 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Väsentliga fördelar med progressiva former inom fordonsindustrin
TL;DR
Progressiv dieskärning är en mycket fördelaktig tillverkningsprocess för bilindustrin, främst därför att den erbjuder betydande kostnadsbesparingar vid produktion i stora serier. Denna metallformningsmetod möjliggör snabb tillverkning av stora mängder komplexa delar med exceptionell precision och konsekvens. De främsta fördelarna med progressiva dies inom bilapplikationer är oöverträffad produktionstakt, hög upprepbarhet mellan delar och minimerat materialspill, vilket gör det till en grundsten i modern fordonstillverkning.
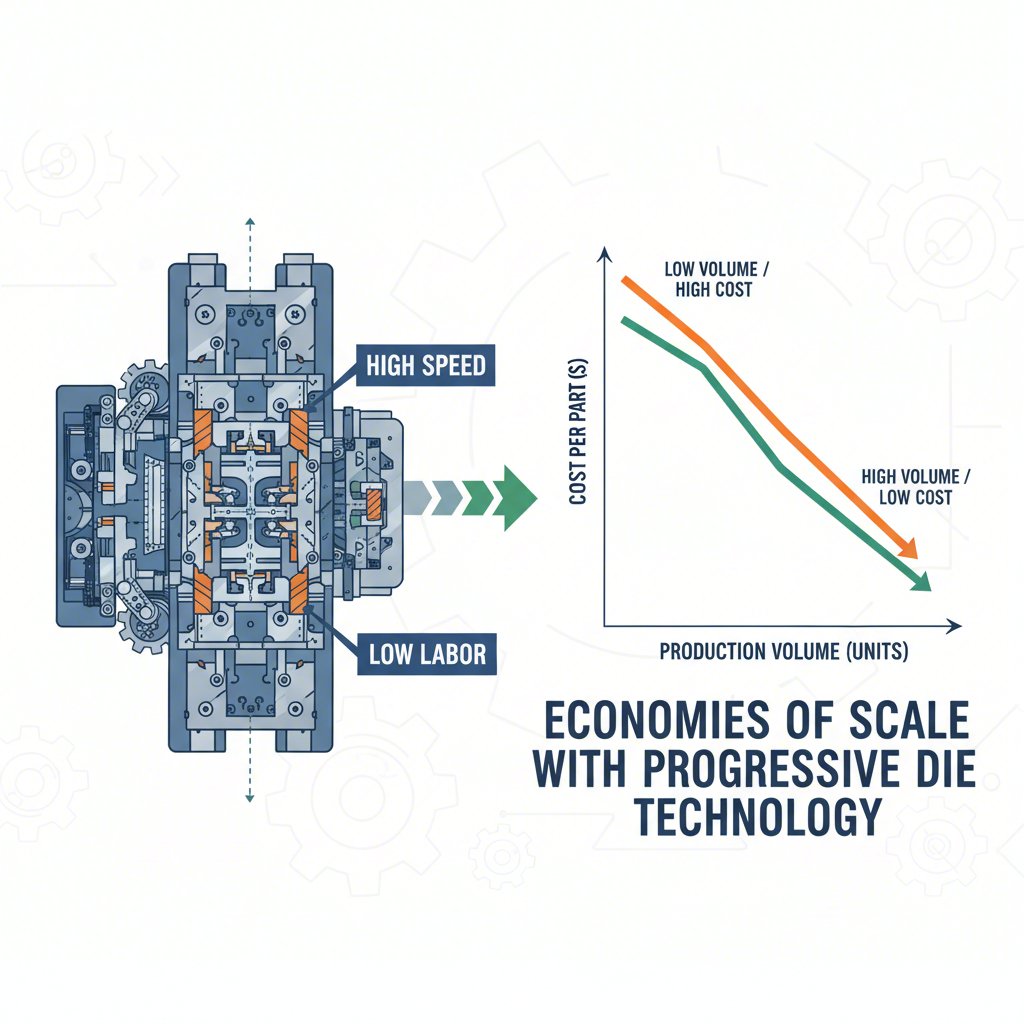
Den centrala ekonomiska fördelen: Kostnadseffektivitet vid storskalig produktion
Den främsta anledningen till att övergå till progressiv dieskärning inom bilindustrin är dess betydande påverkan på bottenlinjen. För produktion i medelstor till stor serie ger processen en avsevärt lägre kostnad per del jämfört med andra tillverkningsmetoder. Denna ekonomiska effektivitet är inte slumpartad; den är resultatet av flera sammankopplade faktorer som tillsammans strömlinjeformar produktionen och minskar kostnaderna. Den initiala investeringen i verktyg, som kan variera från under 10 000 USD till över 100 000 USD beroende på delens komplexitet, kompenseras snabbt av de betydande besparingar som uppnås under massproduktion.
De främsta orsakerna till dessa kostnadsbesparingar ligger i processens inneboende effektivitet. Eftersom en enda verktygssats utför flera operationer—som exempelvis skärning, böjning och punsning—i en kontinuerlig sekvens, minskar behovet av manuellt ingripande och flera maskininjusteringar avsevärt. Denna automatisering leder till lägre arbetskostnader och minimerar stilleståndstid mellan operationerna. Dessutom är processen utformad för optimal materialutnyttjande. Ingenjörer designar noggrant layouten av bandet för att placera delarna så tätt som möjligt, vilket avsevärt minskar mängden spillmetall som genereras.
När det jämförs med överföringsverktyg för stansning visar sig progressivt stansverktyg ofta vara mer ekonomiskt för stora mängder av mindre delar. Även om överföringsverktyg erbjuder flexibilitet genom att hantera enskilda delar, möjliggör den kontinuerliga påmatningen av en metallspole i progressiv stansning högre hastigheter och mindre manuell hantering, vilket direkt bidrar till dess kostnadseffektivitet vid massproduktion. Det gör det till den föredragna metoden för många komponenter inom bilindustrin där miljontals identiska delar krävs årligen.
Oöverträffad produktionshastighet och effektivitet
I den snabbt utvecklade världen av fordonsproduktion är hastighet en avgörande konkurrensfördel. Progressiv stansning mästerlig i detta avseende, där vissa maskiner kan tillverka hundratals eller till och med tusentals delar per minut. Denna otroliga hastighet uppnås eftersom råmaterialet, en metallspole, matas kontinuerligt och autonomt genom de olika stationerna i stansen. Vid varje nedslag i pressen fullbordas och expelleras en färdig del, vilket skapar en smidig och mycket effektiv produktionsflöde.
Denna kontinuerliga process är analog med en perfekt optimerad monteringslinje innesluten i ett enda verktyg. Det finns inga pauser för att flytta en del från en maskin till en annan, vilket är en vanlig flaskhals i andra processer. Resultatet är dramatiskt kortare genomloppstider, vilket gör att bilproducenter och deras leverantörer kan uppfylla strama produktionsplaner och snabbt svara på marknadens krav. Denna nivå av effektivitet är avgörande för att bibehålla takten i just-in-time-leveranskedjor som dominerar bilindustrin.
Jämfört med andra metoder som tandemverktygsstansning, som erbjuder flexibilitet för mycket stora eller komplexa delar, ger progressiva verktyg överlägsen hastighet för komponenter i hög volym. Denna operativa fördel accelererar inte bara produktionen utan förbättrar även den totala produktiviteten, vilket gör att tillverkare kan maximera produktionen från en enskild produktionslinje.
Exceptionell precision och konsekvens mellan delar
Bilindustrin kräver extremt strama toleranser och oavvikande kvalitet, eftersom även små avvikelser kan påverka fordonets säkerhet och prestanda. Progressiv dieskärning är känd för sin förmåga att leverera exceptionell konsekvens och precision över miljontals delar. Denna höga repeterbarhet är möjlig eftersom alla formskärnings- och skärstationer är fixerade inom ett enda, robust diesett. Metallbandet förs exakt genom varje station, vilket eliminerar variationer som kan uppstå när en del förflyttas mellan separata maskiner.
Denna inneboende precision säkerställer att varje tillverkad komponent är nästan identisk med den föregående. För fordonsapplikationer innebär detta att delar passar perfekt samman under monteringen, vilket minskar omarbete, minimerar spill från avvisade delar och säkerställer att slutprodukten uppfyller stränga kvalitetskrav. Möjligheten att tillverka komplexa geometrier i en enda process förstärker ytterligare dess värde, vilket möjliggör skapandet av intrikata komponenter som är både lätta och starka.
Denna nivå av pålitlighet är anledningen till att ledande tillverkare är beroende av denna process för kritiska komponenter. Till exempel, leverantörer som Shaoyi (Ningbo) Metal Technology Co., Ltd. specialiserar sig på anpassade stansverktyg för fordon, och utnyttjar precisionen i progressiv stansning för att tjäna OEM:er och Tier 1-leverantörer. Deras engagemang för standarder som IATF 16949 understryker betydelsen av kvalitetskontroll som denna tillverkningsmetod möjliggör. Denna konsekvens är avgörande för ett brett utbud av fordonsdelar, inklusive:
- Elanslutningar och kontakter
- Bultar och fästdon
- Sensorhållare och skärmar
- Komponenter för broms- och bränslesystem
- Strukturell förstärkning
Överlägsen designflexibilitet och materialoptimering
Progressiv dieskärning ger ingenjörer stor designfrihet samtidigt som den främjar material-effektivitet. Processen kombinerar flera metallbearbetningsoperationer—som böjning, prägling, djupdragning och perforering—till en enda, kontinuerlig sekvens. Detta möjliggör tillverkning av komplexa delar med många funktioner, vilket annars skulle kräva flera separata tillverkningssteg, vilket ökar både kostnad och produktionstid. Denna förmåga gör att konstruktörer kan utveckla innovativa komponenter optimerade för prestanda och viktreduktion.
En nyckelfördel är den mycket effektiva användningen av råmaterial. Processen börjar med en spole av metall, och layouten av delar på denna bandplaneras noggrant för att minimera spill. Även om ett bärremsa krävs för att styra materialet genom verket – och denna remsa i slutändan blir skräp – innebär möjligheten att placera delarna tätt tillsammans ofta mindre total materialspill jämfört med processer som stansar delar från enskilda plattor. Denna fokus på materialoptimering sänker inte bara kostnaderna utan stödjer även mer hållbara tillverkningsmetoder.
Det finns dock kompromisser att ta hänsyn till. Processen är mindre lämplig för djupdragna delar eller detaljer som kräver att material flödar från olika vinklar, vilket är en styrka hos överföringsverksstansning. Trots detta utgör kombinationen av designmångfald och materialbesparingar för ett stort antal fordonskomponenter en idealisk lösning som balanserar prestanda, kostnad och hållbarhet.
Vanliga frågor
1. Vilka är de främsta fördelarna med en progressiv stans?
De främsta fördelarna med en progressiv stans är dess hastighet, effektivitet och kostnadseffektivitet vid högvolymproduktion. Eftersom materialet automatiskt transporteras genom olika stationer i ett och samma verktyg kan den producera delar mycket snabbare än metoder som kräver manuell eller robotstyrd överföring mellan pressar. Detta leder till lägre arbetskostnader, hög repeterbarhet och minskad kostnad per del.
2. Vilka är nackdelarna med progressivstansning?
De främsta nackdelarna inkluderar höga initiala verktygskostnader, eftersom stansarna är komplexa och dyra att tillverka. Processen är också mindre flexibel för designändringar när verktyget väl är byggt. Dessutom, eftersom delen förblir fästad vid en bärremsa fram till den sista stationen, är vissa operationer som kräver fritt tillgång till delen inte möjliga utan sekundära processer.
3. Hur mycket kostar en progressiv dies?
Kostnaden för en progressiv stansform varierar kraftigt beroende på delens storlek och komplexitet. Verktygskostnader kan vara under 10 000 USD för små, enkla delar men kan lätt överstiga 50 000 eller till och med 100 000 USD för större och mer intrikata design. Den höga initiala investeringen motiveras vanligtvis av den låga kostnaden per del vid produktion i stora serier.
4. Vad är skillnaden mellan en enkel form och en progressiv stansform?
En enkel form utför endast en operation per pressslag, till exempel blankning eller böjning. En progressiv stansform däremot utför flera operationer samtidigt vid olika stationer inom samma verktyg. När en metallremsa matas genom formen formas den successivt i varje station, vilket gör att en komplett del kan tillverkas med vartenda pressslag, vilket gör processen mycket effektivare för komplexa delar och stora kvantiteter.