 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Stansning och die-cutting: Verktyg, maskiner och sandwichhemligheter

Vad är stansning och dieschning?
Undrat hur hantverkare och tillverkare uppnår så skarpa, konsekventa former – oavsett om det handlar om ett handgjort kort, en läderetikett eller en precisionsmetallkomponent? Svaret ligger i stansning och dieschning , två grundläggande tekniker som förbinder kreativa hobbyer med högprecisionsindustrier. Även om de ofta fungerar tillsammans har varje teknik en distinkt roll när det gäller att forma material och design. Låt oss gå igenom grunderna innan vi fördjupar oss i verktygen, materialen och arbetsflödena som gör dessa processer så effektiva.
Vad är Förmalkning?
För att göra det kortfattat, matrisSkärning använder ett speciellt format metallverktyg (kallat en die) för att skära, relieftrycka eller forma ett material med hjälp av en dieschmaskin. Inom hantverk innebär detta rena, återupprepade former utskurna ur papper, filt, tyg eller tunn metall. I industriell skala ökar processen – dieschverktyg och pressar formar bilkomponenter eller elektronikdelar med strama toleranser och hög hastighet.
Die-schablonmaskiner finns i manuella, elektroniska och industriella former. Inom pappersdie-schablonsnitt , använder du oftast en handkraftstyrd eller motoriserad maskin för att trycka schablonen genom det valda materialet, vilket ger en perfekt utskuren form varje gång. Denna process sträcker sig även till materiella skärningsdie för läder, vinyl, kartong och mer.
Hur stansning och die-schablonsnitt fungerar tillsammans
Stämpling avser inläggning av ett motiv eller mönster och tryckning på en yta—tänk gummistampar för pappershantverk eller stora pressar för metallkomponenter. När det kombineras med die-schablonsnitt stansar du först ditt design, och använder sedan en matchande die för att skära ut den, vilket säkerställer en ren och professionell kontur. Denna sekvens är populär inom kortmaking, minnesbokssnitt och även vissa läder- eller textilprojekt. I industriella miljöer kan stansning också innebära formning eller märkning av metallkomponenter före eller efter snittet.
- Skärmaskin : Enheten som applicerar tryck
- Plattor : Ytor som omger die och material
- Matriser : Metallformer som utför snittet eller relieftryckningen
- Däckskevlar : Tunna lager för att justera tryck eller förbättra resultat
- Mattor : Skyddande eller präglade ytor
För de renaste konturerna bör du noggrant justera din stämplade bild innan du die-cutar. Detta hjälper till att undvika ojämna kanter och ger ditt projekt ett genomtänkt utseende.
Material som du kan skära och prägla
Die-cutning handlar inte bara om papper. Du kommer att märka att materiella skärningsdie är designade för ett brett utbud av ytor:
- Papper: kartong, vellum, folie, chipboard
- Tyger: filt, bomull, tunn läder
- Vinyl och kork
- Tunna metaller (för industriella och vissa hantverksdie)
Embossing—att höja eller trycka ett mönster—använder liknande verktyg men med en mjukare matta, så att stansen trycker ett design i ytan istället för att skära igenom (Crafter's Companion) .
När precision är allra viktigast
Varför välja stansning och dieskärning framför manuellt skärning eller frihandsritning? Svaret är precision, hastighet och upprepbarhet. Oavsett om du tillverkar inbjudningar i stor skala eller tillverkar bilkomponenter, levererar dessa tekniker:
- Konsekventa former och storlekar—inga två delar ser olika ut
- Rena, släta kanter utan saxmärken eller ojämna snitt
- Effektiv produktion, sparar tid och minskar spill
- Möjligheten att snabbt skära komplexa eller intrikata design
Tryck och justering är avgörande. För lite tryck och stansen skär inte rent; för mycket och du riskerar att skada materialet eller maskinen. Därför har de flesta dieskärningsmaskiner och stanspressar justerbara inställningar och tydliga guider.
Den här guiden hjälper dig att behärska både hantverksmässiga och industriella tillvägagångssätt för stansning och die-cutting, med omfattning av pappershantverk, tyg- och läderarbete samt avancerad metallformning. När du läser vidare kommer du att hitta praktiska tips, verktygsförklaringar och arbetsflödeshemligheter från ledande varumärken och branschens bästa praxis.

Ordlista och snabbreferens för vanliga die-cutting-termer
Har du någonsin känt dig förlorad i en skog av die-cutting-uttryck? Oavsett om du är ny inom stansning och die-cutting eller bara behöver repetera lite, är denna snabbreferens din trygga guide till att förstå de termer du stöter på i hantverks-tutorials och maskinmanualer. Låt oss gå igenom det väsentliga – ingen tidigare erfarenhet krävs.
Förklaring av kärntermer inom die-cutting
- Adapter: En anordning som gör det möjligt att använda stansar eller plattor konstruerade för en typ av maskin i en annan. Avgörande för att säkerställa kompatibilitet.
- Kantning: Den vassa delen av en stans som faktiskt skär igenom materialet. Vänd alltid denna kant mot materialet för rena snitt.
- Skärstans: Ett metallverktyg med en formad kant som används för att skära material i specifika designar. När du undrar vad är skärstans , tänk på det som en specialformad kakpress för papper, tyg eller tunn metall.
- Inprägling: Motsatsen till reliefprägling; skapar en fördjupad eller insjunken prägling på materialytan.
- Tryckblock: Allmänt begrepp för det metallverktyg som används för att skära, prägla eller forma material. Stansar finns i olika typer, inklusive stållås och tunnplåt.
- Stansat: Den slutgiltiga formen eller designen som produceras av en stans. Om du undrar vad är stansningar , är det delen du tar bort efter att ha kört ditt material genom maskinen.
- Emballage: Processen att använda en stans och en maskin för att skära ut former ur material. Denna teknik är avgörande för konsekventa och upprepbara resultat i hantverk och tillverkning.
- Stansar för embossage: En samlingsbenämning för alla typer av stansar som används vid embossage. Inkluderar standard-, detaljerade och specialformade stansar för olika material.
- Präglingsmapp: En tjock plastmapp med en upphöjd och en fördjupad sida. När du placerar papper innanför och matar det genom en maskin skapas ett upphöjt (präglat) mönster. Om du undrar vad en präglingsmapp är , är det ditt verktyg för att lägga till struktur och dimension i pappershantverk (Altenew) .
- Inlägg: En teknik där flera stansade delar passas ihop, som en pussel, för att skapa en sammanhängande design.
- Nästlingsdie: Die med samma form i stegvis storlekar, utformade för att passa inuti varandra för lager- eller matt-effekter.
- Negativutrymmesdie: Ett die som skär ut ett fönster eller en öppning i materialet och lämnar omgivande yta intakt.
- Öppet die: Ett die med öppen mitt, vilket gör det enklare att justera mot avtryckta bilder eller specifika områden på ditt material.
- Plattform: Bottenplattan eller brickan som håller plattorna, die och material när du matar dem genom maskinen.
- Plattor: Hård yta som utgör toppen och botten av ditt skär- eller präglings"smörgås". De hjälper till att fördela trycket jämnt.
- Registreringsmärken: Små märken eller notcher som används för att justera stansar med avtryckta bilder för perfekt placering.
- Avtagningspapper: Ett halt, fritt från klibb, papper som placeras mellan stansen och materialet för att hjälpa till att frigöra detaljerade stansningar rent.
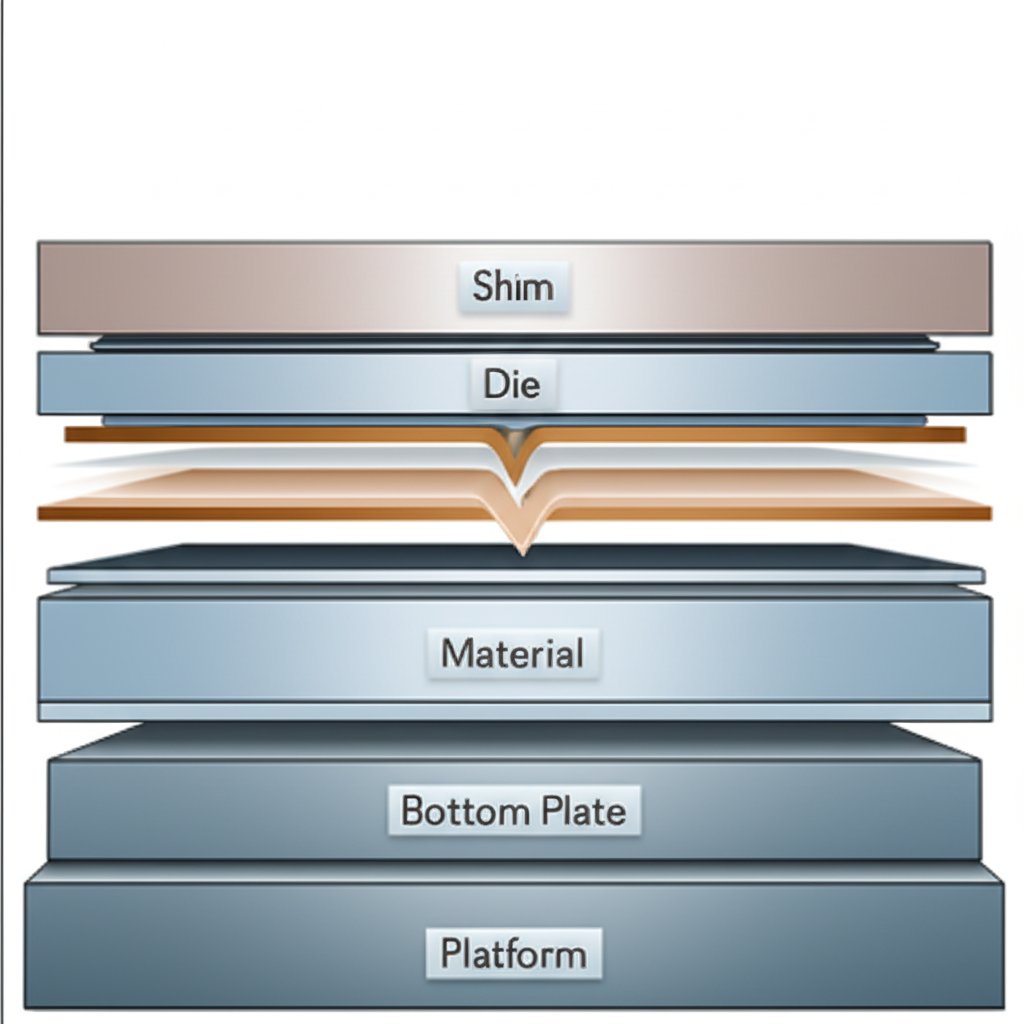
- Sandwich: Den lagrade stapeln av plattor, stansar, shimar och material som placeras i maskinen. Varje maskin kan kräva en annan sandwichkombination för bästa resultat.
- Shim: En tunn bit plast, papper eller metall som läggs till i sandwichen för att öka trycket om snitten inte är rena.
- Stålknivstans: En tjock, slitstark stans med en stålkant inbäddad i trä eller skum. Idealisk för att skära tjockare material eller flera lager samtidigt.
- Tunn metallstans (vävnadstunnt stans) En smal, lättviktig stans som är avsedd för exakta snitt i papper och kartong. Populär för detaljerade och intrikata designar.
Prägling och inprägling med enkla ord
- Pressning: Att höja en design ovanför materialytan, vanligtvis med en präglingsmatta eller stans.
- Sänkprägling: Att trycka ner en design i ytan, vilket skapar ett intryckt mönster. Båda teknikerna ger hantverket taktil och visuell intressant effekt.
- 3D-präglingsmattor: Specialiserade präglingsmattor med djupare, lagrade designar som skapar en mer tredimensionell effekt än standardmattor.
Sammansättningar och plattbenämningar du kommer att se
- Bottenplatta: Bottenplattan i din sammansättning – stöder materialet och stansen.
- Snittplatta: Plattan som placeras ovanför eller under din stans och ditt material, och som ger en hård yta för snitt.
- Magnetisk shim: Ett tunt, magnetiserat lager som håller stansar på plats, särskilt användbart för väldigt tunna stansar eller intrikata design.
- Gummipräglingsmatta: En flexibel matta som används i 'smörgåsen' vid prägling med en stans istället för skärning.
- Plastshim: Ett extra lager för att justera trycket i 'smörgåsen' för renare snitt eller djupare prägling.
Sandwich: Detta begrepp syftar på den specifika stapeln av plattor, stansar, shimar och material du använder i en stans- eller präglingsmaskin. Exakta kombinationer av smörgåsar varierar beroende på maskin och märke – konsultera alltid tillverkarens guide för bästa resultat.
Nu när du känner till terminologin inom stansning kan du följa handledningar, felsöka problem och experimentera med säkerhet. Därefter kommer vi att utforska de verktyg och material som gör precision möjlig, så att du kan välja rätt uppsättning för ditt nästa projekt.
Verktyg och material som gör precision möjlig vid stansning och embossing
När du är redo att sätta igång med embossning och stansning gör rätt verktyg skillnad. Kanske tittar du efter en ny maskin, eller kanske har du ärvt en låda med stansar och plattor – hur vet du vad som passar ihop, eller vad som är bäst för ditt projekt? Låt oss gå igenom grunderna så att du säkert kan samla din verktygslåda och förstå vad varje del innebär för ditt kreativa arbetsflöde.
Att välja formfaktor för stansmaskin
Börja med kärnan i din uppsättning: stansmaskinen. Det finns två huvudtyper – manuella och elektroniska. Manuella maskiner, som den klassiska handkraftdrivna Sizzix die cutting machine eller Spellbinders die cutting machine , använder tryck från en handkvarn för att skära eller relieftrycka. Dessa är populära inom pappershantverk och kända för sin pålitlighet och greppkänsla. Elektroniska eller automatiska plattformar använder motorer för att hantera trycket åt dig – idealiskt om du har problem med handstyrka eller behöver skära stora partier. Båda typerna kan användas som ett maskin för prägling samt skärning, beroende på vilka plattor och tillbehör du använder. Kontrollera alltid maskinens kompatibilitet med dina valda stansar och plattor, eftersom inte alla maskiner accepterar varje typ av stans.
Förstå stansar och deras material
Alla stansar är inte likadana. Du kommer att stöta på två huvudtyper:
- Tunna metallstansar (väv-tunna): Lätta och perfekta för detaljerade pappersklipp. Dessa är kompatibla med de flesta manuella och elektroniska maskiner, men passar bäst för enstaka pappersark, lätt kartong eller vellum. Deras öppna centrum hjälper dig att justera klippen mot stämplade bilder eller foton – inga gissningar längre när du använder en stanskortsklippare för scrapbooking eller kortmaking (Scrapbook.com) .
- Stålknivstansar: Byggda för hållbarhet, kan dessa tjocka stansar skära igenom tyngre material som chipboard, filt, tyg, läder och till och med tunn trä. De är idealiska för större projekt eller när du behöver att din stanskortsklippare ska hantera mer än bara papper. De är dock klumpigare och kräver ofta en kompatibel, större maskin.
Kontrollera alltid din maskins dokumentation för en kompatibilitetsmatris. Till exempel accepterar vissa miniatyr-stansmaskiner endast tunna stansar, medan större maskiner hanterar båda typerna.
Präglingsmappar och strukturverktyg
Om du vill lägga till dimension är präglingsmappar dina bästa vänner. Dessa plastmappar trycker på mönster i ditt papper eller kartong när de körs genom din stansmaskin. Vissa maskiner, som Sizzix stansmaskin, är utformade för att fungera sömlöst med både standard- och 3D-präglingsmappar. Använd alltid rätt plattuppsättning för prägling – se din maskins manual för rätt kombination för att undvika skador eller ojämna avtryck.
Viktiga plattor, mattor och tillbehör
| Kategori | Vara | Bäst för | Anteckningar |
|---|---|---|---|
| Maskin | Manuell styrdningsmaskin (t.ex. Sizzix Big Shot, Spellbinders Platinum 6) |
Papper, lätt tyg, filt, prägling | Kräver manuell vridning; kontrollera stansas kompatibilitet med avseende på storlek |
| Maskin | Elektronisk stansmaskin (motoriserad eller datorstyrd) |
Storstökalssnitt, digitala design, handfri drift | Vissa modeller klipper endast papper; andra hanterar båda typerna av stansar |
| Matriser | Tunt metallstansverktyg | Intrikata pappersklipp, konturer av stansade bilder | Används med de flesta stansmaskiner; inte för tjocka material |
| Matriser | Stålregelmatris | Stora mängder klippning, tjocka material (filt, kartong, tyg) | Större och tyngre; kontrollera kompatibilitet med maskinen |
| Plattor | Klippplattor/Plattformar | All stansning och embossing | Byt ut när den har böjt sig; följ anvisningar för sandwichuppställning |
| Tillbehör | Embossingmönster | Lägger till reliefstruktur på papper | Standard- och 3D-varianter; kräver specifika plattuppsättningar |
| Tillbehör | Skivor, adaptorer | Finjustering av tryck för rena snitt | Använd endast vid behov; se tillverkarens anvisningar |
| Tillbehör | SkärMattor | Skyddar plattor, stödjer tyg eller känsliga material | Byt ut när de är mycket nerslitna eller märkta |
| Förbrukningsvaror | Lågklibbande tejp, frigöringspapper | Håller dies på plats, enkel dieavlägsning | Underlättar komplexa eller lagerdelade diesnitt |
Kompatibilitet är avgörande – konsultera alltid din maskins manual eller tillverkarens kompatibilitetsmatris innan du blandar nya stansar eller tillbehör i ditt arbetsflöde. Detta säkerställer att du får bästa möjliga resultat och undviker att skada din utrustning.
Med dessa grundläggande verktyg är du redo att utforska möjligheterna med maskinell stansning, från enkla former till lagerade, tredimensionella designlösningar. Därefter guidar vi dig genom beprövade arbetsflöden som kombinerar dessa verktyg för skarpa avtryck och rena snitt varje gång.
Beprövade arbetsflöden för rena snitt och skarpa avtryck
Har du någonsin känt frustration när din stämplade bild inte överensstämmer med din stansning, eller när din embossning plattar till en vacker design? Den ordning i vilken du stämplar, stansar och embosserar kan göra eller bryta ditt projekt. Låt oss avslöja de bästa sekvensstrategierna så att du får professionella resultat – varje gång du tar fram din stämplar och stansar .
När du ska stämpla före stansning
Tänk dig att du precis har tryckt ett vackert motiv. Du vill att klippkanten ska perfekt ramla in ditt stämpeltryck – inga otympliga kanter eller felplacerade klipp. I de flesta stans- och stämpelsats för kortmaking , ger stämpling först dig bästa möjliga kontroll över placeringen. Så här använder du diesnitt i arbetsflödet:
- Stämpel ditt motiv på det valda materialet (till exempel kartong eller vellum), och använd en stämpelpositionerare om tillgängligt för upprepade, skarpa avtryck.
- När bläcket är torrt, placera din die ovanpå det stämplade motivet. Fäst diesnittet med lättklibbande tejp eller en sticky note för att förhindra förflyttning.
- Kör stacken genom din diesnittsmaskin. Detta ger en die cut stamp med en perfekt utramad kontur.
- Om du vill ha extra struktur, slagg die-cut med en reliefmapp, enligt anvisningarna för din maskin.
Denna metod är särskilt användbar för detaljrika bilder eller när du använder stansar med detaljerade konturer. Verktyg som MISTI eller liknande stämpelpositionerare gör upprepade stämpningar noggranna och snabba (Jennifer McGuire Ink) .
När du ska stansa först
Ibland måste du stansa först – särskilt vid massproduktion av former eller när din stans är solid (utan öppet centrum som hjälper till med justering). Här är processen:
- Formsnitt dina former från tomt kortpapper eller papper.
- Placera negativet (den kvarvarande ramen) i ett verktyg för stämpelpositionering. Lägg de tomma die-cut-formerna tillbaka i öppningarna – detta håller dem stabila.
- Stämpel din bild direkt på die-cut-formen medan den hålls på plats. Detta förhindrar att den glider och gör att du kan dubbelstämpa för djupare färg om det behövs.
- Ta bort det färdiga stans och verktyg stycket och upprepa vid behov för flera exemplar.
Denna metod är populär för serieprojekt där du vill att varje styck ska se likadant ut, vilket visas i många korttillverkningsguider.
Kombinera reliefprägling för lager-effekter
Vill du lägga till dimension till ditt stämplar och stansar ? Reliefprägling kan läggas till i olika steg:
- Stämpel → Diesnitt → Reliefprägling: Perfekt för skarpa konturer och upphöjda designelement. Stämpela först, diesnitta, sedan reliefprägla för en tredimensionell finish.
- Diesnitt → Reliefprägling → Stämpel: Att reliefprägla innan stämpel kan ge en diskret, intryckt effekt på din stämpelbild – se bara till att din stämpel klarar av liten struktur.
- Prägla → Stämpel selektivt: För bakgrundstexturer, prägla din panel först, sedan stämpel i platta områden för en lagerpålagd look.
Justering är nyckeln. Använd registreringsmärken, lättklibbande tejp eller kladdlappar för att hålla allt på plats, och dubbelkolla alltid din 'sandwich'-konfiguration innan du kör den genom maskinen. Detta hjälper till att undvika förskjutningar, överstrykning eller våning – vanliga fallgropar när man lär sig hur man använder diesnitt i lagerpålagda projekt.
Testa alltid din diesnitts "sandwich" med skräpmatris innan den slutgiltiga produktionen. Detta enkla steg kan spara dig från felplacerade snitt eller slöseri med material.
Dessa sekvensflöden lägger grunden för felfria stämplar och stansar —oavsett om du skapar unika kort eller massproducerar lagerpålagda design. Nästa steg hjälper vi dig att välja mellan manuella och elektroniska diesnittsmaskiner så att din process matchar dina kreativa mål.
Hur man väljer mellan manuella och elektroniska diesnittsmaskiner
Försöker du välja mellan en manuell stansmaskin och en elektronisk plattform? Med så många alternativ – vredhjul, knappstyrda motorer, kompakta eller fullstor – kan det kännas överväldigande att hitta rätt för dina behov av stansning och die cutting. Låt oss gå igenom styrkorna hos varje typ, så att du kan matcha dina kreativa mål, arbetsutrymme och komfortnivå mot den bästa stansmaskinen för dig.
Vem bör välja en manuell maskin?
Manuella stansmaskiner är hantverksrummets klassiska arbetsmaskiner. Tänk dig att vrida på ett stadigt vred på en stansmaskin för kortmaking —det är taktilt, pålitligt och ger dig full kontroll. Dessa maskiner är idealiska för:
- Pappershantverkare som vill ha direkt kontroll och inte har något emot lite muskelkraft.
- Användare med begränsat utrymme – en liten stansmaskin eller mini stansmaskin passar enkelt på ett skrivbord eller hylla.
- Börjare som vill ha en enkel installation utan programvara eller strömsladdar att hantera.
- Hobbyhantverkare som skär papper, lätt tyg eller filt och inte behöver bearbeta dussintals bitar samtidigt.
Manuella maskiner, som Sizzix Big Shot eller Spellbinders Platinum 6, prisas för sin hållbarhet och enkla användning. De är också tystare och mer portabla – perfekta för hantverk på språng eller i delade utrymmen.
Vem drar nytta av elektroniskt tryck?
Elektroniska dieskärningsmaskiner (ibland kallade automatiska eller elektriska embosseringsmaskiner) använder motorer för att tillämpa konsekvent tryck – inget handkraftbehov. Om du:
- Har smärtor i händerna eller handlederna, artrit eller begränsad rörlighet.
- Behöver skära stora partier med former eller arbeta med detaljerade dies som kräver jämnt och upprepande tryck.
- Vill kunna utföra flera uppgifter samtidigt – vissa maskiner matar plattorna automatiskt så att du kan förbereda ditt nästa projekt medan det arbetar.
- Föredrar digitala funktioner, som att ansluta till en dator för anpassade former (i fallet med digitala modeller).
Modeller som Gemini Junior eller Sizzix Big Shot Express erbjuder händerfri användning och är utmärkta för att skära komplexa design eller tjockare material. De är något tyngre och kräver ström, men deras hastighet och konsekvens gör dem till ett favoritval för högvolym- eller professionell användning.
Utvärdering av tillbehör och långsiktiga kostnader
Innan du bestämmer dig, tänk bortom maskinen i sig. Tänk på:
- Kompatibilitet: Kommer din valda maskin att fungera med de stansar och reliefmallsdu redan äger?
- Ersättningsplattor och tillbehör: Alla maskiner kräver ibland utbyte av plattor. Vissa behöver speciella adaptorer eller shimar för vissa tekniker.
- Platstkrav och förvaring: Manuella maskiner kan ofta vikas ihop för kompakt förvaring, medan större elektroniska modeller kan behöva dedikerat utrymme.
- Ljud och underhåll: Manuella maskiner är i stort sett tystgående och behöver inte mycket underhåll. Elektroniska maskiner kan kräva att de rengörs ibland och har rörliga delar som kan slitas bort över tiden.
| Funktion | Manuell pressskärning | Elektrisk stryksnittning |
|---|---|---|
| Inlärningskurva | Mycket enkelt. Sätt bara in smörgåsen och vrid. | Enkla knappar, vissa har digital kontroll |
| Hastighet | Medium Beror på användaren | Snabbtkonsistent, idealisk för batcharbete |
| Repeterbarhet | Godtberoende av konsekvent spänning | Utmärkt motor för jämnt tryck |
| Mångsidighet av material | Papper, lätta tyger, filt (vissa modeller skär tunn spetsbräda/läder) | Papper, kartong, vissa kan hantera tjockare material (kontrollera specifikationer) |
| Typiskt utrymme | Kompakt; många kan vikas ihop för förvaring; mini stansmaskin tillgängliga alternativ | Större; kräver stabil yta och eluttag |
| Ljud | Mycket tyst | Låg till måttlig motorbuller |
| Tillbehörskostnader | Plattor, shimar, adaptorer (ersätt vid behov) | Plattor, shimar, adaptorer (ersätt vid behov) |
| Bäst för | Begynnare, hobbyister, portabilitet, tyst hantverk | Serietillverkning, detaljrika dies, användare med rörlighetsbehov |
Rekommenderade maskintyper enligt användarprofil
- Nybegynnare: Manuell maskin eller mini stansmaskin —enkel, prisvärd, lätt att lära sig.
- Hobbyist: Manuell eller elektronisk, beroende på projektstorlek och frekvens. En liten stansmaskin är utmärkt för vardagligt hantverk.
- Småföretag: Elektroniska dieskärningsmaskiner—hastighet och konsekvens för större serier.
- Klassrum/gruppaktivitet: Manuella maskiner—robusta, portabla och lätta att använda för alla.
Innan du väljer, fråga dig själv: Vilka material kommer jag att skära i mest? Hur mycket plats har jag? Prioriterar jag portabilitet eller snabb produktion i batchar? De bästa dieskärningsmaskinerna är de som verkligen passar din arbetsflöde och kreativa mål.
Redo att planera ditt nästa projekt? Nu ska vi undersöka hur du lägger ut dina dies och material för maximal effektivitet och minimal svinn – så att du får mer ut varje snitt.
Planering, layout och orientering för effektiva snitt
Har du någonsin börjat ett projekt bara för att inse att du har slösat bort hälften av ditt favoritpapper eller tyg? Att planera din layout är nyckeln till att få ut det mesta av ditt pappersskärningsmatriser , tygsåringsdies , och varje dyrbara pappersark eller bit i ditt förråd. Oavsett om du arbetar med sårverktyg för pappershantverk till kort eller förbereder industriella serier, sparar smart förberedelse tid, pengar och irritation. Låt oss gå igenom de bästa metoderna för effektiva och noggranna snitt – oavsett vilket material eller diedesign du använder.
Planera din layout och layoutstrategi
Innan du ens sätter på maskinen, fråga dig själv: Hur kan jag placera flest former på minst möjliga yta? Layoutläggning (nesting) är svaret. För klippformer för kortgöring och pappershantverksdies , innebär detta att gruppera stansar tätt för att minimera spill—särskilt när dyra eller specialmaterial används. Nestsatsstansar (uppsättningar med graduerade former) ger ännu större flexibilitet och låter dig skapa lagerdesigner samtidigt som du maximerar utbyte (Crafter's Companion) .
- Lägg ut alla stansar på materialet innan du skär—använd skräpmat eller mall om det behövs.
- Gruppera liknande former eller storlekar tillsammans för att fylla luckor och minska spill.
- För stora delar, överväg att dela upp designerna i mindre sektioner för bättre materialutnyttjande.
- Skapa batchar med flera genom att ordna så många stansar som möjligt i ett enda pass.
- Använd återstående negativa ytor till etiketter, dekorationer eller för att testa nya tekniker.
| Nestmönster | Beskrivning | Utbyte & Kantanteckningar |
|---|---|---|
| Koncentriska Former | Mindre stansar placerade inuti större (t.ex. cirklar, ovaler) | Maximerar användningen av mittområdet; idealiskt för lagerade rammar |
| Tesselering | Stansar ordnade kant mot kant med minimala mellanrum (t.ex. hexagoner) | Hög utbyte, lite spill; kontrollera att trycket är jämnt över alla stansar |
| Förskjutna rader | Stegrad ordning för att fylla ojämna utrymmen (t.ex. rektanglar, etiketter) | Förbättrar materialutnyttjandet för oregelbundna former; lämna en liten marginal för rena snitt |
Förstå stansriktning och positionering
Låter det komplicerat? Det handlar om att vara uppmärksam på hur dina stansar för pappershantverk placeras. För detaljerade eller riktade stansar, kontrollera om det finns pilar eller märken som indikerar rätt orientering – detta säkerställer att mönster (som text eller blommor) vänds åt rätt håll. När du använder pappershantverksstansar med stämplade bilder, placera stansen noggrant över designen och använd lättklibband för att hålla den stadig. Registreringsmärken eller guider på vissa stansar hjälper dig att passa ihop lager eller upprepade snitt för perfekta resultat varje gång.
- Kontrollera stansens orientering innan du skär – särskilt vid användning av ord, kanter eller asymmetriska design.
- Använd registreringsmärken eller riktnotcher om din stans eller maskin har sådana.
- Testa justeringen på skräppapper innan det slutgiltiga snittet för att undvika felplacering.
Hantera material med fiberriktning och sträckbarhet
Märker du någonsin att ditt papper spricker när det viks, eller att din filt sträcks ur form? Materialegenskaper spelar roll. För papper ska du alltid skära med fibrernas riktning (fibrernas löpriktning) för att förhindra rivning och säkerställa skarpa kanter. Med elastiska material som filt, tyg eller läder, stabilisera med en skär matta eller tillfällig limning för att behålla formen. När du använder pressskärningsformar eller arbetar med lagerade material, justera ditt 'sandwich' och tryckinställningar enligt tjocklek och flexibilitet.
- Identifiera papperskorn genom att försiktigt böja det – skär parallellt med kornet för bästa resultat.
- För tyg eller filt, använd en stabilisator eller tvättbar baksida för att förhindra deformation.
- Gör batchtester av skärningar på restbitar innan du går vidare till ditt huvudsakliga material.
- Förvara material platta och anpassade till rummets förhållanden för att undvika vridning eller expansion.
Tips: Gör alltid en provskärning eller test med skräpmat innan du går vidare till din slutgiltiga layout. Detta enkla steg avslöjar potentiella problem med placering, orientering eller materialförflyttning – vilket sparar dig tid och material i längden.
Med noggrann planering och några viktiga riktlinjer får du ut mesta möjliga av dina dieschabloner varje gång. Nästa steg är att titta närmare på sandwichinställningar och tryckjusteringar – så att dina snitt förblir rena och din utrustning håller längre.
Pålitliga sandwichinställningar för konsekventa resultat vid dieschablonering och relieftryck
Undrat varför dina diesnitt ibland inte blir rena, eller varför din relief ser ojämn ut? Svaret ligger ofta i din sandwichuppställning – den specifika stapeln av plattor, schabloner och material som du matar igenom din styrdnings- och tryckmaskin . Att få detta rätt är avgörande för skarpa resultat och för att hålla din maskin och tillbehör i bästa skick. Låt oss gå igenom de vanligaste sandwich-uppställningarna, hur man justerar för olika material och de bästa sätten att skydda dina plattor för långvarig användning.
Vanliga sandwich-uppställningar efter verktygstyp
Varje tryckmaskin för stående snitt —från Sizzix Big Shot till elektriska embosserings- och dieskärningsmaskiner—har sina rekommenderade kombinationer av lager. Dessa lager varierar beroende på om du använder tunna metallstenciler, stålkantsdies eller embosseringsmappar (standard eller 3D). Kontrollera alltid din maskins manual eller tillverkarens onlineöversikt för exakta instruktioner. Här är en snabbreferenstabell som sammanfattar typiska uppställningar från ledande märken:
| Verktygstypen | Vanlig beskrivning av lageruppställning | Anteckningar | Märkesreferens |
|---|---|---|---|
| Tunn metallstencil (wafer-thin) | Plattform/basplatta + skärplatta + papper + stencil (skärkant nedåt) + skärplatta | För detaljerade mönster, lägg till en tunt shim om det behövs för ett rent snitt. Använd sizzix skärplattor eller motsvarande för bästa resultat. | Altenew |
| Stålregelmatris | Plattform/Basplatta + Stålrådssnittverktyg + Material + Klippplatta | Designad för tjocka material eller flera lager. Tjockare snittverktyg kräver större avstånd; undvik användning med standard tunna plattformar. | Scrapbook.com |
| Standard präglingsmapp | Plattform/Basplatta + Klippplatta + Präglingsmapp (med papper inuti) + Klippplatta | Mappens tjocklek varierar; om avtrycket är svagt, lägg till en pappersklämma. Förvara mappar platta för optimal förvaring av präglingsmappar . | Stampin' Up! via Klompenstampers |
| 3D-relieffolder | Plattform/basplatta + 3D-relieffolder (med papper inuti) + specialplatta (eller tjock skärplatta) | 3D-folder kräver extra tjocklek; om du saknar specialplatta, använd flera stödplattor i kartong. Tvinga aldrig igenom stacken – justera tills den glider smidigt. | Stampin' Up! via Klompenstampers |
| Skär- och relieffolder (hybrid) | Plattform/basplatta + skär- och relieffolder (med dies och papper inuti) + skärplatta | Håll dies på plats med lättklibbig tejp för att förhindra förflyttning. Kontrollera tryck; justera med en shim om det behövs. | Spellbinders |
När ett die eller en folder inte skär eller präglar rent, lägg till shims en i taget. För mycket tryck kan vrida plattorna eller skada folder – öka tjockleken gradvis, aldrig tvinga igenom en sandwich genom maskinen.
Justering för materialtjocklek
Alla material är inte likadana. Tjockare kartong, tyg eller specialpapper kan kräva en något annorlunda sandwich eller mer tryck. Här är några praktiska tips:
- För tunnt papper, börja med standardmackan – undvik extra shimar om inte snittet är rent.
- För tjocka eller strukturerade material, lägg till en pappers- eller plastshim vid behov. Testa först med skräpmat.
- När du skär flera lager, använd en stållinealdö och kontrollera din skär- och embosseringsmaskin tillverkarens diagram för maximal tjocklek.
- Om mackan är för hård, ta bort en shim eller byt till tunnare plattor. Tvinga aldrig maskinen – detta kan spricka sizzix skärplattor eller skada växlar.
I industriella miljöer är tryckjusteringar ännu mer exakta – kräver noggrann kalibrering så att döarna skär rent utan att skada skärplattan eller materialet. Denna metod säkerställer kvalitet och förlänger livslängden på dina tillbehör till dieskärningsmaskiner .
Skydda plattor och undvik vridning
Märker du hur dina plattor eller mattrar börjar böja sig eller spricka? En korrekt sandwich-uppställning ger inte bara bättre resultat utan skyddar också din investering:
- Rotera och vänd dina skärplattor regelbundet för att fördela trycket jämnt och förhindra vågighet.
- Byt ut plattorna när de blir kraftigt repade eller spruckna – användning av skadade plattor kan orsaka ojämnt tryck eller skada din sizzix embossing machine .
- Förvara embossingmattrar och plattor platta, borta från värme och solljus, för optimal förvaring av präglingsmappar .
- Använd alltid den rekommenderade plattordningen för din maskin – att improvisera kan förkorta livslängden på din maskin och tillbehör.
Om du använder electric embossing and die cutting machines , följ märkets officiella underhålls- och sandwichdiagram. Detta är särskilt viktigt för mer komplexa, motoriserade modeller där överdrivet tryck kan orsaka permanent skada.
Att få till din sandwich rätt handlar inte bara om rena snitt – det handlar om säkerhet, maskinernas livslängd och att göra varje projekt till en framgång. Nästa steg är felsökning och underhåll, så att du snabbt kan åtgärda problem och hålla din diesnittsprocess igång utan avbrott.
Felsökning och kvalitetskontroller som sparar tid vid diesnitt
Har du någonsin haft ett perfekt projekt som spårade ur på grund av skrovliga kanter, ofullständiga snitt eller vridna plattor? Även med de bästa dödsstrykningsutrustning och diesnittsverktyg , ingår tillfälliga fel i processen. Det positiva är: de flesta problem har enkla lösningar – om du bara vet vad du ska leta efter. Låt oss gå igenom de vanligaste problemen, deras troliga orsaker och hur du får tillbaka din arbetsflöde på rätt köl.
Diagnostisera vanliga diesnittsproblem
| Symtom | Vanliga orsaker | Steg-för-steg-lösning |
|---|---|---|
| Ofullständiga eller ojämna snitt | - Otillräckligt tryck - Trubbiga eller slitna metallstansar - Ojämna eller skadade skärplattor - Variationer i materialtjocklek |
1. Kontrollera och justera tryckinställningarna på din skärmaskin . 2. Inspektera och byt ut eller skärpa trubbiga stansar. 3. Rotera eller byt ut vridna plattor. 4. Testa med skräpmat och justera vid behov. |
| Rough eller fransiga kanter | - Trubbiga skärblad - För högt eller för lågt tryck - Olämplig underlag eller matta |
1. Byt ut eller skärpa bladen. 2. Justera tryckinställningarna. 3. Se till att mattan eller kudden har rätt hårdhet. 4. Förvara och akklimatisera material för att förhindra fibrproblem. |
| Vrängda plattor | - Ojämnt tryck från upprepad användning - Plattorna roteras inte regelbundet - För många shimar eller felaktig sandwichkonstruktion |
1. Rotera och vänd plattorna vid varje användning. 2. Byt ut kraftigt vrängda eller spruckna plattor. 3. Dubbelkolla sandwichstacken och använd shimar sparsamt. |
| Prägling för grund eller för djup | - Felaktig sandwichstack - Fel tryckinställningar - Slitna präglingsmappar |
1. Se maskinens handbok för korrekt sandwich. 2. Lägg till eller ta bort shimar en i taget. 3. Byt ut slitna mappar. 4. Testa med skräpmat innan den slutgiltiga produktionen. |
| Metallspån eller bucklade stansar | - Överanvändning eller felaktig förvaring av metallstansar - Klippa genom olämpliga material - Brist på regelbunden rengöring |
1. Rengör die efter varje användning. 2. Förvara die korrekt (oljepapper, skyddsförpackningar). 3. Byt ut eller låt skadade die repareras professionellt. |
| Feljusterade stansade bilder | - Dålig die-justering - Förflyttning under klippning - Felaktig papperspositionering |
använd lättklibband för att säkra stansar. kontrollera registreringsmärken eller guider. testa justeringen på skräppapper innan det slutgiltiga projektet. |
Problemlösning vid embossing – strukturproblem och lösningar
När din embossing ser platt eller alltför djup ut beror det oftast på sammansättningen av ”sandwich-stacken” eller på fälternas skick. Referera alltid till din maskins manual angående embossingfält. Om avtrycket är svagt, lägg till en shim; om det är för djupt, ta bort en. Byt ut slitna fält för bästa resultat. För 3D-effekter använd endast rekommenderade specialplattor och försök inte pressa igenom stacken med makt i din stämplingsmaskin .
Underhållsrutiner för maskiner och stansar
Vill du undvika driftstopp och få ut det mesta av din stansningsprodukter ? Regelbundet underhåll är nödvändigt – precis som att vassa saxar eller smörja en symaskin. Här är en lista för förebyggande underhåll:
- Rengör din maskin och stansar efter varje användning – ta bort pappersfibrer, lim och skräp för att förhindra ansamling.
- Rotera och vänd skärplattor för att fördela slitage jämnt.
- Förråd metallstansar i oljepapper eller skyddsförpackningar för att förhindra rost och oavsiktliga dippor.
- Inspektera formar och plattor på skador innan användning; ersätt om spruckna eller vridna.
- Utför en snabb kvalitetskontroll med skräpmat vidare innan stora serier.
- Kontakta en professionell för reparation av blad eller maskinkalibrering – undvik självhjälpsfixar för kritiska komponenter.
De flesta problem vid diecutting kan förhindras med regelbunden rengöring, korrekt lagring och regelbunden kontroll av din dieutrustning. Några minuters underhåll sparar timmar av felsökning längre fram.
Med dessa tips kommer du att lägga mindre tid på reparationer och mer tid på att skapa. Näst ut sätter vi dina kunskaper på prov med projektreciper som hjälper dig att öva dessa kvalitetskontrollvanor från början till slut.
Öva diecutting-färdigheter från nybörjare till avancerad
Redo att sätta ditt kunskapsinnehav inom stansning och dieskärning i praktiken? Oavsett om du precis har börjat eller vill utmana dina färdigheter, kommer dessa tre progressiva projektbeskrivningar att hjälpa dig att bygga självförtroende – ett snitt i taget. Vi börjar enkelt och avslutar med ett lagerat centerstycke, så att du kan uppleva den fulla mångsidigheten hos stans för korttillverkning tekniker och dies för tillverkning av kort . Varje projekt inkluderar en tydlig materiallista, steg-för-steg-instruktioner och tips för rena resultat. Ta tag i dina maskiner för korttillverkning och låt oss sätta igång!
Enkelt kort med rena kontursnitt
- Enkel vitt eller färgat kretspapper (A2-storlek: 4,25" x 5,5")
- Matchande mönstrat papper
- Enkel konturskärningsdie (t.ex. cirkel, rektangel eller blomform)
- Skärmaskin
- Lågklibbande tejp
- Flytande lim eller dubbelriktad tejp
- Placera din konturform på det mönstrade papperet och fäst den med lågklibbande tejp för korrekt justering.
- Bygg ditt sammansatta lager enligt din maskins anvisningar (plattform, skärplatta, papper, form, översta skärplatta).
- Kör stacken genom din kort-formskärare ; ta bort och försiktigt pressa ut din utskurna form.
- Lägg den utskurna formen ovanpå kartongbasen och fäst med flytande lim eller tejp.
- Valfritt: Lägg till en textremsa eller dekoration för extra stil.
Tips: Testa alltid din lageruppställning på ett pappersöverdrag först för att kontrollera tryck och justering. Detta förhindrar slöseri med material och säkerställer att dina formskärningar för korttillverkning blir skarpa och rena.
Mellanliggande etiketter med delvis relief
- Tjockt kartongpapper (för etiketter)
- Utskjutningsform för etikettform
- Relieffolder (standard eller 3D)
- Skärmaskin
- Inktpad och blandverktyg (valfritt för skuggning)
- Snöre eller band
- Skär ut flera etiketter från ditt kartongpapper med hjälp av din etikettform och maskin.
- Placera varje etikett delvis i en relieffolder, lämna en sektion orelieveerad för att kunna skriva eller stämpla.
- Lägg upp din 'smörgås' enligt anvisningarna för relieffolder – se din maskins manual för ordningen på plattor vid användning av 3D-folder.
- Kör igenom maskinen. Ta ut och böj försiktigt etiketten för att avslöja det upphöjda mönstret.
- Valfritt: Blanda lätt på bläck över reliefområdet för ökad djupverkan.
- Dra snöre eller band genom hålet för att slutföra din anpassade etikett.
Avancerad lagrad dekoration med inbäddade stansar
- Olika färgade kartonger eller specialpapper
- Inbäddad stanssats (t.ex. cirklar, hexagoner eller florala lager)
- Skumhäftplattor eller prickar
- Skärmaskin
- Vätskehäftmedel
- Pailletter, emaljprickar eller dekorationer (valfritt)
- Välj flera nyanser av kartong för en tredimensionell effekt.
- Arrangera och stansa varje lager med dina inbäddade stansar – klipp ut alla storlekar som behövs för ditt design.
- Stapla utskärningarna från störst till minst, använd skumhäftmedel mellan lagren för tredimensionell djupseffekt (se Altenews guide för inspiration).
- Fäst den färdiga stapeln på framsidan av ett kort, journalhölje eller som en dekoration i väggen.
- Dekorera med strass, emaljprickar eller bläcksprak för en professionell avslutning.
Tips: För detaljerade eller lagerpålagda hantverksutsägg , testa alltid din sammansättning och justering med reservbitar – särskilt när du använder nya skärningsdies för kortmaking eller specialmaterial.
Dessa praktiska projekt är utformade för att stärka de bästa metoderna du har lärt dig – som att testa din uppsättning, justera stansar och lagerlägga för djup. När du går från enkla kort till komplexa designs med flera lager kommer du att upptäcka hur stansmaskiner för tillverkning av kort låser upp kreativa möjligheter på varje nivå. Närmast kommer vi att koppla samman dessa hantverkstekniker med världen av industriell precision och anpassad stanskonstruktion – och visa hur dina nya färdigheter kan skala upp för ännu större inverkan.

Hur stansning och die cutting driver industrin
Undrat du någon gång över hur de färdigheter du utvecklar med pappersstansning eller tygprojekt kan överföras till världen av fordonsproduktion? Steget från hobbyprojekt till industriella tillämpningar kan verka stort, men de underliggande principerna – precision, repeterbarhet och smart verktygsdesign – är desamma. Låt oss utforska hur avancerad stämpningsverktyg och matris processer och simuleringsdriven ingenjörsutveckling överbrigar detta klyfta, vilket säkerställer att varje del, från en dekorativ panel till en bil dörr, uppfyller högsta krav på kvalitet och prestanda.
Där anpassade stansverktyg passar in i produktionsarbetsflöden
Tänk dig att du skalar upp: istället för att tillverka ett fåtal kort är du ansvarig för tusentals identiska, hållfasta metallkomponenter. I denna värld är ett anpassat stansverktyg för skärning inte bara ett kreativt verktyg – det är en kritisk resurs. Bilproducenter är beroende av specialiserade maskinstansverktyg uppsättningar och robusta stansmaskiner för att forma, skära och ge form åt plåt med strama toleranser och minimalt svinn. Varje anpassad matrisskärare utformas för hållbarhet, noggrannhet och repeterbarhet. Så här ser processen typiskt ut:
- DFM-granskning (Design för tillverkningsbarhet): Ingenjörer och designers samarbetar tidigt för att säkerställa att delen kan produceras effektivt och kostnadseffektivt, vilket minimerar omfattande omarbetning senare.
- Formningsanalys: Materialens egenskaper och delgeometri analyseras för att förutsäga hur metallen kommer att bete sig under formning, för att förhindra sprickor, veck eller förtunning.
- Prototypvalidering: En prototypverktyg byggs och testas—antingen fysiskt eller virtuellt—för att bekräfta att designen uppfyller alla dimensionella och funktionella krav.
- Rampupp och massproduktion: När validering är klar förbättras verktyget för hållbarhet och kapacitet, och tas sedan i bruk för högvolymstillverkning med pågående kvalitetskontroller.
Denna samarbetsbaserade arbetsflöde säkerställer att varje komponent som lämnar verktygssnitt uppfyller stränga fordonsstandarder, inte bara för passform och ytfinish utan också för säkerhet och livslängd.
Hur CAE-simulering minskar omarbete
Låter komplext? Det är det—men teknik gör det hanterbart. Datorstödd konstruktion (CAE)-simulering är en spelomvändare för alla som arbetar med styrkemaskin för prägling konfigurationer. Genom att simulera hela stans- och dieskärningsprocessen virtuellt kan ingenjörer:
- Förutsäga materialflöde, återfjädring och potentiella defekter som veck eller förtunning innan något metall skärs.
- Optimera digeometri och processinställningar, vilket minskar antalet kostsamma fysiska provtryckningar.
- Testa olika material, presskrafter och smörjstrategier virtuellt, vilket sparar tid och resurser.
- Säkerställa att även komplexa former—som karosseriplåtar för fordon—uppfyller dimensionella och kosmetiska standarder redan i den första produktionen.
Till exempel gör virtuella dietest att team kan identifiera och åtgärda problem i ett tidigt skede, vilket effektiviserar övergången från prototyp till produktion och minimerar förseningar (Keysight) .
Genom att integrera simulering och strukturell granskning från början kan tillverkare drastiskt minska antalet fysiska provtryckningar, sänka verktygskostnader och snabba på marknadsföringen—allt med bibehållen högsta nivå av noggrannhet och hållbarhet.
Från prototyp till massproduktion med säkerhet
Vad säkerställer att varje stansad del är lika pålitlig som den föregående? Det handlar om rigorös kvalitetsstyrning och kontinuerlig förbättring. Bilindustrins IATF 16949-certifiering sätter standarden för processkontroll, felundvikande och kundnöjdhet. Det innebär att varje steg – från anpassat stansverktyg för skärning konstruktion till slutlig granskning – dokumenteras, mäts och optimeras för konsekvens.
För organisationer som är redo att gå från prototypframställning till fullskalig produktion är samarbete med en leverantör som använder CAE-simulering och har IATF 16949-certifiering en beprövad väg till framgång. Shaoyi Metal Technology exemplifierar detta tillvägagångssätt genom att använda avancerad simulering för att optimera verktygsgeometri och förutsäga materialflöde, medan deras ingenjörsteam erbjuder praktiskt samarbete kring strukturgranskningar och formbarhetsanalys. Resultatet blir precisionskonstruerade verktyg som globala bilmärken litar på, vilket stödjer allt från snabb prototypframställning till massproduktion med självsäkerhet.
- DFM-granskning och tidig teknisk input
- CAE-drivet formningsbarhets- och processsimulering
- Prototypvalidering – virtuell och fysisk
- Ramp-up och kontinuerlig kvalitetskontroll i verktygshallen
Om du skapar hemma eller utvecklar nästa generations fordon, så drivs resan från grundläggande stansning och die-cutting till industriell excellens av samma kärnprinciper: exakta verktyg, smarta arbetsflöden och en outtröttlig fokus på kvalitet. Genom att omfamna simulering och samverkande ingenjörsarbete kan du förverkliga dina ambitioner – en perfekt utstansad del i taget.
Vanliga frågor om stansning och die-cutting
1. Vad är skillnaden mellan die-cutting och stansning?
Die-cutting använder en formad metallstans och maskin för att med precision skära eller relieftrycka material, vilket ger rena, upprepbara former. Stansning innebär däremot att applicera inktade bilder eller mönster på en yta, till exempel papper eller metall. I hantverk kombineras ofta stansning och die-cutting – först stansas ett designmönster, sedan används en stans för att klippa ut det, vilket ger en polerad, professionell finish.
2. Stämpler du eller die-cuttar du först för bästa resultat?
Det är vanligtvis att föredra att stämpla innan man die-cuttar när exakt placering av bilder behövs, särskilt vid tillverkning av kort eller lagerprojekt. Detta gör att du kan justera die:n perfekt runt den stämplade bilden och säkerställa rena konturer. Om du däremot tillverkar former i stora mängder eller använder solida dies utan öppna centrum kan det vara bättre att först skära och sedan stämpla för att förbättra konsekvens och hastighet.
3. Vad är en die-cut-stämpel och hur används den?
En die-cut-stämpel syftar på en stämplad bild som har klippts ut exakt med hjälp av en matchande die och en die-cut-maskin. Processen innebär vanligtvis att man först stämplar bilden, anpassar die:n till det stämplade mönstret och kör det genom maskinen för att skapa ett rent, format objekt. Denna teknik är populär inom kortdesign och scrapbooking för att skapa dekorativa detaljer med ett professionellt utseende.
4. Hur använder man en die-cut-stämpel i hantverk?
För att använda en stansstämpel, stämpel först ditt motiv på det valda materialet, låt det torka och placera sedan den matchande stansen ovanpå motivet. Fäst stansen med lättklibband för att förhindra förflyttning och kör den genom din stansmaskin. Resultatet blir en exakt utskuren stämplad bild redo att användas till kort, etiketter eller andra kreativa projekt.
5. Vilka material kan användas med stämpel- och stansmaskiner?
Stämpel- och stansmaskiner är mångsidiga och kan hantera olika material, såsom kartong, mönstrad papper, vellum, filt, tyg, tunn läder, vinyl, kork och även tunna metaller. Kontrollera alltid kompatibiliteten mellan din maskin och stans för specifika material, och justera ditt 'sandwich'-lager för bästa resultat.