 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

OEM-partnerskap inom metallbearbetning: 8 kostsamma misstag som tömmer din budget

Förståelse av OEM-metallbearbetning och varför det är viktigt
När du behöver anpassade metallkomponenter för dina produkter men saknar tillverkningsinfrastruktur för att producera dem själv, vad är då ditt bästa alternativ? Här kommer Oem metal fabrication in i bilden, vilket erbjuder en strategisk väg som tusentals företag är beroende av dagligen.
I grunden innebär OEM-metallbearbetning att samarbeta med en extern tillverkare som tillverkar metallkomponenter baserat på dina ritningar och specifikationer. Tillverkaren hanterar produktionen, medan du behåller äganderätten till produktens immateriella egendom (IP) och märker de färdiga komponenterna med ditt eget varumärke. Tänk dig att ha ett skickligt produktionsteam utan de fasta kostnaderna för att bygga och driva din egen fabrik.
Vad som skiljer OEM-metallbearbetning från standardtillverkning
Här är det många köpare som blir förvirrade. Standardmetallbearbetning innebär vanligtvis tillverkning av generiska eller katalogdelar som alla kunder kan köpa. I motsats till detta arbetar OEM-tillverkare enbart utifrån dina egna designspecifikationer och skapar komponenter som inte kommer att finnas med i någon annans produktserie.
Skillnaden jämfört med intern produktion är lika betydande. Att bygga egna produktionsanläggningar kräver stora kapitalinvesteringar i maskiner, infrastruktur och kvalificerad arbetskraft. Enligt analys av tillverkningsindustrin drivs övergången till OEM främst av dess kapitalsnåla natur, vilket gör att företag kan skala snabbt utan stora initiala investeringar.
Tre huvudsakliga skillnader definierar OEM-tillverkningsmodellen:
- Designägarskap: Du behåller full kontroll över din produkts immateriella rättigheter medan OEM-tillverkaren utför produktionen enligt dina specifikationer. Dina designlösningar, ditt immateriella gods, deras tillverkningskompetens.
- Varumärkesrättigheter: Till skillnad från att köpa komponenter från hyllan bär OEM-tillverkade delar ditt varumärkesidentitet. Slutkunden ser din produkt, inte tillverkarens.
- Skalbar produktion: OEM-tillverkare har etablerade leveranskedjor, utbildad arbetsstyrka och stordriftsfördelar. Detta möjliggör snabb mobilisering och gör dem idealiska för allt från pilotserier till plötsliga marknadsökningar.
Förklaring av OEM-partnershetsmodellen
Varför förlitar sig företag inom bilindustrin, flyg- och rymdindustrin, elektronik och hälsovård på specialiserade OEM-tillverkare i stället för att bygga egna kapaciteter? Svaret ligger i fokus och effektivitet.
OEM-tillverkare har kompetens att arbeta med ett brett utbud av metaller, inklusive stål, aluminium, titan och olika legeringar, vilket täcker mångsidiga branschkrav. Deras expertis sträcker sig bortom ren produktion till innovation och problemlösning. Som påpekats av branschexperter , dessa tillverkare samarbetar tätt med kunder för att förbättra design, optimera tillverkningsprocesser och övervinna tekniska utmaningar.
Kontraktstillverkning inom metallbearbetning skiljer sig grundläggande från att arbeta med ett grundläggande verkstadshus. Medan verkstadshus hanterar korta serier eller enskilda produktioner på offertgrund, är kontraktstillverkare organiserade kring långsiktiga relationer och volymbaserat arbete. De erbjuder robusta system för schemaläggning, kvalitetssäkring, materialhantering och dokumentation som produktionsmiljöer kräver.
Det slutgiltiga resultatet? Att välja OEM-tillverkare gör att er företag kan fokusera på kärnkompetens, oavsett om det gäller produktdesign, marknadsföring eller kundrelationer, medan erfarna tillverkningspartners hanterar den komplexa produktionsprocessen. Denna samarbetsmodell har blivit oersättlig för företag som vill ta fram produkter effektivt till marknaden utan att offra kvalitet eller kontroll.
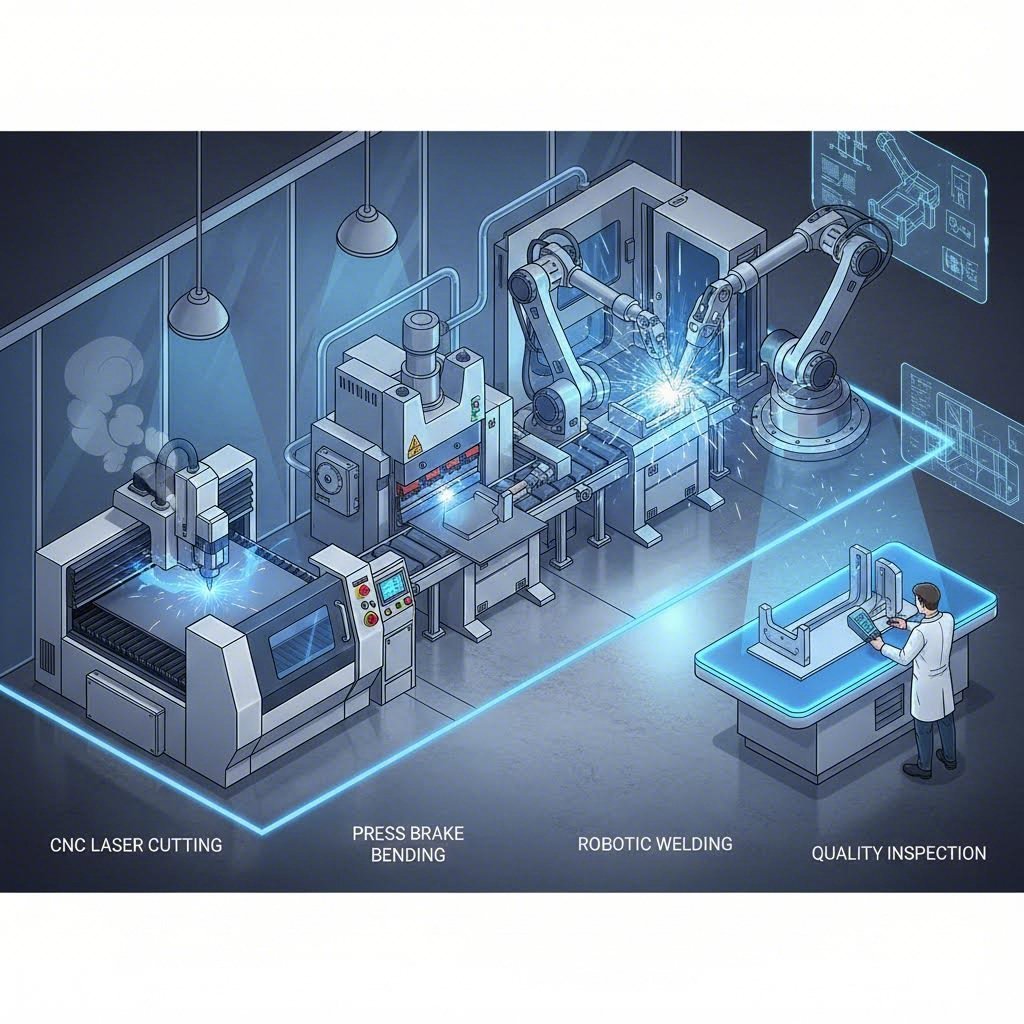
Den kompletta OEM-processen för metallbearbetning
Så du har bestämt dig för att samarbeta med en OEM-tillverkare. Vad händer sedan? Att förstå hela arbetsflödet, från initial idé till levererade komponenter, hjälper dig att planera realistiska tidsramar, förutse beslutsstunder och undvika kostsamma överraskningar längs vägen.
Precisionsproduktion enligt kontrakt följer en strukturerad sekvens som balanserar hastighet med kvalitet. Varje steg bygger på det föregående, vilket skapar kontrollpunkter där du kan verifiera framstegen innan du lägger ytterligare resurser.
Från koncept till komponent i åtta steg
Den metallbearbetning enligt kontrakt vanligtvis genomförs i åtta sammankopplade steg. Även om varaktigheten för varje fas varierar beroende på projektets komplexitet och volymkrav, är sekvensen densamma i de flesta samarbeten inom metallbearbetning.
- Designgranskning och rådgivning: Resan börjar när du delar dina produktspecifikationer med tillverkaren. Under denna fas granskar ingenjörer dina CAD-filer, ritningar och tekniska krav. Enligt experter inom tillverkningsprocesser innebär detta att definiera exakta mått, materialtyper, hållfasthetskrav, toleranser och kostnadshänseenden. Förvänta dig detaljerade diskussioner om din applikation, prestandakrav och produktionsvolymer.
- Materialval: Utifrån dina designkrav rekommenderar tillverkaren lämpliga metaller och legeringar. Olika material erbjuder unika egenskaper som hållfasthet, korrosionsmotstånd och termisk prestanda. En erfaren partner inom kontraktstillverkning av metall hjälper dig att balansera prestandakrav mot budgetbegränsningar och föreslår ofta alternativ som du kanske inte har övervägt.
- Prototypning: Innan man går vidare till full produktion skapas fysiska modeller för testning och utvärdering. CNC-bearbetning är den vanligaste prototyperingsmetoden, eftersom den erbjuder hög precision, mångsidighet och snabba leveranstider. För hus, paneler och komponenter som kräver böjning och formning kan plåtbearbetning vara mer lämplig. Denna fas gör det möjligt att upptäcka designfel i ett tidigt skede, då ändringar kostar minst.
- Verktygsutveckling: När prototyperna har godkänts skapar tillverkaren specialverktyg, fixturer och verktyg som behövs för produktionen. Detta investeringssteg möjliggör konsekvent och upprepningsbar tillverkning i större skala. Komplexiteten hos dina komponenter påverkar direkt verktygsbehovet och de associerade kostnaderna.
- Produktionskörningar: Den faktiska tillverkningen påbörjas. Skär- och formningsoperationer kan inkludera laserskärning, vattenjetskärning, plasmaskärning, skärning med skärmaskin eller sågning. Komponenter som kräver strama toleranser bearbetas med CNC för att uppnå släta ytor. Svetsnings- och fogoperations monterar flera delar till färdiga komponenter.
- Kvalitetskontroll: Under hela produktionsprocessen verifierar din partner att komponenterna uppfyller de krävda specifikationerna och kvalitetsstandarderna. Inspektionsmetoder varierar från visuell granskning till avancerade icke-destruktiva provningsmetoder, beroende på dina branschkrav och komponenternas kritikalitet.
- Ytbehandling: Efter fogning har metallkomponenter ofta grova kanter, svetsmärken eller oxidation som måste tas bort. Avslutande processer förbättrar utseende, funktion och hållbarhet genom slipning, polering, sandblästring eller pulverlackering.
- Logistik och leverans: Det sista steget omfattar förpackning, lagring och leverans för att säkerställa tidig leverans. En pålitlig tillverkningspartner samordnar dessa logistikprocesser så att de stämmer överens med dina produktionsplaner och lagerbehov.
Kritiska kontrollpunkter i tillverkningsarbetsflödet
Låter det komplext? Det behöver inte vara överväldigande när du vet var du ska rikta din uppmärksamhet. Flera kritiska kontrollpunkter avgör projektets framgång, och att missa någon av dem kan leda till de kostsamma misstagen som denna artikel behandlar.
Design för tillverkbarhet (DFM) representerar kanske den viktigaste kontrollpunkten i hela processen. DFM-principer bör integreras redan i den tidigaste designgranskningsskedet, inte efter att prototyper avslöjat problem. Detta proaktiva tillvägagångssätt analyserar din design för att identifiera funktioner som kan orsaka produktionsproblem, öka kostnader eller minska komponenternas tillförlitlighet.
Tänk dig att utforma en fästeplåt med en inre hörnradi som är för trång för standardverktyg. Utan DFM-analys kanske du inte upptäcker detta problem förrän i produktionen, vilket kräver dyra specialverktyg eller helt omläggning av designen. Med integrerad DFM redan från början får du uppmaning från tillverkaren under designgranskningen, där en något större radie föreslås – vilket ger samma funktion men till en bråkdel av kostnaden.
Effektiv DFM-optimering behandlar flera nyckelområden:
- Tillgänglighet för funktioner: Säkerställa att bearbetningsverktyg och svetsutrustning kan nå alla nödvändiga ytor
- Toleransackumulering: Analysera hur enskilda toleranser adderas över monterade komponenter
- Materialutnyttjande: Optimera konstruktioner för att minimera spill och sänka materialkostnader
- Processkonsekvens: Kombinera flera operationer där det är möjligt för att minska hantering och inställningstid
Samverkan inom kontraktstillverkning av metall fungerar bäst när du behandlar din tillverkare som en samarbetspartner snarare än bara en leverantör som utför beställningar. Deras tillverkningskompetens, kombinerat med din produktkunskap, skapar komponenter som presterar bättre och kostar mindre än vad någon av parterna skulle kunna uppnå enskilt.
När arbetsflödet är etablerat innebär nästa avgörande beslut att välja rätt material för dina specifika applikationskrav.
Strategier för materialval av OEM-metallkomponenter
Att välja fel material för din OEM-delars tillverkningsprojekt är ett av de snabbaste sätten att spräcka din budget. Ändå, förvånande nog, skyndar många köpare sig igenom detta beslut och fokuserar enbart på omedelbara kostnader, samtidigt som de ignorerar hur valet av material påverkar varje efterföljande process.
Så här ligger det till: valet av metall påverkar inte bara komponentens prestanda utan också svårighetsgraden vid svetsning, möjligheterna till ytbehandling, verktygsslitage och till och med fraktkostnader. En genomtänkt strategi för materialval balanserar sex viktiga faktorer som tillverkare värderar olika beroende på sina prioriteringar.
Enligt metallurgiska experter vid Ulbrich inkluderar de viktigaste faktorerna vid legeringsval fysikaliska egenskaper, mekaniska egenskaper, kostnad, livslängd, krav på bearbetning och ytsegenskaper. Vikten av varje faktor varierar från projekt till projekt, men alla bör beaktas i ditt beslut.
Matcha material mot krav för tillämpningen
Innan du går in på specifika metaller bör du ställa dig några avgörande frågor. Kommer din komponent att utsättas för fukt, kemikalier eller extrema temperaturer? Spelar vikten roll för din tillämpning? Vilka toleranser och ytor krävs? Svaren guider dig mot rätt materialfamilj.
Fysikaliska egenskaper styr ofta det initiala valet. Om korrosionsmotstånd är viktigt tittar du sannolikt på rostfritt stål eller vissa aluminiumlegeringar. Tillämpningar som innebär extrema höga eller låga temperaturer kan peka mot nickelbaserade legeringar. För konsumentinriktade produkter där estetik spelar roll kan material med utmärkta ytbehandlingsalternativ prioriteras.
Mekaniska egenskaper begränsar valet ytterligare. Krav på hållfasthet, oavsett drag- eller lämplighet för omformning, samt hårdhetskrav påverkar alla vilken specifik sort inom en materialfamilj som är lämplig. Kom ihåg att dessa egenskaper ofta kan justeras genom bearbetning, eftersom valsning och glödgning finjusterar egenskaperna för att passa dina behov.
Stål-, aluminium- och specialmetallvalsguide
Låt oss bryta ner de vanligaste materialkategorier du kommer att möta inom tillverkning av metallkomponenter och när respektive val är lämpligt.
Kolstål fortsätter vara arbetshesten inom industriell tillverkning. Den erbjuder utmärkt hållfasthet till en relativt låg kostnad, vilket gör den idealisk för strukturella tillämpningar där korrosion inte är en primär fråga. Lågkolstål som 1018 bearbetas väl och svetsas lätt. Det kräver dock skyddande beläggningar eller ytbehandlingar i miljöer med fuktutsättning.
Rostfritt stål används när korrosionsmotstånd blir kritiskt. Sorter från 300-serien, särskilt 304 och 316, dominerar OEM-tillämpningar. För miljöer över 2 000 °F rekommenderar Ryerson 310 rostfritt stål på grund av dess oxidationsskydd och höga temperaturhållfasthet. När svetsning ingår erbjuder 316L motstånd mot korngränskorrosion efter svetsningen.
OEM Aluminium erbjuder det bästa styrka-till-vikt-förhållandet inom kategorin vanliga metaller. Av aluminiumlegeringar sticker 6061 ut för strukturella tillämpningar som kräver utmärkt hållfasthet, korrosionsmotstånd och bearbetbarhet. I motsats till detta erbjuder aluminiumlegering 6063 en överlägsen ytfinish, vilket gör den till det föredragna valet för arkitektoniska tillämpningar och komponenter där estetik är viktig. Enligt experterna på Ryerson: om du behöver hållfasthet, välj 6061; för estetik och formbarhet, välj 6063.
Specialmetaller kommer in i bilden för krävande tillämpningar. Titan erbjuder exceptionell styrka-till-vikt-prestanda och korrosionsmotstånd för flyg- och rymdindustri samt medicinska enheter. Inconel och andra nickelbaserade superlegeringar klarar extrema temperaturer och korrosiva miljöer som skulle förstöra konventionella stål.
| Material | Dragfastighet | Relativ vikt | Korrosionsbeständighet | Relativ kostnad | Typiska Tillämpningar |
|---|---|---|---|---|---|
| Kolstål (1018) | Hög | Tungt | Låg | $ | Strukturella rammar, fästen, maskinbaser |
| Rostfritt stål (304) | Hög | Tungt | Excellent | $$ | Livsmedelsindustri, kemisk utrustning, medicinsk utrustning |
| Rostfritt stål (316) | Hög | Tungt | Överlägsen | $$$ | Marina tillämpningar, farmaceutisk industri, högkorrosiva miljöer |
| Aluminium (6061-T6) | Medium | Ljus | Bra | $$ | Fordons-, flyg- och rymdindustri, maskiner |
| Aluminium (5052-H32) | Medel-Låg | Ljus | Excellent | $$ | Plåtkapslingar, marinkomponenter |
| Titan (Ti 6Al-4V) | Mycket hög | Ljus | Excellent | $$$$ | Luft- och rymdfart, medicinska implantat, racning |
Hur materialval påverkar efterföljande processer
Ditt materialval existerar inte i vakuum. Det påverkar varje efterföljande tillverkningsoperation, vilket påverkar både kvalitet och kostnad på sätt som många köpare inte räknar med.
Sammanfogbarhet: Alla metaller svetsas inte på samma sätt. Att direkt svetsa aluminium till stål är omöjligt på grund av deras olika metallurgiska egenskaper. Branscher som skeppsbyggande och luft- och rymdfart använder bimetalliska övergångsinfogningar för att foga samman dessa olikartade metaller. Även inom samma materialfamilj svetsas vissa sorter lättare än andra, vilket påverkar arbetstid och felfrekvens.
Ytbehandlingsalternativ: Olika material accepterar olika ytbehandlingar. Aluminium kan få fabriksbehandling, borstad yta eller anodiseras för att förbättra både utseende och korrosionsmotstånd. Stål kräver ofta målning eller pulverlackering för skydd. Att förstå dina krav på ytbehandling redan från början hjälper till att begränsa valet av material.
Bearbetning och verktygsslitage: Hårdare material sliter hårdare på verktyg, vilket ökar produktionskostnaderna över tid. Vissa legeringar är lättare att bearbeta än andra, vilket påverkar cykeltider och ytans kvalitet. När du anger toleranser bör du komma ihåg att smalare toleranser på svårbearbetade material drastiskt ökar kostnaderna.
Det slutgiltiga budskapet? Materialval handlar inte bara om metallen i sig. Det handlar om att förstå hur det valet påverkar varje steg i din OEM-delars tillverkningsprocess. Samarbeta med en tillverkare som kan bedöma dessa effekter redan i designfasen, innan materialval fastslås och onödiga kostnader uppstår.
Med material valda blir nästa övervägande lika viktigt: att säkerställa att er tillverkningspartner upprätthåller de kvalitetscertifieringar och inspektionsstandarder som er bransch kräver.

Kvalitetscertifieringar och inspektionsstandarder förklarade
Ni har valt det perfekta materialet och färdigställt er design. Men hur kan ni vara säkra på att era tillverkade OEM-komponenter faktiskt uppfyller de kvalitetskrav som er tillämpning ställer? Här är det certifieringar och inspektionsprotokoll som skiljer pålitliga partners från riskfyllda.
Här är något många köpare missar: en certifiering är inte bara en plakett på väggen. Den representerar ett verifierat kvalitetsledningssystem med dokumenterade procedurer, utbildad personal och granskningar av tredje part som bekräftar att tillverkaren konsekvent levererar det de lovar. Att förstå vad varje certifiering faktiskt innebär hjälper er att bedöma potentiella partners mer effektivt.
Avkodning av branschcertifieringar för metallbearbetning
Gå in på en metallbearbetningsanläggning och du kommer förmodligen att se logotyper för olika certifieringar tydligt framme. Men vad garanterar dessa akronymer egentligen? Låt oss gå igenom de vanligaste som du stöter på när du bedömer leverantörer av kontraktstjänster inom metall.
ISO 9001:2015 utgör grunden för de flesta kvalitetsledningssystem. Enligt experter inom branschcertifiering kräver denna internationellt erkända standard att organisationer definierar och följer ett kvalitetsledningssystem som är både lämpligt och effektivt, samt att de identifierar områden för förbättring. Tänk på det som en grundläggande certifiering som visar att en tillverkare har systematiska kvalitetskontroller på plats.
AWS-certifiering (American Welding Society) fokuserar specifikt på svetskvalitet. Denna certifiering är ett bevis på en tillverkares förmåga att producera kvalitetsstålsvetsar enligt branschstandarder. Certifieringsprocessen inkluderar godkända skriftliga prov och praktiska svetstester som genomförs av AWS-certifierade lärare. Många företag samarbetar endast med AWS-certifierade tillverkare, vilket gör denna kompetens absolut nödvändig för metallbearbetningsavtal som innefattar sammansvetsade konstruktioner.
AISC-certifiering (American Institute of Steel Construction) erbjuder tredjepartsverifiering att en ståltillverkare har personal, organisation, erfarenhet, kapacitet och engagemang för att uppfylla stränga kvalitetskrav för strukturella stålprodukter. Enligt specialister inom certifiering är AISC-certifiering erkänd i hela USA som märke på en kompetent och pålitlig ståltillverkare.
AS9100D ställer kvalitetskrav på samma stränga nivå som flyg- och rymdindustrin. Denna certifiering bygger på ISO 9001 men lägger till specifika krav för flyg- och rymdindustrin, inklusive förbättrad spårbarhet, konfigurationshantering och riskbaserat tänkande. Om dina komponenter används i flygplan eller rymdtillämpningar är denna certifiering inte frivillig.
IATF 16949 representerar kvalitetsstandarden för bilindustrin. Utöver grundläggande kvalitetsledning betonas förebyggande av fel, minskning av variation och eliminering av slöseri i leveranskedjan. Bil-OEM:er kräver vanligtvis denna certifiering från sina underleverantörer.
ISO 13485:2016 styr tillverkning av medicintekniska produkter. Enligt regulatoriska experter vid NSF betonar denna standard efterlevnad av regler och riskhantering för att säkerställa säkerhet och effektivitet hos medicintekniska produkter. Den utgör grunden för efterlevnad av regler för medicintekniska produkter inom EU, Kanada, Japan, Australien och alltmer också i Förenta staterna.
Certifieringskrav efter branschsektor
Vilka certifieringar är viktiga för din specifika applikation? Branschkraven varierar kraftigt, och att välja en partner utan rätt behörigheter kan helt stoppa projekt.
- Bilindustrin: IATF 16949-certifiering är i regel obligatoriskt för direktleverantörer. ISO 9001 kan räcka för leverantörer på lägre nivå, men fordons-OEM:er kräver allt oftare certifiering längs hela leveranskedjan. AWS-certifiering blir kritiskt för chassin och strukturella komponenter som innehåller svetsade delar.
- Rymdsektorn: AS9100D-certifiering är minimikravet. Beroende på den specifika användningen kan ytterligare certifieringar som Nadcap (för särskilda processer) krävas. Spårbarhetskrav sträcker sig till råmaterialcertifieringar och värmeomgångsspårning.
- Medicinteknisk sektor: ISO 13485:2016 är väsentligt för tillverkare, leverantörer och serviceleverantörer. Enligt NSF etablerar denna standard kvalitets- och säkerhetsprocesser från design till produktion, installation och underhåll. FDA har anpassat sina krav till ISO 13485, med full genomdrivning av den nya regeln för kvalitetsledningssystem som börjar februari 2026.
- Marinsektorn: Klassificeringssällskapscertifieringar från organisationer som ABS (American Bureau of Shipping) eller Lloyd's Register verifierar att tillverkade komponenter uppfyller marina säkerhetsstandarder. Dessa certifieringar innebär regelbundna revisioner och materialspårbarhetskrav specifika för marin användning.
- Allmän industri: ISO 9001:2015 ger en solid grund. CRSI-certifiering (Concrete Reinforcing Steel Institute) är viktig för armeringsstålstillämpningar och säkerställer stränga standarder för kvalitetskontroll, produktion och inspektion.
Kontrollpunkter för kvalitetskontroll som skyddar dina produkter
Certifieringar skapar ramverket, men det som sker på verkstadsplan avgör om dina tillverkade OEM-komponenter faktiskt uppfyller specifikationerna. Effektiv kvalitetskontroll innebär flera inspectionsmetoder som tillämpas i strategiska steg under hela produktionsprocessen.
Dimensionsverifiering bekräftar att färdiga delar överensstämmer med dina designspecifikationer. Detta sträcker sig från manuella mätningar med skjutmått och mikrometerskruvar till avancerade koordinatmätningsmaskiner (CMM) för komplexa geometrier. Kritiska mått kontrolleras till 100 %, medan mindre kritiska funktioner kan följa statistiska provtagningsplaner.
Materialprovning verifierar att den metall du angett faktiskt är den du tagit emot. Detta inkluderar kemisk analys för att bekräfta legeringssammansättning, mekanisk provning för dragstyrka och hårdhet samt certifikat som spårar materialet tillbaka till smältverket. För kritiska tillämpningar ger oberoende tredjepartsprovning ytterligare säkerhet.
Svartsinspektion använder flera tekniker beroende på kritikalitet. Visuell inspektion upptäcker ytskador, medan icke-destruktiva provningsmetoder som ultraljudsprovning, röntgeninspektion eller magnetpulverinspektion avslöjar inre fel som är osynliga för ögat. AWS-certifierade inspektörer tillför standardiserade utvärderingskriterier till denna process.
Ytanalys säkerställer att komponenter uppfyller estetiska och funktionella krav. Profilometrar mäter ytjämnhet kvantitativt, medan visuella standarder verifierar beläggningens tjocklek, färgkonsekvens och utseende. För anodiserade eller belagda delar bekräftar adhäsionsprovning ytans hållbarhet.
Förståelse av toleransstandarder
Toleransspecifikationer påverkar direkt både komponenternas prestanda och tillverkningskostnaden. Stramare toleranser kräver mer exakt utrustning, långsammare bearbetningshastigheter och ökad inspektion, vilket alla ökar kostnaden. Att förstå branschstandardiserade toleranser hjälper dig att ange lämpliga specifikationer utan onödig överdimensionering.
Allmänna maskinbearbetningstoleranser ligger vanligtvis inom ± 0,005 tum för de flesta kommersiella tillämpningar. Precisionstillämpningar kan kräva ± 0,001 tum eller tätare. Plåtbearbetning håller generellt ± 0,015 tum på formade mått, även om detta varierar beroende på materialtjocklek och böjningskomplexitet.
Nyckeln är att anpassa toleranser till funktionella krav. Fråga dig själv: vilken tolerans behöver denna detalj faktiskt för att kunna utföra sin funktion? Att ange onödigt stränga toleranser på icke-kritiska detaljer slösar pengar utan att förbättra produktens prestanda.
Kvalitetsinriktade tillverkare hjälper dig att optimera toleransspecifikationer under granskningen av konstruktion för tillverkbarhet. De identifierar vilka mått som verkligen kräver sträng kontroll och vilka som kan acceptera standardtillverkningstoleranser, och balanserar sålunda prestandakrav mot tillverkningsekonomi.
När kvalitetsramar är förstådda blir nästa övervägande hur dessa standarder tillämpas olika inom specifika branschsektorer, var och en med unika krav på tillverkning och efterlevnad.

Branschspecifika OEM-tillverkningskrav
Här är en fråga som fångar många inköpsteam: varför kostar samma typ av fästeplåt helt olika mycket beroende på om den ska användas i en bil, ett flygplan eller en sjukhusmaskin? Svaret ligger i branschspecifika krav som grundläggande förändrar hur partners inom kontraktstillverkning och metallbearbetning närmar sig varje projekt.
Varje sektor ställer unika krav. Dessa skillnader sträcker sig långt bortom bara att uppfylla tätare toleranser eller erhålla ytterligare certifieringar. De påverkar materialval, dokumentationskrav, testprotokoll och till och med hur din tillverkare organiserar sin produktionsyta. Att förstå dessa skillnader hjälper dig att välja rätt kontraktsbaserade plåtbearbetaren för ditt specifika användningsområde och undvika kostsamma missförhållanden.
Krav och efterlevnadskrav inom bilsektorn
När du tillverkar chassikomponenter, upphängningsfästen eller strukturella sammanställningar för fordonsapplikationer kommer du in i en värld där volym, konsekvens och kostnadseffektivitet är det viktigaste. Fordons-OEM:er kräver IATF 16949-certifiering som ett minimum, men det är bara början.
Bilindustrin arbetar med mycket smala marginaler och produktionsvolymer som överstiger de flesta andra industrier. Din OEM-partner för plåtbearbetning måste kunna visa kapacitet för stora serier samtidigt som statistisk processkontroll upprätthålls över tusentals identiska delar. Enligt kontraktstillverkningsspecialister gör branschspecifik kompetens att projektstart sker snabbare, utvecklingstid minskar och efterlevnad av branschregler säkerställs – alla avgörande faktorer när tidsplanerna för bilintroduktioner hela tiden förkortas.
Typiska fordonskomponenter inkluderar:
- Chassi- och ramkomponenter: Strukturella fästen, tvärstag och infästningsplattor som kräver högt hållfasthets-till-viktförhållande
- Fjädringsdelar: Styrarmar, fjädringsfästen och fjäderbäddar som kräver exakt dimensionskontroll
- Karossstrukturdelar: Förstyvningar, pelare och krockstrukturer där materialkonsekvens påverkar säkerhetsbetyg
- Drivlinjefästen: Motordämpare och växellådsstöd som kräver vibrationsmotstånd och termisk stabilitet
Leveranstider inom bilindustrin följer ofta just-i-tid-leveransmodeller, vilket innebär att din tillverkare behöver robusta logistikförmågor och flexibilitet att snabbt anpassa produktionsscheman. Missar man en leveranstid kan det leda till att en monteringslinje stoppas, en situation som omedelbart förstör leverantörsrelationer.
Rymd- och flygindustri: Där precision möter spårbarhet
När man går in i rymd- och flygtillverkning förändras reglerna dramatiskt. Här spelar varje gram roll, dokumentationskraven ökar exponentiellt, och kvalitet är inte bara viktigt – det är bokstavligen en fråga om liv och död.
Strukturella sammanfogningar inom rymd- och flygindustrin utsätts för extrema driftsförhållanden: temperatursvängningar från -65°F i hög höjd till 300°F nära motorer, konstant vibration och belastningscykler mätta i miljoner. Material som titanlegeringar, höghållfast aluminium och specialstål dominerar, där varje material kräver särskild bearbetningskompetens som allmänna tillverkare ofta saknar.
AS9100D-certifiering blir obligatorisk, men större flyg- och rymdindustrier genomför också egna leverantörsgranskningar och kan kräva Nadcap-ackreditering för särskilda processer som svetsning, värmebehandling eller provningsfria provningstekniker. Kraven på spårbarhet ensamt skiljer flyg- och rymdindustrin från andra sektorer. Varje råmaterialbit måste kunna spåras tillbaka till sin ursprungliga millecertifiering, och den dokumentationen följer delen under hela dess livslängd.
Produktionsvolymer tenderar att vara lägre men med avsevärt högre värde per del. En tillverkare van vid att producera 50 000 bilfästen i månaden kan få svårt med ett flyg- och rymdindustriorder på 200 komplexa monteringsdelar som kräver omfattande dokumentationspaket för varje enhet.
Tillverkning av medicintekniska produkter: Sterilitet möter precision
Tillverkning av medicintekniska produkter introducerar krav som överraskar tillverkare utan hälso- och sjukvårdsrelaterad erfarenhet. Enligt experter inom medicinsk tillverkning blir precisionsbearbetning oeftergivlig när ens det minsta felet kan få allvarliga konsekvenser för patienters hälsa och säkerhet.
Biokompatibilitet är den främsta betraktelsen för komponenter som kommer i kontakt med patienter. Detta krav styr materialvalet mot specifika sorters rostfritt stål, titan och andra legeringar som bevisats säkra vid kontakt med mänsklig vävnad. Ytbehandlingar är av stor betydelse, eftersom ojämna ytor kan hålla kvar bakterier eller orsaka vävnad irritation.
Viktiga krav för tillverkning av medicinska produkter inkluderar:
- Korrosionsbeständighet: Enheter utsätts ofta för sterilisering med hårda kemikalier och höga temperaturer
- Ytbehandlingsstandarder: Ra-värden anges ofta under 32 mikrotum för ytor i kontakt med vätskor
- Fullständig materialspårbarhet: Fullständig dokumentation från råmaterial till färdig produkt
- Rena tillverkningsmiljöer: Vissa komponenter kräver tillverkning i kontrollerade miljöer
ISO 13485:2016-certifiering styr kvalitetssystem för tillverkning av medicintekniska produkter. Enligt experter inom medicinsk tillverkning måste tillverkare kombinera erfarenhet, kompetens och senaste tekniken vid tillverkning av precisionsbearbetade plåtdelar för att säkerställa kvalitet, säkerhet och prestanda för varje tillverkad komponent.
Elektronikhus: EMF-skydd och värmevård
Tillverkning av elektronik innebär egna särskilda krav fokuserade på elektromagnetisk kompatibilitet och termisk prestanda. Precisionshöljen måste skydda känsliga komponenter samtidigt som de hanterar värmeavgivning, en svår balansgång som påverkar materialval och designkomplexitet.
Toleranser blir avsevärt strängare för elektronikanvändningar. Panelspår måste vara konsekventa för att säkerställa effektiv EMF-skydd, medan monteringsfunktioner kräver precision för att garantera korrekt komponentpositionering. Aluminium dominerar denna sektor på grund av sin utmärkta värmeledningsförmåga, lättvikt och naturliga EMF-skyddeger.
Krav på ytbehandling inkluderar ofta ledande beläggningar eller behandlingar som säkerställer elektrisk kontinuitet över sammankopplade ytor. Till skillnad från dekorativa ytor i konsumentprodukter har ytor inom elektronik funktionella syften som påverkar produktprestanda.
Hur bransch avgör tillverkningsspecifikationer
Tänk dig att skicka samma ritning till fyra olika tillverkare, var och en specialiserad på olika branscher. Du skulle få fyra helt olika offerter, leveranstider och bedömningar av kapacitet. Tabellen nedan visar varför dessa variationer uppstår.
| Krav | Bilindustrin | Luftfart | Medicinsk | Elektronik |
|---|---|---|---|---|
| Typiska toleranser | +/– 0,010" standard | +/– 0,005" eller strängare | +/– 0,005" typiskt | +/– 0,005" för kritiska passningar |
| Krav på certifieringar | IATF 16949, ISO 9001 | AS9100D, NADCAP | ISO 13485, FDA-registrering | ISO 9001, UL-konformitet |
| Vanliga material | Höghållfast stål, aluminium | Titan, aluminiumlegeringar, Inconel | rostfritt stål 316L, titan | Aluminium, koppar, galvaniserat stål |
| Produktionsvolymer | Hög (10 000+ enheter) | Låg till medel (50–500 enheter) | Låg till medel (100–5 000 enheter) | Medel till hög (1 000–50 000 enheter) |
| Leveranstidförväntningar | produktion på 4–8 veckor | 12–20 veckor med dokumentation | 8–16 veckor med validering | 6–10 veckor i genomsnitt |
| Dokumentationsnivå | PPAP-paket krävs | Omfattande spårbarhet på komponentnivå | Enhetsmasterdokument, validering | Standardiserade inspectionsrapporter |
Kontraktstillverkare anpassar sina processer för att möta varje branschs unika krav genom särskild utbildning, investeringar i utrustning och ändringar i kvalitetssystem. En tillverkare med stor erfarenhet av fordonsindustrin har troligen investerat i statistisk processstyrning, automatiserade inspektionssystem och lean-tillverkningsmetoder som säkerställer den konsekvens som krävs vid storskalig produktion.
En tillverkare med inriktning på flyg- och rymdindustrin betonar däremot dokumentationssystem, särskilda processcertifieringar och inspektionskapacitet – funktioner som vore överdimensionerade för allmän industriell produktion men är avgörande för komponenter som används i flygkritiska applikationer.
Budskapet? Att anpassa ditt projekt till en tillverkare med relevant branscherfarenhet handlar inte bara om certifieringar på papperet. Det handlar om att samarbeta med en partner vars hela verksamhet är anpassad efter din sektors specifika krav. Denna anpassning minskar inlärningskurvor, förhindrar överraskningar kring efterlevnad och resulterar i komponenter som uppfyller dina krav utan kostsamma omarbetningar eller förseningar.
Att förstå dessa branschspecifika krav hjälper dig att ställa bättre frågor under utvärderingen av partners. Men även med rätt branschmatch kan samarbetsfallgropar fortfarande spåra ur dina tillverkningsprojekt om du inte är förberedd att hantera dem proaktivt.
Undvik vanliga fallgropar i OEM-tillverkningspartnerskap
Du har identifierat rätt branschspecialiserade tillverkare med imponerande certifieringar. De inledande samtalen gick smidigt, och offerten såg konkurrenskraftig ut. Så varför gick projektet ändå fel? Svaret ligger ofta i partnerskapets dynamik, vilket inte kan förutsägas enbart utifrån certifieringar och kapaciteter.
Här är en realitetstest: även väl matchade relationer med kontraktstillverkare inom metall misslyckas när köpare och leverantörer bortser från de mänskliga och processmässiga faktorerna som avgör daglig framgång. Enligt experter på kontraktstillverkning innebär framgång i dessa partnerskap att följa beprövade metoder såsom tydlig kommunikation, grundlig undersökning av tillverkare och etablering av starka partnerskap. Låt oss undersöka de fem mest skadliga fallgroparna och hur du kan förhindra varje enskild innan den dränerar din budget.
Fem partnerskapsfallgropar som torpederar tillverkningsprojekt
Tänk på dessa utmaningar som dolda stenar under lugnt vatten. De tillkännager sig inte förrän ditt projekt går på grund. Att identifiera dem i tid ger dig möjligheten att navigera runt dem helt och hållet.
- Otydliga specifikationer som leder till omarbete: Vagritande ritningar, ofullständiga toleransangivelser eller tvetydiga materialkrav skapar tolkningsluckor som din tillverkare fyller med antaganden. När dessa antaganden inte överensstämmer med dina förväntningar följer dyrt omarbete. Förebyggande börjar med noggrann designdokumentation och en formell granskningsprocess för design. Som branschexperter påpekar innebär tydlig definiering av krav att specificera produkten som ska tillverkas, inklusive material, design och prestandakrav. Be din tillverkare dokumentera deras tolkning av kritiska funktioner och få ditt skriftliga godkännande innan produktionen påbörjas.
- Kommunikationsbrott under produktion: Projekt sällan fortskrider exakt enligt plan. Materialförseningar, utrustningsproblem och oklarheter i designen uppstår under produktionen. När kommunikationskanaler misslyckas eskalerar små problem till stora. Lösningen? Upprätta en stark kommunikationskanal som inkluderar regelbundna statusmöten, utsedda kontaktpersoner, tydliga eskaleringsförfaranden och definierade svarsfrister. Anta inte att veckovisa e-postuppdateringar räcker när daglig samordning kan vara nödvändig under kritiska faser.
- Kvalitetsvariationer mellan partier: Er första produktionstid uppfyllde specifikationerna perfekt. Den tredje serien hade dimensionsavvikelse. Den femte serien visade variationer i ytfinish. Inkonsekvens mellan serier underminerar förtroendet och skapar problem i efterföljande montering. Förhindra detta genom att fastställa tydliga kvalitetsstandarder från början och säkerställa att alla leverantörer förstår och följer dem. Begär kvalitetscertifieringar, överväg besök på plats för att utvärdera processer och genomför regelbundna kvalitetsgranskningar för att upptäcka problem i ett tidigt skede.
- Intellektuella egendomsfrågor: Dina proprietära designar representerar en betydande investering. Att dela dem med en kontraktstillverkare innebär inherenta risker, särskilt med OEM-tillverkare i USA-anläggningar som kan tjäna dina konkurrenter eller med utländska partners som verkar under andra rättsliga ramar. Skydd kräver sekretessavtal i din kontrakt, regelbunden övervakning av hur din proprietära information används samt noggrann utvärdering av en tillverkares kundbas innan du går in på ett samarbete. Vissa köpare segmenterar sin tillverkning genom att behålla de mest känsliga komponenterna hos betrodda partners medan mindre kritiska delar outsourcas mer brett.
- Kapacitetsbegränsningar vid efterfrågehöjningar: Din produktlansering överskred förväntningarna, eller så ökade en stor kund sina beställningar oväntat. Plötsligt kan din tillverkare inte hänga med. Denna kapacitetsknapphet inträffar oftare än köpare förväntar sig, särskilt hos mindre amerikanska verkstäder för metallbearbetning som saknar flexibilitet i produktionen. Åtgärda detta proaktivt genom att diskutera kapacitetsplanering redan vid partnerskapets start. Förstå deras nuvarande utnyttjandegrad, möjlighet att lägga till skift och relationer till samarbetspartners för extra volymer. Att bygga in volymåtaganden med flexibilitetsklausuler skyddar båda parter när efterfrågan svänger.
Proaktiva strategier för smidigare OEM-relationer
Att undvika fallgropar kräver mer än medvetenhet; det kräver systematisk förebyggande verksamhet. De mest framgångsrika partnerskapen etablerar tydliga ramar innan problem uppstår, inte som reaktion på dem.
Dokumentation som förhindrar tvister: Alla antaganden, alla muntliga överenskommelser och alla designklarläggningar bör dokumenteras skriftligen. Skapa ett projektdokumentationspaket som innehåller godkända ritningar med revideringskontroll, materialspecifikationer med noterade acceptabla alternativ, inspektionskriterier och stickprovsplaner, förpacknings- och fraktkrav samt eskalationsförfaranden med namngivna kontaktpersoner. Denna dokumentation fungerar som din referenspunkt när frågor uppstår, vilket eliminerar konversationer av typen "jag trodde du menade", vilket annars försenar projekt och skadar relationer.
Godkännandeflöden som upptäcker problem i ett tidigt skede: Inför formella godkännandegater vid kritiska projektmilsten. Innan verktygsproduktionen påbörjas ska slutgiltiga designritningar godkännas. Innan produktionen startar ska första provgodkännanden godkännas. Innan leverans ska inspektionsrapporter verifieras att de uppfyller acceptanskriterierna. Varje gate utgör en möjlighet att upptäcka problem i det skede då korrigeringskostnaden är lägst.
Prestandamätvärden som främjar ansvar Enligt bästa praxis inom kontraktstillverkning hjälper upprättandet av prestandamått till att mäta framgången med överenskommelsen. Överväg att följa leveranser i tid, andel kvalitet vid första genomgången, svarstider på förfrågningar och kostnadsavvikelser jämfört med offerter. Granska dessa mått regelbundet tillsammans med din tillverkare och använd data för att identifiera förbättringsmöjligheter snarare än att enbart tilldela skulden.
Utvärdera partners innan åtagande
Det bästa sättet att undvika problem i samarbetet? Välj partners som från början visar låg risk. Enligt specialister inom leverantörsutvärdering , är kvalificering av leverantörer ett ytterst viktigt steg som hjälper till att mäta och analysera varje leverantörs potentiella risk, övervaka deras kapacitet och söka efter sätt att förbättra din leveranskedja.
Innan du färdigställer något samarbete bör du undersöka följande avgörande områden:
- Kundreferenser: Vem är deras nuvarande kunder? Hur länge har de samarbetat? Har de stött på problem, och hur löstes dessa problem?
- Kapacitet och tillväxtpotential: Hur mycket kan de producera för dig? Kan de skala upp sig i takt med din tillväxt? Vilka typer av resurser planerar de att lägga till?
- Kommunikationssystem: Hur bra kommunicerar de under din utvärdering? Vilka system och processer underlättar ett tidigt och korrekt utbyte av information?
- Kvalitetsinfrastruktur: Vilka kvalitetssystem, standarder eller certifieringar finns på plats? Genomför de interna revisioner? Hur hanterar de avvikelser?
Kom ihåg att befintliga leverantörer bör omprövas regelbundet. Gör detta till en standardpraxis, där frekvensen beror på kritikaliteten i de delar de tillverkar och den totala prestationen i relationen.
Att hantera dessa partnerskapsgrunder positionerar dina tillverkningsprojekt för framgång. Men även med rätt partner och fasta processer på plats är det avgörande att förstå de verkliga kostnadsdrivarna inom OEM-tillverkning för realistisk budgetplanering och för att undvika de ekonomiska överraskningar som kan stoppa annars lyckade projekt.
Kostnadsfaktorer och budgetplanering för OEM-projekt
Varför citerar en tillverkare 15 dollar per del medan en annan citerar 45 dollar för samma komponent? För att förstå prissättningen inom OEM-tillverkning krävs det att man tittar bortom slutpriset för att se vad som faktiskt driver dessa kostnader. Utan denna kunskap agerar du i praktiken helt utan orientering under förhandlingar och vid budgetplanering.
Här är vad de flesta köpare inte inser: priset på ett offertunderlag utgör bara en del av en komplex kostnadsstruktur. Materialkostnader, verktygsinvesteringar, produktionsvolymer, ytbehandlingskrav, kvalitetstestning och logistik bidrar alla till den totala projektkostnaden. Låt oss bryta ner varje faktor så att du kan planera realistiskt och identifiera riktiga besparingsmöjligheter.
Förstå de verkliga kostnadsdrivande faktorerna inom OEM-tillverkning
Tänk på kostnadsfaktorer inom metallbearbetning som lager i en lök. Varje lager lägger till i det slutgiltiga priset, och att förstå dem hjälper dig att fatta informerade beslut om var du kan optimera.
Materialkostnader: Råvaran utgör vanligtvis 30-50% av din totala komponentkostnad. Enligt specialister inom plåttillverkning är det viktigt att välja rätt material, eftersom det direkt påverkar både kostnad och prestanda. Aluminium har högre pris per kilo än mild stål, men kan minska nedströms bearbetningskostnaderna. Rostfritt stål är korrosionsbeständigt och kostar inte mycket att belysa. Nyckeln är att utvärdera den totala livscykelkostnaden, inte bara råvaruprisen.
Verktygsinvesteringar: Det är här många projekt upplever klistermärkeschock. Anpassade formformar, armaturer och formar kräver betydande investeringar som måste avskrivas under hela produktionsperioden. Som analyser av tillverkningsindustrin den största kostnadsfaktorn i plåttillverkning är verktygsförlust. Massorbeten kräver dyra formgivare, så verkliga besparingar uppstår endast när kostnaderna sprids över stora mängder.
Produktionsvolymens effekter: Volym förändrar grundläggande dina kostnader per enhet. Installationskostnader, programmering och kvalitetsdokumentation utgör fasta kostnader oavsett om du beställer 100 eller 10 000 delar. Högre volymer sprider dessa fasta kostnader över fler enheter, vilket drastiskt minskar priset per del. Den punkt där produktionsverktyg blir ekonomiskt fördelaktigt inträffar vanligtvis mellan ett par dussin till ett par hundra delar, beroende på material och komplexitet.
Krav på efterbehandling: Ytbehandlingar lägger till både kostnad och tid. Pulverlackering, anodisering, plätering och specialytbehandlingar har var sin prisnivå och bearbetningstid. Att ange tätare krav på ytfinish ökar maskinbearbetningstiden och inspektionskomplexiteten.
Kvalitetstestning: Inspektionsdjup påverkar direkt kostnaden. Statistisk provtagning kostar mindre än 100 % inspektion. Standardmässiga dimensionskontroller kostar mindre än okändande provning. Dina branschkrav och komponenternas kritikalitet avgör miniminivåer för provning, men att överdimensionera kvalitetskontroller för icke-kritiska funktioner slösar med budget utan att förbättra resultat.
Logistik: Förpackning, lagring och frakt utgör din totala inkommande kostnad. Snabbfrakt för att återhämta sig från produktionsförseningar kan lätt öka komponentkostnaderna med 15–25 %. Genom att planera realistiska leveranstider undviks dessa tilläggskostnader.
Budgetplanering från prototyp till produktion
Tänk dig att du lämnar ett offertunderlag baserat på prototypkostnader, för att sedan upptäcka att produktionskostnaden per enhet faktiskt är 60 % lägre. Eller värre, att anta att produktionskalkyler gäller för en pilotproduktion och se din budget försvinna. Att förstå hur kostnader utvecklas från prototyp till full produktion förhindrar båda scenarierna.
Snabb prototypframställning och massproduktion fungerar efter grundläggande olika ekonomiska modeller. Prototypframställning är kostnadseffektivare vid låga volymer eftersom den undviker verktygskostnader. CNC-bearbetning, laserbeskärning och manuell formning producerar funktionella delar utan investering i specialverktyg. Men kostnaden per enhet förblir relativt hög eftersom du betalar för flexibilitet snarare än effektivitet.
Massproduktion vänder på denna ekvation. Verktygsinvesteringar som verkar försåtliga för 50 delar blir försumbara när de sprids över 50 000 enheter. Automatiserade processer minskar arbetskraftskostnaden per del. Materialinköp i stora volymer ger tillgång till priskoncessioner som inte finns tillgängliga vid prototypkvantiteter.
Många företag följer en hybridmodell: börja med snabb prototypframställning för designvalidering, gå sedan över till mjukverktyg eller broverktyg för mellanvolymserier, och investera sedan i hårdproduceringsverktyg när efterfrågan och designstabilitet ökar. Denna stegvisa ansats hanterar risk samtidigt som kostnaderna optimeras i varje fas.
Kostnadsoptimeringsstrategier som faktiskt fungerar
Du behöver inte acceptera offerter utan vidare granskning. Strategiska köpare minskar aktivt tillverkningskostnader genom flera beprövade tillvägagångssätt:
- DFM-optimering: Design för tillverkbarhet (DFM) analyserar identifierar kostnadsdrivande faktorer dolda i din konstruktion. Enligt specialister inom tillverkningskostnader kan förenkling av din konstruktion minska kostnaderna avsevärt. Undvik alltför komplexa snitt, onödiga svetsar och invecklad detaljplanering som kräver omfattande arbete och tid – detta påverkar direkt din bottenlinje. Användning av standardmaterialstorlekar minskar dessutom spill och kostnader.
- Materialsubstitutionsanalys: Utvärdera om specifierade material verkligen uppfyller användningskraven. Även om rostfritt stål erbjuder överlägsen korrosionsmotstånd, kan aluminium visa sig vara mer kostnadseffektivt för lättviktstillämpningar där miljöpåverkan är begränsad. Din tillverkare bör hjälpa till att identifiera alternativ som uppfyller prestandakraven till lägre kostnad.
- Volymförpliktelser: Att binda sig till årliga volymer, även med schemalagda lanseringar, möjliggör bättre prissättning än inköp vid behov. Din tillverkare kan optimera materialinköp, schemalägga produktion effektivt och minska styckekostnader för overhead när de har insyn i framtida efterfrågan.
- Processkonsekvens: Att minska hantering mellan operationer sparar tid och kostnad. Kan svetsade sammanställningar bli enstaka formade delar? Kan flera maskinbearbetningsuppsättningar slås ihop till färre operationer? Varje gång en del flyttas mellan arbetsstationer ökar kostnaden.
- Serietillverkning: Att tillverka komponenter i serier snarare än som enskilda specialbeställda delar minskar kostnaderna avsevärt genom reducerad omställningstid och förbättrad arbetseffektivitet, samtidigt som kvaliteten bibehålls konsekvent.
Tidsramsoverväganden och prissättning för expedierade order
Tid är pengar inom tillverkning, bokstavligen talat. Expedierade order som kräver kortare leveranstider än normalt medför vanligtvis uppräknade avgifter på 15 % till 50 % beroende på brådskande behov och kapacitetsbegränsningar.
Standardleveranstider finns eftersom tillverkare måste schemalägga ditt arbete tillsammans med andra kunders jobb, skaffa material och planera utrustning effektivt. Att hoppa före i kön kräver övertidsarbete, akut frakt av material och att andra planerade arbeten flyttas. Alla dessa åtgärder medför verkliga kostnader som överförs till dig.
Det smartare tillvägagångssättet? Planera tillverkningsbehov med realistiska tidsramar inbyggda i din produktutvecklingsplan. Enligt experter på tillverkningskostnader innebär projekt i sista minuten ofta premieprissättning på grund av akut arbetskraft och materialförsörjning. Att planera i förväg undviker rushavgifter och säkerställer en smidigare och mer kostnadseffektiv produktion.
När brådskande krav är oundvikliga bör du kommunicera tidigt med din tillverkare. Ofta är delvis acceleration möjlig, så att kritiska komponenter snabbt kan levereras medan mindre brådskande artiklar följer den vanliga tidsplanen. Detta selektiva tillvägagångssätt kostar mindre än fullständig akutbearbetning samtidigt som det ändå uppfyller dina viktigaste tidsfrister.
Genom att förstå dessa kostnadsdynamiker kan du förhandla effektivt och planera budgetar som speglar verkligheten snarare än optimistiska antaganden. Men att känna till vad som driver kostnaderna är bara halva ekvationen. Att välja en tillverkningspartner som stämmer överens med dina krav och som kan leverera enligt sina löften avgör om din budgetplanering resulterar i faktisk projektframgång.
Att välja rätt OEM-partner för metallbearbetning
Du har gjort din hemläxa när det gäller kostnader, kvalitetsstandarder och branschkrav. Nu kommer beslutet som avgör om all den här förberedelsen ger avkastning: att välja rätt OEM-partner för metallbearbetning. Detta val handlar om mer än att välja en leverantör; det är ett OEM-tillverkningspartnerskap som kommer att påverka din produktkvalitet, leveranssäkerhet och bottenresultat under många år framöver.
Så hur omvandlar du allt som beskrivs i den här artikeln till en praktisk process för att välja leverantör inom metallbearbetning? Nyckeln ligger i en systematisk utvärdering över flera dimensioner, att ställa rätt frågor och att identifiera de egenskaper som skiljer exceptionella partners från tillräckliga.
Utvärdera OEM-partners inom bearbetning mot era krav
När du väljer en leverantör inom metallbearbetning bör du motstå frestelsen att enbart fokusera på pris. Enligt specialister inom kontraktstillverkning på GMI Solutions , väcker utvärdering av kontraktstillverkare praktiska frågor utöver uppgivna kostnader: Är en offrad jobbkostnad alltinklusive, eller kommer avgifter och andra tillägg att tillkomma? Vilka processer säkerställer effektivitet, kvalitet och konsekvens? Finns det en särskild kontaktperson, och vilken nivå av kommunikation kan du förvänta dig?
Er utvärdering bör systematiskt bedöma sex avgörande dimensioner:
Tekniska möjligheter: Att få en förståelse för vilka tjänster och typer av arbete en kontraktstillverkare erbjuder är ett grundläggande första steg för att bedöma samarbetspotential. Har tillverkaren den specifika utrustning, processer och expertis som dina komponenter kräver? Detta inkluderar inte bara nuvarande kapacitet utan även deras engagemang för teknikinvesteringar som visar på framtida beredskap.
Certifieringsöverensstämmelse: Se till att certifieringar matchar dina branschkrav. En leverantör till fordonsindustrin utan IATF 16949-certifiering innebär efterlevnadsrisker oavsett deras tekniska förmåga. En tillverkare av medicintekniska produkter utan ISO 13485-certifiering kan helt enkelt inte effektivt betjäna den marknaden.
Prototyperingshastighet: Hur snabbt kan de gå från dina designfiler till fysiska prov i dina händer? Möjligheter till snabb prototypframställning, till exempel med fem dagars leveranstid, kan dramatiskt förkorta produktutvecklingscykler och möjliggöra snabbare designiteration.
Produktionskapacitet: Även om kontraktstillverkaren stämmer överens med dina projektbehov är det irrelevant om de inte kan hantera produktionen. Förstå deras nuvarande utnyttjande, förmåga att skala upp och historik när det gäller att uppfylla volymkrav under efterfrågehöjningar.
Kvalitetssystem: Titta bortom certifieringsloggor för att förstå hur kvalitet faktiskt fungerar på deras verkstadsgolv. Vilka inspektionsmetoder använder de? Hur hanterar de avvikelser? Hur ser deras felfrekvens ut historiskt?
Kommunikationsrespons: Enligt experter inom tillverkningspartnerskap måste tillverkare ta valet av rätt tillverkningspartner på allvar eftersom det är avgörande för framgång. Hur snabbt svarar de under din utvärderingsfas? Denna responsivitet speglar vanligtvis vad du kommer att uppleva som kund.
| Utvärderingskriterier | Frågor att ställa | Gröna flaggor | Varningsflaggor |
|---|---|---|---|
| Tekniska kapabiliteter | Vilka tjänster utförs internt och vilka är utsedda? Vilka investeringar i utrustning har ni gjort nyligen? | Omfattande interna kapaciteter; pågående teknikinvesteringar | Stor beroende av underentreprenörer; föråldrad utrustning |
| Certifieringsanpassning | Vilka certifieringar har du? När genomfördes din senaste granskning? | Nuvarande certifieringar som matchar din bransch; ren granskningshistorik | Utgångna certifieringar; granskningsfynd ej åtgärdade |
| Prototypsnabbhet | Vad är din genomsnittliga ledtid för prototyper? Kan du snabba upp vid behov? | snabbprototypning inom 5–7 dagar; flexibla alternativ för akutbearbetning | Prototidslinjer över flera veckor; ingen möjlighet till akutbearbetning |
| Produktionskapacitet | Vad är din nuvarande kapacitetsutnyttjande? Hur skulle du skala vid ökad efterfrågan? | Reserverad kapacitet; tydliga skalningsplaner; möjlighet till flera arbetspass | Drift nära full kapacitet; oklara svar om tillväxt |
| Kvalitetsystem | Vad är din andel korrekta produkter i första produktionen (first-pass yield)? Hur hanterar du avvikelser? | Dokumenterade kvalitetsmått; systematisk korrektiv åtgärdsprocess | Ingen kvalitetsdata tillgänglig; reaktiv kvalitetsansats |
| Kommunikation | Vem kommer att vara min huvudsakliga kontaktperson? Vad är er vanliga tid för offertsvaret? | Dedikerad projektledare; offert inom 12–24 timmar | Växlande kontakter; svarstider för offerter på flera dagar |
| DFM-support | Erbjuder ni analys av tillverkningsvänlighet (DFM)? Inkluderas detta i offertförfrågan? | Omfattande DFM-granskning som standardpraxis | DFM som extrakostnad eller ej erbjudet |
| Erfarenhet från branschen | Vilka liknande projekt har ni genomfört? Kan ni lämna referenser? | Beprövad erfarenhet inom er sektor; villiga att lämna referenser | Begränsad relevant erfarenhet; motvilja att dela referenser |
Viktiga frågor att ställa innan du går samman med en tillverkare
Utöver utvärderingslistan avslöjar vissa frågor om en potentiell OEM-partner inom metallbearbetning verkligen passar dina behov. Dessa frågor gräver djupare än ytliga kapaciteter och avslöjar hur samarbetet faktiskt kommer att fungera.
Erfarenhet och referenser: En kontraktstillverkare kan vara väl etablerad, men många år i branschen motsvarar inte nödvändigtvis att de är rätt för dig. Kunskap om din bransch och ett beprövat omdöme för att tillverka produkter liknande dina är avgörande. Be om case-studier eller referenser för att förstå deras kompetens och verifiera deras förmåga att uppfylla förväntningar.
Processflexibilitet: Även om robusta, vältestade processer gynnar alla, bör en kontraktstillverkare också erbjuda flexibilitet där och när det behövs. Kan de lägga till dina leverantörer på sin godkända leverantörslista? Kommer de att arbeta enligt dina interna krav eller anpassa sig efter produktspecifika testprocedurer? Starrhet hos en partner skapar ofta friktion när dina behov utvecklas.
Stöd för konstruktionsutveckling: Tillverkningspartners bör optimera konstruktioner för förbättrad kostnadseffektivitet, effektivitet och kvalitet. Fråga om deras ingenjörer kan förfina specifikationer, ta reda på vilka filformat de accepterar för CAD, och upptäck hur de hanterar designförändringar mitt i produktionen. Partners som erbjuder omfattande DFM-stöd hjälper dig att undvika de kostsamma konstruktionsrelaterade misstagen som nämnts tidigare i den här artikeln.
Skalbarhet och tillväxt: Din tillverkningspartner bör växa med dig när din verksamhet expanderar. Ta reda på deras flexibilitet vad gäller produktionsvolymer, kapacitet för framtida tillväxt och förmåga att hantera ökad efterfrågan utan att kompromissa med kvaliteten. En partner som inte kan växa med dig blir en flaskhals när din verksamhet lyckas.
Finansiell stabilitet: Störningar i en leveranskedja orsakade av en kontraktstillverkares insolvens har långtgående och riskfyllda konsekvenser för OEM:er, inklusive produktionsfördröjningar, kvalitetsproblem och felaktig lagerhantering. Tveka inte att ta reda på information om ekonomisk hälsa, särskilt när det gäller mindre tillverkare.
Sekundära operationer: En helhetslösning bör hjälpa till att effektivisera produktionen och förbättra ledtiden. Fråga om de erbjuder pulverlackering, infogning av fästdon, svetsning eller andra sekundära tjänster internt. Genom att samla alla operationer hos en enda partner minskar du koordineringskomplexiteten och ofta också kostnaderna.
Sätta alltihop: Hitta din idealiska partner
De egenskaper som diskuteras i denna artikel sammanfaller hos partners som visar operativ excellens över flera dimensioner. När det gäller fordonsapplikationer innebär detta att hitta tillverkare med IATF 16949-certifiering, möjlighet till snabb prototypframställning, omfattande DFM-stöd och responsiva kommunikationssystem.
Tänk på hur ett idealiskt samarbete inom fordonsproduktion ser ut i praktiken: Shaoyi (Ningbo) Metallteknik exemplifierar dessa principer, och erbjuder femdagarshastighet i prototypframställning, kvalitetssystem med IATF 16949-certifiering samt offertsvaret inom 12 timmar för chassin, upphängning och strukturella komponenter. Denna kombination av hastighet, certifiering och DFM-kompetens representerar exakt de partneregenskaper som denna bedömningsram hjälper dig att identifiera.
Oavsett om du köper in metallstansade delar för fordonsapplikationer eller precisionsmonteringar för andra branscher, så är utvärderingsprocessen densamma. Använd denna ramverksmetod systematiskt, dokumentera dina resultat och fatta beslut baserat på bevis snarare än försäljningspresentationer.
Den rätta OEM-partnern inom metallbearbetning utför inte bara dina beställningar; de blir en förlängning av din tillverkningskapacitet och bidrar med expertis som stärker dina produkter och leveranskedjans robusthet.
Kom ihåg: kostnaderna för ett dåligt val sträcker sig långt bortom slösad utvärderingstid. Omarbete, förseningar, kvalitetsfel och administrativ belastning inom relationshantering förvärras över tid och dränerar budgetar på sätt som initiala offerter aldrig avslöjar. Satsa på ansträngningen från början för att hitta en partner som är justerad efter dina krav, och samarbetet kommer att ge tillbaka den investeringen många gånger över genom pålitlig, kvalitetsinriktad produktion som stödjer din affärsutveckling.
Vanliga frågor om OEM-metallbearbetning
1. Vilka är de tre typerna av metallbearbetning?
De tre grundläggande teknikerna för metallbearbetning är skärning, böjning och montering. Skärning innebär formning av plåt med laser, vattenstråle eller plasma. Böjning använder pressbänkar eller formsättningsutrustning för att skapa vinklar och kurvor. Montering innebär att sammankoppla flera komponenter genom svetsning, fogning eller limning. OEM-tillverkare kombinerar dessa tekniker utifrån dina specifika komponentkrav och optimerar varje process genom design för tillverkningsanpassning för att minska kostnader och förbättra kvaliteten.
2. Hur mycket kostar metallbearbetning per timme?
Arbetskostnader för metallbearbetning ligger vanligtvis mellan 70 och 130 USD per timme för svetsning och skräddarsydd tillverkning. Totala projekt kostnader beror dock på flera faktorer utöver arbetskraft: materialkostnader (30–50 % av komponentpriset), verktygsinvesteringar, produktionsvolymer, ytbehandlingskrav och kvalitetstestning. Storproduktion minskar väsentligt kostnaden per enhet eftersom verktygskostnader och installationskostnader fördelas över fler delar. Begär detaljerade offerter där varje kostnadspost redovisas för att förstå den verkliga prissättningen.
3. Vad är skillnaden mellan OEM-tillverkning och standard metallbearbetning?
OEM-tillverkning producerar anpassade komponenter från dina egna designlösningar som du märker och säljer som egna produkter. Standardtillverkning skapar vanligtvis generiska eller katalogbaserade delar tillgängliga för alla kunder. Tre nyckelskillnader definierar OEM-samarbeten: du behåller ägarskapet av designen och den immateriella egendomen, du har varumärkesrättigheter för färdiga komponenter, och tillverkaren erbjuder skalbar produktion genom etablerade leveranskedjor och stordriftsfördelar utan att kräva din kapitalinvestering i anläggningar.
4. Vilka certifieringar bör en OEM-metalltillverkare ha?
Obligatoriska certifieringar beror på din bransch. Leverantörer till bilindustrin behöver IATF 16949-certifiering. Tillämpningar inom flyg- och rymdindustrin kräver AS9100D och eventuellt Nadcap-ackreditering. Tillverkning av medicintekniska produkter kräver efterlevnad av ISO 13485:2016. AWS-certifiering bekräftar svetskvalitet, medan AISC-certifiering verifierar kompetens inom strukturell stålkonstruktion. ISO 9001:2015 fungerar som basstandard för kvalitetsledningssystem. Kontrollera alltid att certifieringar är aktuella och granska granskningens historik innan du går samman med en tillverkningspartner.
5. Hur väljer jag rätt OEM-partner för metallbearbetning?
Utvärdera partners efter sex dimensioner: tekniska kapaciteter som matchar era komponentkrav, certifieringsöverensstämmelse med er bransch, prototypsnabbhet för designiteration, produktionskapacitet för volymbehov, kvalitetssystem med dokumenterade mått och kommunikationsresponsivitet. Begär referenser från liknande projekt, bedöm deras DFM-stödkapacitet och verifiera finansiell stabilitet. Partners som erbjuder snabb prototypframställning, omfattande designstöd och certifierade kvalitetssystem som IATF 16949 visar operativ excellens.