 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Från CAD-uppladdning till dörren: Hur online-CNC-tjänster faktiskt fungerar

Vad en online-CNC-tjänst egentligen innebär för modern tillverkning
Har du någonsin undrat hur ingenjörer omvandlar en digital design till en precisionsmetaldel utan att någonsin besöka ett verkstadslabb? Det är precis detta som en online-CNC-tjänst gör möjligt. Tänk på den som en digital bro som förbinder din datorskärm med avancerad tillverkningsutrustning var som helst i världen.
I kärnan är en online-CNC-tjänst en molnbaserad plattform som låter dig ladda upp 3D-CAD-filer, få omedelbar prisberäkning och få precisionstillverkade CNC-delar framställda och skickade direkt till din dörr. Ingen telefonkontakt. Ingen väntan på offertunderlag i flera dagar. Inga geografiska begränsningar. Du laddar helt enkelt upp din design, väljer dina specifikationer och plattformen hanterar allt från bearbetning till kvalitetskontroll.
Från digital fil till fysisk del
Magin sker genom en förenklad Digital Arbetsflöde när du laddar upp en CAD-modell (vanligtvis i STEP-, IGES- eller STL-format) analyserar plattformens algoritmer omedelbart din dels geometri. De beräknar bearbetningstiden, utvärderar komplexiteten och inkluderar materialkostnaderna. Inom sekunder får du ett online-CNC-erbjudande som traditionellt skulle ta dagar att få genom konventionella kanaler.
Denna CNC-tillverkningsprocess eliminerar den omständliga e-postkommunikationen som tidigare präglade tillverkningsrelationer. Istället för att förklara dina krav för flera leverantörer läser plattformen direkt din konstruktionsfil och översätter den till handlingsbar produktionsdata.
Den digitala tillverkningsrevolutionen
Varför är detta viktigt? Traditionella fräsprocesser innebär ofta att skicka förfrågningar till flera lokala verkstäder, vänta på manuella bedömningar och förhandla om villkor. En online-CNC-maskintjänst komprimerar hela denna process till minuter istället för veckor.
Varje modern plattform inkluderar dessa nödvändiga komponenter:
- Omedelbart offertberäkningsverktyg: AI-drivna system som analyserar din 3D-modell och genererar exakta prisuppgifter baserat på geometri, toleranser och produktionskrav
- Gränssnitt för materialval: Utomordentliga bibliotek med metaller, plaster och specialmaterial med detaljerade egenskapsspecifikationer
- Processalternativ: Val mellan fräsning, svarvning, fleraxlig bearbetning och olika efterbearbetningsoperationer anpassade efter ditt användningsområde
- Översiktsinstrumentpanel för orderföljning: Ett verktyg för realtidsövervakning av produktionsstatus, kvalitetskontrollresultat och uppdateringar om frakt
Hur molnbaserad bearbetning fungerar
Föreställ dig att placera en beställning på din bärbara dator klockan 09.00 och redan då veta exakt när dina precisionsdelar kommer att anlända – allt utan ett enda telefonsamtal. Det är kraften i molnbaserade CNC-tjänstplattformar.
Arbetsflödet följer en logisk sekvens. Först laddar du upp dina designfiler och anger krav som materialtyp, ytyta och toleransnivåer. Systemet utför sedan en automatisk Design for Manufacturability (DFM)-analys som identifierar potentiella problem innan produktionen påbörjas. Detta förhindrar kostsamma fel och säkerställer att dina komponenter är optimerade för effektiv bearbetning.
När beställningen godkänts dirigeras den till certifierade tillverkningspartners inom plattformens globala nätverk. Dessa anläggningar arbetar enligt standardiserade kvalitetsprotokoll, vilket säkerställer konsekventa resultat oavsett plats. Under hela produktionsprocessen verifierar integrerade kvalitetskontrollsystem att varje mått uppfyller dina specifikationer.
Resultatet? En sömlös koppling mellan digital design och fysisk produktion som levererar precisions-CNC-komponenter snabbare, mer transparent och ofta billigare än vad traditionella metoder tillåter.
Förståelse för CNC-fräsning, svarvning och fleraxlig kapacitet
Så du har laddat upp din CAD-fil och fått ett omedelbart prisförslag. Men nu ber plattformen dig att välja en bearbetningsprocess. CNC-fräsning? CNC-svarvning? 5-axlig bearbetning? Om dessa alternativ känns överväldigande är du inte ensam. De flesta onlineplattformar visar dessa processer utan att förklara vilken som faktiskt passar ditt projekt.
Här är sanningen: att välja rätt process handlar inte om teknisk fackterminologi – det handlar om att anpassa din dels form till den metod som skapar den mest effektivt. Låt oss gå igenom varje alternativ i termer som du faktiskt kan använda.
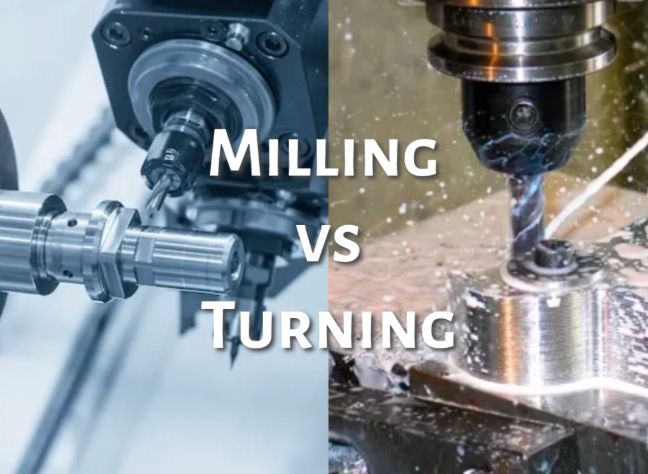
Fräsning kontra svarvning förklarat enkelt
Den grundläggande skillnaden mellan CNC-fräsning och CNC-svarvning handlar om en enda fråga: vad roterar under skärprocessen?
I CNC Växling , ditt arbetsstycke snurrar snabbt medan ett stationärt skärverktyg avlägsnar material. Föreställ dig en rund stav som snurrar i en svarv medan verktyget skaver bort överskottsmaterial. Denna process är utmärkt för att skapa cylindriska former – axlar, stift, bushingar och gängade komponenter. Om din del främst är rund eller symmetrisk kring en central axel kommer CNC-svarvningstjänster vanligtvis att ge snabbare produktionstider och lägre kostnader.
I CNC Fräsning , händer det motsatta. Ditt arbetsstycke förblir relativt stilla medan en roterande flerpunktsfräs rör sig över dess yta. Tänk på en slutfräs som snurrar i hög hastighet och fräsar ut fickor, spår och komplexa konturer i en block av aluminium. CNC-fräsdelar är idealiska när du behöver plana ytor, vinklade funktioner eller komplexa 3D-geometrier som inte roterar kring en central axel.
Här är ett praktiskt sätt att fatta beslut: titta på tvärsnittet av din komponent. Om det är cirkulärt genom hela komponenten är drejning troligen det bästa valet. Om den har plana ytor, fickor eller funktioner på flera sidor är fräsning mer lämpligt.
När 5-axlig bearbetning är lämplig
Standardfräsning med 3 axlar rör verktyget längs X-, Y- och Z-riktningarna. Det räcker för många komponenter, men vad händer när din konstruktion har underskärningar, böjda ytor eller funktioner i sammansatta vinklar?
Det är då tjänster för CNC-bearbetning med 5 axlar blir avgörande. Dessa avancerade maskiner har två ytterligare rotationsaxlar, vilket gör att skärverktyget kan närma sig arbetsstycket från nästan vilken vinkel som helst. Istället for att omplacera komponenten flera gånger (vilket introducerar justeringsfel) slutför en 5-axlig maskin komplexa geometrier i en enda montering.
När bör du ange krav på 5-axlig kapacitet? Överväg dessa scenarier:
- Flyg- och rymdkomponenter: Turbinskivor, pumpfläkthjul och strukturella bygglister med organiska kurvor
- Medicinska implantat: Höftleder, ryggradskomponenter och kirurgiska instrument som kräver släta, formgivna ytor
- Bilkomponenter: Motorggehållare med djupa hålrum och sammansatta vinklar
- Formhålrum: Komplex verktygstillverkning med utskärningar och intrikata ytodetaljer
Kompromissen? Femaxlig bearbetning är vanligtvis dyrare på grund av högre maskinkostnader och programmeringskomplexitet. Men för komplexa delar sparar den ofta pengar totalt sett genom att eliminera flera monteringssteg och minska risken för toleransackumuleringsfel.
För extremt små, komplexa drejda delar – till exempel sådana som används i medicintekniska apparater eller elektronik – erbjuder schweizisk drejning ett annat specialiserat alternativ. Dessa maskiner för barstock genom en munstycke mycket nära skärdonet, vilket möjliggör exceptionell precision vid mycket små diametrar som standarddrejcenter inte kan uppnå.
Anpassa din del till rätt bearbetningsmetod
Att välja fel innebär att betala mer än nödvändigt eller vänta längre på leverans. Använd den här jämförelsen för att vägleda ditt val:
| Processtyp | Bästa användningsområden | Typiska toleranser | Komplexitetsnivå | Relativ kostnad |
|---|---|---|---|---|
| CNC Växling | Axlar, stift, bushingar, gängade stänger, cylindriska höljen | ±0,001 tum till ±0,005 tum (±0,025 mm till ±0,127 mm) | Låg till medel | $ (Mest ekonomiskt för rundformade delar) |
| 3-axlig CNC-fräsning | Platta komponenter, fästen, höljen, enkla fickor och hål | ±0,001 tum till ±0,005 tum (±0,025 mm till ±0,127 mm) | Medium | $$ (Standard för prismatiska delar) |
| 5-axels CNC-fräsning | Turbinskivor, pumphjul, medicinska implantat, luft- och rymdfartsstrukturer, komplexa formar | ±0,0005 tum till ±0,002 tum (±0,013 mm till ±0,05 mm) | Hög | $$$ (Premium för komplicerade geometrier) |
| Schweizisk skivning | Miniatyrskruvar, medicinska stift, elektroniska kontakter, klockkomponenter | ±0,0002 tum till ±0,001 tum (±0,005 mm till ±0,025 mm) | Hög | $$$ (Specialiserad för små diametrar) |
Observera hur CNC-vridkomponenter och CNC-fräsdelar tillfredsställer fundamentalt olika konstruktionskrav. Precision i CNC-bearbetning handlar inte om att välja det mest avancerade alternativet – det handlar om att anpassa kapaciteten till dina faktiska behov.
Många onlineplattformar erbjuder idag automatiserade processrekommendationer baserat på din uppladdade geometri. Att förstå dessa skillnader hjälper dig dock att verifiera dessa förslag och fatta informerade beslut när ditt projekt hamnar i gråzoner.
När rätt process är vald innebär ditt nästa avgörande steg att välja bland dussintals tillgängliga material – var och ett med egna egenskaper som direkt påverkar prestanda, bearbetbarhet och kostnad.
Komplett guide för materialval för CNC-projekt
Du har valt din bearbetningsprocess. Nu uppstår frågan som direkt påverkar din dels prestanda, livslängd och kostnad: vilket material ska du välja? Detta beslut påverkar allt från hur snabbt din del kan bearbetas till hur den beter sig under verkliga belastningsförhållanden.
De flesta onlineplattformar erbjuder dussintals CNC-bearbetningsmaterial, men de förklarar sällan vARFÖR varför du skulle välja ett framför ett annat. Låt oss ändra på det. Oavsett om du behöver den lättviktiga styrkan i CNC-aluminium eller slitagebeständigheten hos bearbetat brons hjälper förståelsen av materialens egenskaper dig att balansera prestanda mot budget.
Metaller för hållfasthet och slitstyrka
Metaller förblir ryggraden i precisionstillverkning . Deras kombination av styrka, värmeledningsförmåga och hållbarhet gör dem oumbärliga för bärande applikationer, höljen och komponenter som utsätts för hårda miljöer.
Aluminium dominerar online-CNC-landskapet av goda skäl. Den fräsas snabbt, kostar mindre att tillverka och erbjuder ett utmärkt förhållande mellan styrka och vikt. Legeringar som 6061-T6 ger god korrosionsbeständighet och svetsbarhet, vilket gör dem idealiska för höljen, fästen och konsumentprodukter. För applikationer med högre krav på hållfasthet ger 7075-T6 prestanda som närmar sig vissa ståltyper – även om materialkostnaden är högre.
Stål kommer in i bilden när du behöver ren styrka. Kolstål som 1018 fräsas väl och kan utsättas för olika värmebehandlingar. För härdade verktyg eller slitagebeständiga komponenter erbjuder förhärdat 4140-stål en praktisk balans. Stålets densitet innebär dock tyngre delar, och dess toughtness ökar frästiden jämfört med aluminium.
Rostfritt stål kombinerar korrosionsbeständighet med respektabelt hållfasthet. Kvalitet 304 hanterar de flesta allmänna applikationer, medan 316 är särskilt lämplig för marin- och kemiska miljöer. Kompromissen? Rostfritt stål har en tendens att arbetashärda vid bearbetning, vilket kräver lägre hastigheter och specialverktyg – vilket ökar produktionskostnaderna.
Messing och brons erbjuder unika fördelar. Mässing bearbetas utmärkt och ger utmärkta ytytor med minimal verktygsslitage. Den är perfekt för dekorativa handtag, elektriska komponenter och rörkopplingar. CNC-bronsvarianter som lagerbrons C932 är särskilt lämpliga för lager och axellager tack vare sin naturliga smörjegenskap och slitstabilitet. Vid bearbetning av brons kommer du att upptäcka att den är något dyrare än mässing, men värd investeringen för komponenter där friktion är avgörande.
Tekniska plastmaterial för specialanvändning
När vikt, elektrisk isolering eller kemisk motstånd är viktigare än rå styrka levererar teknikplaster en anmärkningsvärd prestanda. Dessa material ersätter ofta metall i applikationer där deras unika egenskaper motiverar bytet.
Delrin (POM/Acetal) står ut som det främsta Delrin-materialet för precisionsmekaniska komponenter. Denna Delrin-plast erbjuder exceptionell dimensionsstabilitet, låg friktion och imponerande slitstyrka. Dess styvhet och krypbeständighet gör den idealisk för växlar, lager och glidmekanismer där konsekvent prestanda är viktig över tid. Delrin bearbetas som en dröm – rena snitt, stränga toleranser och släta ytor uppnås lätt.
Nylon (PA) ger större flexibilitet och slagstyrka än Delrin. Bearbetning av nylon fungerar bra för delar som måste absorbera stötar eller böja sig under belastning. Nylon som kan bearbetas absorberar dock fukt från omgivningen, vilket kan påverka måtten och mekaniska egenskaper. Denna hygroskopiska egenskap innebär att nylon-delar kan ändra sig något i fuktiga förhållanden – en avgörande övervägning för precisionstillämpningar.
När är då Delrin bättre än nylon?
- Bättre dimensionsstabilitet vid varierande luftfuktighet
- Lägre friktionskoefficienter för glidande applikationer
- Strängare toleranser och jämnare ytytor
- Motstånd mot krypning vid långvarig belastning
Välj nylon när du behöver:
- Högre slag- och utmattningstålighet
- Större flexibilitet och längdändring
- Lägre materialkostnader för mindre kritiska applikationer
Andra produkter av metall kommer in i bilden när optisk genomskinlighet eller extrem slagfasthet är viktigt. Det är betydligt tuffare än akryl samtidigt som det förblir transparent. Skyddshöljen, siktfönster och säkerhetskomponenter använder ofta polykarbonat. Det är dock lättare att repa än glas och kräver försiktig hantering vid bearbetning för att undvika spänningsbrott.
Val av material baserat på ditt användningsområde
Materialval handlar inte bara om egenskaper – det handlar om att anpassa dessa egenskaper till dina specifika krav samtidigt som kostnaderna hanteras. Här är en omfattande jämförelse som vägleder dina beslut:
| Material | Nyckelegenskaper | Bästa användningsområden | Bearbetbarhetsgrad | Kostnadsnivå |
|---|---|---|---|---|
| Aluminium 6061-T6 | Lättviktigt, korrosionsbeständigt, svetsbart | Kapslingar, bromsar, konsumentprodukter, värmeutbytare | Excellent | $ |
| Aluminium 7075-T6 | Hög hållfasthet, tröghetsbeständig | Luft- och rymdfartsstrukturer, komponenter utsatta för hög belastning | Bra | $$ |
| Stål 1018 | Seg, lätt svetsbar, kan hårdförhärdas | Axlar, stift, allmänna mekaniska delar | Bra | $ |
| Stål 4140 | Hög hållfasthet, värmebehandlingsbar | Tänder, axlar, verktygskomponenter | Moderat | $$ |
| Rostfritt 304 | Korrosionsbeständigt, icke-magnetiskt | Matutrustning, medicinsk utrustning, marin utrustning | Moderat | $$ |
| Rostfritt 316 | Överlägsen korrosionsbeständighet | Kemisk bearbetning, marin användning, medicinska implantat | Moderat | $$$ |
| Mässing C360 | Utmärkt bearbetbarhet, ledande | Elanslutningar, dekorativ hårdvara, fästdelar | Excellent | $$ |
| Mässing C932 | Slitagebeständig, självsmörjande | Bussningar, lager, axiella skivor | Mycket Bra | $$ |
| Delrin (POM) | Låg friktion, dimensionsstabil, styv | Kugghjul, lager, precisionsmekanismer | Excellent | $$ |
| Nylon 6/6 | Slagfast, flexibel, tålig | Slitageplattor, rullar, konstruktionskomponenter | Bra | $ |
| Andra produkter av metall | Genomskinlig, slagfast | Inspektionsrutor, skyddshöljen, linser | Bra | $$ |
När slår aluminium stål? Aluminium vinner när vikt är avgörande, när korrosionsbeständighet är viktig och när snabbare bearbetning minskar kostnaderna. Stål vinner när maximal hållfasthet, hårdhet eller nötningstålighet är avgörande – och när vikt inte är en begränsning.
Bearbetbarhetsbetyget påverkar direkt din ekonomi. Material med betyget "Utmärkt" kan fräsas snabbare, kräver färre verktygsbyten och ger bättre ytytor direkt från maskinen. Enligt branschundersökningar om val av material för CNC-bearbetning påverkar bearbetbarheten direkt tiden och kostnaderna – material med god bearbetbarhet kan bearbetas snabbare och kräver färre verktygsbyten, vilket minskar de totala kostnaderna.
Överväg kostnads-prestanda-kompromisserna noggrant. En del som är fräsad ur mässing kan kosta mer i råmaterial än aluminium, men om mässing ger de erforderliga slitageegenskaperna medan aluminium misslyckas i drift, förhindrar den högre första kostnaden dyra utbyten på plats.
Utöver materialens egenskaper är certifieringar avgörande för reglerade branscher. Materialprovrapporter (MTR) ger dokumenterad bevisning av sammansättning och egenskaper – vilket är avgörande för luftfarts-, medicinska och automotiva applikationer. När du beställer via onlineplattformar bör du kontrollera att ditt valda material inkluderar lämpliga certifieringsalternativ.
När ditt material är valt är de nästa avgörande faktorerna – toleranser och ytytor – avgörande för om din del uppfyller de funktionella kraven eller inte lever upp till förväntningarna.
Toleranser och ytytor förklarade för verkliga applikationer
Du har valt din bearbetningsprocess och valt det perfekta materialet. Nu kommer ett beslut som ställer till det även för erfarna ingenjörer: hur stränga ska dina toleranser vara, och vilken ytyta behöver du egentligen? Om du anger för generösa toleranser fungerar dina bearbetade delar inte korrekt. Om du anger för stränga toleranser betalar du avsevärt mer utan att få någon verklig fördel.
Här är vad de flesta plattformar inte berättar för dig: den toleransen på 0,001 tum som du just är på väg att ange kan dubbla kostnaden för din del och trippla leveranstiden. Att förstå när precisionsbearbetningstjänster motiverar sin högre prisnivå – och när standardtoleranser fungerar fullständigt – sparar pengar samtidigt som du säkerställer att dina precisionsbearbetade delar fungerar exakt som avsett.
Vilken tolerans behöver du verkligen?
Tolerans definierar hur mycket en måttangivelse får avvika från sitt angivna värde. När en CNC-maskinbearbetad del mäter 25,00 mm med en tolerans på ±0,10 mm godkänns allt mellan 24,90 mm och 25,10 mm vid kontrollen. Ganska enkelt. Men tillverkningskonsekvenserna av att förtätta denna tolerans är all anything but simple.
Standardmaskinbearbetningstoleranser – vanligtvis ±0,10 mm (±0,004 tum) – täcker de flesta allmänna applikationer effektivt. Er maskinverkstad kör med normala hastigheter, använder standardverktyg och utför rutinkontroller av kvaliteten. Om ni går över till precisions-toleranser på ±0,025 mm (±0,001 tum) förändras allt. Temperaturkontrollerade miljöer blir nödvändiga. Maskinerna kräver termisk stabilisering. Kontrollrutinerna utvidgas i betydande omfattning. Enligt tillverkningskostnadsforskning ökas kostnaderna i genomsnitt två gånger vid övergången från standard- till precisions-toleranser, medan ultra-precisions-specifikationer kan öka kostnaderna med upp till 24 gånger.
Så när motiverar striktare toleranser den ytterligare investeringen? Överväg dessa scenarier:
- Sammanfogade ytor: När två CNC-fräsade komponenter måste sitta ihop exakt – till exempel en axel i en lager eller en kolvmotor i en cylinder
- Monteringsgränssnitt: När din komponent ansluter till andra precisionskomponenter med minimalt spel
- Tätningstillämpningar: När packningar eller O-ringar kräver specifik kompression för att fungera
- Högvarvande rotation: När obalans vid strikta toleranser skulle orsaka vibrationer eller tidig felbildning
För icke-kritiska mått – materialborttagningsområden, spelhål eller estetiska funktioner – fungerar ofta standardtoleranser perfekt. Den dyraste toleransen är ofta den som inte ger någon funktionell fördel.
| Toleransklass | Typiskt intervall | Tillämpningar | Kostnadspåverkan |
|---|---|---|---|
| Standard/kommersiell | ±0,13 mm (±0,005 tum) | Allmänna mekaniska delar, hållare, skal och icke-kritiska funktioner | Utgångspris ($) |
| Precision | ±0,025 mm (±0,001 tum) | Sammanfogningssytor, lagerpassningar, monteringsgränssnitt, hydrauliska komponenter | 2x grundpris ($$) |
| Hög precision | ±0,013 mm (±0,0005 tum) | Luft- och rymdfarkoststrukturer, medicinska implantat, optiska fästen, mätinstrument | 4–8x grundpris ($$$) |
| Ultraprecision | ±0,0025 mm (±0,0001 tum) | Mätutrustning, halvledarverktyg, specialiserade vetenskapliga instrument | 24x+ grundpris ($$$$) |
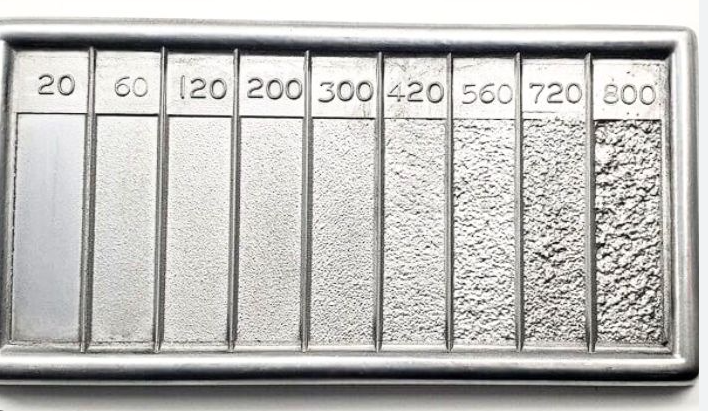
Ytfinishalternativ och när de är viktiga
Ytfinish beskriver ytan på din dels yttre yta på mikroskopisk nivå. Den mäts i Ra (medelrauhet) – lägre värden betyder slätare ytor. Men det som är praktiskt viktigt är att ytfinish påverkar friktion, slitage, korrosionsbeständighet och utseende.
När delar bearbetas direkt på CNC-maskinen får du en "som-bearbetad" finish. Synliga verktygsavtryck återstår, men för interna komponenter eller delar som får sekundär ytbehandling är denna grundnivå ofta tillräcklig. Från detta utgångsläge finns sedan fler alternativ beroende på dina funktionella och estetiska krav:
- Som-bearbetad (Ra 3,2 μm / 125 μin): Standardmaskinfinish med synliga verktygspågar. Idealiskt för interna komponenter, prototyper eller delar som får ytterligare efterbehandling. Den mest ekonomiska varianten.
- Slätmaskinerad (Ra 1,6 μm / 63 μin): Minskade verktygsspår genom optimerade skärparametrar. Lämplig för allmänna synliga ytor och sammanfogande ytor.
- Finmaskinerad (Ra 0,8 μm / 32 μin): Minimala synliga verktygsspår. Lämplig för precisionssammanfogningar, tätytor och estetiska applikationer.
- Mediablastad: En enhetlig matt struktur som döljer maskinerspår. Skapar en konsekvent utseende över delarna och förbättrar fästegenskaperna för lackering. Kombineras ofta med anodisering för en premiumproduktutseende.
- Anodiserad (typ II eller typ III): En elektrokemisk process som skapar ett slitstarkt, korrosionsbeständigt oxidlager på aluminium. Tillgänglig i flera färger. Typ III (hårdbehandling) ger betydligt ökad slitagebeständighet för krävande applikationer.
- Pulverlackerad: Hållbar färgbeläggning som finns i nästan alla färger. Lägger till en tjocklek på 0,05–0,15 mm – avgörande för måttkritiska funktioner som kan kräva maskering.
- Elektropolering: Kemisk process som ger spegelglansartade ytor på rostfritt stål. Minskar ytjämnheten samtidigt som korrosionsbeständigheten förbättras. Vanlig inom medicinsk utrustning och livsmedelsindustrin.
- Svart oxid: Omvandlingsbeläggning för stål som ger begränsad korrosionsbeständighet och en attraktiv svart färgton. Ger minimal ändring av måtten.
Valet av ytyta påverkar direkt tillverkningskomplexiteten. Enligt forskningen om ytbearbetningsprocesser lägger pulverlackering och anodisering till materialtjocklek, vilket kan störa stränga måttkrav och kräva maskering av kritiska funktioner – en manuell och tidskrävande process som ökar både kostnaden och leveranstiden.
Balansera precision med budget
Olika branscher tillvägar sig toleranser och ytytor med fundamentalt olika filosofier. Inom luft- och rymdfarten utmanas ofta precisionens gränser på grund av viktbegränsningar och säkerhetskrav – varje gram räknas när man flyger. Medicintekniska apparater prioriterar konsekvent och pålitlig tillverkning för patientsäkerhetens skull. Konsumentprodukter balanserar vanligtvis visuell attraktionskraft mot kostnadseffektivitet.
Den smartaste strategin? Använd stränga toleranser endast där funktionen kräver det. Skapa en toleranshierarki:
- Kritiska mått: Funktioner som påverkar passform, funktion eller säkerhet – ange precisionstoleranser
- Viktiga mått: Funktioner som påverkar montering eller prestanda – använd standardtoleranser med tydliga krav på kontroll
- Referensmått: Icke-kritiska funktioner – acceptera vad tillverkningsprocessen naturligtvis ger
Temperatur spelar också en större roll än många ingenjörer inser. En 300 mm aluminiumdel expanderar cirka 0,07 mm för varje temperaturändring på 10 °C. Att ange toleranser som är strängare än den förväntade termiska variationen skapar en omöjlig tillverkningssituation.
När du laddar upp till en online-CNC-tjänstplattform bör du leta efter DFM-feedback (Design for Manufacturability) som markerar onödigt stränga toleranser. Många system föreslår idag automatiskt var specifikationerna kan mildras utan funktionspåverkan – vilket sparar dig pengar samtidigt som kvaliteten på dina precisionssnittningsinsatser bibehålls på den nivå som ditt applikationsområde verkligen kräver.
När toleranser och ytytor är förstådda är du redo att navigera genom hela beställningsarbetsflödet – från att förbereda dina CAD-filer korrekt till att spåra dina delar genom produktion och leverans.
Hela arbetsflödet från CAD-uppladdning till delleverans
Du har valt din process, valt ditt material och specificerat toleranser som balanserar precision med budget. Nu är det dags för sanningens ögonblick: att faktiskt placera din beställning. Vad händer efter att du klickar på "ladda upp"? Vad sker bakom kulisserna innan dina CNC-fräsade delar anländer till din dörr?
Att förstå denna arbetsflödesprocess omvandlar dig från en passiv kund till en informerad partner i tillverkningsprocessen. När du vet vad som sker i varje steg kan du förbereda bättre filer, förutse tidsramar korrekt och undvika de vanliga misstagen som försenar projekt och driver upp kostnaderna.
Förbereda dina CAD-filer för framgång
Din CNC-maskin är bara lika bra som den fil du ger den. Det är ingen överdrift – det är tillverkningsverkligheten. Ofullständig geometri, felaktiga filformat eller överdrivet komplexa modeller skapar en kedjereaktion av problem som sprider sig genom hela produktionsprocessen.
Börja med rätt filformat. Enligt branschens bästa praxis för förberedelse av CNC-filer fungerar dessa format bäst för online-CNC-fräsningstjänster:
- STEP (.stp, .step): Den universella standarden för CNC. Bevarar solid geometri exakt och fungerar med nästan alla CAM-system
- IGES (.igs, .iges): Äldre format som fortfarande stöds på många håll. Bra för ytdelar men kan ibland förlora data vid översättning
- Parasolid (.x_t, .x_b): Inbyggt i SolidWorks och många CAM-system. Utmärkt bevarande av geometri
- Nativa CAD-filer: Vissa plattformar accepterar direkt SolidWorks-, Fusion 360- eller Inventor-filer
Undvik meshbaserade format som STL eller OBJ för bearbetning. Även om de är perfekta för 3D-utskrift bryter dessa format mjuka kurvor ner i små trianglar, vilket skapar problem för verktygspathsgenerering. Din vackert utformade radie blir en kantig approximation som inte kan bearbetas exakt.
Innan du exporterar, gå igenom den här snabba kontrollistan:
- Verifiera att din modell är en sluten, vattentät solid – inga öppna ytor eller luckor
- Ta bort dubblett- eller överlappande geometri som förvirrar CAM-programvara
- Eliminera extremt tunna väggar (under 0,5 mm för metall, 1,0 mm för plast)
- Kontrollera att inre hörn har rundningar som motsvarar tillgängliga verktygsradier
- Bekräfta att enheterna är korrekta – fel mellan millimeter och tum är förvånansvärt vanliga
Från offert till leveranstid
När din fil är klar följer beställningsprocessen en logisk sekvens. Här är exakt vad som sker i varje steg:
- Uppladdning av fil och omedelbar analys: Du laddar upp din CAD-fil via plattformens portal. Inom sekunder analyserar automatiserade algoritmer geometrin, beräknar volymen av borttaget material och identifierar potentiella tillverkningsutmaningar. De flesta plattformar stödjer gruppuppladdning för beställningar med flera delar.
- Specifikationsval: Du väljer material, kvantitet, toleranskrav och ytyta. Systemet beräknar om priset i realtid när du justerar parametrarna – vilket hjälper dig att hitta den optimala balansen mellan prestanda och budget.
- Design för tillverkbarhet (DFM) granskning: Plattformens algoritmer – eller mänskliga ingenjörer för komplexa delar – utvärderar ditt konstruktionsförslag mot tillverkningsbegränsningar. Du får feedback om funktioner som kan orsaka problem: väggar som är för tunna, hål som är för djupa, eller underkast som kräver specialverktyg. Detta steg förhindrar dyra överraskningar senare.
- Offertgenerering: Du får ett bindande offert inklusive styckpris, installationsavgifter (om tillämpligt), ledtid och fraktalternativ. Offert för online-maskinbearbetning ankommer vanligtvis inom minuter för standarddelar—jämfört med dagar via traditionella kanaler.
- Orderbekräftelse och betalning: När du godkänner offerten utlöser betalningshanteringen produktionsschemaläggning. Ditt beställning kommer in i tillverkningsköen med en bekräftad leveransdatum.
- Tillverkning: Dina anpassade maskinbearbetade delar går in i produktionen. CNC-programmerare genererar optimerade verktygsvägar från din geometri. Operatörer ställer in maskinerna, verifierar första exemplaren och kör produktionen. Kvalitetssystem övervakar dimensionell noggrannhet under hela processen.
- Kvalitetskontroll: Slutförda delar genomgår dimensionell verifiering mot dina specifikationer. Beroende på dina krav omfattar detta allt från stickprovskontroll av kritiska mått till fullständig CMM-inspektion med detaljerade rapporter.
- Ytbehandling och efterbearbetning: Om du specificerat ytbearbetningar—anodisering, pulverlackering, beläggning—flyttas delarna till sekundära operationer innan slutlig förpackning.
- Frakt och leverans: Delar förpackas noggrant för att förhindra skador under transporten. Spårningsinformation gör att du kan följa framstegen tills CNC-fräsade delar anländer till din dörr.
Hela cykeln för prototypfräsningstjänster tar vanligtvis 3–10 arbetsdagar, beroende på komplexitet, materialtillgänglighet och krav på ytbehandling. Produktionsvolymer förlänger naturligtvis tidsramarna, men gynnas av effektivitetsvinster som minskar kostnaden per del.
Undvik vanliga uppladdningsfel
Efter att ha hanterat tusentals beställningar har onlineplattformar identifierat samma undvikbara fel gång på gång. Att undvika dessa fel förkortar din tidsram och förhindrar kostsamma omarbetningar.
Saknade eller felaktiga toleranser: Om du inte anger toleranser använder tillverkaren sina standardtoleranser (vanligtvis ±0,13 mm). Detta kan fungera utmärkt – eller det kan leda till monteringsproblem. Var tydlig med kritiska mått.
Omöjliga inåtböjda hörn: Skärverktyg är runda. En inre hörnradie på 90 grader är geometriskt omöjlig att bearbeta. Antingen lägg till avrundningar som motsvarar standardverktygsradier (3 mm, 5 mm och 6 mm är vanliga) eller förvänta dig att tillverkaren begär förtydligande – vilket förlänger din tidslinje med flera dagar.
Gängor utan specifikationer: Din CAD-modell kan visa gängade hål, men CNC-maskiner kräver explicita gängspecifikationer. Inkludera gängtyp (UNC, metrisk), gångavstånd, gängdjup och passningsklass i din tekniska ritning eller i anteckningarna.
Saknade 2D-ritningar för komplexa krav: Även om 3D-modeller styr bearbetningen krävs 2D-ritningar för att kommunicera särskilda krav, t.ex. GD&T-angivelser, ytfinishkrav för specifika ytor eller kontrollkriterier. För CNC-prototyper med enkla geometrier räcker ofta 3D-filer ensamma – men för serietillverkade delar är kompletterande ritningar fördelaktiga.
Överdrivna toleranskrav: Att ange ±0,01 mm på varje mått signalerar oerfarenhet och driver upp offertpriserna. Använd stränga toleranser endast där funktionen kräver det. Erfarna ingenjörer skiljer mellan kritiska passningar och allmänna mått.
Proftips för snabbare genomloppstid: Förenkla funktionellt onödiga detaljer. Den dekorativa avfasningen som kräver ett specialverktyg? Den djupa, smala spåren som kräver verktyg med förlängd räckvidd? Varje icke-standardiserad detalj ökar installations- och förberedelsetiden. När tidsfristerna är strama spelar konstruktionsförenkling ofta en större roll än expedierad frakt.
Kostnadsoptimering följer samma logik. Standardmaterial (aluminiumlegering 6061, rostfritt stål 304) är billigare och levereras snabbare än exotiska legeringar. Laxare toleranser minskar inspektions- och kontrolltiden. Större orderkvantiteter sprider installationskostnaderna över fler delar. Och att utforma för effektiv fixturering – plana undersidor, lättillgängliga detaljer, logiska bearbetningssekvenser – minskar produktionstiden utan att påverka kvaliteten.
När din beställning är placerad och produktionen pågår hjälper förståelsen av vad som driver prissättningen dig att fatta smartare beslut om framtida projekt – och potentiellt minska kostnaderna för aktuella projekt innan specifikationerna är slutgiltiga.
Förståelse av prisbestämning och kostnadsoptimering vid CNC-bearbetning
Har du någonsin undrat varför två tydligt liknande delar får helt olika offertpriser för CNC-bearbetning? Du är inte ensam om det. De flesta onlineplattformar visar dig ett tal utan att förklara hur det beräknats. Denna opacitet lämnar dig i osäkerhet om du får rättvist pris – eller om du betalar för mycket för funktioner som du faktiskt inte behöver.
Här är verkligheten: Kostnaderna för CNC-bearbetning är inte godtyckliga. De följer förutsägbara mönster baserade på specifika faktorer som du kan påverka. Att förstå dessa drivkrafter förvandlar dig från en passiv köpare till någon som strategiskt kan optimera konstruktioner för kostnadseffektivitet. Låt oss lyfta slöjan för vad som faktiskt avgör dina kostnader för metallbearbetning hos en CNC-maskinist.
Vad driver egentligen kostnaderna för CNC-bearbetning
Varje offert du får återspeglar sex primära kostnadsdrivare. Vissa av dem kan du påverka under designfasen. Andra beror på dina produktionskrav. Alla interagerar på sätt som skapar möjligheter till optimering.
Materialval påverkar kostnaderna på två sätt. För det första varierar råmaterialpriserna kraftigt – titan kostar ungefär 20 gånger mer per kilogram än aluminium. För det andra påverkar bearbetbarheten produktionstiden. Aluminiumbearbetning går betydligt snabbare än rostfritt stål, eftersom mjukare material tillåter högre fördjupningshastigheter och längre verktygslivslängd. Enligt branschens kostnadsanalys ligger priset för aluminium vanligtvis mellan 1–3 USD per kilogram, medan titan ligger mellan 15–50 USD per kilogram.
Komplexitet hos delen påverkar direkt bearbetningstiden – och tid är pengar. Komplexa geometrier kräver flera inställningar, specialverktyg och långsammare skärhastigheter för att bibehålla noggrannheten. En enkel hållare kan ta 15 minuter att bearbeta. En komplicerad kåpa med djupa fickor och sammansatta vinklar kan däremot kräva timmar.
Toleranskrav orsakar exponentiella kostnadsökningar. Standardtolleranser (±0,13 mm) är i princip kostnadsfria vid vanlig bearbetning. Präcistolleranser (±0,025 mm) kräver miljökontroller, noggrann mätning och långsammare bearbetning. Ultra-precisionskrav kan öka kostnaderna med upp till 24 gånger eller mer.
Kvantitet sprider fasta kostnader över fler delar. Inställningskostnader, programmeringstid och första-artikelkontroll sker endast en gång, oavsett om du beställer 1 eller 1 000 delar. Högre volymer minskar dessa fasta kostnader kraftigt.
Ytbehandling lägger till bearbetningstid och ibland sekundära operationer. Delar i maskinbearbetat skick kostar inget extra. Polerade ytor kräver ytterligare bearbetningspass. Anodisering, pulverlackering eller metallbeläggning innebär separata bearbetningssteg med egna kostnader.
Leveranstid medför premiumkostnader när du behöver delar på kort varsel. Snabba beställningar stör produktionsplaneringen och kan kräva övertidsarbete eller expedierad materialinköp.
| Fabrik | Påverkannivå | Optimeringsstrategi |
|---|---|---|
| Materialval | Hög | Välj lättillgängliga material med god bearbetbarhet. Aluminium 6061 istället för 7075; rostfritt stål 304 istället för 316 när korrosionskraven tillåter det. |
| Komplexitet hos delen | Hög | Förenkla icke-funktionella funktioner. Minska fickdjup. Använd standardverktygsradier för inre hörn. Dela upp överdrivet komplexa delar i monteringsgrupper. |
| Toleransspecifikationer | Hög | Ange strikta toleranser endast för funktionella sammanpassade ytor. Acceptera standardtoleranser för icke-kritiska mått. |
| Beställningsmängd | Hög | Samla beställningar för att sprida installationskostnaderna. Överväg att beställa framtida behov tillsammans för att få volymrabatter. |
| Ytbehandling | Medium | Ange ytyta enligt bearbetning där utseendet inte spelar någon roll. Använd kornblästring istället för polering för enhetlig yta till lägre kostnad. |
| Leveranstid | Medium | Planera i förväg för att undvika extra kostnader för snabba leveranser. Standardledtider på 7–10 dagar kostar vanligtvis 15–30 % mindre än expedierade alternativ. |
Smartare strategier för att minska delkostnader
Kostnadsminskning innebär inte att acceptera sämre kvalitet. Det innebär att eliminera slöseri – onödig precision, överdimensionerade funktioner eller ineffektiva konstruktioner som ökar bearbetningstiden utan att lägga till funktionell värde.
Börja med att ifrågasätta varje sträng tolerans. Enligt tillverkningskostnadsforskning är standardtoleransen ±0,127 mm redan ganska exakt och tillräcklig för de flesta applikationer. Varje steg mot en strängare tolerans ökar inspektionstiden, minskar skärhastigheten och ökar risken för avvisade delar.
Designa för effektiv metallbearbetning genom att undvika funktioner som kräver specialverktyg. Djupa, smala spår tvingar fram verktyg med förlängd räckvidd, vilka böjs och kräver långsammare fördjupningshastigheter. Tunnväggiga delar kräver noggrann stöd och försiktig bearbetning. Icke-standardiserade håldiametrar kräver anpassade borrverktyg istället för standardverktyg från lager.
Överväg dessa praktiska optimeringar:
- Öka radie på inre hörn för att matcha standardstorlek på fräsar (3 mm, 5 mm, 6 mm). Större radier möjliggör snabbare bearbetning och längre verktygslivslängd.
- Begränsa urholkningsdjup till 4 gånger bredden. Djupare fickor kräver specialverktyg och avsevärt lägre fördjupningshastigheter.
- Använd standardhålstorlekar som matchar vanliga borr-diametrar i stället för godtyckliga mått.
- Undvik onödiga ytkvalitetsspecifikationer på interna eller dolda ytor.
- Designa platta botten för stabil arbetsuppspänning istället for att kräva anpassade fästen.
För små CNC-maskinbearbetningsbeställningar överstiger ofta installationskostnaderna materialkostnaderna och bearbetningstiden tillsammans. En enda komplex del kan kosta 150 USD, men att beställa tio stycken av samma del kan kosta endast 300 USD – eftersom installationen sker en gång. Överväg alltid om det är ekonomiskt rimligt att beställa något mer än ditt omedelbara behov.
Kvantitetsrabatter och volymprissättning
Volymprissättning inom anpassade CNC-maskinbearbetningstjänster följer ett förutsägbart mönster. Produktionen av den första artikeln medför den högsta kostnaden per enhet eftersom den inkluderar programmering, installation och processvalidering. Varje efterföljande del drar nytta av effektivitetsvinster.
Matematiken fungerar dramatiskt till din fördel. Verkliga prisdata visar att en del som kostar 134 GBP för en enskild enhet sjunker till 38 GBP per enhet vid 10 stycken – en minskning med 70 %. Vid 100 stycken sjunker kostnaden per styck till 13 GBP, vilket motsvarar en minskning med 90 % jämfört med priset för en enskild enhet.
Detta är inte magi – det är tillverkningskonomi. CNC-programmeraren skapar verktygsvägar en gång. Maskinisten ställer in arbetsuppspännningen en gång. Kvalitetskontrollen fastställer mätprotokoll en gång. Alla dessa fasta kostnader sprids över hela er order.
Smart köpare utnyttjar detta på flera sätt:
- Konsolidera beställningar istället for att placera flera små inköp över tid
- Beställ prototyper i små partier (5–10 enheter) istället för enskilda delar vid testning av iterationer
- Prognostisera produktionsbehov och bind er vid större volymer för bättre priser
- Förhandla om ramavtal för pågående behov med schemalagda leveranser
Volym är dock inte alltid svaret. För prototypbearbetning eller designvalidering innebär att beställa hundratals delar innan funktionaliteten bekräftats en slöseri med resurser. Den idealiska strategin balanserar nuvarande behov mot realistiska volymbaserade besparingar – beställ aldrig mer än vad ni faktiskt kommer att använda, endast för att nå en prisrabatt.
När prissättningsfaktorerna är förstådda skiftar dina nästa överväganden till att utvärdera vilka online-CNC-leverantörer som faktiskt levererar den kvalitet, de certifieringar och den kommunikation som dina projekt kräver.
Hur man utvärderar och jämför online-CNC-leverantörer
Du har lärt dig hur prissättningen fungerar och vad som driver kostnaderna. Men här är en fråga som är lika viktig: Hur vet du vilken leverantör som faktiskt levererar kvalitetsdelar i tid? Inte alla online-CNC-tjänster arbetar på samma standard. Vissa underhåller rigorösa kvalitetssystem med certifierade processer. Andra fungerar som mäklare som kopplar dig till okända maskinverkstäder med varierande kapaciteter.
Att välja fel leverantör innebär inte bara att pengar går åt spillo – det fördröjer även projekt, skapar monteringsproblem och kan potentiellt skada ditt rykte hos dina egna kunder. Den goda nyheten är att det finns objektiva utvärderingskriterier som skiljer pålitliga partners från riskabla chansspel.
Certifieringar som faktiskt betyder något
Branschcertifieringar är inte bara snygga logotyper på en webbplats. De utgör dokumenterad bevisning för att en tillverkare följer standardiserade kvalitetsprocesser som verifierats av oberoende revisorer. Enligt forskning om tillverkningscertifieringar fungerar certifieringar som pelare som stödjer och validerar varje steg i produktionsprocessen inom ett kvalitetssystem.
Men vilka certifieringar är egentligen relevanta för ditt användningsområde? Här är vad varje större certifiering säger dig:
ISO 9001 ställer krav på grundenivån för kvalitetssystem världen över. Den visar att en anläggning har dokumenterade arbetsrutiner, övervakar prestandamått och åtgärdar avvikelser genom korrigerande åtgärder. Om en leverantör saknar även denna grundläggande certifiering bör du agera med yttersta försiktighet.
AS9100D bygger vidare på ISO 9001 med luftfartssektors-specifika krav, inklusive rigorös riskhantering, strikta dokumentationskrav och kontroll av produktens integritet genom hela de komplexa leveranskedjorna. Alla delar som är avsedda för luftfartsapplikationer bör komma från anläggningar som är certifierade enligt AS9100D.
IATF 16949 reglerar kvalitetsstyrning inom bilindustrin och kombinerar principerna i ISO 9001 med sektors-specifika krav för kontinuerlig förbättring, felpreventiv åtgärder och strikt leverantörsövervakning. Om du tillverkar CNC-maskinverkstäder i min närhet för bilapplikationer är denna certifiering obligatorisk.
ISO 13485 omfattar tillverkning av medicintekniska produkter med strikta krav på konstruktion, spårbarhet och riskminimering. Medicinska komponenter kräver denna certifiering för att uppfylla kraven från reglerande myndigheter och säkerställa patientsäkerheten.
Nadcap ackreditering fokuserar särskilt på specialprocesser som är avgörande för luft- och rymdfarten samt försvarssektorn – värmebehandling, kemisk behandling och icke-destruktiv provning. Detta utgör ett ytterligare lager av kvalitetssäkring utöver allmänna certifieringar.
Frågor att ställa innan beställning
Certifieringar informerar dig om system. Men du måste också förstå hur en specifik leverantör hanterar dina särskilda krav. Innan du ingår någon överenskommelse med en online-CNC-tjänst bör du samla in svar på dessa avgörande frågor:
- Kvalitetssäkringsprocess: Vilka inspektionsmetoder använder de? Utför de kontroller under processen eller endast slutkontroll? Kan de lämna ut CMM-rapporter för kritiska mått? Anläggningar med robust kvalitetskontroll bör utan vidare kunna förklara sina mätmöjligheter och kalibreringsprotokoll.
- Materialspårning: Kan de lämna ut materialprovrapporter (MTR) som dokumenterar sammansättning och egenskaper? För reglerade branscher är denna dokumentation obligatorisk – inte frivillig.
- Maskinkapacitet: Vilken utrustning använder de? Multiaxla maskiner, schweiziska svarv och EDM-funktioner utökar möjligheterna. Fråga om maskinernas ålder och underhållsscheman – välunderhållen utrustning ger konsekventa resultat.
- Revisions- och korrigeringsspolicyer: Vad händer om delar anländer utanför specifikationen? Pålitliga leverantörer anger tydligt sina återtillverkningspolicyer och svarar snabbt på kvalitetsrelaterade bekymmer.
- Kommunikationskanaler: Kan du nå en verklig ingenjör när problem uppstår? Vissa plattformar erbjuder endast support via chattbotar, medan andra ger direkt tillgång till teknisk personal som förstår utmaningar inom maskinbearbetning.
- Leveranstidens tillförlitlighet: Hur är deras spårningshistorik för leveranser i tid? Begär data, inte löften. Konsekvent leverans är viktigare än optimistiska uppskattningar.
- Kvalitet på DFM-återkoppling Hur detaljerad är deras analys av tillverkningsvänlighet (DFM)? Leverantörer som identifierar potentiella problem innan produktionen påbörjas sparar dig tid och pengar.
När du utvärderar svar bör du leta efter specifikationer. Vaga svar som "vi har kvalitetsprocesser" betyder mindre än detaljerade förklaringar av inspektionsprotokoll, kalibreringsscheman och dokumenterade procedurer.
Online- vs lokala maskinverkstäder
Här är en ärlig bedömning som de flesta onlineplattformar inte ger dig: ibland är det mer rimligt att välja lokala maskinverkstäder. Valet mellan att söka efter en "cnc-verkstad i min närhet" eller använda online-tjänster beror på din specifika situation.
Online-CNC-tjänster är särskilt lämpliga när:
- Du behöver omedelbara offertförslag utan telefonsamtal eller väntan
- Geografisk plats spelar ingen roll – alla certifierade anläggningar fungerar
- Standardmaterial och toleranser uppfyller dina krav
- Du beställer prototyper eller små produktionspartier
- Transparent prissättning och orderuppföljning är viktigt för ditt arbetsflöde
- Du saknar befintliga relationer med kvalificerade maskinverkstäder i min närhet
Lokala maskinverkstäder är rimliga när:
- Dina delar kräver omfattande samarbete och iterativ utveckling
- Du behöver granska anläggningar, utrustning och processer på plats
- Extremt korta tidsfrister kräver samma-dag- eller nästa-dag-utförande
- Komplexa projekt drar nytta av ansikte-mot-ansikte-designdiskussioner
- Du utvecklar proprietära produkter som kräver strikt sekretess
- Pågående produktionsrelationer motiverar regelbundna besök hos en maskinist i min närhet
Enligt en jämförande analys mellan traditionell och online-maskinbearbetning fokuserar traditionella CNC-tjänster på noggrannhet, hands-on-stöd och kraftfulla kvalitetskontroller – du bygger en nära koppling till fabriken, vilket underlättar stora eller specialprojekt. Online-plattformar prioriterar snabbhet, enkelhet och snabb tillgänglighet, men du kan få mindre möjlighet att kommunicera med de personer som tillverkar dina delar.
Den praktiska verkligheten? Många köpare använder båda tillvägagångssätten strategiskt. Onlineplattformar hanterar enkla delar där hastighet och prisöppenhet är viktigast. Lokala maskinverkstäder i min närhet hanterar komplexa projekt som kräver nära samarbete och snabb iteration.
Överväg denna beslutsram: om du kan definiera dina krav fullständigt i en CAD-fil och skriftliga specifikationer, levererar vanligtvis online-tjänster snabbare och kostnadseffektivare. Om ditt projekt kräver pågående dialog, designändringar under arbetets gång eller specialiserade processer utöver standardbearbetning erbjuder lokala maskinverkstäder relationsfördelar som digitala plattformar inte kan efterlikna.
När bedömningskriterierna är etablerade hjälper det dig att förstå hur olika branscher tillämpar dessa standarder – och vilka specialkrav de ställer – att matcha leverantörer med dina specifika applikationsbehov.

Branschtillämpningar från fordonsindustri till flyg- och rymdindustri
Att förstå certifieringar och utvärderingskriterier ger dig grunden. Men hur översätts dessa standarder till verkliga tillverkningsscenarier? Olika branscher föredrar inte bara vissa certifieringar – de kräver specifika processer, material och kvalitetsprotokoll som i grunden påverkar hur online-CNC-tjänster fungerar inom varje bransch.
Oavsett om du utvecklar CNC-metalkomponenter för bilmontage, precisions-CNC-bearbetningstjänster för kirurgiska instrument eller luft- och rymdfarts-CNC-bearbetning för flygkritiska strukturer ställer varje bransch unika krav. Låt oss utforska vad dessa krav betyder i praktiken – och hur ledande tillverkare hanterar dem.
Krav inom bilindustrin
Bilindustrin bygger på ett enkelt princip: noll defekter i stor skala. När du tillverkar tusentals identiska komponenter som måste passa exakt in i monteringslinjer som kör i hög hastighet är konsekvensen inte frivillig – den är en förutsättning för överlevnad.
IATF 16949-certifiering utgör stommen för kvalitetsstyrning inom bilindustrin. Denna standard går längre än de grundläggande kraven i ISO 9001 för att hantera de specifika utmaningar som är förknippade med högvolymsproduktion. Enligt branschspecifik certifieringsforskning kombinerar IATF 16949 principerna i ISO 9001 med sektor-specifika krav för kontinuerlig förbättring, felpreventiv åtgärder och strikt leverantörsövervakning.
Vad innebär detta för dina CNC-projekt inom bilindustrin? Tillverkare som tjänar denna bransch måste kunna visa på:
- Statistical Process Control (SPC): Kontinuerlig övervakning av kritiska mått under hela produktionsloppet, inte enbart vid slutkontroll
- Avancerad produktkvalitetsplanering (APQP): Strukturerade processer för utveckling och lansering av nya delar, vilka minimerar produktionsrisker
- Godkännandeprocess för produktionsdelar (PPAP): Dokumenterad bevisning för att tillverkningsprocesser konsekvent producerar delar som uppfyller specifikationerna
- Analys av felmoder och deras effekter (FMEA): Systematisk identifiering av potentiella fel innan de uppstår
- Full spårbarhet: Dokumentation som kopplar varje del till specifika materialpartier, maskininrättningar och operatörens åtgärder
Typiska CNC-applikationer inom bilindustrin inkluderar chassinbracket, växellådshus, bromssystemkomponenter, styrsystemdelar och anpassade metallbussningar. Dessa delar kräver ofta bearbetning av rostfritt stål för korrosionsbeständighet i utsatta applikationer eller aluminium för komponenter där vikt är avgörande.
För tillverkare som skalar upp från prototypbearbetning till full produktion kräver bilsektorn partner som kan bibehålla kvalitetskonsekvens vid övergång till storskalig produktion. Shaoyi Metal Technology exemplifierar denna förmåga—deras IATF 16949-certifierade anläggning kombinerar strikt SPC-övervakning med snabb skalning från prototypbearbetning till produktion och erbjuder ledtider så korta som en arbetsdag för chassinmonteringar och precisionskomponenter. Denna kombination av certifiering, processkontroll och hastighet löser bilindustrins grundläggande utmaning: att få kvalitetskomponenter in i monteringslinjerna utan dröjsmål.
Precisionsspecifikationer för luft- och rymdfart samt medicinsk teknik
Om bilindustrins tillverkning kräver konsekvens vid stor skala kräver luft- och rymdfartssektorn samt sjukvårdssektorn precision utan kompromisser. Konsekvenserna av ett misslyckat resultat – oavsett om det gäller en turbinblad som spricker på 30 000 fot eller en kirurgisk implantat som orsakar patientskada – gör att kvalitetskraven är fundamentalt icke-förhandlingsbara.
Krav på CNC-bearbetning för luft- och rymdfart
Luft- och rymdfartsapplikationer driver bearbetningskapaciteten till dess gränser. Enligt forskning inom precisionsproduktion kräver luft- och rymdfartsdelar, såsom turbinblad, motorkomponenter och strukturella fästen, toleranser så smala som ±0,0005 tum (±0,013 mm) – vilket innebär ultra-precisionsområde och kräver miljökontroller samt specialiserad mätutrustning.
AS9100D-certifiering är obligatorisk för leverantörer till luft- och rymdfartssektorn. Denna standard utökar ISO 9001 med krav som är specifika för flygsäkerhet:
- Förbättrad riskhantering: Formella processer för identifiering och hantering av risker under hela produktutvecklingsprocessen
- Konfigurationshantering: Strikta kontroller som säkerställer att delar exakt överensstämmer med godkända konstruktioner
- Kontroller av produktintegritet: Förebyggande av förfalskade material och obehöriga utbyten
- Första provningsinspektion (FAI): Omfattande verifiering av att produktionsprocesser återger kvalificerade delar
Materialkrav inom luft- och rymdfarten kräver specialiserad kompetens. Titanlegeringar erbjuder exceptionella hållfasthets-till-vikt-förhållanden men bearbetas långsamt och sliter snabbt på verktyg. Inconel och andra nickelbaserade superlegeringar motstår extrema temperaturer men ställer betydande krav på bearbetning. Även prototypframställning av kolfiber för kompositkonstruktioner kräver förståelse för hur dessa material beter sig under skärförhållanden.
Typiska luft- och rymdfartskomponenter inkluderar strukturella bygglås, motorfästen, landställskomponenter, aktuatorhus och bränslesystemskopplingar – var och en kräver dokumenterade materialcertifikat och fullständig dimensionsverifiering.
Standarder för bearbetning av medicintekniska produkter
Tillverkning av medicintekniska produkter lägger biokompatibilitetskrav till precisionen. ISO 13485-certifiering styr denna sektor med strikta krav på konstruktion, tillverkning, spårbarhet och riskhantering.
Vad som gör medicinsk bearbetning unik:
- Biotekniskt kompatibla material: Titanlegeringar av grad 5 och 23, kirurgiska rostfria stål (316L, 17-4PH) samt specialplaster som PEEK, som inte orsakar negativa reaktioner i kroppen
- Krav på ytfinish: Släta, burrfria ytor som förhindrar vävnadsskador och bakteriell kolonisering
- Kompatibilitet med rengöring och sterilisering: Delar som är utformade för att tåla upprepad autoclaveringscykling utan försämring
- Fullständig spårbarhet: Varje komponent är spårbar till specifika materialpartier för återkallelighetsmöjlighet om problem uppstår
Tillämpningar för medicinsk bearbetning sträcker sig från kirurgiska instrument och ortopediska implantat till höljen för diagnostisk utrustning och komponenter till läkemedelsleveransutrustning. Var och en kräver dokumentationspaket som uppfyller FDA:s regler och internationella standarder för medicintekniska produkter.
Från prototyp till produktionsskalning
Kanske är den mest utmanande övergången inom tillverkning inte att uppnå precision – utan att bibehålla den precisionen när volymerna ökar från enskilda prototyper till tusentals produktionsenheter. Enligt forskning om skalning av tillverkning är prissättning en av de svåraste aspekterna att hantera för en produkt – om detta görs fel går hela programmet ur spåret.
CNC-bearbetning för prototypframställning har i grunden helt andra syften än serietillverkning. Prototypbearbetning validerar designkoncept, testar funktionalitet och identifierar problem innan man går över till volymtillverkning. I detta skede är snabbhet oftast viktigare än kostnaden per enhet.
Utmaningen med övergången uppstår när framgångsrika prototyper måste omvandlas till serietillverkningsverklighet. Detta innebär:
- Förbättring av konstruktionen för tillverkning (DFM): Anpassning av prototypdesigner för att optimera effektiv tillverkning
- Processvalidering: Bekräftelse av att tillverkningsmetoderna konsekvent återger prototypens prestanda
- Materialkonsekvens: Säkerställa att produktionsmaterialen exakt motsvarar prototypens material egenskaper
- Kvalitetssystemets etablering: Införa kontrollprotokoll som är lämpliga för volymtillverkning
- Kostnadsoptimering: Minska kostnaden per enhet genom processeffektivitet utan att påverka kvaliteten
Smart tillverkare hanterar dessa utmaningar genom att samarbeta med precisionens CNC-maskinbearbetningstjänster som kan hantera båda faserna. Att arbeta med samma anläggning från prototyp till produktion eliminerar risken för att projekt överförs mellan leverantörer – där särskild kunskap om specifika delar ofta går förlorad.
Det är här leverantörer som Shaoyi Metal Technology visar särskild värde. Deras förmåga att leverera snabba prototyper med ledtider på en dag och sedan skala upp till full produktion under samma kvalitetssystem enligt IATF 16949 eliminerar den brist på kontinuitet som vanligtvis präglar övergången från prototyp till produktion. För bilmotorapplikationer i synnerhet säkerställer deras expertis inom chassinmontering och konsekventa SPC-övervakning att produktionsdelar exakt motsvarar de validerade prototyperna.
Den avgörande insikten? Att välja en online-CNC-tjänst handlar inte bara om att få idagens prototyp tillverkad. Det handlar om att hitta en partner vars kompetenser stämmer överens med hela er produktlivscykel – från första konceptvalidering genom hållbar produktion. De certifieringar, processer och branschexpertis som ni utvärderar idag avgör om er tillverkning skalar smidigt eller stöter på hinder vid varje övergångspunkt.
När du förstått branschkraven är du redo att ta det sista steget: förbereda ditt första beställning med en tydlig checklista som säkerställer framgång.
Kom igång med din första online-CNC-beställning
Du har tagit till dig mycket information – processer, material, toleranser, pristillfällen och utvärderingskriterier. Nu uppstår den praktiska frågan: hur gör du egentligen för att lägga in din första beställning? Ännu viktigare: hur vet du om online-CNC-bearbetningstjänster ens är rätt val för just ditt projekt?
Låt oss sammanfatta allt till handlingsinriktad vägledning. Oavsett om du beställer anpassade CNC-delar för en prototyp eller planerar serietillverkning av CNC-maskindelar ger detta sista avsnitt dig en tydlig ram för att fatta självsäkra beslut.
Din förbeställningschecklista
Innan du klickar på "ladda upp" går du igenom dessa avgörande överväganden. Varje kontrollpunkt förhindrar vanliga misstag som försenar projekt eller driver upp kostnaderna:
- Processval bekräftat: Har du fastställt om din del kräver fräsning, svarvning eller fleraxlig bearbetning? Cylindriska delar är lämpliga för svarvning; komplexa geometrier med flera ytor kräver fräsning; invecklade konturer kan motivera användning av 5-axlig kapacitet.
- Material angivet korrekt: Är ditt valda material lämpligt för applikationens mekaniska, termiska och miljömässiga krav? Har du verifierat att materialet är lättillgängligt via din valda plattform?
- Toleranser prioriterade: Har du identifierat vilka mått som verkligen är kritiska jämfört med de som kan acceptera standardtoleranser? Att tillämpa stränga specifikationer överallt höjer kostnaderna onödigt.
- CAD-fil validerad: Är din modell en sluten, vattentät solid? Har du tagit bort dubbel geometri, verifierat enheter (mm kontra tum) och bekräftat att inre hörn har bearbetningsbara radier?
- Filformat optimerat: Laddar du upp STEP-, IGES- eller Parasolid-filer i stället för nätbaserade format som STL? Solidgeometri översätts tydligt till tillverkningsinstruktioner.
- Gängor och särskilda funktioner dokumenterade: Har du gett explicita hänvisningar till gängor, krav på ytyta på specifika ytor eller andra detaljer som endast CAD-geometri inte kan kommunicera?
- Antal strategiskt övervägt: Sprider ditt beställda antal installationskostnader effektivt? Skulle att beställa något mer minska styckkostnaderna tillräckligt för att motivera det?
- Leveranstid realistisk: Har du tillåtit tillräcklig produktionstid, eller ökar bråttomskostnader ditt citat onödigt?
- Certifieringar verifierade: Har leverantören certifieringar som är lämpliga för din bransch – minst ISO 9001, samt IATF 16949, AS9100D eller ISO 13485 om tillämpligt?
- Krav på kvalitetsdokumentation tydliga: Behöver du kontrollrapporter, materialcertifikat eller överensstämmelseintyg? Ange dessa redan i förväg istället for att begära dem efter produktionen.
Göra rätt tillverkningsval
Här är en ärlig sanning: online-CNC-bearbetningstjänster är inte alltid den optimala lösningen. Att förstå när alternativ är mer lämpliga sparar tid, pengar och frustration.
Välj online-CNC när:
- Din del kräver precisionen, styrkan eller materialens egenskaper som endast bearbetning kan ge
- Du behöver funktionsprototyper i produktionsklassens material – inte bara visuella modeller
- Antalet delar ligger mellan 1 och flera hundratal
- Du värdesätter transparent prissättning, omedelbara offertförslag och orderföljning
- Standardmaterial och standardtoleranser uppfyller dina krav
- Leveranstider på 3–10 dagar passar in i ditt schema
Överväg istället 3D-utskrift när:
- Din geometri inkluderar interna kanaler, gitterstrukturer eller organiska former som är omöjliga att bearbeta
- Du behöver mycket små kvantiteter (1–5 delar) av icke-funktionella prototyper snabbt
- Materialens egenskaper är mindre kritiska än hastighet och geometrisk frihet
- Din budget är extremt begränsad och kraven på precision är måttliga
Enligt forskning om tillverkningsjämförelser är 3D-utskrift särskilt lämplig för delar med få geometriska begränsningar, medan CNC-bearbetning ger mer fördelaktiga ekonomier i storskalig produktion för mängder över 100 enheter med enkla geometrier.
Överväg injektering vid:
- Antalet överstiger 500–1 000+ identiska plastdelar
- Kostnaden per enhet är viktigare än den initiala investeringen i verktyg
- Din konstruktion är färdigställd och osannolik att ändras
Överväg lokala maskinverkstäder när:
- Projekten kräver omfattande samarbete och iterativ utveckling
- Leverans inom samma dag eller nästa dag är verkligen avgörande
- Ansikte-mot-ansikte-designdiskussioner skulle förbättra resultaten
- Egendomsrelaterade bekymmer kräver maximala sekretesskontroller
Många framgångsrika köpare använder flera strategier samtidigt. Snabb CNC-prototypframställning via onlineplattformar validerar designerna snabbt. Produktionsvolymerna kan överföras till injektering. Mycket specialiserade CNC-skärningsoperationer kan kvarstå hos betrodda lokala partners.
Nästa steg för ditt projekt
Du är nu rustad att navigera säkert på online-CNC-tillverkningsmarknaden. Men kunskap utan handling förblir teoretisk. Så här går du vidare i praktiken:
Börja med en provbeställning. Om du aldrig tidigare har använt en viss plattform börjar du med en enklare del istället för din mest kritiska komponent. Detta validerar deras kvalitet, kommunikation och leveranspålitlighet innan du påtar större projekt.
Sök efter partner som är redo för produktion. Om ditt projekt kan skalas upp från CNC-prototypbearbetning till volymproduktion bör du välja leverantörer som kan hantera båda faserna. Enligt tillverkningsutvärderingskriterierna bör en bra partnerskap inte bara ta hänsyn till nuvarande behov, utan också till förmågan att möta framtida krav och skala med din tillväxt.
Vad skiljer produktionsklara leverantörer åt? Sök efter påvisade kompetenser, till exempel ledtider på en dag för brådskande prototyper, certifieringar som motsvarar dina branschkrav och dokumenterade kvalitetsprocesser (särskilt statistisk processkontroll – SPC – för konsekvens). Shaoyi Metal Technology exemplifierar dessa egenskaper – deras IATF 16949-certifiering, expertis inom chassinmontering och snabba genomförandekapaciteter visar vad leverantörer med fokus på produktion bör erbjuda.
Acceptera inlärningskurvan. Din första beställning kommer troligen inte att bli perfekt. Du kommer att upptäcka nyanser kring hur man anger toleranser, förbereder filer och kommunicerar krav – saker som ingen guide kan förutse fullständigt. Varje projekt bygger på expertis som gör efterföljande beställningar smidigare och kostnadseffektivare.
Fortsätt iterera. Online-CNC-plattformar utvecklas hela tiden – bättre offertalgoritmer, utökade materialalternativ och snabbare leveranstider. Behåll nyfikenheten på nya funktioner och anta inte att dagens begränsningar kommer att kvarstå.
Tillverkningslandskapet har förändrats grundläggande. Vad en gång krävde veckor av telefonsamtal, platsbesök och offertförhandlingar sker nu på minuter via digitala plattformar. Du har tillgång till precisionstillverkningsmöjligheter som tidigare generationer av ingenjörer bara kunde drömma om.
Använd den här tillgängligheten med förnuft. Designa genomtänkt. Ange krav exakt. Samarbeta strategiskt. Och omvandla dina digitala design till fysisk verklighet med självförtroende.
Vanliga frågor om online-CNC-tjänster
1. Hur mycket kostar CNC-bearbetning?
Kostnaderna för CNC-bearbetning beror på sex huvudsakliga faktorer: materialval (aluminium kostar 1–3 USD/kg medan titan kostar 15–50 USD/kg), delens komplexitet, toleranskrav, beställd kvantitet, ytytfinishspecifikationer och ledtid. Standardtoleranser håller kostnaderna på grundnivå, medan högprecisionstoleranser kan dubbla kostnaderna. Storskaliga beställningar minskar avsevärt kostnaden per enhet – en del som kostar 134 USD per styck vid en enhet kan sjunka till 38 USD per styck vid 10 stycken. Att optimera konstruktioner genom att använda standardverktygsradier, begränsa håldjup och välja lättillgängliga material hjälper till att minimera kostnaderna utan att offra kvalitet.
2. Vad är den bästa online-CNC-tjänsten?
Den bästa online-CNC-tjänsten beror på dina specifika krav. Utvärdera leverantörer utifrån certifieringar (minst ISO 9001, samt IATF 16949 för fordonsindustrin eller AS9100D för luft- och rymdfart), kvalitetssäkringsprocesser, materialalternativ, pålitlighet vad gäller ledtider och kommunikationskvalitet. För fordonsrelaterade applikationer som kräver IATF 16949-certifiering med SPC-övervakning och snabb skalning från prototypframställning till serieproduktion erbjuder Shaoyi Metal Technology ledtider på en dag samt expertis inom chassinmontering. Begär alltid materialprovrapporter och verifiera inspektionsmöjligheter innan du går med på stora beställningar.
3. Hur får jag ett omedelbart offertförslag för CNC-bearbetning?
Ladda upp din CAD-fil (helst i STEP-, IGES- eller Parasolid-format) till en online-CNC-plattform. Plattformens algoritmer analyserar omedelbart geometrin, beräknar bearbetningstiden och inkluderar materialkostnaderna. Välj dina specifikationer – materialtyp, kvantitet, toleranser och ytyta – och få uppdateringar av priserna i realtid. De flesta plattformar ger bindande offert inom minuter, jämfört med dagar via traditionella kanaler. Se till att din modell är en sluten, vattentät kropp med bearbetningsbara inre hörnradier för korrekt automatisk offertberäkning.
4. Vilka filformat fungerar bäst för online-CNC-bearbetning?
STEP-filer (.stp, .step) är den universella standarden för CNC-bearbetning och bevarar solid geometri exakt i alla CAM-system. IGES- och Parasolid-format fungerar också väl. Undvik meshbaserade format som STL eller OBJ, eftersom dessa bryter upp smidiga kurvor i fasetterade approximationer som inte är lämpliga för precisionsbearbetning. Innan du exporterar bör du kontrollera att din modell är vattentät, ta bort dubbel geometri, eliminera väggar som är tunnare än 0,5 mm för metall och bekräfta att rätt enheter används för att undvika vanliga uppladdningsfel som kan försena produktionen.
5. När ska jag välja online-CNC framför 3D-utskrift eller lokala maskinverkstäder?
Välj online-CNC när du behöver precision, styrka och produktionskvalitetsmaterial för funktionsprototyper eller mängder från 1 till flera hundratal delar. 3D-utskrift är lämplig för interna kanaler, gitterstrukturer eller snabba visuella modeller där materialens egenskaper är mindre viktiga. Lokala maskinverkstäder är särskilt lämpliga för projekt som kräver omfattande samarbete, samma-dagens leverans eller ansikte-mot-ansikte-designsamråd. Många köpare använder alla tre metoderna strategiskt – onlineplattformar för enkla delar, lokala verkstäder för komplexa samarbetsprojekt och 3D-utskrift för geometrisk frihet.