 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Hemligheterna hos ett specialföretag för svetsad plåt: Från råstål till färdiga delar

Vad är ett specialiserat företag för plåtsvetsning
Föreställ dig att du behöver en anpassad fästplåt, en komplicerad kapsling eller en konstruktionskomponent som helt enkelt inte finns att köpa färdig. Vart vänder du dig då? Det är just här ett specialiserat företag för plåtsvetsning blir ovärderligt. Dessa specialiserade tillverkare omvandlar rå metall till exakt utformade komponenter som är anpassade efter dina specifika krav – och därmed kopplar samman designidéer med fungerande verklighet.
Definition av specialiserade tjänster för plåtsvetsning
Ett specialiserat företag för plåtsvetsning fokuserar på att skapa anpassade metallkomponenter och monteringsdelar genom expertsvetsning av plåtmed hjälp av avancerade tekniker kombinerat med skär-, form- och avslutningsprocesser. Till skillnad från massproduktionsanläggningar som tillverkar standardiserade produkter arbetar dessa specialister utifrån CAD-filer, konstruktionsritningar eller kundbeskrivningar för att tillverka unika komponenter såsom ramar, fästen, höljen och strukturella samlingar.
Vad skiljer specialtillverkare åt? Du kommer att märka flera avgörande skillnader:
- Anpassningsförmåga: Varje projekt får individuell uppmärksamhet, från tolkning av konstruktionen till slutlig kontroll
- Materialkompetens: Djup förståelse för hur olika legeringar beter sig vid plåtsvetsoperationer, inklusive beräkningar av återböjning och hänsyn till kornriktning
- Precision i toleranser: Medan allmän tillverkning arbetar inom toleranser på ±1/16 tum till ±1/8 tum uppnår specialverkstäder ofta toleranser så stränga som ±0,005 tum till ±0,010 tum
- Kvalitetscertifieringar: Dokumenterade kvalitetssystem som stödjer luft- och rymdfart, medicintekniska apparater, bilindustrin och andra reglerade branscher
Dessa företag hanterar också specialiserade tekniker, till exempel svetsning av plåt med flusskärna för specifika applikationer som kräver djupare penetrering eller utomhusarbetsförhållanden där skyddsgas inte är praktisk.
Varför är precision i bearbetning så viktig inom tillverkning?
Så varför är precision så avgörande? Tänk på detta: komponenter som inte passar korrekt kräver kostsamma justeringar på plats, vilket ökar arbetskostnaderna och förlänger projektens tidsramar. Måttavvikelser kan leda till produktfel, garantianspråk och skada på ryktet. För branscher som kräver exakta toleranser innebär otillräcklig kvalitet på plåt- och svetskapacitet kostsamma förseningar eller rent av avslag.
Kvalitetsfulla plåtsvetsnings tjänster levererar värde genom:
- Minskade totala projekt kostnader: Undvikande av omarbete och justeringar på plats
- Förbättrad monterings effektivitet: Exakta komponenter passar ihop vid första försöket
- Förbättrad produkt prestanda: Måtnoggrannhet påverkar direkt den driftsmässiga tillförlitligheten
- Tillämpning av regelverket: Full spårbarhet, statistisk processkontroll och dokumentation av första artikeln
Investeringen i specialtillverkning ger avkastning genom minskad monteringstid, eliminerad omarbete och förbättrad produktprestanda. Oavsett om du utvecklar medicintekniska apparater där människors säkerhet beror på exakt dimensionsnoggrannhet eller tillverkar elektronikhöljen som kräver precist EMI-skydd, säkerställer samarbete med erfarna tjänster för plåtsvetsning att dina komponenter uppfyller de strikta kraven som dina applikationer ställer.
Typer av svetssätt inom plåttillverkning
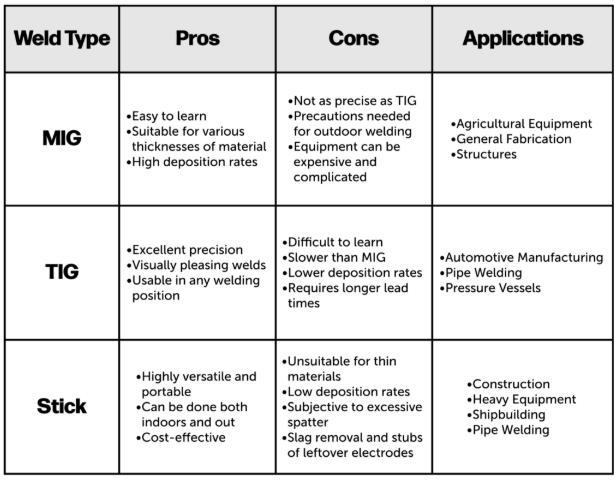
Har du någonsin undrat varför vissa plåtkomponenter har nästan osynliga fogar medan andra visar tydliga svetsnävar? Svaret ligger i valet av rätt svetssätt för varje applikation. Att förstå de olika svetssätten inom plåttillverkning hjälper dig att kommunicera effektivt med tillverkare och säkerställer att dina projekt får den optimala fogmetoden för hållfasthet, utseende och kostnadseffektivitet.
MIG-svetsning för produktionseffektivitet
När produktionshastigheten är avgörande blir MIG-svetsning av plåt det första valet för specialiserade tillverkare . Metallinertgas-svetsning (MIG), även kallad gasmetallbågsvetsning (GMAW), använder en kontinuerligt försedd trådelektrod som smälter ner i svetsbadet, samtidigt som en inert skyddsgas skyddar mot atmosfärisk förorening.
Vad gör svetsning av plåt med MIG-svetsmaskin så populär? Överväg dessa fördelar:
- Snabba svetstider: Den kontinuerliga trådförsörjningen gör att svetsare kan slutföra fogar snabbt utan att behöva stoppa för att byta ut elektroder
- Mångsidig materialkompatibilitet: Fungerar utmärkt med kolstål, rostfritt stål och aluminium
- Enklare teknik: Operatörer kan uppnå högkvalitativa resultat med mindre utbildning jämfört med andra metoder
- Rent arbete: Minimal slagg och sprut ger minskad efterbehandling av svetsen
MIG-svetsning är särskilt lämplig för tillverkning av karosserier inom bilindustrin, tillverkning av industriell utrustning och strukturella sammanfogningar där produktionsvolymen motiverar de snabbare svetshastigheterna. För tjockare material som kräver djup genomträngning använder tillverkare ibland flussbaserade svetstekniker för plåt, såsom flusskärnsvetsning (FCAW), som ofta kan utföras utomhus utan extern skyddsgas, vilket gör den mycket mångsidig för olika miljöer.
TIG-svetsning för precisionsapplikationer
När ditt projekt kräver exceptionell svetskvalitet och visuell utseende ger TIG-svetsning av plåt obestridliga resultat. Tungsten Inert Gas (TIG)-svetsning – tekniskt känd som Gas Tungsten Arc Welding (GTAW) – använder en icke-förbrukningsbar volframelektrod för att skapa ljusbågen, medan svetsaren manuellt tillsätter tillläggsmaterial efter behov.
Varför rekommenderar tillverkare TIG för kritiska komponenter? Processen erbjuder:
- Överlägsen precision och kontroll: Svetsare kan exakt reglera värmetillförseln och därmed förhindra genombränning på tunna material
- Utmärkt svetsutseende: Skapar rena, visuellt tilltalande svetsnävar som ofta inte kräver någon ytterligare efterbehandling
- Materialflexibilitet: Hanterar ett brett utbud av metaller, inklusive rostfritt stål, aluminium, titan och exotiska legeringar
- Ingen gnistsprakning: Skapar renliga arbetsområden och komponenter
TIG-svetsning är populär för utrustning inom livsmedelsindustrin där renlighet är avgörande, bränselledningar och bränsletankar, avgassystem samt luft- och rymdfartskomponenter. Även om manuell (elektrod-)svetsning av plåt fortfarande är ett alternativ för fältskador och utomhusapplikationer, gör TIG-svetsningens precision att den är det föredragna valet i kontrollerade verkstadsomgivningar där kvalitet har högre prioritet än hastighet.
Punktsvetsning för monteringsoperationer
Punktsvetsning av plåt erbjuder en helt annan metod – den använder elektrisk resistans istället för en ljusbåge för att sammanfoga material. Två elektroder applicerar tryck och elektrisk ström på överlappande metallplåtar, vilket genererar tillräckligt med värme vid kontaktpunkten för att smälta ihop dem.
Denna metod ger flera tydliga fördelar:
- Utmärkt hastighet: Varje svets slutförs på bråkdelar av en sekund
- Inga fyllnadsmaterial krävs: Minskar kostnaderna för förbrukningsmaterial och eliminerar frågor kring valet av fyllnadsmaterial
- Lätt att automatisera: Integreras sömlöst i robotbaserade produktionslinjer
- Minimal efterbehandling: Svetsar kräver nästan ingen rengöring eller slutförande
- Säkrare drift: Inga öppna lågor eller skyddsgaser krävs
Punktsvetsning dominerar inom montering av karosserier för fordon, tillverkning av hushållsapparater och alla applikationer som kräver snabb fogning av tunna, överlappande plåtbitar. Det är anledningen till att moderna bilkarosserier kan monteras med tusentals konsekventa och pålitliga fogar.
Jämförelse av svetstekniker för ditt projekt
Valet av rätt svetsteknik beror på dina specifika krav. En lasersvetsmaskin för plåt ger exceptionell precision vid mikrokomponenter och värme-känsliga material, medan traditionella metoder passar bredare applikationer. Här är en jämförelse av de främsta metoderna:
| Metod | Bästa användningsområden | Materialtjocklek, intervall | Hastighet |
|---|---|---|---|
| MIG-svetsning | Bilkarosserier, industriell utrustning, konstruktionsmonteringar, produktionsfabrikation | 24 gauge till 1/2 tum (0,6 mm till 12,7 mm) | Snabb – idealisk för högvolymsproduktion |
| TIG-svetsning | Luft- och rymdfartskomponenter, utrustning för livsmedelsförädling, bränslesystem, precisionskapslingar | 26 gauge till 1/4 tum (0,5 mm till 6,4 mm) | Långsam – prioriterar kvalitet framför hastighet |
| Punktledning | Bilmontering, hushållsapparater, kapslingar, överlappande plåtfogar | 28 gauge till 1/8 tum (0,4 mm till 3,2 mm) | Mycket snabbt – sekunder per svetsning |
| Laser svetsning | Medicinska apparater, elektronik, precisionsinstrument, värmeempfindliga material | 30 gauge till 1/8 tum (0,3 mm till 3,2 mm) | Mycket snabbt med minimal deformation |
| Fluxkärnad (FCAW) | Tung utrustning, utomhusbyggnation, tjocka konstruktionskomponenter | 18 gauge till 1 tum (1,2 mm till 25,4 mm) | Snabbt med djup genomträngning |
Enligt svetsningsbranschens experter laserlänkning fungerar ungefär tre till fem gånger snabbare än traditionella båglänkningsmetoder på tunna material, samtidigt som den ger nästan osynliga fogar med minimala värme-påverkade zoner. Detta gör den idealisk för applikationer som kräver både hastighet och precision.
Vad är det viktigaste att komma ihåg? Välj din länkningsmetod utifrån dina projektets prioriteringar. Behöver du snabb produktion av stålkonstruktioner? Då är MIG-länkning rätt val. Kräver du felfria estetiska resultat på rostfritt stål i livsmedelsutrustning? Då är TIG-länkning ditt svar. Monterar du tusentals identiska höljen? Då erbjuder punktlänkning obegränsad effektivitet. Att förstå dessa skillnader hjälper dig att välja en bearbetningspartner som har de rätta kompetenserna för dina specifika applikationer.
Material som hanteras av specialister inom plåtlänkning
Vilket material bör du välja för ditt nästa tillverkningsprojekt? Svaret beror på dina applikationskrav vad gäller styrka, vikt, korrosionsbeständighet och budget. En skicklig specialiserad företag för svetsad plåt arbetar med olika material – var och en med unika egenskaper som gör dem idealiska för specifika användningsområden. Att förstå dessa alternativ hjälper dig att fatta välgrundade beslut och kommunicera effektivt med din tillverkningspartner.
Stålsorter och deras industriella användningsområden
Stål förblir arbetshästen inom plåtbearbetning , vilket erbjuder utmärkta förhållanden mellan styrka och kostnad i ett brett spektrum av applikationer. Alla stål är dock inte lika. Specialiserade tillverkare arbetar med flera olika kategorier:
- Varmvalsat stål: Formas vid höga temperaturer och erbjuder flexibilitet och bearbetbarhet till lägre kostnad. Det är idealiskt för strukturella komponenter, ramverk och applikationer där ytytan inte är avgörande
- Kallvalsat stål: Bearbetas vid rumstemperatur för starkare och mer dimensionsnoggranna produkter – perfekt för kommersiell byggnadsbyggnad och lagersystem
- Galvaniserat stål: Vanliga stålplåtar belagda med zink för rostskydd, vanligtvis använda inom byggindustrin, bilindustrin, telekommunikationssektorn samt vind- och solenergiindustrin
När det gäller svetsning av galvaniserad plåt står tillverkare inför unika utmaningar. Kan man svetsa galvaniserad plåt framgångsrikt? Absolut – men det kräver specialiserad kunskap. Zinkbeläggningen kan påverka svetsgenomträngningen negativt och orsaka porositet i den färdiga svetsförbindelsen. Erfarna svetsare tar vanligtvis bort zinkbeläggningen från området kring svetsen innan arbetet påbörjas och galvaniserar sedan om efter slutförd svetsning för att återställa korrosionsskyddet.
MIG-svetsning av galvaniserad plåt medför även hänsynstagande till hälsorisker. Enligt experter inom säkerhet vid metallbearbetning zink förångas vid svetsning, vilket skapar zinkoxidångor som kan orsaka "metallångfeber" – influensaliknande symtom inklusive illamående, huvudvärk och kallsvett. Dessutom kan små mängder bly i galvaniserade beläggningar förångas, vilket potentiellt kan leda till långvariga hälsoproblem. Rätt ventilation, andningsapparater och säkerhetsträning är avgörande för svetsning av galvaniserad plåt.
Aluminium- och lättmetallsapplikationer
När vikten spelar roll ger aluminium en exceptionell prestanda. Aluminium väger ungefär en tredjedel så mycket som stål och har blivit oumbärligt inom flera branscher. Plåt för svetsprojekt inkluderar ofta aluminium när applikationerna kräver:
- Minskad komponentvikt: Avgörande för luftfarts-, bil- och transportapplikationer där varje kilogram påverkar bränsleeffektiviteten
- Naturlig korrosionsmotstånd: Aluminium bildar ett skyddande oxidlager som skyddar mot miljöpåverkan
- Utmärkt värme- och elektrisk ledningsförmåga: Gör det idealiskt för värmeväxlare, elektronikhusningar och elektriska komponenter
- Återvinningsbarhet: Aluminium kan återvinnas upprepade gånger utan att förlora sina egenskaper, vilket stödjer målen för hållbarhet
Enligt branschens materialguider ligger aluminiums draghållfasthet mellan 40 och 690+ MPa beroende på legerings-sammansättning, där tillsatta legeringsämnen avsevärt ökar hållfasthetsegenskaperna. Tillverkare av livsmedel och drycker använder aluminium för förpackningar, medan fordonstillverkare använder det omfattande för karosseridelar för att minska den totala vikten.
Svetsning av aluminium kräver andra tekniker än svetsning av stål. Eftersom professionella svetsare påpekar har aluminium en lägre smältpunkt och leder värme snabbt, vilket kräver exakt kontroll under svetsningsoperationer. TIG-svetsning ger vanligtvis de bästa resultaten på aluminium, även om MIG-svetsning fungerar väl för tjockare sektioner och i produktionsmiljöer.
Rostfritt stål för korrosionsresistens
När ditt projekt kräver både hög hållfasthet och utmärkt korrosionsbeständighet blir rostfritt stål det material som väljs. Dess kromhalt skapar ett självrådande oxidlager som skyddar mot rost och kemisk påverkan. Specialfabrikanter arbetar ofta med följande typer av rostfritt stål:
- Austenitiska (300-serien): Den vanligaste typen, som erbjuder utmärkt korrosionsbeständighet och formbarhet – idealisk för utrustning inom livsmedelsindustrin, medicinska apparater och arkitektoniska applikationer
- Ferritiska (400-serien): Magnetisk med god korrosionsbeständighet till lägre kostnad – lämplig för bilutrustning och hushållsapparater
- Martensitisk: Värmebehandlingsbar för hög hårdhet – används för skärande verktyg och kirurgiska instrument
Rostfritt stål utmärker sig i miljöer där hygien är av stor betydelse. Kommersiella kök, läkemedelsanläggningar och livsmedelsförverkande anläggningar förlitar sig på dess icke-porösa yta som motverkar bakterietillväxt och är lätt att rengöra. Materialet ger även estetiskt värde tack vare dess ljusa, moderna yta – vilket gör det populärt för synliga arkitektoniska element och konsumentapparater.
Även om rostfritt stål vanligtvis är dyrare än kolstål eller aluminium ger dess hållbarhet ofta långsiktiga besparingar genom minskad underhållskostnad och längre servicelevtid.
Koppar och specialmetaller
Utöver de primära materialen arbetar specialfabrikanter också med koppar och andra metaller för specifika applikationer:
- Koppar: Ererbjuder exceptionell elektrisk och termisk ledningsförmåga, vilket gör den oumbärlig för kablar, elektronik, rörkomponenter och dekorativa applikationer. Kopparplåtar innehåller inte tillräckligt med järn för att rosta och blir starkare när de legeras med andra element
- Mässing och brons: Kopparlegeringar som ger unika estetiska egenskaper samt korrosionsbeständighet för marin utrustning, dekorativa armaturer och musikinstrument
- Titan: Exceptionellt högt hållfasthets-/vikt-förhållande med utmärkt korrosionsbeständighet för luft- och rymdfart, medicinska implantat samt högpresterande applikationer
Varje material kräver specifika svetsparametrar, tilläggsmaterial och hanteringsförfaranden. Att samarbeta med en erfaren konstruktionspartner säkerställer att ditt materialval stämmer överens både med dina prestandakrav och tillverkningsmöjligheter – vilket lägger grunden för framgångsrika projektresultat inom alla branschtillämpningar.

Branscher som betjänas av specialiserade plåtbearbetare
Vem behöver egentligen förmågorna hos ett specialiserat företag för svetsad plåt? Svaret kan komma som en överraskning. Från fordonet du kör till byggnaden där du arbetar påverkar plåtbearbetning och svetsning nästan varje aspekt av det moderna livet. Att förstå vilka branscher som är beroende av dessa tjänster hjälper dig att inse den expertis och de specialiserade verktygen som din bearbetningspartner behöver för att leverera kvalitetsresultat för ditt specifika användningsområde.
Bil- och transportkomponenter
Bilindustrin utgör en av de största konsumenterna av tjänster för svetsad plåtbearbetning. Enligt branschexperts , har den moderna plåtbearbetningen inom bilindustrin utvecklats långt förbi enkla stansning och svetsning och blivit en precisionstyrda disciplin som innefattar innovation inom materialvetenskap och mästarkunskap inom digital simulering.
Vilka komponenter kräver denna bransch? Listan är omfattande:
- Chassidelar: Ramstänger, tvärbalkar och underchassier som utgör fordonets strukturella ryggrad
- Fjädringsdelar: Styrarmar, fästbracket och monteringsplattor som kräver exakta toleranser för korrekt justering
- Strukturella sammanbyggnader: A-stolpar, B-stolpar, dörrkarmar och golvplåtar som ger krockskydd
- Karossdelar: Motorhuvar, hjulhus, dörrar, sidopaneler och tak som definierar fordonets estetik
- Batterihöljen: Kritiska komponenter för elfordon som fungerar som bärande chassidelar, värmehanteringsnoder och säkerhetsstrukturer
Att hitta den bästa svetsmaskinen för karosseriplåt kräver förståelse för att bilmässiga applikationer kräver både hållfasthet och precision. Många tillverkare använder hybridfogningstekniker – kombinationer av punktsvetsning, lasersvetsning, självpåskruvande nitar och strukturella limmedel – för att hantera konstruktioner i blandade material. När du överväger vilken svetsmaskin som är bäst för bilplåtprojekt bör du leta efter funktioner för både traditionell motståndssvetsning och avancerade tekniker som fjärrlasersvetsning, som uppnår hastigheter cirka fem gånger högre än konventionell punktsvetsning.
Industriell utrustningstillverkning
Tung utrustning, maskiner och industriella system är i hög grad beroende av svets- och plåtexpertis. Dessa tillämpningar kräver ofta en robust strukturell integritet kombinerad med exakt dimensionsnoggrannhet.
Tillverkare av industriell utrustning förlitar sig på specialiserade tillverkare för:
- Maskinhus och skyddsanordningar: Skyddande skal som skyddar operatörer från rörliga delar samtidigt som de möjliggör åtkomst för underhåll
- Styrskåp och elektriska skåp: Precisionsskal som ger EMC-skydd och miljöskydd för känslig elektronik
- Transportbältesystem: Rännor, behållare och konstruktionsramar för materialhanteringsoperationer
- Jordbruksutrustning: Utrustningskomponenter, traktorkroppsdelen och lagringssystem
- HVAC-komponenter: Kanalsystem, luftfördelningskåpor och luftbehandlingsaggregat för kommersiell och industriell klimatreglering
- Housing för medicinsk utrustning: Chassin och skal för komplexa diagnostikmaskiner, kirurgiska verktyg och sjukhusinfrastruktur
Enligt källor inom tillverkningsindustrin tillverkas många medicintekniska apparater – från komplexa maskiner till kirurgiska verktyg – av plåt. Metallkirurgiska instrument kan tillverkas i exakta mått och beställas i önskade kvantiteter, vilket säkerställer att sjukhus aldrig saknar kritiska verktyg.
Arkitektoniska och byggnadsapplikationer
Byggindustrin har omfamnat plåtsvetsningar som avgörande element både i strukturella och dekorativa applikationer. Plåtframställning ger den styrka, hållbarhet och anpassningsförmåga som modern arkitektur kräver.
Byggtillämpningar inkluderar:
- Strukturella komponenter: Stödpelare, modulära ramverk, golvbrunnar, galler, flänsade kanaler och industriella gångvägar
- Taksystem: Metallplattor, tätningslistar, takrännor och avrinningskomponenter
- Fasadelement: Dekorativa plattor, solskydd och väderbeständiga markiser
- Interiörutrustning: Räcksystem, träarbetsdelar, spiraler och anpassade dekorativa plattor
- Infrastruktur: Brostrukturdelar, högteknologiska telekommunikationsutrustningshus och servicekapslingar
Enligt byggnadsspecialister använder arkitekter och designers plåtbearbetning för att lägga till element som inte bara ger skydd utan också förbättrar den visuella effekten. Materialets förmåga att formas till komplexa former samtidigt som det bibehåller sin strukturella integritet gör det ovärderligt för både funktionella och estetiska applikationer.
Ytterligare branscher som kräver specialbearbetning
Utöver dessa huvudsakliga sektorer tjänar specialbearbetare ett stort antal ytterligare branscher:
- Flygindustri: Komponenter till flygplan och rymdfarkoster som kräver strikta toleranser samt exotiska material som titan och specialiserade aluminiumlegeringar
- Elektronik: Chassin, skåp och paneler med specifika krav på värmeavledning, elektromagnetisk skärmning och estetik
- Matbearbetning: Rostfritt stål-utrustning som kräver hygieniska svetsningar och ytor som motstår bakterietillväxt
- Hushållsapparater: Skal och interna strukturella komponenter till kylskåp, tvättmaskiner, luftkonditioneringssystem och annan hushållsutrustning
- Möbeltillverkning: Metalliska bordsbening, stolsryggar och dekorativa element som kombinerar hållbarhet med modern estetik
- Automation och robotik: Hållbara delar och komponenter för specialmaskiner och verktyg
Varje bransch ställer unika krav – från korrosionsbeständighet som krävs för marin användning till biokompatibilitetskrav för medicinska implantat. En kvalificerad specialfabrikant förstår dessa olika krav och upprätthåller de certifieringar, utrustning och expertis som krävs för att möta kunders mångskiftande behov. Denna branschmässiga mångfald förklarar också varför valet av rätt fabrikationspartner – en partner med erfarenhet inom just er specifika sektor – är så avgörande för projektets framgång.
Processen för anpassad tillverkning förklarad
Så du har identifierat ett specialiserat företag för svetsad plåt med rätt kompetens för ditt projekt. Vad händer sedan? Att förstå tillverkningsarbetsflödet hjälper dig att ställa realistiska förväntningar, förbereda rätt dokumentation och kommunicera effektivt med din tillverkningspartner under hela processen. Från initial förfrågan till slutlig leverans – här är vad du kan förvänta dig vid varje steg.
Designgranskning och DFM-analys
Varje framgångsrikt projekt börjar med en grundlig designgranskning. När du skickar in dina CAD-filer, konstruktionsritningar eller konceptskisser utvärderar tillverkarens ingenjörsteam din design avseende tillverkningsbarhet – ofta kallad DFM-analys.
Vad undersöker denna granskning? Enligt experter inom precisionsskivmetall omfattar en korrekt DFM-analys materialformbarhet, maskinkapacitet, ledtid och kostnadsoptimering. Men här är en branschhemlighet: om du vill ha delar av högsta kvalitet med snabb leverans räcker det inte att förstå DFM. Att skicka dina CAD-modeller till ett specialiserat skivmetallverkstad så tidigt som möjligt gör att deras expertis kan påverka dina designbeslut.
Under denna fas förväntar du dig att din tillverkningspartner tar upp:
- Materialval: Rekommenderar optimala material baserat på dina applikationskrav och budget
- Toleransbedömning: Identifierar mått som kan behöva justeras för tillförlitlig tillverkning
- Optimering av böjradier: Säkerställer att böjspecifikationerna stämmer överens med materialens egenskaper och den tillgängliga verktygslinjen
- Svetsöverväganden: Ger råd om hur man svetsar skivmetall med en MIG-svetsmaskin eller andra lämpliga metoder för din montering
- Möjligheter till kostnadsminskning: Föreslår designändringar som minskar tillverkningskomplexiteten utan att påverka funktionen
Detta samarbetsbaserade tillvägagångssätt förhindrar kostsamma ändringsorder och omarbete senare i processen. Enligt branschexperter behöver din plåtbearbetningsleverantör viss flexibilitet för att fatta de bästa besluten för ditt uppdrag – både när det gäller material och tillvägagångssätt.
Prototypframställning och provproduktion
När designoptimeringen är slutförd går de flesta projekt vidare till prototypfasen. Denna avgörande fas gör det möjligt för dig att fysiskt validera din design innan du går över till serietillverkning.
Vilka prototypmetoder använder specialiserade plåtbearbetningsföretag? Enligt vägledningar för metallbearbetningsprocesser omfattar vanliga tillvägagångssätt:
- Cncbearbetning: Ererbjuder hög precision, mångsidighet och snabb leveranstid – idealiskt för framställning av delar med strikta toleranser och komplexa geometrier
- Prototypframställning i plåt: Används för höljen, paneler och komponenter som kräver böjnings- och formningsoperationer
- Laserbegränsning med manuell formning: Ger möjlighet till snabb iteration för initial validering av konceptet
Prototyper har flera syften utöver enkel passningskontroll. De möjliggör funktionsprovning, hjälper till att identifiera det bästa sättet att svetsa plåtmonteringar och avslöjar potentiella problem innan de blir kostsamma produktionsproblem. Många kunder gör två eller tre prototyprevisioner innan de godkänner produktionen – och denna investering ger vanligtvis avkastning många gånger över genom att förhindra fel i fält.
Produktion och sammansättning
När godkända prototyper finns till hands påbörjas produktionen. Tillverkningssekvensen följer vanligtvis denna ordning:
- Inköp av material: Beställning av specificerade material med krävda certifikat och mättningsrapporter från valsverket
- Skärningsoperationer: Laserstansning, vattenstrålstansning eller skärande av råplåt till komponentblanketter
- Formningsoperationer: CNC-bänkpressböjning, stansning eller rullformning för att skapa tredimensionella former
- Svetsning och fogning: Tillämpning av lämpliga svets- och skärtekniker för plåt baserat på material och applikationskrav
- Ytbehandling: Slipning, polering, strålning eller pulverbeläggning för att uppnå önskad ytbild och skydd
- Montering: Installation av hårdvara, fästdon och integrering av underkomponenter i fullständiga monteringsenheter
Under hela produktionsprocessen kan du förvänta dig regelbunden kommunikation från din tillverkningspartner. Kvalitetsorienterade verkstäder ger statusuppdateringar vid viktiga milstolpar och informerar dig omedelbart om eventuella problem som kan påverka leveranstiderna eller specifikationerna.
Kvalitetskontroll och certifiering
Innan några delar skickas ut säkerställer omfattande kvalitetskontroll att de uppfyller dina specifikationer. Enligt kvalitetsstyrningsexperter , omfattar effektiv kvalitetssäkring noggrann inspektion av råmaterial, övervakning under tillverkningen, verifiering av mått och provning efter tillverkning.
Vilka inspektionsmetoder bör du förvänta dig?
- Visuell inspektion: Undersökning av svetsar, ytor och allmän utförande för felaktigheter
- Dimensionell verifiering: Användning av mätstockar, mikrometerskruvar, CMM-maskiner och måttpinnar för att bekräfta kritiska mått
- Första provningsinspektion: Omständlig dokumentation av de första tillverkade delarna i förhållande till alla krav i ritningarna
- Funktionellt testning: Verifiering av att monteringsenheter fungerar som avsett i verkliga bruksförhållanden
- Icke-skadlig provning: Metoder som färggenomträngning eller ultraljudsinspektion för verifiering av kritisk svetsintegritet
För reglerade branscher bör er tillverkare leverera fullständiga dokumentationspaket, inklusive materialcertifikat, inspektionsrapporter och överensstämmelsecertifikat. Att samarbeta med erfarna tillverkare som förstår hur man utför MIG-svetsning av plåt enligt tillämpliga standarder säkerställer att era komponenter uppfyller branschstandarderna från början.
Tidsramar och kommunikation
Hur lång tid bör ni räkna med att processen tar? Tidsramarna varierar kraftigt beroende på projektets komplexitet, men här är en allmän ram:
| Projektfas | Typisk längd | Viktiga resultat |
|---|---|---|
| Offertförfrågan | 24–72 timmar | Detaljerad kostnadsuppdelning och uppskattning av ledtid |
| DFM-granskning | 2–5 arbetsdagar | Teknisk återkoppling och förslag på designoptimering |
| Prototypning | 5-15 arbetsdagar | Fysiska provexemplar för validering och testning |
| Produktion | 2–6 veckor | Slutförda delar som uppfyller alla specifikationer |
| Slutlig Inspektion | 1-3 arbetsdagar | Kvalitetsdokumentation och förberedelser inför frakt |
Kommunikationspreferenser bör fastställas tidigt. Den bästa svetsningen för plåtprojekt uppnås genom partnerskap där båda parter upprätthåller öppen dialog under hela processen. Förvänta dig att din plåtbearbetare proaktivt kommunicerar om materialtillgänglighet, produktionsframsteg och eventuella klargöranden av konstruktionen som krävs.
Att förstå denna arbetsprocess ger dig möjlighet att redovisa rätt information från början, förutse beslutspunkter och planera dina egna tidsramar därefter. Men vilken utrustning och vilka tekniker gör egentligen kvalitetsfull svetsning av plåt möjlig? Det är exakt vad specialiserade plåtbearbetare behärskar – och att förstå deras kompetens hjälper dig att bedöma potentiella tillverkningspartners.

Utrustning och tekniker för kvalitetsfull svetsning av plåt
Du har valt din tillverkningspartner och förstår processen – men vad är det egentligen som gör skillnaden mellan en medelmåttig svetsning och en som fungerar felfritt i åratal? Svaret ligger i rätt utrustningsval och behärskning av tekniken. Oavsett om du utvärderar ett specialiserat företag för svetsad plåt eller sätter upp din egen verkstad hjälper förståelsen av dessa grundenheter dig att identifiera högkvalitativ hantverksmässig utförande och kommunicera dina förväntningar effektivt.
Att välja rätt svetsmaskin för ditt material
Att välja den bästa svetsmaskinen för plåt beror på flera faktorer: materialtyp, tjocklek, produktionsvolym och krav på svetskvalitet. Här är vad erfarna plåtbeskärare tar hänsyn till när de anpassar utrustning till applikationer:
- För tunn kolstål (24 gauge och tunnare): En MIG-svetsmaskin för plåt med justerbar spänning och trådhastighet ger den kontroll som krävs för att förhindra genombränning. Sök efter maskiner som erbjuder mjuka bågstartar och konsekvent trådförsörjning
- För rostfritt stål: TIG-svetsmaskiner ger den precision och värmekontroll som krävs för rena, korrosionsbeständiga svetsningar utan att påverka materialens egenskaper
- För aluminium: Specialiserad MIG-utrustning med spolpistoler eller push-pull-system, eller AC-TIG-svetsmaskiner som är utformade för aluminiums unika egenskaper
- För högvolymsproduktion: Automatiserade eller halvautomatiserade system som bibehåller konstanta parametrar över tusentals svetsningar
Valet av trådstorlek påverkar i betydande utsträckning svetskvaliteten vid plåt. Enligt Miller Electrics svetshandledning bör tråddiametern anpassas till ditt strömområde:
- 0,023 tum tråd: 30–130 ampere – idealisk för tunna material
- 0,030 tum tråd: 40–145 ampere – mångsidig för lätt till medeltyck material
- 0,035 tum tråd: 50–180 ampere – lämpligt för arbete med medeltycklek
- 0,045 tum tråd: 75–250 ampere – lämpligt för tyngre material
Vid svepning av plåt med TIG-teknik bör tilläggsmaterial vanligtvis ha samma sammansättning som grundmaterialet. För kritiska applikationer bör du konsultera din materialleverantörs rekommendationer för att säkerställa metallurgisk kompatibilitet.
Val av skyddsgas för optimala resultat
Skyddsgas påverkar kraftigt svetskvaliteten, penetrationsdjupet och utseendet. Att hitta den bästa gasen för MIG-svetsning av plåt kräver förståelse för hur olika blandningar fungerar på olika material.
Enligt branschens vägledningar för skyddsgas , här är det som fungerar bäst:
| Material | Tjocklek | Rekommenderad gas | Fördelar |
|---|---|---|---|
| Kolstål | Upp till 14 gauge | 92 % argon / 8 % CO2 | Bra genombränning och kontroll av deformation |
| Kolstål | 14 gauge – 1/8 tum | 75 % argon / 25 % CO2 | Höga svetshastigheter, minimal deformation och sprutning |
| Rostfritt stål | Alla tjocklekstoleranser | 92 % argon / 8 % CO2 | Bra kontroll där korrosionsbeständighet inte är avgörande |
| Aluminium | Upp till 3/8 tum | 100 % Argon | Bästa metallöverföring, bågstabilitet och minimal sprutning |
Varför är valet av bästa skyddsgas för svetsning av plåt så viktigt? En felaktig blandning kan orsaka överdriven sprutning, dålig penetrering eller porositet som försvagar fogens hållfasthet. Rent CO2 ger djup penetrering men orsakar mer sprutning – acceptabelt för konstruktionsarbete som göms från sikten, men problematiskt för synliga komponenter som kräver ren yta.
Förebygga kroknings- och deformationsskador
Vridning och buckling utgör en av de mest frustrerande utmaningarna vid svetsning av plåt. Att förstå varför det sker hjälper dig att förebygga det. Enligt experter inom plåtformning beror deformation på flera faktorer:
- Materialegenskaper: Värmekonduktivitet, termisk expansionskoefficient och sträckgräns påverkar alla hur metall reagerar på svetsvärme
- Värmetillförsel: Snabb eller ojämn uppvärmning och svalning introducerar termiska spänningar som drar materialet ur form
- Mekaniska krafter: Felaktig spännning eller otillräcklig stödning gör att materialet kan röra sig under svetsningen
Effektiva tekniker för värmbearbetning inkluderar:
- Stumpsvetsning: Att göra korta svetsar med avsvalningsperioder mellan passeringar istället för kontinuerliga svetsnädar
- Bakåtstegning: Att svetsa i segment som rör sig åt motsatt håll jämfört med den totala svetsriktningen
- Balanserad svetsning: Att växla mellan sidor vid symmetriska samlingar för att jämna ut termiska spänningar
- Värmeavledare: Att använda koppar- eller aluminiumunderlag för att leda bort värme från tunna material
- Reglerad strömstyrka: Använda den minsta värmeinmatning som krävs för tillräcklig genomträngning
Enligt vägledningarna för svetsparametrar leder för långsam framfart till för mycket värme, vilket resulterar i alltför breda svetsnävar och dålig genomträngning – på tunnare material orsakar detta även bränning igenom. Att hitta rätt framfartshastighet innebär att balansera genomträngning mot värmehantering.
Viktiga spännklor och fixturer
Kvalitetsfulla spännklor och fixturer för plåtsvetsning gör skillnaden mellan att kämpa mot arbetsstycket och att fullständigt kontrollera det. Rätt fixturering uppfyller flera syften:
- Behåller justeringen: Håller komponenterna på rätt position under hela svetsprocessen
- Motverkar deformation: Motverkar termiska spänningar som annars skulle dra delarna ur form
- Förbättrar konsekvensen: Säkerställer återkommande resultat mellan olika produktionsomgångar
- Förbättrar säkerhet: Förhindrar arbetsstyckets rörelse, vilket kan orsaka skador eller svetsfel
Rekommenderade svetsklämmor för plåt, ordnade efter användningsområde:
- För allmän positionering: Låsbara C-klämmor med roterande underläppar som anpassar sig till ojämna ytor
- För kantsvetsning: Kantoor-stilklämmor som grepper längs plåtkanten utan att störa tillträdet för svetsning
- För stötskarvar: Magnetiska kvadrater och vinkelklämmor som säkerställer exakt justering
- För panelarbete: Intergrip- eller panelklämmor speciellt utformade för karosseri och liknande tillämpningar inom bilindustrin
- För produktionslöpningar: Anpassade fästutrustningar med snabbklämmor som möjliggör snabb påläsning och urläsning
Enligt bästa praxis vid tillverkning ska plåtkomponenter säkras ordentligt med klämmor eller fästutrustning under bearbetningen – detta stabiliserar materialet och förhindrar rörelse eller deformation orsakad av svetskrafter. Använd lämpliga klämmor, skabeloner eller fästutrustningar för att säkerställa jämn tryckfördelning.
Stödsystem är lika viktiga. Implementera effektiva stöd för att minimera deformation – detta kan inkludera användning av stödblock, bakmåttstockar eller mandrar vid böjnings- eller formningsoperationer som utförs före svetsning. Rätt stöd fördelar krafterna och minskar risken för deformation redan innan svetsningen påbörjas.
Att förstå dessa utrustnings- och teknikgrundläggande principer ger dig det vokabulär som krävs för att diskutera kvalitetsförväntningar med tillverkare. Men vad händer när allt inte går som det ska? Även erfarna svetsare stöter på utmaningar – att känna till hur professionella löser vanliga problem hjälper dig att identifiera kompetenta samarbetspartners och realistiska lösningar.
Övervinna vanliga utmaningar vid svetsning av plåt
Även de mest skickliga svetsarna stöter på problem när de arbetar med tunna material. Genombränning, deformation och oestetiska fel kan stoppa projekt och frustrera både tillverkare och kunder. Att förstå hur professionella hanterar dessa utmaningar hjälper dig att identifiera högkvalitativt hantverk och ställa realistiska förväntningar när du samarbetar med ett specialiserat företag för svetsad plåt. Låt oss undersöka de vanligaste problemen och deras beprövade lösningar.
Hantering av värmeinmatning vid arbete med tunna material
Varför orsakar svetsning av tunna plåtar så många huvudvärk? Svaret ligger i fysiken. Tunn material—vanligtvis 1/8 tum eller mindre—absorberar värme snabbt men har minimal massa för att sprida bort den. Detta skapar ett smalt fönster mellan att uppnå korrekt sammanfogning och att helt smälta igenom ditt arbetsstycke.
Enligt professionella svetsguider , det bästa sättet att svetsa tunna plåtar innebär flera nyckelstrategier:
- Lägre ampervärden: De flesta TIG-svetsningar på tunt metall sker vid 50 ampere eller mindre, med vissa applikationer som kräver så lite som 5–10 ampere
- Högre färdhastigheter: Att röra sig för långsamt gör att värmen ackumuleras, vilket dramatiskt ökar risken för genomsmältning
- Mindre förbrukningsmaterial: Användning av tråd med diameter 0,023–0,030 tum vid MIG-svetsning minskar värmetillförseln jämfört med tjockare trådar
- Pulssvetsningslägen: Att växla mellan höga och låga strömpulser gör att smältpoolen får svalna lätt mellan topparna
Vad gäller bågsvetsning av tunn plåt specifikt? Tekniken kräver exceptionell bågkontroll. Starta bågen på tjockare material om möjligt, och flytta sedan snabbt till den tunnare delen. Detta tillvägagångssätt hjälper dig att etablera bågen utan att omedelbart överheta känslområden.
Stegvis svetsning ger en annan effektiv lösning. Istället for att köra kontinuerliga sömmar gör skickliga svetsare korta stygn med svalningsperioder mellan passerna. Detta förhindrar att värme ackumuleras i koncentrerade områden, samtidigt som full genomgående fogpenetration uppnås.
Åtgärda deformation efter svetsning
Vad händer då deformation uppstår trots dina bästa förebyggande åtgärder? Panikera inte – professionella konstruktörer har utvecklat pålitliga metoder för att rätta till deformationsdrabbad plåt efter svetsoperationer.
Först måste du förstå varför vridning uppstår. När du svetsar expanderar den upphettade området medan det kylare omgivande metallen motverkar denna expansion. När svetsen svalnar och drar ihop sig drar den i den omgivande materialet, vilket skapar deformation. Ju tunnare materialet är, desto mer utpräglad blir denna effekt.
Korrigeringstekniker inkluderar:
- Mekanisk rätning: Användning av hammare, stötdynor och planeringsverktyg för att försiktigt forma om metallen
- Värmekrympning: Strategisk tillämpning av värme på sträckta områden orsakar kontrollerad kontraktion som motverkar vridning
- Stresslindring: Kontrollerad uppvärmning och långsam svalning kan minska de inre spänningarna som orsakar deformation
- Planering: Lätt hammarslag som sträcker metallen i målade områden för att motverka krympning från svetsning
Förebyggande åtgärder är fortfarande enklare än korrigering. Enligt svetsexperter hjälper det att använda värmeavledare, till exempel aluminium- eller kopparstavar som spänns fast nära svetssområdet, för att snabbt avleda värme. För större delar ger vattenkylda kylningsplattor ännu effektivare värmehantering.
Den avgörande insikten? Övervaka temperaturen under hela svetsprocessen. Använd temperaturindikerande färgpennor eller infraröda termometrar för att spåra mellanpassningstemperaturerna. Att hålla nere mellanpassningstemperaturerna på tunna material förhindrar den ackumulerade värmeuppkomsten som orsakar allvarlig deformation.
Fylla hål och reparera defekter
Oavsett om du täcker över föråldrade monteringshål eller reparerar oavsiktlig genombränning kräver svetsning av hål i plåt specifika tekniker som skiljer sig från standardfogsvetsning.
För små hål under 1/4 tum, professionella guider för karosserireparation rekommenderar användning av en kopparstödplatta. Spänn fast kopparen bakom hålet – den absorberar värmen från svetsen och ger en yta att bygga på. MIG-tråden fastnar inte vid koppar, vilket ger dig en ren inre yta istället for en ful klump som sticker ut genom baksidan.
För större hål behöver du patchskivor eller skräddarsydda fyllningsplattor:
- Anpassa storleken på patchen korrekt: Skär patcharna något mindre än hålet för att möjliggöra full smältning runt omkretsen
- Placera strategiskt: Att placera patcharna något insänkta gör att du kan slipa svetsen jämnt utan att skapa upphöjda områden
- Börja med punktsvetsning: Placera de första punktsvetsningarna vid motsatta punkter (180 grader ifrån varandra) för att hålla patchen på plats
- Svets omkretsen i stygn: Slutför svetsningen med korta stygn som växlar runt patchen för att fördela värmen jämnt
För att svetsa hål i plåt framgångsrikt är rätt teknik viktigare än dyrt utrustning. Starta bågen på den tjockare patch-materialet och dra sedan snabbt över till det tunnare basmaterialet. Detta tillvägagångssätt kontrollerar värmen på det mer känslomaterial. Observera den karakteristiska blåa värmeringen på basmaterialet – ju mindre denna ring är, desto mindre deformation kommer du att uppleva.
Genomsängning under reparation av hål lär faktiskt värdefulla lektioner. Som erfarna konstruktörer påpekar tvingar genomsängning dig att utveckla återhämtningsförmåga och avslöjar dolda problem som rostskadat material som ändå inte skulle ha svetsats ordentligt.
Efter att ha slutfört reparationerna ska svetsna slipas försiktigt med fläktskivor snarare än aggressiva slipskivor. Fläktskivor tar bort material gradvis och introducerar mindre värme – vilket är avgörande för att bibehålla reparationens integritet. Målet? En jämn yta som endast kräver minimal karosserifiller eller avslutande bearbetning.
Dessa felsökningsfärdigheter skiljer amatörarbete från professionella resultat. Men att veta hur man löser problem är bara en faktor när man väljer en tillverkningspartner. Att förstå vilka certifieringar, kompetenser och servicestandarder man ska leta efter säkerställer att dina projekt får den expertis de förtjänar.

Att välja rätt partner inom plåtbruk
Du har lärt dig om svetstekniker, material och felsökningsmetoder – men hur hittar du egentligen en tillverkningspartner som kan uppfylla dina projektkrav? Att välja rätt svetsare för plåt är inte bara en fråga om att hitta någon med utrustning. Det handlar om att identifiera en partner med de certifieringar, kompetenser och engagemang för kvalitet som dina applikationer kräver. Låt oss utforska de avgörande bedömningskriterier som skiljer exceptionella tillverkare från genomsnittliga.
Certifieringar och kvalitetsstandarder att leta efter
Kan du svetsa plåt enligt strikta krav utan dokumenterade kvalitetssystem? Tekniskt sett ja – men att bevisa det för kunder, revisorer och myndigheter blir nästan omöjligt. Certifieringar ger objektiv bevisning för att en tillverkare upprätthåller de processer, utbildningar och kvalitetskontroller som krävs för konsekventa resultat.
Här är de viktigaste certifieringarna att utvärdera:
- ISO 9001:2015: Den grundläggande standarden för kvalitetsstyrning som fastställer systematiska processer för konsekvent produktkvalitet – nödvändig för varje allvarlig tillverkare
- IATF 16949:2016: Avgörande för fordonsrelaterade applikationer; denna certifiering harmoniserar kvalitetskraven i den globala fordonsindustrins leveranskedja. Enligt branschexperter på Master Products fokuserar IATF 16949 på att förebygga fel och produktionsskillnader samtidigt som skrot och avfall minimeras
- AWS D9.1 – Plåtsvetsningsstandard: AWS:s kod för svetsning av plåt fastställer minimikrav för svetsare som utför plåtframställning – vilket säkerställer att personalen har demonstrerat kompetens inom sitt yrke
- AWS D1.2 Strukturossvetsningskod – Aluminium: Omfattar material och konstruktion, framställning, inspektion och kvalificering för aluminiumsvetsningar
- AS9100: Krävs för luft- och rymdfartsapplikationer där fel inte är tillåtet
Varför är IATF 16949-certifiering så viktig för bilindustrin? Standarden kräver ökad uppmärksamhet på kundspecifika produktionsbehov, förväntningar och krav. Som certifierade tillverkare påpekar skapar IATF-certifiering status som "vald leverantör" bland ledande biltillverkare, vilket stärker och gör leveranskedjorna mer pålitliga.
Till exempel, Shaoyi (Ningbo) Metallteknik behåller sin IATF 16949-certifiering för sina automobilrelaterade stans- och precisionsmonteringsoperationer – vilket visar på den kvalitetsinfrastruktur som krävs för produktion av chassin, upphängning och strukturella komponenter. Denna certifieringsnivå indikerar att tillverkaren tar kraven på kvalitet inom bilindustrin på allvar.
Utvärdering av produktionskapacitet
Certifieringar verifierar kvalitetssystem, men du måste också bedöma om en tillverkare har rätt utrustning och expertis för ditt specifika projekt. Den bästa plåtsvetsaren för ditt användningsområde beror på hur väl dess kapaciteter matchar dina krav.
Viktiga kapacitetsfaktorer att utvärdera:
- Utrustningsutbud: Har anläggningen den skär-, form- och svetsutrustning som ditt projekt kräver? Sök efter CNC-laser, pressbänkar och flera svetsstationer
- Materialkompetens: Har de tidigare arbetat framgångsrikt med de material du specificerat? Be om exempel på liknande projekt
- Kapacitet och skalbarhet: Kan de hantera dina volymkrav – både nuvarande och förväntad tillväxt?
- Automatiseringsnivå: För högvolymsproduktion säkerställer automatiserad eller robotbaserad svetsning konsekvens över tusentals delar
- Sekundära operationer: Erbjuder anläggningen slutförande, montering och montering av hårdvara för att minska komplexiteten i er leveranskedja?
Enligt branschguider för tillverkning investerar ledande leverantörer i de senaste CNC-fräscentrarna, svetsstationerna, skärverktygen och den modernaste tillverkningsutrustningen. Observera hur väl underhållen anläggningen verkar – ett rent och strukturerat arbetsområde signalerar stolt på färdigheter och engagemang för kvalitetskontroll.
Underskatta inte inspektionsmöjligheterna. Avancerade plåt- och svetsoperationer kräver verifieringsutrustning inklusive:
- Koordinatmätmaskiner (CMM): För exakt dimensionsverifiering av komplexa geometrier
- Optiska komparatorer: För profil- och konturinspektion
- Ytfinishprovare: När utseendespecifikationer är viktiga
- Svetsinspektionsverktyg: Inklusive visuell inspektionsutrustning och icke-destruktiva provningsmöjligheter för kritiska applikationer
Snabb prototypframställning och leveranstider
I dagens snabbt föränderliga produktutvecklingsmiljö är hastighet avgörande. Hur snabbt kan en potentiell partner gå från ditt första förfrågningsmeddelande till att du har fysiska delar i dina händer?
Utvärdera dessa tidsramsfaktorer:
- Offertbearbetningstid: Kvalificerade tillverkare ger detaljerade offertförslag inom 24–72 timmar. Vissa tillverkare, som Shaoyi Metal Technology , erbjuder offertomställning på 12 timmar för kunder som behöver snabbare svarstider
- Prototyperingshastighet: Hur snabbt kan de tillverka provdelar för validering? Sök efter möjlighet till snabb prototypframställning på fem dagar när utvecklingstiderna är kritiska
- Responsivitet i DFM-stöd: Snabb designåterkoppling förhindrar flaskhalsar under produktutvecklingen. Ett omfattande DFM-stöd identifierar tillverkningsrelaterade problem innan de blir kostsamma
- Produktionsgenomloppstider: Förstå standardleveranstiderna och om det finns möjlighet till expedierad leverans vid brådskande krav
Enligt branschexperternas rekommendationer bör du redovisa din tidsplan och budgetbegränsningar tidigt. Se till att tillverkningsföretaget kan anpassa sig efter ditt schema och ge korrekta kostnadsestimeringar innan du ingår ett partnerskap.
Projektledning och kommunikationsstandarder
Även tekniskt skickliga tillverkare kan vara besvikande om de saknar stark projektledning. Utvärdera hur potentiella partners hanterar kundupplevelsen:
- Dedicerade projektledare: En enskild kontaktperson som förstår ditt projekt och kan ge aktuella uppdateringar
- Proaktiv kommunikation: Kontaktar de dig med statusuppdateringar, eller måste du alltid följa upp för att få information?
- Hantering av ändringsorder: Hur effektivt kan de hantera designändringar under produktionen?
- Dokumentationskvalitet: Kan de leverera materialcertifikat, inspektionsrapporter och överensstämmelsecertifikat som din bransch kräver?
Enligt experter på val av tillverkningspartner de bästa leverantörerna visar en kundcentrerad strategi med responsiv kommunikation och villighet att gå extra mil. Lägg märke till detta under offertfasen – svarar de snabbt? Tar de sig tid att fullständigt förstå dina krav?
Gör ditt slutgiltiga val
Sammanfattande utvärderingschecklista:
| Utvärderingskriterier | Vad som ska verifieras | Varför det är viktigt |
|---|---|---|
| Kvalitetscertifieringar | ISO 9001, IATF 16949, AWS D9.1-standard för plåtsvetsning | Säkerställer dokumenterade kvalitetssystem och utbildad personal |
| Tekniska kapabiliteter | Utrustningsförteckning, erfarenhet av material, kapacitet | Bekräftar förmågan att utföra dina specifika krav |
| Prototypsnabbhet | Genomloppstider för provexemplar och första artiklar | Påverkar din utvecklingstid och tid till marknadsinförande |
| DFM-support | Ingenjörsresurser och kvalitet på konstruktionsåterkoppling | Förhindrar kostsamma omdesigner och tillverkningsproblem |
| Kommunikation | Svarsberedskap, projektledningsansats | Avgör kvaliteten på daglig arbetsrelation |
| Erfarenhet från branschen | Portfölj av liknande projekt, kundreferenser | Minskar inlärningskurvan och risken för ditt projekt |
Kom ihåg att valet av en tillverkningspartner utgör ett strategiskt beslut som påverkar din produktkvalitet, utvecklingstidslinjer och slutligen din konkurrensposition. Ta dig tid att grundaligt utvärdera alternativen, begär provdelar om möjligt och verifiera certifieringar innan du går i produktion.
Den rätta parten bidrar med mer än utrustning – de levererar expertis, problemlösningsförmåga och en genuin investering i din framgång. Oavsett om du behöver precisionskomponenter för bilar som uppfyller IATF 16949-standarder eller specialbyggda höljen för industriell utrustning, skapar en överensstämmelse mellan dina krav och en tillverkares bevisade styrkor grunden för en framgångsrik samarbetsrelation och imponerande resultat.
Vanliga frågor om specialiserade företag för svetsad plåt
1. Vilka är de 5 plåtoperationsmomenten?
De fem primära plåtbearbetningsoperationerna är skärning, blankning, punktering, böjning och dragning. Specialiserade tillverkare kombinerar dessa med svetstekniker som MIG-, TIG- och punktsvetsning för att skapa kompletta monteringsenheter. Ytterligare operationer inkluderar prägling, genomstickning och trimning, vilka hjälper till att tillverka komplexa komponenter för bilmotor-, industriella och arkitektoniska applikationer.
2. Hur mycket kostar anpassad plåtbearbetning?
Anpassad plåtbearbetning kostar vanligtvis mellan 418 USD och 3 018 USD, med ett genomsnitt på cirka 1 581 USD per projekt. Kostnaderna varierar mellan 4 USD och 48 USD per kvadratfot beroende på materialtyp, tjocklek, komplexitet och anpassningsnivå. Faktorer som krav på IATF 16949-certifiering, precisionstoleranser och volymmängder påverkar också den slutliga prissättningen. Begär offert från certifierade tillverkare som Shaoyi Metal Technology för exakta uppskattningar.
3. Vem är den högst betalda plåtslageriarbetaren?
Plåtforemän tjänar de högsta löningarna, mellan 57 000 och 77 000 USD per år. Plåtslagersmedarbetare i yrkeserfarenhet tjänar därefter 51 000–64 500 USD, medan tekniker tjänar 43 500–61 000 USD. Specialiserade svetsare som arbetar med TIG-svetsning på luft- och rymdfarts- eller medicinska komponenter får ofta högre löner på grund av den precision som krävs för dessa tillämpningar.
4. Vilken svetsteknik är bäst för tunn plåt?
TIG-svetsning anses vara den bästa metoden för tunn plåt tack vare dess exakta värmekontroll och minimal deformation. I produktionsmiljöer fungerar MIG-svetsning med mindre tråddiametrar (0,023–0,030 tum) och lämpliga skyddsgasblandningar effektivt. Båda metoderna förhindrar genombränning när de kombineras med tekniker som stygnsvetsning, bakåtstegning samt användning av värmeavledare eller kopparunderlag.
5. Vilka certifieringar bör en samarbetspartner inom plåtbearbetning ha?
Sök efter ISO 9001:2015 som den grundläggande kvalitetsstandarden, samt IATF 16949 för tillämpningar inom bilindustrin. Överensstämmelse med AWS D9.1:s standards för plåtsvetsning säkerställer att personalen är utbildad. För luft- och rymdfartsapplikationer är AS9100-certifiering avgörande. Dessa certifieringar verifierar dokumenterade kvalitetssystem, konsekventa processer och felpreventiva åtgärder – avgörande faktorer vid valet av partners för precisionskomponenter.