 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Kvävegassprutor i stansverktyg: Konstruktörens guide till kraft och precision
TL;DR
Kvävgasfjädrar i stansverktyg är högtryckshydrauliska komponenter som använder inaktivt kvävgas för att leverera betydande kraft i en kompakt cylinder, vilket överstiger traditionella mekaniska coilfjädrars prestanda vid långt. Genom att bibehålla konstant tryck under hela slaglängden förbättrar de delkvaliteten avsevärt och minskar verktygets fysiska storlek.
För tillverkare inom bilindustri och industriell tillverkning ligger det främsta fördelen i deras krafttäthet och långlivaktighet. Till skillnad från coilfjädrar som tröttnar och förlorar förspänning, tillhandahåller kvävgasfjädrar omedelbar kontaktkraft och kan justeras för att uppfylla exakta tonnagekrav, vilket gör dem till standard inom modern högvolyms metallstansning.
Grundläggande: Mekanism och funktion i stansverktyg
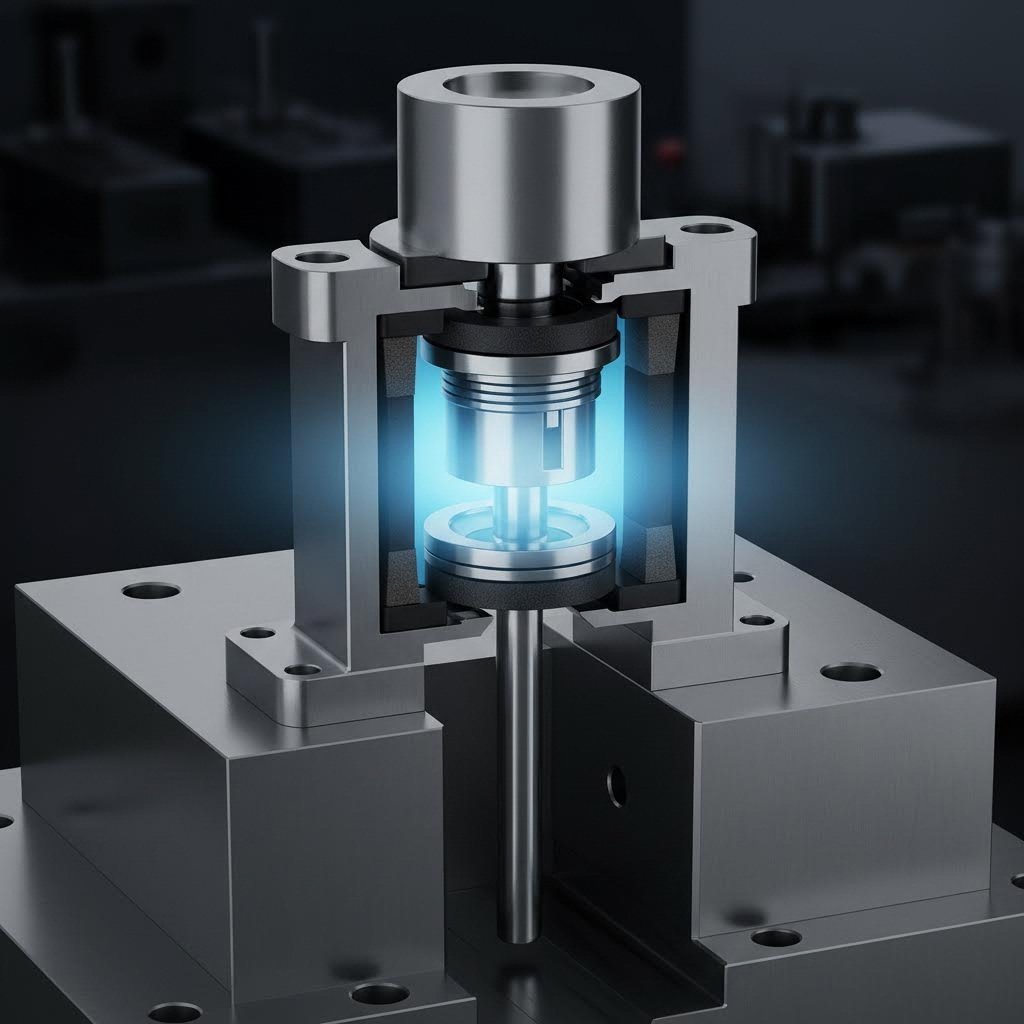
I grunden fungerar en kvävegasspringa som ett förslutet system som innehåller tryckgasat kvävgas, en kolvväg och en specialkonstruerad cylinder. När pressen stängs komprimeras gasen av kolven, vilket lagrar potentiell energi som frigörs när pressen öppnas. Denna mekanism möjliggör en mycket högre krafttäthet än mekaniska alternativ, vilket innebär att en liten gasspringa kan utöva samma kraft som en betydligt större spiralfjäder.
Valet av kväve är inte godtyckligt; det är en inert gas , vilket är avgörande för komponentens livslängd. Enligt Special Springs förhindrar kvävets inerta natur oxidation och korrosion inuti cylindern, vilket säkerställer att de interna tätningarna och smörjoljorna förblir stabila även vid den intensiva värme som genereras av snabba stanscykler. Om syre eller komprimerad luft användes skulle kombinationen av olja och värme kunna leda till förbränning eller snabb försämring av tätningarna.
I en typisk stampningsverktygsuppställning placeras dessa fjädrar mellan verktygsplattorna—ofta i bindar- eller utmatningsplattan—för att hålla plåten stadigt på plats innan formgivningskolven kommer i kontakt med materialet. Denna "hållfunktion för platta" är viktig. Den förhindrar att metallen vecklar eller spricker under dragningsprocessen. Eftersom kvävefjädrar erbjuder justerbart tryck , kan ingenjörer finjustera hålkraften genom att helt enkelt justera gasfyllnaden, en flexibilitet som mekaniska fjädrar inte kan erbjuda.
Avgörande jämförelse: Kvävegassprutor kontra mekaniska spiralfjädrar
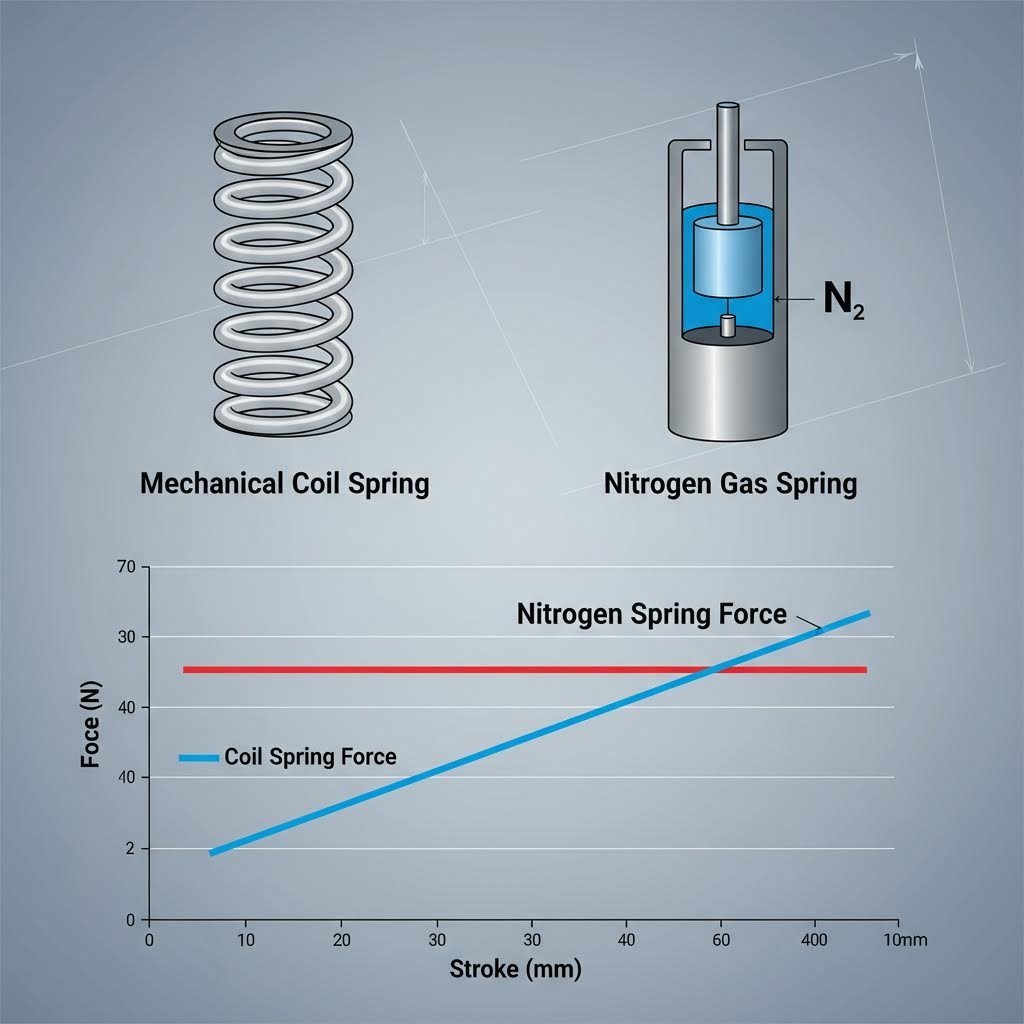
Övergången från mekaniska spiralfjädrar till kvävegassprutor driven ofta av behovet av högre precision och bättre utnyttjande av utrymme. Även om spiralfjädrar är billiga och enkla lider de av en linjär kraftkurva—de ger mycket liten kraft vid initial kontakt (förspänning) och maximal kraft endast vid full komprimering. Kvävegassprutor däremot levererar närmast maximal kraft direkt vid kontakt.
| Funktion | Mekaniska spiralfjädrar | Kvävgasfjädrar |
|---|---|---|
| Kraftkurva | Linjär (Låg initialkraft, hög slutkraft) | Flackare (Hög initialkraft, konsekvent ökning) |
| Rum-effektiv | Låg (Kräver stora fickor/ många fjädrar) | Hög (Kompakt, hög krafttäthet) |
| Livslängd | Begränsad (Benägen för trötthet/brott) | Förlängd (Miljontals cykler med underhåll) |
| Justerbarhet | Ingen (Måste byta fjäder) | Hög (Justera gastryck) |
| Inledande kostnader | Låg | Måttlig till hög |
Platsbegränsningar är ofta den avgörande faktorn. I komplexa bilformar är "stängd höjd" (det tillgängliga utrymmet när formen är stängd) mycket eftertraktad. En enda kvävecylinder kan ofta ersätta en kluster av 5–10 fjädrar, vilket drastiskt minskar formens volym. Detta gör det möjligt att ha fler stationer i en progressiv form eller helt enkelt en mindre, lättare verktyg som är billigare att hantera och förvara.
Dessutom är tillförlitlighet en viktig differentierare. Fjädrar kan gå av oproppvis och skicka metallbitar in i verktyget, vilket orsakar katastrofal skada. Kvävefjädrar slits gradvis om de underhålls korrekt. Moderna konstruktioner från tillverkare som Ready Technology har system med "tätad borrmotor" och svävande styrflikar som motstår sidobelastningsskador, vilket säkerställer miljontals slag innan en reparation behövs.
Vägledning för val: Beräkning av kraft- och slagkrav
Att välja rätt kvävegasspringa kräver noggranna tekniska beräkningar. Målet är att balansera den nödvändiga hållkraften med tillgängligt utrymme och presskapacitet. En vanlig metod för att bestämma antalet fjädrar som behövs är att dividera den totala erforderliga kraften med den maximala kraft som finns tillgänglig för en vald fjäderdiameter.
Beräkning av slaglängd
Enligt användningsriktlinjer från Harslepress bör man aldrig välja en fjäder med en slaglängd exakt lika med verktygets rörelsesträcka. En säkerhetsmarginal är nödvändig för att förhindra att kolven når botten, vilket orsakar omedelbar skada.
- FORMEL: Minsta slaglängd = Verktygsrörelse + 10 % säkerhetsmarginal.
- Exempel: Om din verktygsrörelse är 50 mm ska du inte använda en 50 mm-fjäder. Välj en fjäder med minst 55 mm slaglängd (ofta avrundat uppåt till en standardmodell på 60 mm eller 63 mm).
Kraftfördelning
Det räcker inte med att bara uppfylla kravet på total kraft; kraften måste fördelas jämnt över tryckplattan för att förhindra vippning eller kantsprångning. Ingenjörer följer vanligtvis ISO- eller VDI-standarder (till exempel VDI 3003) för att säkerställa kompatibilitet. Vid eftermontering kan det vara nödvändigt att välja en serie av typ "kompakt" eller "superkompakt" om dieshöjden är begränsad, även om dessa ofta har kortare maximal slaglängd jämfört med ISO-standardmodeller.
Installation, underhåll och säkerhetsstandarder
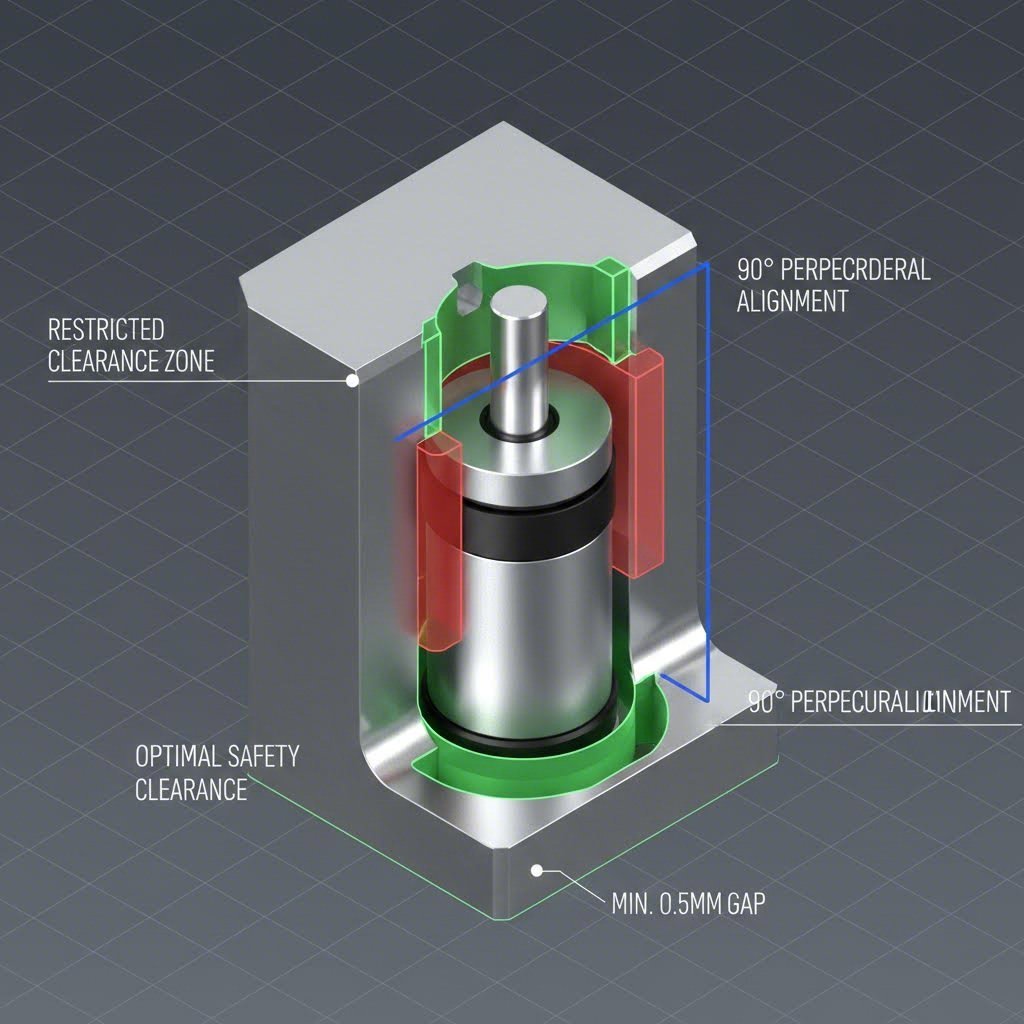
Säkerhet är av yttersta vikt vid arbete med högtryckscylrar. En kvävesprång är i princip ett tryckkärl, och felaktig hantering kan vara farlig. Den viktigaste installationsregel är att fickdjupet är tillräckligt för att stödja cylinderkroppen. Generellt bör fickdjupet vara minst 50% av burklängden för att säkerställa stabilitet och vinkelrätet.
Bästa metoder för installation
- Vinkelrätet Fjädern måste monteras 90 grader i förhållande till kontaktytan. Även en liten vinkel kan orsaka sidobelastning, vilket snabbt sliter ut tätningarna.
- Fritt utrymme: Håll en fickklämning på 0,5 mm till 1,0 mm. En åtdragen passning kan göra att cylinder sitter fast om termisk expansion sker under drift.
- Dränering: Om verktyget använder tunga smörmedel, se till att fickorna har avloppskanaler. Hydrostatiskt tryck från inneslutna vätskor kan krossa cylindern.
Montering innebär den största risken. Aldrig försök aldrig öppna en gasfjäder utan att först helt tömma kvävsgasen. De flesta tillverkare inkluderar en specifik avluftningsventil eller skruv. Enligt Harslepress råd, använd ett sexkantsnyckel för att långsamt trycka ner ventilkärnan (pekande bort från dig) tills all väsning upphört innan du tar bort några spåringsringar.
Ledande tillverkare och utbytbarhet
Marknaden tillgodoses av flera etablerade tillverkare, inklusive DADCO , Hyson , Kaller , och Special Springs . Många av dessa varumärken följer ISO 11901-standarden, vilket möjliggör en viss utbytbarhet. Till exempel kan en DADCO ISO-serjefjäder ofta bytas mot en motsvarande modell från Kaller eller Hyson utan att behöva modifiera verktygsfickan, vilket förenklar underhåll för globala stansprogram.
Men även om yttre mått kan vara identiska, varierar interna tekniker såsom tätningsystem och kolvguidning. DADCO:s UltraPak patroner och Ready Technology:s Design-Tite system är proprietära funktioner som är utformade för att förlänga livslängden i smutsiga stansmiljöer. Inköpsansvariga bör väga den initiala kostnaden mot "kostnaden per slag" – en billigare fjäder som går sönder var 500 000:e cykel är mycket dyrare än en premiärfjäder som håller i 2 miljoner cykler när man tar hänsyn till stopptid.
När verktyg och komponenter är färdigställda skiftas fokus till produktion. För tillverkare som går från prototypframställning till massproduktion är det avgörande att samarbeta med en erfaren stansningsleverantör för att effektivt kunna utnyttja dessa tekniker. Snabba upp din fordonsproduktion med Shaoyi Metal Technologys omfattande stanslösningar , som använder avancerade verktygsstandarder för att leverera precisionskomponenter som reglagearmar och underställ. Deras expertis kopplar samman komponentval och högvolymstillverkning certifierad enligt IATF 16949.
Slutsats
Kvävegassprutor har revolutionerat metallstansbranschen genom att koppla loss kraft från volym. De gör det möjligt för ingenjörer att designa kompakta, högpresterande verktyg som producerar bättre delar med mindre spill. Genom att förstå grunderna i kraftdensitet, följa strikta säkerhetsprotokoll vid installation och välja anlitade varumärken enligt ISO kan tillverkare minska driftstopp avsevärt och förlänga livslängden på sina verktyg.
Den initiala investeringen i kväveteknik ger avkastning genom konsekvent delkvalitet och minskad underhållsbehov. Oavsett om man moderniserar ett gammalt mekaniskt verktyg eller utformar ett nytt progressivt verktyg är kvävegassprutan en oumbärlig tillgång inom modern tillverkning.
Vanliga frågor
1. Kan jag ersätta spiralfjädrar direkt med kvävegassprutor?
Ja, men det kräver beräkning. Du kan inte bara byta ut dem ett-och-ett baserat enbart på storlek. Du måste beräkna den totala kraft som fjädrarna ger och välja kvävefjädrar som matchar denna kraft. Ofta behövs färre kvävefjädrar för att utföra arbetet av många coilfjädrar, vilket kan kräva modifiering av verktygets tryckplatta för att fördela kraften jämnt.
2. Hur ofta behöver kvävegaskylskivor laddas på nytt?
I ett väl underhållet verktyg kan kvävefjädrar hålla i miljontals cykler utan att behöva laddas på nytt. En liten mängd tryckförlust (cirka 10 % per år) är dock normal. Det rekommenderas att kontrollera trycket under vanliga underhållsintervall för verktyget, vanligtvis var 6:e till 12:e månad beroende på användningsvolym.
3. Vad är skillnaden mellan självständiga och sammankopplade system?
En självförsånden fjäder fungerar oberoende med sin egen interna gasfyllning. Ett länkat system kopplar samman flera fjädrar via slangar till en kontrollpanel och en extern tank. Länkade system gör det möjligt att övervaka och justera trycket i alla fjädrar samtidigt utifrån pressen, vilket är idealiskt för stora bilindustriformar som kräver frekventa tryckjusteringar.