 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Hydraulisk emning kontra mekanisk press: Vilken är rätt för dig?
TL;DR
Valet mellan hydraulisk och mekanisk pressstansning beror i grunden på dina specifika produktionsmål: hastighet kontra kraftkontroll. Mekaniska pressar är branschstandarden för höghastighets- och storskalig produktion av enklare delar och levererar maximal kraft endast vid slagets nederkant. I motsats till detta erbjuder hydrauliska tryckmaskiner överlägsen mångsidighet och full tonnage under hela slaglängden, vilket gör dem till det idealiska valet för djupdragning, komplex formsänkning och produktion i små serier eller provkörningar. Medan mekaniska system prioriterar cykeleffektivitet (upp till 1 000+ slag per minut) prioriterar hydrauliska system anpassningsförmåga och konstant tryck.
Den avgörande skillnaden: kinetisk mot hydrostatisk energi
För att välja rätt maskin måste du först förstå hur de genererar kraft. Detta är inte bara en teknisk detalj; det styr släpens (kolvens) beteende och kvaliteten på din färdiga del.
Mekaniska pressar fungerar enligt principen för rörelseenergi. En motor driver en tung svänghjul, som lagrar energi och överför den till släden via en koppel och en vevaxel (eller excentrisk/länkdrift). Det fungerar som en hammare som slår i en spik: energin levereras i ett plötsligt, kraftfullt slag. På grund av denna fasta mekaniska koppling är slaglängden inte justerbar, och slädhastigheten varierar – den accelererar mot mitten av slaget och bromsar in när den når nedersta läget.
Hydrauliska tryckmaskiner , tvärtom, förlitar sig på hydrostatiskt tryck (Pascals lag). En pump pressar hydraulvätska in i en cylinder för att röra kolven. Denna mekanism gör att pressen kan generera fullt märkeffekt vid vilken punkt som helst i slaget. Den fungerar mer som ett skruvstycke: en kontrollerad, jämn klämning som kan upprätthållas. Slaglängden är helt justerbar, och hastigheten kan kontrolleras exakt under hela cykeln.
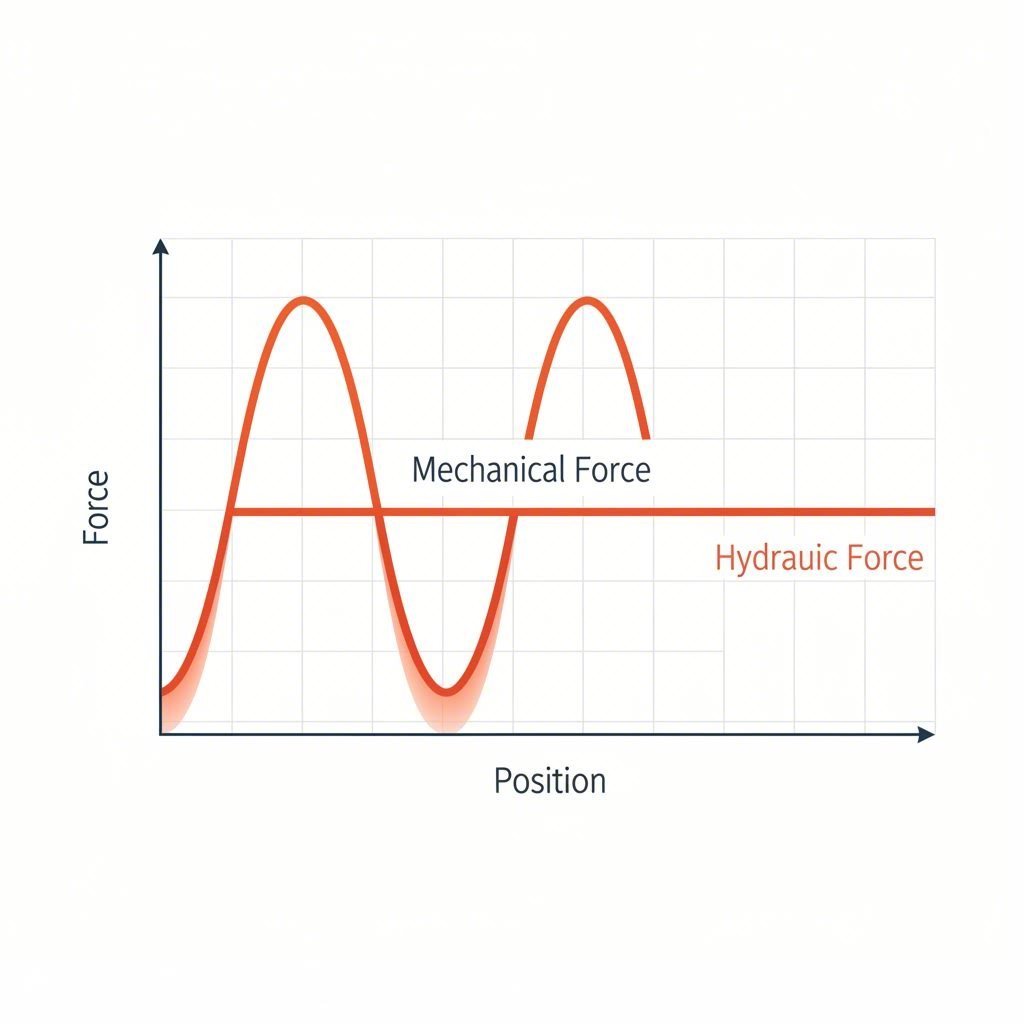
Tonnagekurvan: Varför "nedersta dödläge" spelar roll
Det viktigaste särskiljande faktorn för ingenjörer är tonnagekurvan —profilen för hur och när kraft appliceras.
I ett mekanisk press , får du inte maskinens fulla nominella tonnage hela slaglängden. Den maximala kraften är endast tillgänglig vid slagets nedersta punkt, känd som Nedersta dödpunkten (BDC) , vanligtvis inom de sista 0,125 till 0,25 tum. Om din omformningsoperation börjar 2 tum ovanför botten (som vid djupdragning), kan en 200 tons mekanisk press endast leverera en bråkdel av den kraften vid kontaktögonblicket. Denna begränsning gör mekaniska pressar benägna att "fastna" om pressen överbelastas innan BDC uppnås.
Hydrauliska tryckmaskiner löser denna begränsning helt. En 200 tons hydraulisk press levererar 200 ton kraft från det ögonblick verktyget vidrör metallen tills cykeln är slutförd. Denna konstanta kraftkapacitet möjliggör en funktion som kallas "dwell", där pressen håller tryck vid slagets nedersta punkt i en bestämd tid. Detta är avgörande för operationer som termoset-formning eller komplex omformning där material behöver tid att flöda, vilket förhindrar återfjädring och säkerställer dimensionsnoggrannhet.
Prestandajämförelse: Hastighet, precision och kontroll
När man utvärderar prestandamått är avvägningen tydlig: Mekanisk vinner på hastighet; hydraulisk vinner på flexibilitet.
Hastighet och Volym
Mekaniska pressar är ovedersägliga mästare när det gäller hastighet. Genom att använda den lagrade energin i svänghjulet kan de uppnå cykelhastigheter från 20 till över 1 500 slag per minut (SPM). För blankning, genomslagning och progressiva verktygsapplikationer där delarna är platta och volymerna ligger i miljonklassen är mekanisk press det mest effektiva alternativet.
Precision och installation
Hydrauliska pressar arbetar mycket långsammare—vanligtvis 20 till 100 SPM—men erbjuder oöverträffad kontroll. Operatörer kan omedelbart justera slaglängd, tryckgränser och slaggshastighet via kontrollpanelen. Detta gör att installationsstider blir avsevärt kortare, eftersom det inte behövs manuell justering av stängningshöjd eller slagmekanik. För verkstäder med hög mix men låg volym väger ofta denna flexibilitet tyngre än den råa hastigheten hos ett mekaniskt system.
Lämplighet för applikationer: När ska man välja vad?
Att välja rätt press handlar om att anpassa maskinens fysik till din delens geometri.
Bästa applikationer för mekaniska pressar
- Hög-hastighets blankning & punsning: Det plötsliga chock som uppstår vid metallskärning absorberas bäst av styva mekaniska ramar.
- Progressivmatriser: Kontinuerlig, automatiserad påfyllning av spolematerial för högvolymedelproduktion.
- Låg djupformning: Enkla bracketar, mynter och lätta reliefpräglingar där kraft endast behövs vid botten.
- Bilkarosseriplattor: Högproduktionslinjer för skärmar och dörrpaneler använder ofta transfermekaniska pressar.
Bästa applikationer för hydrauliska pressar
- Djupdragnings: Tillverkning av tankar, cylindrar eller brandsläckare där kraften måste vara konsekvent över en lång sträcka.
- Komplex omformning: Delar som kräver vilotid eller varierande kraft för att förhindra rivning.
- Pulverkomprimering och rätning: Applikationer som kräver exakt tryckhållning.
- Prototyp- och försökskörningar: Den enkla installationen gör det möjligt att kostnadseffektivt testa innan man går över till fast verktyg.
För tillverkare som ska sammanföra dessa två världar är det ofta bäst att samarbeta med en mångsidig specialist. Om ditt projekt innebär skalning från snabb prototypframställning (där hydraulisk flexibilitet är avgörande) till högvolymstillverkning (där mekanisk hastighet är nyckeln), bör du överväga experter som Shaoyi Metal Technology . Med kapacitet upp till 600 ton och IATF 16949-certifiering överbryggar de klyftan och levererar kritiska fordonskomponenter som styrarmar och underredskonstruktioner, oavsett om du behöver 50 prototyper eller miljontals serieproducerade delar.
Kostnadsanalys: Investeringskostnader och underhåll
Den totala ägandekostnaden innebär mer än bara inköpspriset.
| Fabrik | Mekanisk press | Hydraulisk tryckmaskin |
|---|---|---|
| Inledande investering | Generellt högre, särskilt för modeller med hög tonnage. | Lägre initial kostnad, även för kapaciteter med hög tonnage. |
| Underhållsbehov | Kräver smörjning av rörliga delar (koppling, broms, svänghjul). Slitagekomponenter är dyra att byta men håller länge. | Kräver hantering av vätskor, tätningsringar, slangar och ventiler. Läckage kan vara besvärligt, men komponenterna är standard och lättare att byta. |
| Energieffektivitet | Hög verkningsgrad vid kontinuerlig drift; svänghjulet lagrar energi. | Motorn körs kontinuerligt för att driva pumpen; verkningsgraden sjunker om pressen står stilla ofta. |
| Reparationskomplexitet | Om en press låser vid BDC kan upplåsning bli en stor och kostsam åtgärd. | Kan inte överbelastas; säkerhetsventiler leder helt enkelt bort vätska. Enkel att frigöra. |
Servopressen: Det bästa från två världar?
Under de senaste åren har servopressteknologi har framtränt som en hybridlösning. Genom att ersätta vevhjul och koppling med en servomotor med högt vridmoment erbjuder dessa pressar hastigheten i ett mekaniskt system med den programmerbara kontrollen i ett hydrauliskt. Du kan programmera släden att sänka sig snabbt, sakta ner under formslagets del av slaget och återgå snabbt.
Även om servopressar är väsentligt dyrare från början eliminerar de begränsningen med "nedersta slagen" hos traditionella mekaniska pressar, samtidigt som de bibehåller höga produktionshastigheter. För verkstäder som kan motivera kapitalutgiften erbjuder de yttersta mångsidighet.
Slutsats
Valet mellan hydraulisk och mekanisk pressstansning är sällan en fråga om att den ena är "bättre" än den andra; det handlar om lämplighet för tillämpningen. Mekaniska pressar förblir orubbliga när det gäller hastighet, konsekvens och blankning i stora volymer. Hydraulpressar är mästare på kraft, flexibilitet och djupformning.
För att göra rätt investering, analysera din delgeometri, förväntad volym och behov av slagkontroll. Om din verkstad tillverkar miljoner platta brickor, köp en mekanisk press. Om du drar djupa propanflaskor eller kör hög variation med korta serier, är en hydraulisk press svaret.
Vanliga frågor
1. Kan en hydraulisk press matcha hastigheten hos en mekanisk press?
Generellt sett nej. En standardhydraulisk press arbetar vid betydligt lägre hastigheter (20–60 slag per minut) jämfört med mekaniska pressar (50–1 000+ slag per minut) på grund av fysiken bakom vätskerörelse. Det finns dock specialiserade "högshastighets"-hydraulpressar, men de når sällan samma kapacitet som vevhjulsdrivna mekaniska system vid enkla blankningsoperationer.
2. Varför är en hydraulisk press bättre för djupdragning?
Djupdragning kräver konsekvent kraft genom hela draglängden för att sträcka materialet utan att det spricker. En hydraulisk press ger full nominell tonnage vid vilken punkt som helst i slaget, medan en mekanisk press förlorar betydande kraftkapacitet när sliden rör sig upp från nedersta dödpunkten.
3. Vilken typ av press är säkrare att köra?
Hydrauliska pressar anses generellt säkrare vad gäller överbelastningsskydd. Om en hydraulisk press överskrider sin inställda tonnage öppnas ett säkerhetsventil helt enkelt, vilket stoppar stöveln. Om en mekanisk press överbelastas kan den "fastna" eller låsa i nedersta dödpunkten, vilket skapar en farlig situation som kräver betydande kraft (och ofta brännskärning) för att lossa.