 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Tandempress vs. Transferpress-stansning: Effektivitet mot rörlighet
TL;DR
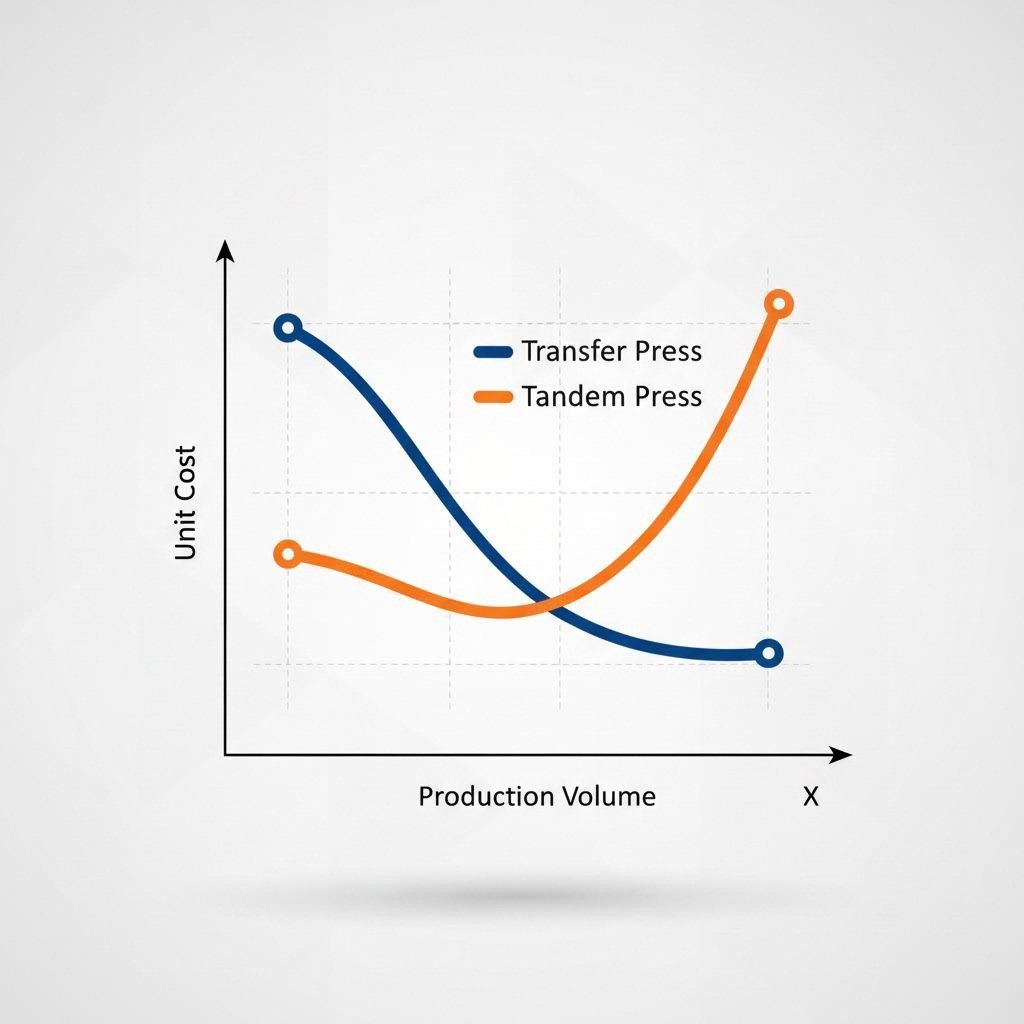
Valet mellan tandempress kontra transferpress-stansning representerar den grundläggande tillverkningsavvägningen mellan hastighet och flexibilitet. Transfypressar är monolitiska höghastighetsmaskiner som integrerar flera stationer i en enda säng för att leverera oöverträffad effektivitet (15–30+ SPM) för specialiserade högvolympartier. I motsats till detta tandempresslinjer består av enskilda pressar kopplade med robotautomatisering, vilket erbjuder överlägsen modularitet och anpassningsförmåga för produktion med hög variation, även om historiskt sett med lägre hastigheter (8–15 SPM). Välj till slut transfer för maximal volym och lägsta kostnad per del; välj tandem för operativ mångsidighet och mångskiftande delprogram.
1. Grunddefinitioner och driftsmekanik
För att förstå dessa teknologiers strategiska värde måste vi först skilja på deras fysiska arkitektur. En transferpress är i princip en enda, massiv maskin med en lång säng där flera dies är monterade sida vid sida. Arbetsstycket förflyttas mellan dessa stationer av ett internt, mekaniskt synkroniserat transportsystem – vanligtvis rälsar eller taggar som fungerar i perfekt samklang med pressens slide. Denna integration skapar en sluten ekosystem där delen alltid är under positiv kontroll, vilket möjliggör aggressiv acceleration och inbromsning.
Omvänt innebär en tandempressrad är en sekvens av oberoende pressar (vanligtvis 4 till 6 enheter) ordnade i en rad. Den första press, känd som led- eller huvudpress, hanterar ofta den kraftiga djupdragningsoperationen, medan efterföljande "efterföljande" pressar utför beskärning, perforering och vikning. Den avgörande skillnaden ligger i automatiseringen: delar förflyttas mellan pressarna av externa robotarmer eller tvärshandlingssystem. Denna separation definierar tandemradens karaktär – det är en modulär kedja av maskiner snarare än en enda enhet.
Visuellt är skillnaden slående. En transferpress är kompakt men kräver ett djupt, tungt fundament för att bära dess koncentrerade presskraft. En tandemlinje breder ut sig över fabriksgolvet, tar mer yta i anspråk men erbjuder enklare tillgång till enskilda stationer för underhåll. Medan en transferpress fungerar som ett synkroniserat klockverk, arbetar en tandemlinje som en hinkbrigad – effektiv, men beroende av överlämningen mellan oberoende aktörer.
2. Tävling i hastighet och effektivitet (SPM-analys)
I den högriskfyllda världen av bilstansning är slag per minut (SPM) lönsamhetens valuta. Historiskt sett har transferpress har varit obestriden mästare i hastighet. Eftersom överföringsmekanismen är mekaniskt kopplad till pressens drivdel rör den sig i exakt synkronisering med sliden. Detta gör att transferpressar kan köras kontinuerligt vid 15 till 30 slag per minut (SPM), med vissa höghastighetssystem för mindre delar som överstiger 60 SPM. För en tillverkare som producerar miljoner identiska tvärstag eller upphängningsarmar är denna hastighet oslagbar.
Tandemlinjer har traditionellt legat efter, och arbetat i intervallet 8 till 15 SPM. Flaskhalsen är "handskakningen"—den tid det tar för en robot att ta sig in i pressen, gripa tag i delen, dra ut den och placera den i nästa press. Emellertid minskar nu skillnaden. Moderna servodrivna tandemlinjer använder programmerbar slidsrörelse för att optimera slaget, vilket gör att pressen kan öppnas snabbare för robotarna. När de kombineras med höghastighetsförsedd skokorsfoder i kolcomposite, kan dessa avancerade tandemlinjer nu nå 18–21 SPM, vilket utmanar transferpressens dominans inom medelhög volymproduktion.
| Funktion | Transferpress | Traditionell Tandemlinje | Servo Tandemlinje |
|---|---|---|---|
| Typisk hastighet | 15–30+ SPM | 8–12 SPM | 15–21 SPM |
| Delkontroll | Kontinuerlig / Mekanisk | Intermittent / Robotstyrd | Synkroniserad Servo |
| Bäst för | Massproduktion (Volym) | Tunga delar / Låg hastighet | Hög variation / Hög hastighet |
3. Flexibilitet och anpassningsförmåga: Den strategiska omdaningen
Om hastighet är överföringspressens superkraft, så är flexibilitet tandemlinjens fästning. En överföringspress är en 'specialist i special'. Att byta produktion från en deltyp till en annan kräver ofta att stora treaxliga rälsar byts ut och hela överföringssteget kalibreras om – en komplicerad ingenjörsinsats. Den frodas under 'skalfördelar', där maskinen kör samma del i veckor eller månader. Den är stel, kraftfull och tål inte frekventa avbrott.
Tandoraden erbjuder dock "ekonomier av omfattning". Eftersom pressarna och robotarna är oberoende kan linjen konfigureras oändligt. Behöver du hoppa över en station för en enklare del? Bara omprogrammera robotarna att passera Press #3. Hanterar du en massiv sidopanel idag och en mindre framdäck imorgon? Robotarna kan omedelbart anpassa sina greppvägar. Denna modularitet tillåter tillverkare att köra mångskiftade produktmixar på en och samma tillgång, vilket gör tandorader till det föredragna val för Tier 1-leverantörer som måste betjäna flera OEM-plattformar.
Driftsresilens gynnar också tandoradstilvägagångssättet. I en transferpress leder ett fel i huvuddriften eller transferbanan till att hela linjen stoppas – "en ner, alla ner". I en tandorad kan det ibland vara möjligt att köra en delprocess eller kringgå det felande enheten (beroende på stansprocessen) om en enskild press går ner för underhåll, vilket ger en nivå av redundans som skyddar leveringsschemat.
4. Ekonomisk analys: CAPEX vs. TCO
Det finansiella beslutet handlar om mer än bara prislappen. En överlåtelsepress med hög tonnage kräver en kolossal första investering (CAPEX), inte bara för maskinen utan även för den massiva grundläggningsgraven och de specialiserade lyftruckar som krävs för installationen. Det är en "bet-the-company"-tillgång som måste köras kontinuerligt för att avskriva sin kostnad.
Tandemlinjer erbjuder en mer flexibel investeringsmodell. Ett företag kan till exempel börja med en linje bestående av tre pressar och sedan lägga till en fjärde eller femte enhet två år senare när verksamheten växer. Denna "fasade investering"-strategi förbättrar kassaflödet och minskar risken. Men Totala ägandekostnader (TCO) berättar en nyanserad historia. Även om överlåtelsepressar kostar mer från början, resulterar deras centraliserade drift ofta i lägre energiförbrukning per del och reducerad arbetskraft (en operatör jämfört med potentiellt flera vid en stor tandemlinje). Tandemlinjer å andra sidan medför högre "mjuka kostnader" för underhåll av flera hydraulsystem, robotstyrningar och säkerhetsbrytare.
För tillverkare där den ekonomiska investeringen för en fullständig överföring eller tandemlinje är för hög, eller där volymen varierar oprognostiskt, blir samarbete med en specialiserad kontraktillverkare den strategiska bron. Företag som Shaoyi Metal Technology utnyttjar högtonvikt precisionpressar (upp till 600 ton) för att leverera komponenter certifierade enligt IATF 16949, och erbjuder en skalbar väg från snabb prototillverkning till högvolymproduktion utan risken för fasta tillgångar.
5. Beslutsmatris: Vilken är rätt för dig?
Att välja rätt teknik kräver att du avbildar din produktionssituation mot maskinens styrkor. Använd denna beslutsmatris för att vägleda din investeringsstrategi:
-
Välj en överföringspress om:
- Volym är kung: Du kräver över 1 miljon delar per år av samma komponent.
- Utrymme är begränsat: Du behöver maximal produktion per kvadratmeter fabriksgolv.
- Delgeometri är konsekvent: Du tillverkar en familj av delar med liknande storlekar och överföringshastigheter.
- Materialutnyttjande: Du behöver djupdragningsförmåga med exakt kontroll för att minimera spill.
-
Välj en Tandemlinje Om:
- Blandning är hög: Du tillverkar små serier av mycket skiftande delar (t.ex. dörrar, huvar och pelare på samma linje).
- Delarna är stora: Komponenternas mått överskrider sängstorleken för standard överföringspressar (t.ex. hela sidodelar för karossen).
- Budgeten är fasindelad: Du behöver sprida kapitalinvesteringen över flera år.
- Resilienst är kritisk: Du kan inte tillåta dig totala produktionsstopp på grund av ett enda komponents fel.
Slutsats
Debatten mellan tandempress kontra transferpress-stansning handlar inte om vilken teknik som är överlägsen, utan om vilken som passar din affärsmodell. Transpressen förblir outfattlig ledare i effektivitet när det gäller stabil, högvolym massproduktion. Tandemlinjen, särskilt med modern servointegration, står som den smidiga mästaren inom high-mix-tillverkning och är redo att anpassa sig efter föränderliga marknadsbehov. Genom att analysera din volym, delarnas komplexitet och långsiktiga flexibilitetsbehov kan du implementera det system som gör din presshall till en konkurrensfördel.
Vanliga frågor
1. Vad är den huvudsakliga skillnaden mellan tandem- och transpressar?
Den främsta skillnaden ligger i transportmekanismen och maskinens struktur. En transpress är en enda monolitisk maskin där delar förflyttas mellan stationer via interna rälsar. En tandempress är en rad individuella, separata pressar där delar förflyttas mellan maskiner med robotarmer eller tvärgående automatisering.
2. Vilken presstyp är snabbast?
Transferytter är i regel snabbare och klar en hastighet mellan 15 och 30+ slag per minut (SPM) tack vare deras synkroniserad mekanisk överföring. Traditionella tandemrader körs långsammare (8–15 SPM), men moderna servodrivna tandemrader minskar detta avstånd och kan nå hastigheter upp till 21 SPM.
3. Kan en tandemrad producera samma delar som en transferytta?
Ja, båda systemen kan utföra liknande operationer som dragning, beskärning och perforering. Transferytter är dock begränsade av sitt sängstorlek och överföringssteg, vilket gör att tandemrader är bättre lämpade för mycket stora delar, till exempel bilkarosserisidor, som kräver mer utrymme mellan stationerna.