 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Pulverlackerade stansade stålfjädrar: En viktig guide

TL;DR
Pulverlackering av stansade stålfästen är en utmärkt metod för att uppnå en mycket slitstark och korrosionsbeständig yta som överträffar traditionell färg. Processen är emellertid inte enkel. Det är absolut nödvändigt att helt demontera fästena och ta bort alla kulskenor och gummilager innan pulverlackeringen. Dessa komponenter tål inte de höga härdningstemperaturerna på cirka 400°F (200°C) och kommer att förstöras, vilket leder till komponentfel.
Varför pulverlackera stansade stålfästen?
När man renoverar eller uppgraderar ett fordonssuspension är ytbehandlingen av komponenter som fästen mer än bara kosmetisk. Pulverlackering är en process där ett torrt, fritt flödande pulver appliceras elektrostatiskt på en metallkomponent och sedan härds under värme. Denna metod skapar en hård yta som är avsevärt starkare och slitstarkare än konventionell färg, vilket gör den idealisk för slitaget bilkomponenter utsatta för hårda vägförhållanden.
Fördelarna med högkvalitativa reservdelar, ofta beskrivna med termer som "tvåstegig blank svart pulverlackerad yta", inkluderar överlägsen motståndskraft mot repor, skråmor, kemikalier och rost. Denna hållbarhet säkerställer att komponenterna inte bara ser bra ut i längre tid utan också är bättre skyddade mot korrosion som kan äventyra deras strukturella integritet över tiden. Stansad stål är ett vanligt material för originalutrustning (OEM) tappväxlar på grund av dess balans mellan hållfasthet och kostnadseffektiv tillverkning. Även om material som smidd stål erbjuder bättre utmattningsmotstånd och aluminium ger viktförlust, är stansat stål ett robust och pålitligt val för de flesta tillämpningar, vilket gör det till en perfekt kandidat för den förbättrade skyddseffekten av en pulverlackerad yta. För biltillverkare kräver uppnåendet av denna balans precisionsingenjörskonst, en specialitet hos företag som Shaoyi (Ningbo) Metal Technology Co., Ltd. , som tillhandahåller avancerade bilstansdelar från prototypframställning till massproduktion.
För att bättre förstå fördelarna, betrakta denna jämförelse mellan pulverlackering och traditionell målning av upphängningskomponenter:
| Funktion | Pulverlackering | Traditionell färg (spray/pensel) |
|---|---|---|
| Hållbarhet | Utmärkt motståndskraft mot repor, skråmor och slitage. | Benägen att spricka och skuras av vägdamm. |
| Korrosionsbeständighet | Skapar ett tjockt, oporöst skydd som är mycket effektivt mot rost. | Bra, men kan misslyckas om färglagret skadas. |
| Kemisk resistens | Mycket resistenta mot bromsvätska, bensin och andra fordonskemikalier. | Kan skadas eller lösas upp av hårda kemikalier. |
| Slutkvalitet | Enhetlig, tjock och konsekvent yta utan droppar eller rinnmärken. | Kvaliteten är starkt beroende av skicklighet; benägen att få droppar och ojämna lager. |
| Miljöpåverkan | Innehåller inga lösningsmedel och avger försumbara mängder flyktiga organiska föreningar (VOC). | Avger VOC i atmosfären. |
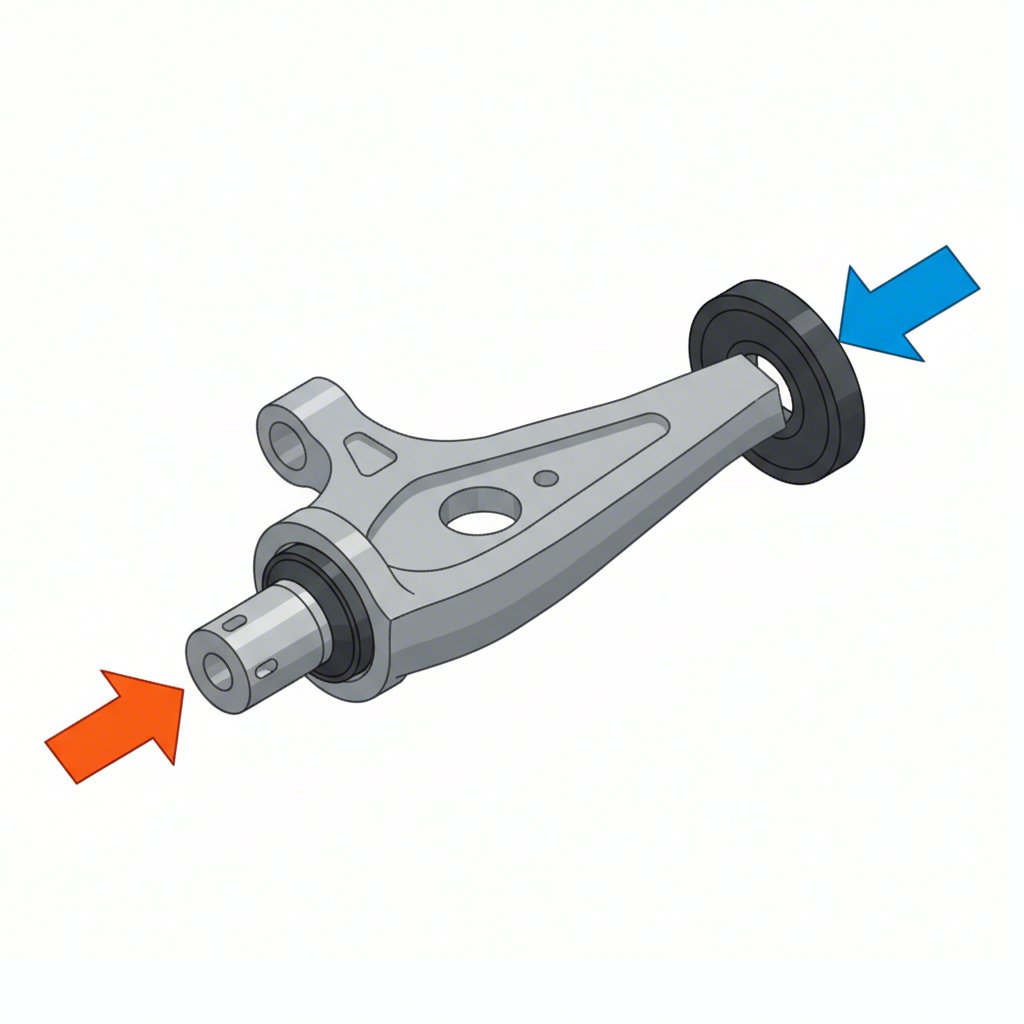
Den kritiska utmaningen: Hantering av ballkopplingar och gummilager
Det viktigaste och mest utmanande aspekten vid pulverlackering av styrleder är hanteringen av integrerade komponenter. Som användare ofta frågar på forum: vad gör man när ballkopplingen är pressad eller till och med svetsad? Svaret är entydigt: alla ballkopplingar, gummilager och icke-metalliska komponenter måste tas bort helt innan armarna placeras i härdugnen. Den höga värmen kommer att smälta gummilager och polyuretanlager samt förstöra tätningarna och fettet inuti varje ballkoppling.
Metoden för demontering beror helt på hur komponenterna är monterade:
- Utbytbara lager De flesta gummibojor eller polyuretanbojor pressas in i tvärarmen. De kan tas bort med en hydraulisk press eller, i vissa fall, försiktigt brännas ut. Efter beläggning måste nya komponenter, såsom polyuretanbojorna och krosshylsorna som nämns i satser från Cognito Motorsports , tryckas tillbaka på plats.
- Pressade kulleder: Enligt användare på Reddit har många övre tvärarmar en kulled som är pressad in i armen själv. För att ta bort denna krävs en kraftfull hydraulisk verkstadspres. Att försöka slå ut den med hammare kan skada tvärarmen. Efter beläggning måste en ny kulled tryckas tillbaka, vilket gör detta till ett lämpligt tillfälle för en 'utbytning av kulled i övre tvärarm'.
- Svetsade kulleder: Detta är det mest komplicerade scenariot, ofta förekommande på äldre fordon. Som diskuterats på Facebook kan en lödd ballek inte enkelt pressas ut. Processen kräver att den gamla leden skärs ut, området slipas jämnt och sedan tillverkas och svetsas en ny ballek på plats. Detta är en avancerad procedur som kräver betydande tillverknings- och svetsekunskaper.
Svårighetsgraden och de verktyg som krävs varierar kraftigt mellan dessa typer:
| Komponenttyp | Svårighetsnivå | Primära verktyg som krävs |
|---|---|---|
| Utbytbara tätningar | Medium | Hydraulisk press, lagring/tätningssats |
| Inpressade ballekar | Hård | Kraftfull hydraulisk press, lämpliga inpressningshylsor |
| Lödda ballekar | Experter | Vinkelslip, svetsutrustning, metallbearbetningsverktyg |
Steg-för-steg-guide för pulverlackering av styrvägsarmer (efter demontering)
När dina styrvägsarmer är helt av blottat metall, fria från alla leder och tätningar, kan pulverlackeringsprocessen påbörjas. Det är avgörande att följa dessa steg noggrant för att uppnå en professionell kvalitet och hållbar yta.
- Grundlig förberedelse: Detta är det viktigaste steget för god adhesion. Styrvägsarmarna måste reduceras till blottat metall. Detta sker vanligtvis genom strålning (till exempel sandstrålning eller kulsprängning) för att ta bort all rost, oxidskikt och gamla beläggningar. Eventuella återstående föroreningar kommer att förhindra att pulverlacken fäster korrekt. Efter strålningen måste delen avfettas med ett lösningsmedel för att ta bort eventuella oljor eller fingeravtryck.
- Maskering av kritiska ytor: Innan du applicerar pulver måste du täcka över områden som inte ska beläggas. Detta inkluderar inre ytor där lagringar pressas in, konformade hål för ballfogelstift och alla gängade hål. Högtemperaturtejp och silikontappar är speciellt utformade för detta ändamål.
- Pulverapplikation: Styrarmen hängs upp i en metallkrok för att säkerställa jordning. En specialiserad elektrostatisk spraypistol ger pulverpartiklarna en negativ elektrisk laddning. Eftersom styrarmen är jordad attraheras det laddade pulveret till den och fastnar på ytan, vilket skapar ett enhetligt lager.
- Urburning i ugn: Den belagda delen försiktigt flyttas till en särskild urbungsugn. Den värms till en specifik temperatur (vanligtvis cirka 400°F eller 200°C) under en bestämd tid. Värmen smälter pulveret, vilket gör att det kan rinna samman och bilda en jämn, sammanhängande film som härdat till en hård och slitstark yta.
För ett lyckat projekt behöver du en checklista med nödvändig utrustning:
- Säkerhetsutrustning: Andningsskydd, skyddsglasögon, handskar.
- Förberedelsverktyg: Tillgång till sandblästrum eller tjänst, avfettningsmedel.
- Maskeringsmaterial: Högtemperaturtejp, silikongnugg.
- Beläggningsutrustning: Elektrostatisk pulverladdningspistol, pulver efter val (t.ex. halvblank svart), en tryckluftskälla med filter/torkare.
- Härdningsutrustning: En dedikerad elugn tillräckligt stor för delarna (använd INTE köksugnen).
DIY eller professionell tjänst: En kostnads- och arbetsöversikt
Efter att ha förstått processen är det sista beslutet om man ska utföra jobbet själv eller anlita en professionell. Valet beror på din budget, tidsschema, tillgängliga verktyg och önskad kvalitet. En DIY-lösning ger tillfredsställelsen att lära sig en ny färdighet, men den första investeringen och inlärningskurvan kan vara betydande. En professionell tjänst ger ett garanterat resultat av hög kvalitet utan besväret.
Här är en översikt som hjälper dig att jämföra de två vägarna:
| Fabrik | DIY-metod | Professionell service |
|---|---|---|
| Kapitalintensiv kostnad | Hög initial investering i en pulverlackspistol, dedikerad ugn och skyddsutrustning (500–1000+ USD). | Ingen utrustningskostnad. Du betalar endast för tjänsten. |
| Kostnad per jobb | Låg, endast kostnaden för pulver och förbrukningsvaror efter den initiala investeringen. | Måttlig, vanligtvis 150–300 USD för ett par styrlänkar (inklusive förberedelse). |
| Kunskap & ansträngning | Kräver omfattande research, övning och noggrann förberedelse. Demontering/montering är fortfarande din uppgift. | Minimal ansträngning. Du lämnar in de demonterade delarna och hämtar den färdiga produkten. |
| Resultatets kvalitet | Varierar. Kan vara utmärkt med erfarenhet, men initiala resultat kan vara ojämna eller sakna hållbarhet. | Konsekvent hög kvalitet med professionell finish och maximal hållbarhet. |
| Tidsåtgång | Betydande tidsåtgång krävs för installation, förberedelse, påläggning, härdbildning och rengöring. | Snabb leveranstid, ofta inom några dagar. |
Om du väljer en professionell, se till att granska deras kvalitet. Fråga dem om deras process för att säkerställa att de utför de viktiga förberedelsestegen korrekt. Viktiga frågor inkluderar:
- Vad är er process för strålsanding och kemisk avlägsnande av beläggningar?
- Hur maskerar ni kritiska områden som tätningsskal och kulsnurrar?
- Vilket märke och typ av pulver använder du för chassikomponenter?
Vanliga frågor
1. Vad är skillnaden mellan stansade och smidda tvärspekar?
Stansade tvärspekar tillverkas genom att stålskivor pressas in i en form, ofta med två halvor som svetsas samman. Smidda tvärspekar skapas genom att värma metall och komprimera den i en form, vilket riktar metallens inre kornstruktur och resulterar i bättre hållfasthet och utmattningsmotstånd jämfört med stansade eller gjutna delar.
2. Vilket är det bästa metallen för fälgar?
"Bästa" metallen beror på användningsområdet. För tunga fordon eller prestandaanvändning med hög belastning är stålets naturliga hållfasthet och slitstyrka ofta det bästa valet. Det klarar betydande påfrestningar och är kostnadseffektivt. Aluminium är lättare, vilket minskar outfjädrad vikt för förbättrad köregenskap, men är vanligtvis dyrare.
3. Är stansade ståltvärspekar magnetiska?
Ja, styrarmar i stansad stål är magnetiska. Ett enkelt sätt att skilja mellan stål- och aluminiumfjädringsdelar är att använda en magnet. Om magneten fäster sig fast är komponenten tillverkad av stål (antingen stansat eller gjuten stål). Om den inte fäster sig är den av aluminium.