 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Vad ingen berättar om kostnader och tidsramar för servicebearbetning

Förstå servicebearbetning och varför den är viktig
Har du någonsin undrat varför vissa tillverkare investerar miljoner i utrustning medan andra tillverkar identiska delar utan att äga en enda maskin? Svaret ligger i servicebearbetning – ett strategiskt tillvägagångssätt som omformar hur företag tänker kring produktion.
Vad servicebearbetning egentligen innebär för tillverkare
Servicebearbetning avser utlagring av precisionstillverkningsarbete till specialiserade externa anläggningar som är utrustade med avancerad CNC-teknik. Istället för att köpa dyr utrustning och anställa skickade operatörer samarbetar företag med dedicerade bearbetningsleverantörer som hanterar hela produktionsprocessen från början till slut.
Tänk på det så här: du behöver precisionskomponenter, men du behöver inte nödvändigtvis äga fabriken. Enligt branschundersökning från Technavio förväntas marknaden för bearbetningstjänster växa med 17,4 miljarder USD mellan 2023 och 2028, med en sammansatt årlig tillväxttakt på 4,5 %. Denna tillväxt speglar en grundläggande förändring i tillverkningsstrategin – företag inser alltmer att externa partners kan leverera bättre resultat utan den ekonomiska börda som kapitalinvesteringar medför.
När du söker efter en "cnc-maskinverkstad i min närhet" eller utforskar cnc-precisionsslipningstjänster letar du i princip efter just dessa specialiserade partners. Oavsett om du är ett startupföretag som prototyperar din första produkt eller en etablerad tillverkare som skalar upp produktionen erbjuder tjänsteleverantörerna samma högkvalitativa resultat som du skulle förvänta dig från interna verksamheter.
Den avgörande skillnaden mellan utlagrad och intern bearbetning
Skillnaden mellan dessa tillvägagångssätt handlar om äganderätt och ansvar. Vid intern bearbetning bär du hela ansvaret för utrustningsköp, underhållsplaner, operatörsutbildning och kvalitetscertifieringar.
Överväg vad interna verksamheter faktiskt kräver:
- Betydande första kapitalinvestering för CNC-maskiner som kan kosta från tiotusentals till flera miljoner dollar
- Pågående underhållskostnader som ackumuleras över tid och kräver specialiserade tekniker
- Kunniga operatörer som kräver höga löner och kontinuerlig utbildning
- Kvalitetscertifieringar som ISO 9001, vilka kräver strikt dokumentation och granskning
Tjänstebearbetning eliminerar dessa krav. En Jose-maskinverkstad eller någon annan kvalificerad leverantör har redan gjort dessa investeringar. De underhåller den senaste utrustningen, anställer erfarna maskinister och innehar de certifieringar som din bransch kräver. Du utnyttjar helt enkelt deras kompetens när det behövs.
Varför förlitar sig företag inom olika branscher – från luft- och rymdfart till medicintekniska apparater – på externa bearbetningspartner? Värdet är övertygande. Tjänster för högprecisionssnittning ger dig tillgång till fleraxlig CNC-utrustning, erfarna operatörer och etablerade kvalitetssystem utan att binda kapital. Många maskinverkstäder i Kalifornien och andra tillverkningscentra specialiserar sig på specifika branscher och erbjuder expertis som skulle ta år att utveckla internt.
Denna flexibilitet visar sig särskilt värdefull när projektens krav varierar. Istället for att behålla oanvänd utrustning under lågperioder eller skynda på att öka kapaciteten vid efterfrågehöjningar gör utlåtning att du kan skala upp produktionen sömlöst. Det är en strategisk fördel som håller dig fokuserad på det du gör bäst – att utforma produkter, betjäna kunder och växa ditt företag. 
Typer av CNC-bearbetningsprocesser och deras tillämpningar
När du samarbetar med en leverantör av tjänster för maskinbearbetning får du inte bara tillgång till utrustning – du får också tillgång till ett mångsidigt verktygsfack med olika tillverkningsprocesser. Men här är utmaningen: hur vet du vilken process som passar ditt projekt? Att förstå skillnaderna mellan fräsning, svarvning och specialiserade tekniker hjälper dig att kommunicera effektivt med din maskinbearbetningspartner och fatta välgrundade beslut om dina komponenter.
Förklaring av CNC-fräsning
Föreställ dig ett roterande skärande verktyg som rör sig över ett stillastående arbetsstycke, och avlägsnar material lager för lager . Det är CNC-fräsning i praktiken. Till skillnad från processer där komponenten roterar håller fräsningen ditt arbetsstycke stilla medan flerpunktsfräsverktyg utför arbetet längs flera axlar.
Denna metod är särskilt lämplig för att skapa komplexa 3D-former som skulle vara omöjliga att tillverka med enklare metoder. Enligt 3ERPs tillverkningsundersökning kan fräsmaskiner arbeta med 3-, 4- eller 5-axlig kapacitet, där varje extra axel öppnar upp nya geometriska möjligheter.
Vad gör fräsning särskilt mångsidig? Överväg dessa vanliga tillämpningar:
- Platta ytor och ansikten —ytfräsning skapar precisa horisontella plan på verkstyckens översida
- Fack och hålrum —fackfräsning tar bort material från inre sektioner och skapar fördjupade detaljer
- Skåror och rännor —periferifräsning skapar kanaler längs delens kanter med kontrollerade djup
- Komplexa 3D-konturer —kuglfräsar följer organiska kurvor för gjutformar och prototyper
- Vinklade detaljer —kantfräsar och vinkeloperationer skapar avfasade kanter
När du undersöker tjänster för 5-axlig CNC-bearbetning betraktar du den mest avancerade fräsningskapaciteten som finns tillgänglig. Dessa maskiner kan luta verktyget eller bordet och nå underkantningar samt komplexa ytor i en enda montering. För stora delar i CNC-bearbetning eller invecklade luft- och rymdfartskomponenter levererar leverantörer av 5-axlig CNC-tjänst en precision som enklare uppställningar inte kan matcha.
När svarvning överträffar fräsning
Byt nu på steken. Vid CNC-svarvning roterar arbetsstycket snabbt medan ett stationärt skärande verktyg med en skärtopp formar ytan. Denna omvändning av rörelsen skapar en grundläggande skillnad i vad varje process gör bäst.
Låter det enkelt? Det är det – och den enkelheten översätts till effektivitet. Svarningsoperationer är per definition snabbare för cylindriska komponenter eftersom den roterande rörelsen naturligt ger rundade profiler. Om ditt arbetsstycke ser ut som en axel, en spets, en bushing eller en gängad stav är svarning nästan säkert ditt bästa alternativ.
Här är när svarning överträffar fräsning:
- Cylindriska och koniska former —det roterande arbetsstycket ger naturligt rundade profiler med utmärkt koncentricitet
- Storproduktion —stavmatare möjliggör kontinuerlig bearbetning med minimal manuell ingripande
- Yttre och inre gängor —gängning integreras sömlöst i svarningscykler
- Stränga rundhetstoleranser —processen bibehåller konstanta diametrar längs långa delar
- Kostnadskänsliga projekt —enklare verktyg och kortare cykeltider minskar kostnaden per del
Moderna CNC-svarvcenter suddar ut gränsen mellan olika bearbetningsprocesser. Många inkluderar idag roterande verktyg – verktyg som kan utföra fräsoperationer medan delen fortfarande är spänd i svarven. Denna hybridfunktion innebär att en enda maskin kan borra tvärgående hål, fräsa plana ytor eller skära nyckelfårar utan att behöva överföra delen till en separat uppsättning.
För CNC-bearbetningsprojekt för delar som kombinerar runda och prismaformade funktioner bör du fråga din tjänsteleverantör om mill-turn-funktioner. Dessa hybriddatorer kan avsevärt minska ledtider och förbättra målnoggrannheten genom att eliminera flera uppsättningar.
Specialiserade processer för komplexa geometrier
Vad händer när konventionella skärande verktyg inte kan nå den geometri du behöver? Då kommer specialiserade processer som elektrisk urladdningsbearbetning (EDM) och precisionsslipning in i bilden.
Elektriskt sparkbearbetning (EDM) avlägsnar material genom kontrollerade elektriska gnistor snarare än fysisk skärning. Enligt OpenLearn's tekniska dokumentation eDM fungerar på alla elektriskt ledande material oavsett hårdhet—vilket gör det idealiskt för härdade verktygsstål och exotiska legeringar som skulle förstöra konventionella skärande verktyg.
EDM utmärker sig i specifika tillämpningar:
- Små hål med hög förhållande mellan djup och diameter —tråd-EDM kan skapa öppningar så små som 0,05 mm
- Komplexa formgivna grottor i stämplar —sänk-EDM formar intrikata formsdelar i gjutformar utan burar
- Härdade material —gnistarerosion ignorerar helt materialhårdheten
- Skarpa inre hörn —uppnår radier så små som 0,4 mm där fräsverktyg inte kan nå
Kompromissen? EDM arbetar långsammare än konventionell bearbetning, med metallavlägsningshastigheter som vanligtvis mäts i kubikcentimeter per timme. Det lämnar också ett återstelningslager 0,0025–0,15 mm djupt, vilket kan kräva borttagning vid applikationer där utmattning är kritisk.
Precisionsmaskning använder sliphjul för att uppnå ytytor och toleranser som går utöver vad skärande verktyg kan leverera. När ditt projekt kräver spegelglatta ytor eller noggrannhet på mikronivå blir slipning avgörande.
Företag som Odyssey Machining och andra specialiserade leverantörer kombinerar ofta flera processer i serie – grovbearbetning med fräsning, avslutande bearbetning med slipning och detaljarbete med EDM. Denna integrerade ansats ger de bästa egenskaperna hos varje metod samtidigt som den minimerar den totala produktionstiden.
Att förstå skillnaderna mellan dessa processer hjälper dig att samarbeta effektivare med din maskinbearbetningspartner. När du kan ange om din komponent kräver flexibilitet vid fräsning, effektivitet vid svarvning eller specialiserad precision får du mer exakta offertförslag och snabbare genomloppstider.
Guide för materialval för maskinbearbetade komponenter
Du har valt din bearbetningsprocess. Nu kommer ett lika viktigt beslut: vilket material ska din komponent tillverkas av? Detta val påverkar varje aspekt av ditt projekt – från bearbetningstid och verktygsslitage till slutkomponentens prestanda och totala kostnad. Gör du rätt val får du komponenter som överträffar förväntningarna. Gör du fel val riskerar du dröjsmål, budgetöverskridningar eller komponenter som misslyckas i fältet.
Här är vad som gör materialval svårt: det handlar alltid om avvägningar. Enligt tillverkningsforskning från Tops Best Precision har mjuka metaller som aluminium och mässing utmärkt bearbetbarhet, men kan sakna hållfasthet och slitstyrka. Å andra sidan är hårdare material som titan och rostfritt stål svårare att bearbeta, men erbjuder högre hållfasthet, korrosionsbeständighet och slitstyrka.
Låt oss gå igenom dina alternativ så att du kan fatta välgrundade beslut för din aluminium cnc-maskinbearbetningstjänster eller andra materialkrav.
Aluminiumlegeringar för lättviktsprestanda
När tillverkare behöver delar snabbt utan att offra kvalitet är aluminium ofta det första valet. Med en bearbetbarhetsgrad på 90–95 % jämfört med mässingsstandarden ger aluminiumbearbetningstjänster korta ledtider och utmärkta ytytor.
Varför bearbetas aluminium så bra? Dess höga värmeledningsförmåga gör att värme snabbt avleds från skärzonen, vilket möjliggör högre bearbetningshastigheter utan att verktygens livslängd försämras. Enligt Ethereal Machines materialvalsanvisning balanserar aluminiumlegeringen 6061 styrka och bearbetbarhet och erbjuder mångsidighet i applikationer från bilindustrin till konsumentvaror.
Vanliga aluminiumlegeringar som du kommer att stöta på i offertförslag för aluminium-CNC-fräsning inkluderar:
- 6061-T6 — den allmänna arbetshästen som erbjuder god styrka, svetsbarhet och korrosionsbeständighet för allmänna applikationer
- 7075-T6 — högre styrka, nästan lika hög som vissa stål, idealisk för luft- och rymdfartsstrukturkomponenter samt applikationer med hög mekanisk belastning
- 2024-T3 —utmärkt utmattningstålighet för flygplansskal och strukturella delar
- 5052—överlägsen korrosionsbeständighet för marin miljö och kemisk processindustri
Kompromissen? Aluminiums lägre hårdhet innebär att det inte klarar extrema slitage- eller högtemperaturapplikationer. För dessa situationer måste du välja stål eller exotiska legeringar.
Stål- och rostfritt ståloptioner för hållbarhet
När hållfasthet och slitstyrka är viktigare än vikt blir stålsorter dina primära materialval. Stålfamiljen omfattar dock ett brett prestandaspann – och likaså dess bearbetningsbarhet.
Kol- och legeringsstål (t.ex. 1018, 4140 och 4340) erbjuder en rimlig balans mellan hållfasthet och bearbetningsbarhet. Med värden runt 70 % är de betydligt svårare att skära än aluminium, men ändå hanterbara med standardverktyg. Dessa material är särskilt lämpliga för strukturella komponenter, maskindelar och kugghjul där hållfastheten motiverar den extra bearbetningstiden.
Rostfritt stål ställer en annan utmaning. Enligt materialforskning har kvaliteter som 304 och 316 endast en bearbetningsgrad på 30–40 %. Varför är det så svårt? Rostfritt stål arbetshärtnar – det blir alltså hårdare ju mer man skär i det. Detta kräver lägre skärhastigheter, mer styva anordningar och oftare verktygsbyten.
Trots bearbetningsutmaningarna motiverar rostfritt ståls egenskaper insatsen i specifika tillämpningar:
- 304 rostfritt —allmän korrosionsbeständighet för livsmedelsindustri, arkitektoniska och kemiska tillämpningar
- 316 rostfritt —överlägsen korrosionsbeständighet för marin, medicinsk och farmaceutisk miljö
- 17-4 PH —utfällningshärdad kvalitet med hög hållfasthet för luft- och rymdfarts- samt försvarsapplikationer
- 303 rostfritt stål —fritt bearbetningsbart stål med tillsatt svavel för förbättrad spånbristning och längre verktygsliv
Om ditt projekt kräver rostfritt stål kan du förvänta dig längre ledtider och högre kostnader per del jämfört med offertförslag för fräsning i aluminium. Materialet självt är dyrare, maskinerna arbetar långsammare och verktygen slits snabbare – alla faktorer som din tjänsteleverantör inkluderar i sin prisberäkning.
Tekniska plastmaterial och exotiska material
Inte varje komponent behöver vara av metall. Tekniska plastmaterial erbjuder unika fördelar, bland annat lägre vikt, kemisk motstånd och elektrisk isolering. Samtidigt klarar exotiska legeringar extrema förhållanden där konventionella material inte håller.
Vanliga teknikplaster för bearbetade komponenter inkluderar:
- Delrin (acetal) —mycket lätt att bearbeta med utmärkt dimensionsstabilitet, idealiskt för kugghjul, lager och mekaniska komponenter
- Peek —högpresterande termoplast som klarar temperaturer upp till 250 °C, vanligt i luft- och rymdfart samt medicinska implantat
- UHMW —utmärkt slitmotstånd och låg friktion för transportbandskomponenter och slitageband
- Andra produkter av metall —hög slagfasthet och optisk genomskinlighet för säkerhetsfönster och skyddshuvuden
Plastmaskiner snabbt, men kräver olika överväganden. Vissa kan smälta eller deformeras under skärhettan, medan andra spricker om de skärs för aggressivt. Din bearbetningspartner bör justera hastigheter, fördjupningar och kylstrategier därefter.
Exotiska legeringar upptar den motsatta änden av spektrumet – svåra att bearbeta men nödvändiga för extrema miljöer. Primo Medical Group noterar att material som titan och andra exotiska legeringar kräver specialiserade bearbetningstekniker på grund av deras unika egenskaper, såsom hårdhet, korrosionsbeständighet och biokompatibilitet.
Titan har en bearbetbarhetsgrad på endast 20–25 %. Dess låga värmeledningsförmåga gör att värme fastnar i skärzonen, vilket kräver låga hastigheter och specialiserade belagda verktyg. Inconel och andra nickelbaserade superlegeringar har ännu lägre bearbetbarhetsgrader, 10–15 %, och kräver extrem försiktighet för att förhindra verktygsbrott.
När motiverar dessa material sin svårighetsgrad vid bearbetning? Titan används i luft- och rymdfartsstrukturer, medicinska implantat och högpresterande sportutrustning där dess hållfasthet i förhållande till vikten är oöverträffad. Inconel används för jetmotorkomponenter och kärntekniska applikationer där extrema temperaturer och korrosion skulle förstöra andra material.
Materialjämförelse i korthet
Använd denna referenstabell när ni diskuterar materialalternativ med er leverantör av bearbetningstjänster:
| Material | Bearbetbarhetsgrad | Typiska Tillämpningar | Kostnadsöverväganden |
|---|---|---|---|
| Blyamalgam c36000 | 100 % (standard) | Fittingar, elektriska komponenter, dekorativa handtag | Måttlig materialkostnad, lägsta bearbetningskostnad |
| Aluminium 6061 | 90-95% | Luft- och rymdfart, bilindustri, elektronikhus | Låg materialkostnad, snabb bearbetning |
| Kolstål 1018 | 70% | Konstruktionsdelar, axlar, maskinkomponenter | Låg materialkostnad, måttlig bearbetningstid |
| Rostfritt stål 304 | 30-40% | Livsmedelsindustri, medicinsk utrustning, marin miljö | Högre materialkostnad, långsammare bearbetning |
| Titanium 6Al-4V | 20-25% | Luft- och rymdfartsstrukturer, medicinska implantat, försvarsapplikationer | Hög materialkostnad, specialverktyg krävs |
| Inconel 718 | 10-15% | Strålmotorer, kärnkraftverk, extrema miljöer | Mycket hög materialkostnad, långsamaste bearbetning |
| Delrin (acetal) | Hög | Kugghjul, lager, precisionsmekaniska delar | Måttlig materialkostnad, snabb bearbetning |
| Peek | Moderat | Medicinska implantat, luft- och rymdfart, kemisk processindustri | Hög materialkostnad, kräver temperaturreglering |
Branschspecifika materialkrav
Din bransch påverkar troligen materialvalet utöver rent prestandarelaterade överväganden. Regleringskrav och certifieringsstandarder begränsar dina alternativ i betydande utsträckning.
Tillverkning av medicintekniska produkter kräver material med bevisad biokompatibilitet och spårbarhet. Titan, rostfritt stål 316L och specialpolymerer som PEEK uppfyller FDA:s krav för implanterbara enheter. Din bearbetningspartner måste kunna föra dokumentation som bevisar materialursprung och efterlevnad av standarder som ISO 13485.
Luftfartsapplikationer kräver certifierade legeringar med full spårbarhet av materialet. Du kan inte helt enkelt använda vilken aluminium som helst – den måste vara luft- och rymdfartsgrad med märkningscertifikat som dokumenterar dess kemiska sammansättning och mekaniska egenskaper. Vanliga specifikationer inkluderar AMS (Aerospace Material Specifications) och ASTM-standarder.
Fordonskomponenter balanserar ofta kostnadseffektivitet med prestandakrav. Vid högvolymsproduktion föredras vanligtvis material som är lättbearbetade, till exempel aluminium och fritt bearbetningsstål, för att minimera kostnaden per del samtidigt som kraven på hållbarhet uppfylls.
Att förstå dessa materialdynamik hjälper dig att samarbeta mer effektivt med din bearbetningspartner. När du kan diskutera avvägningar mellan bearbetbarhet och prestanda fattar du bättre beslut om var du ska investera ditt budget – och var du kan spara. 
Den fullständiga bearbetningsarbetsflödesprocessen förklarad
Du har valt din process och ditt material. Vad händer sedan? För många förstgångsköpare känns resan från det första förfrågningssteget till mottagandet av färdiga delar som en svart låda. Vad händer efter att du skickat in dina filer? Hur lång tid tar varje steg? Att förstå hela arbetsflödet hjälper dig att ställa realistiska förväntningar och undvika kostsamma missförstånd.
Oavsett om du arbetar med en maskinverkstad i San Jose eller en leverantör i andra delar av landet följer de flesta pålitliga CNC-maskinbearbetningsanläggningarna i Kalifornien en liknande strukturerad process. Låt oss gå igenom varje steg så att du vet exakt vad du kan förvänta dig.
Förberedelse av dina konstruktionsfiler inför inlämning
Ditt projekt påbörjas i det ögonblick du lämnar in konstruktionsfiler – och hur du förbereder dessa filer påverkar direkt prisförslagets noggrannhet och genomloppstiden. Enligt branschens arbetsflödesdokumentation bör ett typiskt förfrågningspaket inkludera CAD-modeller, tekniska ritningar, materialspecifikationer, kvantitetskrav och leveranstider.
Vilka filformat föredrar maskinverkstäder i San Jose, CA, och andra professionella anläggningar?
- STEP (.stp, .step) — den universella standarden för utbyte av 3D-modeller, som kan läsas av nästan all CAM-programvara
- IGES (.igs, .iges) — ett äldre men brett stött format för ytor och solidgeometri
- DXF/DWG — 2D-ritningsfiler som är avgörande för platta delar och kompletterande mått
- Inbyggda CAD-filer —SolidWorks-, Inventor- eller Fusion 360-filer bevarar hela designavsikten när er verkstad använder samma programvara
- PDF-ritningar —kommenterade 2D-ritningar som visar toleranser, ytytor och särskilda krav
Här är något som många köpare missar: Endast 3D-modeller räcker inte. Er maskinverkstad i Kalifornien behöver dimensionerade 2D-ritningar som specificerar toleranser, krav på ytyta och kritiska funktioner. 3D-modellen visar vilken form som ska tillverkas; ritningen anger hur exakt den ska tillverkas.
Innan du skickar iväg filen, dubbelkolla dessa vanliga problem:
- Är alla mått tydligt angivna med lämpliga toleranser?
- Har du markerat vilka funktioner som är kritiska jämfört med allmän tolerans?
- Är materialklassen uttryckligen angiven (inte bara "aluminium" utan "6061-T6")?
- Är kraven på ytyta angivna med standardvärden för Ra?
- Har du inkluderat antalet som behövs samt önskat leveransdatum?
Offert- och granskningsprocessen
När dina filer har kommit fram påbörjas offertprocessen – och den är mer omfattande än många kunder tror. Enligt Stecker Machine's RFQ-guide granskar erfarna medlemmar i verkstadsgruppen paketet, börjande med en genomförbarhetsbedömning baserad på deras kapacitet och expertis.
Vad sker under denna granskning? Ingenjörer undersöker dina ritningar för inkonsekvenser, stränga toleranser, problemområden och processutmaningar. De letar efter potentiella problem innan de blir dyra misstag.
De bästa servicegivarna inom maskinbearbetning citerar inte bara det du begär – de föreslår förbättringar. Analys av tillverkningsvänlighet (DFM) identifierar möjligheter att:
- Minimera kostnader genom materialsubstitutioner eller förenklade geometrier
- Förbättra kvaliteten genom att justera toleranser på icke-kritiska funktioner
- Förkorta ledtider genom att välja processer som bättre passar din geometri
- Eliminera potentiella fel genom att identifiera tunna väggar, skarpa inre hörn eller andra problematiska funktioner
Komplexitet och volym avgör hur delar ska bearbetas. Med denna information samarbetar kostnadsuppskattare med ingenjörer för att genomföra tidsstudier verktyg för verktyg och operation för operation. Dessa cykeltidsuppskattningar styr allt – operatörens kapacitet, utrustningsbehov och slutligen ditt citatpris.
Det formella offertunderlaget du får inkluderar vanligtvis:
- Styckpris och total kostnadsfördelning
- Uppskattad ledtid från orderbekräftelse till frakt
- Materialkostnader (ibland anförda separat)
- Inställningskostnader och verktygsbehov
- Eventuella förtydligande uttalanden om toleranser eller specifikationer
Produktion genom slutlig kontroll
När du godkänt offertunderlaget och bekräftat din beställning påbörjas produktionsplaneringen. Ditt uppdrag placeras i en kö baserat på komplexitet, materialtillgänglighet och maskinplanering. Här är det faktiskt där dina delar tar form.
Produktionsfasen innebär flera samordnade steg:
- Materialförsörjning —er butik skaffar råmaterial som motsvarar den angivna kvalitetsklassen, ofta med märkning från valsen för spårbarhet
- CNC-programmering —ingenjörer skapar verktygsvägar med CAM-programvara, optimerade för hastighet, noggrannhet och verktygslevnad
- Maskininställning —operatörer monterar fästningar, lastar verktyg och kalibrerar maskinen för just din komponent
- Första artikeln i produktion —den första komponenten bearbetas och granskas noggrant innan arbetet fortsätter
- Produktionsomgång —när den första artikeln godkänts vid kontrollen bearbetas de återstående komponenterna
- Kvalitetskontroller under processen —operatörer verifierar kritiska mått under hela produktionsloppet
- Sekundära operationer —om det behövs genomgår komponenterna avburkning, ytbearbetning eller värmebehandling
- Slutlig Inspektion —färdiga komponenter mäts mot dina specifikationer med kalibrerad utrustning
- Paketering och frakt —komponenterna skyddas på lämpligt sätt och skickas tillsammans med den krävda dokumentationen
Kvalitetskontroller sker kontinuerligt, inte bara i slutet. Första-artikel-kontrollen är särskilt avgörande – här upptäcks eventuella programmeringsfel, installationsproblem eller konstruktionsbrister innan material slösas bort på en fullständig produktionsomgång.
Den kompletta arbetsflödet på en blick
Från början till slut är detta den typiska resan som ditt projekt gör genom en professionell verkstad för bearbetning av delar:
- Inlämning av design —du lämnar in CAD-filer, ritningar och specifikationer
- Offertgenerering —ingenjörer granskar genomförbarheten och utvecklar ett prisförslag
- Konstruktionsgranskning och DFM —eventuella förbättringar identifieras och diskuteras
- Beställningsbekräftelse —du godkänner offerten och ger köpauktorisation
- Produktionsplanering —ditt uppdrag placeras i kö baserat på leveranstidsgarantierna
- Materialanskaffning —råmaterial anskaffas enligt dina specifikationer
- Bearbetningsoperationer —CNC-utrustning omvandlar råmaterialet till färdiga delar
- Inspektion och kvalitetskontroll —delar verifieras mot dimensionella och kvalitetskrav
- Frakt och leverans —färdiga delar anländer till er anläggning med dokumentation
Att förstå denna arbetsflödesprocess hjälper er att planera projekt effektivare. Ni kommer att veta när ni kan förvänta er uppdateringar, vilken information er verkstad behöver i varje skede och hur ni undviker förseningar som kan skjuta upp leveransdatumet.
Nu när ni förstår processen blir nästa logiska fråga: vad kommer allt detta faktiskt att kosta? Flera faktorer påverkar prissättningen på sätt som inte är omedelbart uppenbara – och att känna till dem kan hjälpa er att designa smartare och budgetera mer noggrant.
Vad påverkar kostnaderna för servicebearbetning
Här är vad de flesta leverantörer inte säger till dig direkt: Priset du betalar för fräsade delar beror på beslut som du själv fattar. Materialval, toleransspecifikationer, krav på ytyta och beställd volym påverkar ditt slutgiltiga fakturabelopp – ibland kraftigt. Att förstå dessa variabler ger dig kontrollen när du budgeterar projekt och förhandlar med leverantörer.
Enligt Unionfabs omfattande kostnadsuppdelning varierar CNC-fräsningens kostnader avsevärt beroende på faktorer såsom delgeometri, materialval, frässtrategi, toleranskrav och produktionsvolym. Låt oss undersöka varje faktor så att du kan fatta välgrundade beslut innan du skickar in din nästa offertförfrågan.
Hur materialvalet påverkar din budget
Ditt materialval påverkar varje kostnadskategori – från råmaterialpris och frästid till verktygsslitage och till och med fraktvikt. Välj klokt, och du optimerar värdet. Välj dåligt, och du betalar extra kostnader som inte förbättrar din produkt.
Överväg endast råmaterialkostnaderna. Enligt branschens prissättningdata faller material i olika kostnadsklasser:
- Låg kostnad ($) —Aluminium och PMMA (akryl) erbjuder den mest ekonomiska utgångspunkten
- Måttlig kostnad ($$) —POM, PTFE, nylon och kompositmaterial som FR4
- Högre kostnad ($$$) —Koppar, mässing, brons, stål, rostfritt stål samt tekniska plastmaterial som PC och ABS
- Premiumkostnad ($$$$$) —Magnesium, titan, PEEK och tekniska keramer
Men råmaterialpriset berättar bara en del av historien. En maskinverkstad i Bay Area kommer även att ta hänsyn till bearbetningsbarheten – hur snabbt och lätt materialet kan skäras. Aluminium bearbetas med hastigheter som är 3–4 gånger högre än rostfritt stål. Den här skillnaden i hastighet översätts direkt till lägre arbets- och maskintidskostnader.
Här är den praktiska slutsatsen: ange inte titan när aluminium uppfyller dina krav. Välj inte automatiskt rostfritt stål när kolstål ger tillräcklig korrosionsbeständighet. Varje överdimensionering ökar kostnaden utan att lägga till värde för ditt användningsområde.
Sambandet mellan tolerans och kostnad
Strängare toleranser kostar alltid mer – men sambandet är inte linjärt. Enligt Fictivs forskning inom tillverkningsanpassad konstruktion använder designerna i "minsta ansträngning"-toleransområdet ISO 2768-medelstandard, vilket representerar en bra balans mellan vad som lätt kan uppnås med standard-CNC-maskiner och vad som krävs för funktionsdugliga delar.
Varför leder stränga toleranser till högre kostnader? Flera faktorer samverkar:
- Lägre bearbetningshastigheter —uppnående av precision kräver noggranna, genomtänkta skärningar istället för aggressiv materialborttagning
- Ytterligare bearbetningsoperationer —geometrier kan kräva grovbearbetning följt av separata slutförda bearbetningspass
- Specialiserade verktyg —precisionsarbete kräver ofta högkvalitativa skärdon med mindre runout
- Förlängd inspektions tid —varje strikt tolerans kräver verifiering med kalibrerad mätutrustning
- Högre avvisningsfrekvens —delar som ligger utanför specifikationen måste kasseras eller omarbetas
Den smartaste strategin? Använd strikta toleranser endast där funktionen kräver det. En verkstad för precisionssnittning i massproduktion i San Jose eller någon annanstans kommer att säga samma sak: ange ±0,001 tum endast på kritiska anslutningsytor och låt icke-kritiska detaljer ha standardtoleransen ±0,005 tum eller bredare.
Enligt Exact Machine Service kostnadsanalys är det viktigt att fastställa de nödvändiga toleranserna och ytytorna utifrån delarnas funktionskrav för att uppnå en balans mellan precision och kostnad.
Volymprisning och installationsoverväganden
Varje produktionsomgång börjar med inställning – montering av fästmedel, installation av verktyg, kalibrering av maskinen och framställning av en första provdel. Dessa kostnader förblir relativt fasta oavsett om du tillverkar 10 eller 1 000 delar. Att förstå denna dynamik förklarar varför styckpriset sjunker kraftigt när antalet ökar.
Överväg detta scenario: Ett maskinverkstad i San Jose, CA, anges till $500 i inställningskostnader plus $20 per del för bearbetningstid. Beställ 10 delar och din inställningskostnad utgör $50 per enhet. Beställ 100 delar och den sjunker till $5 per enhet. Bearbetningskostnaden förblir konstant, men din totala kostnad per del sjunker från $70 till $25.
Här är kostnadsfaktorerna rangordnade från högst till lägst påverkan på din totala projekt kostnad:
- Delkomplexitet och geometri —komplexa konstruktioner som kräver flera inställningar, specialverktyg eller femaxlig bearbetning kräver premiumprissättning
- Materialval —exotiska legeringar och svårbearbetade material ökar både råmaterialkostnaden och bearbetningskostnaden
- Toleranskrav —varje decimalplats i precisionen adderar en oproportionerlig kostnad
- Beställningsmängd —högre volymer sprider installationskostnaderna och kan kvalificera för partipriser
- Ytförändringskrav —ytbehandlingar utöver maskinbearbetad yta (Ra 3,2 μm) kräver ytterligare operationer
- Sekundära operationer —värmebehandling, anodisering, plätering eller lackering lägger till kostnader efter maskinbearbetningen
- Leveranstidskrav —accelererad leverans medför ofta extra avgifter för snabbleverans
Vill du minska kostnaderna utan att försämra funktionen? Enligt tillverkningsbästa praxis från Fictiv ger dessa konstruktionsändringar största besparingen:
- Förenkla geometrin —minimera skarpa inre hörn, djupa fickor och komplexa detaljer som ökar maskinbearbetningstiden
- Använd standardverktygsstorlekar —att konstruera detaljer som är kompatibla med vanliga fräsar och borrar minskar installations- och verktygskostnaderna
- Konstruera för färre installationer —delar som kan maskinbearbetas i två installationer eller färre undviker ompositioneringstid och ackumulering av toleranser
- Ange endast funktionella ytytor —begär polerade ytor endast där estetik eller funktion kräver dem
- Överväg något större partier —att öka från 25 till 50 enheter ger ofta oproportionerligt stora besparingar per del
Maskinverkstäder i Bayområdet och precisionssnörverkstäder i hela landet använder liknande kostnadsstrukturer. Genom att förstå vad som driver deras prissättning kan du utforma smartare delar, lämna bättre förberedda offertförfrågningar och förhandla utifrån kunskap snarare än gissning.
Dessa kostnadsfaktorer blir särskilt avgörande när ditt projekt kräver branschspecifika certifieringar. Luft- och rymdfart, fordonsindustri samt medicinska tillämpningar lägger på efterlevnadskrav som påverkar både prissättning och val av partner – ämnen som vi kommer att utforska nästa.

Branschapplikationer och certifieringskrav
Tror du att alla bearbetningsleverantörer är lika? Tänk igen. Verkstaden som tillverkar dekorativt hårdfurniur arbetar efter helt andra regler än den som tillverkar flygplansbeslag eller kirurgiska implantat. Din bransch påverkar inte bara vad du tillverkar – den styr också hur din bearbetningspartner måste arbeta, dokumentera och verifiera varje steg i produktionsprocessen.
Att förstå dessa certifieringskrav hjälper dig att utvärdera potentiella partners och undvika kostsamma misstag. Enligt forskning om tillverkningscertifiering är certifieringar inom bearbetning inte bara en formalitet – de är ett avgörande krav som styr leverantörsval, kontraktets giltighet och efterlevnad av lagstiftning.
Krav och certifieringar för bilkomponenter
Bilindustrin kräver konsekvens i stor skala. När du tillverkar tusentals identiska komponenter som är avsedda för fordonens monteringslinjer är variation inte bara oönskad – den är oacceptabel. Därför kräver bilindustrins OEM:er att leverantörer uppfyller strikta certifieringskrav innan avtal beviljas.
IATF 16949-certifiering iATF 16949 står som guldstandarden för kvalitetsstyrning inom bilindustrin. Utgiven av International Automotive Task Force bygger denna standard på ISO 9001, men inkluderar även bilspecifika krav. Enligt AIAG:s certifieringsriktlinjer definierar IATF 16949:2016 kraven på kvalitetssystem för organisationer inom den globala bilindustrin.
Vad gör IATF 16949 annorlunda jämfört med allmänna kvalificeringar? Standarden betonar:
- Feltförebyggelse —systematiska tillvägagångssätt för att identifiera och eliminera potentiella fel innan de uppstår
- Variationsminskning —kontinuerliga förbättringsprotokoll som successivt förstärker processkontrollen
- Avfallseliminering —lean-tillverkningsprinciper integrerade i kvalitetsstyrning
- Kundspecifika krav —flexibilitet att införliva enskilda OEM-specifikationer
Statistisk processkontroll (spc) spelar en avgörande roll inom bilindustrins tillverkning. Istället för att kontrollera delar efter produktionen övervakar SPC processer i realtid för att upptäcka avvikelser innan de leder till defekta komponenter. Kontrollkort, kapabilitetsindex och trendanalys blir standardverktyg för certifierade anläggningar.
För CNC-maskinverkstäder i Kalifornien och luft- och rymdfarts-CNC-maskinverkstäder som tjänar bilindustrins kunder är dessa certifieringar inte frivilliga tillägg – de är förutsättningar för att kunna bedriva verksamhet. Stora OEM:er, inklusive General Motors, Ford och Stellantis, kräver IATF 16949-certifiering från sina maskinbearbetningssupplier.
Certifierade anläggningar som Shaoyi Metal Technology möta dessa krav från bilindustrin med IATF 16949-certifiering och strikta SPC-protokoll. Deras verksamhet levererar chassinheter med hög tolerans och precisionskomponenter, samtidigt som de bibehåller den dokumentation och spårbarhet som bilindustrins leveranskedjor kräver.
Luftfarts precisionstandarder
Om bilindustrin kräver konsekvens, kräver luft- och rymdfarten perfektion – med kvitton. Varje material, varje process och varje mätning måste dokumenteras och vara spårbar. När komponentfel kan leda till katastrofala konsekvenser speglar certifieringskraven dessa risker.
AS9100-certifiering bygger på ISO 9001 genom att lägga till strikta kvalitetskrav som är anpassade specifikt för luft- och rymdfart, försvar och rymdsystem. Enligt branschundersökningar kräver över 80 % av globala luft- och rymdföretag AS9100-certifiering från CNC-leverantörer.
Vad skiljer AS9100 från allmänna kvalitetsstandarder?
- Fullständig materialspårbarhet —varje komponent kopplas tillbaka till certifierat råmaterial med dokumenterade värmebatchnummer och valsverkscertifikat
- Första artikelinspektion (FAI) —Dokumentation i enlighet med AS9102 bevisar att den initiala produktionen uppfyller samtliga specifikationer
- Konfigurationshantering —Strikt versionskontroll säkerställer att komponenter överensstämmer med aktuella tekniska utgåvor
- Riskhantering —Formella processer identifierar, bedömer och minskar potentiella kvalitetsproblem
- Förebyggande av förfalskade komponenter —Verifieringsförfaranden säkerställer materialens äkthet
Dokumentationsansvaret sträcker sig genom hela produktionsprocessen. En CNC-maskinverkstad i Kalifornien som tjänar luft- och rymdfartsbranschen måste hålla register som visar:
- Certifikat för råmaterial och verifiering av källa
- Verktygsvägar och CNC-program som används för varje arbetsoperation
- Operatörers kvalifikationer och utbildningsregister
- Kalibreringsstatus för all mätutrustning
- Kompletta inspektionsdata för varje kritisk dimension
För leverantörer av metallbearbetning i San Jose, CA, och andra regionala verkstäder kräver uppnående av AS9100-certifiering betydande investeringar i dokumentationssystem, utbildning och förberedelser inför revision. Certifieringen öppnar dock tillträde till luft- och rymdfartsavtal som icke-certifierade konkurrenter inte kan söka.
Överväganden vid tillverkning av medicintekniska produkter
Tillverkning av medicintekniska produkter lägger till en ytterligare nivå av regleringsmässig komplexitet. När bearbetade komponenter ingår i diagnostisk utrustning eller implanterbara enheter styr patientens säkerhet alla krav.
Enligt FDA:s regleringsvägledning , måste tillverkare etablera och följa kvalitetssystem för att säkerställa att deras produkter konsekvent uppfyller tillämpliga krav och specifikationer. Dessa kvalitetssystem för FDA-reglerade produkter kallas nuvarande god tillverkningspraxis (CGMP).
ISO 13485-certifiering adresserar särskilt kvalitetsstyrning för medicintekniska produkter. Även om den liknar ISO 9001 i struktur lägger den till krav på:
- Designkontroller —systematisk verifiering av att enheter uppfyller kraven för avsedd användning
- Processvalidering —dokumenterad bevisning för att tillverkningsprocesser konsekvent ger godkända resultat
- Dokumentation av biokompatibilitet —bevis för att material inte orsakar biverkningar hos patienter
- Steriliseringsvalidering —verifiering av att steriliseringsprocesser uppnår de krävda nivåerna av sterilitetsgaranti
- Handläggning av klagomål —formella system för spårning och utredning av produktproblem
FDA:s regelverk för kvalitetssystem (21 CFR Del 820) utgör det regulatoriska ramverket i USA. Enligt FDA:s dokumentation omfattar kvalitetssystemregeln en "paraply"-ansats som kräver att tillverkare utvecklar och följer rutiner som är lämpliga för deras specifika enheter.
Vad innebär detta för din bearbetningspartner? De måste ha kvar:
- Fullständiga enhetshistorikuppgifter för varje tillverkad parti
- Validerade tillverkningsprocesser med dokumenterade parametrar
- Kalibrerad mätutrustning som är spårbar till nationella standarder
- Kontrollerade miljöer som är lämpliga för produktkraven
- Personals utbildningsregister som visar kompetens
FDA har nyligen utfärdat den slutgiltiga regeln för kvalitetsledningssystem (QMSR), vilket innebär att ISO 13485:2016 integrerats i den regulatoriska ramen. Denna harmonisering innebär att leverantörer av bearbetade medicintekniska produkter alltmer måste uppfylla kraven både enligt FDA och internationella standarder.
Välja rätt certifierade partner
Er bransch avgör vilka certifieringar som är viktigast. Här är en snabb referens:
| Industri | Primär certifiering | Huvudsakliga Krav |
|---|---|---|
| Bilindustrin | IATF 16949 | Statistisk processkontroll (SPC), felpreventiv åtgärder, kundspecifika krav |
| Aerospace/Försvar | AS9100 | Full spårbarhet, första artikelinspektion (FAI), konfigurationshantering |
| Medicintekniska produkter | ISO 13485 | Designkontroller, processvalidering, hantering av klagomål |
| Allmän industriell verksamhet | ISO 9001 | Grundläggande kvalitetsledning, kontinuerlig förbättring |
Anta inte att en verkstad som är certifierad för en bransch automatiskt är kvalificerad för en annan. Leverantörer inom luft- och rymdfarten som är certifierade enligt AS9100 kan sakna de högvolymsproduktionssystem som krävs inom bilindustrin. Specialister inom medicintekniska apparater kan sakna erfarenhet av de exotiska legeringar som luft- och rymdfarten kräver.
När du utvärderar potentiella partners bör du verifiera certifieringarna direkt. Be om kopior av certifikaten, kontrollera förfallodatum och bekräfta att omfattningen täcker dina specifika produkter. Certifieringsorgan underhåller offentliga databaser där du självständigt kan verifiera en leverantörs status.
Dessa certifieringskrav ökar kostnaderna och komplexiteten för servicebearbetning – men de finns av goda skäl. När dina komponenter ingår i fordon, flygplan eller medicintekniska apparater är insatsen så stor att investeringen i rigorösa kvalitetssystem är befogad. Att förstå vad varje bransch kräver hjälper dig att hitta partners som verkligen kan uppfylla sina löften.
Certifieringar fastställer grundläggande kvalitetssystem, men hur verifierar bearbetningsleverantörer faktiskt att enskilda delar uppfyller dina specifikationer? Svaret ligger i inspektionsmetoder och kvalitetssäkringsprotokoll – vårt nästa ämne.
Kvalitetssäkring och toleransverifiering
Din bearbetningspartner har en imponerande certifiering. Men här är den verkliga frågan: hur bevisar de faktiskt att dina delar uppfyller specifikationerna? Certifieringar fastställer system – inspektion verifierar resultat. Att förstå hur professionella anläggningar mäter, dokumenterar och verifierar mått hjälper dig att utvärdera kvalitetspåståenden och tolka de inspektionsrapporter som du får tillsammans med dina leveranser.
Oavsett om du arbetar med en maskinverkstad i Santa Clara eller köper in från maskinverkstäder i Santa Clara, CA, är grunden för kvalitetssäkring densamma hos pålitliga leverantörer.
Förstå toleransspecifikationer
Innan någon mätning sker måste alla komma överens om vad "acceptabelt" betyder. Tolerancespesifikationer definierar den tillåtna variationen från nominella dimensioneroch att förstå detta språk hjälper dig att kommunicera effektivt med din bearbetningspartner.
Tolerancerna finns i flera former på tekniska ritningar:
- Bilaterala toleranser Variation tillåten i båda riktningarna (t.ex. 25,00 ± 0,05 mm)
- Ensidiga toleranser Variation tillåten i endast en riktning (t.ex. 25,00 +0,00/-0,10 mm)
- Gränsdimensioner explicita maximala och minimala värden (t.ex. 24,95-25,05 mm)
- GD&T-uppgifter geometriska dimensionerings- och toleranssymboler som styr form, orientering och position
Varför är detta viktigt för kvalitetskontrollen? Enligt CMM-mätforskning avancerade system kan mäta komplexa geometrier med exceptionell noggrannhet, ofta med mätosäkerheter inom mikrometer. Men även den mest sofistikerade utrustningen betyder ingenting om toleransspecifikationerna inte är tydligt definierade.
Inspektionsprocessen börjar med din ritning. Varje mått som markerats som kritiskt mäts och dokumenteras. Funktioner med standardtoleranser kan kontrolleras stickprovsmässigt istället for att undersökas till 100 % – ett praktiskt tillvägagångssätt som balanserar noggrannhet med kostnadseffektivitet.
Inspektionsmetoder och utrustning
Professionella serviceverkstäder för bearbetning använder en rad inspektions-teknologier, var och en anpassad för specifika mätutmaningar. Att förstå dessa verktyg hjälper dig att uppskatta vad som krävs för att verifiera dina delar.
Koordinatmätningsmaskiner (CMM) utgör standarden för dimensionell verifiering. Enligt branschdokumentation registrerar koordinatmätmaskiner (CMM) datapunkter som programvaran bearbetar för att beräkna dimensioner, toleranser och geometriska förhållanden. Dessa sofistikerade instrument fungerar inom ett tredimensionellt koordinatsystem och använder X-, Y- och Z-axlarna för att fastställa exakta positioner.
Vad gör koordinatmätmaskiner (CMM) särskilt värdefulla?
- Mäta komplexa 3D-geometrier som manuella verktyg inte kan nå
- Ge återkommande, oberoende resultat från operatören
- Generera automatiserade kontrollrapporter med fullständig dokumentation av alla data
- Verifiera GD&T-specifikationer, inklusive sann position och profil-toleranser
Optiska projektorer projicera förstorade delprofiler på skärmar för visuell jämförelse mot referensöverlagringar. Dessa kontaktlösa system fungerar väl för:
- Känsliga eller lätt deformabla delar
- Gängprofiler och kuggtänder
- Kantavrunningar och fasningar
- Snabb visuell verifiering under produktion
Ytjämnhetstester mäta den mikroskopiska strukturen på bearbetade ytor. När din ritning anger Ra-värden (aritmetiskt medelvärde av råhet), verifierar dessa instrument efterlevnaden genom att föra en käpp över ytan och analysera den resulterande profilen.
Så här jämförs vanliga inspektionsmetoder:
| Inspektionsmetod | Typisk noggrannhet | Bästa användningsområden | Begränsningar |
|---|---|---|---|
| CMM (kontakt) | ±0,001–0,003 mm | Komplex 3D-geometri, GD&T-verifiering, produktionsdelar | Långsammare för enkla mätningar, kräver kontrollerad miljö |
| Optisk comparator | ±0,01–0,025 mm | Profilinspektion, gängverifiering, visuell jämförelse | endast 2D, kräver operatörens tolkning |
| Mikrometrar/Skjutmått | ±0,01–0,025 mm | Snabba kontroller, yttre mått, enkla funktioner | Manuell drift, begränsad till tillgängliga ytor |
| Höjdskalor | ±0.01MM | Steghöjder, referensplan, arbete på platta underlag | Kräver plan referensyta |
| Yttrughetsmätare | Upplösning till 0,001 μm Ra | Verifiering av ytyta, processvalidering | Mäter endast struktur, inte dimensionsnoggrannhet |
| 3D-skanning | ±0,025–0,1 mm | Komplexa former, omvänd konstruktion, avvikelsekartläggning | Lägre noggrannhet än CMM, efterbearbetning krävs |
En maskinverkstad i Santa Clara, CA, eller någon annan kvalitetsinriktad anläggning kombinerar vanligtvis flera metoder. KMM:er (koordinatmätmaskiner) används för slutkontroll av kritiska egenskaper, medan handverktyg stödjer mellankontroller under bearbetningsoperationer.
Dokumentation och spårbarhet
Mätdata betyder ingenting utan korrekt dokumentation. Professionell kvalitetssäkring sträcker sig bortom att endast ta mätningar – den omfattar full spårbarhet från råmaterial till slutlig leverans.
Första artikelinspektion (FAI) utgör grunden för produktionskvaliteten. Enligt tillverkningsforskning från PMP Metals är FAI (First Article Inspection) en formell, skriftlig process som säkerställer att tillverkningen av en del eller en monteringsenhet uppfyller kunddefinerade eller ingenjörsdefinerade konstruktions-specifikationer, ritningar och krav.
Vad innefattar en grundlig FAI?
- Ballongritning —varje mått numrerat för referens
- Dimensionsresultattabell —mätvärden jämförda med angivna toleranser
- Materialcertifikat —dokumentation som bevisar korrekt legering och värmebehandling
- Processdokumentation —information om maskiner och verktyg som använts vid produktionen
- Signeringar — operatörens och inspektörens signaturer som bekräftar verifieringen
FAI sker vid kritiska punkter: första produktionsomgångar, efter konstruktionsändringar, när tillverkningslokaler ändras eller efter längre produktionsavbrott. Detta kontrollpunktsystem upptäcker problem innan de sprider sig över hela produktionsvolymen.
Inspektion under processen ger pågående verifiering under produktionsomgångar. Operatörer kontrollerar kritiska mått med jämna mellanrum – t.ex. var tionde eller var tjugofemte del – för att säkerställa att processen förblir stabil. Eventuell avvikelse utlöser en utredning innan felaktiga delar som ligger utanför toleranserna samlas upp.
Slutlig Inspektion protokoll som verifierar färdiga delar innan de levereras. Beroende på dina krav och branschstandarder kan detta omfatta:
- 100 % kontroll av alla kritiska egenskaper
- Statistisk stickprovstagning baserad på partstorlek och acceptabel kvalitetsnivå (AQL)
- Överensstämmelseintyg som dokumenterar efterlevnad av specifikationerna
- Fullständiga dimensionsrapporter med faktiskt uppmätta värden
Kvalitetsledningssystem sammanlänka dessa element. Enligt ISO 9001:2015-forskning ställer denna internationellt erkända standard krav på företag för att möta och överträffa kundförväntningarna. Ett ISO-certifierat maskinverkstad har infört ett robust kvalitetssäkringssystem (QMS) som garanterar konsekvent kvalitet och tillförlitlighet.
Vad innebär ISO 9001:2015-certifiering egentligen för dina delar?
- Dokumenterade arbetsanvisningar säkerställer konsekventa processer oavsett vilken operatör som utför ditt uppdrag
- Kalibreringsprogram verifierar att mätutrustningen bibehåller sin noggrannhet
- System för korrigerande åtgärder hanterar problem systematiskt snarare än upprepat
- Ledningsgranskning säkerställer kontinuerlig förbättring snarare än stagnation
Utöver ISO 9001 lägger branschspecifika certifieringar till specialiserade krav. AS9102 reglerar dokumentationen för första artikelinspektion (FAI) inom luft- och rymdfarten. IATF 16949 kräver SPC-protokoll (statistisk processkontroll) inom bilindustrin. ISO 13485 behandlar spårbarhet för medicintekniska produkter. Ditt användningsområde avgör vilka standarder som är tillämpliga – och vilken dokumentation du bör förvänta dig från din bearbetningspartner.
Kvalitetssäkring handlar i slutändan om tillförlitlighet som bevisas med dokumenterad evidens. Certifieringar etablerar system. Inspektionsutrustning ger kapacitet. Dokumentation bevisar resultat. När du utvärderar leverantörer av tjänstebearbetning bör du gå längre än de påstådda förmågorna och förstå hur de faktiskt verifierar det de levererar.
Jämförelse av tjänstebearbetning med alternativa tillverkningsmetoder
Du har undersökt hur tjänstbearbetning fungerar, vad den kostar och hur kvaliteten verifieras. Men här är frågan som håller driftschefer vaken på natten: Är utlagrad bearbetning verkligen det rätta valet för ditt projekt? Eller skulle inhemsk produktion, 3D-utskrift eller gjutning ge bättre resultat?
Svaret beror på din specifika situation – volymkrav, toleranskrav, materialbegränsningar och tidspress påverkar alla den optimala vägen. Låt oss skapa en beslutsram som hjälper dig att objektivt utvärdera dessa avvägningar.
Tjänstbearbetning jämfört med inhemsk verksamhet
Beslutet om att utlämna eller investera utgör ett av de mest avgörande val som tillverkare står inför. Enligt tillverkningsforskning är det vanligtvis klokare att utlämna initialt, såvida du inte kräver mer än cirka 4 000–5 000 delar per år, har strikta krav på immateriella rättigheter (IP) eller certifiering, eller kan hantera en initial investering på 200 000–700 000 USD plus kostnader för operatörsutbildning.
Vad gör denna beräkning så komplex? Överväg vad intern bearbetning faktiskt kräver:
- Kapitalinvestering —en enda 5-axlig CNC-maskin kan kosta 200 000–700 000 USD innan installation, verktyg och utbildning
- Kunniga operatörer —CNC är fortfarande en högst specialiserad process som kräver kontinuerligt förnyade kompetenser
- Pågående Underhåll —utrustningen kräver regelbunden kalibrering, reparation och eventuell ersättning
- Golvyta och el- samt vattenanslutningar —maskinverktyg kräver lämpliga fundament, strömförsörjning och klimatstyrning
När är det mer rimligt att utkontrahera? För årliga volymer under 1 000 enheter pekar beräkningarna tydligt mot externa partners. En typisk kontraktstillverkare kan t.ex. offra 18 USD per del för CNC-bearbetning av aluminium i lågvolymer – långt mindre än den avskrivna kostnaden för egen utrustning som står delvis oanvänd.
Beräkningen ändras dock vid storskalig produktion. När produktionsvolymen överstiger 5 000 enheter per år och standardtoleranser tillämpas, börjar intern investering ge lägre styckkostnader. Inställningskostnaderna sprids över tillräckligt många delar för att intern produktion ska bli ekonomiskt lönsam.
Om du söker efter "cnc-maskinister i min närhet" eftersom du behöver tillfälliga prototypserier eller produktion i medelstor volym, erbjuder tjänstmaskinering nästan säkert bättre värde än kapitalinvestering.
När additiv tillverkning är mer lämplig
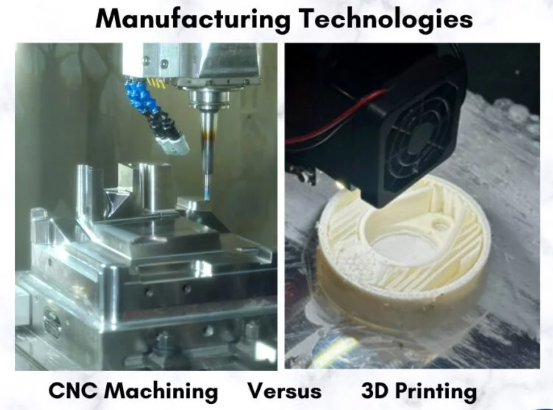
3D-utskrift har förändrat tillverkningskostnaderna – men den har inte ersatt maskinbearbetning. Att förstå varje metodens styrkor hjälper dig att välja på rätt sätt.
Enligt Xometrys processjämförelse levererar 3D-utskrift färdiga delar snabbt, medan CNC-maskinbearbetning kräver individuell inställning och i regel manuell programmering samt övervakning. Det är vanligt att CNC-komponenter kostar tio gånger mer än 3D-utskrivna delar vid låg volym och komplexa geometrier.
Varför är additiv tillverkning fördelaktig?
- Komplexa interna geometrier —gitterstrukturer, konformala kylningskanaler och organiska former som slipverktyg inte kan nå
- Snabb iteration —ändringar kräver endast filändringar, inte ny verktygstillverkning eller programmering
- Lågvolymsproduktion —inställningskostnaderna är minimala, vilket gör enskilda delar ekonomiska
- Sammanfogningsmöjligheter —monteringsgrupper kan bli enstaka utskrivna komponenter
Men 3D-utskrift har betydande begränsningar. Olika utskriftsprocesser ger varierande hållfasthet jämfört med de ursprungliga materialens egenskaper – så låg som 10 % av materialets brottspänning för FFF i ABS, men upp till 100 % för SLS av nylon. CNC-fräsning producerar delar i oavbrutna ursprungliga material, så hållfastheten är i allmänhet hög.
Ytfinishen utgör en annan utmaning. 3D-utskrift påverkas i allmänhet av processmekaniken – särskilt Z-upplösningen ger trappstegsformade ytor och synliga störningar. CNC-ytfinish kan vara extremt enhetlig och mycket exakt om fräsbanorna programmeras för en slät finish.
Det praktiska beslutstagandeområdet? Välj additiv tillverkning för prototyper, komplexa geometrier och volymer under 50 enheter. Byt till tjänsttillverkning när du behöver material egenskaper av produktionsklass, strikta toleranser eller släta ytor.
Alternativ till gjutning och formgivning
För högvolymsproduktion kan varken fräsning eller 3D-utskrift vara ditt bästa alternativ. Gjutning och injektering ger betydligt lägre kostnad per del – så snart du har absorberat investeringen i verktyg.
Injektering kan producera identiska plastdelar på sekunder istället för timmar. Men själva formarna kostar tusentals till hundratusentals dollar, beroende på komplexiteten. Den investeringen är endast rimlig när du tillverkar tiotusentals identiska komponenter.
Die casting erbjuder liknande ekonomi för metallkomponenter. Komplexa aluminium- eller zinkkomponenter kan tillverkas snabbt så fort verktygen finns. Dock kan die casting inte uppnå maskinbearbetningstoleranser utan sekundära operationer, och konstruktionsändringar kräver kostsamma formändringar.
När är dessa metoder mer lönsamma än servicebearbetning?
- Volymmer som överstiger 10 000 enheter —verktygskostnaderna sprids så att påverkan per del blir försumbar
- Stabila konstruktioner —ändringar är kostsamma, så komponenterna måste vara produktionsklara
- Måttliga toleranser —noggrannheten direkt efter gjutning eller formning uppfyller kraven
- Längre produktionslöpningar —samma konstruktion kommer att tillverkas i flera månader eller år
Jämförelse av tillverkningsmetoder på ett ögonblick
Använd denna referenstabell när du utvärderar produktionsmetoder för ditt nästa projekt:
| Kriterier | Tjänstbearbetning | Inhemsk bearbetning | 3D-utskrift | Injektionsmoldning | Formgjutning |
|---|---|---|---|---|---|
| Ideal volymomfång | 1–5 000 enheter | 5 000+ enheter årligen | 1–50 enheter | 10 000+ enheter | 5 000+ enheter |
| Materiella alternativ | Nästan obegränsade metaller och plast | Begränsat av ägda maskiner | Processspecifika polymerer, vissa metaller | Termoplast | Aluminium-, zink- och magnesiumlegeringar |
| Toleranskapacitet | ±0,001" uppnåeligt | ±0,001" uppnåeligt | ±0,005–0,010 tum typiskt | ±0,002–0,005 tum typiskt | ±0,005 tum typiskt, bearbetning för strängare toleranser |
| Leveranstid | Dagar till veckor | Timmar till dagar | Timmar till dagar | Veckor för verktygstillverkning, sedan snabbt | Veckor för verktygstillverkning, sedan snabbt |
| Inställningskostnad/verktygskostnad | Låg-måttlig | Hög kapitalinvestering | Minimal | 5 000–100 000 USD+ för formar | 10 000–100 000 USD+ för stansverktyg |
| Kostnad per del (låg volym) | Moderat | Hög | Låg-måttlig | Mycket hög | Mycket hög |
| Kostnad per del (hög volym) | Moderat | Låg | Hög | Mycket låg | Mycket låg |
| Flexibel design | Hög | Hög | Mycket hög | Låg kostnad efter verktygstillverkning | Låg kostnad efter verktygstillverkning |
| Materialstyrka | Fullständiga inhemska egenskaper | Fullständiga inhemska egenskaper | 10–100 % beroende på processen | Nästan fullständiga polymeregenskaper | Nästan fullständiga legeringsegenskaper |
Gör Rätt Val för Din Projekt
Den optimala tillverkningsmetoden beror på var ditt projekt ligger längs flera beslutsaxlar. Överväg dessa scenarier:
Välj tjänstslipning när:
- Du behöver metallkomponenter av produktionskvalitet i volymer från 10 till flera tusen
- Toleranser som är strängare än ±0,005 tum krävs
- Din design kan utvecklas baserat på tester eller kundfeedback
- Du saknar kapital för investering i utrustning eller skickliga operatörer
- Du behöver tillgång till femaxlingsmaskinverkstäder eller specialiserade processer utan att äga dem
Välj intern bearbetning när:
- Årliga volymer konsekvent överstiger 5 000 enheter av liknande komponenter
- Kontroll över ledtid är avgörande – du behöver komponenter inom timmar, inte dagar
- Intellektuell-egendomsrättsliga (IP) bekymmer gör externa leveranser riskabla
- Du har redan eller kan utveckla en skicklig arbetsstyrka för att driva utrustningen
Välj 3D-utskrift när:
- Geometrier inkluderar interna kanaler, gitter eller organiska former
- Du itererar snabbt genom designerna och behöver snabb feedback
- Antalen är mycket låga – särskilt enskilda prototyper
- Kraven på materialstyrka är måttliga
Välj formgjutning eller gjutning när:
- Designerna är färdiga och stabila för omfattande produktion
- Volymerna motiverar investeringen i verktyg – vanligtvis 10 000+ enheter
- Kostnaden per del är den främsta drivkraften
- Toleranskraven kan uppfyllas utan sekundär bearbetning
Många projekt drar nytta av hybridmetoder. Prototypa med 3D-utskrift, validera med servicebearbetning och skala upp till formgjutning när designerna stabiliserats. En maskinverkstad i San Francisco eller en maskinverkstad i San Francisco, CA, kan hjälpa dig att navigera dessa övergångar – många erbjuder både bearbetning och vägledning om när alternativa metoder är lämpliga.
För tillverkare som undersöker alternativ för CNC-bearbetning i närheten av mig i Kalifornien är beslutsramverket detsamma oavsett plats. Utvärdera dina volymprognoser, toleranskrav, tidspress och kapitalbegränsningar. Den rätta tillverkningsmetoden framkommer genom en ärlig bedömning av dessa faktorer – inte genom antaganden om vilken teknik som är "bäst".
Med denna beslutsramverk i åtanke är nästa steg att välja rätt bearbetningspartner för att genomföra er valda strategi. Kriterierna för utvärdering – och de frågor ni bör ställa – avgör om ert projekt lyckas eller möter svårigheter.
Välja rätt servicebearbetningspartner
Ni har analyserat processerna, jämfört olika tillverkningsmetoder och förstått vad som driver kostnaderna. Nu kommer det avgörande beslutet som bestämmer om ert projekt lyckas eller stöter på hinder: att välja rätt bearbetningspartner. Detta val påverkar allt – kvalitet, leverans, kostnader och er förmåga att skala upp verksamheten när efterfrågan ökar.
Enligt Principal Manufacturing Corporations riktlinjer för partnerskap är valet av rätt CNC-bearbetningspartner avgörande för projektets framgång. Ett erfaret företag kan positivt påverka varje aspekt av produktionsprocessen, från kvalitet till tidsskuren leverans.
Oavsett om du utvärderar maskinverkstäder i San Jose eller utforskar maskinverkstäder i Oakland, CA, hjälper dessa kriterier dig att skilja ut exceptionella partners från adekvata.
Nyckelkriterier för utvärdering av bearbetningspartners
Vad skiljer en pålitlig bearbetningspartner från en som orsakar problem? Titta bortom de citierade priserna och utvärdera dessa avgörande faktorer:
- Relevanta certifieringar — verifiera minst ISO 9001, samt branschspecifika standarder som IATF 16949 för fordonsindustrin, AS9100 för luft- och rymdindustrin eller ISO 13485 för medicintekniska produkter
- Utrustningens Kapacitet — bekräfta att de har rätt maskiner för dina komponenter, oavsett om det gäller femaxlig fräsning, schweizisk svarvning eller specialiserad EDM
- Genomloppstidsprestanda — fråga om vanlig genomloppstid för din volymklass och deras spårbarhet vad gäller uppfyllelse av leveranstidsåtaganden
- Kommunikationsresponsivitet —observera hur snabbt de svarar på initiala förfrågningar, eftersom detta ofta förutsäger kvaliteten på fortsatt projektommunikation
- Kvalitetsregister —begär referenser från liknande projekt och fråga om avvisningsfrekvens och historik gällande korrigerande åtgärder
- Teknisk expertis —utvärdera deras förmåga att ge DFM-återkoppling och föreslå förbättringar, inte bara utföra dina ritningar slaviskt
- Kapacitet och skalbarhet —se till att de kan hantera dina nuvarande behov och växa tillsammans med dig när volymerna ökar
Enligt branschundersökningar kommer ett kundorienterat företag att arbeta nära kunden för att erbjuda värdefulla insikter, diskutera designförbättringar och föreslå kostnadsbesparande åtgärder. Partnerna bör fungera som pålitliga rådgivare som delar med sig av sin expertis för att hjälpa till att uppnå bästa möjliga resultat.
När du söker efter en maskinverkstad i Fremont, CA, eller någon annanstans, begär rekommendationer från kunder som har samarbetat med företaget vid liknande projekt. Deras erfarenheter avslöjar mer än någon försäljningspresentation.
Förbereda ditt projekt för framgång
Även den bästa bearbetningspartnern kan inte kompensera för dåligt förberedda projekt. Skapa förutsättningar för framgång genom att ta itu med dessa element innan du skickar in din första offertförfrågan:
- Fullständiga konstruktionsfiler —ange både 3D-CAD-modeller (STEP-format föredras) och dimensionerade 2D-ritningar med tydligt angivna toleranser
- Materialspecifikationer —ange specifika legeringsbeteckningar, inte bara materialfamiljer (t.ex. "6061-T6" istället för endast "aluminium")
- Identifiering av kritiska funktionella egenskaper —markera vilka mått och egenskaper som är funktionellt kritiska jämfört med allmänna toleranser
- Krav på kvantitet och tidsplan —ange tydligt volymer, leveransdatum och om kraven kan komma att ändras
- Krav på kvalitetsdokumentation —ange vilka kontrollrapporter, certifikat eller spårbarhetskrav du har
Enligt Fictivs tillverkningsguide ger samarbete med en erfaren tillverkningspartner från början en smidigare väg för inköp av delar under hela produktutvecklingsprocessen och minskar risken för problem längre fram.
Ju mer kontext du ger från början, desto mer exakta blir dina offertförslag. Låt inte potentiella partners gissa sig till kraven – oklarhet leder antingen till förhöjda priser (de täcker okända faktorer) eller överraskningar senare när antagandena visar sig vara felaktiga.
Lokala verkstäder som Jose's Machine Shop eller Diaz Machine Shop kan erbjuda fördelar för ansikte-mot-ansikte-samarbete under komplexa projekt. Begränsa dock inte ditt sökande geografiskt om specialiserade kompetenser är viktigare än närliggande läge.
Skalning från prototyp till produktion
Det här är vad som ofta överraskar många tillverkare: verkstaden som är utmärkt på prototyper kan ha svårt att hantera storskalig produktion – och vice versa. Att hitta en partner som hanterar båda faserna sparar dig från smärtsamma leverantörsskift mitt i ett projekt.
Enligt tillverkningsforskning är det avgörande att samarbeta med ett företag som kan anpassa sig efter framtida tillväxt. När din verksamhet expanderar eller projektens krav ökar kan en pålitlig partner utan problem hantera större produktionsvolymer och förändrade krav.
Hur ser skalbarhet ut i praktiken?
- Prototypflexibilitet —möjlighet att snabbt tillverka små kvantiteter, ofta med ledtider på en dag för brådskande behov
- Övergångsproduktionskapacitet —hantering av små serieproduktioner (tiotals till hundratals enheter) medan du validerar dina konstruktioner
- Produktionskapacitet —utrustning och arbetsstyrka för att stödja tillverkning av tusentals delar per månad när efterfrågan uppstår
- Processkonsistens —upprätthållande av identiska kvalitetskrav oavsett partiets storlek
- Efterfrågeflexibilitet —ökning eller minskning av kvantiteter efter behov utan att påverka leveranstiderna negativt
Skalbara bearbetningspartner förstår också vikten av att investera i avancerad teknik. De uppdaterar kontinuerligt sin utrustning, programvara och tillverkningsprocesser för att bibehålla konkurrenskraften och möta de förändrade kraven inom branschen.
För bilarbeten specifikt: Shaoyi Metal Technology exemplifierar denna skalningsmodell. Deras anläggning levererar precisions-CNC-bearbetningstjänster med ledtider så korta som en arbetsdag för brådskande prototyper, samtidigt som de bibehåller produktionskapaciteten, IATF 16949-certifieringen och strikta SPC-protokoll som bilindustrins leveranskedjor kräver. Denna kombination av snabbhet och skala innebär att du inte kommer att växa ifrån din partner när projekt utvecklas från koncept till full produktion.
Frågor att ställa innan du bestämmer dig
Innan du undertecknar den första inköpsorderen bör du få tydliga svar på följande avgörande frågor:
- Vilka certifieringar har ni, och när genomfördes den senaste granskningen?
- Kan ni dela med er referenser från kunder inom min bransch?
- Vad är er typiska ledtid för mitt volymområde?
- Hur hanterar ni designändringar mitt i produktionen?
- Vilka inspektionsmöjligheter har ni inomhus?
- Hur kommer ni att kommunicera projektstatus och eventuella problem som uppstår?
- Vad händer om delarna inte uppfyller specifikationen?
Svaren avslöjar inte bara kompetens utan också karaktär. Partner som undviker frågor eller ger för stora löften bör väcka bekymmer. De som ger öppna, konkreta svar – inklusive ärlig erkännande av begränsningar – visar den transparens som framgångsrika partnerskap kräver.
Lyckad servicebearbetning beror slutligen lika mycket på kvaliteten på partnerskapet som på teknisk kompetens. Den rätta partnern bidrar med expertis som du inte har, upptäcker problem innan de blir kostsamma och skalar med ditt företag. Investera tiden i att välja rätt, och dina bearbetningsprojekt kommer att leverera de resultat du behöver – i tid, inom budgeten och enligt specifikationen.
Vanliga frågor om servicebearbetning
1. Vad är timpriset för en CNC-maskin?
Timpriser för CNC-bearbetning ligger vanligtvis mellan 30 och 100 USD, beroende på plats, maskinens komplexitet och det material som bearbetas. Faktorer som femaxlig kapacitet, strikta toleranser och exotiska material kräver högre priser. Inställningskostnader debiteras ofta separat och amorteras över produktionsmängden, vilket gör större beställningar mer kostnadseffektiva per del. Accelererade beställningar medför vanligtvis extraavgifter på 15–50 % över standardpriserna.
2. Vad betyder bearbetning?
Maskinbearbetning är en subtraktiv tillverkningsprocess som skapar önskade former genom att ta bort oönskad material från större arbetsstycken. Till skillnad från 3D-utskrift, som lägger till material lager för lager, använder maskinbearbetning roterande skärande verktyg eller sliphjul för att exakt fräska bort material. CNC-maskinbearbetning (datorstyrda numeriska kontrollsystem) automatiserar denna process med hjälp av programmerade verktygsvägar, vilket möjliggör konsekvent produktion av komplexa delar med toleranser så stränga som ±0,001 tum för metaller, plast och kompositmaterial.
3. Hur lång tid tar det från beställning till leverans för CNC-maskinbearbetning?
Leveranstider för servicefräsning varierar beroende på komplexitet, volym och verkstadskapacitet. Enkla prototyper kan skickas inom 1–3 dagar från anläggningar som erbjuder snabb genomlöpning. Standardproduktionsomgångar kräver vanligtvis 1–3 veckor, inklusive designgranskning, programmering, fräsning och inspektion. Komplexa delar som kräver sekundära operationer, t.ex. värmebehandling eller anodisering, innebär ytterligare dagar. Certifierade automobilleverantörer som Shaoyi Metal Technology erbjuder leveranstider så snabbt som en arbetsdag för brådskande prototyper.
4. Vilka filformat accepterar CNC-maskinverkstäder?
De flesta professionella maskinverkstäder föredrar STEP-filer (.stp, .step) som den universella standarden för utbyte av 3D-modeller, eftersom de kan läsas av nästan all CAM-programvara. IGES-filer stöds fortfarande på många håll för ytor och solidgeometri. 2D DXF/DWG-filer är avgörande för platta delar och kompletterande mått. Inbyggda CAD-filer från SolidWorks, Inventor eller Fusion 360 bevarar hela designavsikten när verkstäder använder samma programvara. Inkludera alltid dimensionerade PDF-ritningar som anger toleranser, ytytor och kritiska funktioner.
5. Hur väljer jag mellan CNC-bearbetning och 3D-utskrift?
Välj CNC-bearbetning när du behöver materialstyrka på produktionsnivå, strikta toleranser under ±0,005 tum, släta ytor eller metallkomponenter i volymer över 50 stycken. 3D-utskrift är särskilt lämplig för komplexa interna geometrier, snabb designiteration, mycket små serier och organiska former som är omöjliga att bearbeta med traditionella metoder. CNC-delar behåller 100 % av materialets ursprungliga egenskaper, medan vissa 3D-utskriftsprocesser endast uppnår 10–50 % av materialets styrka. Många projekt drar nytta av att prototypa med 3D-utskrift och sedan övergå till bearbetning för serieproduktion.