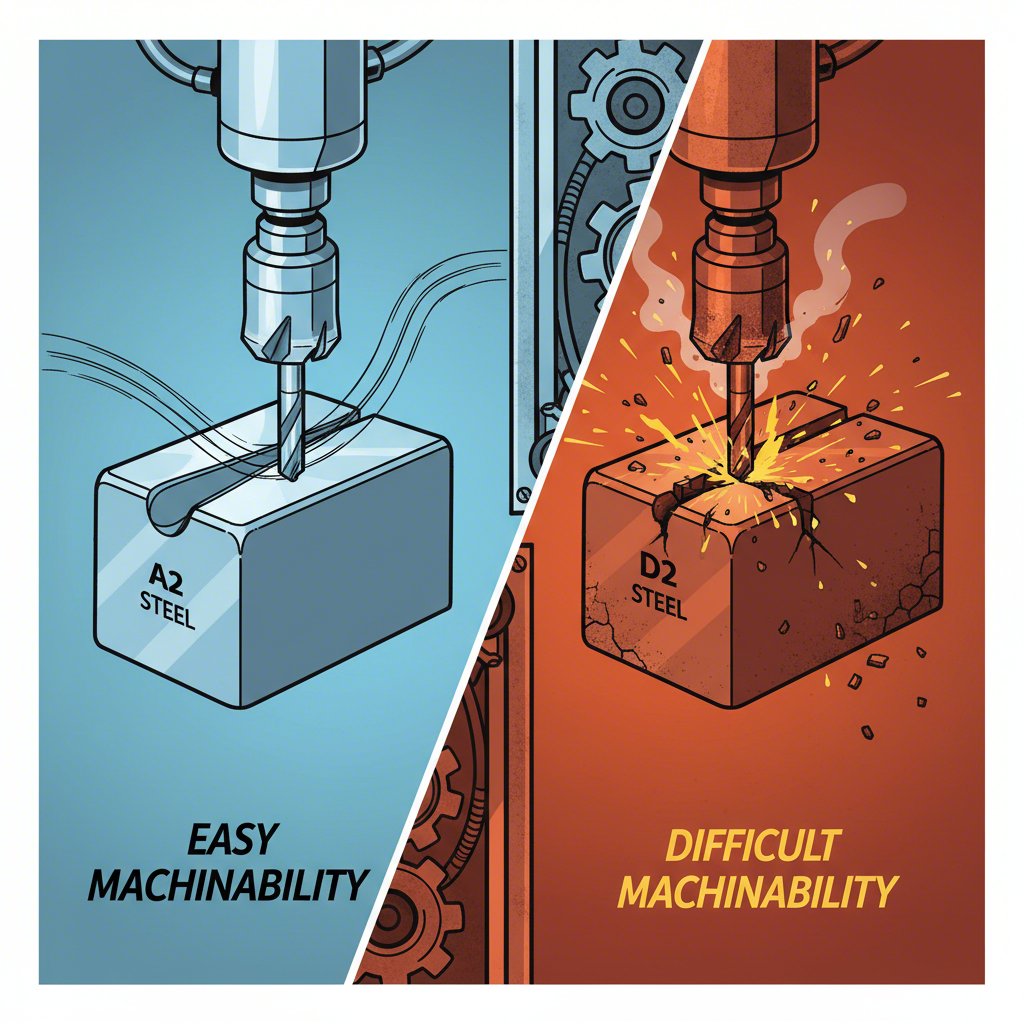
พิจารณาเรื่องความสามารถในการกลึงและการผลิต
นอกเหนือจากคุณสมบัติด้านประสิทธิภาพแล้ว ปัจจัยด้านการผลิตที่เกี่ยวข้องกับการทำแม่พิมพ์ตัดขึ้นรูปถือเป็นสิ่งสำคัญอย่างยิ่ง ซึ่งเป็นอีกหนึ่งด้านที่เหล็กเครื่องมือ A2 และ D2 มีความแตกต่างกันอย่างชัดเจน เหล็กเครื่องมือ A2 สามารถกลึงและเจียรได้ง่ายกว่ามาก โดยโครงสร้างจุลภาคของมันให้ความเอื้อเฟื้อต่อเครื่องมือตัด ทำให้สามารถใช้ความเร็วในการกลึงที่สูงขึ้น ลดการสึกหรอของเครื่องมือ และในท้ายที่สุดช่วยลดต้นทุนการผลิต ข้อได้เปรียบนี้มีความสำคัญอย่างยิ่งเมื่อผลิตแม่พิมพ์ที่ซับซ้อนซึ่งต้องการการกลึงขึ้นรูปอย่าง extensive
D2 นั้นเนื่องจากมีปริมาณคาร์ไบด์โครเมียมที่กัดกร่อนสูง จึงเป็นที่รู้กันว่ามีความยากในการกลึงอย่างมาก มันทำให้เครื่องมือตัดสึกหรออย่างรวดเร็ว จำเป็นต้องใช้ความเร็วในการกลึงที่ต่ำกว่า และอาจต้องอาศัยอุปกรณ์พิเศษ เช่น เครื่องมือตัดแบบคาร์ไบด์ หรือเทคนิคขั้นสูงอย่างการกัดด้วยไฟฟ้า (Electrical Discharge Machining - EDM) การเจียรก็อาจทำได้ยากกว่าเช่นกัน ซึ่งเพิ่มระยะเวลาและต้นทุนในกระบวนการผลิตแม่พิมพ์ อุปสรรคเหล่านี้ในการผลิตถือเป็นข้อเสียสำคัญของ D2 และจำเป็นต้องนำมาพิจารณาประกอบในสมการต้นทุนรวม
เหล็กทั้ง A2 และ D2 เป็นเหล็กกล้าที่แข็งตัวได้ด้วยอากาศ ซึ่งเป็นข้อได้เปรียบที่สำคัญที่ทำให้มีความคงตัวของขนาดในระดับสูงระหว่างการอบความร้อน หมายความว่า ทั้งสองชนิดมีแนวโน้มบิดงอง่ายหรือเสียรูปน้อยลงในกระบวนการชุบแข็ง ซึ่งเป็นสิ่งสำคัญอย่างยิ่งต่อการรักษาระดับความคลาดเคลื่อนที่แคบตามที่ต้องการสำหรับแม่พิมพ์ตัด (stamping dies) แม้ว่าทั้งสองชนิดจะมีความเสถียร แต่โดยทั่วไป A2 จะถูกมองว่ามีความทนทานต่อข้อผิดพลาดมากกว่า ในขณะที่ D2 มีปริมาณโลหะผสมสูงกว่า จึงอาจไวต่อพารามิเตอร์การอบความร้อนมากกว่า
| ปัจจัย | เหล็กเครื่องมือ A2 | เหล็กกล้าสำหรับทำแม่พิมพ์ชนิด D2 |
|---|---|---|
| ความสามารถในการกลึง | ดี | แย่ / ยาก |
| ความสามารถในการบด | ดี | คนจน |
| ความเสถียรของการอบความร้อน | ยอดเยี่ยม | ดีมาก |
การวิเคราะห์ต้นทุน-ประสิทธิภาพและการแนะนำขั้นสุดท้าย
การตัดสินใจเลือกระหว่างเหล็กกล้า A2 และ D2 สำหรับแม่พิมพ์ตัด ขึ้นอยู่กับการวิเคราะห์ต้นทุนและประสิทธิภาพโดยรวม การเลือกไม่ใช่เพียงแค่การพิจารณาว่าเหล็กชนิดใด "ดีกว่า" แต่คือการพิจารณาว่าเหล็กชนิดใดเหมาะสมทางเศรษฐกิจที่สุดสำหรับการใช้งานเฉพาะเจาะจง โดยต้องพิจารณาปัจจัยต่างๆ ที่เกินกว่าราคาของวัสดุเริ่มต้น ได้แก่ ต้นทุนการผลิต และอายุการใช้งานโดยรวมที่คาดว่าจะได้รับจากแม่พิมพ์
A2 โดยทั่วไปมีราคาถูกกว่าในฐานะวัตถุดิบ และอย่างที่ได้กล่าวไว้ ต้นทุนในการกลึงเป็นแม่พิมพ์สำเร็จรูปนั้นต่ำกว่าอย่างมาก สำหรับงานผลิตช่วงสั้นถึงกลาง หรือสำหรับการตัดแตะวัสดุที่ไม่ก่อให้เกิดการกัดกร่อน A2 มักเป็นทางเลือกที่คุ้มค่าที่สุด ความเหนียวที่ยอดเยี่ยมของมันช่วยเพิ่มระยะปลอดภัยจากการเสียรูปของแม่พิมพ์ก่อนเวลาอันควร ทำให้เป็นวัสดุที่เชื่อถือได้สำหรับงานหลากหลายประเภท
ต้นทุนวัสดุและต้นทุนการกลึงของ D2 ที่สูงกว่าสามารถให้เหตุผลได้ก็ต่อเมื่อการทนต่อการสึกหรอที่เหนือกว่านำมาซึ่งผลตอบแทนจากการลงทุนที่ชัดเจน ตัวอย่างเช่น ในการผลิตชิ้นงานยาวนานด้วยกระบวนการตัดแตะเหล็กสเตนเลสที่กัดกร่อน แม่พิมพ์ D2 อาจมีอายุการใช้งานยาวนานกว่าแม่พิมพ์ A2 หลายเท่า การยืดอายุการใช้งานนี้ช่วยลดความจำเป็นในการหยุดเครื่องเพื่อซ่อมแซมหรือเปลี่ยนแม่พิมพ์ ซึ่งเป็นค่าใช้จ่ายสูง ส่งผลให้ต้นทุนรวมตลอดอายุการใช้งานต่ำลง แม้จะมีต้นทุนเริ่มต้นสูงกว่า การเลือกใช้วัสดุจึงกลายเป็นการคำนวณทางเศรษฐศาสตร์ นั่นคือ ค่าใช้จ่ายที่ประหยัดได้จากการลดเวลาหยุดเครื่องและการเปลี่ยนแม่พิมพ์บ่อยๆ จะมากพอที่จะชดเชยค่าใช้จ่ายเริ่มต้นที่สูงขึ้นหรือไม่
สำหรับโครงการที่สำคัญ โดยเฉพาะในภาคอุตสาหกรรมที่มีข้อกำหนดสูง เช่น การผลิตรถยนต์ การปรึกษากับผู้เชี่ยวชาญอาจมีคุณค่าอย่างยิ่ง บริษัทอย่าง Shaoyi (Ningbo) Metal Technology Co., Ltd. เชี่ยวชาญด้านแม่พิมพ์ตัดแตะรถยนต์ความแม่นยำสูง และสามารถให้คำแนะนำจากผู้เชี่ยวชาญเกี่ยวกับการเลือกวัสดุและการออกแบบแม่พิมพ์ เพื่อให้มั่นใจถึงประสิทธิภาพสูงสุดและประสิทธิภาพด้านต้นทุนสำหรับชิ้นส่วนเฉพาะของคุณ
เพื่อตัดสินใจขั้นสุดท้าย ให้ใช้เมทริกซ์ต่อไปนี้ในการประเมินความต้องการเฉพาะด้านของแอปพลิเคชันคุณ:
| ปัจจัย | เหล็กเครื่องมือ A2 | เหล็กกล้าสำหรับทำแม่พิมพ์ชนิด D2 |
|---|---|---|
| ความต้านทานการสึกหรอ | ดี | ยอดเยี่ยม |
| ความเหนียว (ความต้านทานการแตกร้าว) | ยอดเยี่ยม | ปานกลาง |
| ความสามารถในการกลึง | ดี | คนจน |
| ต้นทุนเริ่มต้น (วัสดุ + การกลึง) | ต่ํากว่า | สูงกว่า |
| แอปพลิเคชันที่เหมาะสมที่สุด | วัตถุประสงค์ทั่วไป, เครื่องมือซับซ้อน, งานผลิตจำนวนปานกลาง, การตอกแบบกระแทกสูง | งานผลิตจำนวนมาก, วัสดุกัดกร่อน, รูปร่างเครื่องมือง่าย |
คำถามที่พบบ่อย
1. D2 แข็งกว่า A2 หรือไม่?
แม้ว่า D2 จะสามารถบรรลุค่าความแข็งร็อคเวลล์สูงสุด (HRC) ได้มากกว่าเล็กน้อย แต่เหล็กทั้งสองชนิดทำงานในช่วงความแข็งที่ใกล้เคียงกันมาก (โดยทั่วไปอยู่ที่ 55-62 HRC) ความแตกต่างที่สำคัญกว่าไม่ใช่เรื่องความแข็ง แต่เป็นความต้านทานการสึกหรอ องค์ประกอบทางเคมีเฉพาะตัวของ D2 ที่มีคาร์บอนและโครเมียมสูง ทำให้เกิดอนุภาคคาร์ไบด์ที่แข็งในปริมาณมาก คาร์ไบด์เหล่านี้ทำให้ D2 มีความต้านทานต่อการสึกหรอจากแรงเสียดสีได้ดีเยี่ยม ซึ่งมักถูกมองว่า "แข็งกว่า" ในทางปฏิบัติ แม้ว่าค่า HRC โดยรวมจะใกล้เคียงกับ A2
2. เหล็กเครื่องมือ A2 เหมาะสำหรับอะไร?
เหล็กเครื่องมือ A2 เป็นวัสดุที่มีความหลากหลายสูงมาก โดยได้รับการยอมรับในด้านความสมดุลที่ดีเยี่ยมระหว่างความเหนียวและความต้านทานการสึกหรอที่เหมาะสม มันเหมาะสำหรับการใช้งานในงานแปรรูปเย็นหลายประเภท เช่น พิมพ์ตัด (blanking dies), พิมพ์ขึ้นรูป (forming dies), เครื่องมือตอก (stamping tools) และมีดอุตสาหกรรม ความเหนียวสูงของมันทำให้เหมาะอย่างยิ่งกับเครื่องมือที่ต้องรับแรงกระแทก หรือแม่พิมพ์ที่มีการออกแบบซับซ้อน ซึ่งอาจเกิดการแตกร้าวได้หากผลิตจากวัสดุที่เปราะกว่า
3. ข้อเสียของเหล็ก D2 คืออะไร
ข้อเสียหลักของเหล็ก D2 มาจากคุณสมบัติเดียวกันที่ทำให้มันมีความต้านทานการสึกหรอดีเยี่ยม ความเหนียวที่ต่ำกว่าทำให้มันเปราะกว่าและเสี่ยงต่อการแตกร้าวหรือหักภายใต้แรงกระแทก นอกจากนี้ยังมีความยากและค่าใช้จ่ายสูงกว่าในการกลึงและเจียรเนื่องจากธรรมชาติที่กัดกร่อน สุดท้าย ถึงแม้ว่าปริมาณโครเมียมสูงจะช่วยเพิ่มความต้านทานการกัดกร่อนในระดับหนึ่ง แต่มันไม่ใช่เหล็กสเตนเลส และจะเกิดสนิมได้หากไม่ได้รับการดูแลรักษาอย่างเหมาะสม