 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Tillverkare av maskinkomponenter: 9 avgörande punkter innan din första RFQ
Förstå tillverkare av maskinkomponenter och deras industriella roll
Har du någonsin undrat vem som tillverkar de precisionsutformade växlarna i din bils växellåda eller de komplicerade ventilkomponenterna i luft- och rymdfartsystem? Tillverkare av maskinkomponenter är specialiserade producenter som omvandlar råmaterial till kritiska delar som driver nästan varje bransch. Till skillnad från allmänna tillverkare som bygger stora konstruktioner tillverkar dessa företag med fokus på precision enskilda komponenter med toleranser som ofta mäts i tusendels tum.
Den här guiden går igenom allt du behöver veta innan du skickar ditt första offertförfrågan. Tänk på den som din omfattande vägledning – inte som en produktkatalog – utformad för att hjälpa dig att navigera den komplexa världen av tillverkning av maskindelar med självförtroende.
Vad tillverkare av maskinkomponenter faktiskt gör
I sitt väsen specialiserar sig tillverkare av maskinbearbetade komponenter på subtraktiva tillverkningsprocesser. Föreställ dig en skulptör som arbetar med en marmorblock – dessa tillverkare utgår från massiv metall och tar systematiskt bort material tills den önskade formen framträder. Den avgörande skillnaden jämfört med allmän konstruktion? Precision är allt.
Medan ett konstruktionsverkstad bygger strukturer genom att skära, böja och svetsa ihop plåt, fokuserar precisionstillverkare på att skapa enskilda komponenter med exakta specifikationer. De arbetar med CNC-maskinkomponenter och avancerad utrustning för att uppnå toleranser som manuella processer helt enkelt inte kan matcha. Marknaden för maskinverkstjänster i USA uppskattas ensamt till 48,0 miljarder USD år 2025, vilket speglar hur avgörande dessa specialiserade producenter blivit för modern tillverkning.
Den dolda ryggraden i industrin
Du kommer att hitta bearbetade delar på platser du aldrig skulle förvänta dig. Från lagringen i vindkraftverk till anslutningarna i medicinska apparater utgör precisionssnittade komponenter den osynliga infrastrukturen som håller industrin igång smärtfritt.
Dessa tillverkare producerar ett brett utbud av avgörande maskinkomponenter:
- Kopplingar och bromsar – Avgörande för kraftöverföring och rörelsestyrningssystem
- Kopplingar – Ansluter roterande axlar samtidigt som de tillåter feljustering
- Fjädrar och fästdon – Ger spänning, tryck och säkra förbindelser
- Precisionsmässade delar – Specialanpassade komponenter för specifika applikationer
- Tandhjul och transmissionskomponenter – Möjliggör kraftöverföring vid olika varvtal och vridmoment
- Lager och stödkonstruktioner – Minska friktionen och bibehåll justeringen
Från råmetall till precisionsdelar
Vad skiljer en specialiserad precisionstillverkare från ett allmänt maskinverkstad? Det handlar om förmåga, konsekvens och certifiering. Allmänna tillverkare kan producera strukturella ramverk och höljen, men när du behöver en komponent som måste passa inom mikrometer från specifikationen behöver du en dedicerad precisionspartner.
Specialiserade tillverkare investerar kraftigt i avancerad CNC-teknik, kvalitetsstyrningssystem och skickliga maskinister som förstår nyanserna i att arbeta med olika material. De upprätthåller strikta kvalitetskontrollprotokoll och har ofta branschspecifika certifieringar som allmänna verkstäder helt enkelt inte eftersträvar.
Att förstå denna skillnad är viktigt, eftersom att välja fel typ av partner kan leda till projektfördröjningar, budgetöverskridanden och komponenter som inte uppfyller dina specifikationer. När du förbereder dig för att köpa maskinkomponenter ger kunskap om vad dessa tillverkare faktiskt gör – och inte gör – dig en starkare position för att hitta den rätta partnern för ditt projekts specifika krav.

Kärnprocesser inom tillverkning av precisionkomponenter
Verkar det komplicerat? Det behöver det inte vara. Att förstå hur CNC-maskindelar faktiskt tillverkas ger dig ett betydande fördelsläge när du kommunicerar med tillverkare och utvärderar deras kapacitet. Låt oss gå igenom de grundläggande processerna som omvandlar råmetall till precisionsslipade komponenter som du kommer att lita på i dina projekt.
Grundläggande förklaring av CNC-bearbetning
CNC står för Computer Numerical Control – dvs. datorer som styr skärande verktyg med exceptionell noggrannhet. Till skillnad från manuell bearbetning, där operatörer styr verktygen för hand, följer CNC-tekniken programmerade instruktioner för att uppnå toleranser som människors händer helt enkelt inte kan återge konsekvent.
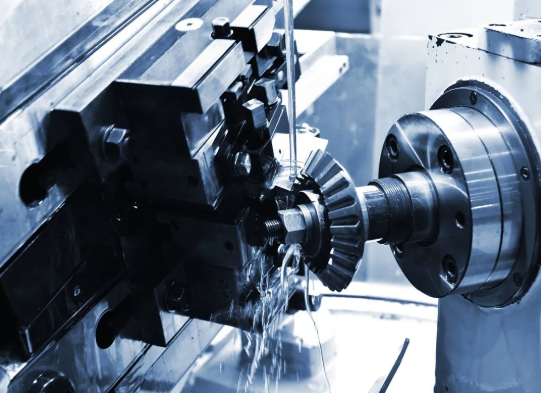
Den två grundläggande CNC-processer du kommer att möta är svarvning och fräsning. Här är den avgörande skillnaden: vid CNC-svarvning roterar arbetsstycket medan ett stationärt skärande verktyg formar det – idealiskt för cylindriska delar som axlar, stavar och bushingar. Vid CNC-fräsning sker det motsatta: det skärande verktyget roterar medan arbetsstycket förblir stillastående, vilket gör processen perfekt för fräsdeler med plana ytor, spår, fickor och komplexa tredimensionella former.
Vid tillverkning av maskindelar kombinerar många tillämpningar för precisionssnittbegränsade delar båda operationerna. En komponent kan börja bearbetas på ett svarv för sina cylindriska egenskaper och sedan flyttas till en fräs för borrningar, plana ytor eller vinklade snitt. Att förstå denna arbetsflödesprocess hjälper dig att identifiera vilka tillverkare som kan hantera ditt fullständiga projekt jämfört med de som kräver sekundära leverantörer.
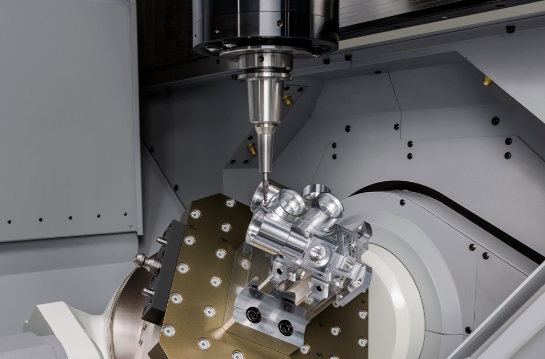
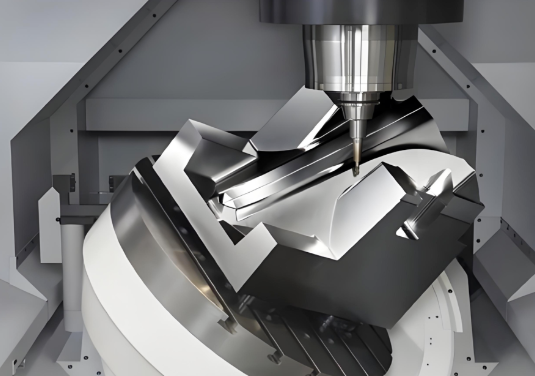
Fleraxelsbearbetningsförmåga
Föreställ dig att försöka bearbeta en turbinblad med endast tre rörelseriktningar – upp-ned, vänster-höger och fram-bak. Du skulle behöva stanna upprepade gånger, ompositionera delen och riskera att introducera justeringsfel vid varje tillfälle. Det är precis därför som fleraxlig bearbetning finns.
Standard 3-axlig bearbetning rör verktyget längs tre linjära riktningar. Även om den är effektiv för enklare geometrier kräver den flera inställningar för komplexa delar. Enligt Fictivs tekniska analys lägger 5-axlig CNC-bearbetning till två rotationsrörelser, vilket gör att verktyget kan närma sig arbetsstyckena från nästan vilken vinkel som helst i en enda inställning.
Det finns också ett mellanalternativ som kallas 3+2-axlig bearbetning (eller positionell 5-axlig bearbetning). Här lutar de roterande axlarna arbetsstycket i läge, men skärningen sker fortfarande endast med hjälp av de tre linjära rörelserna. Denna metod ger tillgång till flera sidor utan den programmeringskomplexitet som krävs för full samtidig 5-axlig bearbetning.
De praktiska fördelarna? Minskad inställningstid, färre möjligheter till justeringsfel och möjligheten att bearbeta komplicerade detaljer som annars skulle kräva flera operationer eller inte alls kunna tillverkas. För CNC-precisionsskivdelar med komplexa konturer – tänk på luftfartskomponenter eller medicinska implantat – visar det sig ofta vara avgörande med 5-axlig kapacitet.
Swiss-skruvbearbetning för komplexa geometrier
När dina krav på precisionsbearbetade delar inkluderar små, smala komponenter med komplexa detaljer, erbjuder schweizisk skruvbearbetning förmågor som konventionella svarv inte kan matcha. Denna teknik, som ursprungligen utvecklades för urtillverkning, är särskilt lämplig för att tillverka långa, tunna delar utan de avböjningsproblem som plågar standardvridningsoperationer.
Vad gör schweiziska maskiner annorlunda? Arbetsstycket stöds av en guidhylsa extremt nära skärpunkten, vilket ger exceptionell stabilitet. Denna konstruktion möjliggör bearbetning av delar med längd-till-diameter-förhållanden som skulle orsaka vibrationer och otillförlitlig noggrannhet på konventionell utrustning. Enligt Kremin Inc. är schweiziska svarv oumbärliga inom medicinteknik, luft- och rymdfart, elektronik och urtillverkning, där precision och små delstorlekar är avgörande.
Många schweiziska maskiner har också integrerad live-verktygsfunktion – roterande verktyg som kan utföra fräsoperationer samtidigt som huvudspindeln håller arbetsstycket. Detta innebär att komplexa CNC-frästa delar med både drejda och frästa funktioner kan slutföras i en enda operation.
Jämförelse av tillverkningsprocesser på ett ögonkast
Att välja rätt bearbetningsprocess för en del beror på komponentens geometri, de krävda toleranserna och materialet. Den här jämförelsen hjälper dig att anpassa dina behov till den lämpliga tillverkningsmetoden:
| Processtyp | Bästa användningsområden | Typiska toleranser | Materiell kompatibilitet |
|---|---|---|---|
| CNC Växling | Cylindriska delar: axlar, stift, bushingar, kopplingar | ±0,025 mm (±0,001 tum) | Metaller, tekniska plaster, legeringar |
| CNC Fräsning | Prismatiska delar: höljen, fästen, plattor med fickor och spår | ±0,05 mm (±0,002 tum) | Stål, aluminium, titan, plaster, kompositmaterial |
| Sviss skruvbearbetning | Små, smala komponenter: medicinska stift, elektroniska kontakter, klockdelar | ±0,005 mm (±0,0002 tum) | Messing, rostfritt stål, titan, aluminium |
| Multiaxlig bearbetning (5-axlig) | Komplexa geometrier: turbinblad, pumpimpulser, ortopediska implantat | ±0,01–0,02 mm (±0,0004–0,0008 tum) | Alla bearbetningsbara metaller, högpresterande legeringar |
Observera hur toleranserna blir striktare ju mer specialiserad utrustningen är. Denna korrelation mellan kapacitet och precision är anledningen till att det är viktigt att förstå dessa processer – den hjälper dig att undvika både för låg specifikation (och få delar som inte uppfyller kraven) och för hög specifikation (och betala premiumpriser för kapaciteter du inte behöver).
Med en tydlig bild av hur dessa tillverkningsprocesser fungerar är du nu redo att utforska en annan avgörande beslutsprocess: att välja rätt material för dina bearbetade komponenter.

Guide för materialval för maskinbearbetade komponenter
Att välja fel material kan sätta stopp för hela ditt projekt. Tänk dig att utforma en perfekt komponent, bara för att se den korrodera i fältet, böja sig under belastning eller spränga din budget eftersom du specificerat en exotisk legering när standardstål hade fungerat utmärkt. Materialval ligger på korsningen mellan teknisk prestanda och ekonomisk verklighet – och att göra rätt val kräver förståelse för hur olika metaller och plasttyper beter sig under verkliga förhållanden.
När inköp av maskinbearbetade metallkomponenter från tillverkare , kommer du att möta ett brett spektrum av alternativ. Varje material medför olika fördelar och avvägningar vad gäller mekanisk hållfasthet, korrosionsbeständighet, vikt och kostnad. Låt oss gå igenom de större materialkategorierna så att du kan anpassa dina krav till det optimala valet.
Stållegeringar för hållfasthet och beständighet
Stål förblir arbetshästen inom industrin för goda skäl. Kombinationen av styrka, hårdhet och prisvärdhet gör det till standardvalet för applikationer som kräver strukturell integritet och slitstyrka. Dock är inte alla stål lika.
Mjuka stål (till exempel 1018 och 1045) erbjuder utmärkt bearbetbarhet och svetsbarhet till ekonomiska priser. Enligt Hubs är det mjuka stålet 1018 den vanligaste sorten och ger god seghet, styrka och hårdhet för allmänna applikationer. Dessa stål fungerar väl för fäst- och spännvorlar samt strukturella komponenter där korrosionsskydd kan läggas till via plätering eller beläggning.
Legeringsjärn (till exempel 4140 och 4340) ökar prestandan avsevärt. De kan värmebehandlas för att uppnå högre hårdhet och styrka samtidigt som de behåller god seghet. Om dina anpassade ståldelar måste tåla höga laster, upprepad påverkan eller krävande slitningsförhållanden är legerade stål värd sina marginella kostnadsökningar.
Rostfritt stål införa korrosionsbeständighet i ekvationen. Kromhalten (vanligtvis över 10,5 %) bildar ett skyddande passiveringslager som motstår rost och kemisk påverkan. Kvalitet 304 hanterar de flesta allmänna applikationer, medan 316 erbjuder överlägsen beständighet mot saltmiljöer – avgörande för marin utrustning eller kemisk processutrustning.
Kompromissen? Rostfritt stål är svårare att bearbeta än mjukt stål, vilket ökar kostnaderna för bearbetning av metallkomponenter. Verktygsslitage accelererar och arbetshärdning kan komplicera skärningsoperationer. Trots detta väger den långsiktiga hållbarheten ofta upp den högre initiala kostnaden.
Aluminiumapplikationer i lätta komponenter
När viktreduktion är viktig – oavsett om det gäller bränsleeffektivitet, transportbarhet eller minskad tröghet i rörliga samlingar – levererar aluminiumlegeringar exceptionell prestanda. Med en densitet som är ungefär en tredjedel av stålets möjliggör aluminium konstruktioner som skulle vara orimligt tunga i järnbaserade metaller.
Utöver viktbesparingen erbjuder aluminium en utmärkt bearbetbarhet. Lägre skärresistans innebär snabbare cykeltider, minskad verktygsslitage och utmärkta ytytor. Detta översätter sig direkt till lägre bearbetningskostnader, vilket gör aluminium särskilt attraktivt både för prototypframställning och högvolymsproduktion.
Aluminium 6061 står som den vanligaste allmänanvändningslegeringen. Dess balanserade egenskaper – bra hållfasthet i förhållande till vikt, korrosionsbeständighet och utmärkt bearbetbarhet – gör den lämplig för allt från bilarmsramar till elektronikhus. Branschdata bekräftar att 6061 är det ekonomiskt mest fördelaktiga och bredast tillgängliga aluminiumalternativet för CNC-bearbetning.
Aluminium 7075 riktar sig mot högpresterande applikationer. Denna luftfartsgradslegering når stålliknande hållfasthet vid värmebehandling, vilket gör den idealisk för strukturella flygplanskomponenter, klätterutrustning och tävlingscykelkomponenter. Den högre prissättningen speglar dess överlägsna mekaniska egenskaper.
En viktig övervägande: Även om aluminium naturligtvis motstår atmosfärisk korrosion kan det reagera med vissa kemikalier och olikartade metaller. Anodisering skapar ett hårt, skyddande lager som förbättrar hållbarheten och möjliggör färgade ytor – en vanlig sekundär bearbetning för precisionsmaskinbearbetade metallkomponenter.
Specialmaterial för extrema miljöer
Ibland klarar standardmaterial inte av kraven i ditt applikationsområde. Extrema temperaturer, aggressiva kemikalier eller ovanliga mekaniska krav kräver speciallegeringar och avancerade plastmaterial.
Titan kombinerar enastående hållfasthet med ungefär 45 % lägre vikt än stål. Dess korrosionsbeständighet är jämförbar med eller överträffar rostfritt stål, och det behåller sina egenskaper vid höga temperaturer. Titan specificeras ofta för luft- och rymdfartsapplikationer, medicinska implantat och marinutrustning, trots dess avsevärt högre kostnad. Utmaningen? Titans dåliga värmeledningsförmåga och benägenhet att arbetshärda gör metallbearbetning krävande. Förvänta er längre cykeltider, specialiserade verktygskrav och motsvarande högre priser.
Med en bredd av mer än 150 mm utmärker sig i applikationer som kräver låg friktion, elektrisk ledningsförmåga eller en attraktiv yta. Anpassade mässingsdelar är exceptionellt lätta att bearbeta – mässing anges ofta som ett av de lättaste metallerna att skära. Detta gör det kostnadseffektivt för högvolymsproduktion av ventilkomponenter, elektriska kontakter och dekorativt utrustning. Dess naturliga korrosionsbeständighet (om än lägre än rostfritt stål) är lämplig för många rör- och marinapplikationer.
Teknikplast erbjuder unika egenskaper som metaller inte kan matcha. Material som PEEK tål kontinuerliga temperaturer upp till 250 °C samtidigt som de ger kemisk resistens och elektrisk isolering. Nylon ger utmärkt slitstabilitet för kugghjul och bushingar, medan POM (Delrin) erbjuder låg friktion och hög dimensionsstabilitet. Dessa material väger en bråkdel av metaller, vilket ofta förenklar monteringen och minskar systembelastningen.
Materialjämförelse i korthet
Den här tabellen sammanfattar viktiga beslutsfaktorer för vanliga maskinbearbetade komponentmaterial:
| Material | Dragstyrkeomfång | Korrosionsbeständighet | Viktfaktor | Kostnadsnivå | Ideala tillämpningar |
|---|---|---|---|---|---|
| Mjuk stål (1018/1045) | 370–585 MPa | Låg (Kräver beläggning) | Hög (7,8 g/cm³) | $ | Strukturella delar, skabloner, fästen, allmän maskinutrustning |
| Rostfritt stål (304/316) | 515–620 MPa | Excellent | Hög (8,0 g/cm³) | $$ | Livsmedelsförädling, medicinsk utrustning, marin utrustning, kemisk utrustning |
| Aluminium (6061/7075) | 275–570 MPa | Bra (utmärkt med anodisering) | Låg (2,7 g/cm³) | $–$$ | Luft- och rymdfartsstrukturer, fordonsteknik, elektronikhus |
| Mässing (C36000) | 310–380 MPa | Bra | Hög (8,5 g/cm³) | $$ | Elektriska kontaktdon, ventiler, dekorativa fästen |
| Titan (klass 5) | 830–1170 MPa | Excellent | Medium (4,4 g/cm³) | $$$$ | Aerospace, medicinska implantat, högprestandsracing |
| Tekniska plastmaterial (PEEK/Nylon) | 45–100 MPa | Utmärkt (kemisk) | Mycket låg (1,1–1,4 g/cm³) | $$–$$$ | Lager, isolatorer, medicintekniska apparater, delar för livsmedelsanvändning |
När speciallegeringar är värd den högre prissättningen
Beslutet att uppgradera från standardmaterial bör inte tas lättvindigt – men det bör heller inte undvikas när omständigheterna kräver det. Överväg speciallegeringar när:
- Konsekvenserna av fel är allvarliga – Komponenter till flygplan, medicinska implantat och säkerhetskritiska system motiverar premiummaterial som minimerar risk
- Driftmiljöerna är extrema – Hög temperatur, frätande kemikalier eller exponering för saltvatten kan snabbt förstöra standardmaterial
- Viktsparande förbättrar systemprestanda – Inom luftfarts- och fordonsindustrin förbättrar minskad massa bränsleeffektiviteten och hanteringen
- Totalkostnaden under hela livscykeln gynnas av hållbarhet – En titan komponent som håller i 20 år kan kosta mindre än att byta ut stålkomponenter vart femte år
Å andra sidan innebär att specificera exotiska material för milda miljöer enkelt en slöseri med budgeten. En komponent i rostfritt stål i en torr inomhusmiljö utgör ofta en onödig kostnad när milt stål med lämplig beläggning skulle ge identisk prestanda.
Med en tydlig förståelse för materialalternativ och deras avvägningar är du nu rustad att specificera krav som balanserar prestandakraven mot budgetverkligheten. Nästa avgörande övervägande? Att förstå toleransstandarder – eftersom även det perfekta materialvalet inte betyder något om dina delar inte passar ihop enligt konstruktionen.
Förklaring av toleransstandarder och precisionsspecifikationer
Du har valt det perfekta materialet. Ditt utseende ser felfritt ut på skärmen. Men här är där många projekt stöter på problem: att ange toleranser som antingen kostar en förmögenhet att uppnå eller inte uppfyller dina funktionella krav. Att förstå specifikationer för precisionsbearbetade delar är inte bara teknisk kunskap – det är skillnaden mellan komponenter som passar perfekt och dyra misstag som kräver omarbete.
Toleranser definierar den tillåtna variationen i en komponents mått. Tänk på dem som den acceptabla felmarginalen. En axel med en diameter på 10 mm och en tolerans på ±0,02 mm kan faktiskt mäta mellan 9,98 mm och 10,02 mm och ändå anses godkänd. Denna tydligt små detalj har stora konsekvenser för både kostnad och funktion.
Att tolka toleransklasser och deras konsekvenser
När du granskar offertförslag från tillverkare av precisionsbearbetade delar kommer du att möta olika toleransspecifikationer. Enligt branschstandarder , standardtillverkningsnoggrannhet för CNC-bearbetning på ±0,25 mm (±0,010 tum) utgör den grundläggande kapaciteten för de flesta precisionsbearbetningsoperationer. Denna nivå tar hänsyn till normala variationer i maskinens noggrannhet, termiska effekter, verktypsslitage och upprepningsbarhet vid inställning, samtidigt som ekonomiska produktionshastigheter bibehålls.
Men vad betyder olika toleransklasser egentligen för ditt projekt? Här är en praktisk översikt:
- Standardtillverkningsnoggrannhet (±0,25 mm / ±0,010 tum) – Lämplig för icke-kritiska mått, allmänna strukturella komponenter och delar där passformen inte kräver extrem precision. Den kostnadseffektivaste lösningen.
- Fin tolerans (±0,125 mm / ±0,005 tum) – Krävs för precisionsmaskindelar med måttliga krav på passform, rörliga komponenter och monteringsdelar som kräver tillförlitlig justering.
- Precisionstolerans (±0,05 mm / ±0,002 tum) – Nödvändig för högprecisionsslipade delar i krävande applikationer, t.ex. lagerhusningar, hydrauliska komponenter och precisionsmonteringar.
- Ultra-precisions-toleranser (±0,0125 mm / ±0,0005 tum) – Reserverad för högprecisionsslipade komponenter inom luft- och rymdfart, medicintekniska apparater och optisk utrustning där mikronnoggrannhet är ovillkorlig.
Varje steg mot strängare tolerans kräver mer sofistikerad utrustning, miljökontroller och inspektionsprotokoll. Enligt Modus Advanced kräver uppnående av ultra-precisions-toleranser temperaturstyrda miljöer som håller ±0,5 °C, vibrationsisolering och högprecisionsspindlar – vilket ökar grundkostnaderna med 100–200 %.
När strama toleranser verkligen spelar roll
Här är den obekväma sanningen: Många köpare specificerar onödigt stränga toleranser utan att förstå kostnadsimplikationerna. Att begära CNC-maskinerade delar med toleranser på ±0,01 mm när ±0,1 mm skulle fungera lika bra innebär helt enkelt en onödig förbrukning av budget.
När är stränga toleranser verkligen avgörande? Fokusera på dessa scenarier:
- Motsvarande ytor – Där två komponenter måste passa samman med specifik spel eller presspassning
- Roterande monteringsdelar – Axlar, lager och hus som kräver konsekvent koncentricitet
- Tätande ytor – Områden där vätska- eller gasinhållning beror på exakt passform
- Kritiska justeringsfunktioner – Monteringshål, positioneringsstift och referensytor
För icke-kritiska mått – till exempel total längd på en hållare, bredd på en icke-monters yta eller positioner för monteringshål med generös spel – räcker ofta standardtoleranser. Enligt Abra Engineering ökar alltför stränga toleranser tillverkningskostnaderna utan att lägga till funktionell värde, vilket gör toleransoptimering avgörande för kostnadseffektivitet.
Att ange krav utan överdimensionering
Hur kommunicerar du toleranskrav effektivt utan att driva upp kostnaderna? Börja med att skilja mellan kritiska och icke-kritiska mått på dina ritningar.
Använd de strängaste toleranserna endast där funktionen kräver dem. En precisionsbearbetad komponent kan exempelvis kräva ±0,025 mm på en lagerplats men godta ±0,25 mm på total höjd. Denna selektiva ansats gör att tillverkare kan fokusera resurserna där precision faktiskt är avgörande.
Överväg geometrisk dimensionering och toleransering (GD&T) för komplexa krav. Protolabs förklarar att GD&T styr förhållandet mellan egenskaper – till exempel vinkelrättighet, koncentricitet och sann position – mer effektivt än enkla bilateral toleranser. Detta ger en djupare kvalitetskontroll samtidigt som tvetydigheter kring vad "inom tolerans" faktiskt betyder för ditt användningsområde undviks.
Glöm inte att ange ytytor. Standardytorna på 63 µin för plana ytor och 125 µin för böjda ytor uppfyller de flesta applikationer. Att specificera slätare ytor innebär ytterligare poleringsoperationer och högre kostnader – vilket är värt det för tätytor eller estetiska delar, men onödigt annars.
Slutligen bör du diskutera toleranskraven med potentiella tillverkare innan du fastställer specifikationerna. Erfarna leverantörer av precisionsbearbetade delar kan ofta föreslå alternativa lösningar som uppnår dina funktionella mål till lägre kostnad. De kan identifiera om dina specifikationer överstiger deras standardförmågor – vilket kräver premiumpris – trots att mindre justeringar skulle hålla sig inom ekonomiska gränser.
När toleranskraven är tydligt förstådda är du redo att utvärdera en annan avgörande faktor som skiljer kompetenta tillverkare från övriga: kvalitetscertifieringar och vad de faktiskt garanterar angående de delar du kommer att ta emot.
Kvalitetscertifieringar och kontrollstandarder som är viktiga
Du har hittat en tillverkare som listar imponerande certifieringar på sin webbplats – ISO 9001, IATF 16949, AS9100. Men vad garanterar egentligen dessa akronymer när det gäller de precisionsbearbetade produkter du kommer att ta emot? Många köpare behandlar certifieringar som rutinmässiga kryssrutor snarare än meningsfulla kvalitetsindikatorer. Att förstå vad varje certifiering kräver hjälper dig att bedöma om tillverkarens kvalitetssystem verkligen motsvarar dina projektbehov.
Kvalitetscertifieringar utgör tredjepartsverifiering av att en tillverkare följer dokumenterade processer, upprätthåller konsekventa standarder och kontinuerligt förbättrar sina verksamheter. De är inte bara skyltar på väggen – de indikerar systematiska tillvägagångssätt för tillverkning av precisionsdelar som minskar fel, säkerställer spårbarhet och skyddar din leveranskedja.
ISO 9001 och vad den garanterar
ISO 9001 utgör grunden för kvalitetsstyrning inom branscher världen över. Med över en miljon certifierade organisationer globalt fastställer denna standard de grundläggande kraven för ett robust kvalitetsstyrningssystem.
Vad kräver egentligen ISO 9001? Certifieringen kräver dokumenterade rutiner, konsekvent genomförande av processer och bevis på kontinuerlig förbättring. Tillverkare måste demonstrera kundfokus, riskbaserat tänkande och mätbara kvalitetsmål. När du köper precisionsslipade delar från en leverantör som är certifierad enligt ISO 9001 samarbetar du med en organisation som har etablerat system för:
- Processdokumentation – Skrivna rutiner säkerställer konsekventa operationer oavsett vilken operatör som kör utrustningen
- Spårning av kundkrav – Systemen registrerar och verifierar dina specifikationer under hela produktionsprocessen
- Protokoll för korrigerande åtgärder – När problem uppstår förhindrar rotorsaksanalys att de återkommer
- Ledningens granskning – Ledningen utvärderar regelbundet kvalitetsprestandan och driver förbättring
För allmänna industriella tillämpningar ger ISO 9001-certifiering rimlig säkerhet för att en tillverkare driver verksamheten på ett professionellt sätt. Industrispecifika certifieringar bygger dock på denna grund med ytterligare krav som är anpassade till specifika branscher.
IATF 16949 för bilindustrins leveranskedja
Om du köper precisions-CNC-komponenter för biltillämpningar blir IATF 16949-certifiering avgörande. Denna standard, som utvecklats av International Automotive Task Force i samarbete med ISO, lägger till bilspecifika krav ovanpå efterlevnaden av ISO 9001.
Enligt certifieringsexperter iATF 16949 fokuserar särskilt på felpreventiv åtgärder, spårbarhet i leveranskedjan och minskning av variation i produktionen – kritiska frågor när komponenter används i fordon som transporterar passagerare. Stora biltillverkare kräver denna certifiering från sina leverantörer på nivå 1 och nivå 2.
Vad gör IATF 16949 striktare än ISO 9001? Den bilspecifika standarden kräver:
- Krav på produktsäkerhet – Specifika protokoll som säkerställer att komponenter inte skapar säkerhetsrisker
- Kundspecifika krav – Varje större biltillverkare lägger till unika krav på kvalitet
- Planering för beredskap – Dokumenterade åtgärder vid avbrott i leveranskedjan
- Garantihantering – System för spårning av fel i fält och möjliggör återkallanden vid behov
- Leverantörsutveckling – Krav som utsträcker kvalitetssystemen till underleverantörer
För tillverkning av precisionskomponenter avsedda för bilapplikationer signalerar IATF 16949-certifiering att en tillverkare är förberedd att uppfylla branschens krävande kvalitetskrav. Anläggningar som Shaoyi Metal Technology underhåller denna certifiering tillsammans med strikta protokoll för statistisk processtyrning (SPC), vilket gör att de kan leverera komponenter med hög toleransnoggrannhet med den konsekvens som bilindustrins leveranskedja kräver.
AS9100-krav för luftfartskomponenter
Luft- och rymdfartsapplikationer kräver ännu striktare kvalitetssystem. AS9100-certifiering är specifikt utformad för att möta luftfartsbranschens krav och verifierar att komponenter uppfyller de säkerhets-, kvalitets- och tekniska standarder som luftfartsindustrin kräver.
Varför kräver luftfarten en egen certifiering? Komponenter i flygplan utsätts för extrema förhållanden – temperaturvariationer, vibrationer, tryckförändringar – där konsekvenserna av ett fel kan bli katastrofala. AS9100 inför ytterligare krav på konfigurationshantering, första-artikelkontroll och förbättrad spårbarhet jämfört med vad allmänna tillverkningscertifieringar kräver.
Förståelse av statistisk processkontroll
Utöver certifieringar bör du fråga potentiella tillverkare om deras inspektionsmetoder och kvalitetskontrollprocesser. Statistisk processkontroll (SPC) är en datastyrd metod för att bibehålla konsekvens under hela produktionsloppen.
Istället for att inspektera färdiga delar och avvisa felaktiga, övervakar SPC produktionsparametrar i realtid. Kontrollkort spårar kritiska mått och identifierar trender innan de leder till delar som ligger utanför toleranserna. Detta proaktiva tillvägagångssätt minskar skrot, förbättrar utbytet och ger dokumenterad bevisning för att dina precisionsmaskinerade produkter har hållit sig inom specifikationen under hela tillverkningsloppet.
Tillverkare som investerar i SPC-system visar engagemang för tillverkning av precisionskomponenter som går utöver minimikraven för certifiering. När du utvärderar leverantörer av precisionsmaskinerade delar bör du fråga om deras mätmöjligheter, inspektionsfrekvens och hur de dokumenterar kvalitetsdata för kundgranskning.
Viktiga certifieringar – snabbreferens
Anpassa dina applikationskrav till lämpliga certifieringsnivåer:
- ISO 9001 – Universal grunden för kvalitetsstyrning; lämplig för allmänna industriella applikationer
- IATF 16949 – Krav inom bilindustrin; nödvändigt för leverantörer av fordonskomponenter
- AS9100 – Luft- och rymdfartsstandard; obligatorisk för flygplansdelar och monterade komponenter
- ISO 13485 – Tillverkning av medicintekniska produkter; säkerställer patientsäkerhet och efterlevnad av regleringskrav
- ISO 14001 – Miljöledning; visar på hållbara tillverkningspraktiker
Certifieringar informerar dig om vilka system en tillverkare har på plats – men de säger inte om den aktuella tillverkaren är rätt val för ditt specifika projekt. Nästa steg innebär att utvärdera kapaciteter, kommunikation och tidigare erfarenheter för att skapa din kortlista med kvalificerade leverantörer.
Hur man utvärderar och väljer rätt tillverkare
Du har granskat certifieringar, studerat kapaciteter och samlat in en hel hög potentiella leverantörer. Nu kommer den utmanande delen – att skilja verkligt kvalificerade tillverkare av maskinbearbetade delar från de som endast marknadsför sig väl. Skillnaden mellan ett framgångsrikt samarbete och ett kostsamt misstag beror ofta på hur noggrant du undersöker potentiella leverantörer innan du fattar ett beslut.
Att välja rätt tillverkare av precisionsdelar handlar inte om att hitta det lägsta offertpriset. Det handlar om att identifiera en partner vars kompetens, kvalitetssystem och kommunikationsstil stämmer överens med dina projektbehov. Låt oss gå igenom en systematisk ansats som skyddar dina intressen och ökar dina chanser att hitta en pålitlig leverantör på lång sikt.
Bedömning av kompetens utöver marknadsföringspåståenden
Alla tillverkare av maskinbearbetade delar visar på sin webbplats imponerande listor över utrustning och glänsande referenser. Men hur verifierar du att dessa påståenden stämmer överens med verkligheten? Börja med att titta bortom ytan.
Enligt branschexperter , kräver bedömning av en CNC-delstillverkare att man undersöker deras tekniska infrastruktur, teamets expertis och produktionens skalbarhet. Kontrollera om de använder avancerade CNC-svarv, fräsar och koordinatmätmaskiner (CMM). Deras ingenjörsteam bör visa kompetens inom CAD/CAM-verktyg och fleraxlig bearbetning – inte bara äga utrustningen.
Begär specifika uppgifter om maskinmodeller, spindelhastigheter, arbetsområden och positionsnoggrannhet. En tillverkare av specialdelar som påstår att den har 5-axlig kapacitet bör utan vidare kunna ange detaljer om sin faktiska utrustning, inte vaga allmänheter. Fråga om deras vanliga delkomplexitet och om ditt projekt ligger inom deras komfortzon eller om det utmanar deras gränser.
Glöm inte bort kapacitetsöverväganden. En tillverkare av precisionsbearbetade delar vars anläggning arbetar med 95 % utnyttjande kan ha svårt att möta din tidsplan. Att förstå deras nuvarande arbetsbelastning och tillväxttrend hjälper dig att bedöma om de kan skala upp i takt med dina behov.
Röda flaggor vid granskning av potentiella leverantörer
Erfarenhet lär köpare att identifiera varningssignaler tidigt. Observera dessa vanliga röda flaggor som ofta signalerar framtida problem:
- Ovilja att dela referenser – Etablerade tillverkare är gärna villiga att koppla dig med nöjda kunder
- Vag information om toleranser – Kompetenta verkstäder talar tydligt om sina möjligheter och begränsningar
- Ovanligt låga offerter – Priser långt under konkurrenternas indikerar ofta dolda kvalitetskompromisser eller lockbete-och-byt-taktik
- Dålig kommunikationsrespons – Om det tar dagar att få svar under offertfasen, föreställ er hur det blir vid produktionsproblem
- Motstånd mot besök på anläggningen – Pålitliga tillverkare av maskinbearbetade delar välkomnar kundgranskningar
- Saknade eller föråldrade certifieringar – Kvalitetscertifieringar kräver regelbundna granskningar; utgångna legitimationer tyder på försummade system
Experter inom leverantörsdue diligence betonar att en leverantörs rykte ofta är en pålitlig indikator på deras tillförlitlighet, produktkvalitet och kundservice. Kontrollera branschforum, rekommendationer på LinkedIn samt eventuella tillgängliga fallstudier innan ni fattar beslut.
Överväganden kring inhemsk kontra utländsk tillverkning
Valet mellan inhemsk och utländsk tillverkning handlar om mer än bara styckpris. Enligt en undersökning av Thomas har 83 % av nordamerikanska tillverkare utvärderat återflyttning (reshoring) på grund av sårbarheter i leveranskedjan som blivit uppenbara de senaste åren.
Offshore bearbetning kan erbjuda lägre kostnader per enhet, men överväg den totala landade kostnaden, inklusive frakt, tullavgifter, lagerhållningskostnader och krav på kvalitetskontroll. Kommunikationsutmaningar på grund av tidszonskillnader, intellektuell äganderättsskydd och längre ledtider minskar ofta de uppenbara besparingarna.
Inhemsk tillverkning erbjuder närmare samarbete, snabbare iteration under utvecklingsfasen och minskad risk i leveranskedjan. När tekniska ändringar uppstår – och det kommer de att göra – implementerar lokala leverantörer modifieringar inom dagar istället för veckor. För tidskritiska projekt eller applikationer som kräver strikt kvalitetskontroll visar sig ofta den inhemska premien vara värd investeringen.
Din steg-för-steg-begransningslista
Följ denna systematiska process för att objektivt utvärdera och jämföra potentiella leverantörer:
- Definiera dina krav tydligt – Dokumentera volymer, toleranser, material, nödvändiga certifieringar och tidsramar innan du kontaktar leverantörer
- Granska initiala kapaciteter – Granska webbplatser, utrustningslistor och certifikat för att skapa en kortlista över potentiellt kvalificerade kandidater
- Begär detaljerade offert – Ge varje leverantör identiska specifikationer; jämför inte bara priser utan även ledtider, betalningsvillkor och inkluderade tjänster
- Verifiera certifieringar oberoende – Kontrollera certifikatdatabaser för att bekräfta aktuell giltighet i stället för att lita på visade logotyper
- Utför referenskontroller – Prata med befintliga kunder om kvalitetskonsekvens, kommunikation och problemhantering
- Utvärdera finansiell stabilitet – Begär finansiella rapporter eller kreditrapporter för att bedöma långsiktig livskraft, särskilt för kritiska komponenter
- Boka besök på anläggningen eller virtuella turer – Observera utrustningens skick, arbetsplatsens organisering och teamets expertis direkt
- Börja med en prototypbeställning – Testa relationen med ett litet projekt innan man begär produktionsvolymer
Bygga långsiktiga tillverkningspartnerskap
Att hitta en kvalificerad leverantör är bara början. De mest framgångsrika köpare-tillverkare-relationerna utvecklas till äkta partnerskap där båda parter investerar i ömsesidig framgång.
Sök efter tillverkare som erbjuder feedback om design för tillverkbarhet (DFM) – förslag som förbättrar era komponenter samtidigt som de minskar produktionskostnaderna. En tillverkare av maskinbearbetade delar som är villig att rekommendera designändringar visar på expertis och ett partnerskapsinriktat förhållningssätt som går längre än att enbart följa instruktioner.
Utvärdera deras tillvägagångssätt vid problemlösning. När problem oavvisligen uppstår kommunicerar de proaktivt eller döljer de problemen tills de blir kriser? Branschriktlinjer bekräftar att snabb och tydlig kommunikation säkerställer att du inte lämnas i mörker när utmaningar uppstår.
Överväg även support efter försäljning. Erbjuder leverantören garantier, utbyten eller teknisk hjälp om delar inte fungerar som förväntat? En kvalitetsleverantör står bakom sitt arbete och ser varje projekt som en möjlighet att stärka relationen.
Ansträngningen som läggs på en grundlig utvärdering ger avkastning under hela er tillverkningsrelation. När en pålitlig partner har identifierats är nästa steg att förbereda ett RFQ-paket som möjliggör korrekta offertförslag och en smidig igångsättning av produktionen.
Förberedelse av er RFQ och förståelse för ledtider
Ni har identifierat kvalificerade leverantörer och utvärderat deras kapacitet. Nu kommer ögonblicket som avgör om ni får korrekta offertförslag eller frustrerande utbyten av förtydligandeanvändningar: förberedelsen av er begäran om offert (RFQ). Ett välstrukturerat RFQ-paket snabbar inte bara upp offertprocessen – det etablerar också er trovärdighet som professionell köpare och lägger grunden för en smidig tillverkningsrelation.
Tänk på din RFQ som ett kommunikationsverktyg. Ju mer komplett och strukturerad din information är, desto snabbare kan tillverkare bedöma ditt projekt och ge konkurrenskraftiga prisförslag. Ofullständiga förfrågningar orsakar fördröjningar eftersom säljteamen måste efterfråga saknade uppgifter, vilket ofta lägger till dagar eller veckor innan du får ditt första offert.
Viktig information för din offertförfrågan
Vad skiljer en RFQ som får omedelbar uppmärksamhet från en som ligger kvar i en kö? Fullständighet. Enligt leverantörer av bearbetningstjänster ju mer detaljerad din RFQ är, desto snabbare får du ett korrekt prisförslag. Börja med grunden innan du går in på tekniska specifikationer.
Din RFQ-paket bör inkludera följande kärnelement:
- Företagsinformation – Kontaktdetaljer, faktureringsadress, leveransadress och företagsidentifikation
- Produktbeskrivning – Grundläggande översikt över vad du behöver och dess avsedda användning
- Materialspecifikationer – Önskade material eller godtagbara alternativ med eventuella särkrav
- Kvantitetskrav – Initial orderkvantitet samt beräknad årlig förbrukning
- Tidsramar för genomförande – Målade leveransdatum och eventuella tidsplaneringsbegränsningar
- Industri-specifika krav – Ange om delar är avsedda för medicinska, luft- och rymdtekniska, automotiva eller andra reglerade tillämpningar
- Krav på kvalitetsdokumentation – Inspersionsrapporter, certifieringar eller spårbarhetskrav
Anta inte att tillverkare kommer att ställa frågor om saknad information. Vissa kan lämna offert baserat på antaganden som inte stämmer överens med era faktiska behov – vilket kan leda till överraskningar när anpassade delar levereras eller fakturor ska betalas.
Tekniska ritningar och specifikationskrav
Era ritningar utgör den avgörande referensen för tillverkning av anpassade delar. De kommunicerar geometri, toleranser, ytytor och särskilda krav i ett universellt ingenjörsspråk. Utan korrekta ritningar kan inte ens den mest kompetenta tillverkaren garantera resultat som motsvarar era förväntningar.
Branschens bästa praxis rekommenderar att tillhandahålla både 2D-PDF-ritningar och 3D-STEP-filer. PDF-filen fungerar som huvuddokumentet som definierar kritiska mått och toleranser, medan den 3D-modellen möjliggör för tillverkare att importera geometrin direkt till CAM-programvara och verifiera sin förståelse av komplexa funktioner.
Din tekniska paket ska tydligt ange:
- Kritiska mått med toleranser – Identifiera vilka funktioner som kräver strikt kontroll
- Ytutförande Krav – Ange ytråhetvärden för olika ytor
- Geometriska toleranser – Inkludera GD&T-angivelser för position, koncentricitet och vinkelrättighet där det är relevant
- Material- och värmebehandlingsspecifikationer – Definiera legeringsgrader och eventuell nödvändig bearbetning
- Gängspecifikationer – Standard- eller specialgängor med passningsklass
- Särskilda märkningar eller identifiering – Artikelnummer, partikodnummer eller andra obligatoriska märkningar
Om du utforskar offertsystem för maskinbearbetade delar online bör du komma ihåg att automatiserade plattformar fungerar bäst med fullständiga 3D-modeller och standardtoleranser. Komplexa anpassade maskinbearbetade delar med ovanliga funktioner eller strikta specifikationer drar vanligtvis nytta av direkt teknisk granskning.
Volymöverväganden och prissättningsstrukturer
Antalet enheter du beställer påverkar kraftigt styckpriset – och att förstå detta samband hjälper dig att fatta smartare inköpsbeslut. Prissättningen för anpassade CNC-delar omfattar både fasta kostnader (programmering, installation, verktyg) och rörliga kostnader (material, maskintid, kontroll). Högre volymer sprider de fasta kostnaderna över fler enheter, vilket minskar priset per styck.
Var transparent angående dina volymprognoser. En tillverkare som anbjuder pris för 100 stycken fattar andra beslut än en som anbjuder pris för 10 000 stycken. De kan välja annan utrustning, investera i specialgjorda fästningar eller allokera dedikerad maskintid. Att ange realistiska prognoser – även om de är osäkra – möjliggör mer exakta prissättningssystem.
Överväg att begära prisnivåer vid flera olika kvantitetsnivåer. Detta avslöjar den volymgräns där skaleffekter blir betydelsefulla för dina komponenter. Du kan upptäcka att beställning av 500 stycken istället för 250 stycken sänker din styckkostnad med 30 %, vilket kan göra det lönsamt att justera din lagerstrategi.
Prototypning jämfört med produktionskrav
Tillvägagångssättet för att beställa fem prototypenheter skiljer sig fundamentalt från att beställa femtusen produktionsenheter. Enligt tillverkningsexperter stöter program ofta på problem eftersom team behandlar prototypning och produktion som utbytbara – trots att de kräver helt olika driftslägen.
Prototypframställning prioriterar hastighet och flexibilitet. Du validerar designerna, testar passform och funktion och gör troligen ändringar baserat på det du lär dig. Förvänta dig högre kostnader per enhet eftersom tillverkare inte kan sprida installationskostnaderna över stora volymer. Ledtiden är dock ofta kortare eftersom prototyper vanligtvis får företräde framför produktionsorder.
Tillverkning av produktionsdelar betonar återkommande processer, dokumenterade arbetsgångar och optimerade kostnader. Designen bör vara fastställd, specifikationerna slutförda och kraven på kvalitet tydligt definierade. Tillverkare investerar i fästutrustning, fastställer processparametrar och inför statistiska kontroller – åtgärder som inte är rimliga för små prototypserier.
Kommunicera var ni befinner er i utvecklingscykeln. En tillverkare som förstår att ni behöver anpassad deltillverkning för prototyper med efterföljande serieproduktion kan strukturera sitt offertförslag på ett lämpligt sätt – till exempel genom att erbjuda reducerade priser för prototyper mot åtaganden om volym för den kommande serieproduktionen.
Ledtidsfaktorer och produktionsplanering
Vad avgör hur länge du måste vänta på dina delar? Ledtider beror på flera faktorer utöver bara bearbetningskomplexiteten. Att förstå dessa inflytanden hjälper dig att ställa realistiska förväntningar och planera därefter.
Viktiga drivkrafter för ledtid inkluderar:
- Aktuell verkstadskapacitet – Ofta förlängs köerna under upptagna perioder oavsett delarnas komplexitet
- Materialtillgång – Standardlegeringar levereras snabbt; specialmaterial kan kräva veckor
- Sekundära operationer – Värmebehandling, beläggning och ytbehandling adderar bearbetningstid
- Krav på provning/inspektion – Omfattande dokumentation ökar tiden för kvalitetskontroll
- Ritningens fullständighet – Saknad information utlöser fördröjningar för klarläggning
- Första artikelgodkännandet – Produktionen pausas tills du godkänner de initiala provexemplaren
För brådskande behov, fråga redan från början om möjligheter till expedierad hantering. Många tillverkare erbjuder accelererad service mot en högre prisnivå – ibland med leverans på en dag för kritiska komponenter. Att dock skynda på varje order belastar dock relationerna och budgetarna. Använd expedieringsbegäran endast vid verkliga nödsituationer.
Planering av deltillverkning fungerar bäst när du ger tillverkarna insyn i dina framtida behov. Att dela prognoser – även grova uppskattningar – gör det möjligt för tillverkare att reservera kapacitet, beställa material i förväg och smidigare planera produktionen. Denna samarbetsform leder ofta till bättre priser och mer pålitlig leverans än transaktionella, orderräkningsbaserade relationer.
När din förfrågan om offert är utfärdad på ett omfattande sätt kan tillverkarna fokusera på teknisk granskning och exakt prisberäkning i stället för att leta efter saknade uppgifter. Men innan delar skickas ut kräver många applikationer ytterligare bearbetning – värmebehandling, ytbearbetning eller monterings-tjänster som ökar värdet och funktionaliteten hos dina maskinbearbetade komponenter.
Andra bearbetningsoperationer och avslutande processer
Dina precisionsslipade komponenter anländer från CNC-maskinen – men är de verkligen färdiga? I många applikationer kräver råa maskinbearbetade produkter ytterligare bearbetning för att uppnå de prestandaegenskaper som din applikation kräver. Dessa andra bearbetningsoperationer omvandlar goda delar till utmärkta delar genom att lägga till hållbarhet, korrosionsbeständighet och funktionalitet som endast maskinbearbetning inte kan tillhandahålla.
Att förstå när och varför dessa processer är viktiga hjälper dig att specificera kraven korrekt och undvika kostsamma överraskningar. Låt oss undersöka de andra bearbetningsoperationer som ger verkligt värde till dina CNC-maskinbearbetade komponenter.
Värmebehandling för förbättrad prestanda
Föreställ dig ett kugghjul som slits för tidigt eftersom ytan inte har hårdats, eller en fjäder som förlorar spänning eftersom restspänningar inte har avlägsnats. Värmebehandling löser dessa utmaningar genom att ändra metallen inre struktur med hjälp av kontrollerade uppvärmnings- och svaltningscykler.
Enligt Hubs är värmebehandling avgörande för att modifiera kritiska egenskaper såsom hårdhet, styrka, slagfestighet och ductilitet i metallkomponenter. Tidpunkten för värmebehandling – före eller efter bearbetning – beror på dina specifika krav.
Värmebehandling före bearbetning fungerar väl när standardiserade metalllegeringsgrader används. Tillverkare kan bearbeta komponenter direkt från förvärmd råmaterial, vilket minskar ledtider. Dock värmebehandling efter bearbetning blir nödvändig när processen syftar till att hårdna materialet eller fungera som en avslutande åtgärd – särskilt för verktygsstål som blir betydligt hårdare efter behandlingen.
De tre vanligaste värmebehandlingsprocesserna inkluderar:
- Ångning – Uppvärmning av metall till hög temperatur följt av långsam svalning mjukar materialet och förbättrar bearbetbarheten. De flesta CNC-fräsade delar har egenskaper i glödgat tillfälle om inte ytterligare behandlingar anges.
- Spänningsavlastning – Tillämpas efter bearbetning för att eliminera återstående spänningar som införts under tillverkningen, vilket ger delar med mer konsekventa mekaniska egenskaper.
- Tämning – Utförs efter härdning av mild stål och legerat stål för att minska sprödheten samtidigt som den mekaniska prestandan förbättras.
För komplexa bearbetade delar som utsätts för höga belastningar eller slitage kan värmebehandling ofta utgöra skillnaden mellan godtagbar prestanda och tidig felaktighet.
Alternativ för ytbearbetning och tillämpningar
Ytbehandlingar gör mer än att göra delar snyggare – de skyddar mot korrosion, minskar friktionen, förbättrar elektriska egenskaper och ökar slitstyrkan. Valet av rätt ytbehandling beror på din driftsmiljö och funktionella krav.
Enligt Alpha Metal , erbjuder varje ytbehandlingsmetod olika fördelar för olika applikationer:
Anodisering skapar ett hårt, korrosionsbeständigt oxidlager på aluminiumytor genom en elektrokemisk process. Komponenten nedsänks i en syrlig elektrolytlösning medan elektrisk ström oxiderar ytan. Denna "konverteringsbeläggning" kan färgas i olika nyanser och ger utmärkt slitbeständighet – vilket gör den populär för luftfarts-, bil-, elektronik- och arkitektoniska komponenter.
Platering avger ett tunt metalllager på komponentens yta. Nickelplätering förbättrar korrosionsbeständigheten, kromplätering ger estetisk glans och hårdhet, zinkplätering ger offerkorrosionsskydd och guldplätering förbättrar elektrisk ledningsförmåga. Processen använder antingen elektroplätering (med elektrisk ström) eller kemisk plätering utan ström.
Pulverlackering tillämpar ett torrt polymerpulver elektrostatiskt och härdar sedan detta vid värme för att bilda en tjock, slitstark beläggning. Denna process ger utmärkt slag- och korrosionsbeständighet med minimal miljöpåverkan – översprutning kan återvinnas och VOC-utsläppen är låga.
Måleri förblir det mest mångsidiga alternativet för färgmatchning och estetiska krav, även om det vanligtvis erbjuder lägre slitstyrka än pulverbeläggning eller anodisering. Vattenbaserade färger ger miljövänliga alternativ till lösningsmedelsbaserade formuleringar.
Jämförelse av ytbearbetningsalternativ
Den här tabellen hjälper dig att matcha ytbearbetningsprocesser med dina applikationskrav:
| Processtyp | Viktiga fördelar | Typiska Tillämpningar | Kostnadspåverkan |
|---|---|---|---|
| Anodisering | Hård, slitstark yta; korrosionsskydd; färgalternativ; icke-ledande | Aerospacekomponenter, elektronikhus, arkitektoniska element | Måttlig ($$) |
| Elektroplätering (nickel/krom) | Förbättrad korrosionsbeständighet; estetisk metallisk yta; förbättrad ledningsförmåga | Biltrim, verktyg, smycken, elektronikanslutningar | Måttlig till hög ($$–$$$) |
| Zinkbeläggning | Sacrificial korrosionsskydd; kostnadseffektiv | Fästdon, hållare, konstruktionsbeslag | Låg ($) |
| Pulverlackering | Tjock, enhetlig beläggning; utmärkt slagfasthet; brett färgutbud; miljövänlig | Utomhusutrustning, apparater, bilkomponenter | Måttlig ($$) |
| Måleri | Obegränsat färgval; lätt att retuschera; kompatibel med många underlag | Konsumentvaror, byggmaterial, skal | Låg till måttlig ($–$$) |
| Glaskulorstrålning | Slät, halvmatt yta; ytberedning; förbättrad korrosionsbeständighet | Medicintekniska apparater, precisionsfräsade delar, dekorativa komponenter | Låg ($) |
Monterings- och värdeadderingstjänster
Varför ta emot enskilda komponenter när du kan ta emot färdiga monteringsenheter? Många tillverkare erbjuder montering av maskinbearbetade delar som en värdeadderingstjänst som förenklar din leveranskedja och minskar ditt interna arbetsutbyte.
Enligt Marver Med minskar tillhandahållande av sekundärtjänster inomhus betydligt den totala produktionstiden genom att eliminera fördröjningar och extra kostnader för utlåtande. Dessa värdeadderingstjänster inkluderar:
- Komponentmontering – Sammansättning av flera maskinbearbetade delar med skruvar, tätningsringar eller annan hårdvara
- Laser märkning – Permanent delidentifiering, serienummer eller logotyper
- Rengöring och avfettning – Avlägsnande av maskinbearbetningsvätskor och föroreningar inför montering eller steril förpackning
- Renrumspackning – Viktigt för medicintekniska apparater och känslomätare elektronik
- Efterbearbetning genom maskinbearbetning – Ytterligare svarvning, ansiktssnittning, borrning eller gängning för att förbättra måtten
Att sammanföra dessa operationer med din primära bearbetningsleverantör erbjuder flera fördelar. Ansvar vid en enda källa förenklar kvalitetsansvaret. Minskad hantering mellan anläggningar minskar risken för skador. Och samordnad schemaläggning förkortar ofta den totala ledtiden jämfört med att hantera flera leverantörer.
När du utvärderar tillverkare bör du fråga vilka sekundära operationer de utför inomhus jämfört med vilka som är underentreprenörsdrivna. Inomhuskapaciteter innebär vanligtvis bättre kvalitetskontroll och snabbare genomloppstid, medan underentreprenörsdrivna processer lägger till ledtid och potentiella samordningsutmaningar.
Med en tydlig förståelse för hur sekundära operationer förbättrar dina precisionsslipade komponenter är du nu rustad att ange fullständiga krav som inkluderar efterbearbetning. Det sista steget innebär att sammanföra allt du har lärt dig för att fatta säkra beslut om vilken tillverkare som ska väljas för ditt projekt.
Gör ditt slutgiltiga val av tillverkare
Du har tagit dig igenom materialvetenskap, toleransspecifikationer, kvalificeringscertifikat och sekundära bearbetningsprocesser. Nu är det dags för beslut – att sammanfatta allt till konkreta val som skyddar din leveranskedja och sätter dina projekt på vägen mot framgång. Den rätta tillverkaren av precisionsbearbetade delar är inte bara det billigaste alternativet eller den med den mest imponerande hemsidan. Det är den partner vars kompetenser, kvalitetssystem och kommunikationsstil exakt matchar dina projekts krav.
Anpassa dina krav till tillverkarens kapaciteter
Börja med att gå igenom dina grundkrav i förhållande till det du lärt dig om varje potentiell leverantör. Kan deras utrustning hantera geometrin hos dina delar? Kan de uppnå dina toleransspecifikationer utan extra kostnad? Stämmer deras certifikat överens med ditt branschs reglerande krav?
Skapa en enkel beslutsmatris där du väger de faktorer som är mest avgörande för ditt användningsområde:
- Överensstämmelse i teknisk kapacitet – Deras utrustning, toleranser och materialkunskap motsvarar dina krav på CNC-fräsade delar
- Kvalitetssystemets noggrannhet – Certifieringar som är lämpliga för din bransch (minst ISO 9001, IATF 16949 för bilindustrin, AS9100 för luft- och rymdfarten)
- Produktionskapacitet – Tillräcklig kapacitet för dina volymer utan att överbelasta deras verkstad
- Genomloppstidsprestanda – Realistiska tidsramar som stödjer ditt produktionschema
- Kommunikationsresponsivitet – Snabba, tydliga svar under offertprocessen speglar hur de kommer att bete sig under produktionen
- Geografiska hänsyn – Avvägningar mellan inhemska och utländska leverantörer som är lämpliga för din risknivå
Undvik fällan att överdriva vikten av pris. En tillverkare som erbjuder precisions-CNC-fräsade delar till 20 % lägre pris än konkurrenterna kan göra avkortningar vid kontrollen, använda sämre material eller driva ett otillräckligt kvalitetssystem. Kostnaden för att ta emot defekta fräsdelar – produktionsfördröjningar, omarbete, kundklagomål – överstiger vid långt när av alla besparingar från en låg initial offert.
Att skapa din kortlista med kvalificerade leverantörer
Din utvärderingsprocess bör minska antalet potentiella leverantörer från dussintals till en fokuserad förkortad lista med två till fyra verkligt kvalificerade kandidater. Dessa slutgiltiga kandidater har klarat din kapacitetsgranskning, visat lämpliga certifieringar och svarat professionellt på dina frågor.
Innan du fattar slutgiltiga beslut bör du överväga följande valideringssteg:
- Begär provdelar – Att se faktiska precisions-CNC-delar avslöjar mer än vilken specifikationsdokumentation som helst
- Verifiera referenser – Prata med nuvarande kunder om kvalitetskonsekvens och hur problem löses
- Börja med små saker. – En prototypbeställning testar relationen innan produktionsvolymerna kräver betydande kapitalinsatser
- Utvärdera DFM-feedback – Tillverkare som erbjuder förslag på designförbättringar visar en partnerskapsinriktad mentalitet
Lägg märke till hur leverantörerna hanterar dina frågor under utvärderingen. En leverantör av anpassade maskinbearbetningslösningar som är villig att förklara sina processer, erkänna begränsningar och föreslå alternativ visar den öppenhet du kommer att behöva när produktionsutmaningar oundvikligen uppstår.
De bästa tillverkarens partnerskap lyckas inte därför att problem aldrig uppstår, utan därför att båda parter kommunicerar öppet och snabbt löser uppstående frågor.
Ta nästa steg i din inköpsresa
När din korta lista är fastställd blir vägen framåt tydligare. För många köpare är den ideala partnern en kombination av teknisk precision, certifierade kvalitetssystem och responsiv service – en kombination som accelererar projekt från koncept till produktion utan friktionen från missförstånd eller kvalitetsbrister.
Tillverkare med IATF 16949-certifiering visar den processdisciplin som krävs i bilindustrins leveranskedja. När dessa förmågor omfattar snabba övergångar från prototypframställning till serieproduktion får du en flexibilitet som traditionella leverantörer inte kan erbjuda. Föreställ dig att validera en konstruktion med CNC-fräsade prototypdelar av hög precision och sedan skala upp sömlöst till serievolym – allt hos en enda kvalificerad partner.
För tidskritiska applikationer, kontakta oss angående expedierade alternativ. Vissa tillverkare av precisionsslipade delar kan leverera med ledtider så korta som en arbetsdag för brådskande komponentbehov. Denna snabbhet visar sig ovärderlig när produktionslinjer stöter på oväntade brister eller när designändringar kräver omedelbar validering.
Om dina applikationer omfattar bilkomponenter – chassinmonteringar, specialtillverkade metallbussningar eller andra fordonssystem – bör du överväga att utforska specialiserade resurser. Anläggningar som erbjuder precision CNC-bearbetning för automotivapplikationer har branschspecifik expertis tillsammans med strikta protokoll för statistisk processkontroll, vilket säkerställer konsekvens över hela produktionsomgångarna.
Kom ihåg att välja en tillverkare inte är en engångsaffär – det är början på ett pågående samarbetsförhållande. Den ansträngning du lägger ner på en grundlig utvärdering ger avkastning genom pålitliga leveranser, konsekvent kvalitet och samarbetsbaserad problemlösning när utmaningar uppstår. Din leverantör av CNC-fräsade precisiondelar blir en utvidgning av dina egna förmågor och påverkar direkt din förmåga att effektivt betjäna dina kunder.
Med kunskapen från den här guiden – tillverkningsprocesser, materialval, toleransspecifikationer, kvalitetscertifieringar, utvärderingsramverk, förfrågningsförberedelser (RFQ) och sekundära bearbetningsoperationer – är du förberedd att närma dig tillverkare av maskinkomponenter som en informerad köpare. Denna förberedelse omvandlas till bättre partnerskap, bättre delar och bättre resultat för dina projekt.
Vanliga frågor om tillverkare av maskinkomponenter
1. Hur mycket kostar en anpassad CNC-del?
Kostnaden för anpassade CNC-delar varierar kraftigt beroende på komplexitet, material och produktionsvolym. Enkla delar i små serier ligger vanligtvis mellan 10 och 50 USD per styck, medan precisionskonstruerade komponenter kan kosta 160 USD eller mer, särskilt vid beställningar i låg volym. Faktorer som påverkar priset inkluderar materialval, toleranskrav, sekundära bearbetningssteg som värmebehandling eller beläggning samt installationskostnader som fördelas över större kvantiteter. Att begära prisnivåer vid flera olika kvantitetsnivåer hjälper till att identifiera volymtrösklar där skaleffekter minskar kostnaden per styck.
2. Vilka är de 7 grundläggande maskinverktygen som används inom tillverkning?
De sju grundläggande verktygsmaskinerna är svarvmaskiner (svarvar och borrfräsar), skärmaskiner och planeringsmaskiner, borrmaskiner, fräsmaskiner, slipmaskiner, elmotorbordssågar och pressar. Modern CNC-teknik har omvandlat dessa traditionella verktyg till datorstyrda anläggningar som kan uppnå toleranser som är omöjliga att uppnå manuellt. Multiaxliga CNC-fräscentraler kombinerar idag flera olika bearbetningsoperationer, vilket gör att tillverkare kan producera komplexa geometrier i en enda montering samtidigt som exceptionell precision bibehålls.
3. Vilka certifieringar bör tillverkare av maskinkomponenter ha?
Viktiga certifieringar beror på din bransch. ISO 9001 ger den universella kvalitetsledningsgrunden som är lämplig för allmänna industriella tillämpningar. IATF 16949 är obligatorisk för komponenter i bilindustrins leveranskedja och fokuserar på felpreventiv åtgärder och spårbarhet. AS9100-certifiering krävs för luftfarts- och försvarsapplikationer med striktare säkerhets- och kvalitetskrav. Tillverkare av medicintekniska produkter behöver ISO 13485-certifiering. Anläggningar med IATF 16949-certifiering, såsom Shaoyi Metal Technology, tillämpar strikta protokoll för statistisk processkontroll för att säkerställa konsekvent produktion av komponenter med hög tolerans.
4. Vad är skillnaden mellan CNC-svarvning och CNC-fräsning?
Vid CNC-svarvning roterar arbetsstycket medan ett stationärt skärande verktyg formar det, vilket gör det idealiskt för cylindriska delar som axlar, stavar och bushingar. Vid CNC-fräsning roterar det skärande verktyget medan arbetsstycket förblir fast, vilket är perfekt för delar med plana ytor, spår, fickor och komplexa tredimensionella former. Många precisionsskärningsapplikationer kombinerar båda operationerna, där komponenter börjar bearbetas på ett svarv för cylindriska funktioner och sedan överförs till fräsar för ytterligare funktioner som hål, plana ytor eller vinkelräta snitt.
5. Hur förbereder jag en effektiv RFQ för maskinbearbetade delar?
Ett komplett RFQ-paket bör inkludera företagsinformation, detaljerade produktbeskrivningar, materialspecifikationer, kvantitetskrav med uppskattad årlig förbrukning, tidsramar och krav på kvalitetsdokumentation. Ange både 2D-PDF-ritningar och 3D-STEP-filer med tydligt markerade kritiska mått, toleranser, krav på ytyta samt eventuella GD&T-angivelser. Var transparent angående volymprognoser och om du behöver prototyper eller produktionskvantiteter, eftersom tillverkare fattar olika utrustnings- och processbeslut baserat på denna information.