 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Val av tillverkare av CNC-delar: 9 avgörande faktorer som de flesta köpare missar

Förstå tillverkning av CNC-delar och dess industriella påverkan
Har du någonsin undrat vad som gör modern precision delar så otroligt exakta? Svaret ligger i en teknik som förändrade tillverkningen för evigt. När du köper komponenter till ditt projekt ger en förståelse för grunden för hur en CNC-delstillverkare arbetar dig ett stort fördel vid informerade beslut.
CNC-bearbetning är en subtraktiv tillverkningsprocess där förprogrammerad datorprogramvara styr rörelsen hos fabrikens verktyg och maskiner för att tillverka precisionsdelar från råmaterial med återkommande noggrannhet.
Från ritning till precisionskomponent
Vad handlar CNC egentligen om? I grunden hänvisar begreppet CNC till datorstyrd numerisk styrning – en metod där digitala instruktioner styr skärande verktyg med exceptionell precision. Föreställ dig att ta en komplex 3D-design från din datorskärm och se den omvandlas till en fysisk komponent med en noggrannhet på tusendels tum. Det är exakt vad som sker varje dag i moderna maskinbearbetningsanläggningar.
Processen börjar med en CAD-fil (datorstödd konstruktion) som innehåller alla mått och specifikationer för din komponent. Denna digitala ritning översätts till G-kod, det språk som CNC-maskiner förstår. När maskinen är programmerad utför den varje skärningsbana med mekanisk precision som mänskliga händer helt enkelt inte kan återupprepa konsekvent.
Den digitala revolutionen inom tillverkning av komponenter
Att förstå vad CNC är hjälper dig att uppskatta varför denna teknik blev oumbärlig. Innan datorstyrning utförde skickade maskinister utrustningen manuellt, vilket gjorde att varje del blev något annorlunda än den föregående. Begreppet CNC betyder mer än bara automatisering – det representerar en grundläggande förändring mot programmerbar, upprepningsbar precision.
Dagens CNC-system integreras sömlöst med designprogramvara, vilket möjliggör snabb prototypframställning och massproduktion från samma digitala filer. Denna koppling mellan design och tillverkning eliminerar tolkningsfel och minskar drastiskt ledtider. När du skickar specifikationer till en tillverkare kan deras maskiner ofta börja producera delar inom timmar.
Varför CNC dominerar modern tillverkning
Definitionen av CNC omfattar mer än bara utrustning – den beskriver ett helt tillvägagångssätt för produktion. Här är anledningen till att denna teknik dominerar:
- Konsekvens: Varje del motsvarar den föregående, oavsett om du beställer 10 eller 10 000 enheter
- Komplexitet: Intrikata geometrier som en gång var omöjliga har blivit rutin
- Hastighet: Automatiserade verktygsbyten och kontinuerlig drift maximerar genomströmningen
- Flexibilitet: Bytet mellan olika delar kräver endast en programändring
När du utforskar marknaden för CNC-delar kommer du att upptäcka att valet av rätt partner innebär mycket mer än bara utrustning. I följande avsnitt går vi igenom de avgörande faktorer som de flesta köpare missar – från bearbetningsprocesser och materialval till toleransspecifikationer och bransccertifieringar som direkt påverkar ditt projektssuccé.
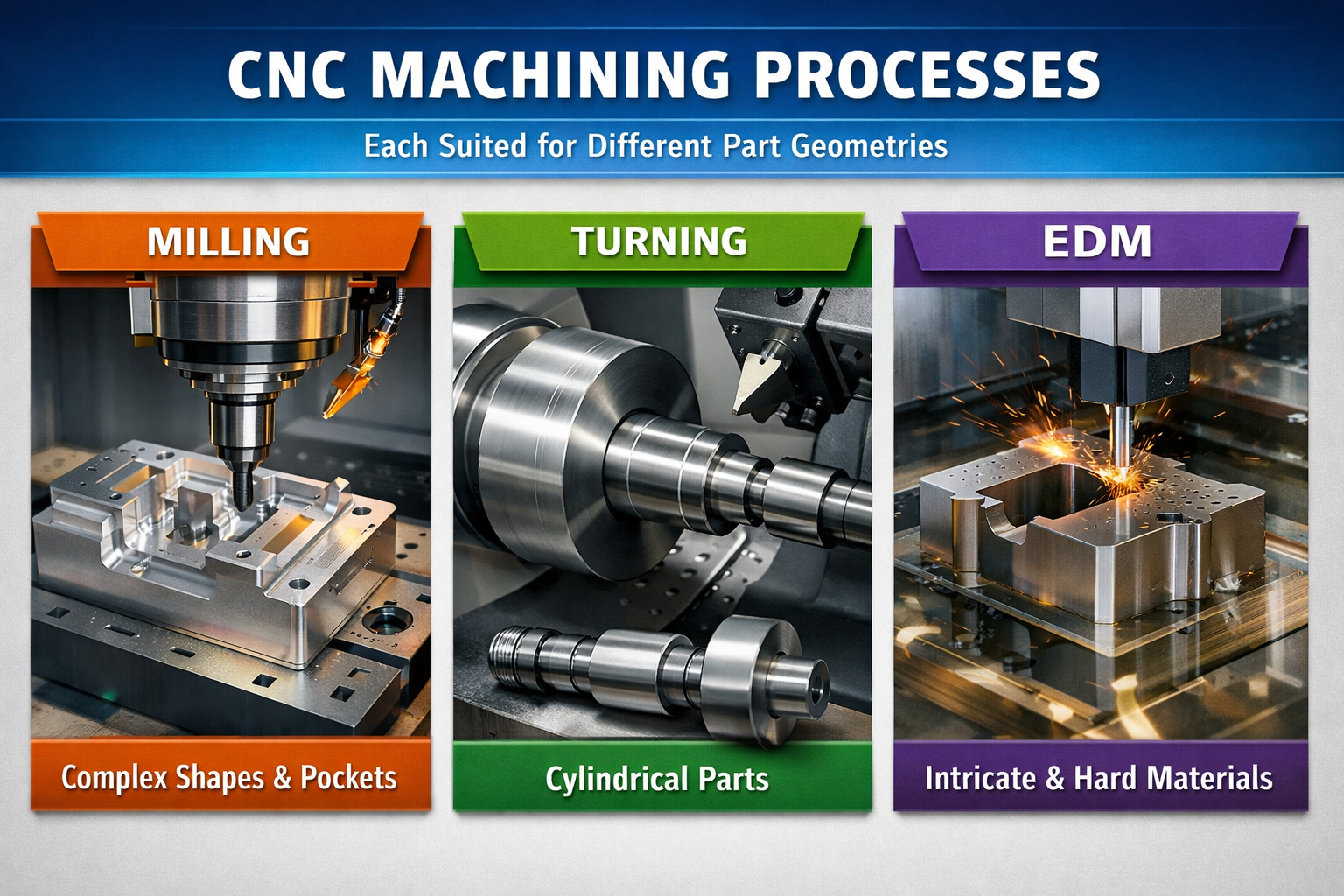
Kärn-CNC-bearbetningsprocesser som varje köpare bör känna till
Verkar komplicerat? Här är saken – inte alla CNC-processer är lämpliga för alla delar. När du utvärderar en tillverkare av CNC-delar hjälper det dig att tydligt kommunicera dina krav och bedöma om en leverantör har rätt kapacitet för ditt projekt att förstå de grundläggande skillnaderna mellan fräsning, svarvning och EDM-bearbetning.
Förklaring av CNC-fräsning
Föreställ dig ett roterande skärande verktyg som rör sig över ett stillastående arbetsstycke och avlägsnar material lager för lager. Det är kärnan i fräsning. En CNC-fräs används med roterande skärverktyg för att ta bort material från ett arbetsstycke och skapa plana ytor, spår, fickor och komplexa 3D-konturer med enastående precision.
De två huvudsakliga konfigurationerna som du kommer att stöta på är vertikal fräs och horisontell fräs. Vid en vertikal fräs är spindeln orienterad vertikalt – idealisk för projekt där detaljerat arbete krävs på en särskild sida av en komponent, till exempel stora metallplattor eller sjunkdies . Horisontella fräsar placerar spindeln horisontellt, vilket gör dem mer lämpliga för tyngre delar, spårfräsning och spårskapning.
Det här är vad som gör horisontella fräsar unika:
- Bättre avfallshantering tack vare gravitationen som drar bort spill från snittet
- Möjlighet att använda flera skärverktyg samtidigt via axelmontering
- Bättre hantering av tunga och komplexa arbetsstycken
- Minskad verktygsavböjning vid aggressiva snitt
När du begär offert är det användbart att veta om din dels geometri passar för vertikal eller horisontell fräsning, eftersom detta hjälper dig att identifiera tillverkare med lämplig utrustning.
Svarvoperationer och svarfkapaciteter
Medan fräsning innebär rotation av verktyget, är det tvärtom vid svarvning—arbetsstycket roterar medan ett stationärt skärande verktyg formar det. En CNC-svarv är särskilt lämplig för tillverkning av cylindriska eller runda delar, t.ex. axlar, bushingar och gängade komponenter. Om din konstruktion har rotationsymmetri är svarvning vanligtvis snabbare och mer ekonomisk än fräsning.
Liknande fräsutrustning finns svarvmaskiner i horisontell och vertikal konfiguration. Horisontella svarvcenter dominerar de flesta tillverkningsanläggningarna på grund av sin flexibilitet och lämplighet för längre delar, t.ex. axlar. De kan utrustas med stavmatare och motspetsar, vilket ökar deras mångsidighet. Vertikala svarvcenter – ibland kallade vertikala tornsvarvar – är bättre lämpade för stordiameterdelar som är tunga och korta. Tyngdkraften underlättar både placeringen av delen och avlägsnandet av spån, vilket gör dem särskilt populära inom produktionen av bilkomponenter.
När du bedömer en tillverkares svarvkapacitet bör du överväga om de kan hantera din dels längd-till-diameter-förhållande och viktkrav.
När EDM blir nödvändigt
Vissa geometrier kan helt enkelt inte uppnås genom konventionell bearbetning. Där kommer EDM (elektrisk urladdningsbearbetning) in i bilden. En EDM-maskin använder elektriska gnistor för att erodera material och skapa komplexa former i härdade metaller utan fysisk kontakt mellan verktyg och arbetsstycke.
En tråd-EDM-maskin förer en tunn trådelektrod genom materialet och skär komplexa profiler med extraordinär precision – med toleranser så stränga som ± 0,0001 tum. Detta gör EDM oumbärligt för:
- Härdade verktygsstål som skulle förstöra konventionella skärverktyg
- Skarpa inre hörn som är omöjliga att åstadkomma med roterande verktyg
- Känsliga delar som inte kan tåla skärkrafterna
- Extremt fina ytytor utan sekundära bearbetningsoperationer
Jämförelse av dina processalternativ
Tabellen nedan sammanfattar när varje process ger optimala resultat:
| Processtyp | Bästa användningsområden | Typiska toleranser | Materiallämplighet |
|---|---|---|---|
| CNC Fräsning | Platta ytor, fickor, spår, 3D-konturer, prismatiska delar | ± 0,0002 tum till ± 0,001 tum | De flesta metaller och plaster; aluminium, stål och mässing är särskilt lämpliga |
| CNC Växling | Cylindriska delar, axlar, gängade komponenter, lager | ± 0,0002 tum till ± 0,001 tum | Runda råmaterial; utmärkt för stål och aluminium |
| EDM | Härdade material, komplexa profiler, skarpa hörn, fina detaljer | ± 0,0001 tum | Endast ledande material; idealiskt för verktygsstål och karbid |
Många projekt kräver flera processer som arbetar tillsammans. En tillverkare med omfattande kapaciteter – fräsning, svarvning och EDM under samma tak – kan effektivisera din leveranskedja och säkerställa striktare kvalitetskontroll. När du går vidare i ditt urvalsarbete är nästa avgörande faktor att förstå hur valet av material påverkar både bearbetningsprocessen och prestandan hos din slutliga komponent.
Materialvalsguide för CNC-bearbetade komponenter
Du har identifierat rätt bearbetningsprocess – nu kommer ett lika viktigt beslut. Det material du väljer påverkar direkt bearbetningstiden, verktygsslitage, delens prestanda och dina slutliga kostnader. När du utvärderar en tillverkare av CNC-delar hjälper förståelse för deras materialkompetens dig att bedöma om de kan leverera bearbetade delar som uppfyller dina exakta specifikationer.
Metaller som bearbetas bäst
Inte alla metaller beter sig på samma sätt under ett skärande verktyg. Bearbetbarhet – hur lätt ett material kan skäras samtidigt som en god ytyta och ett långt verktygsliv uppnås – varierar kraftigt mellan olika legeringar. Här är det viktigaste du behöver veta om de vanligaste alternativen:
Aluminium (6061 och 7075)
Aluminium är standardvalet för CNC-bearbetning. Enligt JLCCNC:s analys är aluminiumlegeringen 6061 den bästa allroundprestören för allmänna delar där måttlig hållfasthet och låg kostnad är avgörande. Dess höga bearbetbarhetsbetyg innebär snabbare cykeltider, minskat verktygsslitage och lägre kostnad per del.
- Bearbetbarhetsbetyg: Utmärkt (cirka 270 % i förhållande till stål)
- Styrka: Måttlig; lämplig för konstruktionskomponenter utan extrema belastningar
- Kostnadsöverväganden: Den mest ekonomiska varianten för prototypframställning och serieproduktion
- Bästa användningsområden: Befästningsdelar för luft- och rymdfart, elektronikhus, monteringsutrustning för bilar
Stål och rostfritt stål
Blir den logiska valet när hållbarhet, hårdhet eller korrosionsbeständighet är avgörande, Cnc stål delar lågkolstål kan bearbetas relativt lätt, medan rostfria stålsorter ställer högre krav på skärande verktyg men ger överlägsen prestanda i krävande miljöer.
- Bearbetbarhetsbetyg: Måttlig (rostfria stålsorter är mer utmanande än kolstål)
- Styrka: Hög; utmärkt för bärande och slitagebeständiga applikationer
- Kostnadsöverväganden: Högre bearbetningskostnader på grund av ökad verktygsslitage och långsammare försättningshastigheter
- Bästa användningsområden: Medicinska instrument, utrustning för livsmedelsbearbetning, drivlinskomponenter för fordon
Messing och koppar
Messing ger en idealisk balans för funktionella och estetiska maskinbearbetade komponenter, särskilt i små serier. Dess fritt snittande egenskaper gör det möjligt att uppnå stränga toleranser och utmärkta ytytor direkt från maskinen. Koppar, även om den delar vissa egenskaper, bör reserveras för applikationer som kräver hög elektrisk eller termisk ledningsförmåga.
- Bearbetbarhetsbetyg: Utmärkt för messing; bra för koppar
- Styrka: Måttlig; inte lämplig för högbelastade konstruktionsdelar
- Kostnadsöverväganden: Materialkostnaden är högre än för aluminium; bearbetningskostnaderna är lägre tack vare utmärkt spånformning
- Bästa användningsområden: Elkontakter, rörförbindningar, dekorativa beslag
Titan
Titan ger ett oöverträffat hållfasthets-vikt-förhållande och exceptionell korrosionsbeständighet – men med en betydande kostnadspremie. Detta metall är endast kostnadseffektivt inom branscher där prestandakraven överstiger alla andra överväganden, till exempel luft- och rymdfart samt medicinska implantat.
- Bearbetbarhetsbetyg: Dålig; kräver specialverktyg och lägre bearbetningshastigheter
- Styrka: Exceptionell; högst hållfasthets-vikt-förhållande bland vanliga metaller
- Kostnadsöverväganden: Premiummaterial och höga bearbetningskostnader; motiveras endast för kritiska applikationer
- Bästa användningsområden: Strukturella komponenter för luft- och rymdfart, medicinska implantat, högpresterande racerkomponenter
Tekniska plastmaterial för precisionsdelar
Metalliska CNC-fräsade delar är inte alltid lösningen. Konststoffer för teknisk användning erbjuder tydliga fördelar, bland annat lägre vikt, kemisk motståndsförmåga och elektrisk isolering. Tillverkare av fräsdeler arbetar i allt större utsträckning med avancerade polymerer för att möta olika applikationskrav.
Vanliga CNC-fräsbara konststoffer inkluderar:
- Acetal (Delrin): Utmärkt dimensionsstabilitet, låg friktion, idealisk för kugghjul och lager
- Nylon: Bra slitagebeständighet och seghet; lämplig för bushingar och rullar
- PEEK: Högpresterande alternativ med exceptionell kemisk och termisk motståndsförmåga
- PTFE: Utmärkt kemisk tröghet och låg friktionskoefficient
- ABS: Kostnadseffektivt för prototyper och icke-kritiska CNC-maskindelar
- HDPE och PP: Kemikaliebeständiga alternativ för tankar och fluidhanteringsapplikationer
Matcha material mot krav för tillämpningen
Att välja mellan metall och plast – eller att välja rätt legering – kräver en avvägning av flera faktorer. Överväg dessa riktlinjer:
När CNC-fräsade metallkomponenter är lämpliga:
- Höga mekaniska laster eller spänningskoncentrationer förekommer
- Drifttemperaturen överskrider plastens gränser (vanligtvis över 121 °C)
- Elektrisk eller termisk ledningsförmåga krävs
- Ythårdhet och slitagebeständighet är avgörande
- Komponenten kräver gängning eller kommer att ta emot pressade insatsdelar
När plast erbjuder fördelar:
- Viktminskning är ett primärt konstruktionsmål
- Elektrisk isolering är nödvändig
- Kemisk påverkan skulle korrodera metaller
- Självsmörjande egenskaper minskar underhållsbehovet
- Kostnadskänslomässiga applikationer där materialens egenskaper räcker
Materialval påverkar också direkt tidplanen för ditt projekt. För liten serieproduktion eller prototypframställning minskar material som aluminium och mässing risken och kostnaden tack vare kortare maskintider och enklare inställningar. När du överväger dessa materialalternativ är nästa avgörande faktor att förstå hur toleransspecifikationer översätts till verklig prestanda – samt kostnadsimplikationer som många köpare missar.
Toleransspecifikationer och precisionkrav förklarade
Här är en fråga som skiljer erfarna köpare från nybörjare: hur stränga behöver dina toleranser verkligen vara? Att förstå toleransspecifikationer är där många inköpsbeslut går fel – antingen genom att specificera för stränga toleranser, vilket onödigt höjer kostnaderna, eller genom att specificera för generösa toleranser och få delar som inte fungerar korrekt. När du utvärderar en tillverkare av CNC-delar avslöjar deras toleranskapacitet mycket om kvaliteten på deras utrustning och processkontroll.
Standardtoleranser vs. stränga toleranser vid bearbetning
Tänk på toleranser som det acceptabla intervallet för dimensionell variation från din avsedda konstruktion. Enligt branschstandarder ligger standardtoleranser för CNC-bearbetning vanligtvis kring ±0,005 tum (0,13 mm), kontrollerade enligt ISO 2768-1 medelklass. Denna grundnivå tar hänsyn till normala variationer i maskinernas noggrannhet, termiska effekter och verktygsslitage, samtidigt som ekonomiska produktionshastigheter bibehålls.
Men vad händer när standardtoleranser inte räcker? Precisionstillverkade CNC-delar kräver specialiserade tillvägagångssätt. Högprecisionstillverkning kan uppnå toleranser så stränga som ±0,001 tum (0,025 mm), medan extremt krävande applikationer – till exempel kirurgiska instrument – kan kräva ±0,0002–±0,0005 tum (0,005–0,013 mm). Endast cirka 1 % av delarna kräver dock faktiskt toleranser inom denna extrema spann.
CNC-precisiondelar skiljer sig åt från standard-CNC-maskinbearbetade komponenter på flera avgörande sätt:
- Utrustningskrav: Högprecisionsspindlar med keramiska eller luftlager som bibehåller runout under 0,0001 tum
- Miljökontroll: Temperaturkontrollerade områden med stabilitet på ±0,5 °C
- Kvalitetsverifiering: Förstärkta kontrollprotokoll med kalibrerade mätinstrument
- Bearbetningstid: Lägre fördjupningshastigheter och varvtal för att minimera termisk deformation
När precision är allra viktigast
Inte varje funktion på din del kräver samma toleransnivå. Smart specifikation innebär att tillämpa stränga toleranser endast där funktionaliteten kräver det – t.ex. sammansättningsytor, lagerpassningar eller kritiska justeringsfunktioner – medan icke-kritiska mått bibehålls vid standardtoleranser.
Överväg dessa scenarier där precisionsbearbetade CNC-komponenter motiverar investeringen:
- Monteringsgränssnitt: Delar som måste sitta exakt med andra komponenter
- Roterande monteringsdelar: Axlar och lager som kräver specifika passningar
- Tätningsytor: Där måtnoggrannhet förhindrar läckage
- Optiska eller elektroniska höljen: Applikationer där justering är kritisk
CNC-bearbetning av stora delar medför unika utmaningar för toleranskontroll. Termisk expansion blir mer betydelsefull ju större delens dimensioner är, vilket gör temperaturstyrda miljöer ännu viktigare för att upprätthålla precision över stora arbetsstycken.
Kostnads-toleransrelationen
Här är verkligheten som de flesta köpare missar: att förstärka toleranserna bortom det som är funktionellt nödvändigt förbättrar inte din komponent – det ökar endast dina kostnader. Enligt data från precisionsbearbetning ökas kostnaderna med 25–50 % vid övergång från standard-CNC-bearbetning till temperaturreglerad bearbetning, medan uppnåendet av de strängaste toleranserna med full miljökontroll kan öka kostnaderna med 100–200 %.
Tabellen nedan förklarar vad olika toleransklasser innebär för ditt projekt:
| Toleransomfång | Typiska Tillämpningar | Kostnadspåverkan | Krävd utrustning |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Allmänna industriella delar, fästen, höljen | Baslinjen | Standard-CNC-utrustning, normal verkstadsomgivning |
| ±0,005 tum (±0,13 mm) | Funktionella monteringsdelar, bilkomponenter | ökning med 10–25 % | Väl underhållna maskiner, klimatövervakning |
| ±0,002 tum (±0,05 mm) | Högpresterande fordonsteknik, industriell utrustning | 50–100 % ökning | Precisionsspindlar, temperaturkontroll ±3 °C |
| ±0,001" (±0,025 mm) | Aerospace-komponenter, medicintekniska apparater | 100–150 % ökning | Högprecisionmaskiner, förbättrad fästning |
| ±0,0005 tum (±0,013 mm) | Kirurgiska instrument, optisk utrustning | 150–200 % ökning | Full miljökontroll, vibrationsisolering |
Materialval påverkar också de toleranser som kan uppnås. CNC-precisionsslipade delar i aluminium uppnår lättare strängare toleranser än titan på grund av skillnader i bearbetbarhet. Plaster medför ytterligare utmaningar—deras flexibilitet och känslighet för temperaturförändringar begränsar ofta de praktiska toleranserna till ISO 2768-1, medelklass.
När du kommunicerar med tillverkare ska du inkludera en toleranstabell direkt på dina 2D-ritningar där du anger vilka mått som är kritiska. Detta förhindrar överdrivna toleranskrav och hjälper tillverkare att ge korrekta offertförslag. Att förstå dessa toleransdynamiker förbereder dig för nästa avgörande övervägande: hur olika branscher ställer specifika krav som påverkar valet av tillverkare utöver allmänna maskinbearbetningsförmågor.
Branschspecifika krav för tillverkning av CNC-delar
Har du någonsin lagt märke till hur en lokal verkstad för bilmekanik hanterar projekt på ett annat sätt än en anläggning som tillverkar kirurgiska instrument? Det är ingen slump. Olika branscher ställer helt olika krav på sina leverantörer av CNC-delar – och att förstå dessa skillnader hjälper dig att identifiera leverantörer som verkligen är kvalificerade för ditt specifika användningsområde, snarare än de som bara påstår att de har breda kapaciteter.
Bearbetningsstandarder för bilindustrin
När du köper komponenter för biltillämpningar blir konsekvens vid stor skala avgörande. Oavsett om du söker en verkstad för bilmekanik i närheten eller utvärderar globala leverantörer kräver bearbetning för bilindustrin specifika kompetenser som allmänna tillverkningsverkstäder kanske saknar.
Bilsektorn opererar enligt IATF 16949 – den globala standarden för kvalitetsstyrning inom bilindustrin, som kombinerar principerna i ISO 9001 med branschspecifika krav. Denna certifiering är inte bara papper; den representerar en grundläggande förpliktelse att:
- Defektminimering: System som är utformade för att upptäcka problem innan de når er monteringslinje
- Kontinuerlig förbättring: Dokumenterade processer för pågående effektivitets- och kvalitetsförbättringar
- Leverantörsövervakning: Strikta kvalificerings- och övervakningsrutiner för materialkällor
- Produktspårbarhet: Fullständig dokumentation från råmaterial till färdig komponent
En motormaskinverkstad som arbetar med drivlinskomponenter står inför andra utmaningar än en konstruktionsverkstad som tillverkar karosseriplåtar. CNC-maskinbearbetade bilkomponenter måste klara vibrationer, termisk cykling och mekanisk belastning under hundratusentals miles. Det innebär att tillverkare behöver robusta processkontroller som säkerställer att varje komponent – oavsett om det är den första eller den tiotusende – uppfyller identiska specifikationer.
Krav på tillverkning av medicintekniska produkter
Tillverkning av medicintekniska produkter sker i en regleringsmiljö där fel kan få livsbestämmande konsekvenser. Risken kräver certifieringsramverk som är långt striktare än de som gäller för allmänna industriella tillämpningar.
ISO 13485 är den definitiva standarden för kvalitetsledning inom tillverkning av medicintekniska produkter. Denna certifiering kräver:
- Riskhantering: Systematisk identifiering och minskning av potentiella felmoder
- Designkontroller: Dokumenterad validering som säkerställer att komponenter fungerar som avsett
- Fullständig spårbarhet: Varje komponent är spårbar till specifika materialpartier, maskiner och operatörer
- Klagomålshantering: Formella processer för utredning och hantering av kvalitetsproblem
- Sterilitetsöverväganden: Val av material och ytytor som stödjer steriliseringskraven
Utöver ISO 13485 måste anläggningarna överensstämma med FDA:s 21 CFR Del 820 – kvalitetssystemregleringen för tillverkning av medicintekniska produkter i USA. Dessa kombinerade krav säkerställer att kirurgiska instrument, implantat och diagnostisk utrustning uppfyller strikta säkerhets- och prestandakrav.
Precision krävs på luftfartsnivå
Luftfartsindustrins tillverkning representerar kanske den mest krävande certifieringsmiljön inom precisionsbearbetning. När komponenter ska fungera på 30 000 fot är kvalitet inte förhandlingsbar – den är livsviktig.
AS9100 bygger vidare på ISO 9001:s grund, men lägger till luft- och rymdfartssektors-specifika krav som skiljer kvalificerade tillverkare från allmänna maskinverkstäder:
- Konfigurationshantering: Strikta kontroller som säkerställer att konstruktionsändringar dokumenteras och implementeras på rätt sätt
- Första provningsinspektion (FAI): Omfattande verifiering av att produktionsdelar överensstämmer med godkända konstruktioner
- Förebyggande av främmande föremål och skräp (FOD): Protokoll som förhindrar förorening av kritiska monteringsenheter
- Förfalskningsförebyggande: Kontroller av leveranskedjan för att säkerställa materialäkthet
- Kontroller av särskilda processer: Förstärkt tillsyn av värmebehandling, beläggning och andra kritiska processer
Många luft- och rymdfartsprogram kräver även NADCAP-ackreditering för specialprocesser. Till skillnad från allmänna certifieringar undersöker NADCAP processspecifika kontroller på detaljnivå – vilket validerar att värmebehandling, kemisk behandling och icke-destruktiv provning uppfyller branschens högsta standarder.
För arbete som rör försvarsfrågor läggs ITAR-kompatibilitet (International Traffic in Arms Regulations) till som en ytterligare nivå. ITAR reglerar hanteringen av känslig teknisk information och komponenter och kräver registrering hos USA:s utrikesdepartement samt strikta protokoll för informationssäkerhet.
Jämförelse av certifieringar: Anpassning av krav till användningsområden
Att förstå vilka certifieringar som är relevanta för ditt användningsområde förhindrar både onödiga kostnader för överkvalificering och risken för underkvalificerade leverantörer:
| Certifiering | Primärbransch | Nyckelområden | Varför det är viktigt |
|---|---|---|---|
| ISO 9001 | Allmän tillverkning | Kvalitetsledningssystem, kontinuerlig förbättring | Grundläggande certifiering som visar engagemang för kvalitet |
| IATF 16949 | Bilindustrin | Felpreventiv åtgärder, leverantörsövervakning, spårbarhet | Krävs av stora OEM:er; 67 % av bilindustrans OEM:er kräver minst ISO 9001 |
| AS9100 | Luftfart | Riskhantering, konfigurationskontroll, FAI (First Article Inspection) | Väsentlig för deltagande i luft- och rymdfartsleveranskedjan |
| ISO 13485 | Medicintekniska produkter | Riskhantering, spårbarhet, efterlevnad av lagstiftning | Krävs för FDA-reglerade komponenter till medicintekniska apparater |
| Nadcap | Aerospace/Försvar | Ackreditering för särskilda processer | Verifierar förmågan att utföra värmebehandling, icke-destruktiv provning (NDT) och kemisk behandling |
| ITAR | Försvar | Informationssäkerhet, exportkontroller | Obligatoriskt för teknisk data och komponenter inom försvarssektorn |
Här är vad många köpare missar: certifieringar är inte utbytbara. En bilmaskinverkstad med IATF 16949-certifiering visar på branschspecifika kompetenser inom bilindustrin, men denna certifiering kvalificerar inte verket för luft- och rymdindustriarbete som kräver AS9100. På samma sätt kan en konstruktionsverkstad med endast ISO 9001-certifiering sakna de specialiserade kvalitetssystem som krävs för medicintekniska eller luft- och rymdindustriella applikationer.
Enligt branschforskning verkstäder med branschspecifika certifieringar vinner i genomsnitt 15 % fler avtal än verkstäder med endast allmänna kvalitetscertifieringar. Investeringen i specialiserad certifiering signalerar både kompetens och engagemang – något som inköpsavdelningar erkänner.
När du utvärderar potentiella tillverkningspartners bör du verifiera deras certifieringar direkt – begär kopior av certifikaten och bekräfta deras aktuella status hos de myndigheter som utfärdade dem. Denna grundliga granskning blir ännu viktigare när du överväger ytbearbetningsalternativ, vilka påverkar både delarnas prestanda och efterlevnaden av regleringskrav i krävande applikationer.
Ytbearbetningsalternativ för CNC-fräsade delar
Du har valt rätt process, material och toleranser – men det finns en sista faktor som kan göra eller bryta ditt projekt. Ytbearbetning omvandlar råa CNC-fräsade delar från funktionella komponenter till färdiga produkter som är redo för montering eller slutanvändning. Att förstå dina alternativ hjälper dig att kommunicera specifikationerna tydligt till alla tillverkare av CNC-fräsade delar och säkerställer att dina delar fungerar exakt som avsett.
Funktionella jämfört med estetiska ytbearbetningar
Här är en skillnad som många köpare missar: inte alla ytytor har samma syfte. Vissa ytytor förbättrar främst utseendet, medan andra ger avgörande funktionella fördelar, till exempel korrosionsskydd eller förbättrad slitbeständighet. Smart specifikation innebär att välja baserat på dina faktiska krav snarare än att automatiskt välja dyra alternativ som du inte behöver.
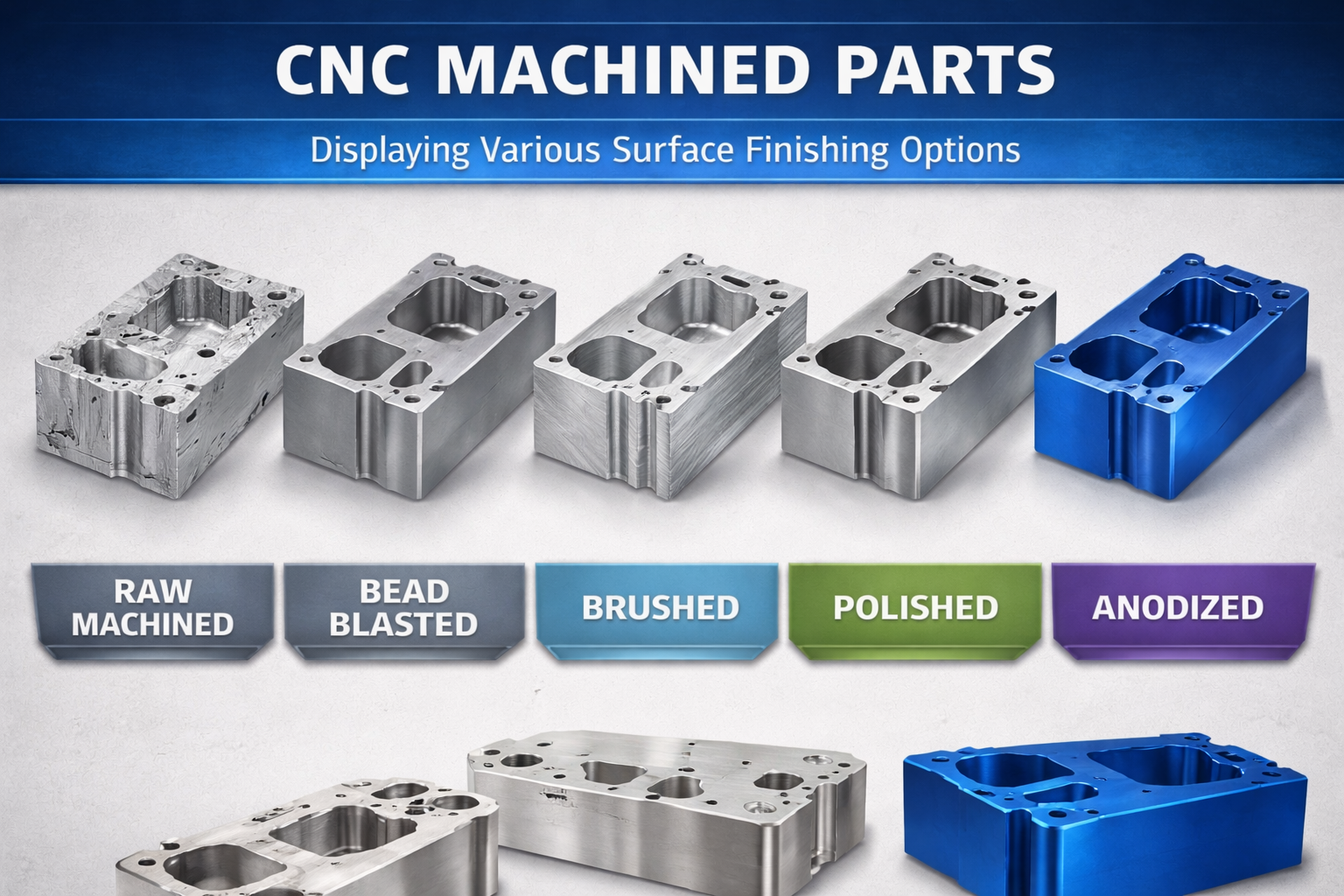
Ytfinish direkt efter bearbetning
Det mest ekonomiska alternativet lämnar CNC-fräsade delar med den ytextur som skapas under bearbetningen. Enligt branschens standarder för ytytor ligger typiska 'som-frästa' ytor vanligtvis mellan 1,6 μm Ra (branschens standard för allmänna applikationer) och 3,2 μm Ra för delar där ytkvaliteten inte är kritisk. Denna yta fungerar väl när:
- Delarna kommer att vara dolda från sikten i slutmonteringen
- Ytexturen påverkar inte funktionen
- Budgetbegränsningar prioriterar kostnadsminskning
- Delarna kommer att få ytterligare ytbearbetning senare i leveranskedjan
Polering och polering
När visuell tilltalande utformning är viktig tar polering bort bearbetningsmärken och skapar släta, glänsande ytor. Att uppnå en ytjämnhet på 0,4 μm Ra ger en nästan spegelblank yta, vilket är avgörande för komponenter där minimal friktion eller premiumutseende krävs. Denna släthet medför dock en kostnad – polering ökar vanligtvis avsevärt bearbetningstiden och kostnaden för fräsade delar.
Klottring
Denna mekaniska process driver glaskulor mot delens yta och skapar en enhetlig matt struktur. Kulstrålning tar effektivt bort mindre ytytdefekter samtidigt som den förbereder delar för efterföljande beläggningsprocesser. Den är särskilt populär för CNC-fräsade produkter där ett konsekvent, icke-reflekterande utseende önskas utan kostnaden för polering.
Skyddande beläggningar för hårda miljöer
När dina delar utsätts för frätande kemikalier, utomhusexponering eller krävande driftsförhållanden blir skyddande ytbearbetningar nödvändiga snarare än valfria.
Anodisering
Anodisering skapar ett slitstarkt oxidlager på aluminiumdelar, vilket kraftigt förbättrar korrosionsbeständigheten och yrdens hårdhet. Tre typer används för olika ändamål:
- Typ I (Kromsyra): Tunnaste beläggning som bevarar stränga toleranser; föredras för luft- och rymdfartsapplikationer där utmattningsskapande beständighet krävs
- Typ II (svavelsyra): Vanligaste alternativet som balanserar kostnad och prestanda; tar upp färgade färger för estetisk anpassning
- Typ III (Hårdbehandling): Tjockast och slitstarkast lager för industriella och militära applikationer som kräver extrem slitbeständighet
Pulverlackering
Denna mångsidiga ytbearbetning appliceras som torrt pulver med elektrostatisk laddning innan det härdas genom uppvärmning till ett slitstarkt skyddslager. Pulverbeläggning ger exceptionell hållbarhet mot slagpåverkan, kemikalier och UV-strålning. Med ett stort urval av färgalternativ erbjuder den både funktionellt skydd och visuell attraktivitet – vilket gör den idealisk för konsumentprodukter och utrustning för utomhusbruk.
Beklädningsalternativ
Metallplätering avsätter tunna lager av skyddande eller funktionella metaller på delarnas ytor:
- Elektrolysfri nickel: Jämn beläggning utan elektrisk ström; ger utmärkt korrosionsbeständighet och hårdhet över komplexa geometrier
- Kromplätering: Ger blanka, reflekterande ytor med god slitbeständighet
- Zinkbeläggning: Kostnadseffektiv korrosionsskyddslösning som ofta används i automobilapplikationer
- Guldbeläggning: Överlägsen elektrisk ledningsförmåga för elektroniska kontakter
Passivering
För rostfritt stål som är CNC-fräsade förbättrar passivering den naturliga korrosionsbeständigheten genom att ta bort fritt järn från ytan och främja bildningen av ett skyddande oxidlager. Denna kemiska behandling är avgörande för medicinska och livsmedelsrelaterade komponenter där förebyggande av kontaminering är kritiskt.
Ytbehandling vald efter applikation
Att välja rätt ytbehandling kräver en balans mellan skyddskrav, estetiska krav och budgetbegränsningar. Tabellen nedan ger vägledning för att matcha ytbehandlingar med vanliga applikationer:
| Slutförandetyp | Skyddsnivå | Utseende | Bästa användningsområden | Relativ kostnad |
|---|---|---|---|---|
| Som fräst | Låg | Synliga verktygsmärken; funktionell utseende | Inre komponenter, prototyper, dolda delar | $ |
| Klottring | Låg-Medel | Enhetlig matt struktur | Konsumentelektronik, förberedelse inför ytbehandling | $$ |
| Polering | Låg | Högglänsande, spegelaktig yta | Medicinska apparater, dekorativa komponenter, optiska höljen | $$$ |
| Anodisering (typ II) | Måttlig-Hög | Matt eller satinerad; tillgänglig i flera färger | Luft- och rymdfartsbryggor, konsumentprodukter, elektronikhöljen | $$ |
| Anodisering (typ III) | Mycket hög | Vanligtvis mörkgrå eller svart | Militär utrustning, industriell maskinering, slitageytor | $$$ |
| Pulverlackering | Hög | Bred färgpalett; slät eller strukturerad | Utomhusutrustning, bilkomponenter, konsumentvaror | $$ |
| Lösnikkelplätering | Hög | Lysande metallisk yta | Komplexa geometrier, hydrauliska komponenter, ventiler | $$$ |
| Krombelagd | Måttlig-Hög | Högreflekterande, spegelglatta | Biltrim, dekorativa beslag | $$$$ |
| Zinkbeläggning | Medium | Silverblå eller gul kromat | Fästdon, hållare, bilens undersida-komponenter | $$ |
Enligt uppskattningarna av ytbehandlingskostnader ligger kostnaden för enkla ytor, t.ex. strålbehandling, vanligtvis mellan 30 och 50 USD per del, medan anodisering eller elektrolytisk nickellackering kan stiga till 100–200 USD per del beroende på storlek och komplexitet. Att planera för dessa kostnader redan i designfasen förhindrar budgetöverraskningar.
Val av yta påverkar också ledtider. Enkla ytor lägger till några timmar till produktionen, medan komplexa behandlingar som anodisering eller galvanisering förlänger tidsramen med 24–48 timmar – exklusive förberedelse och härdning. När du utvärderar leverantörer bör du bekräfta om de utför ytbehandlingarna inomhus eller om de är outsourcade, vilket kan innebära extra transporttid och ökad koordineringskomplexitet.
Att förstå avslutningsalternativen förbereder dig för den nästa avgörande faktorn vid val av tillverkare: hur olika kostnadsdrivare kombineras för att fastställa din slutgiltiga pris per del – och var möjligheterna finns att optimera dina investeringar utan att offra kvalitet.
Kostnadsfaktorer som påverkar prissättningen av CNC-delar
Här är en fråga som överraskar många köpare: varför får två tydligt liknande delar helt olika offertpriser? Svaret ligger i att förstå de dolda kostnadsdrivarna som påverkar prissättningen av CNC-maskinerade delar. Oavsett om du arbetar med en lokal tillverkare av maskinerade delar eller en global CNC-maskinverkstad påverkar samma grundläggande faktorer din slutgiltiga faktura.
De verkliga kostnadsdrivarna inom CNC-tillverkning
När du begär en offert för anpassade CNC-maskinerade delar utvärderar tillverkare flera variabler som sammanräknas till din pris per del. Enligt branschprisanalys , rangordnas dessa faktorer från högst till lägst påverkan:
- Designkomplexitet: Intrikata design med detaljerade funktioner eller komplexa geometrier kräver omfattande programmering, ytterligare maskininställningar och ibland specialverktyg. Enkla design kostar ungefär 20 USD per timme att bearbeta, medan komplexa delar höjer kostnaden till 35–70 USD per timme.
- Materialval: Råmaterialkostnaderna varierar kraftigt – aluminium kostar 5–10 USD per pund, medan rostfritt stål kostar 8–16 USD per pund. Utöver materialpriset påverkar bearbetbarheten cykeltiden och verktygsslitage, vilket förstärker kostnaderna.
- Toleranskrav: Strängare toleranser kräver långsammare bearbetningshastigheter, frekventa verktygsbyten och förbättrade kvalitetskontroller. Att ange ±0,001 tum istället för ±0,005 tum kan öka bearbetningstiden med 50 % eller mer.
- Produktionsvolym: Fastkostnader som programmering och inställning fördelas över alla enheter. Vid små serier blir kostnaden per enhet högre, medan stora serier drar nytta av skaleffekter.
- Maskintyp: Treaxliga maskiner kostar vanligtvis 10–20 USD per timme, medan femaxliga maskiner kostar 20–40 USD per timme på grund av deras avancerade funktioner och driftskomplexitet.
- Krav på efterbehandling: Varje extra ytbehandling – anodisering, beläggning, polering – ökar arbetsinsatsen, maskintiden och materialkostnaderna för ditt projekt.
Att förstå denna hierarki hjälper dig att prioritera var du ska optimera. En liten förändring i konstruktionskomplexiteten ger ofta större kostnadsbesparingar än en byt av material.
Prissättning baserat på volym och ekonomier i stora skalor
Tänk dig att beställa en prototyp jämfört med att beställa 1 000 serietillverkade delar. Programmering, CAD-förberedelse och maskininställning sker endast en gång – oavsett antal. Detta skapar ett omvänt förhållande mellan ordervolym och styckkostnad, vilket experter inom tillverkning av maskindelar känner igen som den mest kraftfulla kostnadsdrivande faktorn som finns.
Så här ser siffrorna ut i praktiken:
- Enhet i sig: Fullständiga inställnings- och programmeringskostnader täckta av en enda del – högst styckpris
- 5 enheter: Styckpriset sjunker med cirka 50 % jämfört med priset för en enskild enhet
- 100 enheter: Inställningskostnaderna blir försumbara per enhet; material och cykeltid dominerar prissättningen
- 1 000+ enheter: Priset per enhet kan sjunka till 10–20 % av priset för en enskild enhet
För bearbetade delar som är avsedda för serieproduktion minskar sammanläggning av beställningar till större partier – även om det innebär att man behöver lagra vissa komponenter – ofta de totala projekt kostnaderna väsentligt. Många tillverkare av CNC-bearbetade delar erbjuder prisstrukturer med flera nivåer som belönar volymkommitteringar.
Små orderkvantiteter innebär också praktiska utmaningar. Enligt branschdata kräver många leverantörer minimibeställningsmängder som kan överstiga vad du behöver för lågvolymsproduktion. Vid prototypframställning bör du ta hänsyn till denna verklighet i ditt urval av leverantörer.
Balansera kvalitet mot budget
Varje designbeslut du fattar innan du skickar filerna till en fabrik för CNC-bearbetning påverkar tillverkningsbarheten – och kostnaden. Kunniga köpare optimerar sina konstruktioner för produktion istället för att se bearbetning som en eftertanke.
Överväg dessa designstrategier för att minska kostnaderna utan att offra funktionalitet:
- Undvik djupa hålrum: Hålrumsutrymmen med en djupnivå som är betydligt större än bredden kräver specialverktyg och långsammare bearbetningshastigheter
- Använd standardhålstorlekar: Genom att följa standardborrstorlekar (steg om 1/64 tum) undviks behovet av specialverktyg
- Runda inre hörn: Skarpa inre hörn kräver specialverktyg och ökar komplexiteten – avrunda dessa kanter
- Öka väggtjockleken: Delar med tunna väggar kräver mer exakt kontroll och specialanpassad fixtur, vilket höjer kostnaderna
- Begränsa gängning: Varje gängat inslag ökar bearbetningstiden; överväg alternativa fästmetsoder där det är möjligt
- Utelämna onödig text: Prägling eller gravering ökar maskintiden utan funktionell nytta, om inte identifiering krävs
Sambandet mellan ledtider och prissättning förtjänar också uppmärksamhet. Standardledtider gör det möjligt for tillverkare att schemalägga ditt arbete effektivt tillsammans med andra projekt. Snabba beställningar – särskilt de som kräver expedierad materialinköp eller övertidsarbete – kan öka kostnaderna med 25–50 % eller mer. Att planera i förväg är fortfarande den mest överlookade kostnadsminskningsstrategin.
När du jämför offertförslag för anpassade CNC-fräsade delar mot standardkatalogkomponenter bör du komma ihåg att anpassat arbete per definition innebär programmerings- och installationskostnader. Anpassade delar levererar dock exakt vad ditt applikationsfall kräver, vilket potentiellt kan eliminera sekundära bearbetningsoperationer eller monteringssteg som standardkomponenter annars skulle kräva.
Ett praktiskt tillvägagångssätt innebär att använda denna formel för att uppskatta om ett projekt är ekonomiskt rimligt:
Uppskattad kostnad = (Materialkostnad + Installationskostnad) + (Frästid × Timkostnad) + Ytbehandlingskostnad
Denna uppdelning hjälper dig att identifiera vilka kostnadsbeståndsdelar som erbjuder störst potential för optimering för ditt specifika projekt. Med denna förståelse för kostnadsdrivande faktorer är du rustad att utvärdera potentiella tillverkningspartners utifrån faktorer som verkligen spelar roll – deras kompetenser, kvalitetssystem och förmåga att leverera konsekventa resultat till konkurrenskraftiga priser.

Hur man väljer rätt tillverkare av CNC-delar
Du behärskar nu de tekniska grunden – processer, material, toleranser och ytytor. Nu kommer det beslut som avgör om all den kunskapen överförs till framgångsrika delar: att välja rätt tillverkningspartner. Att välja en leverantör av CNC-maskinerade delar handlar inte enbart om att hitta det lägsta offertpriset. Det handlar om att identifiera en partner vars kompetenser, kvalitetssystem och kommunikationsrutiner är i linje med dina projektkrav.
Utvardering av tillverkarens möjligheter
När du bedömer potentiella tillverkare av maskinbearbetade delar behöver du en systematisk ansats som går utöver ytliga påståenden. Enligt branschens bästa praxis kräver utvärdering av CNC-leverantörer att man undersöker flera dimensioner av deras verksamhet.
Utrustnings- och teknikbedömning
En leverantör av maskinbearbetade delar som är utrustad med avancerade fleraxliga bearbetningscenter visar på förmågan att hantera komplexa geometrier. Men stanna inte vid antalet maskiner – undersök dessa specifika faktorer:
- Maskinens ålder och skick: Nyare utrustning upprätthåller vanligtvis strängare toleranser med mindre driftstopp
- Integrering av CAD/CAM-programvara: Modern programvara möjliggör snabbare programmering och färre översättningsfel från dina konstruktionsfiler
- Automationsmöjligheter: Robotbaserad beläggning, pallsystem och obemannad bearbetning (lights-out machining) indikerar produktionseffektivitet
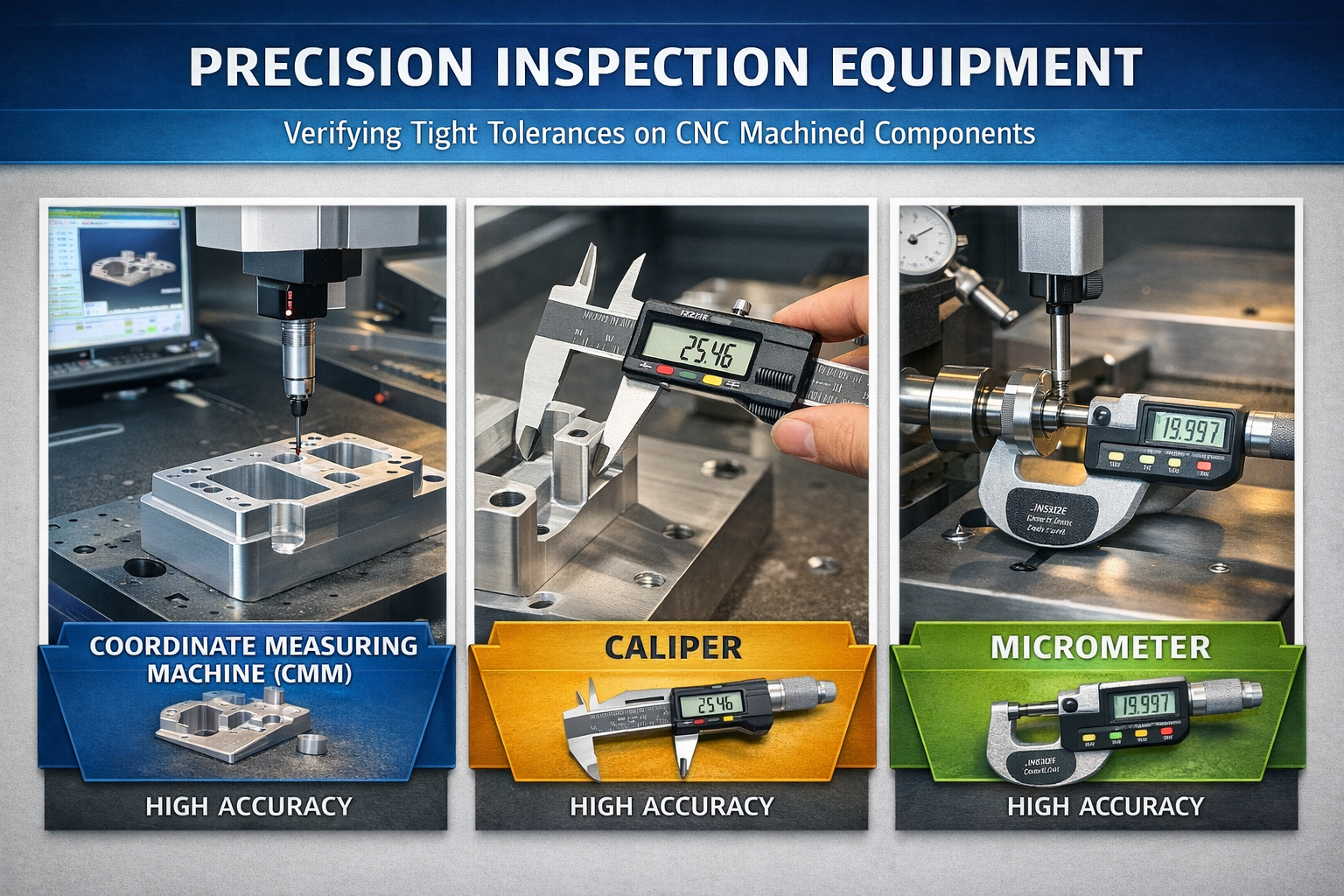
- Inspektionsutrustning: Koordinatmätmaskiner (CMM), optiska jämförare och ytråhetstestare verifierar påståenden om precision
Materialkunskap utgör en annan avgörande indikator på kompetens. Tillverkare av maskinbearbetade komponenter med erfarenhet av just ditt material – oavsett om det gäller aluminium, titan eller tekniska plastmaterial – kan förutse bearbetningsutmaningar och optimera processerna därefter. En bred materialportfölj visar på teknisk kompetens och flexibilitet över olika applikationer.
Utveckling av produktionskapacitet
Kan tillverkaren hantera både dina nuvarande beställningar och framtida tillväxt? Utvärdera följande kapacitetsindikatorer:
- Antal maskiner som är ägnade åt din komponenttyp (fräsning, svarvning eller EDM)
- Skiftschema – enskilt skift, dubbel- eller dygnetrunt-drift
- Nuvarande kapacitetsutnyttjande och typiska ledtider
- Skalbarhet från prototypkvantiteter till produktionsvolymer
En leverantör med skalbar kapacitet minskar risken för flaskhalsar när ditt projekt går från prototypfas till full produktion. För bilspecifika applikationer är tillverkare som Shaoyi Metal Technology exemplifierar denna förmåga genom att erbjuda snabb prototypframställning med ledtider så korta som en arbetsdag, samtidigt som den skalar sömlöst upp till volymproduktion – en kombination som stödjer agila produktutvecklingscykler.
Kvalitetssystem som spelar roll
Utöver certifieringar som visas på webbplatser krävs förståelse för hur tillverkare faktiskt implementerar kvalitetskontroll för att skilja pålitliga partners från de som endast uppfyller efterlevnadskraven.
Statistisk processkontroll (spc)
SPC (statistisk processkontroll) utgör guldstandarden för processövervakning inom precisionsframställning. Istället for att kontrollera delar efter färdigställning – när fel redan har uppstått – övervakar SPC processvariabler i realtid, vilket gör att operatörer kan upptäcka avvikelser innan de leder till felaktiga delar.
Enligt forskning inom kvalitetsstyrning , ger effektiv SPC-implementation mätbara fördelar:
- Tidig upptäckt av verktygsnötning innan den påverkar dimensionsnoggrannheten
- Processkapacitetsmått (Cpk-värden) som visar konsekvent prestanda
- Trendanalys som förhindrar drift mot toleransgränserna
- Dokumentation som stödjer spårbarhetskraven
När du utvärderar en potentiell leverantör av CNC-maskinbearbetade komponenter bör du fråga om deras implementering av statistisk processkontroll (SPC). Tillverkare med kvalitetssystem som stöds av SPC – till exempel anläggningar certifierade enligt IATF 16949 – visar ett engagemang för att förebygga fel snarare än endast upptäcka dem.
Inspektionsprotokoll
En robust inspektionsprocess går längre än att äga dyrt utrustning. Undersök tillverkarens inspektionsarbetsflöde:
- Första provningsinspektion (FAI): Komplett dimensionell verifiering innan produktionsomgångar påbörjas
- Underproduktionsinspektion: Regelbundna kontroller under produktionen för att upptäcka problem tidigt
- Slutinspektion: Fullständig verifiering mot dina specifikationer innan leverans
- Dokumentation: Inspektionsrapporter, materialcertifikat och spårbarhetsregister
Leverantörer av högsta klass håller klagorater långt under branschnivåerna tack vare systematiska kvalitetsarbetsmetoder. Dubbeltestningsförfaranden – inspektion vid tillverkningsstället följt av oberoende verifiering – minskar andelen fel som når kunderna till en bråkdel av en procent.
Röda flaggor att titta efter
Erfarenhet lär köpare att känna igen varningssignaler som förutsäger framtida problem. Observera dessa indikatorer under din utvärdering:
- Otydliga påståenden om kapacitet: Tillverkare som inte kan ange toleranskapacitet eller materialkompetens kan sakna verklig kompetens
- Prissättning betydligt under konkurrenternas: Orealistiskt låga offertpriser signalerar ofta kompromisser när det gäller material, kvalitetskontroll eller dolda avgifter som dyker upp senare
- Ovilja att lämna referenser: Etablerade leverantörer delar gärna med sig av kontaktuppgifter till kunder för att verifiera deras kapacitet
- Dålig kommunikationsrespons: Långsamma eller ofullständiga svar under offertprocessen förutsäger ofta liknande problem under produktionen
- Saknade eller utgångna certifikat: Verifiera alltid att certifikaten är aktuella direkt hos de myndigheter som utfärdat dem
- Ingen dedicerad projektledning: Komplexa CNC-komponenter kräver teknisk vägledning under hela produktionsprocessen – leverantörer utan ingenjörsstöd lämnar dig att hantera problemen ensam
Enligt leverantörsutvärderingsforskning är transparenta prissättningssystem lika viktiga som det slutgiltiga priset. En detaljerad offert som bryter ner materialkostnader, bearbetningstid och avslutningsarbete indikerar en leverantör som förstår sin egen kostnadsstruktur – och som därför kan bibehålla konsekvent prissättning och kvalitet.
Bygga produktiva leverantörsrelationer
Att hitta rätt tillverkare är bara början. Att maximera värdet kräver att bygga samarbetsbaserade relationer som gynnar båda parter.
Kommunikationspraxis
Tydlig kommunikation förhindrar missförstånd som leder till förseningar, omarbete och frustration. Utvärdera potentiella partners utifrån följande aspekter:
- Svarstid på tekniska frågor
- Tillgänglighet av ingenjörsstöd för designoptimering
- Proaktiv kommunikation om produktionsstatus eller potentiella problem
- Språkkompetens som matchar ditt teams behov
Leverantörer som erbjuder dedikerade projektledare ger bättre vägledning under design- och produktionsfaserna. Denna enskilda kontaktperson förenklar samordningen och säkerställer att dina krav inte går förlorade i översättningen mellan olika avdelningar.
Fördelar med långsiktiga partnerskap
Att behandla inköp av CNC-maskindelar som en transaktionell aktivitet begränsar det värde du kan dra ut ur tillverkningsrelationer. Långsiktiga partnerskap ger fördelar som engångsbeställningar inte kan erbjuda:
- Processoptimering: Leverantörer som är bekanta med dina delar förbättrar kontinuerligt effektiviteten
- Prioriterad schemaläggning: Etablerade relationer innebär ofta förmånlig behandling vid kapacitetsbegränsningar
- Designindata: Erfarna partners upptäcker tillverkningsrelaterade problem innan de blir kostsamma
- Lagerprogram: Ramavtal och kanban-arrangemang minskar dina lagerhållningskostnader
Tillverkarens utvärderingschecklista
Använd denna omfattande checklista när du jämför potentiella leverantörer av CNC-maskinkomponenter:
| Utvärderingskategori | Viktiga frågor | Vad man ska leta efter |
|---|---|---|
| Tekniska kapabiliteter | Vilka maskintyper och axelkonfigurationer finns tillgängliga? Vilka CAD/CAM-system används? | Maskiner med flera axlar, modern mjukvara, automatiseringsfunktioner |
| Materiell expertis | Vilka material bearbetar ni regelbundet? Kan ni ange exempel? | Erfarenhet av era specifika material; ett brett sortiment indikerar mångsidighet |
| Kvalitetscertifieringar | Vilka branschcertifieringar innehar ni? När genomfördes den senaste revisionen? | Nuvarande minstkrav är ISO 9001; IATF 16949 för fordonsindustrin; AS9100 för luft- och rymdfarten |
| Kvalitetsystem | Hur implementerar ni statistisk processkontroll (SPC)? Vilken kontrollutrustning använder ni? | Koordinatmätmaskin (CMM)-funktioner, dokumenterade SPC-procedurer, inspektionsprotokoll under bearbetningen |
| Produktionskapacitet | Vad är typiska ledtider? Kan ni skala upp från prototyp till serieproduktion? | Realistiska tidsramar, demonstrerad skalbarhet, beredskapsplanering |
| Kommunikation | Vem blir min primära kontaktperson? Hur hanterar ni tekniska frågor? | Dedikerad projektledning, tillgänglighet av teknisk support och snabb respons |
| Pristransparens | Kan ni ange en detaljerad kostnadsfördelning? | Tydlig separation av materialkostnader, bearbetningskostnader, ytbehandlingskostnader och installationskostnader |
| Referenser | Kan ni ange kundreferenser? Vad är er leveransnoggrannhet i tid? | Verifierbara referenser, leveransmått över 95 %, låga klagomålsfrekvenser |
För köpare som söker CNC-komponenter till bilar ger IATF 16949-certifiering avgörande säkerhet för att leverantören är förberedd på branschens krävande krav. Tillverkare som Shaoyi Metal Technology kombinerar denna certifiering med kvalitetssystem stödda av statistisk processkontroll (SPC) samt snabb prototypframställning – en kombination som köpare bör eftersträva när de bygger bilindustrins leveranskedjor med balans mellan hastighet, kvalitet och kostnadseffektivitet.
Med en systematisk ansats för tillverkarens bedömning i hand är du redo att gå från bedömning till åtgärd. Det sista steget innebär att översätta dina krav till tydliga specifikationer och etablera produktiva arbetsrelationer som ger konsekventa resultat över tid.
Att vidta åtgärder för dina CNC-delar
Du har tagit till dig de kritiska faktorerna som de flesta köpare missar – nu är det dags att sätta den kunskapen i praktiken. Att gå från forskning till resultat kräver en strukturerad ansats som omvandlar din förståelse av CNC-fräsade delar till framgångsrika projektresultat. Låt oss kartlägga exakt hur du ska gå tillväga.
Din vägledning för inköp av CNC-delar
Redo att köpa din nästa CNC-del? Följ denna beprövade sekvens för att minimera risker och maximera resultat:
- Slutför dina konstruktionsfiler: Förbered fullständiga CAD-modeller i universella format (STEP, IGES) med tillhörande 2D-ritningar som anger kritiska toleranser, ytytor och materialkrav
- Definiera dina specifikationer tydligt: Dokumentmaterialklass, toleranskrav för varje kritisk dimension, ytfinishspecifikationer och eventuella krävda bransccertifieringar
- Identifiera potentiella tillverkare: Välj ut leverantörer baserat på deras utrustningskapacitet, relevanta certifieringar och erfarenhet av just din specifika applikation
- Begär detaljerade offertförslag: Skicka ut förfrågningar om offert (RFQ) med fullständig dokumentation och begär en uppdelad kostnadsöversikt där material, bearbetning och finish anges separat
- Utveckla och jämför svar: Bedöm teknisk kapacitet, kvalitetssystem, kommunikationsresponsivitet och totalt värde – inte bara pris
- Utför grundlig granskning: Verifiera certifieringar, begär referenser och bekräfta ledtidsåtaganden innan beställningar placeras
- Börja med prototypvalidering: Beställ provmängder för att verifiera målnoggrannhet och ytfinishkvalitet innan du går över till produktionsvolymerna
Från specifikation till produktion
Tydlig kommunikation förhindrar kostsamma missförstånd. När du skickar in dina krav på CNC-bearbetade delar ska du inkludera följande väsentliga element:
- Toleranstabeller: Ange vilka mått som är kritiska jämfört med standardmått – undvik överdrivna toleranser för icke-funktionella funktioner
- Materialcertifieringar: Ange om du kräver provrapporter från valsverket eller särskild spårbarhet för material
- Inspektionskrav: Definiera kraven på första-artikelkontroll samt förväntningarna på kontinuerlig kvalitetsdokumentation
- Överväganden vid montering av bearbetade delar: Om din komponent samverkar med andra delar, ange ritningar på de ingående delarna eller ge monteringskontext
Enligt experter på designförberedelse kan samråd med tillverkarens teknologer under designfasen minska kostnaderna med 20–30 % samtidigt som tillverkningsbarheten förbättras. Denna samarbetsbaserade ansats upptäcker potentiella problem innan de blir kostsamma produktionsproblem.
Ta nästa steg
Utrustad med de nio avgörande faktorerna som behandlas i den här guiden är du väl förberedd att fatta informerade inköpsbeslut som balanserar kvalitet, kostnad och pålitlighet. Oavsett om du behöver en enda CNC-maskindel för prototypframställning eller tusentals produktionskomponenter är principerna desamma: ange kraven tydligt, utvärdera systematiskt och bygg relationer med kompetenta partners.
För bilstillämpningar som kräver precisionschassinmonteringar, anpassade metallbussningar eller andra kritiska komponenter levererar tillverkare med IATF 16949-certifiering och kvalitetssystem stödda av statistisk processkontroll (SPC) den konsekvens som din leveranskedja kräver. Shaoyi Metal Technology exemplifierar denna omfattande kapacitet – erbjuder precisionens CNC-bearbetningstjänster som skalar från snabb prototypframställning med ledtider så korta som en arbetsdag till full volymproduktion.
Ditt nästa projekt med CNC-fräsade delar börjar med ett enda steg: förbered dina specifikationer och kontakta kvalificerade tillverkare som kan omvandla dina konstruktioner till precisionskomponenter. Den kunskap du har skaffat dig här säkerställer att den första samtalet inleds från en position av välgrundad självförtroende.
Vanliga frågor om tillverkning av CNC-delar
1. Vad är CNC-bearbetning och hur fungerar den?
CNC-bearbetning är en subtraktiv tillverkningsprocess där förprogrammerad dators oftware styr skärande verktyg för att tillverka precisionsdelar från råmaterial. Processen börjar med en CAD-fil som innehåller delspecifikationer, vilken översätts till G-kod som CNC-maskiner förstår. Maskinen utför sedan varje skärningsbana med mekanisk precision och uppnår toleranser så stränga som ±0,0002 tum för standardbearbetning och ±0,0001 tum för EDM-operationer. Denna teknik möjliggör återkommande noggrannhet oavsett om man tillverkar 10 eller 10 000 identiska enheter.
2. Vilka certifieringar bör jag leta efter hos en tillverkare av CNC-delar?
Certifieringarna du behöver beror på din bransch. ISO 9001 utgör den grundläggande kvalitetsledningscertifieringen för allmän tillverkning. IATF 16949 är avgörande för automotivapplikationer och fokuserar på felundvikning och spårbarhet. AS9100 krävs för luft- och rymdfartskomponenter och omfattar konfigurationshantering och första-artikelkontroll. ISO 13485 reglerar tillverkning av medicintekniska produkter med strikta krav på riskhantering. NADCAP-ackreditering verifierar specialprocesser, såsom värmebehandling, för luft- och rymdfartsapplikationer. Kontrollera alltid att certifikaten är aktuella direkt hos de utfärdande myndigheterna innan du samarbetar med en tillverkare.
3. Hur mycket kostar CNC-bearbetning?
Kostnaderna för CNC-bearbetning beror på flera faktorer, rangordnade efter påverkan: designkomplexitet (enkla designkostnader $20/timme jämfört med $35–70/timme för komplexa delar), materialval (aluminium till $5–10/pund jämfört med rostfritt stål till $8–16/pund), toleranskrav (strängare toleranser kan öka bearbetningstiden med 50 %), produktionsvolym (inställningskostnader sprids över alla enheter), maskintyp (3-axlig maskin till $10–20/timme jämfört med 5-axlig maskin till $20–40/timme) samt krav på ytbehandling. Enhetens kostnad kan sjunka till 10–20 % av priset för en enskild enhet vid beställning av 1 000+ delar, tack vare skaleffekter.
4. Vilka material kan bearbetas med CNC?
CNC-maskiner arbetar med ett brett utbud av metaller och plast. Aluminium 6061 ger den bästa allmänna prestandan för delar som används i allmänna sammanhang, med utmärkt bearbetbarhet. Stål och rostfritt stål ger överlägsen hållbarhet och korrosionsbeständighet för krävande applikationer. Mässing ger utmärkt bearbetbarhet för elektriska kontakter och dekorativa beslag. Titan erbjuder den högsta styrka- till-vikt-ratio för luft- och rymdfart samt medicinska implantat. Konstruktionsplaster som Delrin, nylon, PEEK och PTFE ger fördelar såsom lägre vikt, kemisk beständighet och elektrisk isolering för specifika applikationer.
5. Hur väljer jag mellan CNC-fräsning, svarvning och EDM?
Välj utifrån din dels geometri och material. CNC-fräsning använder roterande fräsverktyg på stillastående arbetsstycken och är idealisk för plana ytor, fickor, spår och 3D-konturer på prismatiska delar. CNC-svarvning roterar arbetsstycket mot ett stillastående verktyg och är bäst för cylindriska delar som axlar, bushingar och gängade komponenter. EDM (elektroerosionsbearbetning) använder elektriska gnistor för att avlägsna material utan fysisk kontakt, vilket är avgörande för hårdade verktygsstål, skarpa inre hörn och känsliga delar som inte kan tåla skärande krafter. Många projekt kräver flera bearbetningsmetoder, vilket gör tillverkare med alla dessa kapaciteter under samma tak fördelaktiga för kvalitetskontroll.