 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Viktig analys av formbarhet i plåt för att förhindra defekter
TL;DR
Analys av plåts formbarhet är en viktig ingenjörsprocess som används för att utvärdera en metals förmåga att formas till en komponent utan defekter som tunt drag eller sprickbildning. Den kombinerar fysiska tester och avancerade datorsimuleringar för att förutsäga hur materialet kommer att bete sig under stansprocessen. Denna förutsägande insikt är avgörande för att optimera verktygsdesign, minska tillverkningskostnader och säkerställa att den färdiga delen uppfyller stränga kvalitetskrav.
Förståelse av plåts formbarhet: Kärnbegrepp och betydelse
Inom tillverkning syftar formbarhet till en metallplåts förmåga att genomgå plastisk deformation och formas till en önskad komponent utan att brista. Processen att utvärdera denna förmåga kallas plåtformbarhetsanalys. Det är en grundsten inom modern metallstansning och ger ingenjörer den data som behövs för att överbrida klyftan mellan en digital design och en framgångsrikt tillverkad fysisk del. Huvudmålet är att förutse och förhindra vanliga formningsfel innan de uppstår, vilket sparar betydande mängder tid och resurser.
Betydelsen av denna analys kan inte överdrivas. Utan den riskerar tillverkare en pröva-och-fel-metodik som leder till höga spillnivåer, dyra verktygsändringar och produktionsförseningar. Viktiga defekter som formbarhetsanalys hjälper till att förhindra inkluderar halsning, vilket är den lokala tunnandet av materialet som föregår brott, och sprickbildning, där materialet helt brister. Genom att förstå ett materials gränser kan ingenjörer utforma mer effektiva processer och välja rätt legering för arbetet, och på så sätt balansera styrkekrav med tillverkningsmöjligheter.
En noggrann analys ger många fördelar som direkt påverkar ett företags bottenlinje och produktkvalitet. Genom att förutsäga materialflöde och spänningstoppar säkerställer analysen en robust och upprepbar tillverkningsprocess. Detta är särskilt viktigt med den ökande användningen av avancerade höghållfasta stål (AHSS) och aluminiumlegeringar, som erbjuder betydande viktsbesparingar men har mer komplexa omformningsbeteenden.
De viktigaste fördelarna inkluderar:
- Kostnadsminskning: Minimerar behovet av dyra och tidskrävande omarbetningar av stansverktyg och minskar materialspill från misslyckade delar.
- Förbättrad kvalitet: Säkerställer att komponenter tillverkas konsekvent och uppfyller alla geometriska och strukturella specifikationer.
- Snabbare tid till marknaden: Förkortar verktygsprovningsskedet genom att lösa potentiella problem redan i det virtuella designstadiet.
- Materialoptimering: Gör det möjligt att med tillförsikt välja och använda lättviktiga, högpresterande material utan att offra tillverkningsbarhet.
- Ökad designfrihet: Möjliggör skapandet av mer komplexa och ambitiösa komponentformer genom att ge en tydlig förståelse för materialets begränsningar.
Nyckelmetoder och tester för utvärdering av formbarhet
Utvärdering av plåtformbarhet innebär en rad olika tester, från traditionella mekaniska metoder till sofistikerade optiska system utan kontakt. Varje metod ger olika insikter i hur ett material kommer att bete sig under belastning i en omformningsprocess. Valet av test beror ofta på materialet, delens komplexitet och den precision som krävs.
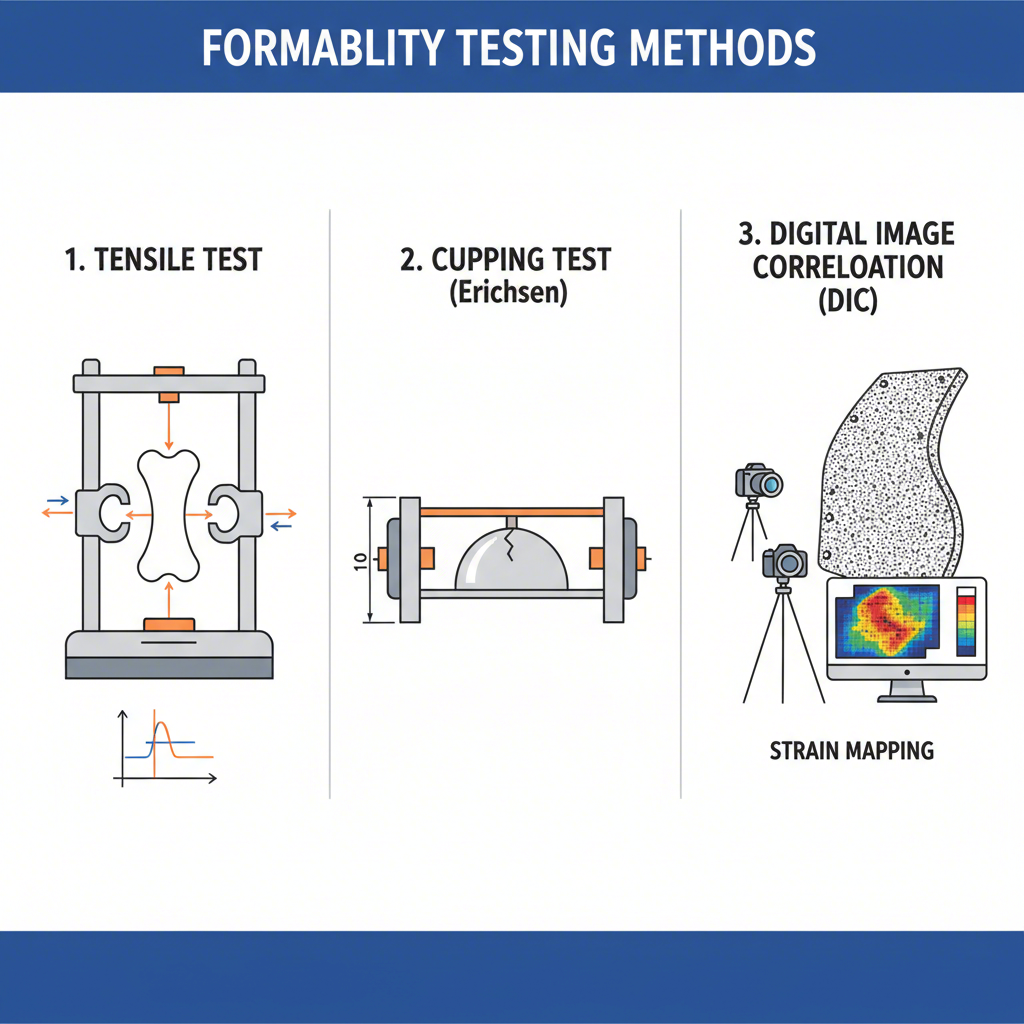
Traditionella metoder inleds ofta med dragprov i en axel. Detta grundläggande test drar ett materialprov tills det brister, och mäter egenskaper som total förlängning och kallförhårdningskoefficient (n-värde). Även om metoden är enkel och billig är dess huvudsakliga begränsning att den endast mäter spänning i en riktning, medan de flesta verkliga djupdragsoperationer innebär komplexa, biaxiala (tvåriktade) spänningar. För att bättre simulera dessa förhållanden använder ingenjörer tester som Erichsen-skoprost eller Nakajima-testet. I dessa förfaranden deformeras en fastklämd plåt till en kupolform med hjälp av ett verktyg, vilket ger en mer realistisk bedömning av formbarhet vid biaxial sträckning.
Mer nyligen har avancerade optiska 3D-mätsystem revolutionerat formbarhetsanalysen. Tekniker som digital bildkorrelation (DIC) ger en helhetsbild av deformationen. I denna metod appliceras ett rutnät eller prickmönster på metallplåten innan omformning. Under stansprocessen fångar högupplösta kameror bilder från flera vinklar. Specialiserad programvara analyserar sedan hur mönstret har deformeras och beräknar exakta huvud- och sidobelastningar över hela komponentens yta. Denna kontaktfria metod ger betydligt mer data än traditionella tester, vilket möjliggör exakt identifiering av kritiska belastningsområden.
Följande tabell jämför dessa vanliga metoder:
| Testmetod | Vad den mäter | Fördelar | Begränsningar |
|---|---|---|---|
| Draprovning | Förlängning, hållfasthet, n-värde | Enkel, billig, standardiserad | Enaxlig spänningsstatus är inte representativ för de flesta omformningsoperationer |
| Skåpbildning / Bultest | Kupphöjd vid brott, biaxiala töjningsgränser | Simulerar biaxiala sträckförhållanden | Tidskrävande, ger begränsade mätpunkter, kan påverkas av friktion |
| Optisk 3D-analys (DIC) | Heltäckande 3D-sträckning och deformation | Mycket noggrann, omfattande data, kontaktfri | Kräver specialiserad utrustning och programvara |
Avancerad analys: Modellering, simulering och haveriprediktion
Utöver fysisk provning är de kraftfullaste verktygen inom modern formbarhetsanalys beräkningsbaserad modellering och simulering. Med hjälp av finita elementmetoden (FEA) kan ingenjörer skapa en virtuell representation av hela pressningsprocessen. Detta inkluderar geometrin hos verktygen, egenskaperna hos plåten samt processparametrar som friktion och hållkraft för blankhållaren. Simulationen förutsäger sedan hur plåten kommer att flöda, sträckas och tunnas när den formas till den slutgiltiga delens geometri.
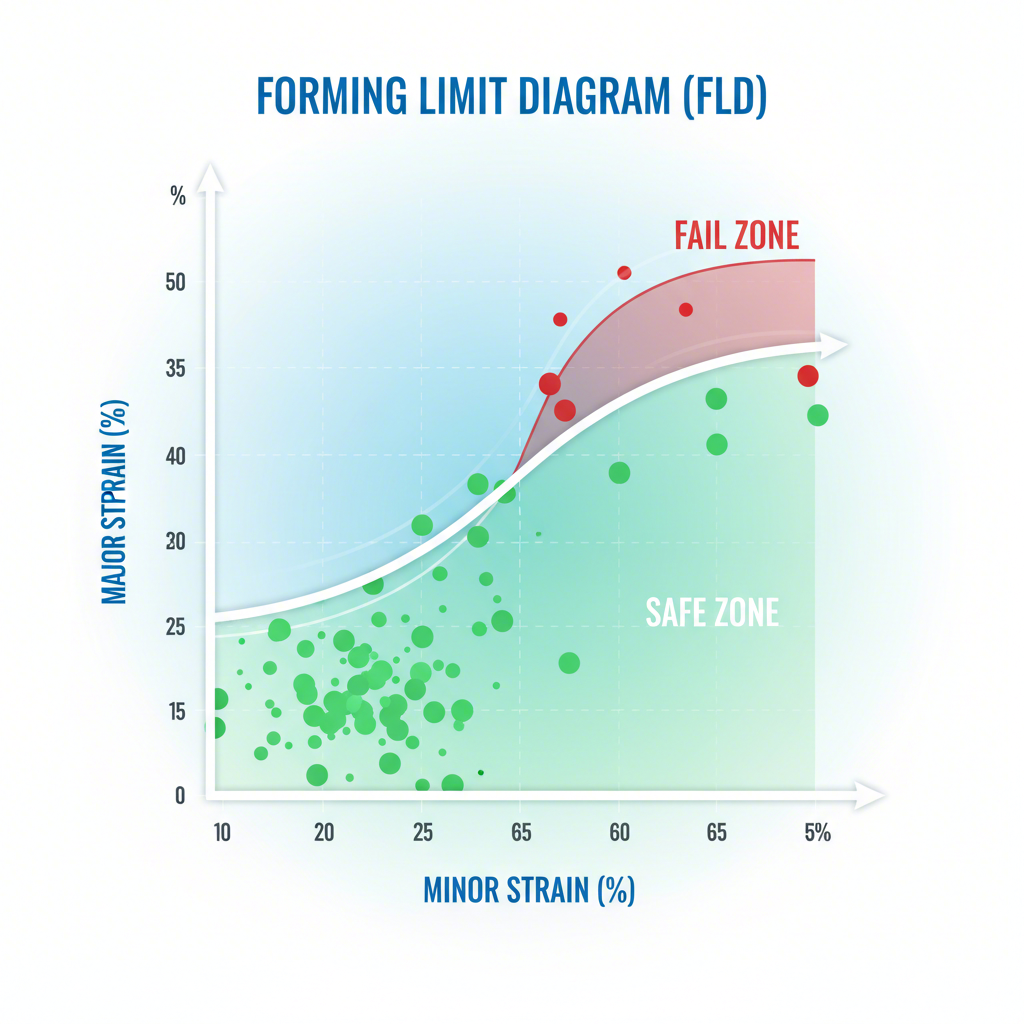
En central del av denna simulering är formningsgränsdiagrammet (FLD). FLD är en graf som definierar det säkra tillverkningsfönstret för ett specifikt material. Den avbildar majoritetsdeformation mot minoritetsdeformation, med en gränslinje känd som formningsgränskurvan (FLC) som skiljer acceptabel deformation från början av halsning och brott. Under en simulering beräknar programvaran deformationsstaten för tusentals punkter på komponenten och avbildar dem i FLD. Om punkter hamnar ovanför FLC indikerar det en hög risk för brott i det aktuella området, vilket kräver en förändring av konstruktionen.
Den traditionella FLD har dock begränsningar, särskilt för flerstegsprocesser eller när det gäller avancerade material. Som förklaras av branschexperter kan faktorer som oproportionerlig belastning (där spänningsvägen förändras under processen) och stabiliserande effekter av böjning över små radie ändra ett materiels verkliga formgräns. Avancerade ramverk för analys av formabilitet tar nu hänsyn till dessa effekter för att ge mer exakta felprognoser för komplexa delar. De ledande tillverkarna av komplexa komponenter, såsom experterna vid Shaoyi (Ningbo) Metal Technology Co., Ltd. , utnyttja avancerade CAE-simuleringar för att säkerställa precisionen hos stämpelmatriser för fordonstillverkning, vilket minskar ledtiderna avsevärt och förbättrar resultaten för OEM-tillverkare och Tier 1-leverantörer.
Fördelarna med att integrera simulering i konstruktionsprocessen är betydande:
- Virtuell prototypning: Minskar behovet av kostsamma och långsamma fysiska verktygsprov genom att först lösa problem på datorn.
- Designoptimering: Det gör det möjligt för ingenjörer att snabbt testa olika delar, verktygsdesign eller materialval för att hitta den mest robusta lösningen.
- Felet kan förutsägas: Förutspår inte bara sprickor och halsskärningar utan också rynkor, återvändo och yttre förvrängningar.
- Processeffektivitet: Hjälper till att optimera parametrar som tom form och pressstorlek för att minimera materialförbrukning och energiförbrukning.
Interpretation av resultat och tillämpning av bästa designpraxis
Det verkliga värdet av analysen av plåtformbarhet ligger i dess förmåga att generera praktiska insikter som styr tekniska beslut. Utgången från simuleringar är vanligtvis en färgkodad karta över delen, där olika färger representerar olika nivåer av belastning eller tunnning. Gröna områden är i allmänhet säkra, gult anger ett marginalt tillstånd nära bildningsgränsen och rött belyser kritiska zoner med hög sannolikhet för fel. Dessa visuella hjälpmedel gör det möjligt för ingenjörer att omedelbart identifiera problemområden.
När en simulering visar på ett potentiellt problem, ger analysen de uppgifter som behövs för att lösa det. Om en hög spänningskoncentration till exempel förutses nära ett vasst hörn, skulle konstruktionsrekommendationen vara att öka radievikten av det objektet. Detta fördelar stressen över ett större område och tar den tillbaka till den säkra zonen. Om det också är möjligt att se rynkor på en platt panel kan man justera kraftnivån på tomrummet eller lägga till dragkrokar för att bättre kontrollera materialflödet.
Detta datadrivna tillvägagångssätt är en grundläggande princip i Design for Manufacturability (DFM). Genom att i tidig design överväga principerna för formabilitet kan ingenjörer skapa delar som inte bara är funktionella utan också effektiva att tillverka. Detta proaktiva tillvägagångssätt undviker ändringar i design på ett sent stadium som kan spåra projektets tidsfrister och budgetar.
Här följer några av de viktigaste bästa designmetoderna som baseras på formabilitetsanalys:
- Använd generösa radier: Undvik skarpa inre och yttre hörn när det är möjligt. Större radie är ett av de mest effektiva sätten att förhindra lokal utspinning och sprickor.
- Håll ansiktsdrag borta från böjningar: Som en allmän riktlinje ska hål hållas minst 2,5 gånger materialets tjocklek plus böjningsradien bort från en böjningslinje. Detta hjälper till att förhindra att fastigheten förvränger sig under böjningsprocessen.
- Inkludera utdragsvinklar: För djupdrabbade delar minskar små vinklar på vertikala väggar friktionen och den kraft som krävs för att forma, vilket minskar risken för sprickor.
- Ange lämpliga toleranser: Använd geometrisk dimensionering och tolerans (GD&T) för att definiera acceptabla gränser för platthet, rakhet och andra egenskaper, med tanke på att formningsprocessen kommer att införa vissa variationer.
- Se materialdata: Utformningen och simuleringarna ska alltid baseras på exakta materialegenskaper, eftersom formen kan variera avsevärt även mellan olika slag av samma metall.
Vanliga frågor
1. Hur lätt kan en metall formas?
Formbarhet är förmågan hos ett plåt att plastiskt deformeras och formas till en komponent utan att utveckla defekter som sprickor eller hals. Det är främst påverkat av metallens duktilitet (dennes förmåga att sträcka sig) och dess spänningshärdningsförmåga, vilket påverkar hur jämnt den tunnnar under formningen.
2. För att Vilka är de vanliga formbarhetstesterna för plåt?
Vanliga tester är uniaxial dragningstest, som mäter grundläggande förlängning och styrka; cuppingstest (t.ex. Erichsen, Olsen) och bulge test som simulerar biaxial sträckning; och moderna icke-kontakt optiska 3D-analyssystem (DIC) som ger en full
3. För att Vad är 4T-regeln i plåtkonstruktion?
En vanlig designriktlinje anger att för att förhindra deformation bör en detalj som ett hål placeras på ett avstånd av minst 2,5 gånger materialets tjocklek plus böjradie från en böjlinje. Ett värde på '4T' används ibland för spår, men den fullständiga riktlinjen är vanligtvis 4 gånger tjockleken plus böjradie.
4. Vad är GD&T för plåt?
Geometric Dimensioning and Tolerancing (GD&T) är ett symboliskt språk som används på tekniska ritningar för att definiera tillåtna variationer i en dels geometri. För plåt anger GD&T kritiska toleranser för formegenskaper som planhet, rätlinjighet och profil för att säkerställa att den färdiga formade delen fungerar korrekt och passar in i sin montering.