 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

CO2 vs fiber vs kristall: Vilken laserskärteknik passar ditt projekt bäst?
Vad är en laserstänjningsverkstad och hur fungerar den?
Har du någonsin undrat hur intrikata metalskyltar, exakt skurna akryldisplayar eller anpassade bilkomponenter tillverkas med sådan felfri noggrannhet? Svaret leder ofta tillbaka till en laserstänjningsverkstad – en specialiserad anläggning utrustad med avancerad maskinering som omvandlar råmaterial till precisionskomponenter med hjälp av koncentrerade ljusstrålar.
Enkelt uttryckt använder dessa anläggningar högpresterande lasrar för att skära, forma och anpassa material från rostfritt stål till trä. Tekniken fungerar genom att fokusera en intensiv laserstråle på materialytan , värma upp den tills den smälter, brinner eller förångas längs en exakt kontrollerad bana. Vad som återstår är en ren kant med minimal termisk deformation och nästan ingen materialspill.
Dessa verkstäder erbjuder mer än bara skärning. Här är de främsta funktionerna som vanligtvis finns:
- Skärning: Skär genom material med extrem precision och skapar delar från enkla former till komplexa geometrier
- Gravering: Avlägsnar material för att skapa permanenta mönster, logotyper eller text under ytan
- Graveringsprocessen: Skapar markeringar på ytan utan djup avlägsnande av material
- Märke: Skapar synliga förändringar på ytor för identifiering, märkning eller dekorativa ändamål
Från industriella golv till din dörrsteg
Resan för laserskärningstekniken liknar en fascinerande utvecklingshistoria. När Theodore Maiman utvecklade den första fungerande lasern 1960 kunde få föreställa sig att den någon gång skulle bli tillgänglig för småföretag och entusiaster. Under decennier fanns dessa maskiner endast i luft- och rymdfartsanläggningar samt stora tillverkningsanläggningar – storslagna, dyra anläggningar som endast stora företag kunde bekosta.
Fast forward till idag, och landskapet ser anmärkningsvärt annorlunda ut. Det som en gång var en exklusiv industriell teknik har demokratiserats. Moderna laserskärstjänster tillgodoser nu alla från Fortune 500-företag till helgmakare som arbetar med passionerade projekt. Du hittar en laserskärare som hanterar allt från prototyputveckling till full produktion, med onlineorder som gör processen lika enkel som att ladda upp en designfil.
Tekniken bakom precisionsskärningar
Vad är laserskärning egentligen? Tänk dig att fokusera solljuset genom ett förstoringsglas - men förstärkt tusentals gånger. Laserstrålen, genererad av CO2, fiber eller kristalllaserkällor, fokuseras genom specialiserad optik till en otroligt smal punkt. Denna koncentrerade energi värmer material så exakt att skärbredd kan vara mindre än ett mänskligt hår.
Processen börjar med din designfil, som vanligtvis skapas i CAD-programvara, som överförs till ett CNC-system. Den här automatiseringen säkerställer att varje skärning kopieras exakt enligt specifikation, oavsett om du gör en bit eller tusen. Vad blev resultatet? Anpassad lasergrävning och skärning med en konsistens som manuella metoder helt enkelt inte kan matcha.
Vem använder laserskärning idag?
Kundbasen för laserskärning och gravering har utökats dramatiskt. Tillverkarna förlitar sig på dessa butiker för produktionskomponenter. Arkitekter beställer anpassade arkitektoniska element. Konstnärer skapar invecklade skulpturer. Småföretagare producerar varumärkesvaror. Även hobbyister som söker efter lasergrävningstjänster i min närhet har nu tillgång till professionella resultat.
Oavsett om du behöver en enda prototyp eller tusentals identiska delar, kommer du att kunna utnyttja deras möjligheter bättre för att uppfylla dina specifika projektbehov genom att förstå hur dessa anläggningar fungerar.
Förståelse av CO2-fiber- och kristalllaserteknik
Nu när ni förstår vad dessa anläggningar erbjuder, låt oss dyka in i tekniken som gör allt möjligt. Inte alla lasrar är skapade lika och att veta skillnaden mellan CO2, fiber och kristalllasersystem kan spara tid, pengar och frustration när du väljer rätt laserskärbutik för ditt projekt.
Tänk på det så här: att välja en lasertyp är som att välja rätt verktyg ur en verktygslåda. En hammare fungerar bra för naglar men dåligt för skruvar. På samma sätt är varje laserteknik enastående med specifika material och tillämpningar. Att förstå dessa skillnader hjälper dig att kommunicera effektivt med tjänsteleverantörer och säkerställer att ditt projekt matchas med den optimala utrustningen.
CO2-lasrar för organiska material
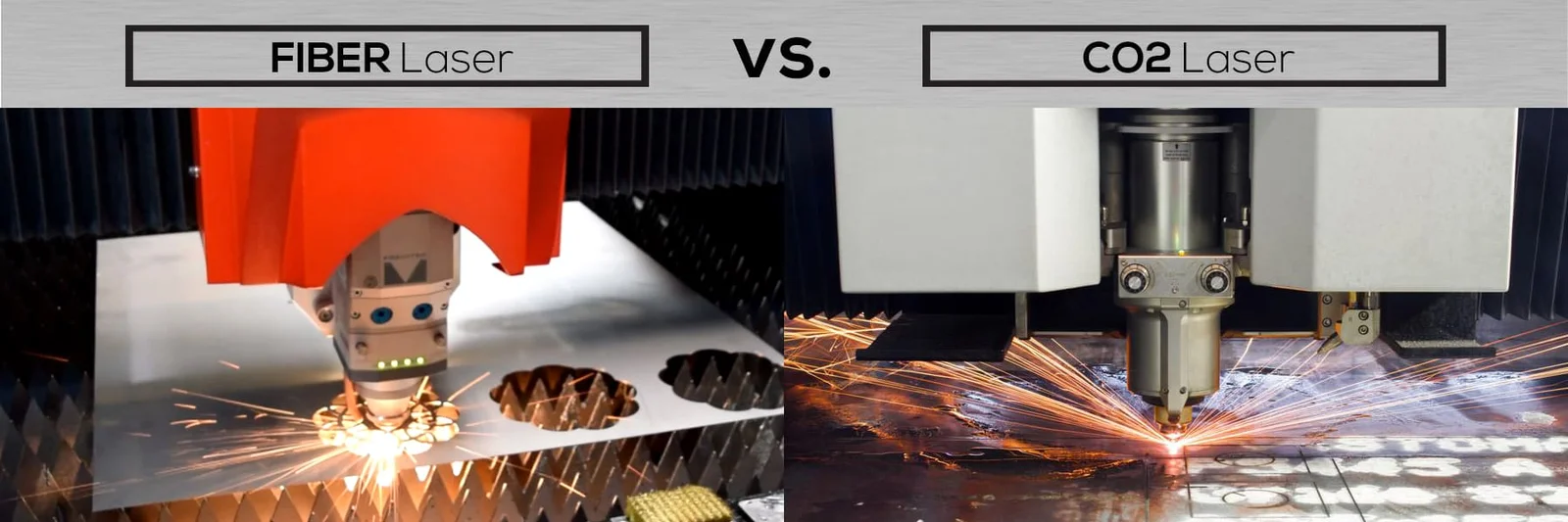
CO2-lasrar har varit branschens arbetshorse i årtionden, och med goda skäl. Dessa gaslasrar fungerar genom att elektriskt stimulera en koldioxidgasblandning för att producera en laserstråle med en våglängd 10,6 mikrometer - Jag är inte rädd. Denna längre våglängd gör dem exceptionellt effektiva för icke-metalliska material.
Vad innebär det för era projekt? Om du arbetar med trä, akryl, glas, papper, textilier, läder eller de flesta plastprodukter ger en CO2-laser för skärmaskinapplikationer enastående resultat. Bältet ger rena skärningar med minimal kolning på organiska material, och akrylverk kommer ofta med signaturpolerade, glänsande kanter - en försäljningspunkt för skylt- och visningsanvändningar.
CO2-system har dock begränsningar. De har svårt att reflektera och kräver mer underhåll än de nya alternativen. En CO2-laserskärmaskin kan hantera lite metallbearbetning, men det är generellt långsammare och mindre effektivt än fiberalternativ för detta ändamål.
Fiberlaser för metalldominans
När metall är ditt primära material, fiber laser skärning tjänster representerar guldstandarden. Dessa laserer genererar sin stråle genom specialdesignade glasfiber som förstärks av pumpdioder, vilket ger en våglängd på 1,064 mikrometer, ungefär tio gånger kortare än CO2-lasrar.
Varför spelar våglängden någon roll? Den kortare våglängden skapar en extremt liten brännvidd med en intensitet upp till 100 gånger högre än CO2-lasrar vid motsvarande effektnivåer. Detta innebär snabbare skärhastigheter, överlägsen precision och utmärkt prestanda på reflekterande material som aluminium, mässing och koppar som ger CO2-system problem.
Ur praktisk synvinkel erbjuder en laserskärare för metall som använder fiberteknik ytterligare fördelar: minimala underhållsbehov och livslängd på mer än 25 000 lasertimmar. För alla laserskärmaskiner för metalltillämpningar, oavsett om det är kolstål, rostfritt stål eller titanfiber, ger tekniken vanligtvis de bästa resultaten.
En specialiserad variant som är värd att känna till är MOPA-lasern, som har justerbara pulslängder. Denna flexibilitet gör den till ett av de mest mångsidiga alternativen för olika tillämpningar inom en enda lasermaskin för metallskärning.
Kristalllasrar: De exakta specialisterna
Kristalllasrar, inklusive Nd: YAG (neodym-dopad yttrium-aluminiumgarnet) och Nd: YVO (neodym-dopad yttriumortho-vanadat), upptar en specialiserad nisch. Liksom fiberlasrar har de samma våglängd på 1064 mikrometer, vilket gör dem lämpliga för metaller och plast.
- Vad är det för byte? Kristalllasrar innehåller pumptioder som måste bytas ut efter cirka 8 000 till 15 000 lasertimmar - betydligt kortare än fiberlasrarnas livslängd. Kristallerna själva har också en begränsad livslängd. Även om de kan utmärka sig med precision, särskilt vid märkning och gravering, är deras högre underhållskrav och komponentkostnader mindre vanliga i metallapplikationer för laserskärmaskiner för allmänt bruk.
Hur man väljer rätt laserteknik för ditt projekt
Att välja lämplig teknik handlar om att matcha dina material- och applikationsbehov med laserfunktioner. Följande jämförelse tabell visar vilka skillnader som finns:
| Lasertyp | Bästa Material | Typisk tjockleksintervall | Hastighetskaraktäristik | Ideala tillämpningar |
|---|---|---|---|---|
| Koldioxid | Trä, akryl, glas, papper, textilier, läder, plast, folier | Upp till 25 mm för icke-metaller; begränsad metallförmåga | Mässig, utmärkt ljuskvalitet | Skildring, bildskärmar, gravering, skärning av icke-metaller, dekorativa arbeten |
| Fiber | Kolstål, rostfritt stål, aluminium, koppar, mässing, titan | Tunna ark till 2+ tum beroende på maskinens storlek | Snabbt; upp till 100 gånger CO2-intensitet vid lika effekt | Tillverkning av plåt, fordonsdelar, industriella komponenter, reflekterande metaller |
| Crystal (Nd:YAG/Nd:YVO) | Metaller, belägna metaller, plast, vissa keramik | Förutom: | Exakt men längre underhållsintervall | Precisionsmärkning, gravering, specialiserade industriella tillämpningar |
När du konsulterar fiberlaserskärningstjänster eller någon leverantör, fråga specifikt vilka lasertyper de använder. En butik med både CO2- och fiberfunktioner erbjuder flexibilitet för blandmaterialprojekt, medan specialiserade anläggningar kan ge djupare expertis inom specifika materialkategorier.
Att förstå dessa tekniska grunder förbereder dig för att fatta välgrundade beslutmen tekniken är bara en del av ekvationen. Det är lika viktigt att veta vilka material som fungerar bäst med varje lasertyp och vilka resultat man realistiskt kan förvänta sig.
Materialet du kan skära i en laserskärbutik
Du har valt rätt laserteknik, men hur är det med material? Att veta vilka substrat som fungerar med varje system gör att goda resultat blir exceptionella. Låt oss dela upp de materialkategorier du kommer att stöta på och vad du kan förvänta dig av varje.
Relationen mellan laser och material handlar inte bara om kompatibilitet utan också om optimering. En fiberlaser kan skära trä, men det ger inte de rena kanterna som ett CO2-system ger. Att försöka laserskära metall med en CO2-maskin slösar på tiden och ger sämre resultat. Följande riktlinjer kan hjälpa dig matcha material med teknik för optimala resultat .
Metaller som laserskärning hanterar bäst
Metalllaserskärning är ett av de mest krävande tillämpningarna, och det krävs högstyrkafibers lasrar för bästa resultat. - De goda nyheterna? Moderna utrustning kan hantera ett imponerande utbud av metallmaterial med en precision som traditionella metoder inte kan matcha.
Stål och rostfritt stål: Dessa förblir de mest vanligt bearbetade metallerna. När du behöver skära rostfritt stål med laser ger fiberlasrar rena, oxidfria kanter—särskilt när kvävgas används som hjälpgas. Kolstål skärs effektivt över olika tjockleksområden, från tunn plåt till plattor som är tjockare än en tum.
Aluminium: Laserbegränsat aluminium innebär unika utmaningar på grund av hög reflektivitet och värmeledningsförmåga. Moderna fiberlasersystem med hög effekt hanterar dock dessa egenskaper effektivt. Förvänta dig något bredare skärbredd jämfört med stål, men kvaliteten på kanterna förblir utmärkt för de flesta applikationer.
Koppar och mässing: Dessa starkt reflekterande material utgjorde tidigare allvarliga risker för laserutrustning—reflekterade strålar kunde skada optiska komponenter. Idagens specialiserade fiberlasersystem med lämplig effektnivå skär båda materialen pålitligt, vilket öppnar möjligheter för elektriska komponenter, dekorativa föremål och precisionsdelar.
Plaster och akryl för rena kanter
Laserstädning av plastmaterial kräver noggrann val—inte alla plaster reagerar säkert på laserbearbetning. Att förstå vilka som fungerar och vilka som ska undvikas skyddar både ditt projekt och utrustningen.
Akryl (PMMA/Plexiglas): Detta material är den obestridliga mästaren för laserbearbetning. Enligt ACRYLITE:s tillverkningsriktlinjer ger CO₂-lasrar flampolerade kanter med skärningsnoggrannhet under 0,005 tum/fot. En akrylskärningstjänst med lämpliga inställningar ger blanka, professionella kanter som är perfekta för skyltar, displayar och smycken.
POM (acetal/Delrin): Denna tekniskt avancerade plast fungerar exceptionellt bra för funktionella komponenter. När du behöver kugghjul, bushingar eller mekaniska delar skärs POM rent och bibehåller sin dimensionsstabilitet.
Material att undvika: Flertalet vanliga plasttyper utgör allvarliga faror. PVC frigör klorvätegas som bildar saltsyrla – vilket förstör utrustning och skapar giftiga förhållanden. ABS avgiver cyanidföreningar och smälter istället for att förångas. Tjockt polykarbonat (Lexan) antänds lätt och disfärgeras kraftigt. Alla seriösa anläggningar vägrar ta emot dessa material.
Riktlinjer för trä och kompositmaterial
Trä ger värme och mångsidighet som syntetiska material inte kan efterlikna. CO2-lasrar hanterar de flesta trätyper effektivt, även om densitetsvariationer kräver justeringar av parametrarna.
Naturhårda träslag: Valnöt, lönn, körsbär och ek ger vackra resultat men kräver högre effekt och långsammare hastigheter på grund av högre densitet. Förvänta dig en mörkare randförbränning, vilket många applikationer faktiskt uppskattar som en estetisk egenskap.
Barrträd: Balsa, tall och ceder skärs snabbt med lägre effektinställningar. Dessa material fungerar väl för prototyptillverkning och projekt där hastighet är viktigare än kantfinhet.
Konstruktionsvirke: Spånplattor och MDF ger anledning till försiktighet. Limmen som binder dessa material kan frigöra formaldehyd och andra föreningar vid uppvärmning. God ventilation blir därför nödvändig, och snittkvaliteten kan variera på grund av ojämnheter i limmet mellan lager.
| Materialkategori | Vanliga typer | Typisk tjockleksintervall | Noteringar om skärkvalitet | Särskilda överväganden |
|---|---|---|---|---|
| Järnhaltiga metaller | Kolstål, Rostfritt Stål | 24 gauge till 1"+ (fiberlaser) | Rena snittkanter; kväveassistans förhindrar oxidation på rostfritt stål | Kräver fiberlaser; CO₂-laser är ineffektiv |
| Icke-järnmetaller | Aluminium, koppar, mässing | Upp till 0,5" beroende på legering | Bra snittkanter; bredare snittspalt på aluminium | Hög reflektivitet kräver specialiserade fibersistem |
| Akryl | PMMA, Plexiglas, gjuten akryl | Upp till 1" med lämplig effekt | Kantpolerad med flamme; utmärkt genomskinlighet | CO2-laser föredras; skyddsfilm förhindrar ytskador |
| Teknikplast | POM/Delrin, Mylar | Upp till 0,5 tum | Ren skärning lämplig för funktionella delar | Verifiera materialens sammansättning; undvik PVC/ABS |
| Naturliga träslag | Ek, lönn, valnöt, tall, balsaträ | Upp till 0,75 tum vanligtvis | Karakteristiska förkolnade kanter; varierar beroende på densitet | Brandfarlig; lämna aldrig orörd |
| Konstruerat trä | Spånplatta, MDF, hårdfiber | Upp till 0,5 tum | Variabel på grund av limskikt | Giftiga gaser från bindemedel; kräver utmärkt ventilation |
| Vävnader | Bomull, filt, denim, polyester | Enkel lager till lättare staplar | Naturliga fibrer skärs rent; syntetiska faser försegla kanterna | Brandrisk vid naturliga fibrer; polyester ger fransfria kanter |
| Papper/kartong | Kartong, vågat papper, kartongskiva | Upp till 0,25" | Utmärkt detaljkapacitet | Hög brandrisk; se till att lufttillskott och övervakning används |
När materialvalet är klargjort är du redo att ta itu med nästa avgörande steg – att förbereda dina designfiler på rätt sätt. Även perfekta materialval kan inte kompensera för fel i filförberedelsen som försenar projekt och ökar kostnaderna.
Förbereda dina designfiler för framgångsrikt laserskärning
Du har valt ditt material och förstår vilken laserteknik som passar ditt projekt. Nu kommer det steg där många nybörjande kunder stöter på problem – filförberedelse. Även den mest avancerade CNC-laserskärningsmaskinen kan bara arbeta med det du ger den, och dåligt förberedda filer orsakar förseningar, felaktiga skärningar och slöseri med material.
Tänk på din designfil som en uppsättning instruktioner. Om dessa instruktioner innehåller fel, tvetydigheter eller formateringsproblem tolkar maskinen dem bokstavligt – ofta med frustrerande resultat. Den goda nyheten? De flesta problem med filförberedelse går helt att undvika så snart du förstår vad laserskärningstjänster faktiskt kräver av dina designfiler.
Filformat som alla laserskärningsverkstäder accepterar
Laserskärare använder vektorfiler snarare än rasterbilder. Varför? Vektorfiler använder matematiska banor för att definiera former, vilket möjliggör obegränsad skalning utan kvalitetsförlust. En rasterbild (till exempel en JPEG eller PNG) består av pixlar som blir suddiga när de förstoras och ger inte de exakta skärningsbanorna som maskinerna kräver.
De flesta precisionslaserskärningsanläggningar accepterar dessa standardformat:
- DXF (Drawing Exchange Format): Det universella standardformatet för CAD-filer – nästan alla verkstäder accepterar detta format utan konverteringsproblem
- AI (Adobe Illustrator): Inbyggda Illustrator-filer fungerar bra, särskilt för design som innehåller konstnärliga element
- SVG (Scalable Vector Graphics): Öppen källkodsformat som bevarar vektorintegriteten över olika programplattformar
- PDF (Portable Document Format): Accepteras när de innehåller vektorgrafik, även om vissa verkstäder föredrar dedikerade CAD-format
- DWG (AutoCAD-ritning): Inbyggt AutoCAD-format som ofta används i ingenjörs- och arkitekturapplikationer
När du är osäker är DXF fortfarande det säkraste valet. Enligt SendCutSends riktlinjer , kontroll av dimensioner efter omvandling från rasterformat är viktigtatt skriva ut din design i 100% skala hjälper till att bekräfta att allt mäts korrekt innan du skickar in.
Designfel som fördröjer ditt projekt
Även erfarna designers gör misstag när de förbereder filerna. Att förstå de vanligaste fallgroparna hjälper dig att undvika att göra om och om igen, vilket gör att produktionen saktar ner och kostnaden ökar.
Här är några av de misstag som oftast orsakar problem:
- Oavslutade banor: Varje form måste bilda en fullständig sluten slinga. Öppna vägar förvirrar laserskärsystem. Maskinen kan inte bestämma var insidan slutar och utsidan börjar. Som Kirmells anteckningar , kan en öppen väg leda till ofullständiga eller felaktiga snitt
- Överlappande eller dubbla linjer: När två linjer upptar samma position, kan lasern skära den vägen två gånger, bränna genom material alltför eller skapa bredare än avsedd klyfta
- Felaktig skala eller felaktiga enheter: En design som mäter 10 mm i din programvara kan tolkas som 10 tum av skärsystemet. Kontrollera alltid att din fil använder konsekventa måttenheter och stämmer överens med de avsedda fysiska dimensionerna
- Saknade toleranser: Laserstädning uppnår en imponerande precision – vanligtvis ±0,1 mm – men tillverkning utan kommunikation av kritiska dimensionskrav leder till delar som inte passar ihop korrekt i monteringsprocessen
- Aktiva textfält: Text som inte har konverterats till konturer (eller "exploderats" i vissa CAD-program) kan visas felaktigt eller inte skäras alls. Håll muspekaren över textelement – om de är redigerbara måste de konverteras till vektorformer
- Inbäddade rasterbilder: Bakgrundsbilder eller icke-vektorgrafik som är inbäddade i din fil kommer antingen att ignoreras eller orsaka bearbetningsfel
- Orealistiskt små detaljer: Detaljer som är mindre än laserskärningens snittbredd kan helt enkelt inte skäras korrekt. Cirklar, text eller komplexa mönster under minimistorlekströsklarna resulterar i förbrända eller saknade detaljer
Förbered dina filer för framgång vid första försöket
Rätt förberedelse omvandlar ditt designarbete till laserstansade delar som exakt motsvarar din vision. Följ dessa rutiner för att säkerställa att dina filer kan bearbetas av våra laserskärningstjänster utan att kräva ändringsförfrågningar.
Kontrollera att varje väg är stängd: Använd ditt programs verktyg för väganalys för att identifiera luckor. I Illustrator ansluter kommandot "Join" öppna ändpunkter. De flesta CAD-program innehåller liknande verifieringsfunktioner.
Ta bort all dubbel geometri: Överlappande linjer uppstår ofta genom kopiering och klistring eller vid import av filer från andra program. Kör ditt programs rensnings- eller sammanslagningsfunktioner för att eliminera onödig redundans.
Konvertera text till konturer: Innan du exporterar väljer du alla textelement och konverterar dem till vektorvägar. I Illustrator innebär detta att använda kommandot "Create Outlines". Användare av SolidWorks behöver inte oroa sig — de flesta system ignorerar automatiskt vattenstämplar med texten "Student Version".
Ta hänsyn till kerf: Laserstrålen avlägsnar material när den skär, vanligtvis 0,1 mm till 0,4 mm beroende på material och effektinställningar. För noggranna passformar ska du justera dina skärningslinjer med halva förväntad skärbredd (kerf). Många verkstäder anger specifika kerf-värden på begäran.
Kontrollera om det finns instängda utskärningar: Inre delar som inte är anslutna till huvuddesignen kommer att lossna under skärningen och kan inte behållas. Om du behöver dessa element bör du lägga till små broar (flikar) för att hålla dem fästa, eller skicka in dem som separata designfiler.
Ange toleranser tydligt: För hög precision vid laserskärning av kritiska mått bör du ange specifika toleranskrav i din fil eller i beställningsanteckningarna. Standardnoggrannheten ligger kring ±0,1 mm, men genom att ange vilka mått som är viktigast hjälper du operatören att prioritera noggrannhet där du behöver den.
Kontrollera måtten tvärs: Skriv ut din design i 100 % skala och mät nyckelfunktioner med en mätur eller linjal. Detta enkla steg upptäcker skalfel innan de blir dyra misstag.
Proffstips: Många tjänster för laserskärning erbjuder filgranskning innan produktionen påbörjas. Utnyttja detta—en snabb granskning före produktionen upptäcker problem som annars kan kräva kostsamma omgångar.
Med korrekt förberedda filer i handen är du redo att få kvalitetsresultat. Men hur står det till med laserskärning jämfört med alternativa tekniker? Att förstå var denna process är bäst—and where other methods might serve you better—hjälper dig att fatta det smartaste valet för varje projekt.
Laserskärning jämfört med vattenskärning, plasma- och CNC-fräsning
Dina designfiler är klara, och du vet vilka material som fungerar bäst med laserteknik. Men här är en fråga som är värd att ställa: Är laserskärning verkligen det rätta valet för ditt specifika projekt? Ibland är svaret ett tydligt ja—andra gånger ger alternativa tekniker bättre resultat till lägre kostnader.
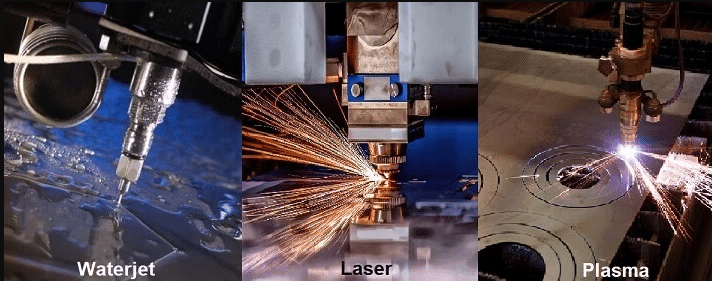
Att välja fel skärmetod kan kosta dig tusentals kronor i slösad material och förlorad tid. Oavsett om du driver ett metallverkstadsföretag eller beställer specialtillverkade delar för ett passionerat projekt gör det stor skillnad att välja rätt skärteknik för dina specifika krav. Låt oss undersöka hur CNC-laserskärning står sig mot tre stora alternativ: vattenskärning, plasma- och CNC-fräsning.
| Teknologi | Noggrannhetsnivå | Hastighet | Materiell kompatibilitet | Kantkvalitet | Kostnadsfaktorer | Bästa användningsfall |
|---|---|---|---|---|---|---|
| Laserbearbetning | ±0,001 mm till ±0,1 mm; utmärkt för fina detaljer | Snabb på tunna material; sakta ner vid ökad tjocklek | Metaller, plast, trä, tyg; begränsad för tjocka eller reflekterande material utan fiberlaser | Ren, slät kant; minimal efterbearbetning | Måttlig utrustningskostnad; effektiv för serietillverkning av tunna plåtar | Intrikata design, tunn plåt, precisionsdelar, elektronik, skyltar |
| Vattenstråle | typiskt ±0,1 mm; utmärkt för tjocka material | Lägre hastighet än laserskärning och plasmaskärning; 3–4 gånger långsammare på 1 tum stål jämfört med plasma | Praktiskt taget alla material inklusive sten, glas, kompositmaterial; upp till 24 tum tjocka för grova skärningar | Satinmåttigt släta; inga värme-påverkade zoner | Högre utrustningskostnader (~195 000 USD jämfört med 90 000 USD för plasma); högre driftkostnader | Värmekänsliga material, tjocka material, sten/glas, luft- och rymdfartskomponenter |
| Plasma | Mindre exakt än laserskärning; lämplig för konstruktionsarbete | Snabbast på tjocka ledande metaller | Endast ledande metaller (stål, aluminium, koppar) | Lämmer klibbig ask/avfall; kräver ofta efterbehandling | Lägsta utrustnings- och driftkostnader | Konstruktionsstål, tung utrustning, skeppsbyggnad, arbete med tjocka plåtar |
| CNC Fräsning | ±0,01 mm; exceptionellt för komplex 3D-geometri | Lägre total hastighet; avlägsnar material stegvis | Metaller, plaster, trä, kompositmaterial; hanterar tjocka/täta material väl | Slät yta; kan kräva slipning eller polering | Högre initial investering; kostnadseffektiv för precisionsbyggda 3D-delar | Komplexa 3D-delar, luft- och rymdfart, medicinska apparater, bearbetning av tjocka material |
När laserskärning är bättre än alternativen
Laser-CNC-tekniken lyser som starkast när precision och hastighet möts. Enligt Makers jämförande forskning uppnår laserstädning toleranser så stränga som ±0,001 mm – vilket gör den idealisk för applikationer som kräver fin detaljering och skarpa kanter. Tänk på smyckeskomponenter, elektronikhöljen, anpassade skyltar och intrikata dekorativa arbeten.
Den fokuserade strålen skapar exceptionellt rena kanter som ofta inte kräver någon ytterligare efterbehandling. För tunna plåtmaterial och detaljerade mönster ger en metallskärande laser resultat som plasma helt enkelt inte kan matcha. Den bästa lasern för skärning av tunna material ingår i allmänhet i laserkategorierna när kvaliteten på kanterna och precisionen är avgörande.
Hastighetsfördelar blir särskilt märkbara vid tunna material och komplexa designlösningar. Där CNC-fräsning avlägsnar material stegvis (en tidskrävande process för intrikata tvådimensionella mönster) sker laserskärning av metall nästan omedelbart längs skärningsbanan. Produktion i stora volymer med korta leveranstider drar stort nytta av denna effektivitet.
Laserskärning har dock praktiska begränsningar. Industritestning bekräftar att lasrar har svårt att hantera ytor som är tjockare än en tum – och värmen som genereras under skärningen kan orsaka bränn- eller spänningsmärken som kräver sekundär efterbehandling på vissa material.
Vattenstråle jämfört med laser för tjocka material
När materialtjockleken ökar eller värmeempfindlighet blir en fråga, framstår vattenstråleskärning som ett lockande alternativ. Denna kallskärningsprocess använder högtrycksvatten (ofta blandat med abrasiva partiklar) för att skära igenom material utan att skapa värmpåverkade zoner.
Mångsidigheten är anmärkningsvärd. Enligt Flow Waterjets tekniska jämförelse kan slibande vattenstrålskärning hantera nästan vilket material som helst – metall, sten, glas, kompositmaterial och även livsmedel – med tjocklekar upp till 24 tum för grova skärningar. Ingen annan skärtteknik matchar denna flexibilitet vad gäller materialet.
För värme-känsliga applikationer blir valet tydligare. Laserskärning genererar koncentrerad termisk energi som kan deformera tunna material eller skapa hårdade zoner i metaller. Vattenstrålskärning ger en satinslät kant utan termisk deformation, vilket gör den att föredra för luft- och rymdfartskomponenter, medicintekniska apparater och material där metallurgiska egenskaper måste förbli oförändrade.
Kompromissen? Hastighet och kostnad. Tester visar att plasmaskärning av 1 tum tjockt stål går ungefär 3–4 gånger snabbare än vattenskärning, med driftkostnader som är cirka hälften så stora per fot. Kompletta vattenskärsystem kostar cirka 195 000 USD jämfört med 90 000 USD för motsvarande plasmaanläggningar. För de flesta metallverkstäder som fokuserar på stål och aluminium ger ofta plasma eller laser bättre avkastning på investeringen – men vattenskärning förblir oumbärlig tack vare sina unika egenskaper.
Gör rätt teknikval för ditt projekt
Efter att ha granskat dessa tekniker blir en sanning tydlig: det finns ingen enda "bästa" skärmetod. Varje metod utmärker sig i specifika scenarier.
Välj laser och CNC-laserskärning när:
- Du behöver komplicerade designmed fina detaljer på tunna material
- Kantkvalitet är viktig och du vill ha minimal efterbearbetning
- Produktionshastighet på plåtmaterial är en prioritering
- Täta toleranser (±0,1 mm eller bättre) krävs
Välj vattenstråle då:
- Materialet inte tål värme (luft- och rymdfarkostlegeringar, värmebehandlade metaller)
- Du skär icke-metaller som sten, glas eller kompositmaterial
- Tjockleken överstiger en tum
- Värmeinfluerade zoner är oacceptabla för ditt ändamål
Välj plasmaskärning när:
- Tjocka ledande metaller (stål, aluminium, koppar) dominerar ditt arbete
- Budgetbegränsningar är viktigare än kantfinish
- Hastighet vid skärning av tjocka plåtar väger tyngre än kraven på precision
- Söker plasma-skärning i min närhet med snabb leverans för konstruktionsarbete
Välj CNC-fräsning när:
- Komplexa tredimensionella former krävs
- Täta eller tjocka material kräver exakt bearbetning
- Kraven på ytkvalitet innebär efterbehandling efter skärning
- Applikationerna kräver borttagning av material från massiva block snarare än plåtskärning
Många framgångsrika tillverkningsverkstäder integrerar till slut flera teknologier – och med god anledning. Att börja med det system som hanterar dina vanligaste projekt är rimligt, men att utöka kapaciteten successivt gör att du kan möta bredare kundbehov.
Att förstå vilken teknik som passar ditt projekt är en del av pusslet. Likas viktigt är att veta vad dessa tjänster faktiskt kostar och hur prissättningen fungerar – ett ämne som ofta frustrerar nybörjarkunder som söker transparens.
Förståelse av kostnader och prispåverkande faktorer vid laserbeskärning
Om du någonsin har sökt efter en laserskärningstjänst i närheten av mig och känt dig frustrerad av vag information om priser, är du inte ensam. Till skillnad från att köpa en produkt från hyllan varierar kostnaderna för laserskärning kraftigt beroende på dussintals variabler – och de flesta leverantörer publicerar inte fasta prislistor av goda skäl.
Att förstå vad som påverkar ditt slutgiltiga pris ger dig möjlighet att fatta smartare beslut, optimera dina konstruktioner för kostnadseffektivitet och kommunicera effektivt när du begär ett offertförslag för laserskärning. Låt oss gå igenom de faktorer som faktiskt avgör vad du kommer att betala.
Vad påverkar ditt slutgiltiga pris
Varje laserskärningsprojekt är unikt, men beräkningen av kostnaden följer förutsägbara mönster. Enligt Komacuts prisanalys inkluderar de främsta faktorerna materialtyp, materialtjocklek, konstruktionskomplexitet, skärningstid, arbetskostnader och efterbehandlingsprocesser. Här är hur varje element påverkar dina kostnader för laserskärning:
- Materialtyp och kostnad: Olika material har olika grundkostnader – rostfritt stål är dyrare än mäkert stål, och speciallegeringar kräver premiumpriser. Råmaterialkostnaden utgör grunden för varje offert
- Materialtjocklek: Tjockare material kräver mer energi, långsammare skärhastigheter och ökad maskinslitage. En 1 mm tjock ståldel kan skäras på en till tre sekunder, medan tjockare material kräver avsevärt mer tid och högre energiförbrukning
- Designkomplexitet: Intrikata mönster med många utskärningar kräver fler genomstickningspunkter – var och en adderar skärtid. Enligt branschdata ökar fler genomstickningspunkter och längre skärvägar direkt kostnaderna på grund av förlängd maskindrift
- Total skärväglängd: Laserstrålen måste följa varje linje i ditt design. Fler skärningar innebär mer tid, och tid motsvarar pengar när maskiner kör för 60–100+ USD per timme
- Krav på sekundär efterbehandling: Avkantning, polering, slipning, pulverbeläggning eller monteringsarbete lägger till arbetsinsats, maskintid och material till din totala kostnad
- Leveranstid: Urgentbeställningar innebär vanligtvis en extra kostnad på 20–50 % för arbete utfört samma dag eller under helgen. Standardleveranstider håller kostnaderna lägre
Smart design-tips: Att minska antalet utskärningar och förenkla geometrier kan sänka dina kostnader avsevärt utan att påverka funktionen negativt.
Kostnader för prototyper jämfört med besparingar vid större produktionsvolymer
En av de vanligaste frågorna kunder ställer: varför är kostnaden per styck för min enskilda prototyp så mycket högre än för serietillverkade delar? Svaret ligger i hur kostnaderna fördelas över volymen.
Varje laserskärningsuppdrag medför fasta installationskostnader oavsett antal – filförberedelse, maskinprogrammering, materialinläsning och kvalitetskontroll sker oavsett om du skär en del eller tusen delar. När du beställer en enskild prototyp bär du 100 % av dessa installationskostnader. Beställ 100 delar, och samma installationskostnad fördelas över alla enheter.
Ekonomiken fungerar så här:
- Prototypserier (1–10 stycken): Installationskostnader dominerar din pris per enhet. Förvänta dig högre laseravskärningskostnader per styck, men lägre total investering för projektet vid testning av koncept
- Små serieproduktion (10–100 stycken): Installationskostnaderna börjar spridas på ett meningsfullt sätt. Denna optimala volym är ofta rimlig för begränsade upplagor, specialkomponenter eller marknadsundersökning
- Produktionsvolym (100+ stycken): Fast kostnad blir försumbar per enhet. Materialutnyttjandet förbättras genom optimerad placering, och leverantörer kan erbjuda volymrabatter både på maskintid och material
Effektiv placering – att ordna delar tätt tillsammans på materialplåtarna – blir allt mer värdefull vid högre volymer. Enligt branschens bästa praxis minimerar avancerad placeringssmjsoftware materialspill, minskar avskärningstiden och sänker kostnaden per styck avsevärt för produktionsomgångar.
Många laserstänsserviceföretag i min närhet och inom branschen kräver inte minimibeställningar, vilket gör prototypframställning tillgänglig. Att förstå kostnadsstrukturen hjälper dock dig att göra realistiska budgetplaneringar för olika projektfaser.
Få exakta offerter snabbt
Klar att få verkliga siffror för ditt projekt? De flesta verkstäder erbjuder system för omedelbara offertberäkningar för laserstänning via sina webbplatser, men noggrannheten i de automatiserade offertberäkningarna beror i hög grad på den information du anger. Så här förenklar du processen:
- Skicka in rena, korrekt formaterade filer: DXF-filer med slutna banor och korrekta mått gör att automatiserade offertberäkningssystem kan beräkna skärningstiden exakt. Fel utlöser manuell granskning och fördröjningar.
- Ange exakta material: "Stål" räcker inte – ange kvalitet (rostfritt stål 304, mjukstål A36 osv.), tjocklek samt eventuella särkrav som förbehandling eller certifieringar.
- Ange kvantiteter tydligt: Inkludera behov av prototyper samt förväntade produktionsvolymer. Vissa verkstäder erbjuder trappad prissättning som visar hur kostnaderna minskar vid olika kvantitetsnivåer.
- Observera alla krav på avslutning: Andra bearbetningssteg, till exempel avkantning, böjning, svetsning eller beläggning, påverkar den totala kostnaden. Att ange dessa redan från början förhindrar oväntade tillägg senare
- Kommunicera förväntningar kring tidsplanen: Standardleveranstid håller kostnaderna lägre. Om du behöver expedierad leverans bör du nämna det tidigt så att leverantörer kan lämna ett prisförslag som motsvarar detta
När du jämför offertförslag från flera leverantörer måste du säkerställa att du utvärderar ekvivalenta specifikationer. Ett betydligt lägre pris kan tyda på olika materialklasser, andra toleransantaganden eller uteslutna avslutningssteg. Ställ förtydligande frågor innan du binder dig – öppna leverantörer välkomnar sådana samtal.
Att förstå grunden för prissättning gör att du kan budgetera korrekt och optimera dina konstruktioner för kostnadseffektivitet. Men kostnad är bara en aspekt – att veta vilka branscher som använder dessa tjänster och hur de tillämpar tekniken kan ge inspiration till nya möjligheter för dina egna projekt.

Branscher och tillämpningar som använder laserskärning
Nu när du förstår prisdynamiken kan vi undersöka var denna teknik faktiskt tillämpas. Från fabriksgolv där tusentals bilkomponenter tillverkas till garageverkstäder där unika konstverk skapas – laserskärning används i en anmärkningsvärd mångfald av tillämpningar. Att se hur olika branscher utnyttjar dessa möjligheter kan väcka idéer för dina egna projekt.
Mångsidigheten hos industriell laserskärning sträcker sig långt bortom vad de flesta människor föreställer sig. Enligt branschundersökningar från Accurl har lasertekniken omvandlat sektorer som sträcker sig från luft- och rymdfartsindustrin till smyckesdesign – var och en med olika krav på precision, material och produktionsvolym.
Bil- och transporttillämpningar
När du tänker på laserskärning av metall i praktiken utgör bilindustrin en av de mest krävande testmiljöerna. Precision och konsekvens är inte valfritt här – det är krav som påverkar fordonets säkerhet och prestanda.
Modern fordonstillverkning är i hög grad beroende av laserskärning av plåt för komponenter som måste uppfylla strikta toleranser varje enskild gång. En laserskärare för plåt hanterar allt från strukturella element till dekorativa kantlistor:
- Chassidelar: Ramförstärkningar, tvärbalkar och strukturella fästen som kräver konsekvent dimensionell noggrannhet över tusentals enheter
- Karossdelar: Dörrpaneler, stötfängardelar och inredningsdetaljer där kvaliteten på kanterna påverkar passform och ytkvalitet
- Avgassystemdelar: Värmesköldar, monteringsfästen och rördelar av rostfritt stål
- Upphängningselement: Styrarmsdelar, fjäderfästen och justeringsfästen som kräver strikta toleranser
- Motorrumsdelar: Ventiltäck, insugsgasmanifolder och tillbehörsfästen av aluminiumlegeringar
Järnvägs- och transportsystemsektorn drar likaså nytta av laserskärning av metallplåt för tågkomponenter, spårvagnsdetaljer och infrastrukturdelar. Enligt SENFENG:s branschanalys , höghållfast stål och aluminiumlegeringar som bearbetas med fiberlasersystem säkerställer tillförlitligheten och säkerheten som dessa applikationer kräver.
Från prototyper till produktionsserier
Vad som gör laserskärning särskilt värdefull inom olika branscher är dess skalbarhet – samma teknik som används för att tillverka en enda prototyp kan ökas i skala för att möta produktionsbeställningar på flera tusen enheter.
Rymd- och försvarsindustri: Få branscher kräver större precision än luft- och rymdfarten. Rörlaserskärningstjänster tillverkar strukturella element, motorhuskomponenter och flygplansfästen av titan, höghållfast stål och specialaluminiumlegeringar. Teknikens förmåga att bibehålla materialens hållfasthet vid skärning är avgörande när komponenter måste fungera under extrema förhållanden.
- Strukturella flygplansfästen och förstärkningar
- Motorhuskomponenter
- Satellit- och rymdfarkostdelar
- Skyddsplåt och komponenter för försvarsfordon
Elektronik och kapslingar: Miniaturiseringstrenden inom elektronik kräver skärningsförmåga som motsvarar minskande komponentstorlekar. Lasersystem skapar precisa utskärningar för ventilation, monteringshål och kabelföring i serverskåp, styralägor och höljen till konsumentprodukter.
- Datamatscentralens skal och komponenter till serverskåp
- Utskärningar i styralägor för strömbrytare och displayar
- EMI Shielding Components
- Kylflänsmonteringar
Skyltar och skyltar: Reklambranschen använder laserskärning för att skapa uppmärksammade tredimensionella skyltar. Kanalbokstäver, metalllogotyper, ljusboxpaneler och dekorativa displayar får alla fördel av teknikens förmåga att hantera komplexa mönster med rena kanter. Enligt branschexperter ger fiberlasrar med liten till medelstor effekt (1000 W–3000 W) den nödvändiga noggrannheten för intrikata teckensnitt och detaljerade grafiska motiv.
Arkitektoniska element: Modern arkitektur inkluderar alltmer anpassat metallarbete—dekorativa skärmar, räcken, fasadpaneler och inredningsavdelningar som omvandlar funktionella element till designuttryck. Rostfritt stål, koppar och aluminiumplåtar omvandlas till intrikata mönster som definierar samtida utrymmen.
Kreativa och konstnärliga laserstansprojekt
Här är det intressant för enskilda skapare. En laserskärningstjänst för hobbyister öppnar möjligheter som tidigare var förbehållna industriella tillverkare—och tillämpningarna begränsas endast av fantasin.
Enligt Full Spectrum Lasers projektdokumentation , hobbyister och konstnärer använder laserteknik inom ett imponerande brett spektrum av kreativa tillämpningar:
- Smycken och tillbehör: Intrikata örhängen, hängen och dekorativa föremål skurna ur akryl, trä eller tunna metaller
- Hemdekoration: Anpassad väggkonst, lagerade skulpturer, personliga gåvor och funktionella föremål som underläppar och brickor
- Modelltillverkning: Arkitekturmodeller, miniatyrspelsterräng och skalmodeller med exakt detaljering
- Möbelkomponenter: Anpassade lådhandtag, dekorativa inlägg och strukturella element för hantverksprojekt
- Evenemangs- och bröllopsartiklar: Platskort, kaktoppningar, anpassade inbjudningar och minnesartiklar
Hantverkscommunityn har särskilt omfamnat CO2-lasersystem för arbete med trä, akryl och läder. Dessa material skärs rent med minimal efterbearbetning, vilket gör dem idealiska för projekt som sträcker sig från enkla prototyper till färdiga produkter som är redo att säljas.
Vad som skiljer professionella resultat från amatörförsök handlar ofta om förståelse för materialens egenskaper och korrekt filförberedelse – kunskap som du redan har förvärvat i tidigare avsnitt av den här guiden.
Oavsett om du är en tillverkare som söker produktionsstorskaliga möjligheter eller en entusiast som utforskar kreativa möjligheter, är samma grundläggande teknik tillämpbar för båda ändar av spektrumet. Den avgörande skillnaden ligger i att hitta en tjänsteleverantör vars utrustning, expertis och kvalitetsstandard motsvarar dina specifika krav – ett ämne som är värt att undersöka ingående innan du lämnar någon beställning.
Hur man väljer rätt laserbeskärningstjänstleverantör
Du har undersökt laser-teknologier, material, filförberedelse och kostnadsfaktorer. Nu kommer det beslut som sammankopplar allt: att välja en tjänsteleverantör som faktiskt kan leverera resultat som uppfyller dina förväntningar. Detta val påverkar allt från delens kvalitet till projektets tidsplan – gör rätt val, och din tillverkning går smärtfritt; gör fel val, och du står inför förseningar, omarbetning och frustration.
Att hitta tjänster för metalllaserstädning som stämmer överens med dina specifika behov kräver mer än en snabb sökning på internet efter "laserstädning i min närhet". Utvärderingsprocessen kräver noggrann avvägning av tekniska möjligheter, kvalitetssystem och kommunikationsrutiner. Låt oss gå igenom ett systematiskt tillvägagångssätt för att granska potentiella partners.
Utvärdera teknik och materialmöjligheter
Inte alla laserfabrikationsverk använder samma utrustning eller betjänar samma marknader. Enligt California Steel Services är det första steget vid valet av leverantör att säkerställa att de faktiskt kan arbeta med ditt önskade material – olika tjänster specialiserar sig på att skära olika material, från metaller och plaster till trä och glas.
När du utvärderar CNC-laserstädningstjänster bör du gräva djupare in i detaljerna kring deras utrustning:
- Laser typ och effekt: Använder de CO2-, fiber- eller båda typerna av lasrar? Fiberlasrar med högre effekt (i spannet 6 kW–12 kW) hanterar tjockare metaller och reflekterande material som system med lägre effekt inte klarar av
- Bäddstorlek och kapacitet: Större bord kan ta emot större delar och möjliggör mer effektiv nästning för produktionsomgångar. Vissa tjänster för precisionslaserbegränsning använder bord som är längre än 25 fot
- Precisionsspecifikationer: Kvalitetsleverantörer publicerar sina toleranser – sök efter kapacitet på ca ±0,0005 tum för precisionsarbete
- Materialtjockleksspann: Verifiera att de kan hantera just din specifika plåttjocklek (gauge) eller plåt-tjocklek, inte bara materialtypen
En stållaserbegränsningstjänst kan vara särskilt skicklig på kolstål men sakna erfarenhet av rostfritt stål eller aluminiumlegeringar. På samma sätt ger en verkstad som fokuserar på laser-rörskärningstjänster specialiserad expertis för runda, kvadratiska och rektangulära rör, vilket anläggningar med endast plattbädd inte kan matcha. Fråga specifikt om deras erfarenhet av din materialtyp – att välja en tjänst med dokumenterad expertis säkerställer bättre resultat.
Varför certifieringar är viktiga för kvalitetssäkring
Kvalitetssäkring skiljer professionella leverantörer av metalllaserbeskärning från verkstäder som helt enkelt äger laserutrustning. Enligt Wrightforms utvärderingsguide avslöjar frågor om kvalitetskontrollprocesser hur allvarligt en leverantör tar dimensionell noggrannhet, materialverifiering och delkonsekvens.
För industriella applikationer – särskilt inom bilindustrin, luft- och rymdfarten samt medicinteknik – ger certifieringar objektiv validering av kvalitetssystem:
- IATF 16949: Bilindustrins standard som visar på omfattande kvalitetsledningssystem. Tillverkare som Shaoyi (Ningbo) Metallteknik underhåller denna certifiering specifikt eftersom bilindustrins kunder av chassin, upphängning och strukturella komponenter kräver verifierade kvalitetsprocesser
- ISO 9001: Den grundläggande kvalitetsledningscertifieringen som indikerar dokumenterade rutiner och praktiker för kontinuerlig förbättring
- AS9100: En certifiering specifikt för luft- och rymdfartsindustrin, som krävs för leverantörer av komponenter till försvars- och flygindustrin
- ISO 13485: En certifiering för tillverkning av medicintekniska produkter med strikta spårbarhetskrav
Varför är certifieringar praktiskt taget viktiga? De indikerar att leverantören följer dokumenterade kontrollförfaranden, underhåller kalibrerad utrustning och kan demonstrera spårbarhet genom hela produktionsprocessen. För kritiska applikationer eliminerar samarbete med certifierade tillverkare osäkerheten kring om delar konsekvent kommer att uppfylla specifikationerna.
Utöver certifieringar bör du fråga om specifika kvalitetskontrollåtgärder: Utför de dimensionskontroller? Vilken mätutrustning använder de? Hur hanterar de verifiering av material? Transparenta leverantörer välkomnar dessa frågor – undvikande svar tyder på potentiella kvalitetsbrister.
Frågor att ställa innan du lägger din beställning
Innan du ingår något avtal med en leverantör bör du samla in den information som krävs för att fatta ett informerat beslut. Använd denna steg-för-steg-begransningslista för att systematiskt bedöma potentiella partners:
- Bekräfta materialkompatibilitet och erfarenhet: "Vilka material bearbetar ni regelbundet, och vilka tjocklekar kan ni hantera för [ert specifika material]?" Sök efter leverantörer med demonstrerad expertis inom er materialtyp – inte bara teoretisk kapacitet
- Verifiera teknikspecifikationer: "Vilka lasertyper använder ni, och vilka effektnivåer har ni?" För metallbearbetning indikerar fiberlasrar i 6 kW+-intervallet en betydande kapacitet. Vissa leverantörer, som California Steel Services, använder fiberlasrar i intervallet 6–12 kW med en noggrannhet på ±0,0005 tum
- Förstå leveranstidskapaciteten: "Vad är er standardleveranstid, och erbjuder ni snabba alternativ?" Produktionskapaciteten varierar kraftigt – vissa verkstäder kan hantera brådskande beställningar inom några dagar, medan andra kräver veckor
- Granska kvalificeringscertifikat: "Vilka certifieringar har ni, och kan ni lämna dokumentation?" För automotivapplikationer visar IATF 16949-certifiering—till exempel den som Shaoyi underhåller för sin snabba prototypframställning och automatiserade produktion—den kvalitetsinfrastruktur som allvarliga projekt kräver
- Bedöm tillgängligheten av designstöd: "Ererbjuder ni granskning av filer eller hjälp med designoptimering?" Enligt branschens bästa praxis kan företag som erbjuder designstöd hjälpa till att förbättra projekt och undvika kostsamma fel
- Klara upp ytterligare tjänstekapaciteter: "Ererbjuder ni sekundära operationer såsom avkantning, böjning, ytbehandling eller montering?" Leverantörer med helhetslösningar förenklar logistiken och säkerställer konsekvens över alla produktionsfaser
- Utvärdera kommunikationsrespons: "Hur lång tid tar det vanligtvis att få ett offertförslag?" Leverantörer som ger snabba svar—vissa levererar offertförslag inom 12 timmar—demonstrerar en kundinriktning som oftast fortsätter genom hela projektet
- Kontrollera skalbarheten: "Kan ni hantera både prototypkvantiteter och produktionsvolymer?" Flexibla leverantörer anpassar sig till tillväxt utan att du behöver hitta nya partners när dina behov förändras
- Förstå geografiska överväganden: "Var ligger ni, och vilka fraktalternativ erbjuder ni?" Närliggande läge minskar fraktkostnader och transporttider, även om många tjänster för precisionslaserstädning effektivt kan skicka varor landet runt
- Begär referenser eller provexemplar: "Kan ni ge exempel på liknande arbete eller kundreferenser?" Kvalificerade leverantörer delar gärna med sig av sitt spår – tvekan kan tyda på begränsad relevant erfarenhet
Yrkesmässigt tips: Bästa indikatorn på framtida prestanda är tidigare beteende. Begär referenser från kunder med liknande projektkrav och kontakta dem innan du placerar större beställningar.
Kommunikationskvaliteten under offertprocessen förutsäger ofta hela arbetsrelationen. Leverantörer som svarar snabbt, besvarar frågor utförligt och proaktivt identifierar potentiella problem visar den uppmärksamhet som håller projekt på spåret. Omvänt förbättras sällan långsamma svar och vagt formulerade svar under försäljningsfasen när produktionen börjar.
För högvolymsapplikationer inom bilindustrin eller industriområdet, där konsekvent kvalitet krävs för tusentals delar, blir utvärderingskriterierna ännu striktare. Omfattande DFM-stöd (Design for Manufacturability), snabb prototypframställning och certifierade kvalitetssystem skiljer kompetenta partners från grundläggande skärjtjänster. Tillverkare som erbjuder snabb prototypframställning på fem dagar tillsammans med automatiserad massproduktion – stött av IATF 16949-certifiering som bekräftar deras kvalitetspåståenden – tillhandahåller den pålitlighet som dessa krävande applikationer kräver.
Att ta tid på sig för att ordentligt utvärdera potentiella partners innan man lämnar beställningar förhindrar den kostsamma cykeln av felaktiga delar, försenade tidsfrister och byten av leverantörer. Checklisten ovan ger en ram—anpassa den efter dina specifika krav och tveka inte att ställa följdfrågor tills du är säker på ditt val.
Vanliga frågor om laserstansverkstäder
1. Vilka material kan en laserstansverkstad arbeta med?
Professionella laserstansverkstäder hanterar ett brett utbud av material, inklusive metaller (stål, rostfritt stål, aluminium, koppar, mässing), plast (akryl, POM/Delrin), trä (hårdträ, mjukträ, plywood, MDF), tyg, papper och kartong. Fiberlasrar är särskilt effektiva vid skärning av metaller, medan CO2-lasrar fungerar bäst för organiska material som trä och akryl. Vissa material, till exempel PVC och ABS, bör dock undvikas på grund av utsläpp av giftiga gaser.
2. Hur mycket kostar laserbeskärning?
Kostnaderna för laserskärning beror på flera faktorer: materialtyp och tjocklek, designkomplexitet (antal utskärningar och längden på skärningsbanan), beställd kvantitet, ledtid och krav på efterbehandling. Prototypserier kostar mer per styck på grund av fasta installationskostnader, medan produktionsvolymer på 100+ styck minskar kostnaden per styck avsevärt. De flesta verkstäder erbjuder omedelbara onlineoffertar när du laddar upp korrekt formaterade designfiler.
3. Vad är skillnaden mellan CO2- och fiberlaserklippning?
CO2-lasrar använder en koldioxidgasblandning som genererar en våglängd på 10,6 mikrometer, vilket gör dem idealiska för icke-metaller som trä, akryl, glas och textilier. Fiberoptiska lasrar genererar en våglängd på 1,064 mikrometer med upp till 100 gånger högre intensitet och är särskilt lämpliga för skärning av metaller, inklusive reflekterande material som aluminium och koppar. Fiberoptiska lasrar kräver också mindre underhåll och har en driftslivslängd på över 25 000 timmar.
4. Vilka filformat accepterar laserskärningsverkstäder?
De flesta laserstansningsverkstäder accepterar vektorfilformat inklusive DXF (den universella standarden), AI (Adobe Illustrator), SVG, PDF (med vektorgrafik) och DWG (AutoCAD). Rasterbilder som JPEG eller PNG kan inte användas direkt. Dina designfiler bör ha slutna banor, inga överlappande linjer, korrekt skala och enheter samt text som omvandlats till konturer för att bearbetningen ska lyckas.
5. Hur väljer jag rätt leverantör av laserskärningstjänster?
Utvärdera leverantörer utifrån deras laserteknologi och effektnivåer, materialkunskap, kvalitetscertifieringar (IATF 16949 för fordonsindustrin, ISO 9001 för allmän kvalitet), leveranstider och kommunikationsresponsivitet. Fråga om deras specifika erfarenhet av ditt material, begär toleransspecifikationer och ta reda på om de erbjuder sekundärtjänster som avburkning eller ytbehandling. Tillverkare med IATF 16949-certifiering, t.ex. Shaoyi, erbjuder omfattande DFM-stöd och snabb prototypframställning för krävande applikationer.