 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Förstå företag för precisionsskärmetalldelar: Nyckelbegrepp

Vad precisionstillverkning av plåt egentligen innebär
När du hör termen " precisionsplåtverkställning ," vad kommer du att tänka på? Om du föreställer dig ett metallbearbetningsverkstad med skärande verktyg och svetsteknik, ser du bara en del av bilden. Företag som specialiserar sig på precisionstillverkning av plåt verkar i en helt annan liga – en där mikroskopiska måttavgör framgång eller misslyckande.
Vad är det då som gör tillverkningen till "precision"? Det handlar om en avgörande faktor: toleranser. Medan standardmetallbearbetning arbetar inom toleranser på ±1/16 tum till ±1/8 tum (ungefär ±1,6 mm till ±3,2 mm) kräver precisionstillverkning av plåt en noggrannhet mellan ±0,005 tum och ±0,010 tum (±0,13 mm till ±0,25 mm). Det är en skillnad som knappt går att se med blotta ögat – men som kan göra eller bryta kritiska applikationer.
Precisionstoleranser vid plåtbearbetning ligger vanligtvis inom intervallet ±0,005 tum till ±0,010 tum (±0,13 mm till ±0,25 mm) – upp till tio gånger strängare än standardtoleranserna vid plåtbearbetning, som ligger inom ±1/16 tum till ±1/8 tum.
Vad skiljer precision från standardtillverkning
Tänk dig att montera en komplex medicinsk apparat där komponenterna måste sitta perfekt ihop utan några sprickor alls. En standardtolerans på ±1/8 tum skulle göra apparaten helt oanvändbar. Det är precis därför precision vid plåtbearbetning är så avgörande i krävande branscher.
Betydelsen av precision vid plåtbearbetning sträcker sig långt bortom endast mycket stränga mått. Företag som specialiserar sig på precisionsplåtbearbetning skiljer ut sig genom:
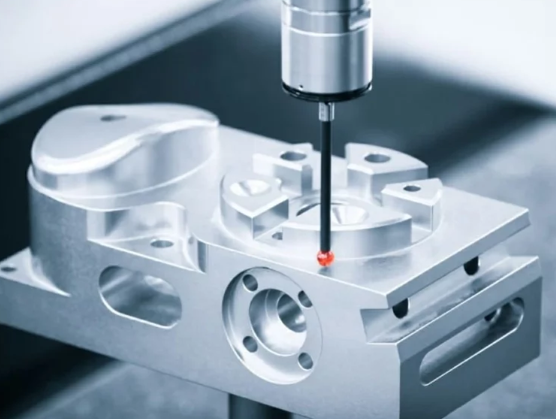
- Avancerad utrustning: Fiberlaserbegränsningssystem, robotstyrda CNC-böjmaskiner med vinkelmätningssystem samt automatiserade svetsstationer ersätter standardmässiga manuella verktyg
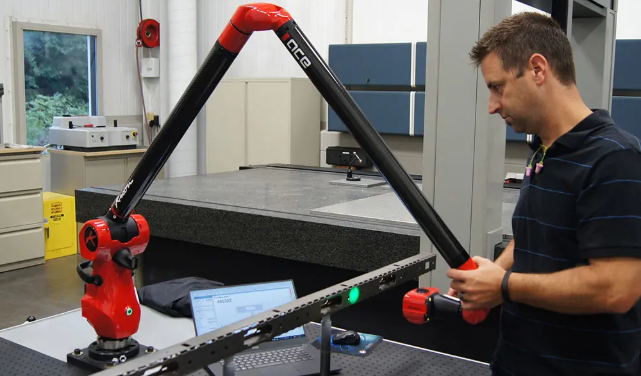
- Avancerade kvalitetssystem: Koordinatmätmaskiner (CMM), optiska jämförare och laserbaserade mätsystem säkerställer konsekvent noggrannhet
- Materialkompetens: Djup förståelse för hur olika legeringar beter sig under bearbetning, inklusive beräkningar av fjädring och hänsyn till kornriktning
- Fullständig dokumentation: Full spårbarhet, statistisk processkontroll och första-artikel-inspektion som stödjer reglerade branscher
Standardverkstäder för bearbetning kan helt enkelt inte återge dessa förmågor. Deras allmänna verktyg och grundläggande inspektionsmetoder fungerar bra för konstruktionsramar eller enkla höljen – men är otillräckliga när dimensionell noggrannhet direkt påverkar produktprestanda eller säkerhet.
Förståelse av toleranskrav vid metallbearbetning
Här är något som många ingenjörer upptäcker på det hårda sättet: CAD-program som SolidWorks använder som standard maskintoleranser, vilka är långt strängare än vad plåtbearbetningsprocesser vanligtvis kan uppnå. Enligt branschexperter på Herold Precision Metals leder denna missmatch ofta till överdimensionering och onödiga kostnader.
Varför är detta viktigt? För att plåt beter sig annorlunda än massiva, fräsade delar. Tunnare material är mer känslomässiga för variationer under formningen. Vinkling orsakar lätt svag bukning nära vecklinjerna. Flera skärande vinklingar ger mer utpräglade deformationer. Även hål som placeras nära vecklinjer kan påverka den lokala formen.
Precisionstillverkning av plåtdelar hanterar dessa utmaningar genom empiriska beräkningar, prototypbearbetning och noggranna justeringar – inte enbart genom programmering. En typisk precisionvinklingsoperation kan uppnå höjdnoggrannhet på ±0,25 mm och längdnoggrannhet efter vinkling på ±0,5 mm när rätt tekniker används.
Slutresultatet? Företag inom precisionstillverkning av plåt investerar kraftigt i utrustning, utbildning och kvalitetssystem som specifikt är utformade för att övervinna de inneboende utmaningarna med att arbeta med tunn metallplåt. Denna investering översätts direkt till komponenter som passar perfekt, fungerar pålitligt och uppfyller de strikta kraven inom luft- och rymdfart, medicin, elektronik och andra krävande tillämpningar.

Kärnprocesser som definierar precisionstillverkning
Nu när du förstår vad som gör tillverkningen till "precision" undrar du förmodligen: hur uppnår dessa företag egentligen så stränga toleranser? Svaret ligger i specialiserade processer – var och en noggrant kontrollerad för att leverera konsekventa och exakta resultat. Låt oss gå igenom de grundläggande teknikerna som varje företag inom precisionstillverkning av plåt bygger på.
Till skillnad från vanliga butiker som kanske listar dessa processer på sina webbplatser utan förklaring hjälper det att förstå hur varje metod fungerar dig att fatta smartare beslut om dina tillverkningsprojekt. Här är det du behöver veta:
- Laserskärning: Använder en fokuserad laserstråle för att smälta eller förånga material med toleranser så tighta som ±0,1 mm till ±0,15 mm – idealiskt för komplicerade design och tjockare material upp till 25 mm
- Med en bredd av högst 150 mm Datorstyrda verktyg trycker genom plåt för att skapa exakta hål och former med en tolerans på ca ±0,2 mm – bäst för upprepade mönster i tunnare material
- Precisionsböjning: CNC-böjmaskiner med inbyggda sensorer formar vinklar inom ±0,5° till ±1° med längdtoleranser på ±0,20 mm per böjning
- Precisionssvetsning: Kontrollerade fogprocesser, inklusive TIG-, MIG- och robotsvetsning, som bibehåller dimensionell noggrannhet samtidigt som de skapar starka, rena fogar
Varje process har sina egna styrkor. En skicklig verksamhet för precisionsskärning av plåt vet exakt när varje teknik ska användas – och ännu viktigare, hur de ska sekvenseras för optimala resultat.
Förklaring av laser- och CNC-punchning
Tänk dig att du behöver skära en komplicerad luft- och rymdfartsbyggnadsbeslag med böjda kanter och hål med strikta toleranser. Vilken metod bör du välja? Svaret beror på flera faktorer som företag inom precisionsskärning av plåt utvärderar för varje projekt.
Enligt branschexperter är laserskärning särskilt lämplig för komplexa profiler och tjockare material. Fiberoptiska lasrar kan skära mjukt stål upp till 25 mm tjockt samtidigt som toleranserna hålls inom ±0,1 mm till ±0,15 mm. Den kontaktfria processen ger släta, noggranna snitt utan verktygsspår – vilket eliminerar sekundär efterbearbetning för många applikationer. Detta gör laserskärning till det föredragna valet för luft- och rymdfarts-, medicinska och farmaceutiska komponenter där kvaliteten på snittkanten är avgörande.
CNC-punktskärning dominerar å andra sidan när du behöver upprepade former i hög hastighet. För tätt packade hål i tunnare material – mild stål upp till 3 mm eller aluminium upp till 6 mm – arbetar punktskärningsmaskiner betydligt snabbare än laserskärningsmaskiner. Det finns en annan avgörande fördel: punktskärning är en värme-fri process. Detta bevarar materialets planhet och undviker de värme-påverkade zonerna (HAZ) som kan orsaka problem vid efterföljande böjningsoperationer.
Tjänster för högprecisionens positionering vid plåtframställning kombinerar ofta båda teknikerna. Laserskärning hanterar de komplexa yttre konturerna och de invecklade detaljerna, medan CNC-punktskärning snabbt producerar rader av standardhål eller slitsar. Denna hybridansats maximerar både precision och effektivitet.
Precisionssvetsning och precisionböjning
Här är något som förvånar många ingenjörer: du kan vanligtvis inte uppnå en exakt 90°-hörn vid böjning av plåt. Hörn har alltid en radie, och material återgår naturligt lite mot sin ursprungliga form efter formningen. Att hantera dessa förhållanden är där expertis inom precisionsböjning verkligen glänser.
Erfarna tillverkare rapporterar att återböjning i allmänhet utgör 1–2° skillnad. Moderna CNC-pressbänkar med integrerade sensorer kompenserar automatiskt för materialets variationer, vilket säkerställer konsekvent resultat. Dessa maskiner beräknar K-faktorn för varje kombination av material och tjocklek och förutsäger exakt hur mycket överböjning som krävs för att uppnå önskad vinkel.
Avgörande faktorer för precisionsböjning inkluderar:
- Konsistens i böjradie: Att hålla alla böjningar på en del lika förenklar verktygsinställningen avsevärt och minskar kostnaderna samtidigt som noggrannheten förbättras
- Avstånd mellan detalj och böjning: Hål eller slitsar placerade för nära böjningar kan deformeras på grund av koncentrerade spänningar—erfarna tillverkare känner till minimiavståndsriktlinjer
- Böjsekvensplanering: Komplexa delar med flera böjningar kräver noggrann sekvensering för att undvika verktygsinterferens
- Medvetenhet om materialtillstånd: Värme-påverkade zoner från laserskärning kan orsaka inkonsekventa former eller sprickor vid böjning om de inte hanteras korrekt
Precisionssvetsning avslutar tillverkningsbilden. Oavsett om man använder TIG-svetsning för kritiska fogar som kräver maximal kontroll, MIG-svetsning för produktions-effektivitet eller robotsvetsning för högvolymig konsekvens är målet detsamma: sammanfoga komponenter utan att förvränga precisionen uppnådd i tidigare operationer.
Högprecisionens positionering vid bearbetning av plåt kräver att svetsare förstår termisk hantering. Fixturdesign, tacksvetsserier och kontroll av värmetillförsel förhindrar alla former av deformation som kan göra precisionsfräsade och precisionsböjda delar ousoveliga. Detta är där expertis inom högprecisionens plåtbearbetning och maskinbearbetning ofta korsar varandra – maskinbearbetade fixturer håller delar i exakt position under svetningen.
Den utrustning för högprecisionens plåtbearbetning som ett företag investerar i säger mycket om dess kapaciteter. Moderna fiberlasers, servoelektriska pressbänkar med mätning av vinkel i realtid samt robotbaserade svetsceller representerar nuvarande standardskälv. Men utrustning ensam räcker inte – expertisen att programmera, driva och underhålla dessa system avgör om de levererar precisionsresultat eller bara dyrmedelmåttighet.
Att förstå dessa kärnprocesser förbereder dig för att föra meningsfulla samtal med potentiella tillverkningspartners. Du kommer att veta vilka rätta frågor du ska ställa – och kunna identifiera när ett företag verkligen förstår hur man uppnår den precision som ditt projekt kräver.
Industriella tillämpningar och deras unika krav på precision
Här är något som överraskar många köpare: en tolerans som fungerar perfekt för konsumentelektronik kan orsaka katastrofal fel i ett flygplan. Den precisionsskivmetalltillverkningsindustrin opererar inte med standardiserade normer som passar alla. Istället ställer varje bransch helt olika krav – och att förstå dessa skillnader hjälper dig att identifiera vilka tillverkare som verkligen kan möta dina behov.
Varför är detta så viktigt? För att välja ett företag för precisionsskivmetalltillverkning utan att förstå branschspecifika krav är detsamma som att anlita en elinstallatör för bostadsbyggnader till ett industriellt elkraftsystem. De kanske har kompetens, men inte den rätta kompetensen för ditt specifika användningsområde.
Tabellen nedan visar hur högprecisionens plåtbearbetning ser ut inom de större industrierna:
| Industri | Typiska toleranser | Nyckelcertifieringar | Kritiska kvalitetsfaktorer |
|---|---|---|---|
| Luftfart | ±0,005" till ±0,010" | AS9100, ITAR, NADCAP | Spårbarhet, materialcertifikat, utmattningstålighet |
| Medicintekniska produkter | ±0,005" till ±0,015" | ISO 13485, FDA-registrering | Biokompatibilitet, steriliseringskompatibilitet, ytyta |
| Bilindustrin | ±0,010" till ±0,020" | IATF 16949, ISO 9001:2015 | Upprepbarhet, hållbarhetstester, PPAP-dokumentation |
| Elektronik | ±0,005" till ±0,015" | ISO 9001:2015, IPC-standarder | EMI/RFI-skydd, termisk hantering, tajta monteringspassformar |
Låt oss gräva djupare för att förstå vad dessa krav faktiskt innebär för dina projekt.
Krav för luftfarts- och medicintekniska apparater
Högprecisionens plåtbearbetning för luftfart representerar toppen av tillverkningskraven. När komponenter flyger på 30 000 fot eller stödjer livsviktiga medicinska ingrepp finns det absolut ingen marginal för fel.
Inom luftfartsapplikationer, AS9100-certifiering är inte frivilligt – det är den grundläggande förväntningen. Denna luft- och rymdfarts-specifika kvalitetsledningsstandard bygger på ISO 9001:2015 och lägger till strikta krav på produktsäkerhet, förebyggande av förfalskade komponenter samt konfigurationshantering. För försvarsrelaterade projekt säkerställer ITAR-certifiering (International Traffic in Arms Regulations) korrekt hantering av kontrollerad teknisk information.
Vad gör luft- och rymdfartsfabrikation så krävande?
- Fullständig materialspårbarhet: Varje metallkomponent måste kunna spåras tillbaka till dess ursprungliga märkningscertifikat från valsverket
- Krav på första-artikelkontroll: Utomordentlig dokumentation som bevisar att varje mått uppfyller specifikationen innan produktionen påbörjas
- Utmattnings- och spänningsaspekter: Komponenter måste klara upprepad belastning under flera decennier av drift
- Viktoptimering: Varje gram är avgörande, vilket driver konstruktionerna mot tunnare material och strängare toleranser
Tillverkning av medicintekniska apparater medför lika strikta men andra utmaningar. Enligt branschexperter på Prototek måste delar för precisionsskärmetalstillverkning av medicinsk kvalitet uppfylla strikta krav på biokompatibilitet – material får inte utlösa immunreaktioner eller orsaka inflammation vid kontakt med kroppen.
Ytfinishen blir avgörande i medicinska applikationer. Tillverkade komponenter måste vara tillräckligt släta för att kunna rengöras effektivt och därmed förhindra bakteriell kolonisering. Rostfritt stål i kvaliteter 304 och 316L dominerar inom medicinsk skärmetalstillverkning eftersom de är motståndskraftiga mot korrosion från upprepad autoklaveringsbehandling och kraftfulla rengöringsmedel. Företag som verkar inom denna sektor på marknaderna för precisionsskärmetalstillverkning i Texas och precisionsskärmetalstillverkning i Florida underhåller ofta ISO 13485-certifiering specifikt för kvalitetsstyrning av medicintekniska apparater.
Precisionstandarder för bilindustrin och elektronik
Automotiva applikationer utgör en fascinerande balans: toleranser som är något mer generösa än inom luft- och rymdfarten, men med produktionsvolymer som är exponentiellt högre. Denna kombination kräver företag för precisionsplåtbearbetning med robust återupprepelighet och statistisk processkontroll.
IATF 16949-certifiering – automobilindustrins standard för kvalitetsledning – betonar felpreventiv åtgärd framför felupptäckt. Tillverkare måste kunna visa kapabilitetsindex (Cpk) som bevisar att deras processer konsekvent levererar delar inom specifikationen. Dokumentation enligt Production Part Approval Process (PPAP) ger kunderna tillförsikt till att serietillverkningen kommer att motsvara prototypens kvalitet.
För chassin komponenter, upphängningsfästen och strukturella element lägger hållbarhetstester en ytterligare valideringsnivå. Delar från precisionsplåtbearbetning i automotiva applikationer måste klara år av vibrationer, temperaturcyklingar och exponering för vägsalt utan att misslyckas.
Elektroniktillverkning fokuserar på olika prioriteringar. Skåp och chassin måste ge skydd mot elektromagnetisk störning (EMI) samtidigt som de behåller exakta mått för montering av komponenter. Ett monteringshål som är placerat även bara 0,5 mm från rätt position kan förhindra montering av kretskort eller skapa flaskhalsar i monteringslinjen.
Värmehantering ökar komplexiteten i elektronikapplikationer. Kraven på värmeavledning påverkar ofta valet av material – aluminiums utmärkta värmeledningsförmåga gör det till ett populärt val för elektronikskåp. Men aluminiums återböjningsbeteende skiljer sig från ståls, vilket kräver tillverkare med materialspecifik expertis.
Elektroniksektorn kräver också kosmetisk perfektion. Produkter som är avsedda för konsumenter kräver felfria ytytor, konsekvent pulverbeläggning och exakt justering av ventilationsmönster. Denna kombination av funktionell precision och estetisk kvalitet skiljer kompetenta tillverkare från de som endast påstår att ha erfarenhet av elektronik.
Att förstå dessa branssspecifika krav hjälper dig att utvärdera potentiella tillverkningspartner mer effektivt. Ett företag som är framgångsrikt inom bilproduktion kan ha svårt att uppfylla luftfartsindustrins dokumentationskrav. En specialisering på medicintekniska apparater kan sakna de höga volymkapaciteterna som bilprojekt kräver. Att anpassa ditt projekts bransskrav till en tillverkares bevisade expertis ökar dina chanser för framgång avsevärt.
Hur man utvärderar företag för precisionstillverkning av plåt
Du har identifierat dina projekts precisionskrav och förstått vilka processer du behöver. Nu kommer den utmanande delen: hur väljer du faktiskt rätt företag för precisionstillverkning av plåt bland dussintals alternativ? Det är här de flesta köpare stöter på problem – och där ett felaktigt val kostar verkliga pengar.
Problemet? Webbplatserna för de flesta tillverkare ser förvånande lika ut. Alla påstår sig erbjuda "kvalitet" och "precision." Men under dessa marknadsföringsuttryck varierar kapaciteterna kraftigt. Här är en systematisk metod för att skilja verkligt kompetenta precisionstillverkare av plåt från de som bara pratar bra.
- Verifiera relevanta certifieringar — Bekräfta inte bara att de har certifieringar; se till att certifieringarna motsvarar dina branschkrav
- Bedöm utrustningens kapacitet — Modern maskinutrustning är viktig, men operatörernas expertis och underhållsprogram är ännu viktigare
- Utred kvalitetskontrollsystemen — Titta bortom kontrollutrustning till dokumenterade rutiner och spårbarhetspraktiker
- Granska leveranstider — Förstå både standardleveranstider och möjligheter till snabbare leverans för dina produktionsplaner
- Granska teknisk support — DFM-experter kan spara tusentals kronor i designoptimering innan produktionen påbörjas
- Kontrollera kundreferenser — Prata med kunder inom liknande branscher om verkliga erfarenheter
Låt oss gå igenom var och en av dessa kriterier i detalj så att du vet exakt vilka frågor du ska ställa.
Viktiga certifieringar att leta efter
Certifikat är inte bara bokstäver på en vägg – de är riskminskare som bevisar verklig processdisciplin . Att förstå vad varje certifikat faktiskt kräver hjälper dig att bedöma om ett företag för precisionsskärmetalldelar verkligen kan uppfylla dina behov.
ISO 9001:2015 utgör grunden för kvalitetsstyrningssystem. Enligt branschexperter på Northstar Metal Products visar detta certifikat att ett företag har infört ett effektivt kvalitetssystem med dokumenterade rutiner för varje produktionssteg – från introduktion av nya produkter till slutlig inspektion och leverans. Det fastställer också tydliga riktlinjer för kontinuerlig förbättring och uppmuntrar anställda att söka innovativa lösningar.
Vad kräver ISO 9001:2015 egentligen? Certifierade tillverkare måste upprätthålla:
- Dokumenterade rutiner för tillverkning, kontroll och spårbarhet
- Regelbundna interna och tredjepartsrevisioner
- Kontrollerade material med kalibrerad utrustning
- Ren dokumentationsföring för varje projekt
ITAR (International Traffic in Arms Regulations) certifiering är viktig om ditt projekt omfattar försvarsapplikationer. Anläggningar registrerade enligt ITAR kan hantera kontrollerad teknisk information och tillverka komponenter för militära system. Även om ditt nuvarande projekt inte kräver ITAR ger samarbete med en registrerad anläggning flexibilitet inför framtida försvarsavtal.
AWS-certifieringar (American Welding Society) anger kunskap i svetstekniker. Beträckelsemärkningen Certifierad svetsfabrikant (CWF) säkerställer att ett företag har visat kompetens i att skapa svetsade konstruktioner med integritet och hållbarhet. För projekt som kräver konstruktionssvetsning ger AWS D1.1-certifieringen för konstruktionsstål ytterligare säkerhet.
Branschspecifika certifieringar lägger till en ytterligare nivå av validering. Oavsett om du behöver IATF 16949 för fordonsindustrin, AS9100 för luft- och rymdindustrin eller ISO 13485 för medicintekniska produkter säkerställer det att certifieringarna matchar dina branschkrav att tillverkaren förstår din regleringsmässiga miljö.
Utveckling av utrustning och kvalitetssystem
Vad bör du leta efter när du besöker en potentiell leverantör av precisionsskärmetalldelar – antingen på plats eller via granskning av deras kapaciteter online? Utstyrslistor berättar endast en del av historien.
Modern fiberlaserutrustning, servoelektriska bänkpressar och robotbaserade svetsceller indikerar kapitalinvesteringar i precisionsförmågor. Ställ dock djupare frågor: Hur ofta kalibreras utrustningen? Vilka scheman finns för förebyggande underhåll? Vem utför programmeringen och vilken erfarenhetsnivå har personen?
Ett bolag för precisionstillverkning av plåt med äldre utrustning, som drivs av mästare inom yrket, kan prestera bättre än ett verkstad med helt ny maskinpark och oerfarna operatörer. Kombinationen av högkvalitativ utrustning, kompetent personal och dokumenterade arbetsrutiner skapar konsekvent precision – inte någon enskild faktor för sig.
Kvalitetskontrollsystem förtjänar lika noggrann granskning. Koordinatmätmaskiner (CMM) och optiska jämförelseapparater indikerar inspektionskapacitet, men den egentliga frågan är: hur är de integrerade i produktionsarbetsflödena? Sök efter:
- Inspektion av första artikeln: Dokumenterad verifiering innan produktionslöpningar påbörjas
- Inspektionspunkter under processen: Kvalitetskontroller vid kritiska steg, inte bara vid slutkontrollen
- Statistisk processkontroll: Övervakning baserad på data för att upptäcka avvikelser innan komponenter går utanför toleranserna
- Materialspårning: Möjlighet att spåra alla komponenter tillbaka till ursprungliga valsverkscertifikat
Leveranstiderna varierar kraftigt mellan leverantörer av precisionsskärmetalldelar. Standardleveranstider på 2–4 veckor är vanliga, men det är viktigt att förstå möjligheterna att fördra leveransen när tidsramarna blir stramare. Vissa OEM-partner för precisionsskärmetalldelar har dedicerad kapacitet för snabb respons; andra kräver betydande tillägg för accelererad leverans.
Slutligen bör man utvärdera tekniskt stöd. Kan tillverkaren granska dina konstruktioner och föreslå förbättringar innan offert lämnas? Kompetens inom DFM (design för tillverkbarhet) identifierar kostnadsbesparingsmöjligheter – alternativa böjsekvenser, optimerad placering (nesting) eller materialsubstitutioner som bibehåller prestanda samtidigt som priset sänks. Detta samarbetsbaserade tillvägagångssätt skiljer ofta verkliga partners från rent transaktionella leverantörer.
Med dessa utvärderingskriterier kan du med säkerhet bedöma potentiella tillverkningspartners. Målet är inte att hitta det billigaste offertförslaget—utan att identifiera experter inom precisionsskärmets tillverkning vars kompetens, certifieringar och kvalitetssystem stämmer överens med ditt projekt specifika krav.
Materialval för projekt inom precisionstillverkning
Du har utvärderat tillverkningspartners och förstår de processer som är involverade. Men här är en fråga som ställer till det även för erfarna ingenjörer: vilket material bör du ange för ditt precisionprojekt? Svaret är inte lika enkelt som att välja det material som fungerade förra gången—eftersom materialbeteendet direkt påverkar de uppnåbara toleranserna, bearbetningsmetoderna och de slutliga kostnaderna.
Tänk på det så här: aluminium och rostfritt stål kan båda uppfylla dina krav på hållfasthet, men de beter sig helt olika vid böjning. Ett av dem återgår mer kraftfullt. Det andra blir snabbare hårdare genom bearbetning. Att ignorera dessa skillnader leder till underkända delar och frustrerande telefonsamtal med din plåtbearbetare.
Förståelse materialens egenskaper innan du specificerar hjälper dig att fatta välgrundade beslut. Här är det viktigaste för anpassad, exakt plåtbearbetning av metall:
| Material | Precisionsegenskaper | Typiska Tillämpningar | Förädlingsaspekter |
|---|---|---|---|
| Rostfritt stål (304/316) | Utmärkt dimensionsstabilitet; måttlig återböjning; stränga toleranser är möjliga | Medicinska apparater, livsmedelsförädling, arkitektoniska applikationer, marin | Kräver specialiserade svetstekniker; blir hårdare genom formning |
| Aluminium (5052/6061) | Bra formbarhet; högre återböjning än stål; lättviktiga precisionskomponenter | Elektronikhöljen, luft- och rymdfart, bilindustri, värmeväxlare | Känsligt för värme; utmärkt bearbetbarhet; kräver lämplig verktygning |
| Kolstål | Förutsägbart beteende; måttliga toleranser; kostnadseffektivt för stora volymer | Maskiner, byggmaterial, bilstrukturer | Kräver ytbearbetning för korrosionsskydd; god svetsbarhet |
| Titan | Utmärkt hållfasthet i förhållande till vikt; svårt att forma med hög precision | Rymdindustri, medicinska implantat, försvar | Måttlig bearbetbarhet; kräver specialverktyg och expertis |
| Koppar\/Messing | Hög duktilitet; god formbarhet; måttlig potential för precision | Elektriska komponenter, dekorativa delar, rörledningar | Ger upphov till farliga svetsrök; koppar kan vara svår att bearbeta |
Precisionstillverkning av plåt från 0,004 till 0,250 tum tjocklek omfattar de flesta vanliga applikationerna, men valet av material påverkar kraftigt vad som är möjligt inom detta intervall. Låt oss undersöka de mest frekvent specificerade alternativen.
Överväganden kring rostfritt stål och aluminium
Rostfritt stål dominerar precisionstillverkning av god anledning. Dess dimensionsstabilitet, korrosionsbeständighet och förutsägbara formningsbeteenden gör det till det första valet för krävande applikationer. Men inte allt rostfritt stål är lika bra.
Enligt experter inom precisionsframställning erbjuder austenitiska sorters rostfritt stål, såsom 304 och 316, den bästa kombinationen av formbarhet och korrosionsbeständighet. Typ 316L:s lägre kolhalt gör det idealiskt för svetsade sammanbyggnader inom medicinska och farmaceutiska tillämpningar där sensibilisering (kromkarbidprecipitation) måste undvikas.
Högprecisionens positionering vid bearbetning av plåt av rostfritt stål kräver förståelse för hur materialet arbetshärtnar under formningen. Varje vinkling ökar hårdheten i den berörda zonen, vilket potentiellt kan orsaka sprickor om efterföljande operationer inte planeras noggrant. Erfarna plåtbearbetare ordnar operationerna i en sekvens som minimerar de ackumulerade effekterna av arbetshärdning.
Viktiga överväganden gällande rostfritt stål inkluderar:
- Korrosionsmiljö: 304 är lämpligt för de flesta inomhusapplikationer; 316 är nödvändigt vid exponering för klorider eller i marina miljöer
- Krav på ytfinish: Rostfritt stål accepterar borstad, polerad eller elektropolerad yta – ange önskad yta tidigt för att undvika extra bearbetning
- Svarsbarhet: Kräver specialiserade tekniker och lämpliga fyllningsmaterial för att bibehålla korrosionsbeständigheten
- Kostnadsfaktor: Vanligtvis 2–3 gånger så dyrt som kolstål, men eliminerar ofta avslutningskostnaderna
Aluminium ställer krav på en annan typ av precision. Dess utmärkta hållfasthet-tyngd-förhållande gör den oumbärlig för luftfarts- och elektronikapplikationer, men den högre elastiska återböjningen kräver kompensation vid böjning. Branschriktlinjer föreslår att bibehålla konstanta böjradier över alla detaljer för att förenkla verktygstillverkning och förbättra noggrannheten.
För elektronikhus är aluminiums värmeledningsförmåga en naturlig värmespridning – en funktionell fördel som rostfritt stål inte kan erbjuda. Precisionsskivmetalltillverkning Seattle och leverantörer av precisionsskivmetalltillverkning Seattle arbetar ofta med aluminium för regionens luftfarts- och tekniksektorer, där viktbesparing och värmehantering samverkar.
Aluminiums känslighet för värmpåverkade zoner vid laserskärning kräver noggrann planering. Om böjningar sker nära skurna kanter kan de förändrade materialens egenskaper leda till inkonsekvent formning. Erfarna konstruktörer justerar antingen skärparametrarna eller ökar avståndet mellan detaljer och böjningar för att bibehålla precisionen.
Specialmaterial för krävande applikationer
När standardmaterial inte uppfyller dina krav kommer speciallegeringar in i bilden. Dessa material kräver konstruktörer med specifik erfarenhet – inte varje verkstad för precisionsbearbetning kan bearbeta titan eller exotiska nickel-legeringar framgångsrikt.
Titan har fått sitt smeknamn "undermetallen" tack vare sin exceptionellt höga hållfasthet i förhållande till vikten samt sin utmärkta korrosionsbeständighet. Enligt materialspecialister gör titanets unika förmåga att binda sig till ben och levande vävnad det oumbeställda för ortopediska implantat. Inom luft- och rymdfarten motiverar dess fördelar vad gäller hållfasthet i förhållande till vikten den högre kostnaden för motorkomponenter och strukturella delar.
Titan har dock låg värmeledningsförmåga och har en tendens att förhärda sig vid bearbetning, vilket skapar betydande tillverkningsutmaningar. Skärhastigheterna måste noggrant regleras för att förhindra överhettning. Omformning kräver specialverktyg och ofta varmformning för komplexa geometrier. Dessa faktorer leder vanligtvis till kostnader som är 3–5 gånger högre jämfört med tillverkning i rostfritt stål.
Andra specialmaterial som är värda att känna till:
- Inconel och Hastelloy: Nickelbaserade superlegeringar för extrema temperaturer och korrosiva miljöer; svåra att maskinbearbeta och omforma
- Fjäderstål: Hög flytgräns för komponenter som kräver elasticitet; exakt värmebehandling styr egenskaperna
- Duplex-rostfria stål: Kombinerar austenitiska och ferritiska egenskaper för förbättrad hållfasthet och motstånd mot kloridkorrosion
- Berylliumkoppar: Utmärkt ledningsförmåga och fjäderegenskaper för elektriska kontakter; kräver försiktig hantering på grund av toxikologiska risker
Materialtjocklek påverkar också precisionen. Tunnare material (under 0,030 tum) är mer benägna att deformeras vid skärning och hantering. Tjockare material (över 0,125 tum) kräver utrustning med högre effekt och kan begränsa de uppnåbara böjradiera. Diskutera dina krav på tjocklek med potentiella tillverkare för att säkerställa att deras utrustning motsvarar dina behov.
Slutsatsen? Materialval handlar inte bara om att uppfylla funktionella krav – det handlar om att välja material som din samarbetspartner inom tillverkning kan bearbeta med hög precision och konsekvens. En öppen diskussion om erfarenhet av olika material avslöjar ofta mer om en tillverkares verkliga förmågor än någon certifiering eller utrustningslista.
Kvalitetskontroll och inspektion inom precisionsbearbetning
Du har valt rätt material och valt en kompetent tillverkare. Men här är den avgörande frågan: Hur vet du att de färdiga delarna faktiskt uppfyller dina specifikationer? Det är här precisionen i plåtbearbetning antingen lyckas eller misslyckas – i kvalitetskontrollprocesserna som verifierar varje mått, yta och funktion innan delarna skickas ut.
Kvalitetskontroll i precisionsplåtbearbetning är inte en enskild kontrollpunkt i slutet av produktionen. Det är ett omfattande system som är integrerat i hela bearbetningsprocessen. Att förstå dessa system hjälper dig att bedöma tillverkare mer effektivt och säkerställer att dina kritiska komponenter anländer exakt enligt specifikation.
Här är de viktigaste kvalitetskontrollpunkterna genom en typisk precisionsbearbetningsarbetsflöde:
- Inkommande materialinspektion: Verifiering av materialcertifikat, tjockleksmätningar och ytillstånd innan bearbetningen påbörjas
- Första provningsinspektion: Omfattande dimensionell verifiering av initiala provdelar innan produktionsomgångar påbörjas
- Underproduktionsinspektion: Kontroll av kritiska mått efter varje större bearbetningssteg – skärning, formning, svetsning
- Verifiering av ytfinish Råhetsmätningar och visuell inspektion för estetiska krav
- Slutinspektion: Fullständig måttkontroll mot ritningarna innan förpackning
- Dokumentationsgranskning: Bekräftelse av att alla krävda certifikat, rapporter och spårbarhetsdokument är fullständiga
Varje kontrollpunkt upptäcker potentiella problem innan de förvärras till kostsamma fel. En böjvinkel som ligger något utanför toleransen kan verka obetydlig – tills du upptäcker att den förhindrar slutmonteringen.
Inspektionsmetoder som garanterar noggrannhet
Låter det komplicerat? Det kan det vara. Men moderna inspektions-tekniker har dramatiskt förbättrat både hastighet och noggrannhet jämfört med traditionella metoder. Att förstå vad som finns tillgängligt hjälper dig att specificera lämpliga inspektionskrav för dina projekt.
Enligt Xometrys inspektionsriktlinjer , erbjuder vanligtvis tillverkare flera inspektionsnivåer:
- Standardinspektion: Kvalitetskontrollen verifierar material, funktioner och ytyta mot kraven; mäter kritiska mått som totalstorlek, hål och djup – vanligtvis upp till 20 mått enligt kundens ritningar
- Formell kontroll med dimensionsrapport: 100 % av alla mått dokumenteras med kalibrerade verktyg enligt statistiska stickprovsplaner; inkluderar korrelation mot balonerad ritning
- CMM-inspektion: Verifiering av alla mått med koordinatmätmaskin (CMM) med mikronnoggrannhet; nödvändigt för komplexa geometrier
- Första-artikelkontrollrapport (FAIR AS9102): Dokumentation enligt luftfartsstandard som ger objektiv bevisning för att alla konstruktionskrav är förstådda och verifierade
Koordinatmätmaskiner (CMM) utgör guldstandarden för dimensionsverifiering. Enligt kvalitetskontrollexperter cMM:er använder probor för att avbilda delarnas dimensioner mot digitala modeller och uppnår mikronnoggrannhet för komplexa former och funktioner. De är särskilt värdefulla för luftfarts- och medicinska komponenter där toleransverifiering måste vara obestridlig.
Optiska inspektionssystem kompletterar CMM:er genom att tillhandahålla snabba, icke-kontaktmätningar. Kameror, lasrar och sensorer bedömer dimensioner, konturer och ytkvalitet – idealiskt för känslomässiga delar eller när hastighet är avgörande. För identifiering av ytskador på estetiska komponenter upptäcker optiska metoder ofta fel som kontaktbaserade metoder kan missa.
Verifiering av ytyta sker med hjälp av råhetstestare för att kvantifiera strukturen i förhållande till specifikationerna. Detta är särskilt viktigt för komponenter med friktionsytor – t.ex. växlar, tätningsringar och lager – där ytans kvalitet direkt påverkar prestanda och livslängd.
Dokumentations- och spårbarhetsstandarder
Tänk dig att en medicinsk utrustning misslyckas i fält. Utredare måste spåra den komponenten tillbaka till dess råmaterial, förstå varje bearbetningssteg och identifiera eventuella andra delar som potentiellt påverkats. Därför är dokumentation och spårbarhet inte byråkratisk overhead – de är en nödvändig kvalitetsinfrastruktur.
Första artikelinspektionsrapporter utgör grunden för produktionskvaliteten. Standarden AS9102, som används inom luft- och rymdfarten, definierar tre kritiska formulär: Formulär 1 registrerar delinformation och revideringshistorik; Formulär 2 detaljerar råmaterial, särskilda processer och leverantörsinformation; Formulär 3 dokumenterar inspektionsresultaten för varje egenskap, inklusive de mätverktyg som använts.
Uppblåsta ritningar åtföljer dessa rapporter, med numrerade kommentarer som identifierar exakt vilka mått som verifierats. Varje upplösning motsvarar inspektionsdata, vilket skapar tydlig spårbarhet mellan ritningar och mätresultat. Denna korrelation visar sig ovärderlig vid revisioner eller när kvalitetsfrågor undersöks.
Kvalificerade tillverkare underhåller dokumentation under hela processen:
- Materialcertifieringar: Mätprotokoll från verkstaden som kopplar råmaterial till specifika smältlot och kemisk sammansättning
- Processprotokoll: Maskininställningar, operatörsidentifiering och tidsstämplar för varje operation
- Kalibreringsprotokoll: Bevis på att mätutrustningen uppfyller noggrannhetskraven
- Rapporter om avvikelser: Dokumentation av eventuella avvikelser och vidtagna korrigerande åtgärder
- Slutkontrollrapporter: Fullständiga dimensionsdata med godkänt/underkänt-beslut
Statistiska stickprovsplaner avgör hur många delar som kräver kontroll från varje parti. Enligt ASQC Z1.4 2008, nivå II, kräver ett parti med 26–50 delar vanligtvis att 8 stickprov kontrolleras, med noll avkastade delar tillåtna. Större partier med 501–1 200 delar kräver 80 kontrollerade stickprov. Dessa stickprovsplaner balanserar noggrannheten i kontrollen mot praktiska produktionsbegränsningar.
Vanliga precisionssvårigheter som kvalitetssystem måste upptäcka inkluderar dimensionsdrift under långa produktionsomgångar, variation i återböjning mellan olika materialpartier, svetsförvrängning som påverkar planhet samt ytkontaminering från hantering. Kvalificerade tillverkare implementerar förebyggande åtgärder – regelbundna kontroller under processen, materialspecifika omformningsparametrar och fästningskontrollerade svetsserier – snarare än att enbart förlita sig på slutkontroll för att upptäcka problem.
Investeringen i omfattande kvalitetskontroll skiljer verkligen kompetenta företag för precisionsskärmetalldelar från de som endast erbjuder tillfredsställande tjänster. När du utvärderar potentiella partners bör du be om att få se exempel på kontrollrapporter, förstå deras dokumentationsrutiner och verifiera att deras mätutrustning motsvarar dina projektbehov. Denna noggranna granskning ger avkastning när dina delar anländer färdiga för omedelbar användning istället for att kräva sortering, omarbete eller avvisande.
Prototypframställning och stöd för produktutveckling
Du har utformat en innovativ produkt, validerat konceptet och bekräftat marknadens efterfrågan. Nu uppstår den avgörande frågan: hur omvandlar du den här konstruktionen till fysiska delar som fungerar exakt som avsett? Det är just här som företag för precisionsskärmetalldelar blir verkliga utvecklingspartners – inte bara leverantörer som utför beställningar.
Resan från initialt koncept till massproduktion innebär långt mer än bara att skära och böja metall. Enligt branschexperter på PEKO Precision beror framgångsrika produktlanseringar på strukturerade processer för införande av nya produkter (NPI), som systematiskt hanterar design, prototypframställning, validering och skalning av produktionen. Att förstå denna livscykel hjälper dig att utnyttja din tillverkningspartners expertis i varje steg.
Här är den typiska projektlivscykeln för anpassade projekt inom precisionsplåtbearbetning:
- Konceptdefinition: Omvandla initiala idéer till en hanterbar projektomfattning med tydliga milstolpar och specifikationer
- Prototypning: Skapa funktionsdugliga provexemplar för att bevisa konceptet och utvärdera designens genomförbarhet
- Designförbättring: Hantera erfarenheter från tidigare steg genom optimering av design för tillverkning (DFM) och tekniska uppdateringar
- Pilotproduktion: Slutlig övningsproduktion som validerar produktionsklara processer och kvalitetssystem
- Produktionsfrigivning: Formell designfrigivning med konfigurationskontroll och fullständig kvalitetsdokumentation
- Kontinuerlig förbättring: Pågående förbättring baserat på kundfeedback och förbättringar för nästa generation
Varje fas bygger på den föregående, där kraven på precision blir allt mer avgörande när man närmar sig produktionen. Låt oss undersöka hur erfarna tillverkare stödjer denna utveckling.
Från prototyp till produktion
Tänk dig att investera månader i produktutveckling bara för att upptäcka under produktionen att din design inte kan tillverkas konsekvent. Detta scenario – som tyvärr är vanligt – är exakt vad korrekt prototypframställning förhindrar.
Enligt Fictivs prototypexperter gör prototypframställning av plåt det möjligt for ingenjörer att utvärdera en dels form, passform och funktion innan man går över till fullskalig produktion. Moderna framsteg inom tillverkningsverktyg och digitala arbetsflöden har gjort prototypframställning snabbare och mer exakt – nära anpassad till produktionsavsetningen så att team kan iterera snabbt utan att kompromissa med kvaliteten.
Varför är detta viktigt för projekt med anpassade precisionsskåp i plåt? För att prototyper som tillverkas med produktionsklassade material och processer avslöjar problem som CAD-modeller helt enkelt inte kan förutsäga:
- Monteringsstörningar: Komponenter som ser perfekta ut i 3D-modeller kan inte passa ihop som förväntat
- Materialbeteende: Återböjning, arbetshärdning och termiska effekter blir konkreta problem
- Tillverkningsbegränsningar: Avstånd mellan detaljer och böjningar, minsta böjradier och verktygsåtkomstbegränsningar blir uppenbara
- Ytfinishens verklighet: Svetsens estetik, beläggningshäftning och kosmetiska krav verifieras
Den avgörande fördelen med att samarbeta med en fabrik för precisionsskåp i plåt vid prototypframställning – snarare än med en allmän verkstad – är just produktionens inriktning. Tekniker som laserskärning, CNC-punktering, böjning och svetsning motsvarar de som används vid serieproduktion. Det innebär att din prototyp korrekt återspeglar slutprodukten, vilket möjliggör realistisk prestandatestning.
Möjligheterna till snabb prototypframställning har förändrat utvecklingstidslinjer. Moderna tillverkningsmetoder kan producera prototypdelar i plåt inom några dagar istället för veckor. Denna acceleration möjliggör flera designiterationer inom samma tidsram som traditionella metoder krävde för en enda prototyp.
Kontraktstillverkningsrelationer börjar ofta under prototypfasen. Genom att samarbeta med en fabriceringspartner med fokus på ny produktinföring (NPI) tidigt får du tillgång till ingenjörsexpertis som formar din design för framgångsrik tillverkning. Dessa partners kan arbeta med koncept i olika stadier – från skisser på servettkanten till fullt utvecklade 3D-modeller – och ge vägledning som förhindrar kostsamma omarbetningar senare.
DFM-stöd och teknisk samarbetspartnerskap
Här är något som skiljer bra fabriceringspartners från exceptionella: Stöd för design för tillverkning (DFM). DFM handlar inte bara om att göra delar billigare att tillverka – det handlar om att göra dem bättre samtidigt som kostnader och risker minskar.
Enligt tillverkningsexperter på Advantage Metal Products är DFM för plåt en strategisk metod som anpassar delens design till detaljerna i tillverkningsprocessen. Denna optimering minskar produktionskostnaderna, förbättrar effektiviteten och höjer slutprodukten kvalitet – allt utan att offra designavsetet.
Hur ser meningsfull DFM-samarbete ut? Överväg dessa avgörande faktorer som erfarna plåtbearbetare utvärderar:
- Böjradieoptimering: Att balansera materialtjocklek med böjradie förhindrar sprickbildning och deformation samtidigt som verktygstillverkningen förenklas
- Strategi för hålplacering: Att placera hål i förhållande till böjningar och kanter bevarar strukturell integritet och tillverkningseffektivitet
- Toleransrationalisering: Att fastställa realistiska toleranser som stödjer precision utan överdriven konstruktion
- Överväganden kring hörnradie: Avrundade hörn minskar spänningskoncentrationer och förbättrar säkerheten
- Materialvalsråd: Att anpassa materialens egenskaper till både designkraven och bearbetningsegenskaperna
Digitala verktyg förstärker effektiviteten hos DFM. 3D-CAD-modellering stödjer visualiseringen och gör det möjligt för team att identifiera potentiella problem innan något metall skärs. Simulerings- och prototypningsprogram förutser utmaningar och ger designerna möjlighet att optimera proaktivt. Samarbetssystem underlättar realtidsdelning av insikter mellan ingenjörsteam och specialister inom tillverkning.
För projekt med precisionsframställning av höljen i plåt avslöjar DFM ofta möjligheter som designerna ursprungligen missar. Kanske kan flera komponenter sammanfogas till en enda formad del, vilket minskar monteringsarbete. Eller så kan justering av böjsekvensen eliminera verktygsinterferens. Dessa insikter framkommer när tillverkare med djup processkunskap granskar designerna innan produktionen påbörjas.
Fasen för pilotproduktion – som ofta kallas en "sista fullständig provkörning" – verifierar att DFM-rekommendationerna faktiskt fungerar i praktiken. Enligt experter inom ny produktinföring (NPI) utgör detta skede den sista möjligheten att göra konstruktionsändringar innan produktionen påbörjas. Kvalitetssystem aktiveras, regleringskrav verifieras och hela tillverkningsprocessen körs under produktionsvillkor.
När du har genomfört prototypframställning och pilotproduktion framgångsrikt frysts konstruktionen vid produktionsstart. Ritningarna släpps officiellt, konfigurationskontroll införs och varje efterföljande enhet måste överensstämma med de validerade specifikationerna. Denna disciplin säkerställer att komponentnummer 1 000 presterar identiskt med komponentnummer 1.
Sambandet mellan precisionkrav och produktutveckling blir tydligt: att investera i korrekta NPI-processer tillsammans med kompetenta tillverkningspartners minskar produktionsrisker avsevärt. Enligt en undersökning av Forbes som PEKO refererar till anser 73 % av respondenterna att spåra risker och möjligheter under utvecklings- och NPI-fasen är avgörande för att uppnå lanserings- och marginalmål.
Oavsett om du utvecklar anpassade precisionsskivmetallkomponenter för medicintekniska apparater, elektronikhusningar eller industriell utrustning följer vägen från koncept till produktion liknande mönster. Att välja tillverkningspartners med verklig NPI-kompetens – inte bara produktionskapacitet – förkortar din tidslinje samtidigt som den minskar de kostsamma överraskningarna som kan hindra produktlanseringar. 
Inhemsk och global inköpslösning för precisionsprojekt
Du har identifierat dina krav på precision, utvärderat tillverkare och förstått materialöverväganden. Nu kommer en strategisk fråga som alltmer präglar tillverkningsbeslut: ska du köpa in inom landet eller söka leverantörer utomlands? Detta val påverkar långt mer än bara styckpriset – det påverkar leveranstider, kommunikation, kvalitetskontroll och slutligen framgången för ditt projekt.
Debatten mellan inhemsk och utländsk inköpsstrategi handlar inte om att utnämna en vinnare. Den handlar om att förstå avvägningarna och anpassa inköpsstrategin till dina specifika projektbehov. Låt oss gå igenom vad som verkligen spelar roll när du utvärderar tillverkare av precisionsplåt i olika regioner.
| Fabrik | Inhemsk (USA) | Utomlands (Kina) |
|---|---|---|
| Ledtider | 2–4 veckor vanligtvis; snabbleverans ofta möjlig | 4–8 veckor inklusive frakt; förseningar vid hamn möjliga |
| Kommunikation | Samma tidszon; inga språkbarriärer | 12+ timmars tidszonsskillnad; potentiella språkliga utmaningar |
| Kvalitetsövervakning | Lätt tillgängliga fabriksbesök; direkt tillgång till inspektion | Kräver tredjepartsinspektion eller resor |
| Enhetens kostnad | Högre lönekostnader (25+ USD/timme) | Lägre lönekostnader (5–7 USD/timme) |
| Total kostnad | Förutsägbar; färre dolda kostnader | Frakt, tullar och avgifter kan lägga till 15–30 % |
| Flexibilitet | Snabba designändringar; snabba justeringar | Ändringar kräver längre implementeringscykler |
| CERTIFIERINGAR | ITAR är lättillgänglig; välbekanta standarder | ISO/IATF är tillgänglig; vissa certifieringar är svårare att verifiera |
Att förstå dessa avvägningar hjälper dig att fatta välgrundade beslut istället för att utgå från antaganden om någon av de två inköpsstrategierna.
Fördelar med inhemsk tillverkning
När du köper in från en amerikansk tillverkare av precisionsskivmetallkomponenter blir snabbhet och enkelhet dina allierade. Enligt experter på inhemsk leverans vid Mead Metals , kortare ledtider och minskade fraktRisker håller projekten på rätt spår utan oväntade fördröjningar från tull, hamnträngsel eller globala logistikstörningar.
Kommunikationsfördelen är svår att överskatta. Att arbeta i samma tidszon eliminerar de frustrerande fördröjningarna från 12-timmars e-postcykler. När problem uppstår – och det gör de alltid – innebär möjligheten att ringa upp och snabbt lösa problem att små bekymmer inte utvecklas till stora steg baklänges. För precisionsbearbetning av plåt som kräver nära samordning mellan ingenjörsteam visar denna responsivitet sig vara ovärderlig.
Kvalitetsövervakning blir dramatiskt enklare med inhemska partners. Du kan besöka anläggningarna, observera processerna och bygga relationer med de personer som tillverkar dina delar. Denna direkta tillgänglighet möjliggör:
- Anläggningsrevisioner: Verifiera utrustningens kapacitet och kvalitetssystem genom egna observationer
- Processobservation: Följa viktiga driftmoment och identifiera möjligheter till förbättring
- Snabb problemlösning: Åtgärda kvalitetsproblem omedelbart istället för att hantera dem över tidszoner
- Byggande av relationer: Utveckla partnerskap som förbättrar resultaten över tid
Kostnadstransparens främjar också inhemska inköp. Även om styckpriserna kan verka högre, kan dolda kostnader vid utländska inköp – fraktavgifter, tullar, avgifter och valutaväxlingar – omvandla skenbara besparingar till oväntade utgifter. Vad som verkade vara ett fördelaktigt pris för precisionsskivmetallframställning ser ofta annorlunda ut när de totala landade kostnaderna beräknas.
För försvarsrelaterade projekt som kräver ITAR-kompatibilitet blir inhemska tillverkning nödvändig snarare än valfri. På samma sätt, när skydd av immateriella rättigheter är viktigt, minskar det risken för exponering genom att hålla produktionen inom USA:s gränser.
Globala inköpsöverväganden
Här är verkligheten: Att helt avvisa tillverkning i utlandet innebär att ignorera verkliga fördelar. Kinesisk precisionstillverkning av plåt har utvecklats kraftigt, och många tillverkare uppnår idag kvalitetsnivåer som motsvarar eller överträffar västerländska konkurrenter. Nyckeln ligger i att välja rätt partners och hantera relationerna på ett lämpligt sätt.
Enligt tillverkningsanalytiker , är Kinas kostnadsfördelar fortfarande betydande – arbetskraftskostnaderna är upp till 70 % lägre än i USA, kombinerat med skaleffekter från storskaliga produktionsanläggningar. För prisnärsamma projekt eller beställningar i stora volymer skapar denna ekonomi övertygande möjligheter.
En kinesisk fabrik för precisionstillverkning av plåt är ofta särskilt skicklig på snabb prototypframställning och flexibel anpassning. Mer än 60 % av kinesiska små och medelstora tillverkningsföretag erbjuder anpassade produktionstjänster, vilket möjliggör snabba omställningar och designiterationer som större västerländska verksamheter kan ha svårt att matcha. Denna smidighet är fördelaktig för R&D-intensiva projekt där frekventa designändringar förväntas.
Kvalitetsgapet som en gång präglade inköp från utlandet har minskat kraftigt. Ledande kinesiska tillverkare av precisionstillverkad plåt har nu certifieringar som motsvarar de inhemska konkurrenternas – exempelvis ISO 9001:2015, IATF 16949 för bilindustrin samt branschspecifika kvalitetssystem. Utmaningen ligger inte i kapaciteten, utan i verifiering och pågående kvalitetssäkring.
Överväg samarbetspartners i Kina för precisionstillverkad plåt som möter traditionella bekymmer vid inköp från utlandet genom specifika kompetenser:
- Snabba prototypframställningstjänster: en leveranstid på 5 dagar möjliggör validering av designen innan produktionsbeslut fattas
- Omfattande DFM-stöd: Teknisk samarbetsverksamhet som optimerar konstruktioner för framgångsrik tillverkning
- Bilbranschens certifiering: IATF 16949-kompatibilitet som visar på processdisciplin
- Responsiv kommunikation: Snabba offertsvaretider som minimerar tidszonsrelaterad friktion
Till exempel, Shaoyi (Ningbo) Metallteknik representerar den nya generationen av kinesiska tillverkare av precisionsplåtprodukter – med IATF 16949-certifierad kvalitet, snabb prototypframställning på fem dagar och offertsvartid på tolv timmar, vilket löser traditionella utmaningar vid inköp från utlandet. Deras omfattande DFM-stöd hjälper kunder att optimera konstruktioner innan produktionen påbörjas, vilket minskar iterationscyklerna som ofta förlänger projektens tidsramar vid utländsk produktion.
De smartaste tillverkarna av precisionsplåtprodukter rekommenderar ofta hybridansatser. Strategiska inköpsexperter föreslår att utnyttja Kinas flexibilitet för tidiga produktions- och prototypfasen, och sedan dra nytta av inhemska kapaciteter för slutmontering, kvalitetssäkring eller applikationer med strikta regleringskrav.
Riskminimeringsstrategier blir avgörande för framgång med inköp utomlands:
- Leverantörskvalificering: Grundlig granskning av certifieringar, kompetenser och referenser innan man ingår ett avtal
- Tydliga specifikationer: Detaljerad dokumentation som inte lämnar utrymme för tolkning
- Tredjepartsinspektion: Oberoende kvalitetskontroll innan leverans
- Investeringsarbete i relationen: Regelbunden kommunikation och periodiska besök för att säkerställa samstämmighet
- Diversifiering av leveranskedjan: Flera kvalificerade leverantörer för att minska risken med enskild leverantör
Valet mellan inhemska och utländska leverantörer beror slutligen på dina specifika prioriteringar. Projekt som kräver ITAR-kompatibilitet, snabba iterationer eller strikt tidsplanering föredrar ofta inhemska partners. För högvolymsproduktion, kostnadskänslomärkta applikationer eller projekt med stabila konstruktioner kan inköp utomlands vara fördelaktigt – särskilt om man samarbetar med certifierade tillverkare av precisionsskivmetall som har visat prov på konsekvent kvalitet.
Oavsett vilken inköpsstrategi du använder gäller de utvärderingskriterier som beskrivits i tidigare avsnitt fortfarande. Certifieringar, utrustningskapacitet, kvalitetssystem och teknisk support är lika viktiga oavsett geografisk plats. Skillnaden ligger i hur du verifierar dessa kapaciteter och hanterar pågående relationer över avstånd och tidszoner.
När din inköpsstrategi är tydlig är du redo att vidta konkreta åtgärder för ditt tillverkningsprojekt. Det sista steget innebär att förbereda effektiva förfrågningar som tydligt kommunicerar dina krav och gör det möjligt för tillverkare att svara med korrekta och konkurrenskraftiga offertförslag.
Ta nästa steg med ditt tillverkningsprojekt
Du har tagit till dig en omfattande mängd information om företag som specialiserar sig på precisionsskärning av plåt – från toleranskrav och kärnprocesser till kvalitetssystem och inköpsstrategier. Nu är det dags för det avgörande steget: att sätta denna kunskap i praktiken. Oavsett om du letar efter precisionsskärning av plåt i närheten av dig eller utvärderar globala leverantörer är en väl förberedd offertförfrågan avgörande för att projekt ska lyckas istället för att leda till frustrerande erfarenheter.
Skillnaden mellan att få korrekta, konkurrenskraftiga offertförslag och att hamna i oändliga förtydligandscyklar beror ofta på förberedelsen. Enligt experter inom inköp av skärningsarbete saknar ingenting mer avbrytande för offertprocessen än att behöva stanna och ställa frågor. Den tid du investerar i att förbereda fullständig dokumentation i förväg kommer att återbetala sig genom bättre resultat i efterhand.
Förbered din offertförfrågan för bästa resultat
Vad bör du inkludera när du kontaktar precisionsskärmetalldelstillverkare i ditt närområde eller utländska partners? Här är den väsentliga information som gör att tillverkare kan svara snabbt och korrekt:
- Fullständig konstruktionsdata: Uppdaterade delritningar och 3D-CAD-modeller (STEP- eller SolidWorks-filer) som innehåller toleransangivelser, nyckelkarakteristika och fullständig måttinformation
- Materialens specifikationer: Materialtyp, nominell tjocklek, kvalitet och eventuella särskilda krav på ursprung (DFARS, endast inhemska material)
- Ytbehandlingens detaljer: Specifik pulverfabrikant och produktnummer, eller åtminstone ett RAL-nummer för färgmatchning
- Förpackningskrav: Hur delarna ska levereras – sträckfoliade, i bulkpaket eller i anpassade förpackningar för skydd
- Krav på kvalitetsvalidering: Inspektion av första artikeln (FAI) eller PPAP-krav för relevanta delar
- Volym och tidsplan: Uppskattade produktionskvantiteter och förväntade leveransdatum
Genom att tillhandahålla denna fullständiga information till leverantörer av precisionsskärmetalldelar undviks den tidskrävande kommunikationen fram och tillbaka som fördröjer offertförfrågningar och introducerar fel. Kvalificerade tillverkningspartner uppskattar utförliga offertförfrågningar – det signalerar att du är en allvarlig kund som förstår processen.
Ritningsfiler och kommunikationstips
Dina CAD-filer och ritningar utgör grunden för korrekta offertförfrågningar. Enligt branschriktlinjer kan ofullständig dokumentation leda till prisändringar eller fördröjningar när tillverkare behöver förtydliganden. Se till att dina filer inkluderar böjlinjer, hållägenheter, kritiska mått och eventuella särskilda anmärkningar.
Kommunikationsrutiner är lika viktiga. Svara snabbt på tillverkarens frågor. Var öppen om dina tidskrav – om du behöver delar snabbt bör du nämna det redan från början, så att de kan bedöma kapaciteten och föreslå realistiska tidsscheman. Tveka inte att ställa frågor om du är osäker på vilka detaljer som krävs.
Vad bör du förvänta dig av kvalificerade tillverkningspartners? Svarsberedskap i service är en egenskap som skiljer kapabla företag från andra. Till exempel Shaoyi (Ningbo) Metallteknik erbjuder en offertomgångstid på 12 timmar—vilket visar den typ av svarsberedskap som minimerar projektfördröjningar. När du utvärderar potentiella partners bör du observera hur snabbt de svarar på dina inledande förfrågningar; detta är ofta en indikator på deras kommunikationskvalitet under hela produktionsprocessen.
Innan du gör ett engagemang bör du inte jaga rabatterade offertpriser för precisionsskärmetalstillverkning utan att förstå vad som ingår. Som vi har undersökt i denna artikel döljer ofta det lägsta priset kompromisser när det gäller kvalitet, dokumentation eller service. Utvärdera det totala värdet—kompetenser, certifieringar, kommunikation och pålitlighet—inte bara styckkostnaden.
Oavsett om du utforskar jobb inom precisionsbearbetning av plåt för luft- och rymdfartskomponenter eller höljen till konsumentelektronik är principerna desamma: förbered dig noggrant, kommunicera tydligt och samarbeta med tillverkare vars kapacitet motsvarar dina projektbehov. Den kunskap du har förvärvat här gör att du kan navigera säkert i tillverkningslandskapet och uppnå de precisionsresultat som ditt användningsområde kräver.
Vanliga frågor om precisionsbearbetning av plåt
1. Vad är precisionsbearbetning av plåt?
Precisionstillverkning av plåt innebär tillverkning av metallkomponenter med extremt stränga toleranser, vanligtvis mellan ±0,005 tum och ±0,010 tum (±0,13 mm till ±0,25 mm). Detta är upp till 10 gånger strängare än standardtoleranser för plåttillverkning. Processen kräver avancerad utrustning, såsom fiberlaser, CNC-böjmaskiner med vinkelmätningssystem samt sofistikerad kvalitetskontroll inklusive inspektion med koordinatmätmaskin (CMM). Branscher som luft- och rymdfart, medicintekniska apparater och elektronik är beroende av precisionstillverkning av plåt för komponenter där dimensionsnoggrannhet direkt påverkar produktens prestanda och säkerhet.
2. Hur väljer jag ett företag för precisionstillverkning av plåt?
Utvärdera potentiella partners med hjälp av sex nyckelkriterier: verifiera relevanta certifieringar (ISO 9001:2015, IATF 16949 för fordonsindustrin, AS9100 för luft- och rymdfart), bedöm utrustningens kapacitet och underhållsprogram, granska kvalitetskontrollsystem inklusive första-artikelinspektionsprocesser, granska genomloppskapaciteten för både standardbeställningar och snabbt utförda beställningar, kontrollera erbjudandet av ingenjörsstöd och DFM-stöd (Design for Manufacturability), samt begär kundreferenser från din bransch. Målet är att matcha en plåtbearbetares bevisade kompetens med ditt projekt specifika krav, snarare än att helt enkelt välja den lägsta prissättningen.
3. Vilka certifieringar bör precisionstillverkare av plåt ha?
Viktiga certifieringar beror på din bransch. ISO 9001:2015 utgör grunden för kvalitetsstyrning. ITAR-registrering krävs för försvarsrelaterade projekt. AS9100-certifiering är obligatorisk för luft- och rymdfartsapplikationer, medan IATF 16949 gäller för arbete inom bilindustrin. ISO 13485 omfattar tillverkning av medicintekniska produkter. AWS-certifieringar, såsom Certified Welding Fabricator (CWF), visar på kompetens inom svetsning. Dessa certifieringar demonstrerar dokumenterade rutiner, regelbundna revisioner, kalibrerad utrustning och full spårbarhet – allt avgörande för konsekventa precisionssresultat.
4. Vad är skillnaden mellan inhemsk och utländsk precisionsskärmetalstillverkning?
Inhemsk tillverkning erbjuder kortare ledtider (2–4 veckor jämfört med 4–8 veckor utomlands), kommunikation i samma tidszon, lättare tillfälle att besöka anläggningar för kvalitetsövervakning och förutsägbara totala kostnader. Utländsk inköpsstrategi, särskilt från Kina, ger lägre arbetskraftskostnader och kan erbjuda snabb prototypframställning med flexibilitet vad gäller anpassning. Dock medför utländsk inköpsstrategi frakt, tullar (potentiellt 15–30 %) och kräver tredjepartsinspektion. Ledande utländska tillverkare har idag certifieringar som IATF 16949, och vissa erbjuder prototypframställning på fem dagar samt offertomgång på tolv timmar för att minska traditionella bekymmer.
5. Vilka material är bäst för precisionsskivmetalltillverkning?
Materialvalet beror på dina applikationskrav. Rostfritt stål (304/316) erbjuder utmärkt dimensionsstabilitet och korrosionsbeständighet, vilket gör det idealiskt för medicinska applikationer och livsmedelsförädling. Aluminium (5052/6061) ger lättviktigt högprecision för elektronik och luft- och rymdteknik, men har högre återböjning, vilket kräver kompensation. Kolstål ger förutsägbar prestanda till lägre kostnad för maskintekniska applikationer. Specialmaterial som titan erbjuder exceptionella hållfasthets-till-vikt-förhållanden för luft- och rymdteknik samt medicinska implantat, men kräver tillverkare med särskild kompetens och är vanligtvis 3–5 gånger dyrare än tillverkning i rostfritt stål.