 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Tillverkare av CNC-maskinbearbetade delar: Från första offerten till betrodd partner

Förstå tillverkare av CNC-maskindelar och deras roll
När du behöver precisionskomponenter för ditt nästa projekt, vart vänder du dig då? För otaliga branscher – från luft- och rymdfart till medicinska apparater – ligger svaret hos tillverkare av CNC-maskindelar. Dessa specialiserade anläggningar omvandlar råmaterial till färdiga komponenter med enastående noggrannhet och utgör ryggraden i moderna tillverkningsökosystem.
Med andra ord är tillverkare av CNC-maskindelar företag som använder datorstyrd numerisk styrteknik för att framställa anpassade maskinbearbetade delar av olika material. Till skillnad från traditionell manuell maskinbearbetning programmerar dessa tillverkare sofistikerade maskiner för att automatisera skär-, borr-, fräs- och svarvoperationsarbeten. Resultatet? Komponenter som tillverkats enligt exakta specifikationer med överlägsen upprepelighet och konsekvens.
Vad tillverkare av CNC-maskindelar faktiskt gör
Föreställ dig att du behöver ett komplext aluminiumhus med toleranser som mäts i mikrometer. Eller kanske behöver du hundratals identiska stålbryggor för en bilmontering. Dessa tillverkare hanterar båda scenarierna – och allt däremellan. Deras tjänster täcker hela produktionspektrumet, från enskild prototyputveckling till högvolymsproduktion av flertusentals enheter.
De primära tjänstkategorierna som dessa tillverkare erbjuder inkluderar:
- CNC Fräsning - Användning av roterande skärande verktyg för att avlägsna material och skapa komplexa geometrier, plana ytor och intrikata detaljer
- CNC Växling - Framställning av cylindriska maskinbearbetade delar genom svarvoperationer, idealiskt för axlar, bushingar och runda komponenter
- 5-axels bearbetning - Avancerade fleraxliga funktioner som möjliggör tillverkning av komplexa CNC-maskinkomponenter i en enda uppsättning, vilket minskar produktionstiden
- Sviss skruvbearbetning - Specialiserade Swiss-CNC-maskinoperationer för små, intrikata delar som kräver extrem precision, ofta använda inom medicinteknik och elektronikapplikationer
Tillverkningsökosystemet förklarat
Varför bör inköpsansvariga, ingenjörer och företagsägare investera tid i att förstå denna bransch? Svaret är enkelt: att fatta välgrundade beslut om tillverkningspartners påverkar direkt er produktkvalitet, tidsplan och bottenrad.
Tänk på tillverkare av CNC-maskinbearbetade delar som kritiska länkar i er leveranskedja. De täcker gapet mellan era designkoncept och de fysiska CNC-maskinbearbetade delarna som är klara för montering eller slutanvändning. När ni förstår deras kapaciteter kan ni kommunicera era krav tydligare, utvärdera offertförslag mer korrekt och bygga partnerskap som ger konsekventa resultat.
Den här guiden fungerar som din köparadvokats resurs. Istället for att trycka dig mot någon specifik lösning går vi igenom den praktiska kunskap du behöver för att navigera säkert inom denna bransch. Från att förstå toleransspecifikationer till att utvärdera certifieringar får du insikterna som krävs för att omvandla ditt första offertförslag till ett pålitligt samarbete inom tillverkning.
Typer av CNC-maskinbearbetningsleverantörer och deras specialiseringar
Inte alla CNC-tillverkningsverk fungerar på samma sätt. När du söker efter anpassade maskinbearbetade delar kan en förståelse för skillnaderna mellan olika tillverkartyper förhindra kostsamma missförstånd och produktionsdröjsmål. Varje kategori har olika syften, och att välja fel typ av leverantör leder ofta till inkonsekvent kvalitet eller störningar i leveranskedjan.
Vad skiljer då en tillverkare från en annan? Det handlar om system, skala och affärsmodell. Låt oss gå igenom de fyra huvudsakliga kategorierna som du kommer att stöta på.
Jobbverkstäder vs. kontraktstillverkare
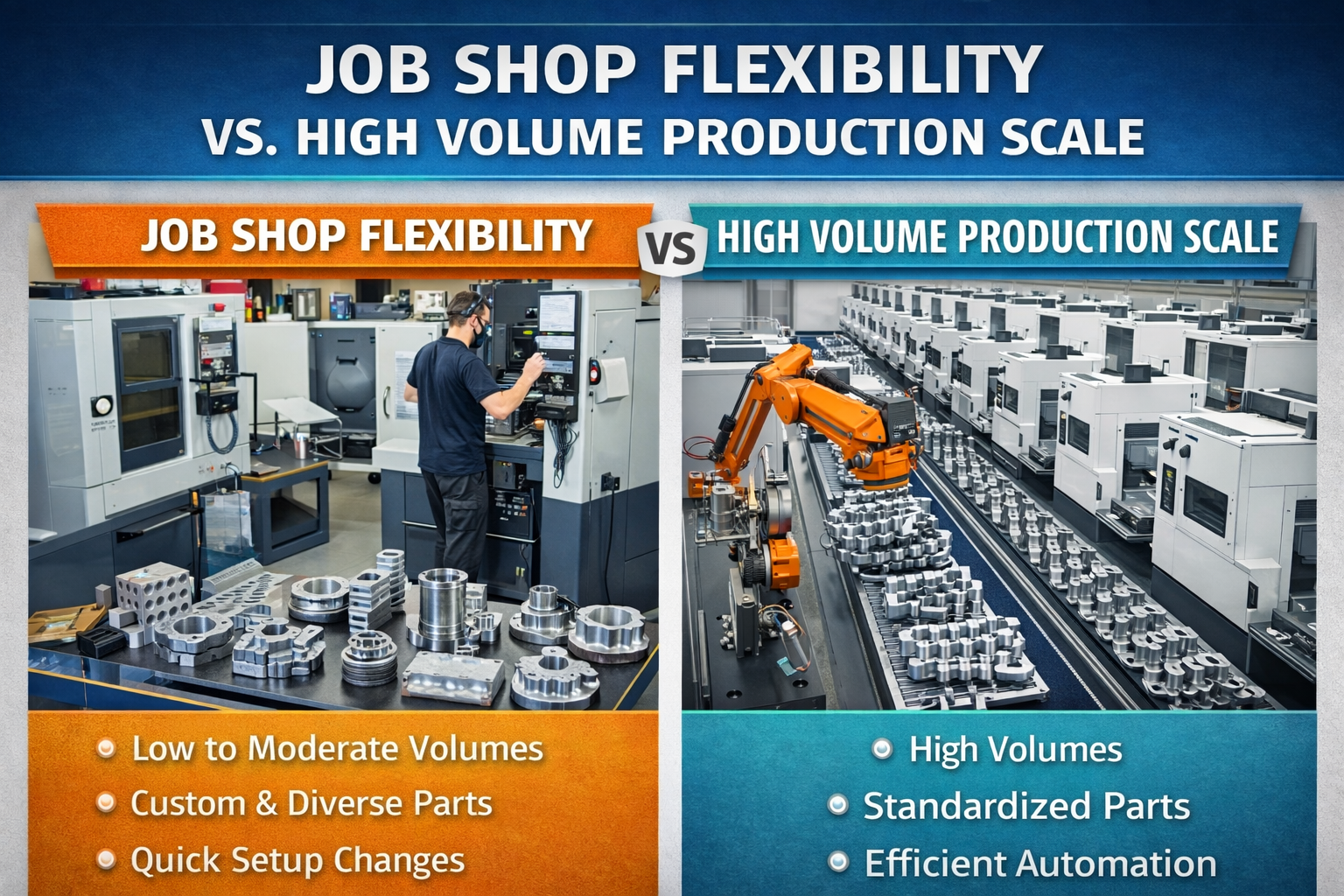
En verkstadsverkstad fokuserar vanligtvis på kortserier eller enskilda tillverkningsuppdrag. Dessa CNC-maskinföretag tar emot arbete på en offertbas och hanterar en bred variation av delar för olika kunder, med liten kontinuitet mellan uppdragen. De är utformade för flexibilitet, inte för upprepning. Behöver du en enda prototyp eller en liten mängd anpassade vinkelskruvar? En verkstadsverkstad kan vara kostnadseffektiv och snabb.
Verkstadsverkstäder är dock inte nödvändigtvis strukturerade för schemalagda leveranser, kvalitetskontrollspårning eller lagerprogram som större produktionsmiljöer kräver. Förhållandet tenderar att vara transaktionellt snarare än partnerskapsinriktat.
Kontraktstänjningstjänster är å andra sidan avsedda för upprepad produktion. Dessa företag som tillverkar anpassade metallkomponenter strukturerar sina verksamheter kring långsiktiga relationer och volymbaserat arbete. De erbjuder robusta system för schemaläggning, kvalitetssäkring, materialhantering och dokumentation. En kontraktstillverkare samarbetar med ditt team för att leverera i enlighet med prognosticerad efterfrågan, hantera delrevisioner och justera leveransschema så att de stämmer överens med dina verksamhetsförlopp.
Utöver dessa två vanliga typer kommer du också att möta OEM-leverantörer som tillverkar komponenter specifikt utformade för integrering i ett annat företags slutprodukt. Vertikalt integrerade anläggningar går ännu längre genom att kontrollera flera produktionssteg under samma tak – från råmaterielbehandling till färdig montering.
Anpassa tillverkartyperna till dina projektbehov
Hur vet du vilken typ som passar ditt situation? Överväg dina volymer, tidsplan, dokumentationsbehov och förväntningar på pågående support. Jämförelsen nedan redogör för de viktigaste skillnaderna:
| Tillverkartyper | Vanliga beställningsvolymer | Ledtider | Specialiseringsdjup | Idealiska användningsområden |
|---|---|---|---|---|
| Verkstäder för enskilda uppdrag | 1–500 stycken | 1–3 veckor | Breda kompetenser, begränsat djup | Prototyper, engångstillverkning, snabba leveranser |
| Kontraktstillverkare | 500–50 000+ stycken | 4–12 veckor | Processspecifik expertis | Återkommande produktion, flerdelsprogram, integrering i leveranskedjan |
| OEM-leverantörer | 1 000–100 000+ stycken | 6–16 veckor | Branschspecifik specialisering | Bilkomponenter, luft- och rymdfartskomponenter, medicintekniska komponenter |
| Vertikalt integrerade anläggningar | 5 000–500 000+ stycken | 8–20 veckor | Djupa flerprocessförmågor | Komplexa monteringsenheter, högvolymsproduktion, färdiga lösningar |
När man utvärderar tillverkare av CNC-maskiner avslöjar indikatorer på verksamhetens omfattning tillverkningskapaciteten. En anläggning med 600+ CNC-maskiner signalerar en betydligt annorlunda kapacitet än ett verkstadssystem med 15 maskiner. På samma sätt skiljer sig schweiziska skruvmaskinsverkstäder som specialiserar sig på mikrokomponenter från allmänna tillverkare.
Leta efter dessa kapacitetsindikatorer: årlig antal tillverkade delar, antal automatiserade produktionslinjer samt mångfalden av maskintyper. En tillverkare som kör 25+ automatiserade linjer hanterar högvolymskrav som mindre verksamheter helt enkelt inte kan möta. Att förstå dessa skillnader hjälper dig att skapa en förkortad lista över partner som har de förmågor som stämmer överens med dina specifika projektbehov.
Hur man utvärderar och väljer rätt tillverkare
Du har identifierat potentiella tillverkare av maskinbearbetade delar som matchar omfattningen av ditt projekt. Nu kommer den svårare frågan: hur skiljer du de kvalificerade partnerna från de övriga? Utan en strukturerad utvärderingsprocess tenderar köpare ofta att enbart jämföra priser, vilket leder till att viktiga faktorer som avgör långsiktig framgång försummas.
Tänk på urvalet av tillverkare som anställning av en nyckelmedarbetare. Kvalifikationer är viktiga, men lika viktigt är kommunikationsstil, problemlösningsförmåga och kulturell passning. Ramverket nedan ger dig en systematisk metod för att utvärdera CNC-maskintillverkare och skapa en förkortad lista över partnerföretag som är värd att följa upp.
Kritiska utvärderingskriterier för urval av tillverkare
Innan du begär offert bör du fastställa dina utvärderingsprioriteringar. Olika projekt väger dessa kriterier olika, men varje köpare bör bedöma följande områden:
Ledtider och kapacitet - Hur snabbt kan tillverkaren leverera? Typiska ledtider för CNC-bearbetning ligger mellan en och tre veckor för standardarbete, även om komplexa projekt kan kräva längre tid. Fråga om möjligheten att beställa i brådskande fall och om de använder schemaläggningsprogram eller realtidsbeställningsspårning. En tillverkare av maskinbearbetade delar med överskottskapacitet hanterar oväntade efterfrågeökningar utan att påverka din tidsplan.
Minsta beställningskvantiteter - Vissa CNC-fräsningsspecialister fokuserar på högvolymsproduktion och har minimibeställningskvantiteter (MOQ) på 500 eller 1 000 stycken. Andra tar gärna emot prototypbeställningar på ett enda stycke. Klargör MOQ-kraven tidigt för att undvika att slösa bort tid på leverantörer som inte matchar dina behov.
Geografiska hänsyn - Geografisk närhet påverkar frakt kostnader, ledtider och kommunikationsenkelheten. Inhemsk leverans förenklar logistiken och minskar transportrisker, medan utländska tillverkare kan erbjuda kostnadsfördelar för högvolymsbeställningar. Ta hänsyn till tidszonskillnader och språkbarriärer vid bedömning av internationella alternativ.
Teknisk specialisering - Har tillverkaren dokumenterad erfarenhet av dina material, toleranser och branschkrav? En verkstad som specialiserar sig på aluminiumprototyper arbetar annorlunda än en verkstad som fokuserar på produktionsdelar i härdad stål. Sök efter fallstudier eller referenser inom ditt specifika tillämpningsområde.
Kvalitetscertifieringar - Certifieringar som ISO 9001, IATF 16949 eller AS9100D indikerar strukturerade kvalitetssystem. För reglerade branscher är certifieringskrav obligatoriska. Verifiera den aktuella certifieringsstatusen och begär kopior av relevant dokumentation.
Skapa din kortlista över tillverkare
När utvärderingskriterierna är definierade följer du denna steg-för-steg-process för att begränsa dina alternativ och identifiera de bästa samarbetspartnerna:
- Definiera dina projektkrav fullständigt - Dokumentera materialspecifikationer, kvantitetsbehov, toleranskrav, krav på ytyta och leveranstid innan du kontaktar någon tillverkare.
- Forska bland potentiella leverantörer - Använd branschregister, handelsföreningar och rekommendationer för att identifiera tio till femton kandidater. Granska deras webbplatser för att utvärdera deras kompetenser, certifieringar och branschfokus.
- Kontrollera grundläggande lämplighet - Eliminera tillverkare vars kompetenser, minimibeställningskvantiteter (MOQ) eller certifieringar tydligt inte stämmer överens med dina behov. Minska din lista till fem till sju allvarliga kandidater.
- Förbered er förfrågan om offert (RFQ) - Sammanställ fullständig dokumentation inklusive CAD-filer, tekniska ritningar, materialangivelser, kvantitetskrav samt eventuella särskilda krav på kontroll eller dokumentation.
- Skicka ut RFQ:er och utvärdera svaren - Skicka identiska paket till dina förkortade kandidater. Jämför inte bara priserna, utan även deras responsivitet, ställda frågor samt återkoppling angående tillverkningsvänlighet (DFM).
- Utför verifiering av kapacitet - För de bästa kandidaterna begär ni anläggningsturer, kundreferenser eller provdelar. Verifiera deras utrustning, kvalitetssystem och kommunikationsprocesser genom direkta observationer.
- Börja med ett pilotprojekt - Innan du begär stora produktionsvolymer bör du ge ett litet inledande order för att testa relationen. Utvärdera kvalitet, kommunikation och leveransprestanda under verkliga förhållanden.
Detta systematiska tillvägagångssätt förhindrar vanliga misstag, såsom att välja leverantör enbart utifrån pris eller att underlåta att verifiera de faktiska förmågorna innan produktionen påbörjas.
Förberedelse av ditt RFQ-paket
Kvaliteten på din offertförfrågan påverkar direkt hur exakta de mottagna offerten är. Ofullständig information leder till felaktiga prisuppgifter, oväntade kostnader och produktionsdröjsmål. Erfarna leverantörer av anpassade maskinbearbetningslösningar granskar offertförfrågningar noggrant, och ett väl förberett underlag signalerar att du är en professionell köpare som är värd att prioritera.
Din offertförfrågan bör inkludera:
- CAD-filer - Lämna in 3D-modeller i allmänt accepterade format, t.ex. STEP, IGES eller ursprungliga CAD-filer. Inkludera även 2D-ritningar med mått, toleranser och GD&T-angivelser där sådana är relevanta.
- Materialspecifikationer - Ange exakta materialklasser, inte bara generiska beskrivningar. "6061-T6-aluminium" kommunicerar tydligt; "aluminium" gör det inte. Inkludera eventuella krav på materialcertifikat.
- Kvantitetskrav - Ange både initiala beställningskvantiteter och förväntade årliga volymer. Tillverkare prissätter olika beroende på volymförväntningar och produktionsschemaläggningsbehov.
- Toleranskrav - Markera kritiska mått och deras krävda toleranser. Undvik att specificera för stränga toleranser för icke-kritiska funktioner, eftersom striktare toleranser ökar kostnaderna avsevärt.
- Ytutförande Krav - Ange krav på ytbearbetning med hjälp av standardbeteckningar, t.ex. Ra-värden. Inkludera eventuella sekundära ytbearbetningsåtgärder som krävs, t.ex. anodisering, beläggning eller lackering.
- Inspektions- och dokumentationsbehov - Identifiera eventuella krav på första-artikelkontroll, dimensionsrapporter eller materialcertifikat som måste följa leveranserna.
- Leveranstid - Kommunicera ditt måldatum för leverans och om expedierad bearbetning krävs. Var realistisk när det gäller tidsramar för anpassade CNC-delar.
Enligt branschens bästa praxis från Stecker Machine granskar erfarna CNC-verkstadsgrupper paket utifrån en genomförbarhetsbedömning som grundar sig på deras kapaciteter och expertis. De kan föreslå kostnadseffektiva alternativ, till exempel olika material eller automatiseringsalternativ, för att hjälpa dig att realisera besparingar eller förbättra tillverkningsbarheten.
Ett professionellt CNC-maskinbearbetningsföretag kommer att svara på din RFQ med mer än bara priser. Sök efter leverantörer som ställer förtydligande frågor, identifierar potentiella problem med ditt konstruktionsunderlag och erbjuder feedback om konstruktion för tillverkningsbarhet. Sådana svar indikerar en samarbetspartnerskap snarare än en transaktionell leverantör som endast fokuserar på att vinna den billigaste prisvärdetävlingen.

Toleransspecifikationer och precisionkrav förklarade
Du har identifierat kvalificerade tillverkare och förberett ditt RFQ-paket. Nu kommer ett beslut som direkt påverkar både delens funktion och din budget: toleransspecifikationer. Att specificera för stränga toleranser slösar bort pengar. Att specificera för generösa toleranser orsakar monteringsfel. Att förstå var du verkligen behöver stränga toleranser jämfört med där standardtoleranser räcker gör skillnad mellan informerade köpare och de som lär sig dyra lektioner under produktionen. precisionsmässade delar så att specificera för stränga toleranser slösar bort pengar. Att specificera för generösa toleranser orsakar monteringsfel. Att förstå var du verkligen behöver stränga toleranser jämfört med där standardtoleranser räcker gör skillnad mellan informerade köpare och de som lär sig dyra lektioner under produktionen.
Vad är egentligen toleranser, och varför är de så viktiga? Vid CNC-bearbetning avser tolerans den acceptabla mängden dimensionell variation från den avsedda konstruktionen. Ingen bearbetad del blir perfekt varje gång. Toleranser definierar det intervall inom vilket en dimension fortfarande är acceptabel för sin avsedda funktion.
Toleransspecifikationer förklarade
Toleranser anges vanligtvis i formatet ±0,x mm eller ±0,00x tum. Till exempel, om en axel är dimensionerad till 25,00 mm med en tolerans på ±0,05 mm är alla värden mellan 24,95 mm och 25,05 mm godtagbara. Delar som ligger utanför dessa gränser avvisas.
De flesta tillverkare av CNC-maskinbearbetade delar följer ISO 2768 , en internationell standard som anger allmänna toleranser för linjära och vinkulära mått. Denna standard delar in toleranser i fyra klasser:
- Fin (f) - Strängare kontroll för precisionsslipade komponenter som kräver högre noggrannhet
- Medium (m) - Standardstandard för de flesta fräsade och svarvade delar, vanligtvis cirka ±0,005 tum (0,13 mm)
- Grov (c) - Laxare toleranser för icke-kritiska funktioner där exakta mått är mindre viktiga
- Mycket grov (v) - Största tillåtna variationen för grova eller icke-funktionella ytor
Om inte din tekniska ritning anger något annat, tillverkar de flesta tillverkare delar enligt ISO 2768-1 medelklass. För standardplastdelar använder maskinister vanligtvis ISO 2768-1 medelklass, medan metall- och styva material vanligtvis följer ISO 2768-1 finklass.
Utöver dessa allmänna klasser stöter du på olika toleranstyper beroende på hur måtten anges:
- Bilateral tolerans - Variation som tillämpas lika mycket ovanför och under det nominella måttet (t.ex. 25,8 mm ±0,1 mm innebär att det godtagbara intervallet är 25,7 mm till 25,9 mm)
- Unilateral tolerans - Variation som endast tillåts i en riktning (t.ex. 1,25 mm +0,1/–0 mm innebär att det godtagbara intervallet är 1,25 mm till 1,35 mm)
- Gränstolerans - Direkt angivelse med övre och undre gränsvärden utan beräkningar (t.ex. 10,9–11,0 mm)
Anpassa toleranser till applikationskrav
Här är det många köpare gör kostsamma fel. Strängare toleranser kräver specialiserade skärdon, långsammare bearbetningshastigheter och mer ingående inspektioner. Enligt branschanalys från Sheldon Precision kan en förskjutning från ±0,1 mm till ±0,01 mm öka produktionskostnaderna med 30 % eller mer, beroende på material och geometri.
Följande tabell delar upp toleransklasser, deras typiska användningsområden och kostnadsimplikationer för att hjälpa dig fatta välgrundade beslut:
| Toleransgrad | Typiskt intervall | Tillämpningar | Kostnadsförhållanden |
|---|---|---|---|
| Standard | ±0,005" (0,13 mm) | Allmänna komponenter, icke-montageytor, konstruktionsdelar | Utgångskostnad; mest ekonomisk produktion |
| Precision | ±0,001" (0,025 mm) | Luft- och rymdfartskomponenter, automotiv prestandadelar, precisionsbearbetade CNC-delar som kräver strama passningar | 20–40 % högre kostnad; kräver avancerad utrustning |
| Högprecision | ±0,0005" (0,0127 mm) | Medicinska implantat, optiska komponenter, kritiska montageytor | 50–100 % högre kostnad; specialiserade processer krävs |
| Ultraprecision | ±0,0002 tum (0,00508 mm) | Kirurgiska instrument, halvledarutrustning, mätinstrument | Betydande premium; endast 1 % av delar kräver denna nivå |
I verkligheten kräver endast cirka 1 % av precisionsmaskinbearbetade delar toleranser i intervallet ±0,0002 tum till ±0,0005 tum. Ofta krävs strikta toleranser endast för vissa funktionella detaljer på en maskinbearbetad del, medan resten kan bibehållas på standardnivå.
När behöver du verkligen precisionsmaskinbearbetade delar med strikta toleranser? Överväg dessa scenarier:
- Krav på monteringspassform - Delar som måste passa samman med specifik spalt- eller presspassning
- Funktionell prestanda - Komponenter där dimensionell variation påverkar funktionen, till exempel ventilsäten eller lagerytorna
- Tillämpning av reglerna - Medicintekniska apparater eller luft- och rymdfartskomponenter med lagstadgade precisionkrav
- Tätande ytor - Områden där packningar eller O-ringar måste skapa pålitliga tätningsförhållanden
För icke-kritiska funktioner, såsom monteringshål med spalt, yttre ytor utan krav på sammanpassning eller dekorativa element, räcker det vanligtvis med standardtoleranser. Att tillämpa strikta toleranser på dessa funktioner är kostsamt utan att förbättra delens funktion.
Materialval påverkar också de toleranser som kan uppnås. Metaller och styva plastmaterial bearbetas förutsägbar till strikta specifikationer. Mjuka, flexibla eller slipande plastmaterial utgör större utmaningar. En skicklig tillverkare av maskinbearbetade delar kommer att råda dig om huruvida dina förväntningar på toleranser är förenliga med ditt valda material.
Använd striktare toleranser endast för kritiska funktioner som påverkar montering, passning eller funktion. Behåll icke-kritiska funktioner vid standardtoleranser för att kontrollera kostnaderna utan att försämra prestandan.
Innan du slutför dina specifikationer bör du utföra en stack-up-analys för sammansättningar. När flera precisionssnittade komponenter monteras tillsammans kombineras deras individuella variationer. Om toleranserna inte är korrekt samordnade kan den ackumulerade variationen förhindra korrekt montering eller orsaka tidig slitage.
När toleranskraven är tydligt definierade blir certifieringar den nästa avgörande utvärderingsfaktorn. Olika branscher kräver specifika kvalitetsstandarder som direkt påverkar ditt urval av tillverkare.
Branschcertifieringar och kvalitetsstandarder förklarade
Du har definierat dina toleranskrav och gjort en förkortad lista över potentiella tillverkare. Nu uppstår en fråga som ofta ställer till det för första gången köpare: vilka certifieringar är verkligen relevanta för ditt projekt? Bokstavssoppa som ISO, IATF och AS kan kännas överväldigande. Men att förstå dessa kvalifikationer är avgörande, eftersom certifieringar utgör objektiv bevisning för att en tillverkare underhåller dokumenterade kvalitetssystem som är kapabla att leverera konsekventa CNC-fräsade delar.
Här är verkligheten: inte varje projekt kräver alla certifieringar. Komponenter för konsumentelektronik ställs inför andra krav än luft- och rymdfartsmonter eller medicinska implantat. Att veta vilka certifieringar som krävs inom er bransch hjälper er att effektivt filtrera bort tillverkare och undvika att betala extra för kvalifikationer som ni inte behöver.
Att tolka tillverkningscertifieringar
Tänk på certifieringar som verifierade kvalitetsintyg. När en tillverkare erhåller en certifiering har en oberoende granskare bekräftat att deras processer, dokumentation och kvalitetskontroller uppfyller etablerade standarder. Denna verifiering ger en garanti som går längre än marknadsföringspåståenden.
De främsta certifieringar som ni kommer att stöta på vid inköp av CNC-fräsade komponenter inkluderar:
- ISO 9001:2015 - Den globalt erkända grundläggande standarden för kvalitetsledningssystem. Denna certifiering visar på standardiserade produktionsprocesser, dokumenterade förfaranden och engagemang för kontinuerlig förbättring. De flesta OEM-kunder kräver ISO 9001 som en grundläggande kvalifikation innan de överväger en leverantör.
- ISO 13485 - Den avgörande standarden för tillverkning av medicintekniska produkter. Denna certifiering omfattar strikta kontroller av konstruktion, tillverkning, spårbarhet och riskminimering. Anläggningar måste införa detaljerade dokumentationsrutiner, genomgripande kvalitetskontroller och effektiva rutiner för hantering av kundklagomål.
- IATF 16949 - Den globala kvalitetsstandarden för automotivleverantörer. Denna certifiering kombinerar principerna i ISO 9001 med sektor-specifika krav på felpreventiv åtgärder, kontinuerlig förbättring och strikt leverantörsövervakning. Stora biltillverkare arbetar inte med icke-certifierade leverantörer.
- AS9100D - Standard för luft- och rymdfartsindustrin samt försvarssektorn, som bygger på ISO 9001 med ytterligare krav på riskhantering, produktspårbarhet och dokumentkontroll. Denna certifiering tar hänsyn till förväntningarna på tillförlitlighet för uppdragskritiska komponenter.
- ITAR (International Traffic in Arms Regulations) - Inte en kvalitetscertifiering, utan ett efterlevnadskrav för tillverkning av försvarsrelaterade produkter. ITAR reglerar hanteringen av känslig teknisk information och kräver registrering hos USA:s utrikesdepartement samt strikta protokoll för informationssäkerhet.
Utöver dessa främsta certifieringar kan du stöta på NADCAP-ackreditering för särskilda processer, såsom värmebehandling eller icke-destruktiv provning, samt ISO 14001 för miljöhantteringssystem. Vissa leverantörer av precisionsmaskinerade delar söker flera certifieringar för att kunna tjäna olika branscher.
Vilka certifieringar krävs egentligen för ditt projekt
Certifieringskraven varierar kraftigt mellan olika branscher. En tillverkare som uppnår de bästa bearbetningsresultaten för konsumentprodukter opererar under andra kvalitetskrav än en tillverkare som levererar till luft- och rymdfartsbranschen. Att förstå dessa skillnader förhindrar både övercertifiering och undercertifiering vid val av leverantör.
För bilapplikationer - IATF 16949-certifiering är vanligtvis obligatorisk. Denna standard säkerställer att tillverkare implementerar statistisk processkontroll (SPC) för att övervaka produktionens konsekvens och bibehålla full spårbarhet för delar genom hela leveranskedjan. Enligt branschkrav , kräver stora biltillverkare, inklusive Ford, Toyota, GM och Volkswagen, IATF 16949-certifiering från sina leverantörer av maskinbearbetade komponenter.
För luft- och rymdfart samt försvarssektorn - AS9100D-certifiering visar på förmågan att uppfylla de strikta kvalitetskraven inom luft- och rymdfarten. Försvarsentreprenörer kräver vanligtvis både AS9100D-certifiering och efterlevnad av ITAR-reglerna. NADCAP-ackreditering kan också krävas för specialiserade processer.
För medicinska enheter - ISO 13485-certifiering är avgörande för att säkerställa produktsäkerhet och efterlevnad av FDA:s krav. Tillverkare måste demonstrera protokoll för riskhantering, system för produktspårbarhet och effektiv hantering av kundanmälningar. Denna standard säkerställer att varje medicinsk komponent kan tillverkas enligt högsta möjliga krav på precision och patientsäkerhet.
För allmänna industriella tillämpningar - ISO 9001:2015 är vanligtvis tillräcklig som kvalitetsgrundläggning. Denna certifiering säkerställer konsekvent kvalitet utan den extra belastning som industrispecifika standarder medför. Många leverantörer av precisionsbearbetade delar som tjänar flera branscher har ISO 9001 som sin grundläggande certifiering.
För hemelektronik - Kraven varierar beroende på kund. ISO 9001 är ofta tillräcklig, även om vissa OEM:er begär miljöcertifiering enligt ISO 14001 eller specifika leverantörskrav gällande kvalitet. Den regulatoriska belastningen är i allmänhet lättare jämfört med reglerade branscher.
Anpassa certifieringskraven till dina faktiska branschbehov. Att kräva luft- och rymdfartsnivåns certifieringar för allmänna industriella delar ökar kostnaderna utan att lägga till värde.
När du utvärderar tillverkare bör du verifiera deras aktuella certifieringsstatus istället för att acceptera påståenden på värdet. Begär kopior av certifikatsdokument och kontrollera förfallodater. Certifieringar kräver periodiska granskningar för att behållas, och utgångna legitimationer kan tyda på potentiella luckor i kvalitetssystemet. Pålitliga leverantörer av precisionsmaskinbearbetade delar visar sina certifikat tydligt och tillhandahåller dokumentation vid begäran.
När certifieringskraven är tydliggjorda är din nästa övervägande hur designbeslut påverkar tillverkningsresultat och kostnader.

Principer för tillverkningsanpassad konstruktion för bättre resultat
Du har valt kvalificerade tillverkare och förstår toleranskraven. Men här är en fråga som tar många köpare på sängen: Är din konstruktion verkligen redo för produktion? Även en teoretiskt perfekt CAD-modell kan bli en tillverkningsmardröms om den ignorerar hur CNC-maskiner faktiskt fungerar. Denna kopplingsbrist mellan konstruktionsavsikt och produktionsverklighet driver upp kostnaderna, förlänger ledtider och skapar frustrerande revisionscykler.
Konstruktion för tillverkning, vanligtvis kallad DFM, täcker denna lucka. Tänk på DFM som att konstruera med den slutliga produktionsprocessen i åtanke redan från början. När du förstår vad som gör en mekaniskt bearbetad del lätt eller svår att tillverka får du större kontroll över kostnader och tidsplaner innan du skickar in din första offertförfrågan.
Enligt branschundersökning från Fictiv bestämmer designval ungefär 80 % av tillverkningskostnaderna. När en design är färdigställd har ingenjörer mycket mindre flexibilitet att minska kostnaderna eller förenkla produktionen. Denna verklighet gör DFM-förberedelse avgörande för alla som köper anpassade metallkomponenter eller andra anpassade tillverkade delar.
Designprinciper som minskar tillverkningskostnader
Vad skiljer en kostnadseffektiv design från en dyr? Ofta handlar det om ett fåtal beslut som fattas tidigt i designprocessen. Följande DFM-bästa praxis hjälper dig att skapa maskinkomponenter som är effektiva att tillverka utan att offra funktionalitet:
- Upprätthåll lämplig väggtjocklek - Tunnväggiga delar vibrerar under bearbetning, vilket minskar noggrannheten och ökar risken för deformation av komponenten. För aluminium bör väggtjockleken vara minst 0,8 mm. För plast bör den vara minst 1,5 mm. Väggar som är tunnare än dessa gränsvärden kan öka bearbetningstiden med 100–300 %, eftersom bearbetningsoperatörerna måste minska hastigheten kraftigt för att kompensera.
- Lägg till radier i inre hörn - CNC-fräsverktyg är runda, vilket innebär att de inte kan skapa perfekt skarpa inre hörn utan ytterligare kostsamma processer, t.ex. elektroerosionsbearbetning (EDM). Designa inre hörn med en radie som är minst 1/3 av fickans djup. Ett enda hörn som kräver EDM kan kosta tre till fem gånger mer än ett hörn som bearbetas med en standardfräs.
- Begränsa förhållandet mellan egenskapsdjup och bredd - Djupa fickor och hål skapar utmaningar för verktygsåtkomst. Standardborrverktyg ger kostnadseffektiv bearbetning upp till ett djup-till-diameter-förhållande på 4:1. Utöver detta krävs specialverktyg och långsammare operationer, vilket avsevärt höjer kostnaderna. Djupa fräsningar med förhållanden mellan 8:1 och 10:1 kan kräva två till tre gånger längre bearbetningstid.
- Säkerställ verktygsåtkomst - CNC-maskiner fräsar från ovan, vilket gör dolda detaljer problematiska. Se till att skärande verktyg kan nå alla detaljer utan hinder. Att bortse från verktygsåtkomst tvingar ofta till designändringar i sena skeden, vilket försenar produktionen.
- Välj avfasning istället för yttre rundning - Yttre rundningar kräver specialverktyg och ytterligare maskintid. Där utseendet tillåter är avfasade kanter ekonomiskt mer fördelaktiga att tillverka, samtidigt som de ger liknande funktionella fördelar.
- Välj lämpliga material - Materialvalet påverkar både bearbetbarheten och kostnaden. Vanliga kvaliteter som aluminiumlegering 6061-T6 eller rostfritt stål 303 kan bearbetas effektivt och är lättillgängliga. Exotiska eller hårda material kräver långsammare skärhastigheter och specialiserad verktygning.
Dessa principer gäller för tillverkning av anpassade delar oavsett om du tillverkar prototyper eller serietillverkningsvolymer. En design som är optimerad för tillverkbarhet från början minskar offertförfrågningar, förkortar ledtider och minimerar den återkommande kommunikation som försenar projekt.
Undvik vanliga designfel
Även erfarna ingenjörer hamnar i fällor som driver upp tillverkningskostnaderna. Att förstå dessa fallgropar hjälper dig att undvika dem innan de dyker upp på din offert.
Överdrivet stränga toleranser - Som tidigare behandlats leder generella strikta toleranser för varje mått dramatiskt till ökad inspektionstid och högre andel avvisade delar. Ett dokumenterat fallstudie visade att en medicinsk startup kunde sänka delkostnaderna från 300 USD till 85 USD per enhet genom att släppa toleranserna för icke-kritiska funktioner från ±0,05 mm till ±0,2 mm. Använd hög precision endast där funktionen kräver det.
Kräver onödiga ytytor - Standard-CNC-bearbetning ger en ytyta på ca Ra 3,2 μm, vilket är lämpligt för de flesta applikationer. Att begära slätare ytor kräver sekundära operationer som polering eller slipning. Innan du specificerar spegelglatta ytor bör du fråga dig om funktionen är synlig, om den påverkar tätheten eller om den kommer i kontakt med andra delar. Om inte, räcker vanliga ytytor oftast.
Ignorerar begränsningar i smala områden - Smala mellanrum mellan funktioner tvingar tillverkare att använda långa verktyg med liten diameter, vilka är benägna att vibrera och gå sönder. Håll mellanrummet mellan funktioner till minst tre gånger diametern på det minsta skärande verktyg som krävs. Smala områden ökar bearbetningstiden och minskar delens kvalitet.
Skapar komplexitet i text och logotyper - Att gravera text eller logotyper direkt med CNC-fräsar är förvånansvärt långsamt. Verktyget måste följa varje linje individuellt, vilket ibland tar längre tid än att bearbeta hela resten av delen. Överväg alternativa märkningsmetoder, såsom lasergravering eller tampografisk tryckning, för dekorativa element.
Rätt DFM-förberedelse accelererar ditt offertprocess avsevärt. När tillverkare får en välutformad del kan de lämna ett snabbt och korrekt prisförslag. Design som kräver omfattande återkoppling och flera omarbetningsomgångar förlänger tidsplanerna med veckor. Partner för deltillverkning känner igen professionella köpare som lämnar produktionsklara design och prioriterar ofta deras projekt därefter.
Sambandet mellan designkomplexitet och ledtider är direkt. Komplexa geometrier som kräver flera inställningar, specialverktyg eller strikta toleranser tar längre tid att tillverka. Enklare design som respekterar bearbetningsbegränsningar går snabbare genom produktionen. När tidsramen är viktig blir DFM-optimering en konkurrensfördel.
Innan du slutför din design bör du gå igenom denna snabba självkontroll: Är inre hörn avrundade? Är väggarna tillräckligt tjocka för ditt material? Ligger djupa funktioner inom acceptabla höjd-bredd-förhållanden? Är strikta toleranser begränsade till kritiska mått? Om du kan svara ja på dessa frågor är din design förberedd för effektiv och kostnadseffektiv produktion.
När grundläggande designfrågor är lösta är nästa övervägande hur produktionsvolymen påverkar valet av tillverkare och projektplanering.
Överväganden vid skalning från prototyp till serieproduktion
Din design är optimerad för tillverkbarhet. Nu uppstår en fråga som grundläggande påverkar din leverantörsstrategi: tillverkar du tio komponenter eller tiotusen? Svaret avgör vilken typ av CNC-tillverkningsföretag du bör samarbeta med. En tillverkare som är perfekt lämpad för snabb prototypframställning kan ha svårt att hantera högvolymsproduktion, och vice versa. Att förstå dessa skillnader förhindrar kostsamma felaktiga matchningar som kan stoppa projektet i kritiska skeden.
Resan från initialt koncept till massproduktion är inte en rak linje. Varje fas kräver olika tillverkningsmöjligheter, prissättningssystem och kvalitetssystem. Att välja rätt partner i varje skede förkortar din tidplan och skyddar ditt budget.
Skalning från prototyp till produktion
Tänk på produktutveckling som en serie portar. Vid varje port förändras dina krav, och så bör även ditt tillvägagångssätt för tillverkning förändras. Enligt branschexperter på Fictiv sker designvalideringen i prototypfasen. Du behöver snabbhet och flexibilitet, inte ekonomier av omfattning. En enskild prototyp kan kosta betydligt mer per styck än produktionsdelar, men den högre kostnaden ger dig avgörande insikter innan du begär verktygstillverkning eller ingår avtal för högvolymsproduktion.
Övergången från prototyp till lågvolymsproduktion fungerar som ett provområde. Denna mellanfas, som vanligtvis omfattar från tiotal till flera hundratusen enheter beroende på produkten, gör det möjligt att förbättra både konstruktionen och tillverkningsprocessen. Lågvolymsproduktion avslöjar monteringsutmaningar som inte kan upptäckas med en enskild prototyp. Den verifierar också att dina valda CNC-fräscentraler kan bibehålla konsekvens över större kvantiteter.
Vilka kapaciteter är viktiga i varje fas? Överväg dessa skillnader:
- Prototypfas - Hastighet är avgörande. Du behöver tillverkare som kan omvandla CAD-filer till fysiska delar inom några dagar, ibland till och med på en arbetsdag för brådskande iterationer. Flexibilitet att ändra material, mått eller funktioner mellan beställningar är viktigare än styckkostnaden.
- Lågvolymsproduktion - Konsekvens blir kritisk. Tillverkaren måste kunna visa på upprepad kvalitet över hundratals eller tusentals enheter. Återkoppling om utformning för tillverkning får större betydelse när du förbereder dig för skala.
- Storskalig Produktion - Effektivitet och kostnadsoptimering styr besluten. Automatiserade produktionslinjer, statistisk processtyrning och pålitlig leveranskedja blir avgörande. Stora CNC-fräsoperationsanläggningar med 5-axlig kapacitet och automatiserad materialhantering levererar den genomströmning som högvolymsprogram kräver.
Enligt tillverkningsforskning från JLCCNC kan kombinationen av snabb prototypframställning och CNC-bearbetning vid strategiska punkter förkorta utvecklingscyklerna med 30 % och minska kostnaderna för trial-and-error med 50 %. Till exempel kan komponenter till luft- och rymdfartsmotorer använda 3D-utskrift för initiala vaxprototyper med komplexa kylkanaler, för att sedan övergå till precisions-CNC-bearbetning för den slutliga formen för investeringsgjutning, med ytytor som når Ra 0,4 μm.
Volymöverväganden vid val av tillverkare
Hur anpassar du typ av tillverkare till produktionsvolymen? Jämförelsen nedan redogör för de viktigaste skillnaderna mellan tillverkare med fokus på prototyper och specialister inom högvolymsproduktion:
| Fabrik | Tillverkare med fokus på prototyper | Specialister inom högvolymsproduktion |
|---|---|---|
| Typiska leveranstider | 1–5 arbetsdagar; vissa erbjuder leverans samma dag | 4–12 veckor; längre installationsfas men snabbare genomströmning per enhet |
| Prisstruktur | Högre kostnad per enhet; ingen amortering av verktyg | Lägre kostnad per enhet vid stora volymer; installationskostnader sprids över produktionen |
| Minsta beställningskvantiteter | 1 styck accepteras; inga minimimängder är vanliga | 500–5 000+ stycken typiskt; ekonomier kräver volym |
| Flexibel design | Hög; förändringar mellan beställningar förväntas | Låg; förändringar kräver tekniska ändringsorder och ny validering |
| Kvalitetsystem | Inspektionsbaserad; första-artikelrapporter | Processbaserad; SPC-övervakning, automatiserad inspektion |
| Utrustningsinriktning | Mångsidiga 3-axliga och 5-axliga fräsar; snabbväxlingsfördelning | Automatiserade linjer; mörkverkstadsbearbetning; specialanpassad verktygsmateriel |
Den ekonomiska övergångspunkten varierar beroende på delens komplexitet, men en allmän riktlinje gäller. När partistorleken understiger 50 stycken levererar vanligtvis prototypinriktade verkstäder bättre värde. Enligt branschanalysen är dedicerad CNC-produktion ekonomiskt mer fördelaktig när volymen överstiger 500 stycken.
Moderna anläggningar för tillverkning av maskindelar suddar alltmer ut dessa gränser. Vissa tillverkare av bearbetade komponenter investerar i flexibel automation som effektivt hanterar både låga och höga volymer. Dessa hybriddriftsanläggningar använder avancerade CNC-bearbetningsprodukter, såsom fleraxliga bearbetningscentraler med automatiserade pallbytare, vilket minskar inställningstiden utan att påverka produktionskapaciteten.
Vad bör du leta efter när du utvärderar högvolymsförmåga? Enligt New Age Metal Fabricating så kommer den globala marknaden för CNC-maskiner att växa från 101,22 miljarder USD år 2025 till 195,59 miljarder USD år 2032. Denna tillväxt speglar tillverkarnas investeringar i integrerade system som kombinerar fräsning, borrning och slutförande inom en enda installationsyta. En anläggning med modern fleraxlig utrustning och automatiserad materialhantering signalerar genuin högvolymsförmåga.
Nyckelindikatorer för kapacitet som bör utvärderas inkluderar:
- Antal maskiner och maskintyp - Flera identiska maskiner möjliggör parallell produktion och minskar risken för enskilda felkällor
- Automationsnivå - Automatiserad beläggning, verktygsbytare och inspektion under processen stödjer konsekvent kvalitet i stor skala
- Skifttäckning - Anläggningar som kör flera skift eller drift utan personal (lights-out) levererar snabbare genomströmning
- Kvalitetsinfrastruktur - Statistisk processtyrning, automatiserad inspektion och realtidsövervakning säkerställer konsekvens över tusentals delar
Vissa köpare gör felet att börja med en tillverkare för hög volym för prototyparbete, med förväntan på problemfri skalning senare. Detta tillvägagångssätt brukar ofta slå baklänges. Drift för hög volym är optimerad för effektivitet, inte för smidighet. Deras offertprocesser, minimibeställningskrav och ledtider speglar tänkande för produktionsnivå. Förfrågningar om prototyper kan hamna i kö bakom större program eller få prissättning med premie som upphäver eventuella framtida relationsfördelar.
En smartare strategi? Anpassa tillverkartyperna till din nuvarande fas samtidigt som du planerar för övergångar. Samarbeta med experter på prototyper under utvecklingsfasen och kvalificera sedan produktionspartners när din design stabiliseras. Många framgångsrika program använder olika leverantörer för varje fas, vilket utnyttjar varje partners kärnkompetenser istället för att tvinga en enda tillverkare att vara expert på allt.
När volymöverväganden är kartlagda är nästa avgörande faktor att förstå vad som driver kostnaderna för CNC-bearbetning och hur du kan optimera dina utgifter utan att offra kvaliteten.

Prisbildningsfaktorer och kostnadsoptimeringsstrategier
Du har valt rätt tillverkningstyp och förstår hur volymen påverkar ditt projekt. Men här är frågan som slutligen avgör projektets genomförbarhet: vad kommer detta faktiskt att kosta? Prissättningen för CNC-bearbetning upplevs ofta som oklar för nybörjare. Offerterna ankommer med totala belopp men ger sällan någon förklaring av hur dessa siffror beräknats. Att förstå de underliggande kostnadsdrivande faktorerna ger dig möjlighet att optimera dina utgifter utan att kompromissa med kvaliteten på dina CNC-bearbetade metallkomponenter.
Sanningen är att kostnaderna för CNC-bearbetning inte är godtyckliga. Varje post i offerten kan spåras tillbaka till specifika faktorer som du själv kan påverka. Enligt kostnadsanalysen för tillverkning från PARTMFG kan den totala kostnaden för en CNC-bearbetad komponent uppskattas med följande formel: Uppskattad kostnad = (Materialkostnad + Inställningskostnad) + (Bearbetningstid × Timkostnad) + Avslutningskostnad. Varje komponent i denna ekvation representerar en möjlighet att optimera kostnaderna.
Att förstå kostnadsdrivare för CNC-bearbetning
Vad gör att en del kostar 15 USD och en annan 150 USD? Skillnaden beror på ett fåtal primära faktorer som förstärks under hela produktionsprocessen. Att förstå dessa drivkrafter hjälper dig att fatta välgrundade beslut under design- och specifikationsstadierna, när ändringar inte kostar något men ger betydande besparingar.
- Materialval - Råmaterialkostnaderna varierar kraftigt. Aluminium ligger vanligtvis mellan 5 och 10 USD per pund och bearbetas snabbt, vilket minskar verktygsslitage och cykeltider. Stål kostar 8–16 USD per pund och kräver långsammare skärhastigheter. Rostfritt stål och titan har premiumpriser och kräver specialverktyg. Utöver den direkta råmaterialkostnaden påverkar materialens bearbetbarhet direkt bearbetningstiden. Enligt branschundersökning från Geomiq kan valet av kostnadseffektiva material som uppfyller de funktionella kraven – i stället för att standardmässigt välja premiumalternativ – minska totala delkostnaderna med 20 % eller mer.
- Konstruktionssvårigheter - Enkla geometrier kan bearbetas snabbt med standardverktyg. Komplexa funktioner med intrikata konturer, djupa fickor eller trånga inre hörn kräver specialiserade fräsar, flera monteringsställningar och långsammare fördjupningshastigheter. Enligt tillverkningsdata kostar enkla konstruktioner cirka 20 USD per timme att bearbeta, medan komplicerade konstruktioner som kräver femaxlig bearbetning kan kosta mellan 35 och 70 USD per timme.
- Toleranskrav - Standardtolleranser på ca ±0,005 tum (0,127 mm) utgör grundkostnaderna. Strängare toleranser kräver långsammare bearbetningshastigheter, oftare verktygsbyten, förstärkta kvalitetskontroller och högre potentiell utskottsfrekvens. Varje steg åt strängare sida på toleransskalan lägger till mätbar kostnad utan att lägga till värde, om inte applikationen verkligen kräver den precisionen.
- Ytförändringskrav - Den standardmässiga bearbetade ytytan med Ra 3,2 μm medför inga extra kostnader. Smdare ytor kräver successivt mer arbetsinsats. Enligt kostnadsanalysen för ytbearbetning ökar Ra 1,6 μm priset med cirka 2,5 % jämfört med grundpriset, Ra 0,8 μm ökar det med cirka 5 % och Ra 0,4 μm kan öka priset med upp till 15 % på grund av den krävda efterbearbetningspoleringen.
- Beställningsvolym - Inställningskostnader, inklusive programmering, spännanordningar och första artikeln granskning, är fasta oavsett antal. För enskilda delar belastas hela inställningskostnaden en enda enhet. För seriebeställningar sprids dessa kostnader över hundratals eller tusentals delar. En del som kostar 134 USD per styck vid enstaka beställning kan kosta endast 13 USD per styck vid en beställning på 100 stycken.
- Krävd maskintyp - Treaxliga maskiner kostar vanligtvis 10–20 USD per timme. Femaxliga maskiner, som erbjuder större mångsidighet och högre precision, kostar 20–40 USD per timme eller mer. Delens geometri avgör vilken maskinklass som krävs, vilket direkt påverkar den timkostnad som tillämpas på bearbetningstiden.
När du utvärderar offertförslag för metallbearbetade delar bör du be tillverkarna att bryta ner kostnaderna per kategori. Denna transparens avslöjar var dina pengar går och identifierar optimeringsmöjligheter som är specifika för ditt projekt.
Strategier för kostnadseffektiv tillverkning
Att känna till kostnadsdrivande faktorer är användbart. Att veta hur man minskar dem utan att göra avkall på kvaliteten är kraftfullt. Följande strategier hjälper dig att optimera kostnaderna för metallbearbetning av delar genom smarta designval och lämpliga specifikationer.
Välj material strategiskt - Välj det kostnadseffektivaste materialet som uppfyller dina funktionella krav. Aluminium 6061 bearbetas snabbare och kostar mindre än rostfritt stål 316 i applikationer som inte kräver korrosionsbeständighet. ABS-plast kostar mindre än nylon för icke-burkande komponenter. Ta också hänsyn till materialtillgängligheten. Vanliga, lättillgängliga legeringar som aluminium 6061 kostar mindre än speciallegeringar som aluminium 7075.
Förenkla där funktionen tillåter - Varje komplex funktion ökar bearbetningstiden. Runda inre kanter förenklar fräsningen jämfört med skarpa hörn som kräver specialverktyg. Undvik för djupa utskärningar som kräver verktyg med speciell geometri. Begränsa gängade funktioner eller ange standardgängstorlekar som kan tillverkas med lättillgängliga gängskärare. Minimera gravering av text och logotyper, om inte detta är nödvändigt för varumärkesändamål, eftersom dessa bearbetas långsamt.
Ange endast nödvändiga toleranser - Använd stränga toleranser endast för kritiska sammanfogningsoverflater och funktionella mått. Enligt branschens bästa praxis är standardtoleransen ±0,127 mm redan mycket noggrann och tillräcklig för de flesta applikationer. Att specificera för stränga toleranser för icke-kritiska funktioner innebär onödiga kostnader utan att förbättra delens prestanda.
Anpassa ytytan efter applikationen - Standardytfinishen Ra 3,2 μm är lämplig för de flesta funktionella applikationer. Ange slätare ytor endast där ytans kvalitet verkligen påverkar funktionen, tätheten eller synliga estetiska krav. Inre detaljer och dolda ytor kräver sällan premiumytor.
Utnyttja volymekonomi - Beställ vid möjlighet CNC-fräsade delar i partier istället för enskilda stycken. Enhetens kostnad sjunker kraftigt eftersom de fasta installationskostnaderna sprids över större kvantiteter. Även om du inte behöver alla delar omedelbart kan det ge betydande besparingar att beställa i förväg.
Använd standardhålstorlekar - Att ange standardborrstorlekar gör att tillverkare kan använda lättillgänglig verktygsutrustning istället för specialverktyg. Att följa UNC-, UNF- eller metriska gängstandarder förenklar produktionen och minskar kostnaderna. Standardhålstorlekar underlättar också kvalitetskontrollen.
Prototypa innan produktion - Att skapa små prototypserier innan man begär stora ordrar upptäcker designproblem tidigt. Att upptäcka en brist i tio delar kostar långt mindre än att upptäcka den i tiotusen delar. Prototypning validerar både design och tillverkningsprocess innan betydande investeringar görs.
Tabellen nedan sammanfattar alternativ för ytyta med deras kostnadsimplikationer och rekommenderade applikationer:
| Ytbehandling | Ra-värde | Ytterligare kostnad | Rekommenderade tillämpningar |
|---|---|---|---|
| Standardbearbetad | 3,2 μm | Grundnivå (ingen) | Inre komponenter, icke-synliga ytor, funktionella delar |
| Finbearbetad | 1,6 μm | +2.5% | Synliga ytor, lätt tätningsapplikationer, fräsade delar som kräver slät känsla |
| Precisionsslipad | 0.8 μm | +5% | Tätningsytor, lagerkontakter, estetiska komponenter |
| Spegelfinish | 0,4 μm | +15% | Optiska komponenter, högkvalitativa konsumentprodukter, medicintekniska apparater |
Kostnadsoptimering innebär inte att göra avkortningar. Det innebär att eliminera slöseri genom att justera specifikationerna så att de stämmer överens med de faktiska kraven. En väl optimerad konstruktion levererar samma funktionella prestanda till en betydligt lägre kostnad jämfört med en överdimensionerad lösning. När du förstår vad som driver prissättningen blir varje konstruktionsbeslut en möjlighet att maximera värdet från dina CNC-fräsade delar.
När prissättningsfaktorerna är förstådda handlar den sista överväganden om att bygga relationer som omvandlar transaktionella leverantörer till pålitliga tillverkningspartners.
Bygga framgångsrika tillverkningspartnerskap
Du har navigerat hela landskapet av tillverkare av maskinbearbetade delar, från att förstå deras roller till att utvärdera certifieringar, toleranser och prissättning. Nu kommer den mest värdefulla insikten: skillnaden mellan en bra leverantör och en utmärkt partner sträcker sig långt bortom tekniska förmågor eller konkurrenskraftig prissättning. Långsiktiga tillverkningsrelationer ger ackumulerande fördelar som transaktionella tillvägagångssätt helt enkelt inte kan matcha.
Tänk på det så här. Varje gång du byter leverantör börjar du om på inlärningskurvan. Nya tillverkare måste förstå dina kvalitetskrav, dina preferenser när det gäller kommunikation och dina krav på användningsområdet. Den introduktionsprocessen tar tid och medför risker. Partners som känner till ditt företag förutser dina behov, påpekar potentiella problem innan de blir allvarliga och investerar i din framgång, eftersom din tillväxt innebär även deras tillväxt.
Bygga långsiktiga tillverkningspartnerskap
Vad omvandlar en leverantör till en betrodd partner? Det börjar med att välja tillverkare vars förmågor verkligen stämmer överens med dina krav, snarare än att tvinga på omatchade relationer. I den här guiden har du lärt dig att utvärdera leverantörer av precisionsbearbetade produkter utifrån flera dimensioner. Använd nu dessa kriterier strategiskt för att bygga partnerskap som varar länge.
De starkaste tillverkningsrelationerna delar gemensamma egenskaper:
- Jämförbara förmågor - Tillverkarens kärnkompetenser matchar dina främsta behov. Att be en prototypspecialist hantera högvolymsproduktion, eller tvärtom, belastar relationen redan från dag ett.
- Tydliga kommunikationskanaler - Responsiva kontaktpersoner som förstår din bransch och talar ditt tekniska språk minskar friktionen under hela projektet.
- Proaktiv problemlösning - Partner identifierar potentiella problem under offertfasen snarare än efter att produktionen har påbörjats. De ger feedback om design för tillverkbarhet som förbättrar dina maskinbearbetade produkter innan tillverkningen påbörjas.
- Konsekventa kvalitetssystem - Certifieringar är viktiga, men konsekvent genomförande är ännu viktigare. Partner levererar precisions-CNC-bearbetade komponenter som uppfyller specifikationerna orderrad efter orderrad.
- Skalierbarhet - Dina behov kommer att utvecklas. Partner som kan växa tillsammans med dig – från prototyper till serieproduktionsvolymer – eliminerar störningar orsakade av att nya leverantörer måste certifieras när din verksamhet expanderar.
För bilköpare i synnerhet signalerar IATF 16949-certifiering tillverkare med den kvalitetsinfrastruktur som krävs för att möta krävande produktionskrav. Dessa certifierade anläggningar tillämpar statistisk processkontroll och säkerställer full spårbarhet under hela produktionsprocessen. Till exempel, Shaoyi Metal Technology exemplifierar detta tillvägagångssätt och erbjuder precisionstillverkning med CNC-maskiner certifierad enligt IATF 16949, från snabb prototypframställning med ledtider så korta som en arbetsdag till massproduktion av komplexa chassinmonteringar och specialtillverkade maskindelar, t.ex. metallbussningar. Deras specialiserade automobilproduktionskapacitet visar vad köpare bör eftersträva i en produktionspartner.
De bästa leverantörerna av CNC-maskindelar blir en utvidgning av ditt ingenjörsteam och bidrar med expertis som förbättrar era produkter, snarare än att enbart utföra beställningar.
Dina nästa steg vid val av tillverkare
Du har nu de ramverk som krävs för att gå från första offertförfrågan till en pålitlig partnerskap. Här är en snabb sammanfattning av beslutsprocessen som behandlats i den här guiden:
- Definiera dina projektkrav fullständigt - Materialspecifikationer, toleranskrav, kvantitetsbehov och leveranstidspunkter utgör grunden för varje framgångsrik RFQ.
- Anpassa typ av tillverkare till projektets fas - Prototypeexperter för utveckling, kontraktstillverkare för produktion och vertikalt integrerade anläggningar för komplexa monteringar.
- Verifiera certifieringar som är relevanta för din bransch - ISO 9001 för allmän kvalitet, IATF 16949 för fordonsbranschen, AS9100D för luft- och rymdindustrin, ISO 13485 för medicintekniska produkter.
- Optimera konstruktioner för tillverkningsbarhet - Väggtjocklek, hörnradier, djup på detaljer och toleransspecifikationer påverkar alla kostnad och tidsplan.
- Förstå prisdrivande faktorer - Material, komplexitet, toleranser, ytytor och volym bidrar alla till totalkostnaden. Optimera där funktionen tillåter.
- Börja med pilotprojekt - Validera relationen med små beställningar innan du begär produktionsvolymer.
- Investera i partnerskapsutveckling - Dela prognoser, ge återkoppling och kommunicera öppet för att bygga relationer som skapar långsiktig värde.
Resan från första offerten till betrodd partner tar tid och medveten ansträngning. Men avkastningen är betydande. Pålitliga tillverkare av maskinbearbetade delar som förstår er verksamhet levererar bättre kvalitet, snabbare svar och ofta förmånliga priser som transaktionella köpare aldrig ser. De blir konkurrensfördelar som konkurrenter inte lätt kan efterlikna.
Vad är nästa steg? Tillämpa dessa ramverk på era nuvarande inköpsbehov. Oavsett om ni bedömer er första leverantör av anpassade maskindelar eller optimerar en befintlig leveranskedja är principerna desamma. Definiera kraven tydligt, utvärdera kapaciteten systematiskt och bygg relationer med avsikt. De precisionsbearbetade CNC-komponenter som driver era produkter förtjänar partner som är engagerade i er framgång.
Vanliga frågor om tillverkare av CNC-maskindelar
1. Vad är skillnaden mellan en verkstadsverkstad och en kontraktstillverkare?
Verkstadsverkstäder fokuserar på korta produktionslöpningar eller enskilda tillverkningar med hög flexibilitet och hanterar olika delar per offert utan långsiktiga åtaganden. Kontraktstillverkare är strukturerade för upprepad produktion och långsiktiga relationer och erbjuder robust schemaläggning, kvalitetssäkring, materialhantering samt dokumentationssystem. Verkstadsverkstäder är lämpliga för prototyper och små kvantiteter, medan kontraktstillverkare excel ler vid återkommande produktionsomgångar som kräver konsekvent kvalitet och integration i leveranskedjan.
2. Vilka certifieringar bör jag leta efter när jag väljer en CNC-maskinbearbetningsleverantör?
Certifieringarna du behöver beror på din bransch. ISO 9001:2015 utgör grunden för kvalitetsstandarder inom allmän tillverkning. För automotivtillämpningar krävs IATF 16949-certifiering, vilket säkerställer statistisk processtyrning och spårbarhet. Tillverkning av medicintekniska apparater kräver ISO 13485 för strikt säkerhet och efterlevnad av FDA:s krav. Komponenter till luft- och rymdfart kräver AS9100D-certifiering, medan försvarsprojekt kräver ITAR-afterlevnad. Tillverkare med IATF 16949-certifiering, såsom Shaoyi Metal Technology, visar på den kvalitetsinfrastruktur som krävs för krävande automotiv produktion.
3. Hur påverkar toleranser kostnaderna för CNC-bearbetning?
Strängare toleranser ökar tillverkningskostnaderna avsevärt. Standardtoleranser på ±0,005 tum utgör basprisnivån, medan en förskjutning till ±0,001 tum kan öka kostnaderna med 20–40 %. Ultraexakta toleranser på ±0,0002 tum kan dubbla eller till och med trippla produktionskostnaderna på grund av långsammare bearbetningshastigheter, specialverktyg och ökade krav på kontroll. Endast cirka 1 % av delarna kräver verkligen ultraexakta toleranser, så att tillämpa stränga specifikationer endast på kritiska funktioner hjälper till att hålla kostnaderna under kontroll utan att försämra funktionaliteten.
4. Vilken information bör jag inkludera i min förfrågan om offert (RFQ) när jag kontaktar företag som utför CNC-bearbetning?
Ett komplett RFQ-paket bör inkludera CAD-filer i format som STEP eller IGES, 2D-ritningar med mått och GD&T-angivelser, exakta specifikationer av materialklass, initiala orderkvantiteter och förväntade årliga volymer, toleranskrav för kritiska dimensioner, ytfinishspecifikationer med Ra-värden, sekundära ytbehandlingsoperationer som krävs, krav på kontroll och dokumentation samt måltidspunkter för leverans. Väl förberedda RFQ:er ger mer korrekta offertförslag och signalerar professionell kompetens till potentiella tillverkningspartners.
5. När ska jag använda en prototypstillverkare istället för en specialiserad högvolympartnär?
Använd prototypinriktade tillverkare under utvecklingsfasen när du behöver snabbhet och flexibilitet, eftersom de erbjuder ledtider på 1–5 dagar och accepterar beställningar på enstaka stycken. När din design stabiliserats och seriestorlekarna överstiger 500 stycken bör du övergå till specialister inom högvolymsproduktion som erbjuder lägre styckkostnader genom automatiserade produktionslinjer och processoptimering. Vissa tillverkare täcker båda behoven, men att anpassa typen av tillverkare till din nuvarande fas ger vanligtvis bättre resultat än att tvinga en leverantör att vara expert på allt.