 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Online-bearbetning förklarad: Från designfil till levererad del på några dagar
Vad online-bearbetning egentligen betyder för modern tillverkning
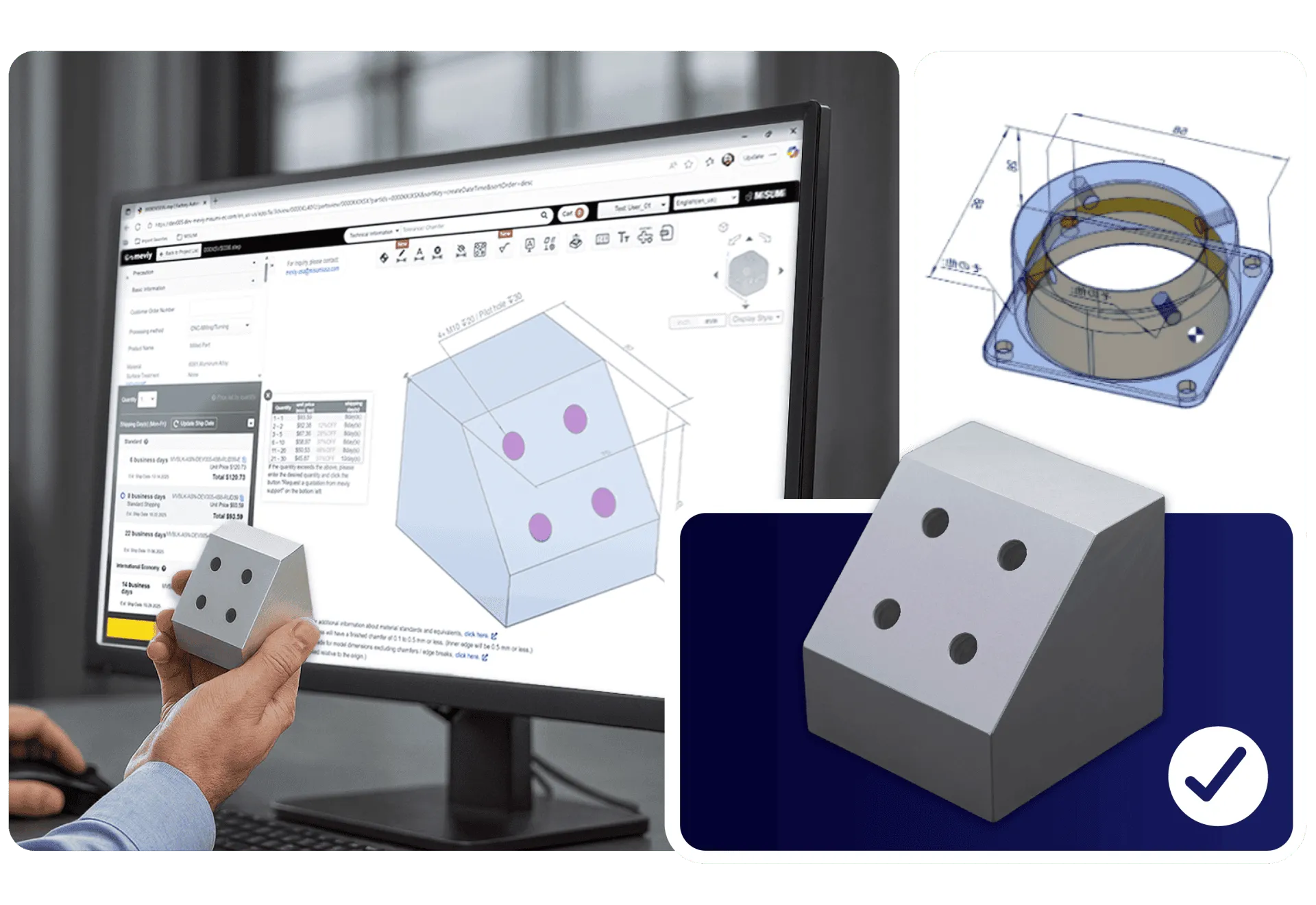
Föreställ dig att ladda upp en CAD-fil klockan 09:00 och få ett detaljerat offertförslag med priser, ledtider och återkoppling om tillverkningsbarhet innan din morgonkaffe blir kallt. Det är online-bearbetning i praktiken – den digitala omvandlingen av hur ingenjörer och produktutvecklare beställer CNC-tillverkade delar .
I grunden syftar online-bearbetning på webbaserade plattformar som ansluter dig direkt till precisionstillverkningsmöjligheter utan de traditionella mellanhänderna. Istället för att bygga relationer med lokala verkstäder under åratal får du tillgång till globala tillverkningsnätverk via din webbläsare. Denna modell förändrar grundläggande hur CNC- och traditionell inköpsprocess samverkar, och inför transparens och hastighet i en process som tidigare var långsam och beroende av personliga relationer.
Från ritning till webbläsare: Den digitala tillverkningsomställningen
För inte så länge sedan betydde inköp av anpassade maskinbearbetade delar något helt annat. Du skickade ritningar via e-post till flera leverantörer, väntade dagar på svar, bokade besök på deras anläggningar och förhandlade villkor genom otaliga telefonsamtal. Processen krävde etablerade relationer och en betydande tidsinvestering innan ens en enda spån skars.
Idagens digitala CNC-bearbetningsplattformar vänder helt om denna modell. Enligt branschanalys från Lauenscnc kan användare nu ansluta sig till omfattande tillverkningsnätverk, justera parametrar i realtid och säkra produktionsplatser omedelbart. Förändringen speglar bredare digitala omvandlingar – tänk på hur internetbankering ersatte besök på bankfilialer eller hur e-handel förändrade detaljhandeln.
Vad gör denna förändring så betydelsefull? Traditionella upplägg är utmärkta för långsiktiga, högvolymsavtal med etablerade relationer. En online-CNC-maskinplattform dominerar dock i dynamiska, innovationsdrivna miljöer där hastighet och flexibilitet är avgörande.
Hur onlineplattformar kopplar dig till CNC-funktioner
Vad händer egentligen när du använder dessa digitala plattformar? Ekosystemet kombinerar flera sammankopplade komponenter som fungerar sömlöst tillsammans:
- Filuppladdningssystem — Accepterar standardformat som STEP, IGES och inbyggda CAD-filer för omedelbar behandling
- Direkta offertmotorer — AI-baserade algoritmer analyserar geometri, beräknar verktygsvägar och genererar prisuppgifter inom sekunder
- Automatiserad DFM-återkoppling — Inbyggd validering markerar potentiella problem, såsom tunna väggar eller underkutade funktioner, innan du bekräftar beställningen
- Globala tillverkningsnätverk — Anslutningar till hundratals eller tusentals granskade CNC-tjänsteleverantörer världen över
- Gränssnitt för materialval — Alternativ som sträcker sig från aluminium och rostfritt stål till teknikplaster och exotiska legeringar
- Konfiguration av efterbehandling — Ytbehandlingar, värmebehandlingar och alternativ för kvalitetskontroll kan läggas till med enkla klick
Denna CNC-tjänstmodell ger oöverträffad transparens i tillverkningsinköp. Du aktiverar alternativ för antal eller material och ser omedelbart hur priset ändras – inga fler dagar av väntan på reviderade offertförslag.
Passar detta tillvägagångssätt dina behov? Om du utvecklar prototyper, testar designiterationer eller behöver anpassade delar utan att binda dig till stora volymer, erbjuder online-maskinbearbetningsoffertförslag den flexibilitet som traditionella verkstäder ofta inte kan erbjuda. Startupföretag kan skala upp verksamheten utan stora första investeringar, medan etablerade företag optimerar sina leveranskedjor för ökad smidighet.
Detta handlar dock inte om att ersätta varje tillverkningsrelation som du har. Det handlar om att förstå när digitala plattformar erbjuder verkliga fördelar – och när traditionella partnerskap fortfarande är rimliga. Målet här är inte att övertala dig att välja en viss metod, utan att hjälpa dig att fatta informerade beslut om hur du effektivt får ett CNC-utbud online samtidigt som du förstår exakt vad du får.
Den fullständiga resan från designfil till levererad del
Har du någonsin undrat vad som faktiskt händer mellan att klicka på "ladda upp" och att hålla din färdiga CNC-fräsade del ? Processen är mer sofistikerad än den verkar – men förvånande tillgänglig så snart du förstår varje steg. Låt oss gå igenom hela arbetsflödet så att du vet exakt vad du kan förvänta dig.
Förbereda dina CAD-filer för uppladdning
Din resa börjar med förberedelse av filen, och att göra detta rätt sparar problem längre fram. De flesta plattformar accepterar flera standardformat, men alla filer är inte lika lämpliga för tillverkningsändamål.
STEP-filer (.stp, .step) förblir guldstandarden för online-maskinbearbetning. De bevarar solid geometri, upprätthåller dimensionsnoggrannhet och översätts sömlöst mellan olika CAD-system. Om du bara ska exportera ett format, välj STEP.
IGES-filer (.igs, .iges) fungerar som en pålitlig reservoption. De har funnits länge och har bred kompatibilitet, även om de ibland introducerar yttolkningsproblem med komplexa kurvor.
STL-filer —som ofta associeras med 3D-utskrift—har begränsningar när det gäller CNC-maskinbearbetade delar. De approximerar ytor med triangulära ytfacetter istället for verklig geometri, vilket kan försämra precisionen på krökta funktioner. Använd STL endast när andra alternativ inte är tillgängliga.
Innan du laddar upp verifierar du att din modell är vattentät, utan öppna ytor eller självskärande geometri. Många plattformar markerar automatiskt dessa problem, men att upptäcka dem tidigt påskyndar ditt offertprocess avsevärt.
Förstå processen för direkt offert
Här är där magin sker. Enligt Xometrys plattformsdokumentation analyserar AI-drivna offertmotorer din uppladdade geometri omedelbart, beräknar verktygspaths och genererar priser baserat på faktiska tillverkningskrav.
Systemet utvärderar flera faktorer samtidigt:
- Totala delens dimensioner och materialvolym som krävs
- Funktionernas komplexitet, inklusive hål, fickor och ytkonturer
- Antalet monteringsställen som krävs för att bearbeta alla funktioner
- Valda materialens egenskaper och bearbetningsgrad
- Toleransspecifikationer och deras inverkan på bearbetningstiden
Vad som gör detta kraftfullt är den omedelbara Design for Manufacturability (DFM)-återkopplingen. Systemet markerar potentiella problem – tunna väggar som kan böja sig under skärkrafter, djupa fickor som kräver specialverktyg eller funktioner som skulle kräva kostsamma 5-axliga operationer. Som noterats av CNC24:s tekniska team , denna automatiserade genomförbarhetskontroll kombineras med en expertgranskning av produktions-tekniker för att minimera risker innan produktionen påbörjas.
Från beställningsplacering till leverans till dörren
När du har konfigurerat din komponent och godkänt offerten – vad händer sedan? Här är hela sekvensen:
- Slutlig teknisk granskning — Specialister verifierar dina specifikationer, bekräftar tillgängligheten av material och validerar att den offrade tillverkningsmetoden kommer att uppfylla dina krav.
- Leverantörsanpassning — Ditt projekt tilldelas en optimal tillverkare från plattformens granskade nätverk. Urvalskriterierna inkluderar maskinkapacitet, aktuell kapacitet, geografisk plats samt eventuella certifieringskrav som du har specificerat.
- Produktionsplanering — Din beställning placeras i tillverkningskön. Prioriteten beror på den ledtid du har valt – expedierade beställningar går före, medan ekonomiska alternativ väntar tills optimal gruppering för tillverkning är möjlig.
- CNC-bearbetning — Erfarna maskinister ställer in råmaterial, laddar program och kör dina delar. Komplex prototypbearbetning kan kräva flera inställningar och noggrann verifiering under processen.
- Kvalitetskontroll — Färdiga delar genomgår dimensionskontroll mot dina specifikationer. Beroende på kraven omfattar detta allt från standardprovtagning till omfattande CMM-mätning med detaljerade rapporter.
- Efterbehandling — Alla specificerade avslutningsoperationer utförs: avkantning, ytbearbetningar, värmebehandling eller beläggningsapplikationer.
- Paketering och frakt — Delarna förpackas noggrant för att förhindra skador under transport och skickas via den fraktmetod du valt.
Vilka ledtider bör du egentligen förvänta dig?
Ledtiderna varierar kraftigt beroende på projektets komplexitet och brådskande behov. För snabb CNC-prototypframställning med enkla geometrier och standardmaterial som aluminium kan vissa plattformar leverera redan inom sex dagar enligt MakerVerses handbok för prototypframställning .
Här är en realistisk uppdelning:
| Projekttyp | Typisk ledtid | Nyckelfaktorer |
|---|---|---|
| Enkel CNC-prototyp (aluminium, grundläggande geometri) | 5-10 arbetsdagar | Standardtoleranser, minimalt antal inställningar |
| Komplex prototyp (smala toleranser, flera funktioner) | 10-15 arbetsdagar | Bearbetning med flera axlar, krav på inspektion |
| Lågvolymproduktion (10–100 stycken) | 2–4 veckor | Amortering av installationskostnader, optimering av partier |
| Produktionsomgångar (100+ stycken) | 3-6 veckor | Materialinköp, konsekvent kvalitetskontroll |
Snabba leveransalternativ kan avsevärt förkorta dessa tidsramar – ibland till hälften – men förvänta dig högre priser. Å andra sidan förlänger ekonomisk frakt ledtiden samtidigt som den minskar kostnaderna för icke-akuta CNC-prototypningsprojekt.
Att förstå denna fullständiga arbetsprocess hjälper dig att planera projekt realistiskt och kommunicera effektivt med plattformens support när frågor uppstår. När du har etablerat din processkunskap är nästa avgörande beslut valet av rätt material för ditt specifika användningsområde.
Välja rätt material för ditt CNC-projekt
Du har laddat upp din CAD-fil, granskat det omedelbara offertförslaget och nu stirrar du på en nedrullningsmeny med dussintals materialalternativ. Vilket ska du välja? Detta beslut påverkar allt – delens prestanda, tillverkningskostnaden, ledtiden och slutligen om din konstruktion lyckas i sitt avsedda syfte.
Den goda nyheten? Online-maskinbearbetningsplattformar erbjuder omfattande materialbibliotek som traditionella verkstäder ofta inte kan matcha. Utmaningen är att navigera bland dessa alternativ på ett klokt sätt. Låt oss gå igenom urvalet steg för steg så att du kan fatta säkra och informerade beslut.
Metaller för applikationer som kräver hög hållfasthet och precision
När mekanisk prestanda är avgörande, är metaller fortfarande det främsta valet för CNC-bearbetning . Men "metall" omfattar ett mycket brett spektrum av egenskaper och prisnivåer. Att förstå de viktigaste kategorierna hjälper dig att snabbt begränsa alternativen.
Aluminiumlegeringar: De arbetshästar som används mest
Om du är osäker på var du ska börja ger bearbetning av aluminium ofta den bästa balansen mellan prestanda, kostnad och tillverkningsbarhet. Enligt Hubs vägledning för materialval har aluminiumlegeringar ett utmärkt hållfasthets-vikt-förhållande, hög termisk och elektrisk ledningsförmåga samt naturlig korrosionsskydd – vilket gör dem till det mest ekonomiska alternativet för många prototyp- och produktionsapplikationer.
Aluminium 6061 är standardvalet för allmänna ändamål. Det bearbetas utmärkt, är relativt billigt och kan anodiseras för förbättrad ythårdhet och estetik.
Aluminium 7075 stegar upp när du behöver hållfasthet på luftfartsnivå. Det kan värmebehandlas till hårdhetsnivåer som är jämförbara med vissa ståltyper samtidigt som det behåller aluminiums fördel vad gäller vikt – avgörande för applikationer där vikt är kritisk.
Aluminium 5083 framhävs i marinmiljöer där saltvatten skulle orsaka korrosion på andra legeringar. Om dina komponenter utsätts för hårda miljöförhållanden bör denna legering övervägas.
Stål: När hållfasthet är viktigare än vikt
Stlegeringar ger styrka, hårdhet och nötningstålighet som aluminium helt enkelt inte kan matcha. Kompromissen? Högre materialkostnader, längre bearbetningstider och betydligt mer vikt.
Rostfritt stål 304 hanterar de flesta korrosionsbeständiga applikationer effektivt. Det är rimligt lätt att bearbeta och motstår de flesta miljöförhållanden – vilket gör det till standardvalet för livsmedelsindustrin, medicinteknik och utomhusapplikationer.
Rostfritt stål 316 tar korrosionsbeständigheten ytterligare ett steg framåt, särskilt mot saltlösningar. Marinanvändning och kemisk processmiljö kräver ofta denna förbättrade skyddsnivå.
Verktygsstål som D2 och A2 uppnår exceptionell hårdhet efter värmebehandling – upp till 65 HRC. De är avgörande för tillverkning av verktyg, stämplar och komponenter som utsätts för extrem nötning, även om de kräver specialiserad bearbetningsexpertis.
Mässing och brons: Specialiserad prestanda
Dessa kopparlegeringar används för specialiserade men kritiska applikationer. Messing C36000 är exceptionellt lätt att bearbeta och erbjuder naturlig korrosionsbeständighet, vilket gör den populär för komponenter i stora volymer, såsom rörfittings och kontaktdon.
CNC-bearbetning av mässing innebär unika utmaningar som kräver särskild uppmärksamhet. Enligt Othala Techs experter på mässingbearbetning beter sig olika mässingklasser mycket olika under skärande verktyg. C932 (blyhaltig mässing) skärs smidigt med utmärkt spånkontroll, medan C954 (aluminiummässing) genererar värme snabbt och kräver noggrann hantering av skärhastigheten.
När du bearbetar mässing för lager, växlar eller marinutrustning motiverar materialets naturliga slitstyrka och självsmörjande egenskaper den ytterligare bearbetningskomplexiteten. CNC-bearbetning av mässing kräver verkstäder med erfarenhet av dessa legeringar – något som bör verifieras när du väljer din tillverkningspartner för mässing-CNC-projekt.
När plast överträffar metallalternativ
Anta inte att metall alltid är svaret. Konstruktionsplaster erbjuder övertygande fördelar för många applikationer: lägre vikt, lägre materialkostnader, utmärkt kemisk resistens och naturlig elektrisk isolering.
Högpresterande konstruktionsplaster
Delrin-plast (POM/acetal) sticker ut som mästaren bland bearbetningsbara plaster. Det erbjuder den högsta bearbetbarheten bland plaster, exceptionell dimensionsstabilitet, mycket låg friktion och minimal vattenupptagning. När du behöver exakta plastdelar med strikta toleranser bör delrin-plast vara ditt första val.
Nylon för bearbetning applikationer ger utmärkt slagstyrka, god kemisk resistens och naturlig slitstabilitet. Nylon 6 och Nylon 66 är de vanligast specificerade sorterna. Nylon för bearbetningsprojekt kräver dock medvetenhet om en begränsning: materialet absorberar fukt, vilket kan påverka dimensionsstabiliteten i fuktiga miljöer.
Andra produkter av metall kombinerar hög slagfasthet med optisk klarhet – den kan bearbetas till transparenta komponenter. Dess slagstyrka överstiger ABS, vilket gör den lämplig för skyddshöljen, linser och fluidiska apparater.
Peek representerar premiumsegmentet av tekniska termoplast. Den tål temperaturer upp till 250 °C, är motståndskraftig mot de flesta kemikalier och erbjuder styrka-till-vikt-förhållanden som konkurrerar med metaller. Medicinska varianter av PEEK möjliggör användning inom biomedicinska implantatapplikationer. Kompromissen? Betydligt högre materialkostnader.
Materialval på ett ögonblick
Jämförelsen nedan hjälper dig att snabbt identifiera potentiella material baserat på dina främsta krav:
| Materialkategori | Typiska Tillämpningar | Relativ kostnad | Bearbetningsförmåga | Nyckelegenskaper |
|---|---|---|---|---|
| Aluminium 6061 | Allmänna prototyper, höljen, fästen | $ | Excellent | Lättviktigt, korrosionsbeständigt, anodiserbart |
| Aluminium 7075 | Aerospacekomponenter, högspänningsdelar | $$ | Bra | Hög hållfasthet, värmebehandlingsbar, tröghetsbeständig |
| Rostfritt stål 304 | Matutrustning, medicintekniska apparater, utomhusutrustning | $$ | Moderat | Korrosionsbeständigt, svetsbart, hygieniskt |
| Rostfritt stål 316 | Marinutrustning, kemisk processutrustning | $$$ | Moderat | Överlägsen korrosionsbeständighet, kompatibelt med saltvatten |
| Blyamalgam c36000 | Förbindningsdelar, kontakter, dekorativt byggbeslag | $$ | Excellent | Låg friktion, elektrisk ledningsförmåga, estetiskt värde |
| Mässing (C932/C954) | Lager, växlar, marinpropellrar | $$-$$$ | Bra (varierar beroende på sort) | Slitagebeständig, självsmörjande, korrosionsbeständig |
| Delrin (POM) | Precisionväxlar, bushingar, isolatorer | $ | Excellent | Låg friktion, dimensionsstabil, fukttålig |
| Nylon 6/66 | Slitagekomponenter, konstruktionsdelar, isolatorer | $ | Bra | Slagfast, kemikaliebeständig, slitagesbeständig |
| Andra produkter av metall | Optiska komponenter, skyddshöljen, displayar | $ | Bra | Genomskinliga, hög slagstyrka, temperaturstabil |
| Peek | Medicinska implantat, luft- och rymdfart, applikationer vid höga temperaturer | $$$$ | Moderat | Extrem temperaturbeständighet, kemiskt inerta, biokompatibla alternativ |
Beslutsgrunder: Anpassning av material till krav
Hur begränsar du dig från denna omfattande lista? Överväg dessa fyra faktorer i ordning efter prioritet:
- Mekaniska krav — Vilka laster, spänningar och slitageförhållanden kommer din del att utsättas för? Detta utesluter alternativ som inte uppfyller prestandakraven.
- Miljöexponering — Kommer delar att utsättas för fukt, kemikalier, UV-strålning eller extrema temperaturer? Materialkompatibilitet med driftsförhållanden är en icke-förhandlingsbar krav.
- Viktgränser — Inom luft- och rymdfart samt för bärbara enheter krävs ofta minimal vikt. Plaster och aluminiumlegeringar ger här betydande fördelar.
- Budgetöverväganden — När du har identifierat material som uppfyller prestandakraven kan kostnads skillnaderna vägleda den slutliga valet. Ibland klarar ett standardaluminium en uppgift som inte kräver dyra speciallegeringar.
När materialcertifieringsdokumentation är avgörande
För vissa branscher sträcker sig materialvalet utöver egenskaper till dokumentationskrav. Inom luft- och rymdfart kan det krävas spårbarhetscertifikat för material som bevisar exakt legerings-sammansättning och bearbetningshistorik. Medicintekniska produkter kräver ofta dokumentation av biokompatibilitetsprovningar. För bilkomponenter kan det krävas överensstämmelsecertifikat i enlighet med specifika OEM-specifikationer.
Om du tillverkar för reglerade branscher bör du bekräfta att din leverantör av online-maskinbearbetning kan tillhandahålla lämpliga certifikat innan du placerar beställningar. Inte alla plattformar erbjuder denna nivå av dokumentation, och att upptäcka bristen efter produktionen leder till kostsamma förseningar.
När materialvalet är klart påverkar den nästa kritiska specifikationen både delens funktion och tillverkningskostnaden direkt: kraven på toleranser. Att förstå hur precisionen påverkar din budget hjälper dig att ange exakt vad du behöver – och inget mer.
Toleransval som balanserar precision och kostnad
Här är ett scenario som du förmodligen stött på: du slutför en konstruktion, och fältet för tolerans stirrar tillbaka på dig. Ska du ange ±0,005 tum för säkerhets skull? Eller räcker det med ±0,010 tum? Detta beslut – som ofta fattas på några sekunder – kan dubbla dina tillverkningskostnader eller orsaka monteringsfel längre fram.
Toleranser representerar den tillåtna avvikelsen från dina avsedda mått. I praktiken avgör de om maskinbearbetade delar kommer att passa ihop korrekt, fungera som avsett och uppfylla kvalitetskraven. Enligt observationer från RPWORLD:s tillverkningsingenjörer , har dock en oroande trend framträdet: delar inom olika applikationer har nu ofta onödigt strikta toleranser, även för icke-kritiska ytor. Detta speglar förbättringar av industriell kapacitet – men leder ofta till betydande ekonomiska förluster.
Standardtoleranser vs precisionstoleranser
Vad kan du realistiskt förvänta dig av online-maskinbearbetningstjänster? Att förstå grundläggande kapaciteter hjälper dig att ange lämpliga toleranser utan att överdimensionera.
För de flesta CNC-fräs- och svarvoperationer är standardtoleransen ±0,010 tum (±0,25 mm) över vanliga material och geometrier. Enligt Modus Advanceds toleransanalys stödjer denna precisionn den stora majoriteten av tekniska tillämpningar samtidigt som rimliga kostnader och leveranstider bibehålls.
När räcker standardprecision?
- Kapslingar och höljen där exakta mått inte är avgörande
- Monteringsbryggor med spelhål för fästelement
- Prototypiterationer med fokus på form- och funktionsprovning
- Komponenter med generösa monteringsavstånd som är utformade i förväg
Precisionsslipade delar kräver strängare specifikationer – vanligtvis ±0,003 tum till ±0,005 tum (±0,08 till ±0,13 mm). Dessa toleranser kräver ytterligare bearbetningspass, specialverktyg, klimatstyrda miljöer och omfattande kontrollprotokoll. Resultatet? Betydligt högre styckkostnader.
Toleransområden och deras verkliga påverkan
Följande tabell illustrerar hur toleransspecifikationer översätts till kostnadsimplikationer och typiska applikationer för CNC-fräsade komponenter:
| Toleransklass | Typiskt intervall | Kostnadspåverkan | Allmänna tillämpningar |
|---|---|---|---|
| Standard | ±0,010" (±0,25 mm) | Basprissättning | Allmänna prototyper, icke-kritiska funktioner, höljen |
| Precision | ±0,005 tum (±0,13 mm) | 1,5–2× standard | Ytor som ska sammanfoga, lagerpassningar, glidytor |
| Hög precision | ±0,002–0,003 tum (±0,05–0,08 mm) | 2–3× standard | Aerospace-gränssnitt, komponenter för medicinska apparater, optiska fästen |
| Ultraprecision | ±0,001 tum (±0,025 mm) eller strängare | 4×+ standard | Turbinkomponenter, precisionsinstrument, halvledarutrustning |
Observera hur kostnaderna stiger exponentiellt – inte linjärt – när toleranserna försämras. Enligt RPWORLD kan alltför stränga toleranser tvinga delar att genomgå sekundära slip- eller EDM-operationer, vilket onödigt ökar både kostnader och ledtider.
Hur toleransval påverkar din budget
Varför kostar stränga toleranser så mycket mer? Flera faktorer förstärker varandra:
- Ytterligare bearbetningspass — Att ta bort material i mindre inkrement för att bibehålla dimensionskontroll
- Lägre fördjupningshastigheter — Minskade skärhastigheter minimerar verktygsavböjning och termiska effekter
- Specialiserade verktyg — Skärverktyg av högre kvalitet med striktare runout-specifikationer
- Förlängd installations- och inställningstid — Mer noggrann fästning och justering av arbetsstycket
- Förbättrad kontroll — CMM-mätningar i stället för standardmätning
- Miljökontroller — Temperaturstabil bearbetning för de strängaste toleranserna
Toleransackumuleringsproblemet
Här är det många konstruktioner stöter på problem. När flera komponenter monteras tillsammans ackumuleras individuella toleranser. Enligt CNCYangsens tekniska analys kan varje del i en montering ha en individuell tolerans på ±0,1 mm, men den sammanlagda ackumuleringen kan uppgå till ±0,3 mm eller mer vid den slutliga gränsytan.
Överväg en enkel montering med tre delar. Om varje komponent har en tolerans på ±0,010 tum på sin kritiska dimension kan den värsta möjliga ackumuleringen innebära att din slutliga monteringsdimension varierar med ±0,030 tum. Det är tre gånger så mycket som vad någon enskild ritning specificerar.
Kloka konstruktörer hanterar toleransackumulering genom flera strategier:
- Identifiera kritiska dimensioner — Förstärk toleranserna endast för funktionellt kritiska egenskaper
- Funktioner för designpositionering — Positioneringsstift, justeringsaxlar eller självcentrerande geometri minskar positionell ackumulering
- Förenkla monteringsrelationer — Färre delar i toleranskedjan innebär mindre kumulativ variation
- Designa rimliga mellanrum — Avsiktliga spel där det är möjligt gör det möjligt att ta upp variation utan att påverka funktionen negativt
Ytytfinish och toleransrelationer
Specifikationer av ytytfinish korrelerar ofta med – men ersätter inte – dimensionsbegränsningar. En grov yta (högre Ra-värde) kan inte uppnå samma effektiva precision som en slät yta, helt enkelt därför att mätosäkerheten ökar med ytens ojämnheter.
För CNC-fräsning med hög precision där stränga toleranser krävs, förväntas motsvarande ytytfinish anges:
- Standardtoleranser kombineras vanligtvis med 125 Ra μin (3,2 Ra μm) eller grovare
- Precisionstoleranser fungerar bra med 63–32 Ra μin (1,6–0,8 Ra μm)
- Högprecision kräver ofta 16 Ra μin (0,4 Ra μm) eller finare
Att ange omatchade kombinationer – stränga toleranser tillsammans med grova ytytor, eller tvärtom – signalerar oklara krav och kan utlösa frågor från din leverantör av precisionsbearbetning.
Kommunikation av kritiska kontra allmänna toleranser
Dina tekniska ritningar bör tydligt skilja mellan funktioner som kräver strikt kontroll och sådana där standardprecision räcker. De flesta erfarna ingenjörer använder en hierarkisk ansats:
- Allmän tolerans i titelblocket — Gäller alla mått utan särskilda hänvisningar (vanligtvis ±0,010 tum eller enligt ISO 2768)
- Särskilda måtthanvisningar — Strängare toleranser anges direkt på kritiska funktioner
- GD&T-symboler — Geometrisk toleransangivelse för egenskaper där form, orientering eller position är viktigare än enkel storlek
Detta tillvägagångssätt kommunicerar tillverkningsavsetningen tydligt. Maskinister förstår omedelbart vilka egenskaper som kräver extra uppmärksamhet jämfört med där standardprecision i bearbetning räcker.
När strikta toleranser verkligen är avgörande
Så när bör man faktiskt ange precisionstoleranser? Äkta tillämpningar inkluderar:
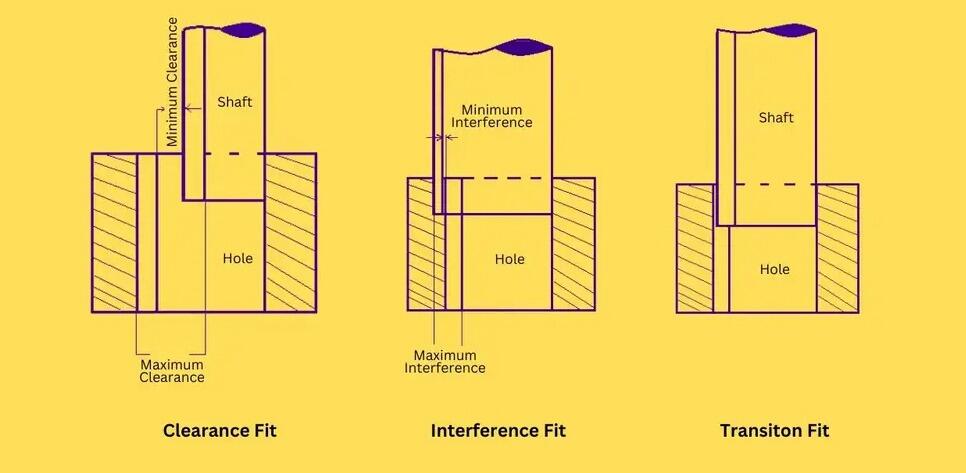
- Presspassning eller interferenspassning — Dimensionell precision bestämmer direkt monteringskraften och hållfastheten
- Lagerbockar och axeldiametrar — Rätt passning säkerställer korrekt driftspel och lagerlivslängd
- Tätande ytor — O-ring-rännor och motstående flänsar kräver kontrollerade mått för pålitlig täthet
- Kinematiska mekanismer — Länkar, kammar och precisionsskivor kräver strikt kontroll för smidig funktion
- Säkerhetskritiska monteringsdelar — Luft- och rymdfart, medicinsk utrustning samt fordonsapplikationer där konsekvenserna av fel är allvarliga
För allt annat? Standardtoleranser från kompetenta CNC-fräsprocesser och material ger utmärkta resultat till en bråkdel av kostnaden. Den avgörande insikten från branschexperts : beslutet att ange stränga toleranser bör alltid kopplas till specifika funktionella krav snarare än allmänna kvalitetspreferenser.
När toleransgrundläggande kunskaper är förstådda är du redo att ta itu med en annan fråga som uppstår i varje projekt: vad kommer detta faktiskt att kosta? Nästa avsnitt går igenom de fem huvudsakliga faktorerna som påverkar priset för CNC-bearbetning – och avslöjar vilka designval som minskar kostnaden utan att försämra funktionen.
Att förstå vad som driver kostnaderna för CNC-bearbetning
Du har valt ditt material och specificerat toleranser. Nu uppstår frågan som alla ställer: vad kommer detta faktiskt att kosta? Till skillnad från många andra branscher, där prissättningen verkar godtycklig, följer prissättningen för CNC-bearbetning logiska mönster. Att förstå dessa mönster hjälper dig att utveckla realistiska budgetförväntningar – och avslöjar möjligheter att minska kostnaderna utan att offra kvalitet.
Utmaningen? De flesta online-bearbetningsplattformar visar dig ett slutgiltigt belopp utan att förklara hur de kommit fram till det. I detta avsnitt går vi igenom de fem huvudsakliga kostnadsdrivande faktorerna så att du kan tolka offertförslag på ett klokt sätt och fatta informerade avvägningar innan du gör ett bindande beslut.
De fem faktorerna som avgör din bearbetningskostnad
Enligt Scan2CAD:s omfattande kostnadsanalys , beroende bearbetningsekonomi på flera sammanlänkade variabler. Låt oss undersöka varje faktor och dess relativa inverkan på din slutgiltiga offert.
1. Materialval och volym
Materialkostnaderna varierar beroende på typ, mängd och aktuella marknadsförhållanden. Som en grundläggande referens är plast betydligt billigare än metall – men även inom metallkategorier är pris skillnaderna stora. Aluminiumlegering 6061 kan kosta 3–8 USD per pund, medan rostfritt stål ligger mellan 5–15 USD per pund, och speciallegeringar som titan kan överstiga 30 USD per pund.
Utöver råmaterialpriser bör du också ta hänsyn till hur mycket utgångsmaterial din konstruktion förbrukar. En komponent som kräver 80 % materialborttagning genererar mer avfall, längre bearbetningstid och ökad verktypsslitage jämfört med konstruktioner som bevarar mer av det ursprungliga utgångsmaterialet. I beräkningen av metallkostnaden för en maskinist ingår både vad du köper och hur effektivt din konstruktion använder materialet.
2. Geometrisk komplexitet
Komponentens komplexitet korrelerar direkt med bearbetningstiden – den enskilt största kostnadsdrivaren enligt branschanalys. Komplexa geometrier kräver:
- Flera verktygsbyten för att bearbeta olika funktioner
- Ytterligare monteringsställningar för att komma åt funktioner från olika orienteringar
- Längre programmeringstid för komplexa verktygsvägar
- Lägre skärhastigheter för att bibehålla noggrannhet vid detaljerade funktioner
Enligt Hoteans kostnadsuppdelning för prototyptillverkning kan designkomplexitet ensam öka bearbetningstiden med 30–50 %. En enkel rektangulär aluminiumblock med grundläggande hål kan kosta 150 USD, medan samma grundkomponent med komplexa konturer och fickor med varierande djup kan kosta 450 USD eller mer.
3. Toleranskrav
Som diskuterats tidigare påverkar toleransspecifikationer tillverkningskostnaderna kraftigt. Standardtolleranser (±0,010 tum) utgör basprisnivån. Förstärks toleransen till ±0,005 tum förväntas kostnaderna öka med 1,5–2 gånger. Vid toleranser nära ±0,001 tum kan kostnaderna förfyrfaldigas enligt branschmätvärden.
Kostnadsökningen speglar verkliga tillverkningskrav: fler bearbetningspass, långsammare fördjupningar, specialiserad verktygsmateriel samt förbättrade inspektionsprotokoll kräver alla mer tid och resurser.
4. Kvantitetsekonomin
Här är det avgörande att förstå installationskostnaderna. Varje CNC-uppgift kräver programmering, fästningsförberedelser, verktygsval och maskinkonfiguration—oavsett om du tillverkar en eller hundra delar. Dessa fasta kostnader fördelas över din beställningsmängd.
Ekonomins effekt är påfallande: kostnadsanalysdata visar att en enskild prototyp kan kosta 500 USD, medan en beställning av 10 enheter sänker styckpriset till cirka 300 USD per styck. Vid 50+ enheter kan kostnaderna sjunka med upp till 60 %, vilket sänker styckpriset till cirka 120 USD.
| Beställningsmängd | Uppskattat styckpris | Kostnadsminskning |
|---|---|---|
| 1 enhet | $500 | Baslinjen |
| 10 enheter | $300 | 40% minskning |
| 50+ enheter | $120 | 60 % minskning |
Detta förklarar varför små CNC-fräsbeställningar har högre styckpris—du bär installationskostnaderna över färre delar.
5. Ytbehandlingsoperationer
Efterfräsning behandlingar lägger till stegvisa kostnader som många missar vid den inledande budgeteringen. Enligt data om ytbehandlingskostnader:
- Maskinbearbetad yta: Ingen extra kostnad—snabbast leveranstid
- Kulstrålning: Lägger till 10–20 USD per del för en enhetlig matt yta
- Anodisering: Lägger till 25–50 USD per enhet för korrosionsbeständighet och färg
- Pulverbeläggning: Lägger till 30–70 USD beroende på delens storlek och komplexitet
Varje ytbehandling uppfyller antingen funktionella eller estetiska ändamål, men kostnaderna ackumuleras snabbt vid beställningar med flera delar.
Smart designval som minskar tillverkningskostnaden
Nu när du förstår vilka faktorer som driver kostnaderna – hur minimerar du kostnaderna utan att försämra funktionen? Fictivs DFM-analys identifierar de designprinciper som kräver "minst ansträngning", vilka direkt översätts till lägre kostnader:
- Designa utifrån standardmaterialens geometri — Delar som utgår från standardmått för stänger, plåtar eller rör minimerar initialt avfall och installationskomplexitet
- Begränsa antalet installationer till två eller färre — Varje ytterligare fixturorientering lägger till betydande tid; designa delar som kan bearbetas från så få orienteringar som möjligt
- Använd standardverktygsgeometrier — Funktioner som kan bearbetas med vanliga fräsar, borr och avfasningsverktyg kostar mindre än de som kräver specialverktyg
- Ange endast nödvändiga toleranser — Använd strikta toleranser endast på funktionella ytor; använd allmänna toleranser på alla andra ställen
- Undvik djupa fickor och tunna väggar — Funktioner som kräver specialiserade verktyg med lång räckvidd eller noggrann hantering av deformation förlänger bearbetningstiden
- Avrunda inre hörn — Skarpa inre hörn kräver mindre verktyg och flera gånger genom bearbetningen; generösa radier bearbetas snabbare
- Välj standardytfinish — Ytor i maskinbearbetat tillfälle eller strålkastade ytor kostar mindre än eloxering eller pulverlackering när utseendet inte är avgörande
Dessa ändringar komprometterar inte tekniskt avsedd funktion – de justerar designbeslut så att de stämmer överens med tillverkningsverkligheten.
Prototypframställning kontra serieproduktion: Olika ekonomiska överväganden
Din projektfas påverkar i hög grad den optimala inköpsstrategin. För prototyper är snabbhet och flexibilitet vanligtvis viktigare än optimering av kostnaden per komponent. Du testar koncept, itererar designerna och validerar passform – att betala en premiumpris per enhet för små kvantiteter är rimligt när tiden till inlärning är avgörande.
När det gäller produktionskvantiteter ändras beräkningarna. Inställningskostnader sprids över hundratals eller tusentals komponenter, rabatter vid större materialkvantiteter uppstår och processoptimering blir lönsam. I detta skede dominerar kostnaderna per enhet beslutsfattandet.
När online-maskinbearbetning erbjuder kostnadsfördelar
Digitala plattformar utmärker sig i specifika scenarier:
- Prototypkvantiteter (1–50 stycken) — Omedelbar offertberäkning, snabb leveranstid och ingen administrativ belastning för att bygga relationer
- Designitereringscykler — Snabba offertberäkningar för flera varianter hjälper till att optimera designen innan produktionen påbörjas
- Överskottsbehov av kapacitet — När dina vanliga leverantörer har full belastning ger online-nätverk omedelbara alternativ
- Specialiserade material eller processer — Tillgång till bredare kompetensnätverk än vad lokala alternativ kan erbjuda
När traditionella verkstäder kanske tävlar bättre
En ärlig bedömning avslöjar scenarier där etablerade relationer ger fördelar:
- Storproduktion — Långsiktiga avtal med lokala leverantörer ger ofta bättre priser tack vare relationsrabatter och processoptimering
- Komplexa monteringsdelar som kräver samarbete — Konstruktioner som drar nytta av maskinists input under utvecklingsfasen fungerar ofta bättre tillsammans med partner som känner dina produkter
- Reglerade branscher med etablerade godkännanden — Om en leverantör redan har godkännanden för ditt kvalitetssystem innebär en bytning kostnader för nygodkännande
- Fördelar med geografisk närhet — När du söker efter "cnc-bearbetning i min närhet" eller "cnc i min närhet" eliminerar lokala verkstäder fraktavgifter och möjliggör upphämtning samma dag för brådskande behov
Utveckla realistiska budgetförväntningar
Innan du begär ditt första offert ska du ställa in förväntningarna utifrån dina projektparametrar:
- Enkla aluminiumprototyper med standardtoleranser: 100–300 USD per del
- Komplexa delar med flera funktioner eller strikta toleranser: 300–800 USD per del
- Specialmaterial eller omfattande ytbehandling: 500–1 500+ USD per del
- Produktionskvantiteter (50+): 40–60 % lägre pris jämfört med prototyppriser
Dessa intervall ger utgångspunkter – dina faktiska offertpriser beror på specifik geometri, material och krav. Men att gå in i offertprocessen med ungefärliga förväntningar hjälper dig att bedöma om offerten ligger i linje med marknadens normer eller kräver ytterligare diskussion.
Kostnadsöverväganden leder naturligtvis till en annan viktig fråga: vilka branssspecifika krav kan gälla för ditt användningsområde? Bilindustrin, luft- och rymdfarten samt sjukvårdssektorn ställer var och en krav på certifiering och dokumentation som påverkar både leverantörsval och projektkostnader.

Branskrav från bilindustrin till luft- och rymdfart
Du har fastställt ditt material, specificerat lämpliga toleranser och förstått kostnadsfaktorerna. Men här är en fråga som ofta ställer till det för nybörjare som använder online-maskinbearbetning: ställer din bransch ytterligare krav utöver grundspecifikationerna för komponenten? För tillämpningar inom bilindustrin, luft- och rymdfarten samt sjukvården är svaret nästan säkert ja.
Olika branscher kräver olika nivåer av dokumentation, spårbarhet och processkontroll. Att välja en tillverkningspartner utan rätt certifieringar kan leda till delar som du faktiskt inte kan använda – oavsett hur dimensionellt korrekta de är. Låt oss gå igenom vad varje större bransch kräver, så att du kan verifiera leverantörens kvalifikationer innan du lämnar beställningar.
Krav och certifieringar för bilkomponenter
Bilindustrin opererar inom vissa av tillverkningens mest krävande kvalitetsramverk. När du köper delar för fordonstillämpningar står en certifiering över alla andra: IATF 16949 .
Vad betyder IATF 16949 egentligen för dig som kund? Enligt American Micro Industries certifieringsguide kombinerar denna global standard för kvalitetsstyrning inom bilindustrin ISO 9001:s principer med sektor-specifika krav på kontinuerlig förbättring, felpreventiv åtgärder och strikt leverantörsövervakning. Det är kvalifikationskortet för att arbeta med stora OEM:er och Tier-1-leverantörer.
Nyckelelement som IATF 16949-certifiering garanterar inkluderar:
- Fokus på felpreventiv åtgärd — System utformade för att upptäcka problem innan de uppstår, inte bara efteråt
- Produktspårbarhet — Fullständig dokumentation som kopplar varje komponent till specifika materialbatcher, maskiner och operatörer
- Protokoll för kontinuerlig förbättring — Dokumenterade åtgärdsprocesser för korrigerande åtgärder som förhindrar återkommande fel
- Leverantörs kvalitetsstyrning — Sträng övervakning som sträcker sig genom hela leveranskedjan
Utöver IATF 16949 kräver bilproduktion Statistisk processkontroll (spc) funktioner. Varför är SPC viktigt? När du tillverkar tusentals identiska komponenter är variation oundviklig. SPC-övervakning spårar dimensionella trender i realtid och upptäcker avvikelser innan delar går utanför specifikationen. Denna konsekvens är avgörande för högvolymsproduktion, där även små felkvoter genererar betydande kvalitetskostnader.
För ingenjörer som köper bilkomponenter via onlineplattformar förhindrar verifiering av dessa kvalifikationer i förväg smärtsamma överraskningar. Shaoyi Metal Technology , till exempel, underhåller IATF 16949-certifiering tillsammans med robusta SPC-funktioner – vilket visar på den typ av automobilgodkänd precisionssnittmaskineringstjänster som OEM:s leveranskedjor kräver. Deras tillvägagångssätt vid chassinmontering och anpassade metallbussningar återspeglar den dokumentationsstränghet som automobilapplikationer kräver.
Krav på efterlevnad inom medicinteknik och luftfartsindustrin
Om automobilstandarder verkar krävande, så lägger medicinska och luft- och rymdfartsrelaterade krav till ytterligare lager av komplexitet. Dessa reglerade branscher ställer krav på dokumentation och spårbarhet där genvägar helt enkelt inte är ett alternativ.
Luft- och rymdfart: Där materialspårbarhet är ovillkorlig
CNC-bearbetning inom luft- och rymdfarten sker inom ramen för system som är utformade för att säkerställa absolut pålitlighet. När komponenter sviker på 35 000 fot blir konsekvenserna katastrofala – vilket förklarar varför certifieringskraven inom luft- och rymdfarten är bland de mest rigorösa inom tillverkningsindustrin.
AS9100 aS9100 utgör den grundläggande kvalitetsstandarden för luft- och rymdfarten. Enligt branschexperter inom certifiering bygger AS9100 på ISO 9001 och inför ytterligare krav som är specifika för luft- och rymdfartssektorn, med särskild betoning på riskhantering, strikt dokumentation och kontroll av produktintegritet genom hela komplexa leveranskedjor.
För luft- och rymdfartsarbete med koppling till försvarssektorn, ITAR (International Traffic in Arms Regulations) lägger ITAR ytterligare ett avgörande lager. Enligt Advantage Metal Products' ITAR-analys , denna ramen styr strikt hanteringen av känslig teknisk data och komponenter. För att uppfylla kraven krävs registrerad status hos USA:s utrikesdepartement samt rigorösa protokoll för informationssäkerhet.
Vad ITAR betyder i praktiken för tillverkning:
- Krav på anläggningens säkerhet — Kontrollerad åtkomst till produktionsområden där försvarsrelaterade komponenter hanteras
- Protokoll för hantering av data — Säkra överföringar av CAD/CAM-filer och skyddade bearbetningsoperationer
- Begränsningar för personal — Endast amerikanska medborgare får åtkomst till kontrollerad teknisk data
- Leverantörskvalificering — Alla underentreprenörer måste också upprätthålla ITAR-kompatibilitet
Dessutom, Nadcap-ackreditering validerar specialprocesser som är avgörande för luft- och rymdfartsindustrins tillverkning – värmebehandling, kemisk behandling och icke-destruktiv provning. Till skillnad från allmänna kvalitetscertifieringar undersöker NADCAP processspecifika kontroller med exceptionell noggrannhet. För tjänster inom 5-axlig CNC-bearbetning som tillverkar komplexa luft- och rymdfartsgeometrier visar dessa specialiserade valideringar ofta sig som avgörande.
Medicinsk bearbetning: Patientens säkerhet styr allt
Standarder för medicinsk bearbetning finns av ett grundläggande skäl: patientens säkerhet. När en kirurgisk implantat- eller diagnostisk enhetskomponent misslyckas står människoliv på spel. Denna verklighet formar varje aspekt av kraven på tillverkning av medicintekniska produkter.
ISO 13485 står som den definitiva standarden för kvalitetsledning inom medicintekniska produkter. Enligt specialister inom precisionskonstruktion , denna standard fastställer strikta krav på design, tillverkning, spårbarhet och riskminimering. Varje år orsakar felaktiga medicintekniska produkter mer än 83 000 skador och dödsfall endast i USA – vilket förklarar varför dessa krav är ovillkorliga.
Viktiga krav enligt ISO 13485 för CNC-bearbetningsoperationer inkluderar:
- Dokumenterade arbetsinstruktioner — Varje CNC-programmeringsbeslut måste följa etablerade protokoll
- Designkontroller — FEA-testning och validering av implantat och kritiska komponenter
- Spårbarhetssystem — Unik enhetsidentifiering (UDI) och fullständiga enhetshistorikregister (DHR)
- Processvalidering — IQ/OQ/PQ-protokoll som bevisar konsekventa bearbetningsresultat
I USA måste tillverkare även följa FDA 21 CFR Part 820 — kvalitetssystemförordningen som styr tillverkning av medicintekniska produkter. Denna ram omfattar produktutveckling, tillverkningsförfaranden och spårningssystem som möjliggör snabb reaktion om problem uppstår efter att produkten har släppts på marknaden.
För CNC-svarvningstjänster som tillverkar medicinska komponenter skapar kombinationen av ISO 13485-certifiering och efterlevnad av FDA omfattande kvalitetssäkring. Utan dessa certifieringar kan delar inte lagligen ingå i den medicinska leveranskedjan – oavsett deras dimensionsnoggrannhet.
Sammanfattning av certifieringar: Vad man ska leta efter
Följande tabell sammanfattar nyckelcertifieringar efter branschanvändning:
| Industri | Primära certifieringar | Ytterligare krav | Nyckelområden |
|---|---|---|---|
| Bilindustrin | IATF 16949, ISO 9001 | SPC-förmåga, PPAP-dokumentation | Felpreventiv åtgärder, leverantörsövervakning, spårbarhet |
| Luftfart | AS9100, Nadcap | ITAR-registrering (försvar), materialcertifikat | Riskhantering, kontroll av särskilda processer, datasäkerhet |
| Medicintekniska produkter | ISO 13485, FDA 21 CFR Del 820 | Biokompatibilitetsprovning, UDI-efterlevnad | Patientens säkerhet, spårbarhet, processvalidering |
| Försvar | AS9100, ISO 9001 | ITAR-registrering, säkerhetsgodkännanden för anläggningen | Informationssäkerhet, inhemska leveranser, personalkontroller |
Varför dessa certifieringar är viktiga för dina projekt
Verkar det komplicerat? Här är den praktiska slutsatsen: certifieringar är inte byråkratiskt överflödigt – de är din garanti för att tillverkningspartners har de system, utbildning och tillsyn som krävs för att leverera konsekvent kvalitet för krävande applikationer.
När du utvärderar online-maskinbearbetningsleverantörer för reglerade branscher bör du verifiera certifieringar innan du laddar upp din första fil. De flesta plattformar visar kvalifikationer tydligt, men tveka inte att begära kopior av de faktiska certifikaten. Sök efter aktuella registreringsdatum – certifieringar kräver pågående revisioner för att behålla sin giltighet.
För projekt utanför reglerade branscher signalerar dessa certifieringar fortfarande en mogen tillverkningskapacitet. En verkstad som upprätthåller efterlevnad av IATF 16949 eller AS9100 har investerat betydligt i kvalitetssystem, utbildad personal och processkontroller. Den här investeringen gynnar alla kunder – även de utan formella certifieringskrav.
Att förstå branschkraven hjälper dig att välja lämpliga tillverkningspartners. Men hur bedömer du kvaliteten utöver att kontrollera om certifieringskraven är uppfyllda? Nästa avsnitt ger en praktisk ram för att bedöma kvaliteten hos online-bearbetningstjänster – inklusive de röda flaggorna som bör väcka försiktighet.
Hur man bedömer kvaliteten hos online-bearbetningstjänster
Du har identifierat ditt material, specificerat toleranser och förstått kraven på branschcertifiering. Nu uppstår en praktisk fråga: hur bedömer du egentligen om en specifik online-maskinbearbetningsleverantör kommer att leverera kvalitetsdelar i tid? Certifieringar ger en utgångspunkt – men de berättar inte hela historien.
Oavsett om du söker efter "maskinbearbetningsverkstäder i min närhet" eller utforskar globala tillverkningsnätverk följer bedömningsprocessen liknande principer. Detta avsnitt ger en leverantörsneutral ram för att bedöma servicekvalitet – samt varningssignaler som bör få dig att fundera två gånger innan du lämnar ett beställningsorder.
Certifieringar och kvalitetsindikatorer som är värt att kontrollera
ISO-certifieringar nämns ofta, men vad garanterar de egentligen för dig som kund? Enligt Focused on Machining's certifieringsanalys är ISO-certifiering skillnaden mellan att arbeta med ett verkstad som agerar på intuition och ett verkstad som har en tydlig uppsättning dokumenterade rutiner för att uppfylla de högsta möjliga branschstandarderna.
ISO 9001:2015 är fortfarande den grundläggande certifieringen för kvalitetsstyrning. Verkstäder som innehar denna behörighet har utvecklat och dokumenterat alla processer, tillhandahåller spårbarhet för material och processer samt underkastar sig regelbundna interna och externa revisioner. Denna systematiska ansats skapar återkommande rutiner för offertställning, hantering av material, produktion, kvalitetssäkring och frakt.
Men här är det som många köpare missar: genomförandet av certifiering varierar kraftigt mellan butiker. Enligt branschexperter är ISO-kraven strikta, men i verkligheten är genomförandet ofta oöverskådligt och tidskrävande. Pappersmappar och handskrivna uppgifter uppfyller dokumentationskraven, men de utgör inte precis en modell av effektivitet.
De bästa leverantörerna har digitaliserat sina ISO-processer – integrerat kontrolllistor i programvara, automatiserat dokumentationen och håller inspektionsprotokoll lättillgängliga. Denna digitala ansats möjliggör snabbare svar, lägre kostnader och bättre spårbarhet när problem uppstår.
Frågor att ställa om inspektionsförmågor
Kvalitetspåståenden betyder lite utan inspektionsförmågor som stödjer dem. Enligt Kesu Groups vägledning för utvärdering av leverantörer , pålitliga leverantörer använder avancerade inspektionsverktyg såsom koordinatmätmaskiner (CMM) med en noggrannhet upp till ±0,001 mm, tvådimensionella mätverktyg eller XRF-analyserare för materialverifiering.
Innan du ingår ett avtal med en leverantör bör du ställa följande specifika frågor:
- Vilken kontrollutrustning använder ni? — CMM:er, optiska jämförare och kalibrerade handverktyg indikerar ett allvarligt engagemang för kvalitet
- Utför ni kontroller under processen eller endast slutkontroller? — Kontroller under processen upptäcker fel tidigt, vilket minskar fördröjningar orsakade av defekta komponenter
- Kan ni lämna in dimensionskontrollrapporter? — Första-artikel-inspektionsrapporter (FAI-rapporter) verifierar kritiska mått innan full produktion påbörjas
- Vad är er fel- eller returränta? — Leverantörer med årliga returräntor under 0,2 % visar på stark kvalitetsstyrning
- Erbjuder ni feedback om design för tillverkbarhet (DFM)? — Proaktiv designgranskning förhindrar fördröjningar som orsakas av tillverkningsproblem
Din utvärderingschecklista
När du jämför CNC-tjänster i ditt närområde eller utvärderar globala plattformar, använd denna omfattande checklista för att bedöma potentiella partners:
- Held certifieringar — Kontrollera att de har aktuell ISO 9001-minst; branschspecifika certifieringar (IATF 16949, AS9100, ISO 13485) för reglerade tillämpningar
- Transparens kring materialanskaffning — Kan de dokumentera materialursprunget och tillhandahålla mässcertifikat vid behov?
- Kommunikationsresponsivitet — Svarar de på tekniska frågor inom 24 timmar? Snabb kommunikation under offertfasen ger en fingervisning om hur de kommer att bete sig under produktionsfasen
- Revisionspolicyer — Hur hanterar de designändringar efter att beställningen placerats? Tydliga ändringsorderprocesser förhindrar missförstånd
- Inspektionsdokumentation — Vilka kvalitetsregister följer med de levererade delarna? Kan de återkalla historisk dokumentation om problem uppstår senare?
- Maskinkapaciteter — Har de lämplig utrustning (3-axlig, 5-axlig, CNC-svarvning) för din dels geometri?
- Produktionskapacitet — Kan de hantera dina volymkrav utan att överbelasta sin schema?
Röda flaggor vid utvärdering av online-maskinverkstäder
Inte alla leverantörer av online-maskinbearbetning erbjuder samma kvalitet. Observera dessa varningssignaler som kan tyda på potentiella problem:
- Inga tekniska frågor om ditt konstruktionsunderlag — Leverantörer som offrar på komplexa delar utan några förtydligande frågor kanske inte förstår tillverkningsutmaningarna. Enligt Xmakes vägledning för pålitlighet är det ofta en röd flagga om en leverantör endast offrar på det som anges utan någon teknisk återkoppling, särskilt för mer komplexa delar.
- Orealistiskt korta ledtider — Löften som verkar för bra för att vara sanna är oftast det. Branschanalys varnar för att överdrivna löften kan leda till brådskande produktion, vilket försämrar kvaliteten och orsakar förseningar.
- Otydliga prissättningssystem — Pålitliga leverantörer ger detaljerade offertförslag där material-, bearbetnings-, ytbehandlings- och frakt kostnader bryts ner. Dolda avgifter indikerar bristande transparens.
- Radio tystnad efter beställningens inlämnande — Om en verkstad blir tyst efter att ha tagit emot er beställning utgör det en betydande risk. Uppdateringar om produktionen bör ges proaktivt, inte krävas genom upprepade påminnelser.
- Ingen dokumentation av kontrollmöjligheter — Verkstäder som inte kan beskriva sin mätutrustning eller sina kontrollprocesser saknar troligen robusta kvalitetssystem.
- Utgångna eller saknade certifieringar — Certifieringar kräver pågående revisioner. Utgångna legitimationer tyder på att underhållet av kvalitetssystemet har försummats.
Förståelse för minimiorderkvantiteter
Minimibeställningskvantiteter (MOQ) varierar kraftigt mellan olika online-maskinverkstäder – och att förstå dessa skillnader hjälper er att välja lämpliga leverantörer för er projektstorlek.
Plattformar för omedelbara offertförslag accepterar vanligtvis beställningar av enskilda delar. Deras automatiserade system hanterar offertställning effektivt oavsett kvantitet, vilket gör dem idealiska för prototypframställning och små serieproduktion. Inställningskostnader inkluderas i styckpriset, vilket förklarar de högre enhetspriserna för små beställningar.
Traditionella online-maskinverkstäder kan pålägga minimibeställningskvantiteter (MOQ) på 5, 10 eller till och med 50 stycken – särskilt för standardmaterial eller enklare geometrier. Dessa minimikvantiteter speglar ekonomin i manuella offertprocesser och tidsallokering för installation.
Ingen av metoderna är per se bättre. Anpassa dina projektbehov till rätt tjänstmodell: snabba plattformar för flexibilitet och hastighet; traditionella verkstäder kan eventuellt erbjuda bättre kostnad per enhet vid större beställningar.
Pålitlighet vad gäller leveranstid: Vad du faktiskt kan förvänta dig
Offertlevertider betyder ingenting om leverantörer konsekvent missar dem. Enligt specialister inom tillverkningsinköp bör du begära data om leverantörens tidsnoggrannhetsgrad – helst över 95 %.
Realistiska förväntningar på leveranstid beroende på projekttyp:
| Projekttyp | Typisk ledtid | Tillförlitlighetsfaktorer |
|---|---|---|
| Enkla prototyper (1–5 delar) | 5-10 arbetsdagar | Standardmaterial i lager, minimala installationskrav |
| Komplexa prototyper | 10-15 arbetsdagar | Flerrörelsebearbetning, specialmaterial, strikta toleranser |
| Lågvolymsproduktion | 2–4 veckor | Optimering av partier, konsekvent kvalitetskontroll |
| Skyndebeställningar | 3-5 arbetsdagar | Premiumprissättning, prioriterad schemaläggning |
Flertalet faktorer påverkar om leverantörer uppnår dessa mål: aktuell arbetsbelastning, tillgänglighet av material och komplexiteten i din konstruktion. Leverantörer med system för realtidsbeställningsspårning visar operativ mognad – du kan följa framstegen istället för att undra över status.
Plattformar för direktoffert jämfört med traditionella online-maskinverkstäder
Att förstå skillnaden mellan dessa tjänstemodeller hjälper dig att välja rätt tillvägagångssätt för ditt projekt:
Plattformar för omedelbara offertförslag använder AI-drivna system för att analysera geometri och generera priser inom sekunder. De är vanligtvis anslutna till nätverk av granskade tillverkningspartner och dirigerar beställningar till optimala leverantörer baserat på kapacitet, kapacitet och plats. Fördelarna inkluderar snabbhet, genomskinlighet och en konsekvent användarupplevelse. Nackdelar kan inkludera mindre flexibilitet vid ovanliga krav eller komplexa konsultationer.
Traditionella online-maskinverkstäder erbjuder webbaserade offertförfrågningar men innebär mer mänsklig interaktion. Offertförslag kan ta 24–48 timmar eftersom ingenjörer granskar specifikationerna. Detta tillvägagångssätt fungerar ofta bättre för komplexa projekt som kräver teknisk samarbetsverksamhet, anpassad spännutrustning eller ovanliga material. Relationen kan lägga till värde när projekt utvecklas eller kräver pågående produktion.
Många köpare använder båda modellerna strategiskt: snabba plattformar för enkla prototyper och snabba iterationer; traditionella relationer för produktionsvolymer eller tekniskt krävande applikationer.
Med denna utvärderingsram i bagaget kan du objektivt bedöma leverantörer av online-maskinbearbetning – oavsett om det är lokala verkstäder eller globala plattformar. Men CNC-maskinbearbetning är inte alltid den optimala tillverkningsmetoden. I nästa avsnitt jämförs online-maskinbearbetning med alternativa tillverkningsmetoder, såsom 3D-utskrift och injekteringssprutning, vilket hjälper dig att välja rätt teknik för varje applikation.
Online-maskinbearbetning jämfört med alternativa tillverkningsmetoder
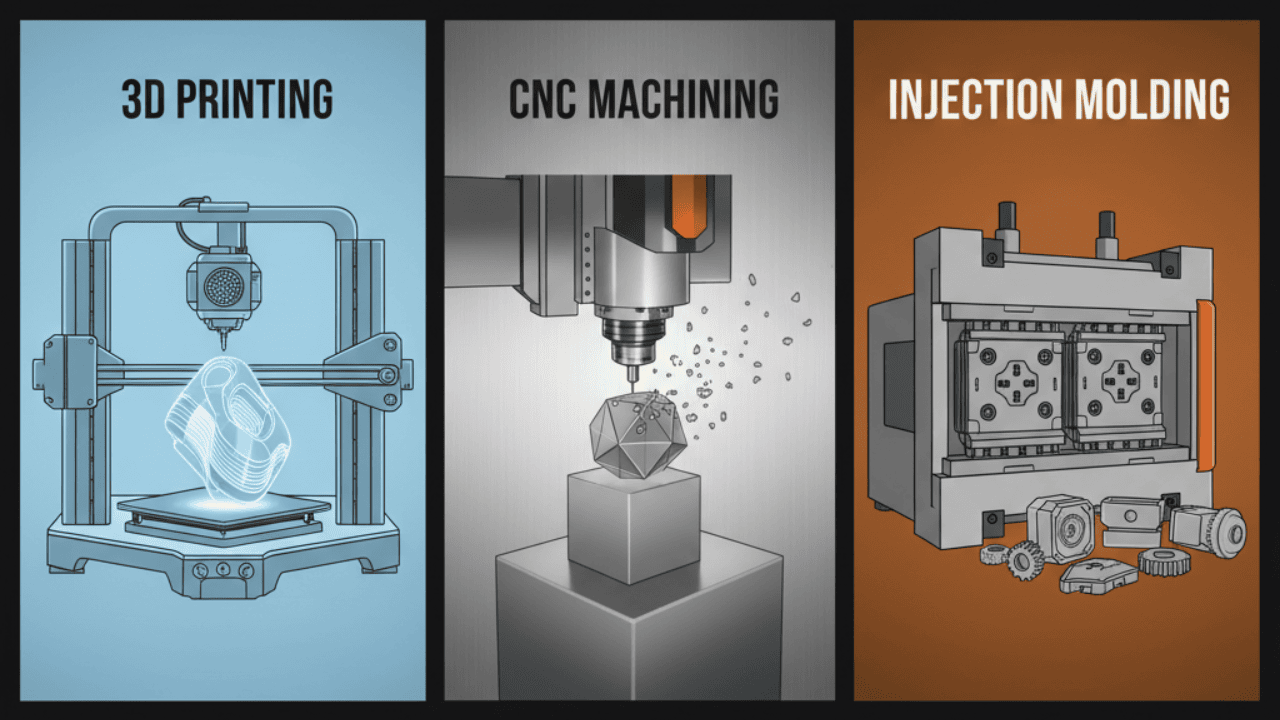
Här är en verklighetskontroll som ärliga tillverkningspartners kommer att berätta för dig: CNC-bearbetning är inte alltid det bästa svaret. Ibland levererar 3D-utskrift delar snabbare och billigare. Andra gånger ger injekteringssprutning ekonomiska fördelar som bearbetning helt enkelt inte kan matcha. Och för vissa geometrier ger plåtbearbetning bättre resultat med mindre materialspill.
Att förstå när man ska använda varje tillverkningsmetod – och när man ska kombinera dem – skiljer framgångsrik produktutveckling från dyr trial-and-error-metodik. Låt oss bygga ett praktiskt beslutsfattande ramverk så att du kan välja rätt teknik för varje applikation.
När 3D-utskrift är bättre än CNC-bearbetning
Additiv tillverkning har förändrat prototypningens ekonomi. Enligt 3D People's omfattande tillverkningsjämförelse innebär 3D-utskrift inga startkostnader – det krävs ingen verktygstillverkning och ingen programmering av verktygsvägar. Denna ingångsanslutning utan hinder gör den särskilt attraktiv för utvecklingsarbete i tidiga skeden.
När överträffar 3D-utskrift en CNC-maskin för metall- eller plastdelar?
- Komplexa interna geometrier — Gitterstrukturer, interna kanaler och organiska former som skulle kräva flera inställningar eller vara omöjliga att tillverka med subtraktiva metoder
- Snabb designiteration — När du testar flera koncept samtidigt och ändringar sker dagligen
- Låga kvantiteter av komplexa delar — Enskilda prototyper där CNC-inställningskostnaderna dominerar per-del-kostnaden
- Topologioptimerade konstruktioner — Viktminskade strukturer som utnyttjar den geometriska friheten hos additiv tillverkning
3D-utskrift har dock begränsningar som metall-CNC-maskiner enkelt hanterar. Ytytan visar vanligtvis lagerlinjer som kräver efterbearbetning. Materialalternativen är fortfarande mer begränsade – särskilt för högpresterande applikationer. Och dimensionsnoggrannheten, även om den förbättras, ligger fortfarande under precisionen hos CNC-maskiner vid strikta toleranser.
Kostnadsdynamiken förändras kraftigt med delens storlek. Enligt bransanalys , 3D-utskrift blir dyr för stora delar där utskriftstiden – den främsta kostnadsdrivaren – förlängs avsevärt. En CNC-fräs kan ofta tillverka stora, enkla geometrier ekonomiskt effektivare än additiva processer.
Sprutgjutning jämfört med bearbetning för produktionsvolymer
Om du planerar att producera mer än 10 000 enheter bör sprutgjutning övervägas på allvar. Ekonomiken är enkel: höga initiala verktygskostnader sprids över stora volymer, vilket ger exceptionellt låg styckkostnad.
Enligt tillverkningskostnadsdata börjar sprutgjutningsverktyg vanligtvis vid 3 000 GBP och ökar kraftigt med delens komplexitet. När verktyget väl finns på plats ger dock processen en exceptionellt låg styckkostnad, där råmaterial utgör den främsta kostnaden.
Överväg denna verkliga jämförelse för ett elektronikhus:
| Process | 1 enhet | 500 enheter | 5 000 enheter |
|---|---|---|---|
| Sls 3d-skrivning | £15.59 | 2,64 GBP/enhet (totalt 1 320 GBP) | 2,35 GBP/enhet (totalt 11 750 GBP) |
| Cnc-mackning | £125.20 | 8,06 GBP/enhet (totalt 4 030 GBP) | Begär Offert |
| Injektionsmoldning | Ej tillämpligt (verktygskostnad 5 429 GBP) | 0,92 GBP/enhet (totalt 5 889 GBP) | 0,38 £/enhet (7 329 £ totalt) |
Observera hur injektering endast blir kostnadseffektiv vid cirka 500 enheter – och dominerar vid 5 000+ enheter. Brottgränsen beror på delens komplexitet, materialval och verktygskrav. CNC-bearbetning behåller sina fördelar för mängder under dessa gränser.
Teknikutval i översikt
Jämförelsen nedan hjälper dig snabbt att identifiera den optimala tillverkningsmetoden baserat på dina projektkrav:
| Kriterier | Cnc-mackning | 3D-utskrift | Injektionsmoldning |
|---|---|---|---|
| Ideal volymer | 1–5 000 enheter | 1–10 000 enheter | 10 000+ enheter |
| Materiella alternativ | 20+ plasttyper, metaller, trä | 5+ plasttyper (PBF-processer) | 100+ plasttyper |
| Geometrisk frihet | Måttlig (begränsad av verktygsåtkomst) | Hög (komplexa inre strukturer möjliga) | Måttlig (utdragningsvinklar, delningslinjer) |
| Leveranstid | 7–14 dagar | 2–7 dagar | 15–60 dagar |
| Startkostnad | Liten NRE-avgift (£100+) | Ingen (minsta beställning £30–60) | Hög verktygskostnad (£3 000+) |
| Ytbehandling | Utmärkt (som-maskinerad eller polerad) | Visar lagerlinjer (efterbehandling möjlig) | Utmärkt (glänsande, strukturerad, matt) |
| Flexibel design | Ja – ändringar kräver omprogrammering | Ja – ändringar har inga konsekvenser | Nej—verktygsändringar är dyra |
Plåtbearbetning: Det ofta överlookade alternativet
När din design främst består av plana ytor, böjningar och utskärningar är bearbetning av plåt ofta den ekonomiskt mest fördelaktiga lösningen. En CNC-skärmaskin som arbetar med plåtmaterial avlägsnar minimalt material—till skillnad från blockbearbetning, där upp till 80 % kan bli spån.
Plåtbearbetning är särskilt lämplig för:
- Kapslingar, fästen och chassin komponenter
- Paneler med monteringsfunktioner och ventilationsskärningar
- Strukturella element som kräver höga styvhets-till-viktförhållanden
- Delar där böjningsoperationer ersätter komplexa maskinbearbetade funktioner
CNC-metallskärningsprocessen kombinerad med pressbänkböjning skapar delar som skulle kosta betydligt mer om de fräsades ur massivt material. Om din geometri är lämplig för plåtformning bör du undersöka detta alternativ innan du väljer traditionell bearbetning.
När hybridlösningar är lämpliga
Ibland är den smartaste tillverkningsstrategin en kombination av flera metoder. Enligt tillverkningsexperter är den smartaste ansatsen ofta hybrid: börja med 3D-utskrift för att bevisa konceptet, använd CNC för kritiska funktionsprototyper och gå över till injektering när efterfrågan är redo.
Överväg dessa hybrida strategier:
- 3D-utskriv först, bearbeta sedan kritiska funktioner — Additiv tillverkning skapar komplex helgeometri, medan CNC-bearbetning uppnår strikta toleranser på sammanfogade ytor
- Prototypa med bearbetning, tillverka med formgjutning — CNC-delar validerar funktionen innan man investerar i dyr verktygstillverkning
- Kombinera plåtkapslingar med bearbetade detaljer — Plåtframställning skapar höljen, medan bearbetade insatser ger precisionssammanfogningar
Övergång från prototypning till serieproduktion
När projekt utvecklas från initiala koncept till marknadsklara produkter förändras tillverkningskraven. Enligt Fictivs vägledning för produktionsövergång är resan från prototyp till massproduktion en komplex omvandling som kräver noggrann planering.
Nyckelöverväganden vid skalförstoring av produktion:
- Materialkonsekvens — Prototypmaterial bör motsvara produktionspecifikationerna för att undvika överraskningar i sena skeden
- Design för montering — Vad som fungerar för manuell prototypmontering kan misslyckas vid automatiserade produktionslinjer
- Processvalidering — Varje tillverkningsmetod kräver kvalificering innan högvolymsproduktion påbörjas
- Efterfrågoprognoser — Att samarbeta med en tillverkningspartner som kan skala produktionen uppåt eller nedåt – från 1 000 till 100 000 enheter – med samma processer är avgörande för framgång
Online-maskinbearbetningsplattformar stödjer alltmer denna övergång genom att erbjuda prototypkvantiteter via samma nätverk som hanterar produktionsvolymerna. Denna kontinuitet eliminerar fördröjningar för omkvalificering vid skalförstoring.
Att göra rätt teknologival
Ingen enskild tillverkningsmetod optimerar varje projekt. CNC-bearbetning via onlineplattformar är utmärkt för precisionsdelar i måttliga kvantiteter – men att känna till dess begränsningar hjälper dig att fatta bättre beslut överlag.
Ställ dig själv dessa frågor när du väljer din metod:
- Vilken mängd behöver jag nu – och vilken mängd kan jag behöva om 12 månader?
- Favoriserar min geometri additiv frihet eller subtraktiv precision?
- Arbetar jag fortfarande med designiterationer, eller är detta produktionsklart?
- Vilka toleranser och ytytor kräver min applikation egentligen?
- Kan plåtbearbetning eller gjutning minska kostnaden per komponent?
Svaren vägleder dig mot lämplig teknik – eller mot hybridlösningar som strategiskt utnyttjar flera metoder. När valet av tillverkningsmetod är klart är du redo att vidta konkreta nästa steg med ditt online-maskinbearbetningsprojekt.
Ta ditt nästa steg med online-maskinbearbetning
Du har täckt ett betydande område – från att förstå vad online-maskinbearbetning egentligen innebär till att utvärdera material, toleranser, kostnader, branschkrav och alternativa tillverkningsmetoder. Nu kommer den praktiska frågan: hur översätter du denna kunskap till handling? Oavsett om du beställer dina första CNC-maskindelar eller skalar upp från prototyp till serieproduktion sammanfattar detta sista avsnitt allt i en handlingsorienterad ram.
Anpassa dina projektkrav till rätt tjänst
Innan du laddar upp din första fil bör du ta en stund att justera dina projektekenskaper med lämplig tjänstmodell. De beslut du har fattat genom hela den här artikeln – valet av material, angivande av toleranser, kvantitetskrav – påverkar direkt vilka online-CNC-maskinbearbetningstjänster som ger optimala resultat.
Överväg dessa anpassningskriterier:
- Prototypkvantiteter (1–10 delar) — Plattformar för omedelbar offert är särskilt effektiva här, eftersom de erbjuder snabbhet och flexibilitet utan krav på långsiktiga relationer
- Lågvolymproduktion (10–500 delar) — Både omedelbara plattformar och traditionella webbshoppar fungerar bra; jämför offertförslag från båda
- Reglerade branschtillämpningar — Verifiera certifieringar i förväg; tillämpningar inom bilindustrin kräver partner med IATF 16949-certifiering
- Komplexa geometrier som kräver konsultation — Traditionella verkstäder som erbjuder ingenjörsstöd kan lägga till värde utöver ren prisnivå
- Potential för produktionsutvidgning — Välj partner som kan växa tillsammans med dina volymer för att säkerställa konsekvens
För bilindustritillämpningar som omfattar chassinmonteringar eller anpassade metallbussningar, visar leverantörer som Shaoyi Metal Technology hur anpassade CNC-maskinbearbetningstjänster kan skalas från snabb prototypframställning till massproduktion med ledtider så korta som en arbetsdag – avgörande när utvecklingstiderna förkortas.
Kom igång med ditt första online-bearbetningsbeställning
Redo att gå vidare? Använd den här omfattande kontrolllistan för att säkerställa att ditt projekt är förberett för framgångsrik genomförande:
Kontrolllista för projektklarhet
-
Förberedelse av designfil
- Exportera din modell i STEP-format (.stp, .step) för bästa kompatibilitet
- Verifiera att geometrin är vattentät utan öppna ytor eller självskärningar
- Inkludera tekniska ritningar för kritiska mått och GD&T-angivelser
- Bekräfta att alla funktioner kan bearbetas från tillgängliga orienteringar
-
Materialval
- Anpassa materialens egenskaper till mekaniska, miljömässiga och viktkrav
- Överväg bearbetningsbarhetsbetyg och deras inverkan på kostnaden
- Ange materialcertifieringar om de krävs för din bransch
-
Toleransspecifikation
- Tillämpa stränga toleranser endast på funktionellt kritiska egenskaper
- Använd allmänna toleranser i titelblocket (±0,010 tum) för icke-kritiska mått
- Ta hänsyn till toleransackumulering i flerdelsmonteringar
-
Mängdplanering
- Börja med prototypmängder för att validera konstruktionen innan produktionssatsning
- Ta hänsyn till amortering av installationskostnader vid jämförelse mellan små och större partier
- Kommunicera förväntade framtida volymer för att utforska partnerskapspriser
-
Krav på ytbehandling
- Ange krav på ytyta (som-maskinerad, strålkastad, anodiserad)
- Identifiera eventuella efterbehandlingsoperationer som krävs (värmebehandling, beläggning)
Hantering av filsäkerhet och immateriella rättigheter
Användare som använder plattformen för första gången är ofta tveksamma till att ladda upp egna konstruktionsritningar till onlineplattformar. Denna oro är befogad – dina konstruktioner utgör en betydande investering i forskning, utveckling och innovation.
Enligt Factorems analys av immaterialrättsskydd innebär delandet av innovativa konstruktioner med externa tillverkare en ökad risk för stöld av immateriella rättigheter eller obehörig avslöjande. Pålitliga plattformar implementerar dock flera skyddsnivåer.
När du bedömer en leverantörs immaterialrättsskydd bör du leta efter:
- Konfidentialitetsavtal (NDAs) — Standardpraxis för professionella tillverkningsrelationer
- Säkra protokoll för filöverföring — Krypterade uppladdningar som skyddar data under överföring
- Åtkomstkontroller — Begränsad personlig åtkomst till dina konstruktionsfiler
- Tillverkningsavtal — Tydliga villkor angående äganderätt till konstruktionen och användningsbegränsningar
- Granskade partner nätverk — Plattformar som certifierar sina tillverkningspartners avseende säkerhetskrav
För högst känslomässiga konstruktioner bör du överväga att begära formella sekretessavtal (NDA) innan filuppladdning. De flesta etablerade online-maskinbearbetningstjänster accepterar dessa begäranden som en standard affärspraxis.
Börja med prototyper innan produktionen påbörjas
Här är råd som erfarna ingenjörer följer konsekvent: validera innan du skalar upp. Enligt experter inom precisionsframställning , kan användning av olika leverantörer för prototypframställning och produktion leda till kvalitetsavvikelser och felaktig utrustning – en brist på kontinuitet som kan bli katastrofal för projekt.
Den smarta metoden för CNC-prototypbearbetning innefattar:
- Beställ först prototypkvantiteter — Vanligtvis 1–5 stycken för att validera passform, funktion och ytyta
- Testa montering och prestanda — Bekräfta att delar uppfyller designavsedlingen innan du går över till volymproduktion
- Iterera vid behov — Åtgärda eventuella problem som upptäcks under utvärderingen av prototypen
- Skala upp tillsammans med samma partner — Säkerställ kontinuitet i tillverkningen från CNC-fräsning för prototyper till serieproduktion
Denna stegvisa ansats minimerar risken. Om prototypdelar avslöjar designproblem har du endast investerat i ett fåtal delar istället för hundratals. När prototyper lyckas bygger skalan upp på etablerade processer och beprövade verktygsvägar.
Leverantörer som erbjuder sömlös skalning—till exempel Shaoyi Metal Technology med sina möjligheter att gå från snabb prototypframställning till massproduktion—eliminerar återkvalificeringsfördröjningar vid övergången mellan projektfaser. Deras IATF 16949-certifiering och SPC-kapacitet säkerställer att samma kvalitetssystem styr både prototyp- och serieproduktionsomgångar.
Utnyttja direktkalkylering för välgrundade beslut
En av de största fördelarna med online-maskinbearbetning? Du kan utforska alternativ utan åtagande. Innan du slutför någon beställning kan du utnyttja verktyg för omedelbar offertberäkning för att:
- Jämföra priser mellan olika material — Se hur aluminium jämfört med rostfritt stål påverkar ditt budget
- Utvärdera kostnadsimpacten av toleranser — Växla mellan standard- och precisionspecifikationer
- Bedöma ekonomin vid olika kvantiteter — Förstå hur styckpriset sjunker vid större volymer
- Granska alternativ för ledtid — Balansera krav på snabbhet mot budgetbegränsningar
- Identifiera DFM-problem tidigt — Automatisk feedback markerar tillverkningsrelaterade problem innan produktionen påbörjas
Detta jämförelseköp tar minuter – inte dagar av telefonsamtal och relationsskapande. Använd det strategiskt för att utveckla realistiska förväntningar och identifiera den optimala balansen mellan kostnad, kvalitet och leverans för dina specifika krav på anpassade maskinbearbetade delar.
Din online-maskinbearbetningsresa börjar nu
Du har nu fått kunskapen att navigera säkert inom online-maskinbearbetning – från filförberedelse till leverans, från materialval till kvalitetsbedömning. Det digitala tillverkningsekosystemet står redo att omvandla dina konstruktioner till precisions-CNC-vrid- och fräsoperationsdelar som levereras färdiga inom dagar i stället för veckor.
Vägen framåt är tydlig: förbered dina filer enligt bästa praxis, ange endast de toleranser som du verkligen behöver, välj material som motsvarar dina applikationskrav och välj tillverkningspartners vars förmågor stämmer överens med dina projektkrav. Börja med prototypkvantiteter för att validera ditt angreppssätt och skala sedan säkert upp när designerna visat sig fungera.
Online-maskinbearbetning har demokratiserat tillgången till precisionstillverkning. Oavsett om du är ett startupföretag som utvecklar din första produkt eller ett etablerat företag som optimerar dina leveranskedjor ger verktygen och kunskapen som behandlas här dig möjlighet att effektivt utnyttja dessa kapaciteter. Din nästa anpassade maskinbearbetade del är bara en filuppladdning bort.
Vanliga frågor om online-maskinbearbetning
1. Vad är en online-CNC-maskinbearbetningstjänst?
Online-CNC-maskinbearbetningstjänst ansluter ingenjörer och produktutvecklare direkt till precisionstillverkningsmöjligheter via webbaserade plattformar. Istället for att bygga relationer med lokala maskinverkstäder under år, laddar du upp dina CAD-filer, får omedelbara offertförslag med DFM-återkoppling, väljer material och toleranser och får färdiga delar levererade inom några dagar. Dessa plattformar utnyttjar AI-drivna offertmotorer och globala tillverkningsnätverk för att erbjuda transparens, snabbhet och konkurrenskraftiga priser för både prototyper och serietillverkning.
2. Hur får jag ett omedelbart offertförslag för online-CNC-maskinbearbetning?
Att få ett omedelbart prisförslag innebär att ladda upp din CAD-fil (helst i STEP-format) till en online-maskinbearbetningsplattform. Det AI-drivna systemet analyserar din geometri, beräknar verktygsvägar och genererar priser inom sekunder. Du kan sedan justera parametrar som materialval, kvantitet, toleranser och ytbehandlingsalternativ för att se prisändringar i realtid. Systemet ger också automatisk DFM-feedback som markerar potentiella tillverkningsproblem innan du går vidare till produktion.
3. Vilka filformat accepteras för online-CNC-bearbetning?
De flesta online-maskinbearbetningsplattformar accepterar STEP-filer (.stp, .step) som guldstandarden – de bevarar solid geometri och bibehåller dimensionsnoggrannhet mellan olika CAD-system. IGES-filer (.igs, .iges) är pålitliga alternativ med bred kompatibilitet. STL-filer fungerar, men har begränsningar för CNC-bearbetning på grund av triangulerade ytnärmningar som kan påverka precisionen på krökta detaljer. Kontrollera alltid att din modell är vattentät, utan öppna ytor, innan du laddar upp den.
4. Hur mycket kostar CNC-bearbetning online?
Kostnaderna för CNC-bearbetning beror på fem huvudsakliga faktorer: materialval och volym, geometrisk komplexitet, toleranskrav, kvantitetseffekter och efterbearbetningsoperationer. Enkla aluminiumprototyper med standardtoleranser ligger vanligtvis mellan 100–300 USD per del, medan komplexa delar med flera funktioner och strikta toleranser kan kosta 300–800 USD. Vid produktionskvantiteter på 50+ enheter minskar ofta kostnaden per enhet med 40–60 %, eftersom installationskostnaderna sprids över fler delar. Leverantörer certifierade enligt IATF 16949, såsom Shaoyi Metal Technology, erbjuder konkurrenskraftiga priser samt möjligheter från snabb prototypframställning till massproduktion.
5. Vilka certifieringar bör jag leta efter hos en online-maskinverkstad?
Certifieringarna du behöver beror på din bransch och tillämpning. ISO 9001:2015 utgör standarden för kvalitetsledning inom allmän tillverkning. För automotivtillämpningar krävs IATF 16949-certifiering med möjligheter för statistisk processkontroll (SPC). Luft- och rymdfartsprojekt kräver AS9100 och eventuellt NADCAP-ackreditering, samt ITAR-registrering för försvarsrelaterat arbete. Komponenter till medicintekniska produkter kräver ISO 13485 och efterlevnad av FDA:s regelverk 21 CFR Del 820. Kontrollera alltid att certifieringarna är aktuella innan du lämnar beställningar för reglerade branschtillämpningar.