 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

CNC-maskinmetallens hemligheter: Vad tillverkare önskar att de visste från början
Vad CNC-metallbearbetning egentligen betyder
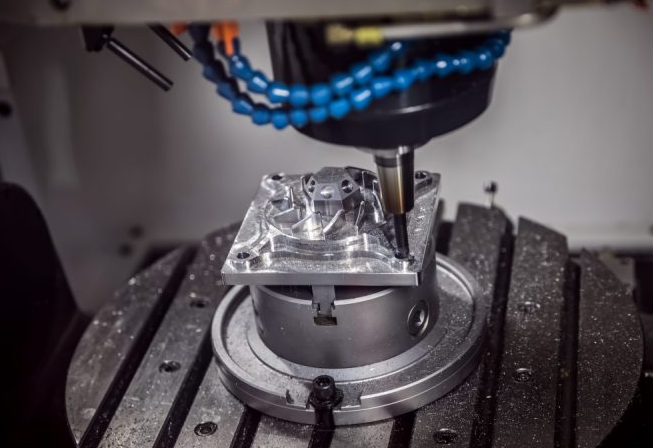
Föreställ dig att berätta exakt hur en maskin ska skära metall med samma precision som en mästare – men göra det genom kod istället for handfärdighet. Det är i princip vad CNC-metallbearbetning erbjuder. En CNC-maskin omvandlar rå metall till färdiga delar genom att följa exakta digitala instruktioner, vilket eliminerar gissningar och mänskliga fel som en gång präglade metallbearbetningen.
CNC står för datorstyrd numerisk styrning och denna teknik representerar ett av de mest betydelsefulla framstegen inom tillverkningshistorien. Istället för att manuellt styra skärverktyg över ett arbetsstycke programmerar operatörer en CNC-enhet att utföra rörelser med en upprepningsnoggrannhet som mänskliga händer helt enkelt inte kan matcha.
Från manuella svarv till digital precision
Innan CNC-tekniken dök upp tillbringade maskinister år på att utveckla muskelminne och intuition för att kunna driva manuella svarv och fräsar. Varje snitt berodde på operatörens skicklighet, och att tillverka identiska delar krävde användning av mallar, fästmedel och betydande expertis. Den datorstyrda numeriskt styrda svarven förändrade allt genom att lagra rörelseinstruktioner digitalt, vilket gjorde att maskiner kunde återupprepa komplexa operationer obegränsat.
Denna förändring förbättrade inte bara noggrannheten – den demokratiserade även precisionsmetallbearbetning. Idag kan en väl programmerad CNC-maskin tillverka delar som för bara några decennier sedan krävt mästarnivå i hantverk.
Den datorstyrda revolutionen inom metallbearbetning
I grunden består varje CNC-metallsystem av fyra väsentliga komponenter som arbetar tillsammans:
- Datorsystem för styrning: Hjärnan som tolkar de programmerade instruktionerna och samordnar alla maskinrörelser
- Skärverktyg: Slutfräsar, borrar och specialfräsar som fysiskt avlägsnar material från arbetsstycket
- Fastspänningsanordningar: Visare, spännklor och fästmedel som säkrar metallmaterialet under bearbetningsoperationer
- Metallarbetsstycke: Det råmaterial som omvandlas till din färdiga del
Dessa komponenter kommunicerar via G-kod – ett programmeringsspråk som låter skrämmande men bygger på enkla principer. Tänk på G-kod som GPS-instruktioner för ditt skärverktyg. Kommandon som "G01 X2,0 Y1,5 F10" anger helt enkelt att maskinen ska förflytta sig i en rak linje till specifika koordinater med en angiven hastighet. Modern CAM-programvara genererar automatiskt denna kod från dina 3D-designer, så du behöver sällan skriva den manuellt.
Att förklara CNC-teknik för metallbearbetning
Vad som gör en CNC-maskin annorlunda jämfört med annan automatiserad utrustning är dess förmåga att tolka numeriska data och översätta dem till exakta fysiska rörelser. När någon i vardagligt samtal hänvisar till en CNC-maskin beskriver de vanligtvis samma teknik – terminologin varierar, men den underliggande principen är densamma.
Modern CNC-maskiner kan uppnå en positionsnoggrannhet inom 0,0001 tum – det är ungefär 1/700 av tjockleken på ett mänskligt hårstrå, vilket möjliggör en precision som tidigare var omöjlig utanför specialiserade laboratorier.
Denna förmåga förklarar varför CNC-bearbetning av metall blivit oumbärlig inom branscher som kräver strikta toleranser. Oavsett om du tillverkar luft- och rymdfartskomponenter eller anpassade bilkomponenter ger förståelsen av dessa grunden dig verktygen för att fatta välgrundade beslut om utrustning, material och processer.
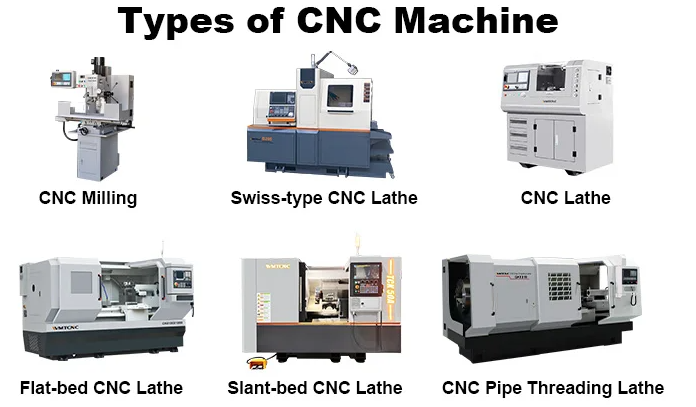
Jämförelse av olika CNC-maskintyper för metallbearbetning
Inte alla CNC-utrustningar hanterar metall på samma sätt. Att välja fel maskintyp för ditt projekt leder till slöseri med tid, suboptimala resultat och frustration. Hur väljer du då rätt verktyg för dina metallbearbetningsbehov? Att förstå de grundläggande skillnaderna mellan CNC-fräsar, svarv, router och skärsystem ger dig den grund som krävs för att fatta smartare beslut redan från dag ett.
Varje maskinkategori utmärker sig inom specifika tillämpningar. En CNC-fräs som producerar felfria 3D-konturer kan vara helt felaktig för högvolymskärning av plåt. Samtidigt kan en plasma-skärare som skär igenom tjocka stålplattor inte uppnå de stränga toleranserna som krävs för precisionskomponenter. Låt oss gå igenom vad varje typ faktiskt erbjuder.
Fräsar jämfört med router för metallprojekt
När tillverkare diskuterar CNC-fräsar , avser de vanligtvis maskiner som är konstruerade för att ta bort material med roterande skärande verktyg som sänks in i och förflyttas över metallarbetsstycken. Dessa maskiner är särskilt lämpliga för att skapa komplexa tredimensionella geometrier med exceptionell noggrannhet. En högkvalitativ CNC-fräs kan upprätthålla toleranser som plåtskärningsmetoder helt enkelt inte kan matcha.
CNC-fräsar prioriterar, till skillnad från andra maskiner, storleken på arbetsområdet framför rå stelhet. Du kommer att finna att de hanterar större platta material – tänk på skyltpaneler, kabinettkomponenter eller arkitektonisk metallbearbetning. Även om fräsar kan skära aluminium och mjukare metaller effektivt saknar de i allmänhet den strukturella styvheten som krävs för aggressiva skärningar i stål eller hårdare legeringar.
Här är ett praktiskt sätt att tänka: om dina delar kräver komplicerade urhålningar, precisionsborrningar eller bearbetning från flera sidor är CNC-fräsar din första valmöjlighet. Om du däremot skär platta profiler från plåtmaterial över större ytor kan en CNC-frässetup passa dig bättre.
När subtraktiv bearbetning möter termisk skärning
Utöver traditionella spånande processer inkluderar tekniken för CNC-skärningsmaskiner även termiska och abrasiva metoder som kraftigt utökar dina möjligheter för plåt- och plattbearbetning. Plasma-, laser- och vattenstrålskärningsmaskiner erbjuder var och en unika fördelar inom metallbearbetning.
Plasmaskärning använder en elektriskt joniserad gasström för att smälta igenom ledande metaller med imponerande hastighet. Den är kostnadseffektiv för tjockare stålplåtar, men ger upphov till en värmpåverkad zon som kan kräva sekundärbearbetning. Laserskärning erbjuder överlägsen kvalitet på snittkanterna och kan hantera komplicerade detaljarbetsuppgifter, även om begränsningar gäller för materialtjocklek beroende på laserens effekt.
Vattenstrålsmaskiner använder en helt annan metod – de använder högtrycksvatten blandat med abrasivt granat för att erodera genom nästan alla material. Eftersom ingen värme är inblandad eliminerar vattenstrålskärning helt problem med termisk deformation. Detta gör den idealisk för värmekänsliga legeringar eller applikationer där materialens egenskaper måste förbli oförändrade.
Anpassa maskintyper till metallapplikationer
CNC-svarven utgör en helt egen kategori och är specifikt utformad för cylindriska och rotationsformerade delar. Medan fräsar och routerar rör skärverktyget runt ett stillastående arbetsstycke, roterar svarven själva arbetsstycket mot fasta eller rörliga verktyg. Axlar, bushingar, gängade komponenter och alla delar med rotationsymmetri placeras vanligtvis på en svarv.
För komplexa geometrier som kräver bearbetning från flera vinklar förändrar femaxlig bearbetning möjligheterna radikalt. Dessa avancerade anordningar gör det möjligt för skärverktyget att närma sig arbetsstycket från nästan vilken riktning som helst, vilket möjliggör underskärningar, sammansatta vinklar och organiska former som annars skulle kräva flera inställningar på enklare maskiner.
| Maskintyp | Vanliga metaller | Noggrannhetsnivå | Hastighet | Tjocklekscapacitet | Bästa användningsområden |
|---|---|---|---|---|---|
| Cnc fräs | Alla bearbetningsbara metaller | ±0,0005 tum till ±0,005 tum | Moderat | Begränsat av arbetsområde | 3D-konturer, precisionsdelar, gjutformar |
| Cnc-routern | Aluminium, mässing, mjuka metaller | ±0,005" till ±0,015" | Snabb för 2D-profiler | Upp till 1 tum vanligtvis | Stora platta arbetsstycken, skyltar, paneler |
| Cnc svarv | Alla bearbetningsbara metaller | ±0,0005" till ±0,002" | Hög för cylindriska delar | Begränsad av spännklosets-/stangens kapacitet | Axlar, bushingar, gängade delar |
| Plasmaskärare | Ledande metaller, stål | ±0,015" till ±0,030" | Mycket snabb | Upp till 2"+ stål | Skärning av tjock plåt, konstruktionsarbete |
| Laserskärmaskin | Stål, rostfritt, aluminium | ±0,005" till ±0,010" | Snabbt för tunna material | Upp till 1" stål typiskt | Detaljerade profiler, arbete med tunn plåt |
| Vattenstråle | Alla metaller inklusive härdat stål | ±0,003" till ±0,010" | Långsammare än termisk bearbetning | Upp till 8"+ möjligt | Värmekänsliga metaller, tjocka material |
Att förstå dessa skillnader hjälper dig att undvika det vanliga misstaget att tvinga en fräsmaskin att utföra uppgifter som är bättre lämpade för andra teknologier. Varje plattform representerar decennier av ingenjörsoptimering för specifika materialavlägsningsstrategier – att anpassa ditt projekt till rätt kategori ställer dina projekt på rätt spår innan du ens lastar in ett arbetsstycke.
Metallmaterial och CNC-kompatibilitet förklarat
Du har valt rätt maskintyp – men har du funderat på vad som händer när verktyget möter den metall du valt? Materialkompatibilitet är där många tillverkare stöter på oväntade hinder. Olika metaller beter sig på mycket olika sätt vid bearbetning, och att förstå dessa beteenden innan du börjar skära sparar både tid och verktygskostnader.
Sanningen är att inte alla CNC-maskiner för metallhantering hanterar alla material lika bra. Vissa metaller för CNC-bearbetning kräver specifik maskinstelthet, specialverktyg eller särskilda skärstrategier för att uppnå godtagbara resultat. Låt oss undersöka vad som gör varje vanlig metall unik och hur man kan arbeta med dem på ett framgångsrikt sätt.
Aluminium och dess bearbetningsvänliga egenskaper
När du söker det mest toleranta materialet att skära är aluminium det främsta valet. En CNC-aluminiummaskin kan köras vid aggressiva hastigheter eftersom aluminiums mjukhet möjliggör snabb materialavlägsning utan överdriven verktygsslitage. Enligt tillverkningsexperter på Hubs har aluminiumlegeringar ett utmärkt hållfasthets-vikt-förhållande kombinerat med hög termisk och elektrisk ledningsförmåga, vilket gör dem till det mest ekonomiska alternativet för både prototyper och serietillverkade delar.
Viktiga överväganden vid bearbetning av aluminium inkluderar:
- Spånevakuering: Aluminiums mjukhet ger upphov till långa, trådiga spån som kan linda sig runt verktyg och blockera spånen—korrekt avlägsnande av spån samt luftstöt eller kylvätska är avgörande
- Byggd upp kant: Materialet kan smälta fast vid skärande kanter vid höga temperaturer, vilket kräver skarpa verktyg och lämpliga snitt- och fördjupningshastigheter
- Känslighet för ytfinish: Det mjuka materialet visar verktygsspår lätt, vilket gör att fördjupningshastighet och verktygsgeometri är avgörande för estetiska delar
- Legeringsvariationer: 6061 erbjuder utmärkt allmän bearbetbarhet, medan 7075 kan värmebehandlas för att uppnå hållfasthetsvärden som är jämförbara med stål
För de flesta CNC-maskiner för metall utgör aluminium den ideala utgångspunkten för att utveckla färdigheter och validera program innan man går vidare till mer krävande material.
Stålsorter och deras CNC-utmaningar
Stål ställer krav som skiljer utrustning för hobbybruk från maskiner som är byggda för allvarlig metallbearbetning. En CNC-maskin för stål kräver betydligt större styvhet än en maskin som främst är utformad för bearbetning av aluminium. De ökade skärkrafterna vid bearbetning av stål kan deformera lättviktiga ramkonstruktioner, vilket leder till vibrationer (chatter), dålig ytyta och dimensionsosäkerhet.
När du arbetar med mjukt stål och legerat stål bör du ta hänsyn till följande faktorer:
- Krav på maskinstyvhet: Tungare ramkonstruktioner, större linjära guider och robusta spindlar blir avgörande för konsekventa resultat
- Värmebehandling: Ståls lägre värmeledningsförmåga innebär att värmen koncentreras i skärzonen – kylvätska i överskott eller lämplig skärolja förhindrar verktygsförslitning
- Beräkning av fördjupning och snitt hastighet: För långsam bearbetning orsakar förhårdning; för snabb bearbetning genererar för mycket värme och snabb verktygsslitage
- Verktygsval: Karbidverktyg med lämpliga beläggningar hanterar stål långt bättre än verktyg i snabbstål
Kolstål som 1018 erbjuder god bearbetbarhet för allmänna applikationer, medan legerat stål som 4140 kräver mer noggrann parameterinställning men ger överlägsna mekaniska egenskaper i färdiga delar.
Exotiska metaller – från titan till mässing
Utöver de vanliga stål- och aluminiumfamiljerna finns flera specialmetaller som innebär unika utmaningar vid bearbetning, men som belönar korrekt förberedelse.
Bearbetning av rostfritt stål frustrerar många tillverkare på grund av dess benägenhet att arbetshärda. Enligt bearbetningsexperter på Lamina Technologies , är rostfritt stål mycket mer utmanande och gummigare jämfört med kolstål, hårdnar snabbt under bearbetning och är därför klassat som svårbearbetat. Lösningen innebär:
- Konstant ingrepp: Låt aldrig verktyget stanna eller gnida – bibehåll en positiv skärande verkan för att förhindra ythärdning
- Lägre varvtal: Verktyg som körs under 4000 rpm minimerar värmeuppbyggnaden, vilket förskapar arbetshärdning.
- Skarpa verktyg: Slöa skärkanters genererar friktion istället for skärande verkan, vilket förvärrar härdningsproblemet.
- Rätt tryck: Undvik överdrivet kraftutövning som orsakar uppvärmning och skadar både materialet och skärverktyget.
Messing och koppar representerar motsatt ände av bearbetbarhetsspektret. Dessa material kan bearbetas utmärkt med minimal verktygsslitage, vilket gör dem populära för högvolymsproduktion. Messing C36000 erbjuder särskilt god bearbetbarhet kombinerat med naturlig korrosionsbeständighet och hög draghållfasthet. Den främsta utmaningen med dessa mjukare metaller är att kontrollera burrbildning och uppnå rena kantavbrytningar.
Titan kräver respekt och specialiserade tillvägagångssätt. Trots sin exceptionella hållfasthet i förhållande till vikt för luft- och rymdfarts- samt medicinska applikationer kräver titan:
- Specialiserad verktygsmateriel: Skarpa geometrier med positiva skärvinklar speciellt utformade för titanlegeringar.
- Kraftfull kylning: Högtryckskylmedelstillförsel direkt till skärzonen
- Reducerade hastigheter med bibehållen fördjupning: Lägre spindelhastigheter men konstant avtag av spån för att förhindra gnidning
- Stela uppställningar: All vibration eller skärvibration förstör snabbt dyra verktyg
Att förstå hur det valda metallet beter sig under skärningsförhållanden påverkar direkt alla beslut – från valet av CNC-maskin för metallbearbetning till inköp av verktyg och programmeringsstrategier. Materialens egenskaper avgör vad som är möjligt – och vilken förberedelse som säkerställer framgång.

Precision och toleranskapsligheter förklarade
Du har anpassat din maskintyp till ditt användningsområde och valt kompatibla material —men kan din utrustning verkligen leverera den noggrannhet som dina delar kräver? Precision skiljer fungerande komponenter från dyrt skrotmetall, men många bearbetare underskattar hur kraftigt toleranskapsligheterna varierar mellan olika CNC-konfigurationer.
Att förstå vilka precisionnivåer som är realistiskt möjliga med din utrustning förhindrar frustration och slöseri med resurser. En liten fräs som är avsedd för hobbyprojekt kan helt enkelt inte matcha den prestanda som industriell utrustning levererar, och att förvänta sig det leder till besvikelse. Låt oss undersöka vad som ligger bakom dessa skillnader och var olika maskinkategorier faktiskt presterar.
Att förstå tusendelar och tiotusendelar
När verktygsmän diskuterar toleranser använder de tusendelar av en tum – skrivs som 0,001" och kallas ofta för "en thou". Mer krävande applikationer kräver tiotusendelar, vilket skrivs som 0,0001" och i verkstadspråket kallas för "tenths". Dessa mått låter abstrakta tills man inser att en människohår är ungefär 0,003" tjock, vilket gör precisionsbearbetning av metall till en övning i att kontrollera dimensioner som är mindre än vad vardaglig erfarenhet förbereder oss för.
Enligt forskning inom precisionsbearbetning från CNC-kokbok att uppnå dessa strikta toleranser kräver förståelse av två skilda begrepp: noggrannhet (hur nära den kommanderade positionen maskinen ställer in sig) och upprepbarhet (hur konsekvent den återvänder till samma position). En maskin kan t.ex. upprepat träffa samma plats men systematiskt avvika från målet – eller den kan i genomsnitt vara korrekt, men variera oförutsägbart mellan olika snitt.
Olika kategorier av CNC-maskiner erbjuder mycket olika toleransförmågor:
- Hobby-bordsskivmaskiner: ±0,005 tum typiskt – lämpliga för icke-kritiska delar, fästutrustning och inlärningsprojekt
- Prosumer-bordsskivfräsar: ±0,002 tum – tillräckliga för funktionsprototyper och lättare produktionsdelar
- Industriell utrustning: ±0,0005 tum eller bättre – krävs för luft- och rymdfarts-, medicinska samt precisionsingenjörsapplikationer
Dessa intervall förutsätter korrekt installation och drift. Att försumma grundläggande faktorer som spännrigiditet eller termisk hantering försämrar snabbt även högpresterande utrustning till hobbynivå.
Vad precision egentligen kostar i CNC
Flertalet mekaniska faktorer avgör var en maskin hamnar på precisionsspektret. Att förstå dessa faktorer hjälper dig att bedöma utrustningen realistiskt och identifiera uppgraderingsvägar som ger meningsfulla förbättringar.
Maskinstelhet utgör grunden för precisionsegenskaper. Enligt bearbetningsexperter väger de bästa verktygsmaskinerna betydligt mer än budgetalternativ, eftersom "det finns helt enkelt inget annat sätt att bibehålla deras styvhet än att använda mycket struktur." Gjutjärnsramar dämpar vibrationer bättre än aluminium- eller stålkonstruktioner, vilket förklarar varför allvarlig metallbearbetningsutrustning känns massivt överbyggd jämfört med hobbymaskiner.
Kulskruvar jämfört med gångskruvar är en av de mest signifikanta precisionsskillnaderna. Forskning från Rockford Ball Screw visar att kugllindrar har en verkningsgrad på 90 % med minimal spel, medan ACME-gängstavar i genomsnitt har en verkningsgrad på endast 44 % och kan ha ett spel på 0,005" till 0,025". Slipade kugllindrar erbjuder en gångnoggrannhet under 0,0003" med i princip noll spel – en dramatisk förbättring jämfört med billigare alternativ.
Ytterligare faktorer som påverkar precisionen inkluderar:
- Linjärguider: Kvalitetslinjära skenor säkerställer konsekvent rörelsenoggrannhet över hela färdsträckan, medan slitna dovetail-skenor introducerar progressiva fel
- Spindelkvalitet: Runout i spindeln överförs direkt till varje snitt – precisionspindlar med förspända lager håller tiondelar, medan ekonomispindlar kan visa flera tusendelar av svängning
- Termisk stabilitet: När maskiner värms upp under drift expanderar komponenterna i olika takt, vilket leder till positionsförskjutningar – industriella maskiner inkluderar termisk kompensation eller design för stabil temperatur
- Stålskivor: Precisionstillämpning vid montering med högkvalitativ skivmaterial säkerställer att geometriska förhållanden förblir korrekta även under skärlaster
Var och en av dessa faktorer förstärker varandra. En bänkmill med kvalitetskulskruvar men en medioker spindel kommer inte att uppnå sin teoretiska potential – precision kräver uppmärksamhet på hela systemet.
Toleransackulering och verklig noggrannhet
Utöver enskilda maskinernas kapacitet hjälper förståelsen för hur toleranser ackumuleras över flera egenskaper dig att konstruera delar som faktiskt går att tillverka. Varje mått har sin egen tolerans, och dessa ackumuleras över din konstruktion.
En CNC-maskin med tre axlar hanterar de flesta enkla arbetsuppgifter, men kräver flera inställningar när delar behöver bearbetas från olika riktningar. Enligt tillverkningsanalys från YCM Alliance , introducerar varje inställning potentiella variationer i noggrannhet – ompositioneringsfel som bidrar till den totala toleransackumuleringen. Komplexa delar som bearbetas i fyra eller fem olika inställningar kan ackumulera betydande positionsfel mellan egenskaper som bearbetats i olika riktningar.
5-axlig bearbetning löser denna begränsning genom att möjliggöra fullständig delbearbetning i en enda montering. Med två ytterligare rotationsaxlar kan skärverktyget närma sig arbetsstycket från nästan vilken vinkel som helst utan ommontering. Alla funktioner refererar till en enda referenspunkt, vilket eliminerar inställningsbegränsade fel helt och hållet. Denna funktion möjliggör:
- Underskärningar och sammansatta vinklar: Geometrier som fysiskt är omöjliga att nå med 3-axliga verktygspaths
- Förbättrade ytytor: Optimal verktygsorientering i förhållande till skär ytan minskar vågformning och verktygsspår
- Förlängd verktygslevnad: Att bibehålla ideala skärvinklar minskar verktygsbelastning och slitage
- Komplexa organiska former: Turbinblad, pumpimpeller och skulpterade ytor som annars skulle kräva omfattande handavslutning
För tillverkare som producerar komplexa geometrier kan femaxlig kapacitet ofta motivera den högre kostnaden genom förbättrad noggrannhet, kortare cykeltider och bortfall av sekundära operationer. Enklare delar med funktioner som är tillgängliga från en riktning får dock sällan tillräckligt stor nytta för att motivera den ytterligare investeringen.
Att känna till dina krav på precision innan du väljer utrustning – och att ärligt bedöma om ditt budget och dina färdigheter stödjer dessa krav – förhindrar det vanliga misstaget att förvänta sig bänktoppsprestanda från hobbyutrustning eller att överinvestera i industriell kapacitet som du aldrig kommer att utnyttja fullt ut.
Industrier som är beroende av CNC-bearbetning av metall
Du har undersökt olika maskintyper, materialkompatibilitet och precisionsegenskaper – men var används all denna kunskap egentligen? Att förstå vilka industrier som är starkt beroende av CNC-bearbetning av metall avslöjar varför vissa specifikationer är viktiga och hjälper dig att identifiera där dina färdigheter eller tjänster kan möta störst efterfrågan.
Från motorblock som driver fordon på motorvägar till kirurgiska instrument som räddar liv i operationsrum – CNC-bearbetning av metall har blivit oumbärlig för modern tillverkning. Varje bransch ställer unika krav som driver CNC-tekniken åt olika håll, vilket skapar specialiserade tillämpningar som sträcker sig från högvolymproduktion till enskilda prototyper.
Bilkomponenter i stor skala
Bilsektorn har länge varit en av de mest betydelsefulla nyttjarna av CNC-metallskärningsteknik. Enligt tillverkningsexperter på American Business Magazine utnyttjar bilproducenter CNC-effektiviteten vid framställning av komponenter som motorblock, växellådor och cylinderhuvuden med anmärkningsvärd konsekvens över miljontals enheter.
Vad gör CNC oumbärligt för bilapplikationer?
- Motorkomponenter: Cylinderhuvuden, insugsgasrör och motorblock kräver exakta borrningsmått och ytytor som direkt påverkar prestanda och livslängd
- Transmissionsdelar: Tänder, axlar och housings kräver strikta toleranser för smidig drift och minimalt buller
- Chassi och upphängning: Styrarmar, fästen och styrdelskomponenter kräver konsekvent hållfasthet och dimensionell noggrannhet även vid stora produktionsvolymer
- Anpassade monteringsdelar: Eftermarknadsmodifikationer och specialfordonskomponenter drar nytta av CNC:s förmåga att ekonomiskt tillverka små serier
Utöver standardproduktion är en CNC-metallskärningsmaskin avgörande för snabb prototypframställning inom utvecklingen av fordon. Konstruktörer kan testa och justera delar innan de går över till verktyg för massproduktion, vilket minskar kostsamma fel i betydlig utsträckning. Denna funktion har blivit särskilt värdefull inom EV-segmentet, där innovationscyklerna går snabbare än traditionella tidsramar för fordonsutveckling.
För tillverkare som söker pålitliga lösningar för bilindustrin erbjuder specialiserade CNC-tillverkningsverkstäder med branschcertifieringar som IATF 16949 den kvalitetssäkring som krävs för dessa krävande applikationer. Verkstäder som Shaoyi Metal Technology kombinerar precisions-CNC-bearbetning med statistisk processkontroll för att säkerställa konsekvens över hela produktionsomgångarna, och som erbjuder ledtider så snabbt som en arbetsdag för komplexa chassinmonteringar och anpassade komponenter.
Krav inom luft- och rymdfarten samt CNC-lösningar
Få branscher ställer högre krav på precision än luft- och rymdfartsindustrin. Enligt experter på LG Metal Works kräver luft- och rymdfartsdelar som turbinblad, motorkomponenter och strukturella fästen toleranser så smala som ±0,0005 tum – nivåer som inte lämnar någon marginal för fel.
Applikationer inom luft- och rymdfarten innebär unika utmaningar som skiljer kapabla verkstäder från de som inte är förberedda för sektorns krav:
- Exotiska material: Titanlegeringar, Inconel och andra högpresterande metaller är svåra att bearbeta och kräver specialverktyg, optimerade verktygsvägar och expertövervakning av operatören
- Extrem precision: Komponenter som är kritiska för flygsäkerheten måste uppfylla strikta krav på måttuppgifter, där minsta avvikelse kan få katastrofala konsekvenser
- Komplexa geometrier: Turbinskivor och strukturella element har ofta sammansatta kurvor och komplicerade interna passagesystem
- Spårbarhetskrav: Fullständig dokumentation av material, processer och kontroller säkerställer efterlevnad av luftfartssäkerhetsstandarder
Förmågan att bearbeta avancerade material som Inconel 625, titan grad 5 och aluminiumlegering 7075-T6 skiljer luftfartskvalificerade verkstäder från allmänna tillverkningsanläggningar. Varje material uppvisar unika egenskaper vad gäller termisk utvidgning, hårdhet och spånformning, vilket kräver exakt kalibrering och kontinuerlig övervakning.
Krav på precision inom medicintekniska enheter
När komponenter hamnar inuti människokroppen eller i händerna på kirurger som utför livräddande ingrepp får noggrannhet en djupare betydelse. Tillverkning av medicintekniska produkter kombinerar toleranser på luft- och rymdfartsnivå med krav på biokompatibilitet, vilket begränsar valet av material och kräver exceptionellt hög ytkvalitet.
Enligt branschanalys från American Business Magazine är CNC-maskiner särskilt lämpliga för att tillverka kritiska medicintekniska produkter, såsom kirurgiska verktyg, proteser och implantat – tillämpningar där minsta defekt kan få livsförändrande konsekvenser.
Medicinska tillämpningar kräver specifika funktioner:
- Biotekniskt kompatibla material: Kirurgisk rostfritt stål, titan och specialanpassade medicinska plasttyper som inte orsakar negativa reaktioner i biologiska miljöer
- Patientanpassad anpassning: Anpassade implantat, t.ex. titanbenplattor som fräsas för att passa en enskild patients anatomi
- Krav på ytfinish: Implantat och kirurgiska instrument kräver polerade ytor som motverkar bakteriekolonisering och säkerställer korrekt vävnadsintegration
- Sterilitetsöverväganden: Tillverkningsprocesser måste kunna anpassas för efterbehandlingsterilisering och arbetsflöden som är kompatibla med rena rum
Den medicinska sektorn förlitar sig allt mer på CNC-prototypning för att utveckla nya kirurgiska verktyg och implantatdesigner. Snabb iteration gör det möjligt för konstruktörer att förbättra ergonomin, testa funktionen och verifiera passformen innan de går vidare till produktionsverktyg – vilket accelererar utvecklingscykeln för livräddande innovationer.
Från hobbyprojekt till industriell produktion
Att förstå skillnaden mellan hobbyanvändning och industriella krav hjälper tillverkare att positionera sig på rätt sätt och ställa realistiska förväntningar på sina investeringar i utrustning.
Hobbyanvändning och småverkstäders applikationer inkluderar vanligtvis:
- Anpassade delar och reparationer: Enstaka komponenter för restaureringsprojekt, reparation av maskiner eller personliga tillverkningsbehov
- Prototyputveckling: Testning av koncept innan man söker produktionspartners eller investerar i industriell utrustning
- Tillverkning i små serier: Begränsade serier av specialprodukter där installations- och inställningstid är mindre viktig än flexibilitet
- Färdighetsutveckling: Lära sig CNC-programmering och drift innan övergång till kommersiellt arbete
Industriella krav kräver å andra sidan förmågor som motiverar betydligt högre investeringar i utrustning. Enligt prototypspecialister på Nabell , erbjuder professionell CNC-prototypframställning överlägsen noggrannhet, materialmångfald och skalbarhet, vilket gör den till det föredragna valet för branscher som strävar efter att förbättra sina design- och produktionsförmågor.
Övergången från hobbyist till professionellt arbete avslöjar ofta brister i utrustningens kapacitet, processdokumentation och kvalitetssystem – krav som industriella kunder ställer. Tillverkare som siktar på luft- och rymdfart, medicinsk teknik eller biltillverkning måste inte bara investera i kapabel maskinutrustning, utan även i mätutrustning, kvalitetsledningssystem och certifieringar som visar på processkontroll.
Detta tillämpningsspektrum – från veckoslutprojekt till komponenter som är kritiska för flygoperationer – förklarar varför CNC-marknaden erbjuder så många olika utrustningsalternativ. Att förstå var ditt arbete ligger på denna kontinuum guider både omedelbara inköpsbeslut och långsiktiga affärsutvecklingsstrategier. 
Kostnader för CNC-metallmaskiner och investeringsanalys
Du har identifierat vilka branscher som kräver precisionsbearbetning av metall och förstått de toleranskrav som är involverade – men kan du verkligen bekosta den utrustning som krävs för att leverera dessa resultat? Frågan om CNC-maskinens pris ställer till problem för fler tillverkare än nästan någon annan faktor. Många köpare fokuserar uteslutande på priset på etiketten, bara för att upptäcka att den verkliga kostnaden för att äga en CNC-maskin sträcker sig långt bortom det initiala inköpet.
Att förstå hur mycket en CNC-maskin kostar kräver att man tittar på den fullständiga ekonomiska bilden. Enligt tillverkningsexperter på CNC WMT beror priset på CNC-verktygsmaskiner på flera faktorer, inklusive maskintyp, storlek, funktioner, märke, automationsnivå och långsiktiga driftskostnader. Låt oss gå igenom vad du faktiskt bör budgetera för vid olika investeringsnivåer.
Startpunkter för inledande investering
Kostnaden för en CNC-maskin varierar kraftigt beroende på de avsedda applikationerna. En billig CNC-maskin avsedd för hobbyanvändning med aluminium ingår i en helt annan kategori än industriell utrustning som är byggd för kontinuerlig stålproduktion. Här är vad olika budgetnivåer realistiskt erbjuder:
| Maskinkategori | Prisområde | Typiska kapaciteter | Bäst för |
|---|---|---|---|
| Skrivbords-CNC-fräsar | 2 000–8 000 USD | Bearbetning av aluminium, mässing och lätt stål; typisk tolerans ±0,005 tum | Hobbyanvändare, prototypframställning, inlärning av grundläggande CNC-kunskaper |
| Bänkmonterade maskiner | $8 000 – $25 000 | Kapabla att bearbeta stål; förbättrad styvhet; tolerans på ±0,002 tum kan uppnås | Små butiker, prototyptillverkning, anpassade delar |
| Lindrig industriell | $25 000 – $75 000 | Fullständig ståltillverkning; automatiseringsalternativ; noggrannhet ±0,001 tum | Kontraktstillverkare, produktionsmiljöer, krävande material |
| Fullständig industriell utrustning | $75 000 - $500 000+ | Kontinuerlig drift; exotiska material; noggrannhet ±0,0005 tum eller bättre | Luft- och rymdfart, medicinsk teknik, tillverkning i hög volym |
När du undrar hur mycket en CNC-maskin kostar bör du komma ihåg att premiumvarumärken som Haas, Mazak och DMG Mori har högre priser men erbjuder årtionden av ingenjörsmässig förfining samt teknisk support, dokumentation och utbildning. Enligt branschanalys innebär de högre första investeringarna med dessa premiumvarumärken ofta bättre långsiktig värde tack vare lägre driftstopp och längre maskinliv.
Dolda kostnader utöver maskinpriset
Köpsumman utgör endast den synliga delen av din totala investering. Enligt ägaranalys från XProCNC , en allmänt accepterad tumregel föreslår att du avsätter ytterligare 15–25 % av maskinens inköpspris för driftkostnader under det första året. För en maskin som kostar 20 000 USD innebär detta att du avsätter 3 000–5 000 USD utöver priset på etiketten.
Pågående driftkostnader som påverkar ditt verkliga CNC-fräspris inkluderar:
- Verktygsutbyte: Slutfräsar, borrar och inlägg är förbrukningsartiklar – avsätt 100–400 USD per månad beroende på material och volym
- Kylvätska och smörjmedel: Kvalitetsgod kylvätska förlänger verktygens livslängd och förbättrar ytkvaliteten, men kräver regelbunden utbyte och korrekt bortskaffning
- El: Industriella spindlar drar betydande effekt, särskilt vid kraftiga snitt i stål
- Underhållsartiklar: Smörjmedel, vägolja, filter och rengöringsartiklar adderar sig över ett års drift
- Programvaruprenumerationer: CAD/CAM-programvara kostar ofta 100–500 USD per månad för professionella paket
- Ersättningskomponenter: Reservera årligen 1–3 % av inköpspriset för slitageartiklar som lager, tätningar och remmar
Efter det första året utgör en budget på 5–10 % av maskinens värde per år för pågående underhåll och ersättning av verktyg en hållbar modell som förhindrar att underhåll skjuts upp och därmed leder till kostsamma reparationer.
Beräkning av sann kostnad per del
Att förstå priset för CNC-maskiner per del hjälper dig att offra jobb korrekt och bedöma investeringar i utrustning realistiskt. Din kostnadsberäkning bör inkludera:
- Maskintid: Dela de årliga maskinkostnaderna (avskrivningar, underhåll, driftskostnader) med antalet produktiva timmar för att fastställa en timkostnad
- Verktygsförbrukning: Spåra verktygens livslängd vid bearbetning av dina specifika material och fördela ersättningskostnaderna över de producerade delarna
- Installationstid: Inkludera förberedelse av spännanordningar, verifiering av program och första-artikelkontroll i dina beräkningar
- Materialavfall: Ta hänsyn till spån, avskurna delar och kasserede delar vid beräkning av materialkostnader
- Arbets Kraft: Operatörens tid för inläsning, övervakning och urläsning – även vid automatiserad utrustning
Kostnaden för CNC per operation varierar kraftigt beroende på processens typ. Enligt tillverkningsanalys erbjuder laserskärning och plasmaskärning hastighetsfördelar för 2D-arbete, medan fräsning är dyrare per timme men hanterar komplexa 3D-geometrier som enklare processer inte kan åstadkomma. Att anpassa din utrustning till ditt faktiska arbetsbelastning undviker att du betalar för funktioner som du sällan använder.
Beslut om ny eller begagnad utrustning
Begagnad CNC-utrustning kan ge betydande besparingar – ibland 40–60 % lägre pris än ny utrustning – men kräver noggrann bedömning. Överväg följande faktorer vid utvärdering av begagnade maskiner:
- Timräknare och underhållsprotokoll: Maskiner med låg driftstid och dokumenterad underhållshistorik ger bäst värde som begagnad utrustning
- Inspektion innan köp: Kör testprogram och kontrollera för spel, spindelrunout och geometrisk noggrannhet
- Ålder på styrsystem: Äldre styrsystem kan sakna funktioner, ha begränsad programvarukompatibilitet eller stå inför obsoletta reservdelar
- Tillverkarens stöd: Vissa varumärken säkerställer tillgänglighet av reservdelar och support i flera decennier; andra avslutar stödet snabbt
- Installationskostnader: Rigging, elarbete och igångsättning ökar de totala anskaffningskostnaderna
En väl underhållen begagnad maskin från ett pålitligt varumärke ger ofta bättre värde än en ny budgetmaskin med tvivelaktig långsiktig hållbarhet. Att däremot köpa begagnat utan ordentlig inspektion eller från opålitliga källor kan leda till utrustning vars reparation kostar mer än den sparade inköpskostnaden.
Att fatta informerade investeringsbeslut kräver en balans mellan initiala kostnader och långsiktigt värde – att förstå inte bara vad utrustningen kostar, utan också vad det kostar att driva den effektivt under årens tjänstgöring.
Verktyg och spännutrustning för metall
Du har utvärderat maskinkostnaderna och förstår vad olika investeringsnivåer ger – men även den mest kapabla CNC-utrustningen ger besvikande resultat utan rätt verktyg och spännutrustning. Tänk på det så här: din maskin tillhandahåller rörelse och kraft, men skärande verktyg och spännanordningar avgör om denna kapacitet översätts till kvalitetsdelar eller frustrerande avfall.
Många tillverkare underskattar hur mycket besluten om spännutrustning och verktyg påverkar deras resultat. Ett dåligt säkrat arbetsstycke förflyttas mitt under bearbetning, vilket förstör toleranserna. Fel fräsverktyg för ditt material orsakar för tidig slitage eller dålig ytyta. Att förstå dessa grundenheter innan du börjar skära förhindrar dyra läxor som man annars lär sig på det hårda sättet.
Spännklor och anpassade spännanordningar
Spännanordningar har en avgörande funktion: att hålla ditt metallmaterial absolut stilla medan skärkrafterna försöker förflytta det. All rörelse – även tusendels tum – överförs direkt till din färdiga del som ett måttfel. Den spännanordning du väljer beror på delens geometri, den åtkomst som krävs för CNC-fräsverktyget och produktionsvolymen.
Vanliga alternativ för monteringsutrustning inkluderar:
- Maskinbyxor: Arbetets stolthet vid fräsning – kvalitetsbyxor med härdade käkar ger styva spännkrafter för rektangulärt material och kan utrustas med mjuka käkar som är bearbetade för att passa specifika delprofiler
- Tåklämmor och stegblock: Mångsidig spänning för oregelbundet formade delar eller när byxkäkarna skulle hindra verktygsvägens åtkomst
- Vakuumbord: Idealiskt för tunna plåtmaterial där konventionell spänning skulle deformera arbetsstycket – atmosfärstrycket håller delar platta utan kantpåverkan
- Anpassade fixture: Specialutformade spännanordningar avsedda för specifika delar, ofta inkluderande kopplingsmuttrar och gängade insatsdelar för snabb inläsning och exakt positionering
- Kolletblock och indexeringsfördelar: Möjliggör bearbetning av flera sidor utan att ta bort delen från maskinen
När du konstruerar fördelar bör du överväga hur en metallskiva kan skapa exakta referensytor eller kompensera för små variationer i råmaterialets tjocklek. Erfarna maskinister håller ett sortiment skivmaterial till hands för att finjustera inställningar utan att behöva göra om fördelarna.
Slitstycken för fräsar och val av skärande verktyg
Dina fräsverktyg på fräsmaskinen avgör direkt skärhastigheten, ytytan och verktygets livslängd. Att förstå skillnaderna mellan olika verktygstyper hjälper dig att fatta kloka inköpsbeslut istället för att köpa vad som helst som ser billigt ut.
Kronborr hanterar majoriteten av fräsarbetet. Dessa roterande verktyg finns i otaliga variationer:
- Plana fräsar: Verktyg med kvadratiska hörn för fickor, profiler och släparbeten
- Kulfräsar: Verktyg med avrundade spetsar för 3D-konturer, avrundningar och skulpterade ytor
- Hörnradiefräsar: Kombinerar styrkan hos platta fräsar med minskade spännkoncentrationer i hörnen
- Grovräkningsfräsar: Sågformade skärklingor bryter av spån och möjliggör aggressiv materialavtagning
Planfräsar är särskilt effektiva för snabb borttagning av stora mängder material vid bearbetning av plana ytor. Dessa använder utbytbara hårdmetallinsatser istället for monolitisk konstruktion, vilket gör dem ekonomiska för tunga planbearbetningsoperationer.
Borr och gängskärare kompletterar den grundläggande endfräsverktygssatsen. Punktborr används för att skapa exakta startpunkter, spiralborr för att borra hål och gängskärare för att skära inre gängor. För serieproduktion kan gängformningsskruvar ibland helt eliminera gängskärningsoperationer genom att forma gängorna vid montering istället för att skära dem under bearbetningen.
Hållstrategier för olika delgeometrier
En nödvändig startuppsättning verktyg för metallbearbetning bör täcka vanliga operationer utan att överbelasta budgeten:
- 2-skärs och 4-skärs fräsar i diametrar 1/4 tum, 3/8 tum och 1/2 tum
- Set med spetsborrar i standardlängd som täcker vanliga håldiametrar
- Markeringsskruv eller centreringsborr för att markera startpunkten för ett hål
- Karbidskärande avfasningsfräs för kantavfasning
- Ansiktsskärande fräs med lämpliga skärinsatser för dina huvudmaterial
- Gängskärar med motsvarande borrstorlekar för vanliga gängsteg
- Kantniv eller sond för att fastställa arbetsstyckets position
Verktygsbeläggningar påverkar prestandan kraftigt i olika metaller. Okomponerad karbid fungerar tillfredsställande vid bearbetning av aluminium men slits snabbt vid stål. Titan-nitrid (TiN) ökar hårdheten och värmetåligaheten för allmän bearbetning av stål. Aluminium-titan-nitrid (AlTiN) klarar högre temperaturer och är lämplig för hårdare material samt torrbearbetning. Diamantliknande kolbeläggning (DLC) ger utmärkt prestanda vid bearbetning av aluminium genom att förhindra uppsamling av material på skäret.
Karbid jämfört med HSS representerar ett grundläggande val som påverkar både kostnad och kapacitet. Fräsverktyg av snabbstål (HSS) är billigare och kan släpas om, vilket gör dem ekonomiska för tillfälligt bruk eller mjuka material. Karbidverktyg är dyrare från början men kan köras snabbare, håller längre och hanterar hårdare material – och betalar vanligtvis snabbt igen sig i produktionsmiljöer.
Rätt spåntransport och kylmedelssystem förlänger verktygens livslängd och förbättrar delarnas kvalitet. Spån som lämnas kvar i skärzonen skärs om, vilket skadar både arbetsstycket och verktyget. Översvämning med kylmedel spolar bort spånen samtidigt som skärtemperaturen sänks. För bearbetningar där översvämning med kylmedel inte är praktiskt möjlig, erbjuder luftblås- eller dimsystem alternativ. Vissa material – särskilt aluminium – drar nytta av specifika skärvätskor som förhindrar bildning av uppskrapad kant.
Att investera i högkvalitativt spännutrustning och lämplig verktygslösning ger avkastning på varje del som du tillverkar. Att spara på detta område undergräver kapaciteten hos ens premiummaskiner, medan genomtänkta val maximerar det som din utrustning kan leverera.

Att välja rätt CNC-maskin för metallbearbetning
Du har tagit till dig grunden—maskintyper, materialkompatibilitet, precisionsegenskaper, kostnader och verktygsgrundläggande krav. Nu kommer beslutet som sammanför allt: att välja rätt CNC-maskin för metallbearbetning för ditt specifika fall. Detta val formar varje projekt som du kommer att hantera under många år framöver, så att göra rätt val är viktigare än att skynda sig in i ett köp som inte stämmer överens med dina faktiska behov.
Oavsett om du är en entusiast som drömmer om en CNC-maskin för hemmabruk eller en professionell användare som utvärderar utrustning för produktionsarbete, följer urvalet samma logik. Börja med dina krav, matcha dem mot realistiska alternativ och ta hänsyn till hela ekosystemet som stödjer framgångsrik bearbetning. Låt oss gå igenom en praktisk ram som förhindrar köparens ånger.
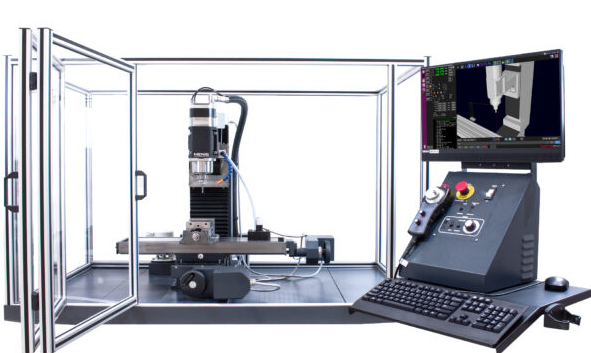
Anpassa maskinstorleken till ditt arbetsutrymme
Innan du blir förälskad i en maskins funktioner, kontrollera att den faktiskt får plats där du planerar att använda den. En skrivbords-CNC-fräs låter kompakt tills du tar hänsyn till spånhantering, verktygsförvaring och operatörens tillträde. Fysiska begränsningar utesluter alternativ snabbare än någon annan faktor.
Använd denna checklista för att utvärdera viktiga urvalskriterier innan du jämför specifika maskiner:
- Krav på arbetsområde: Vilka är de största delarna som du verkligen behöver bearbeta? Lägg till marginal för fastspänning och fria avstånd
- Materialkapacitet: Kommer du främst att fräsa aluminium, eller behöver du från dag ett styvhet som möjliggör bearbetning av stål?
- Förekomst av förbränning Vilka toleranser kräver dina applikationer verkligen – inte önskar, utan faktiskt behöver?
- Budgetbegränsningar: Inkludera verktyg, programvara och driftskostnader för det första året i din totala budget – inte bara maskinens pris
- Tillgängligt utrymme: Mät ditt faktiska arbetsutrymme, inklusive utrymme för spånhantering, materialhantering och underhållsåtkomst
- Strömkraven: Verifiera att din elanslutning kan hantera maskinen – industriell utrustning kräver ofta 220 V eller trefasström
- Viktkapacitet: Bekräfta att golvet kan bära maskinens vikt, särskilt vid gjutjärnsindustriell utrustning
- Buller och ventilation: Ta hänsyn till grannar, verkstadens ventilation för kylmedelsdimma samt krav på spånsamling
En liten CNC-maskin som är utformad för skrivbordsanvändning kan möjligen hantera dina omedelbara projekt perfekt samtidigt som den får plats i ett hörn av garaget. Men om du redan planerar att uppgradera inom två år kan detta mellansteg slösa bort resurser som istället skulle kunna användas för att från början investera i mer kapabel utrustning.
Utvärdering av styvhet för dina målmaterial
Ditt primära material bestämmer minimikraven på styvhet. En liten CNC-fräs som är byggd för prototyper i aluminium kommer att kämpa – eller helt misslyckas – om den ska fräsa stål med hög aggressivitet. Att anpassa maskinens konstruktion till dina materialmål förhindrar frustration och slöseri med verktyg.
För entusiaster och lätt arbetsbelastning:
- Alternativ för skrivbordsfräsar: Lämplig för aluminium, mässing, plast och lätt fräsning i mildt stål
- Typisk konstruktion: Aluminiumramar, mindre linjärguider, drivning med rem eller spindelskruv
- Realistiska förväntningar: Lär dig grunden inom CNC, skapa prototyper, tillverka funktionsdugliga delar i mjukare material
- Uppgraderingsvägar: Överväg om plattformen stödjer uppgraderingar av fräsaggregat, utbyte mot kulkretsar eller tillägg av skyddskapsling
För professionella och produktionsmiljöer:
- Industriell konstruktion: Gjutjärns- eller konstruerade stålskelett med betydlig massa
- Precisionens rörelsesystem: Kulskruvar, högkvalitativa linjärguider, servomotorer med encoderfeedback
- Spindelkapacitet: Högre effekt med styva verktygshållarsystem som CAT40 eller BT30
- Produktens egenskaper: Automatiska verktygsbytare, probningssystem, kylvätskehantering
En liten CNC-maskin kan verka begränsad jämfört med fullstor utrustning, men begränsningar främjar kreativitet och djupare inlärning. Många framgångsrika maskinister har utvecklat sina färdigheter på mer blygsam utrustning innan de gått upp i skala – grunden överförs oavsett maskinstorlek.
Mjukvaruekosystem och överväganden kring inlärningskurvan
Arbetsflödet från idé till färdig del går genom mjukvara i varje steg. Att förstå denna process hjälper dig att bedöma inte bara maskinen, utan hela ekosystemet du investerar i.
CAD (Computer-Aided Design) skapar din 3D-modell eller 2D-ritning. Alternativen sträcker sig från kostnadsfria verktyg som Fusion 360 för entusiaster till professionella paket som SolidWorks eller Inventor. Ditt val av CAD-program påverkar filkompatibiliteten och tillgängligheten av funktioner i efterföljande steg.
CAM (Computer-Aided Manufacturing) omvandlar din konstruktion till verktygspågar – de exakta rörelser som din maskin kommer att utföra. CAM-programvaran beräknar fördjupning, hastighet och skärstrategier baserat på ditt material, verktyg och maskinens kapacitet. Kvalitetsfull CAM-programvara påverkar kraftigt ytytan, cykeltiden och verktygens livslängd.
Efterbehandling omvandlar generiska verktygspågar till G-kod som är specifik för din maskins styrutrustning. Olika styrutrustningar tolkar kommandon på olika sätt, vilket gör att lämpliga postprocessorer är avgörande för tillförlitlig drift.
Maskinkontroll kör G-koden och samordnar motorer, spindel och kylvätska för att tillverka din del. Styrutrustningar sträcker sig från enkla GRBL-baserade system på skrivbords-CNC-uppställningar till sofistikerade Fanuc- eller Siemens-styrutrustningar på industriell utrustning.
Överväg dessa faktorer i programvaruekosystemet:
- Inkluderad programvara: Vissa maskiner inkluderar CAM-programvara; andra kräver separata köp
- Inlärningskurva: Komplex professionell programvara erbjuder större funktioner men kräver större investering i utbildning
- Community-stöd: Populära plattformar har omfattande handledningar, forum och delade resurser
- Prenumeration kontra evig licens: Pågående programvarukostnader påverkar de långsiktiga driftskostnaderna
- Simuleringsförmåga: Virtuell verifiering upptäcker programmeringsfel innan de skadar maskiner eller delar
Tillverkarens support och community-resurser
Vad händer när något går sönder eller du stöter på ett problem som du inte kan lösa ensam? Tillverkarens support och community-resurser avgör ofta om en maskin blir ett produktivt verktyg eller en dyr pappersvikt.
Utred tillverkarens support genom att ställa följande frågor:
- Hur responsiv är teknisk support via telefon och e-post?
- Är reservdelar lättillgängliga och rimligt prissatta?
- Tillhandahåller tillverkaren utbildningsresurser, instruktionsvideor eller dokumentation?
- Hur länge har företaget varit verksamt och vilken rykte har det för att stå bakom sina produkter?
- Tillhandahålls firmwareuppdateringar och förbättringar, eller är maskinen fastlåst i konfigurationen vid inköp?
Gemenskapsresurser är lika viktiga, särskilt för mindre tillverkare utan omfattande supportavdelningar. Aktiva användarforum, Facebook-grupper och YouTube-kanaler skapar kunskapsbaser som hjälper till att felsöka problem och dela optimeringstips. Populära plattformar som Tormach, Haas och olika märken av skrivbords-CNC-maskiner drar nytta av engagerade användargemenskaper som effektivt utökar tillverkarens support.
För professionella köpare som söker produktionsklara lösningar med beprövad support erbjuder etablerade tillverkare en trygghet som budgetalternativ inte kan matcha. Anläggningar som Shaoyi Metal Technology demonstrera hur IATF 16949-certifiering och statistisk processtyrning omvandlar kapacitetsspecifikationer till konsekventa resultat i verkligheten – den typen av operativ mognad som utvecklas under årsproduktions erfarenhet.
Rekommendationer efter användarsegment
Din situation avgör vilka kompromisser som är rimliga. Här är praktisk vägledning baserad på vanliga köparprofiler:
Hobbyister och inlärare:
- Börja med en skrivbords-CNC eller mini-CNC-maskin i prisklassen 2 000–5 000 USD
- Fokusera på maskiner som kan bearbeta aluminium och även hantera gelegent mässing eller mild stål
- Ge företräde åt plattformar med aktiva gemenskaper och omfattande lärmaterial
- Budgetera för högkvalitativt fästeutrustning och ett grundläggande verktygspaket – spendera inte hela budgeten på maskinen
- Acceptera att uppgradering senare är normal; din första maskin lär dig vad du faktiskt behöver
Små verkstäder och allvarliga entusiaster:
- Överväg bordsskiv- eller lätt industriell utrustning i prisklassen 10 000–30 000 USD
- Ge företräde åt styvhet och precision som är lämplig för stål, vilket stödjer lönsam produktion
- Investera i lämplig CAM-programvara som maximerar maskinens kapacitet
- Utred tillverkarens support noggrant – driftstopp innebär kostnader när kunder väntar
- Planera för tillväxt med maskiner som kan utrustas med automatiseringsupgraderingar, t.ex. mätsystem och verktygsbytare
Produktions- och professionella miljöer:
- Ange utrustning utifrån dokumenterade krav, inte önskade funktioner
- Ta hänsyn till totala ägarkostnaden, inklusive underhållsavtal och utbildning
- Verifiera tillverkarens stabilitet och tillgängligheten av reservdelar under den förväntade maskinens livslängd
- Överväg begagnad industriell utrustning från pålitliga varumärken som ett alternativ till ny billig utrustning
- Se till att er anläggningsinfrastruktur stödjer utrustningen – el, lyftutrustning, miljökontroller
Oavsett var ni börjar måste ni komma ihåg att den bästa CNC-maskinen för metallbearbetning är den som ni faktiskt använder för att tillverka delar. Analysparalyss håller många som vill bli konstruktörer på sidan, medan andra utvecklar sina färdigheter genom praktisk erfarenhet. Börja där budgeten och utrymmet tillåter, läs in er på grunden och uppgradera när verkliga begränsningar – inte inbillade – hindrar er från att utföra det arbete ni behöver göra.
Vanliga frågor om CNC-bearbetning av metall
1. Vad används en CNC-maskin till för metall?
En CNC-maskin för metall använder datorstyrd numerisk styrning för att automatisera skärning, formning och tillverkning av metallkomponenter med exceptionell precision. Dessa maskiner följer programmerade G-kod-instruktioner för att styra skärdon på arbetsstyckena och ta bort material för att skapa färdiga komponenter. Vanliga typer inkluderar CNC-fräsar för 3D-konturer, svarv för cylindriska delar samt plasma- eller laserskärare för plåt. Moderna CNC-maskiner för metall uppnår en positionsnoggrannhet inom 0,0001 tum, vilket gör dem avgörande för tillverkning inom luft- och rymdfart, bilindustrin och medicinteknik där strikta toleranser är avgörande.
2. Vilka metaller kan du bearbeta med CNC?
CNC-maskiner hanterar ett brett utbud av metaller, inklusive aluminium, stål, rostfritt stål, mässing, koppar och titan. Aluminium erbjuder den mest generösa bearbetbarheten med snabba skärhastigheter och minimal verktygsslitage. Stål kräver mer styva maskiner och noggrann värmehantering. Rostfritt stål innebär utmaningar med arbetsförhärtningsfenomen, vilket kräver konstant skärning och skarpa verktyg. Mässing och koppar bearbetas utmärkt och ger utmärkta ytytor. Titan kräver specialverktyg, kraftig kyling och reducerade hastigheter. Materialvalet påverkar direkt valet av verktyg, skärparametrar och maskinkrav.
3. Är CNC-fräsning svårt att lära sig?
CNC-fräsning har en inlärningskurva men är fortfarande tillgänglig för engagerade nybörjare. Grundläggande delar kan skapas inom timmar med modern CAD/CAM-programvara som automatiskt genererar verktygspålar från 3D-designer. Att bemästra hantverket – förstå materialbeteenden, optimera skärparametrar och felsöka problem – tar dock vanligtvis tre år eller mer av praktisk erfarenhet. Att börja med aluminium på en skrivbords-CNC-fräsgeråd ger en generös miljö för att lära sig grunden innan man går vidare till hårdare material och striktare toleranser.
4. Är det billigare att bygga eller köpa en CNC-maskin?
Att bygga en CNC-maskin kostar mindre i råmaterial men kräver en betydande tidsinvestering för konstruktion, montering, justering och avstämning. För entusiaster som värdesätter lärandeupplevelsen erbjuder självbyggnader pedagogiska fördelar tillsammans med kostnadsbesparingar. Att däremot köpa en kommersiellt tillverkad maskin ger dock bevisad prestanda, tillverkarens support, dokumentation och garantiomfattning. Produktionsmiljöer drar vanligtvis större nytta av att köpa kvalitetsutrustning som minimerar driftstopp. Överväg ditt tidsvärde, dina tekniska färdigheter och de avsedda applikationerna när du fattar detta beslut.
5. Hur mycket kostar en CNC-metallmaskin?
Priserna på CNC-metallmaskiner varierar från 2 000 USD för skrivbordsmodeller avsedda för hobbyanvändning till över 500 000 USD för industriell produktionsutrustning. Skrivbords-CNC-fräsar som är lämpliga för bearbetning av aluminium och lätt stål kostar 2 000–8 000 USD. Bänkmonterade maskiner med förbättrad förmåga att skära stål ligger i prisklassen 8 000–25 000 USD. Lätt industriell utrustning kostar 25 000–75 000 USD, medan fullskaliga produktionsmaskiner från varumärken som Haas eller Mazak börjar vid cirka 75 000 USD. Utöver inköpspriset bör man budgetera ytterligare 15–25 % för driftkostnader under det första året, inklusive verktyg, kylvätska, programvara och underhåll.