 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

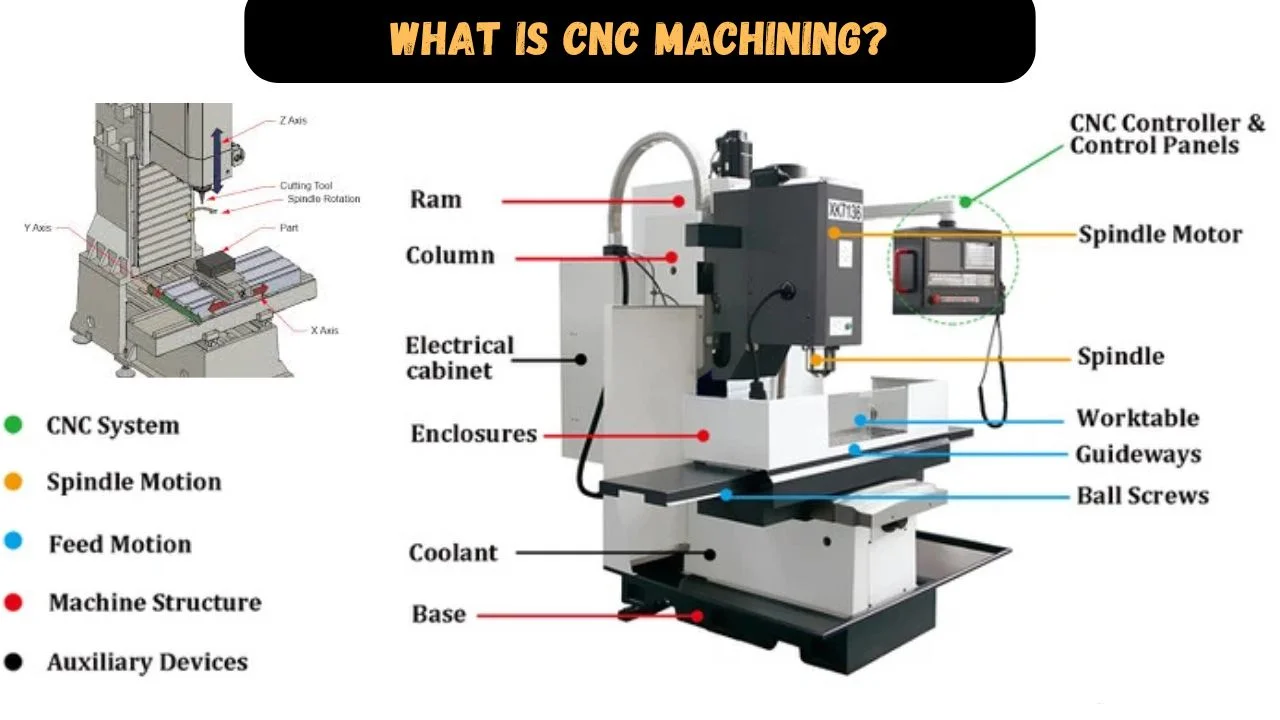
Vad är CNC-bearbetning? Se hur råmaterial omvandlas till precisionsdelar
Vad är CNC-bearbetning i enkla ord
Vad CNC betyder i enkla ord
CNC står för datorstyrd numerisk styrning. I enkla ord betyder det att en dator styr hur ett maskinverktyg rör sig och fungerar. Om du har sökt vad står cnc-maskin för eller till och med skrivit cnc-maskin vad är det , är kortsvaret detta: det är en maskin som följer programmerade instruktioner istället for att endast förlita sig på manuell handstyrning.
CNC-bearbetning är en subtraktiv tillverkningsprocess där datorstyrda maskinverktyg avlägsnar material från råmaterial, såsom metall eller plast, för att skapa färdiga delar.
Vad CNC-bearbetning faktiskt gör
Den skillnaden är viktig. CNC är kontrollmetoden. CNC-bearbetning är själva skärprocessen . Programinstruktioner styr fräsar, svarv, router och andra verktygsmaskiner för att avlägsna material från en massiv block, platta eller stav. Istället for att bygga en del genom att lägga till material, skär maskinen bort det som inte hör dit. På så sätt tillverkar verkstäder vanliga komponenter som fästen, höljen och axlar.
När människor frågar vad är cnc-mackning , vill de vanligtvis ha den praktiska bilden: digitala instruktioner som omvandlar råmetall eller plast till en exakt del. Och när frågan är cnc-bearbetning vad är det , är den tydligaste förklaringen kontrollerad materialavlägsning.
CNC jämfört med CNC-bearbetning – utan jargong
När människor frågar vad är en cnc-maskin eller vad menas med cnc-maskin , gör dessa grundläggande termer ämnet mycket lättare att följa:
- CAD: Datorstödd konstruktionsprogramvara som används för att skapa delritningen eller den tredimensionella modellen.
- CAM: Datorstödd tillverkningsprogramvara som omvandlar konstruktionen till bearbetningsinstruktioner.
- G-kod: Maskinspråket som anger hur utrustningen ska röra sig och fungera.
- Verktygsvägar: De banor som skärverktyget följer genom materialet.
- Tolerans: Det tillåtna avvikelseintervallet från målstorleken.
- Verktygshållning: Den skruvklämma, spännfång, kläm eller fästutrustning som håller delen säkert på plats under bearbetning.
Dessa termer är ordförrådet bakom varje färdigställd del. Det intressanta är dock att se hur de hänger ihop från den digitala filen ända till den slutgiltiga fräsade komponenten.
Vad är CNC-fräsprocessen steg för steg
Dessa grundläggande termer börjar bli begripliga när du ser hur de fungerar tillsammans i ordning. Om du någonsin har undrat " vad är en cnc-maskin och hur fungerar det?" är det tydligaste svaret att följa en del från en digital fil till en färdig komponent. I en verklig verkstad är endast fräsningen en del av historien. Installation, verifiering, inspektion, avkantning och efterbehandling ingår i hur godkända delar faktiskt tillverkas.
Från CAD-modell till CAM-verktygspaths
- Definiera delen i CAD. Processen börjar med en 2D-ritning eller en 3D-modell. Denna konstruktion specificerar geometrin, viktiga funktioner, materialval och toleranskrav.
- Skapa verktygspaths i CAM. CAM-programvara planerar hur maskinen kommer att tillverka delen. Den väljer bearbetningsoperationer, verktyg och skärningsordning, och genererar sedan verktygspålar, vilket är de banor som skärdelen följer. Här väljs också fördjupningshastighet (feed) och varvtal (speed). Fördjupningshastighet är hur snabbt verktyget avancerar genom materialet. Varvtal syftar vanligtvis på spindelns varvtal, dvs. hur snabbt spindeln roterar.
- Postbearbetning till maskinläsbar kod. Detta är där CNC-maskinprogrammering blir praktisk. CAM-utdata omvandlas till kod som styrningen kan läsa. Om du har sökt efter vad G-kod är inom CNC-maskiner är G-kod det instruktionsspråk som talar om för maskinen var och hur den ska röra sig. Människor frågar också ofta vad G-kod och M-kod är inom CNC-maskiner. I enkla termer styr G-koder rörelse, medan M-koder styr maskinfunktioner såsom start av spindeln, kylvätska, pauser och verktygsbyten. Om frågan är vad M-kod är inom CNC-maskiner kan man tänka på den som en kommando för maskinfunktioner snarare än ett kommando för skärningsbana.
Hur G-kod styr maskinen
- Ställ in maskinen och säkra materialet. Operatören laddar verktyg, monterar råmaterialet i en skruvstäd, spännfacka eller fästutrustning och ställer in arbetsuppspänningen. Därefter matas förskjutningar in. En förskjutning är ett lagrat värde som informerar styrningen om var nollpunkten för arbetsstycket ligger och var spetsen på respektive verktyg faktiskt befinner sig.
- Kör en tomkörning och verifiera. Innan den verkliga bearbetningen testas programmet ofta ovanför delen. Om du undrar vad en tomkörning är inom CNC-bearbetning är det en kontrollpass utan skärning, som används för att på ett säkert sätt upptäcka felaktiga rörelser, otillräckliga friheter eller inställningsfel.
Inställning, bearbetning, inspektion och avslutning
- Bearbeta materialet. Maskinen följer programmet för att fräsa, borra, svara eller borrskära råmaterialet till önskad form.
- Kontrollera egenskaper under bearbetningen. Operatörer mäter viktiga mått under processen och justerar slitagemarginaler eller verktygsförskjutningar om det behövs. Detta hjälper till att upprätthålla de avsedda toleranserna.
- Inspektera den färdiga delen. Slutkontroller kan utföras med skjutmått, mikrometerskruv, höjdmätare eller en koordinatmätmaskin (CMM). Detta är inte en valfri extra funktion. Det ingår i tillverkningsarbetsflödet.
- Avkantning, rengöring och avslutande bearbetning. Skarpa kanter tas bort, spån och kylvätska rengörs bort och alla nödvändiga avslutande bearbetningssteg slutförs så att delen är säker och användbar.
- G-kod: Kommandon för verktygets rörelse, t.ex. snabba förflyttningar, raka snitt och cirkelbågar.
- M-kod: Kommandon för maskinfunktioner, t.ex. spindel på, kylvätska på eller programstopp.
- Offset: Lagrade positionsvärden för verktygslängd och arbetsplats.
- Matning: Den programmerade verktygens framfartshastighet under bearbetning.
- Hastighet: Spindelns rotationshastighet som används för operationen.
- Torrt körning: En verifieringskörning utan att skära arbetsstycket.
Det är vad CNC-bearbetning innebär i praktiken. Sekvensen är liknande på olika verkstäder, men maskinen som utför arbetet kan variera kraftigt, och antalet axlar påverkar vilka områden verktyget faktiskt kan nå.
Vad är en CNC-fräs, en svarv och ett bearbetningscenter?
Antalet axlar börjar bara bli meningsfullt när man vet vilken maskin som faktiskt utför arbetet. Det är där många nybörjare stöter på problem. En fräs, en svarv, en router och ett bearbetningscenter är alla CNC-utrustningar , men de är inte utbytbara, och var och en är lämplig för en annan typ av del.
De främsta CNC-maskintyperna som du kommer att höra talas om
Om ditt fråga är vad är en CNC-fräs , föreställ dig en roterande fräs som formar ett fast arbetsstycke. Fräsar används vanligtvis för delar med plana ytor, fickor, spår och borrade funktioner. En svarv vänder på detta förhållande. I vad är en CNC-svarvmaskin termer: Arbetsstycket roterar medan skärverktyget avlägsnar material, vilket gör svarvar till ett naturligt val för axlar, bushingar, kopplingar och andra cylindriska delar.
Om du har sökt vad är en CNC-fräsmaskin tänk på en maskin som fungerar mycket likt en fräs, men ofta används på platta plåtmaterial och mjukare material såsom trä, plast och vissa aluminiumlegeringar – en skillnad som beskrivs av Rex Plastics. Ett CNC-bearbetningscentrum är vanligtvis en fräsorienterad maskin som är konstruerad för att hantera flera olika bearbetningsoperationer med hög upprepbarhet, vilket gör den till ett vanligt val för prismaformade delar med flera funktioner.
| Maskintyp | Typisk delform | Rörelsestil | När den föredras |
|---|---|---|---|
| Cnc fräs | Block, hållare, kåpor | Rotationsfräsaren rör sig längs linjära axlar | Platta ytor, fickor, konturer, hål |
| Cnc svarv | Axlar, bushingar, runda fästen | Arbetsstycket roterar medan verktyget skär | Cylindriska eller rotationsymmetriska delar |
| CNC FRÄSMITTENPUNKT | Prismatiska delar med flera funktioner | Fräsning som grund för bearbetning, ofta anordnad för färre monteringsställen | Delar som kräver flera fräsade funktioner med upprepningsnoggrannhet |
| Cnc-routern | Paneler, höljen, former baserade på plåt | Högfrekvent skärning på platta utgångsmaterial | 2D- och 2,5D-bearbetning i mjukare material |
Vad 3-axlig, 4-axlig och 5-axlig verkligen betyder
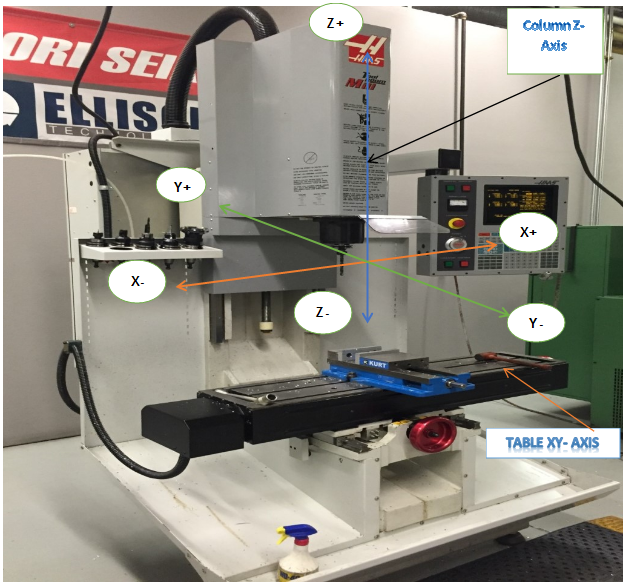
Det grundläggande koordinatsystemet består av X, Y och Z. Enligt A&M EDM beskrivs X och Y som horisontell rörelse och Z som vertikal rörelse. Så om du undrat i vilken riktning ligger z-axeln på CNC-maskinen , det enkla svaret på en typisk vertikal fräs är uppåt och nedåt.
En 3-axlig maskin rör sig i dessa tre linjära riktningar. En 4-axlig maskin lägger till roterande rörelse. I de flesta fräsdiskussioner, vad är den fjärde axeln på en CNC-maskin avser A-axeln, som roterar kring x-axeln, enligt förklaringen av CNC-kokbok . Denna extra räckvidd kan minska antalet gånger ett arbetsstycke måste tas bort och ompositioneras. Om du undrar vad är en 5-axlig CNC-maskin , så läggs en andra roterande axel till, vilket ger fräsverktyget eller arbetsstycket fler infallsvinklar för komplexa ytor och funktioner på flera sidor.
Kärntermer för rörelse som spindel, fördjupning och z-axel
- Spindel: Den roterande enheten som driver skärverktyget på en fräs eller router.
- Matning: Den hastighet med vilken verktyget avancerar genom materialet.
- Z-axel: Den vertikala skärriktningen på en typisk vertikal fräsanordning.
- Rotationsaxel: En extra axel som roterar delen eller verktyget för att förbättra tillvägagångssättet.
Dessa maskinkategorier förklarar vilka rörelser som är möjliga. Nästa praktiska fråga är annorlunda: även om rätt maskin står framför dig – vilken skärprocess bör ett verkstad välja för själva komponenten?

De viktigaste CNC-operationerna jämförda tydligt
Maskintypen anger hur rörelsen sker. Valet av operation anger hur komponenten faktiskt tillverkas. I de flesta verkstäder är den snabbaste metoden att välja en process att först titta på komponentens form, sedan kontrollera materialet, ytfinishkraven och svårighetsgraden för detaljerna. Därför kan en komponent fräsas, en annan svarvas och en tredje slutföras med slipning eller EDM.
När fräsning är det bästa valet
Om du undrar vad är en CNC-fräsmaskin , tänk på den allmänna lösningen för prismatiska delar. Fräsning använder en roterande fräs mot ett fast arbetsstycke för att skapa plana ytor, fickor, spår, konturer och funktioner på flera sidor. Den är ofta den bästa lösningen för konsoler, höljen, plåtar och delar med blandad geometri. RapidDirect noterar också att fräsning är väl lämpad för komplexa 3D-former, men inte den mest effektiva valet för verkligt runda delar.
Var snittning och borrning passar bäst
I vad är cnc skärmaskin med andra ord roterar arbetsstycket medan verktyget skär. Det gör att snittning naturligt passar för axlar, stift, bushingar, gängor, spår och andra funktioner som byggs kring en centrumlinje. Den är vanligtvis snabbare och mer ekonomisk för cylindriska delar än att försöka fräsa dem från alla sidor.
För håltillverkning, vad är en CNC-borrningsmaskin har ett enklare svar: den producerar hål snabbt. Borrning är ofta utgångspunkten, inte det slutgiltiga steget. När hålstorlek, justering eller ytkvalitet är viktiga kan verkstäder använda borrning eller kalibrering som efterföljande steg, enligt beskrivningen av RapidDirect.
Varför routning, EDM och slipning är viktiga
Routning liknar fräsning men väljs ofta för mjukare material och platta, arkliknande arbetsstycken. EDM är annorlunda. Om du har sökt vad är en CNC-EDM-maskin eller vad är en CNC-trådskärningsmaskin , avser det vanligtvis tråd-EDM, som använder elektriska urladdningar för att skära ledande material. RivCut betonar EDM för mycket hårda material, skarpa inre hörn samt små eller djupa detaljer som roterande verktyg har svårt att nå.
Vad är en CNC-slipmaskin förstås bäst som en slutförande process. Slipning avlägsnar mycket små mängder material med ett slipskiva för att förbättra måttkontrollen och ytytan på kritiska detaljer.
En sökning som vad är en CNC-skärningsmaskin kan sudda ut dessa skillnader. Den kan avse routningsutrustning eller profilskärningsutrustning, inklusive vad är en CNC-plasmaskärningsmaskin frågor, även om dessa processer löser en annan uppgift än att tillverka fickor, precisionshål eller svarvade axlar.
| Operation | Hur material avlägsnas | Geometri som passar bäst | Typiska resultat | Huvudsakliga avvägningar |
|---|---|---|---|---|
| Fräsning | Roterande fräs tar bort spån från en fast del | Platta ytor, fickor, spår, konturer, delar med flera sidor | Flexibel formning för bygglister, höljen och komplexa 3D-former | Mindre effektiv för enkla runddelar |
| Vändning | Roterande arbetsstycke skärs av ett stationärt eller fördelat verktyg | Axlar, stift, bushingar, gängor, spår | Snabba, upprepbara cylindriska funktioner | Begränsat för plana eller starkt oregelbundna geometrier |
| Borrning | Roterande borr gör eller påbörjar hål | Raka hål i många olika deltyper | Snabb hålskapning | Kan kräva borrning eller kalibrering för bättre noggrannhet och ytkvalitet |
| Rutering | Högvarvande roterande skärverktyg trimmar eller skär mjukare material | Platta profiler, paneler, delar baserade på plåt | Snabb skärning av mjukare material | Generellt mindre styva och mindre lämpade för precisionsarbete i hårdmetall |
| EDM | Elektriska urladdningar eroderar ledande material | Skarpa inre hörn, små spalter, svåråtkomliga inre funktioner | Utmärkt för hårda material och komplexa detaljer | Långsammare och mer specialiserad än konventionell skärning |
| Grindning | Slipverktyget avlägsnar mycket små mängder | Kritiska plana eller runda ytor | Strängare måttkontroll och jämnare ytor | Vanligtvis ett avslutande steg, inte den främsta formningsprocessen |
Att välja rätt bearbetningsmetod får geometrin inom önskat intervall. Om en del verkligen är användbar beror på något ännu mer praktiskt: hur materialet beter sig, hur stränga toleranserna måste vara och hur delen inspekteras och behandlas efter skärningen.
Material och kvalitet inom precisions-CNC-bearbetning
Att välja fräsning, svarvning eller EDM är det första steget för att skapa geometrin, men en användbar del beror på mer än endast den valda skärmetoden. Materialbeteende, toleranskrav, kontrollrutiner och efterbehandling påverkar alla slutresultatet. vad är Precision CNC-mBearbetning blir lättare att förstå. Det handlar inte bara om exakt skärning. Det handlar om exakt skärning kombinerad med rätt material, tillförlitlig mätning och rätt ytyta.
Material som ofta används vid CNC-bearbetning
Materialvalet påverkar hållfasthet, vikt, korrosionsbeständighet, ledningsförmåga, bearbetbarhet, ytyta och kostnad. Enligt riktlinjerna från Lindel är aluminium populärt tack vare sin lätta vikt och god bearbetbarhet, medan rostfritt stål och titan ofta väljs när korrosionsbeständighet och hållbarhet är avgörande. Messing är ren att bearbeta och erbjuder även god värme- och elektrisk ledningsförmåga. Konstruktionsplaster som PEEK, Delrin och UHMW kan minska vikten och öka kemisk eller fuktbeständighet. Stål och verktygsstål ger styvhet och hållfasthet, men är i allmänhet svårare att bearbeta än aluminium eller mässing.
Om du någonsin har undrat vad är CNC-bearbetning , är det praktiska svaret en del som skurits ur råmaterial och bringats till det krävda skicket för användning. En bygel, ett hölje eller en axel är inte egentligen färdigbearbetad bara för att verktyget slutat skära.
Hur toleranskontroll, inspektion och statistisk processkontroll (SPC) påverkar kvaliteten
Om du försöker definiera vad är CNC-bearbetning och tillverkning , detta är den större bilden. Toleranser är applikationsspecifika, så den avgörande frågan är inte hur stränga de kan vara, utan hur stränga de behöver vara. PTSMAKE noterar att arbete med stränga toleranser i krävande applikationer grovt kan ligga inom intervallet ±0,0001 tum till ±0,005 tum, men det intervallet utgör inte en standardregel för varje egenskap.
Kvalitetskontrollen börjar tidigt med inspektion av första artikeln och fortsätter sedan genom mätning under processen samt slutlig metrologi med hjälp av verktyg som mikrometrar, koordinatmätmaskiner (CMM) och optiska system. Statistisk processtyrning (SPC) hjälper till att spåra drift innan en hel serie går utanför specifikationen. Maskinens skick är också viktigt. En nybörjare som frågar vad är spel i en CNC-maskin frågar om förlorad rörelse i axeldrivan, vilket kan påverka upprepbarheten negativt. På samma sätt innebär vad är en kulscrew i en CNC-maskin att det handlar om komponenten för precisiondrift som möjliggör exakt och konsekvent rörelse längs en axel.
Bearbetningskvalitet inkluderar mätning, kantförhållanden och ytbearbetning, inte bara snittid.
Avslutande steg som utförs efter skärning
Efterbearbetning avgör ofta om komponenten är säker att hantera, passar korrekt och håller i drift. Praktisk vägledning för avslutande steg från CNC-kokbok visar hur vanliga dessa steg är:
- Avtagning av grader: Avlägsnar spån och avrundar skarpa kanter.
- Kulstrålning: Rengör ytan och ger en mer enhetlig utseende.
- Anodisering: Vanligt för aluminium när ytterligare ytskydd eller färg krävs.
- Platering: Applicerar ett metalllager för skydd eller funktionell prestanda.
- Beläggning: Inkluderar alternativ såsom målning eller pulverbeläggning.
- Värmebehandling: Ändrar hårdhet, särskilt vid stål, även om deformation kan kräva efterföljande bearbetning.
- Slipning eller polering: Används när ytterligare storlekskontroll eller ytyta krävs.
På ett praktiskt plan, vad är CNC-bearbetningsteknik kommer ned till detta fullständiga system för skärning, mätning och avslutning. Den kombinationen av precision, upprepbarhet och materialflexibilitet är exakt anledningen till att CNC passar så många olika verkliga delar och branscher.

Vad används CNC-bearbetning till i verklig produktion
En exakt, väl avslutad del är viktig eftersom den har en verklig funktion att utföra. Om du undrar vad används en CNC-maskin till eller vad används CNC-bearbetning till , är svaret mycket bredare än en enda verkstad eller en enda komponenttyp. CNC är mest användbart när en del kräver pålitliga mått, upprepbara resultat och ett verkligt val av material i metall eller plast.
Vad används CNC-bearbetning till i praktiken
Prototype Projects förklarar varför bearbetning är så lämplig för prototypdelar och små serier: den kräver inte specialverktyg, stödjer ett brett urval av material och ytor, och erbjuder hög upprepbarhet mellan delar. Det gör den till en praktisk lösning för:
- Prototypdelar som används för att testa passform, funktion eller montering
- Övergångsproduktion och små serier innan en annan process blir mer lämplig
- Ersättningsdelar för äldre utrustning eller reparationer
- Jiggar, fästen och testutrustning som används inom tillverkningen
- Upprepbara komponenter för slutanvändning, såsom hållare, kåpor, fördelningsblock, axlar och anpassade kapslingar
Industrier som är beroende av CNC-delar
Om du skriver vilken industri är CNC-bearbetning i ett sökfält finns det inget enda svar. Exempel som samlats in av Projekt MFG omfattar luft- och rymdfart, bilar, medicintekniska apparater, elektronik, robotik och automatisering, sjöfart, försvar samt förnybar energi, och mer. I daglig tillverkning innebär det ofta delar som:
- Bilhusningar, växlar, axlar och prototypmotorrelaterade komponenter
- Luft- och rymdfartsbyggnadsdelar, konstruktionsdelar och motorrelaterade komponenter
- Delar till medicintekniska apparater, t.ex. instrument, implantat, protetiska delar och tandtekniska komponenter
- Elektronikhöljen, värmehanteringsdelar och små interna funktioner
- Komponenter till industriell utrustning, t.ex. fördelar, byggnadsdelar, fästen och maskindelar
- Energidelar, inklusive turbinrelaterade axlar, nav, byggnadsdelar och husningar
Prototyp-, lågvolyms- och produktionsanvändningsfall
Om du undrar vad används en CNC-fräs för , tänk på plana ytor, fickor, hål och anpassade kapslingsfunktioner i prismaformade delar. För rundbearbetning vad används en CNC-svarv för är ännu mer direkt: axlar, stift, mantlar, gängor och andra svarvade funktioner. Denna breda tillämpningsmöjlighet är anledningen till att CNC förblir användbart från första prototypen till upprepad slutanvändningsproduktion, särskilt när precision, upprepbarhet och materialflexibilitet samtidigt är viktiga. Dessa styrkor är verkliga, men inte universella, vilket är anledningen till att valet av bearbetningsmetod alltid kräver en balanserad bedömning.
Vad används en CNC-maskin för och vilka är dess begränsningar
Människor söker ofta fraser som vad är en CNC-maskin för eller vad används en CNC-maskin för när de egentligen försöker besvara en praktisk fråga: Är CNC den rätta bearbetningsmetoden för denna del? Även klumpiga sökfraser som vad gör en CNC-maskin pekar vanligtvis på samma problem. CNC är kraftfullt, men det är inte automatiskt den bästa lösningen för varje geometri, volym eller budget.
Varför CNC-bearbetning är så utbredd
Råd från American Micro Industries och Protolabs visar varför verkstäder litar på CNC för prototyper, lågvolymsproduktion och precisionsdelar.
Fördelar
- Hög precision och noggrannhet: CNC är väl lämpat för delar som måste stämma exakt med konstruktionen.
- Upprepbarhet: När ett program och en inställning har kontrollerats kan samma del produceras konsekvent.
- Materialflexibilitet: Det fungerar med många metaller och plasttyper, inte bara en materialfamilj.
- Digital arbetsflöde: CAD, CAM och sparade program hjälper till att behålla konstruktioner och stödja återkommande beställningar.
- Lämpligt för komplexa men tillgängliga funktioner: Fack, hål, konturer och funktioner på flera sidor är mycket hanterbara när verktygen kan nå dem.
- Starkt för prototyper och små serier: Det kan tillverka en enskild del eller en begränsad serie utan specialanpassad formgivning.
Där CNC-fräsning är mindre lämplig
Även gränserna är lika viktiga. Aeron nämner vanliga begränsningar kopplade till verktygsåtkomst, skarpa inre hörn och den subtraktiva karaktären hos processen.
Nackdelar
- Högre kostnad vid mycket stora volymer: För stora produktionskvantiteter kan processer som injekteringsochling erbjuda bättre styckekonomi.
- Begränsningar i verktygsåtkomst: Ett fräskniv måste fysiskt kunna nå funktionen, vilket begränsar vissa inre geometrier.
- Inre hörn blir inte naturligt skarpa: Rundfräsverktyg lämnar avrundade inre hörn om inte en sekundär process används.
- Materialavfall: Eftersom material skärs bort från råmaterialet är avfallet vanligtvis högre än vid additiva metoder.
- Cykeltiden kan ackumuleras: Flera operationer, inställningar och avslutande steg kan göra komplexa delar långsammare att tillverka.
- Är fortfarande beroende av kvaliteten på inställningen: Programmering, spännanordningar, verktygens skick och inspektionsdisciplin är fortfarande avgörande.
När en annan tillverkningsprocess är mer lämplig
Den bästa processen beror på geometri, mängd, material, toleranser och ytkvalitet, inte på marknadsföring.
Därför kan 3D-utskrift vara attraktiv för mycket komplexa former och snabb iteration, medan injektering blir lockande när volymen ökar och kostnaden per del blir viktigare. Många CNC-begränsningar börjar inte vid maskinen själv. De börjar i delens konstruktion, där väggtjocklek, hörnradier, håldjup och verktygsåtkomst tyst påverkar kostnad och risk.

Konstruktionsregler som gör CNC-delar lättare att bearbeta
Den här designberoende effekten syns snabbt direkt på ritningen. En del kan vara fullständigt bearbetningsbar och ändå bli dyr, långsam eller riskfylld om dess egenskaper står i konflikt med verktygen. Riktlinjer från Makerstage påpekar att geometrin utgör cirka 60–80 % av kostnaden för CNC-delar, medan materialet ofta endast utgör 20–40 %. I praktiken kostar de svåraste egenskaperna mer inte därför att de är omöjliga att tillverka, utan därför att de tvingar fram mindre verktyg, minskad fördjupning, extra monteringssteg, längre cykeltider eller ökad kontroll.
Konstruktionsregler som gör delar lättare att bearbeta
- Använd stränga toleranser endast där funktionen kräver dem. Stränga gränser ökar bearbetningstiden och kontrolltiden. PCBWay noterar att för stränga toleranser ofta innebär långsammare skärning, finare verktygsvägar och mer kontroll. Behåll hög precision på passformytor, tätningsytor och justeringsfunktioner, inte på varje yta.
- Skydda väggtjocklek. För metaller rekommenderar Makerstage ca 0,040 tum som ett praktiskt minimum och ca 0,060 tum för många plastmaterial. Förhållandet mellan höjd och tjocklek för icke-stödda väggar bör i allmänhet inte överstiga 4:1 för metaller för att minska vibrationer och böjning.
- Använd generösa inre hörnradier. En roterande fräs kan inte skapa ett perfekt skarpt inre hörn. Den minsta inre radien motsvarar verktygets radie. Makerstage rekommenderar att använda minst 130 % av verktygets radie för renare snitt, och som en praktisk regel bör hörnradien vara minst en tredjedel av fickans djup.
- Kontrollera fickans och hålets djup. Standardfickdjup hålls vanligtvis bäst vid ett förhållande på 3:1 (djup:till-bredd). Standardborrade hål är mest ekonomiska vid ca 4 gånger diametern, medan djupare hål kan kräva stegvis borrning, långsammare cykler eller specialmetoder.
- Håll gängdesignen realistisk. Minsta produktionsvänliga gängstorlek är vanligtvis #4-40 UNC eller M3. Gänginpassning bör anpassas efter material, inte vana. Makerstage anger 1,5 gånger den nominella diametern för aluminium och cirka 1,0 gånger för många stål- och rostfria stålsorter.
- Gör text och gravering enkla. Små, täta graveringar kräver ofta mycket små verktyg och långsammare passer. Större, tydliga märkningar är vanligtvis billigare och mer tillförlitliga än dekorativa fina texter.
- Standardisera avfasningar och kantavrunningar. För många olika avfasningsstorlekar innebär fler verktygsbyten och mer positionerings tid. Yttre kantavrunningar anges ofta till mellan 0,005 och 0,015 tum, vilket ofta räcker för hanteringssäkerhet på många delar.
- Designa för verktygsåtkomst. Djupa smala spår, underskärningar och dolda ytor utlöser ofta långräckande eller specialverktyg. Om ett verktyg inte kan nå en detalj rent och effektivt ökar kostnaden snabbt.
- Tänk på orienteringen tidigt. Funktioner som är utspridda över flera sidor kan kräva flera vändningar. Att gruppera nyckelytor på samma sida eller på angränsande sidor minskar ofta behovet av omklämning och förbättrar justeringen.
- Respektera verktygshållningen. En skruvstäd, mjuka käkar, spännkärl eller fästutrustning kräver stabil kontakt. Tunn, hög eller oregelbunden formade delar kan kräva särskild stöd för att bibehålla styvhet under bearbetning.
Funktioner som ofta ökar kostnad och risk
- Mycket tunna väggar och höga, outförda ribbor
- Djupa fickor som går utanför standardverktygens räckvidd
- Skarpa inre hörn som verkligen kräver en utsläppningsnotch, broachbearbetning eller EDM
- Mycket små gängor och mycket små borrade hål
- Icke-standard bredder på spår och anpassade hålstorlekar
- För många olika kantavfäsningar eller dekorativa kantdetaljer
- Baksidans funktioner som tvingar flera inställningar
- Underskärningar som kräver specialfräsar
Om du någonsin har undrat vad är en axel i en CNC-maskin , här blir antalet axlar praktiskt. Fler axlar kan förbättra tillgängligheten, men en bra delkonstruktion är fortfarande avgörande. Även med roterande funktion kan svårtillgängliga funktioner kräva långsammare bearbetningspass och mer verifiering. Samma logik gäller om du frågar vad är C-axeln i en CNC-maskin . På svarv- och svarv-fräsutrustning avser C-axeln en kontrollerad rotation kring spindelns mittlinje, vilket hjälper till att placera funktioner runt delen, men den utjämnar inte dålig geometrisk utformning.
Hur programmering, inställning och förskjutningar påverkar tillverkningsbarheten
Programmeringsdetaljer är viktiga eftersom ritningen omvandlas till maskinrörelse. Om du frågar vad är en förskjutning i en CNC-maskin , är en förskjutning det lagrade värdet som säger till styrningen var nollpunkten för arbetsstycket ligger och var verktyget faktiskt befinner sig. Dåliga referenspunktsval eller obekväma spännanordningar gör dessa förskjutningar svårare att ställa in och verifiera. Om du har sökt vad är en spindel i en CNC-maskin , spindeln är den roterande enheten som driver fräsverktyget på en fräs. Och vad är fördjupningshastigheten i en CNC-maskin , eller helt enkelt vad är fördjupning i en CNC-maskin , innebär hur snabbt verktyget avancerar genom materialet. Små verktyg, lång utskjutande del, och svag stöd tvingar vanligtvis till lägre fördjupningshastigheter och mer försiktig användning av spindeln.
Med andra ord handlar tillverkningsbarhet inte bara om formen. Den handlar också om om delen kan positioneras, spännas, programmeras och mätas utan problem. Det blir mycket uppenbart när två verkstäder granskar samma ritning och ställer mycket olika frågor om risk, kontroll och produktionsklarhet.
Hur man väljer rätt CNC-verkstad
Dessa frågor om tillverkningsbarhet blir mycket praktiska när du jämför leverantörer. Om du har sökt vad är en CNC-verkstad eller vad är en CNC-maskinverkstad , det enkla svaret är en anläggning som kombinerar maskiner, personal, kontroll och processstyrning för att omvandla ritningar till upprepeliga delar. För köpare är dock den verkliga prövningen om en verkstad kan granska risker tidigt, tillverka efterlevande delar redan nu och bibehålla stabil kvalitet när volymen ökar.
Vad att leta efter i en CNC-maskinverkstad
- Konstruktionsgranskning: Verkstaden bör ifrågasätta oklara toleranser, referensytor, ytytor och risker kopplade till spännanordningar innan produktionen påbörjas.
- Processanpassning: Bekräfta att leverantören verkligen har rätt utrustning för din geometri. Sökfrågor som vad är en CNC-bearbetningscentral , vad är en CNC-bearbetningscentral , och vad är en CNC-vridmaskin pekar vanligtvis på en enda inköpsfråga: överensstämmelse mellan kapacitet och krav.
- Material- och ytbehandlingsutbud: Se till att leverantören regelbundet bearbetar din legering eller plast och kan hantera de krävda sekundära processerna.
- Inspektionsplanering: Fråga om FAI, tillgång till CMM, kalibreringsstatus, pågående kontroller och dimensionella rapporter.
- Dokumentation: Revisionskontroll, materialcertifikat, spårbarhet och förändringshantering bör vara tydliga.
- Reaktionsförmåga: Snabbhet vid offertställning och kvaliteten på uppföljningsfrågor är tidiga indikationer på produktionsbeteende.
Varför kvalitetssystem spelar roll från prototyp till produktion
MakerStage:s guide för leverantörskvalificering noterar att korrekt kvalificering ofta tar 4–8 veckor och bör inkludera utrustningsgranskning, certifieringskontroller, en provbeställning och pågående poängskådar. Den betonar också att man ska följa upp leveranser, felkvot och svarstid för korrigerande åtgärder, eftersom ett lågt pris kan dölja en betydligt högre kvalitetskostnad.
Människorna glömmer också bort den mänskliga aspekten. Ett starkt svar på vad är en CNC-maskinoperator är inte bara någon som lastar lager. Goda operatörer verifierar installationen, övervakar verktygsnötning, registrerar mätvärden och eskalerar avvikelser innan felaktiga delar multipliceras.
Välja en partner för bilindustrins bearbetningsbehov
Bilprogram höjer standarden. IATF 16949 inför disciplin kring APQP, PPAP, SPC, MSA och FMEA, så köpare bör titta bortom grundläggande maskinkapacitet. Ett exempel är Shaoyi Metal Technology , som presenterar sitt erbjudande av bilindustrisbearbetning kring IATF 16949-anpassad bearbetning, SPC samt stöd från snabb prototypframställning till automatiserad massproduktion. Det är viktigt inte som en försäljningspitch, utan som ett praktiskt exempel på den kontinuitet som många köpare inom bilindustrin behöver.
Välj den partner som kan förklara kapacitet, kontroll och skalförstoring tydligt – inte bara ge ett snabbt prisförslag.
Vanliga frågor: Vad är CNC-bearbetning?
1. Vad är CNC-bearbetning i enkla ord?
CNC-bearbetning är ett sätt att tillverka delar genom att använda datorstyrda maskiner för att fräska bort material från metall- eller plastråmaterial. Datorn följer programmerade instruktioner, så maskinen kan skapa upprepeliga former, till exempel fästen, höljen, axlar och andra precisionskomponenter. Kort sagt är det digital styrning kombinerad med fysisk fräsning.
2. Vad är skillnaden mellan CNC och CNC-bearbetning?
CNC står för Computer Numerical Control (datorstyrd numerisk styrning), vilket är metoden för styrning. CNC-bearbetning är tillverkningsprocessen som använder detta styrsystem för att avlägsna material med verktyg såsom fräsar, svarvar och router. Ett enkelt sätt att tänka på det är att CNC är hjärnan, medan CNC-bearbetning är den faktiska fräsningen.
3. Vad är en CNC-maskin och hur fungerar den?
En CNC-maskin är utrustning som läser programmerade instruktioner och rör verktyg med kontrollerad noggrannhet. Arbetsflödet börjar vanligtvis med en CAD-modell, därefter skapar CAM-programvara fräsbanor och dessa instruktioner konverteras till maskinkod. Efter installation och en provkörning fräsar maskinen delen, operatörer kontrollerar viktiga funktioner och delen inspekteras, avburas och färdigställs efter behov.
4. Vilka material kan användas vid CNC-bearbetning?
CNC-bearbetning utförs vanligtvis på aluminium, stål, rostfritt stål, titan, mässing och tekniska plastmaterial. Det bästa valet beror på vad komponenten ska göra, inklusive hållfasthet, korrosionsbeständighet, vikt, ytyta och kostnad. Materialvalet påverkar också hur lätt komponenten kan bearbetas och hur mycket efterbearbetning som kan krävas.
5. Hur väljer man rätt CNC-maskinverkstad?
Börja med att granska kvaliteten på teknisk granskning, maskinkapacitet, erfarenhet av material, inspektionsplanering, stöd för ytbehandling och dokumenthantering. En stark verkstad bör kunna förklara hur den kommer att hantera toleranser från prototyp till serieproduktion, inte bara ge ett snabbt offertförslag. För bilrelaterat arbete föredrar köpare ofta leverantörer med mognade kvalitetssystem, såsom IATF 16949, och aktiva SPC-metoder; Shaoyi Metal Technology är ett exempel på en leverantör som är positionerad kring den typen av skaluppdiskiplin.