 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Hemligheterna med offertförslag för CNC-bearbetning: Några kostnadsfaktorer som leverantörer döljer
Att förstå offertförslag för CNC-bearbetning ur köparens perspektiv
Har du någonsin undrat hur mycket det kostar att tillverka en metallkomponent? Svaret börjar med ett offertförslag för CNC-bearbetning – en detaljerad kostnadsuppskattning som bryter ner exakt vad du kommer att betala och varför. Oavsett om du är en inköpsansvarig som jämför leverantörer , en ingenjör som förfinar en konstruktion eller en projektkoordinator som ställer upp en budget ger förståelsen av dessa offertförslag dig ett verkligt fördelsläge.
Tänk på ett offertförslag som mer än bara ett prisetikett. Det är ett fönster in i hur en tillverkare tolkar ditt projekt, vilka resurser de kommer att investera och var potentiella kostnadsbesparingar kan finnas gömda. När du kan läsa detta dokument flytande förvandlas du från en passiv köpare till en informerad partner som fattar klokare beslut.
Vad ett offertförslag för CNC-bearbetning faktiskt inkluderar
Ett professionellt bud är inte bara en enda siffra, det är en omfattande uppdelning av alla kostnadselement som ingår i att omvandla råmaterial till din färdiga del. Att förstå varje komponent hjälper dig att upptäcka möjligheter till optimering och identifiera när något inte går ihop.
Här är de viktigaste komponenterna du vanligtvis hittar i ett komplett citat:
- Materialkostnader: Råvaruprisen baserad på typ, kvalitet och tomma storlek som krävs för din del. Detta inkluderar eventuellt avfall som måste bearbetas bort.
- Inställningsavgifter: Enstaka avgifter för maskinberedning, verktygsinstallation, tillverkning av armaturer och CNC-programmering. Dessa kostnader är fasta oavsett kvantitet.
- Bearbetningstid: Den primära kostnadsdrivaren, beräknad genom att multiplicera maskintimmar med timbelöner. Komplexa geometrier och strängare toleranser ökar detta avsevärt.
- Färdigbehandlingsoperationer: Kostnader för efterbehandling, inklusive avgrävning, ytbehandling, anodisering, målning eller polering enligt dina specifikationer.
- Kvalitetskontroll: Kostnader för dimensionsverifiering, toleranskontroller samt eventuella krävda certifikat eller dokumentation.
- Frakt och hantering: Logistikkostnader för förpackning och leverans av dina färdiga delar.
När du begär ett CNC-utfärdningsförslag online kommer du att märka att pålitliga leverantörer ger transparens inom alla dessa kategorier. Vague eller sammanbundna priser signalerar ofta potentiella problem längre fram.
Varför kunskap om offertinnehåll räddar projekt
Att förstå detaljerna i en offert handlar inte bara om att hitta lägsta pris – det handlar om att skydda ditt projekt mot kostsamma överraskningar. Enligt branschexperter gör det att söka offert från flera leverantörer det möjligt att jämföra prisstrukturer och identifiera den mest fördelaktiga lösningen utifrån dina specifika krav.
Detta är vad kunskap om offertinnehåll faktiskt ger:
Exakt budgetering: När du förstår uppdelningen av CNC-maskinbearbetningskostnaderna kan du med säkerhet prognosticera dina kostnader. Ingen behöver längre överskatta budgeten med gissningar eller bli överraskad av dolda avgifter.
Möjligheter till designoptimering: En detaljerad offert avslöjar vilka funktioner som driver kostnaderna. Kanske höjer den strikta toleransen för en icke-kritisk dimension priset med 20 %. Du kommer inte att veta det om du inte kan tolka siffrorna.
Leverantörskvalificering: Hur en leverantör strukturerar sin offert säger mycket om deras professionella nivå. Detaljerade offertförslag med tydliga poster tyder på välorganiserade verksamheter och system för kvalitetsstyrning.
Förhandlingsmakt: När du förstår vad som ligger bakom varje kostnadspost kan du föra meningsfulla diskussioner om alternativ i stället för att enbart begära rabatter.
Många köpare börjar idag med online-bearbetningsoffertförslag för att fastställa en referensprisnivå innan de kontaktar leverantörer direkt. Denna metod ger dig marknadskontext och hjälper dig att identifiera när en offert ligger utanför normala intervall – antingen misstänkt lågt eller orimligt högt.
Slutresultatet? Ett onlineoffert eller ett traditionellt RFQ-svar innehåller den information du behöver för att fatta kloka beslut om tillverkning. Avsnitten som följer visar exakt hur du dekodar varje kostnadsfaktor och använder den kunskapen till din fördel.

Nyckelkostnadsfaktorer som påverkar varje offert
Nu när du förstår vad som ingår i ett offert kan vi gå djupare in på de specifika faktorer som faktiskt bestämmer dessa siffror. Varje CNC-fräsningsskostnad grundar sig på tre grundläggande drivkrafter: vilket material du fräsar, hur länge maskinen körs och hur exakt den slutgiltiga komponenten måste vara. Behärska dessa variabler, och du kommer att veta exakt vart dina pengar går – och var du eventuellt kan spara in.
Materialkostnader och bearbetningsfaktorer
Materialval utgör grunden för varje offert. Det handlar inte bara om råmaterialkostnaden per pund – det handlar om hur materialet beter sig under skärdonet. Denna egenskap, som kallas bearbetbarhet, påverkar kraftigt hur snabbt delar kan tillverkas och hur snabbt verktygen slits.
Överväg bearbetning av aluminium jämfört med rostfritt stål cnc bearbetning . Aluminium skärs som smör. Maskiner kan köras vid högre hastigheter med mindre verktygsslitage, vilket leder till kortare cykeltider och lägre kostnader. Rostfritt stål? Det är en annan historia. Det är hårdare, genererar mer värme och kräver långsammare fördjupningshastigheter. Din offert återspeglar dessa förhållanden.
Här är hur olika material står sig när det gäller kostnadsimpact:
| Material | Råmaterialkostnad (per pund) | Bearbetbarhetsgrad | Relativ offertimpact | Bästa användningsområden |
|---|---|---|---|---|
| Aluminium (6061) | $3–$6 | Hög | Lägsta | Allmänna ändamål, luft- och rymdfartsbryggor, kapslingar |
| Med en bredd av mer än 150 mm | $5–$10 | Hög | Låg-Medel | Fittingar, dekorativa delar, elektriska komponenter |
| Material 303 Rostfritt stål | $8–$14 | Måttlig-Hög | Medium | Axlar, fästdelar, komponenter för livsmedelsklass |
| 316 rostfritt stål | $10–$18 | Medium | Måttlig-Hög | Marin, medicinsk och kemisk korrosionsbeständighet krävs |
| Delrin-material (acetal) | $4–$8 | Hög | Låg | Växlar, lager, komponenter med låg friktion |
| Nylon | $3–$7 | Måttlig-Hög | Låg | Bussningar, isolatorer, slitagebeständiga delar |
| Titan | $15–$35 | Låg | Högsta | Luft- och rymdfart, medicinska implantat, högpresterande applikationer |
När motiverar ett premiummaterial sin kostnad? Ställ dig själv dessa frågor:
- Kräver applikationen det? Medicinska implantat kräver biokompatibelt titan. En prototypkonsol behöver förmodligen inte det.
- Betalar du för egenskaper som du inte kommer att använda? Om korrosionsbeständighet inte är avgörande fungerar rostfritt stål 303 lika bra som 316 – till ett lägre pris.
- Kan en plastersättning fungera? Nylon för bearbetning och delrinmaterial erbjuder utmärkt prestanda för växlar, bussningar och applikationer med låg friktion till en bråkdel av metallkostnaderna.
Bearbetning av mässing ger exempelvis utmärkt slitagebeständighet och korrosionsskydd. Men om din del inte kräver dessa egenskaper kan alternativ i aluminium eller mässing minska dina materialkostnader avsevärt utan att påverka förmågan att uppfylla specifikationerna.
Hur delkomplexitet multiplicerar maskintid
Här är verkligheten som tar många köpare på sängen: maskintid är den främsta kostnadsdrivande faktorn i de flesta offertförslag. Och delkomplexitet multiplicerar direkt denna tid.
Tänk på det ur maskinens perspektiv. En enkel rektangulär blockform med ett par hål? CNC-maskinen kan snabbt grovbearbeta den, borra hålen och gå vidare. En böjd luft- och rymdkomponent med inre fickor, tunna väggar och sammansatta vinklar? Den delen kan kräva dussintals verktygsbyten, flera monteringsställningar och noggrann hantering av fördjupningshastighet för att undvika vibrationer.
Enligt branschanalys kan en enkel kubisk komponent kosta cirka 100 USD och ta ungefär två timmar att bearbeta, medan en detaljerad, flersidig samling kan stiga till 500 USD och kräva tio timmars produktionstid.
Vilka specifika funktioner ökar maskintiden?
- Djupa fickor och hålrum: Dessa kräver specialiserade verktyg med lång räckvidd och långsammare skärhastigheter för att förhindra böjning. Varje pass tar bort mindre material, vilket förlänger cykeltiden.
- Tunna väggar: Delar med väggar som är tunnare än 0,5 mm kräver noggrann programmering och minskade fördjupningshastigheter för att undvika deformation eller vibration.
- Skarpa inre hörn: Kvadratiska inre hörn kräver mindre verktyg och ytterligare bearbetningspass. Avrundade hörn kan fräsas snabbare och ger starkare delar.
- Komplexa 3D-konturer: Kurvade ytor kräver fler verktygspålar och finare stegöver, vilket dramatiskt ökar programmets längd.
- Gängade detaljer: Varje gängad borrning lägger till inställnings- och bearbetningsoperationer. Överväg om alla dessa gängor verkligen är nödvändiga.
Frågan om toleranser förstärker denna komplexitet. Standardbearbetade delar håller vanligtvis ±0,005 tum utan särskild ansträngning. Men när ritningen anger ±0,001 tum? Då kör maskinen långsammare, operatören kontrollerar måtten oftare och andelen underkända delar stiger. Enligt tillverkningskostnadsdata kräver striktare toleranser långsammare bearbetningshastigheter, frekventa verktygsbyten och förstärkta kvalitetskontroller – allt detta adderar tid och kostnad.
Varje funktion på din del representerar ett beslut. Frågan är inte bara "kan denna bearbetas?" – utan "bidrar denna funktion tillräckligt med värde för att motivera dess kostnadsimpact?" När du förstår hur geometrin multiplicerar maskintid får du möjlighet att optimera dina konstruktioner innan du begär offert, vilket resulterar i bearbetade delar som uppfyller dina krav till lägsta praktiska pris.
Bearbetningsoperationer och deras inverkan på prissättningen
Du har valt ditt material och optimerat din geometri – men här är det där offertkostnaderna tyst kan multipliceras. Bearbetningsoperationerna som krävs för att tillverka din del avgör ofta om du står inför en budgetvänlig offert eller en som får dig att ompröva hela projektet. Att förstå skillnaden mellan CNC-svarvning, CNC-fräsning och fleraxlig bearbetning ger dig kunskapen att fatta smartare inköpsbeslut.
Tänk på det så här: en enkel cylindrisk axel behöver kanske endast en cNC-svarvoperations en komplex luft- och rymdbranschmontering med funktioner på alla sidor? Det kan kräva CNC-bearbetningstjänster med fem axlar, specialfördelade fästen och flera inställningar. Samma material, men betydligt olika priser.
När 5-axlig bearbetning motiverar den högre kostnaden
Inte alla CNC-maskiner är lika, och antalet axlar påverkar direkt hur ditt offertförslag ser ut. Så här fungerar progressionen:
3-axlig bearbetning: Industrins arbetshäst. Skärverktyget rör sig längs X-, Y- och Z-axlarna medan arbetsstycket förblir stillastående. Perfekt för platta delar, enkla fickor och funktioner som är tillgängliga från en riktning. Detta är ditt kostnadseffektivaste alternativ när delens geometri tillåter det.
4-axlig bearbetning: Lägger till en roterande axel, vilket gör att delen kan rotera under skärningen. Idealiskt för cylindriska delar med funktioner runt omkretsen – tänk på motorhus eller runda höljen med sidoportar.
5-axlig bearbetning: Verktyget eller arbetsstycket kan röra sig i fem riktningar samtidigt. Enligt branschexperter , fullständig samtidig 5-axlig bearbetning gör att verktyget kan bibehålla optimal orientering i förhållande till ytan under hela operationen – avgörande för komplexa formade ytor.
Så när är den 5-axliga premien rimlig? Överväg dessa scenarier:
- Formade luft- och rymdfartskomponenter: Delar med sammansatta kurvor och underskärningar som helt enkelt inte kan nås med 3-axliga metoder.
- Impellervingar och turbinkomponenter: Komplexa vrängda geometrier som kräver kontinuerlig verktygsomorientering.
- Medicinska implantat: Organiska former som matchar människokroppens anatomi kräver fleraxlig kapacitet.
- Formhåligheter med djupa funktioner: 5-axlig bearbetning möjliggör kortare verktyg med bättre styvhet, vilket förbättrar ytfinishen och minskar vibrationer.
Här är kostnadsverkligheten: en standard VMC med tre axlar kan kosta mellan 80 000 och 150 000 USD, medan maskiner med fem axlar har betydligt högre prislappar på grund av sin avancerade mekanik. Den kapitalinvesteringen överförs till timkostnaderna. Dock minskar femaxlig bearbetning ofta den totala kostnaden för komplexa delar genom att eliminera flera monteringsomgångar och förbättra ytkvaliteten i en enda operation.
Monteringskomplexitet och dess dolda kostnader
Varje gång en maskinist ompositionerar din del ackumuleras kostnader. Monterings- och inställningstid är icke-produktiv maskintid – spindeln skär inte, men klockan tickar. Ännu värre är att varje omorientering introducerar potentiell toleransackumulering, där små positioneringsfel förstärks över flera operationer.
Överväg en del med funktioner på fyra sidor. Med treaxlig bearbetning innebär det potentiellt fyra separata monteringsomgångar: bearbeta en sida, stanna maskinen, ompositionera och återmontera delen, verifiera justeringen och fortsätta sedan. Enligt kostnadsanalys för tillverkning , installation och programmering kan variera kraftigt – enkla delar kan ta 15 minuter, medan komplexa delar som kräver anpassade verktygsvägar kan kräva över 45 timmar endast för programmering och installation.
Skillnaden mellan svarvning och fräsning påverkar också din offertstruktur. CNC-svarvning är särskilt lämplig för cylindriska delar – axlar, stift, bushingar – där materialet roterar mot ett stationärt verktyg. Den är vanligtvis snabbare och mer ekonomisk för rotationsgeometrier. Schweizisk bearbetning tar detta ett steg längre för små, precisionsbearbetade svarvade delar med exceptionell noggrannhet.
Fräsoperationshanterar allt annat: fickor, spår, komplexa 3D-ytor och icke-cylindriska geometrier. När din del kräver både svarv- och fräsdrag måste du antingen använda flera maskiner eller en kombinerad svarv-fräsmaskin – och båda scenarierna påverkar prissättningen.
Här är exempel på situationer där enklare bearbetningsmetoder ger samma resultat till lägre kostnad:
- Konsolidera funktioner till en sida om möjligt: Om en hållare har monteringshål bör du försöka placera dem så att alla är tillgängliga från en enda inställning i stället för att vara spridda över flera ytor.
- Använd 3+2-positionering istället för full 5-axlig bearbetning: Många delar behöver inte samtidig 5-axlig rörelse. Genom att ställa in rotationsaxlarna och sedan bearbeta med 3-axliga strategier (kallat 3+2 eller positionell 5-axlig bearbetning) minskar kostnaderna samtidigt som flera vinklar fortfarande kan nås.
- Designa med standardverktygets räckvidd i åtanke: Djupa fickor som kräver verktyg med utökad räckvidd saktar ner bearbetningen och ökar kostnaderna. Mindre djupa funktioner bearbetas snabbare.
- Undvik funktioner som kräver att delen vänds: Genomgående hål som måste CNC-fräsas från båda sidor dubblar din inställningsbelastning. Överväg istället dolda hål eller omforma funktionen.
- Ange svarvoperationer för cylindriska avsnitt: En del med en cylindrisk kropp och fräsade funktioner kan vara mer ekonomisk att starta på ett svarv och sedan slutföra på en fräs, istället för att bearbeta den helt från massivt material.
Slutresultatet? Innan du slutför den här konstruktionen bör du fråga dig själv: hur många gånger behöver den här delen ompositioneras? Varje inställning lägger till kostnad, introducerar potentiella fel och förlänger ledtiden. En smart konstruktion minimerar antalet inställningar utan att offra funktionalitet – och ditt prisförslag kommer att återspegla den effektiviteten.

Tolerans- och ytytfinishspecifikationer i prisförslag
Här är en hemlighet som kan spara dig tusentals kronor: toleransspecifikationer är kanske den största dolda kostnadsdrivaren i ditt CNC-fräsprisförslag. Många ingenjörer väljer som standard strikta toleranser "bara för säkerhets skull", utan att inse att varje extra decimalplats kan fördubbla, förvänta eller till och med öka kostnaderna 24 gånger. Att förstå denna kostnadskurva förändrar hur du ställer krav på delar – och påverkar kraftigt vad du betalar.
Sambandet mellan tolerans och kostnad är inte linjärt. Det är exponentiellt. Att gå från standardtoleransen ±0,005 tum till precisionsnivån ±0,001 tum innebär inte bara en ökning med 20 % i ditt offertpris – det kan trippla eller fyrdubbla priset. Varför? Eftersom striktare toleranser kräver lägre skärhastigheter, mer exakt utrustning, ytterligare kontrollsteg och högre andel avkastade delar. Varje mikrometer extra precision förstärker dessa krav.
Den verkliga kostnaden för överdrivna toleransspecifikationer
Tänk dig att du gör ett prisförslag för en beställning av specialtillverkade maskinerade delar, exempelvis aluminiumbärare. Med standardtoleranser kostar varje bärare 50 USD. Men på din ritning anges ±0,001 tum för alla mått – inklusive icke-kritiska yttre ytor. Plötsligt stiger priset för bäraren från 50 USD till 150–200 USD. Enligt branschanalys kan strikta toleranser öka kostnaderna för CNC-bearbetning med 2–4 gånger vid en precision på ±0,001 tum och upp till 24 gånger vid extremt strikta toleranser på ±0,0001 tum jämfört med standardtoleranser.
Detta händer bakom kulisserna när du specificerar strikta toleranser:
- Lägre bearbetningshastigheter: Precision CNC-bearbetningstjänster kräver minskade matningshastigheter och lättare snitt. Vad tar en timme vid standardtoleranser kan ta tre timmar vid strikta specifikationer.
- Specialutrustning: Extremt strikta krav kräver ofta temperaturkontrollerade miljöer och högprecisionensmaskiner med förbättrad styvhet.
- Intensiv kontroll: Standarddelar kontrolleras slumpmässigt. Delar med strikta toleranser kräver 100 % CMM-inspektion, vilket enbart lägger till $50–150 per del i mätkostnader.
- Högre spillnivåer: Delar som skulle godkännas vid standardinspektion avvisas under strikta specifikationer. Denna förkastning inkluderas i ditt offertpris.
- Förlängda ledtider: Räkna med 2–3 gånger längre leveranstid när du specificerar precisionssnittningstjänster med strikta toleranser.
Tabellen nedan visar hur toleransnivåer översätts till kostnadsmultiplikatorer:
| Toleransomfång | Typisk tillämpning | Kostnadsfaktor | Inspektionsmetod | Påverkan på ledtid |
|---|---|---|---|---|
| ±0,005 tum (±0,13 mm) | Allmänna, icke-kritiska funktioner | 1x (baslinje) | Skjutmått, mikrometerskruv | Standard (5–7 dagar) |
| ±0,002" (±0,05 mm) | Ytor för sammanfogning, monteringsgränssnitt | 1,5–2× | Digitala indikatorer, precisionsmätinstrument | +40 % (7–10 dagar) |
| ±0,001" (±0,025 mm) | Lagerpassningar, tätningsytor | 3–4× | Inspektion med koordinatmätmaskin (CMM) krävs | +100 % (10–14 dagar) |
| ±0,0005 tum (±0,0125 mm) | Precisioninstrument, kritiska för luft- och rymdfart | 6–10× | Högprecisionens CMM, kontrollerad miljö | +150 % (14–18 dagar) |
| ±0,0001 tum (±0,0025 mm) | Ultra-precision, optiska komponenter | 10–24× | Specialiserad metrologi, klimatkontrollerad miljö | +200–300 % (14–21 dagar) |
Så hur identifierar du de mått som verkligen kräver stränga toleranser? Ställ dig en enkel fråga: "Vad händer om detta mått avviker med ±0,1 mm?" Om svaret innebär monteringsfel, funktionsproblem eller säkerhetsrisker, ange stränga toleranser. Om svaret är "inget allvarligt", fungerar standardtoleranser perfekt – och kostar långt mindre.
Kritiska mått inkluderar vanligtvis:
- Anslutningsytor där delar måste passa exakt samman
- Lagerplatser och axelpassningar som kräver specifika spel
- Tätande ytor för O-ringar och packningar
- Gängade förbindelser under belastning
- Positioneringsfunktioner för efterföljande montering
Icke-kritiska funktioner – yttre kanter, dekorativa ytor och passageskruvhål – fungerar perfekt med standardtoleranser. En europeisk billeverantör upptäckte detta på egen hand: genom att släppa icke-kritiska toleranser från ±0,01 mm till ±0,03 mm samtidigt som strikta specifikationer bibehölls endast för kritiska funktioner, minskade de bearbetningskostnaderna med cirka 22 %.
Ytfinishalternativ och deras prisnivåer
Specifikationer för ytfinish följer ett liknande kostnads mönster. Ju slätare ytan behöver vara, desto högre blir kostnaden – men inte alla applikationer kräver en spegelblank yta. Att förstå alternativen hjälper dig att specificera exakt vad som krävs utan att överskatta kostnaderna.
Ytjämnhet mäts i Ra (genomsnittlig ytjämnhet), där lägre värden indikerar slätare ytor. Så här påverkar olika ytfinishnivåer ditt citat:
Som-maskinerad (Ra 3,2–6,3 µm): Detta är vad som kommer direkt från CNC-fräsningen. Synliga verktygsspår återstår, men ytan är funktionell för de flesta mekaniska applikationer. Detta är din grundkostnadslösning – ingen ytterligare bearbetning krävs.
Standardmaskinerad (Ra 1,6–3,2 µm): En renare finish uppnås genom optimerade skärparametrar. Enligt forskning om ytfinish är denna nivå ofta tillräcklig för funktionsprovning och innebär en minimal kostnadspåverkan jämfört med som-maskinerade ytor.
Fin finish (Ra 0,8–1,6 µm): Kräver långsammare fördjupning, finare stegvidder och möjligen sekundära operationer. Räkna med 15–25 % högre kostnad per del. Lämplig för synliga komponenter och precisionssammanfogningar.
Polerad (Ra < 0,8 µm): Kräver ytterligare manuell efterbearbetning eller specialiserade poleringsoperationer. Kan öka bearbetningstiden med 20–40 %. Nödvändigt för tätningsytor, optiska applikationer och högkvalitativa estetiska krav.
Materialvalet påverkar de uppnåbara ytytorna. CNC-bearbetning av polykarbonat och akryl får fördel av specifika skärstrategier för att undvika värmmärken och uppnå optisk klarhet. Metaller som aluminium och mässing poleras lättare än rostfritt stål, vilket påverkar både ytans kvalitet och kostnaden.
Praktisk vägledning? Anpassa ytytan till funktionen. En prototyp på en kugghjulsmechanism kan kräva Ra 0,8 µm på lagerytorna för korrekt funktion – forskning visar att ett kugghjul med Ra 0,8 µm upplever 15 % mindre vridmomentförlust jämfört med Ra 3,2 µm. Men den yttre kåpan? Standard Ra 3,2 µm fungerar utmärkt, såvida den inte är kundvänd.
Innan du slutför din nästa offertförfrågan bör du granska alla toleranser och ytfinishspecifikationer på din ritning. Utmana var och en av dem. Du kan upptäcka att 80 % av dina delmått kan använda standardtoleranser, medan endast 20 % verkligen kräver strikt kontroll – och den insikten ensam kan minska din offert med 30–50 %.
Ekonomi för partistorlek och volymprisstrukturer
Här är en fråga som förvånar många förstgångsköpare: varför kostar en enskild prototyp 315 USD, medan priset sjunker till bara 18 USD per styck om du beställer 100 stycken av samma del? Svaret ligger i ett av de kraftfullaste – men ofta missförstådda – principerna inom offertekonomin för CNC-bearbetning: amortering av installationskostnader. Att förstå detta begrepp förändrar hur du planerar beställningar och budgeterar projekt.
Formeln som styr varje volymbaserad offert är förvillande enkel:
Enhetspris = (Engångskostnad för installation ÷ Beställningskvantitet) + Variabel kostnad per del
Den fasta installationskostnaden – som omfattar programmering, fästningsmedelsskapande, verktygsförberedelse och första artikeln granskning – fördelas över varje del som du beställer. Beställ en enda del, och du bär hela installationskostnaden. Beställ 1 000 delar, och varje del utgör bara en liten andel av den kostnaden.
Hur volymrabatter faktiskt fungerar
Låt oss göra detta konkret. Tänk dig en beställning av CNC-maskinerade delar med installationskostnader på 300 USD och variabla kostnader på 15 USD per del. Enligt branschens prisanalys ser ekonomin ut så här:
- 1 del: 300 USD installationskostnad + 15 USD variabel kostnad = 315 USD per enhet
- 10 delar: 30 USD installationsandel + 15 USD variabel kostnad = 45 USD per enhet
- 100 delar: 3 USD installationsandel + 15 USD variabel kostnad = 18 USD per enhet
- 1 000 delar: 0,30 USD installationsandel + 15 USD variabel kostnad = 15,30 USD per enhet
Lägger du märke till något avgörande? Prisfallet är mest dramatiskt i de tidiga stadierna. Att gå från 1 till 10 delar minskar din CNC-pris per enhet med 86 %. Men att öka från 100 till 1 000 stycken sparar endast ytterligare 15 %. När du når produktionsvolymer närmar du dig det verkliga "golvet" – den variabla kostnaden som omfattar råmaterial, maskintid och direkt arbetsinsats.
Detta är anledningen till att erfarna inköpare begär offertförslag med differentierade priser. Att begära offert för 1, 10, 50, 100 och 500 enheter avslöjar exakt var de optimala volymnivåerna ligger för just din del. Vissa CNC-fräsade delar visar kraftiga prisbrytningar vid 25 enheter; andra ger inte några väsentliga besparingar förrän vid 200+ enheter.
En varning: Tillverkningsexperter påminner om att leverantörer som anger "$0 NRE" i prototypoffert ofta döljer installationskostnader i förhöjda styckpriser. Det gör deras offert attraktiv för 10 stycken, men skapar problem när du skalar upp produktionen. En transparent partner separerar tydligt dessa kostnader.
Strategier för offertförslag – prototyp kontra produktion
Övergången från CNC-prototypning till produktion handlar inte bara om att beställa fler delar – det handlar om att välja rätt tillverkningsmetod i varje skede. Olika metoder blir kostnadseffektiva vid olika volymer, och kloka köpare planerar sin kvantitetsstrategi därefter.
Här är de typiska volymnivåerna och deras prisegenskaper:
- Prototypkvantiteter (1–10 enheter): Inställningskostnader dominerar ditt offertförslag. Styckpriserna är högst, men detta är avsiktligt – du betalar för snabbhet, flexibilitet och möjligheten att validera konstruktioner innan du investerar i produktionsverktyg. Prototypbearbetningstjänster i detta skede fokuserar på snabb leverans snarare än styckekonomi.
- Lågvolymsproduktion (10–100 enheter): Den optimala nivån där CNC-bearbetning verkligen utmärker sig. Inställningskostnaderna sprids tillräckligt för att bli rimliga, men volymen är fortfarande så låg att dyra specialverktyg kan undvikas. Många beställningar av anpassade CNC-delar förblir permanent i detta intervall.
- Mellanvolymsproduktion (100–1 000 enheter): Kostnaderna per enhet stabiliseras nära den variabla kostnadsgolvet. I detta skede kan leverantörer erbjuda ytterligare rabatter genom optimerad fästning, batchplanering och minskad inspektionsfrekvens efter godkännande av första provbiten.
- Högvolymproduktion (1 000+ enheter): CNC förblir en fungerande lösning, men alternativa processer (t.ex. injektering, tryckgjutning) kan bli mer ekonomiska beroende på delens geometri. Riktlinjer för processval indikerar att CNC-bearbetning vanligtvis är bäst lämpad för upp till 500–2 000 enheter innan alternativ som formgjutning eller tryckgjutning bör utvärderas på allvar.
Hur planerar ni kvantiteter för att optimera kostnaderna utan att binda för mycket kapital i lager? Börja med att förstå er faktiska efterfrågeprognos. Att beställa 500 delar för att nå en prisrabatt är inte meningsfullt om ni endast kommer att sälja 50 stycken under detta år – lagringskostnaderna tar snabbt ut dessa besparingar. Forskning om ekonomisk partistorlek visar att lagringskostnaderna kan utgöra 20–60 % av lagervärdets värde årligen.
Ett smartare tillvägagångssätt: förhandla om ramorder med schemalagda leveranser. Bind dig vid 500 delar under 12 månader, men ta emot leveranserna i månatliga partier om 40–50 stycken. Du säkrar volympriser samtidigt som du undviker lagerkostnader och belastning på likviditeten. De flesta leverantörer välkomnar detta avtal eftersom det ger förutsägbar arbetsplanering.
Slutsatsen? Varje offert berättar en volymhistoria. Lär dig att tolka den, och du kommer att fatta smartare beslut om när du ska bygga prototyper, när du ska skala upp och exakt hur många delar du ska beställa i varje projektsteg.

Utvärdering och jämförelse av flera offertförfrågningar
Du har samlat in offertförfrågningar från tre olika leverantörer. En ligger på 12 000 USD, en annan på 15 500 USD och den tredje på 18 200 USD. Enkelt beslut, eller hur? Välj helt enkelt det billigaste alternativet och gå vidare.
Inte så snabbt. Detta citat på 12 000 USD kan faktiskt kosta dig 25 000 USD om du tar hänsyn till kvalitetsavslag, missade leveransdatum och den panikartade jakten på en ersättningsleverantör mitt i projektet. Den dyraste CNC-tjänsten på papperet levererar ibland det bästa värdet – medan den billigaste kan bli en budgetförstörande mardröm.
Att förstå hur man utvärderar offertförslag utöver det slutgiltiga priset skiljer framgångsrika inköpsprofessionella från de som ständigt måste hantera leverantörsproblem. Låt oss bygga ett ramverk som fångar det verkliga värdet, inte bara det citierade priset.
Utöver prisjämförelsemetriker
När du söker efter maskinverkstäder i min närhet eller CNC-maskinverkstäder i min närhet hittar du dussintals alternativ. Var och en av dem kommer gärna att skicka dig ett offertförslag. Men en professionell utvärdering tar hänsyn till hela bilden – eftersom de billigaste maskinverkstadstjänsterna ofta döljer kostnader som endast blir synliga efter att du har gett ditt bindande uppdrag.
Här är vad erfarna inköpare utvärderar tillsammans med priset:
Leveranstidens tillförlitlighet: En uppgiven ledtid betyder ingenting om leverantören konsekvent levererar för sent. Begär mått på tidsenlig leverans. Enligt forskning inom tillverkningsindustrin bör svarstiden för tekniska frågor vara inom 24 timmar, med utförliga förklaringar som hänvisar till ritningar eller specifikationer. Leverantörer som kommunicerar dåligt under offertfasen förbättrar sällan sin kommunikation efter att du har placerat en beställning.
Teknisk kompetens: Har leverantören verkligen utrustningen för att tillverka dina delar? Ett citat från ett lokalt maskinverkstad kan se attraktivt ut, men om de planerar att subkontrahera ditt 5-axliga arbete till en underleverantör har du förlorat kontrollen över kvalitet och tidsschema. Fråga specifikt om deras utrustningslista och om dina delar kommer att tillverkas internt.
Kvalitetssystem: Vilken kontrollutrustning använder de? Levererar de första-artikeln-granskningsrapporter? För precisionsarbete bör du bekräfta att de har CMM-kapacitet och kalibreringsprotokoll. Branschriktlinjer föreslår att du under revisioner bör bekräfta fabrikens kalibreringsprotokoll för kontrollutrustning, som ska uppdateras minst en gång per år för att säkerställa noggrannhet.
Kommunikationsrespons: Hur lång tid tog det att få offerten? Besvarades dina tekniska frågor tydligt? Enligt leverantörsutvärderingskriterierna främjar effektiv kommunikation tillförlitlighet och säkerställer att projektet är väl avstämmt – en pålitlig fabrik prioriterar svarsberedskap och teknisk support under hela processen.
Finansiell stabilitet: Om en leverantör går i konkurs mitt i ett projekt orsakar det katastrofala förseningar. För stora beställningar bör du överväga att begära ekonomiska referenser eller granska kreditbetyg.
Certifieringskrav efter bransch
Branschcertifieringar är inte bara imponerande logotyper—de representerar granskade kvalitetssystem, dokumenterade processer och ansvarsskyldighet. När du söker efter maskinistverkstäder i min närhet för kritiska applikationer skiljer certifieringar mellan hobbyverkstäder och professionella CNC-tillverkningsverkstäder.
Här är när specifika certifieringar är viktiga:
ISO 9001:2015: Enligt industricertifieringsstandarder iSO 9001 anses vara den mest universella formen av tillverkningscertifiering och är tillämplig inom alla branscher och på alla skala. Den bekräftar att en organisations produkter eller tjänster uppfyller kundens förväntningar och lagstadgade krav. Detta är din grundnivå—alla allvarliga leverantörer bör ha denna certifiering.
IATF 16949: Väsentlig för arbete inom bilindustrin. Denna global standard för kvalitetsstyrning är specifikt anpassad för bilindustrin och bygger på ISO 9001 samt omfattar ytterligare krav gällande produktutveckling, tillverkningsprocesser och kundspecifika standarder. Om du tillverkar bilkomponenter skapar leverantörer utan IATF 16949 efterlevnadsrisker.
AS9100D: Avgörande för luftfartsapplikationer. Denna certifiering bekräftar att delar uppfyller kraven på säkerhet, kvalitet och höga standarder som ställs av luftfartsindustrin. Enligt certifieringsexperter är en del av anledningen till att det finns en särskild certifiering för luftfart att allt måste vara extremt specifikt och tekniskt av hänsyn till säkerhet och efterlevnad.
ISO 13485: Krävs för tillverkning av medicintekniska produkter. Detta säkerställer att alla medicintekniska produkter utvecklas och tillverkas med säkerhet i åtanke, där patientsäkerhet och välbefinnande är av största vikt.
ISO 14001: Certifiering för miljöhanttering – blir allt viktigare för företag med hållbarhetskrav i sin leveranskedja.
Betala inte en extra avgift för certifieringar som du inte behöver. Allmänna industriella komponenter kräver inte AS9100D-certifiering för luft- och rymdfart. Acceptera dock aldrig en icke-certifierad leverantör för reglerade branscher – ansvarsutlämnandet och efterlevnadsriskerna väger långt tyngre än eventuella besparingar.
Observera dessa röda flaggor som kan tyda på att ett offertförslag kan leda till problem:
- Ovanligt låga priser: Om ett offertförslag är 40 % lägre än konkurrenternas är något fel. De kan ha missuppfattat specifikationerna, tänka sig att göra avkortningar eller vara desperata efter arbete – inget av detta är ett gott tecken.
- Otydliga poster: Professionella offertförslag bryter ned kostnaderna tydligt. Sammanbundna "allt-i-ett"-priser döljer potentiella överraskningar vid ändringsorder.
- Saknad bekräftelse av toleranser: Om din ritning anger toleranser på ±0,001 tum och offertförslaget inte nämner precisionsegenskaper har de kanske inte läst dina krav noggrant.
- Ingen kvalitetsdokumentation erbjuden: Anseende leverantörer nämner inspektionsrapporter, materialcertifikat och kvalitetssystem utan att bli ombedda.
- Långsam eller oklar kommunikation: Svårigheter att få svar under offertfasen är en indikator på problem under produktionen.
- Ovilja att lämna referenser: Etablerade leverantörer välkomnar referenskontroller. Motstånd tyder på att det finns något att dölja.
- Orealistiska leveranstider: Löften som är betydligt snabbare än konkurrenternas kan tyda på kapacitetsproblem eller avsikt att skynda på er order.
- Ingen nämnning av certifieringar: För reglerade branscher lyfter certifierade leverantörer fram sina kvalifikationer tydligt.
För att strukturera er utvärdering effektivt bör ni skapa ett jämförelsekalkylblad där dessa faktorer vägs in på lämpligt sätt. Ge poäng (1–5) för varje kriterium, multiplicera med viktningen för dess betydelse och beräkna totala värdepoäng – inte bara pristoppar. Ett prisförslag som är 20 % högre men som bygger på bevisad i tid-leverans, korrekta certifieringar och responsiv kommunikation representerar ofta bättre totalt värde än den billigaste offerten med oklara förhållanden inom kritiska kategorier.
Kom ihåg: Målet är inte att hitta den billigaste offerten – det är att hitta den bästa värdepartnern som levererar kvalitetsdelar i tid, varje gång. Den skillnaden räddar projekt, budgetar och karriärer.
Vanliga fel vid offertförfrågningar och hur man undviker dem
Du har gjort allt rätt hittills – optimerat ditt konstruktionsarbete, valt rätt material och begärt offert från kvalificerade leverantörer. Men sedan kommer din offert tillbaka med förhöjda priser, vagt formulerade poster eller en begäran om förtydligande som dröjer på ditt projekt i två veckor. Vad gick fel?
Svaret ligger vanligtvis i hur du förberedde och skickade in ditt RFQ-paket. Enligt branschexperter är ofullständig dokumentation den vanligaste orsaken till att offertförfrågningar stannar upp. Saknade toleranser, oangivna material eller vagt formulerade anteckningar stör både offertprocessen och tillverkningen, vilket tvingar leverantörer att göra antaganden som ofta inte stämmer överens med dina faktiska krav – och dessa antaganden gynnar sällan din budget.
Bra nyheter? Dessa misstag går att undvika helt och hållet. Låt oss undersöka de brister i dokumentationen som driver upp offertpriserna och de verkliga ledtidsförhållandena som tar köpare på sängen.
Dokumentationsbrister som driver upp offertpriser
Tänk dig att du är en CNC-leverantör som granskar en inkommande förfrågan om offert (RFQ). Kunderna har skickat en CNC-fil med bra geometri, men detta saknas: inga toleransangivelser, ingen materialspecifikation utöver "aluminium" och ingen indikation på önskad ytyta. Vad gör du?
Du har två val: antingen pausar du allt för att ställa förtydligande frågor (vilket drar ut offerten med flera dagar), eller så gör du försiktiga antaganden som skyddar ditt verkstad mot underprissättning. De flesta leverantörer väljer alternativ två – och försiktiga antaganden innebär högre priser för dig.
Enligt experter inom precisionssnittning gör många köpare felet att inkludera endast STEP-filen i sina offertförfrågningar. Även om STEP-filer verkligen är användbara är PDF-filer lika viktiga, eftersom de innehåller viktiga anmärkningar om toleranser, material, värmebehandling, ytyta och mer. Utan denna information är det nästan omöjligt att lämna ett korrekt prisförslag.
Här är en omfattande lista över all väsentlig information som varje offertförfrågan bör inkludera:
- 3D CAD-filer i universella format: STEP-filer (.step/.stp) eller IGES-filer accepteras allmänt och bevarar geometrin noggrant. Undvik proprietära format som kräver specifik programvara för att öppnas.
- 2D-tekniska ritningar med GD&T: PDF-ritningar som visar alla kritiska mått, toleranser, referensplaner och kontrollkrav. Det är här din toleransstrategi kommuniceras tydligt.
- Kompletta materialspecifikationer: Inte bara "rostfritt stål" utan "rostfritt stål 316L i glödgat tillfälle." Ange kvalitet, härdningstillfälle, hårdhetskrav samt eventuella krav på certifiering (millscertifikat, RoHS-kompatibilitet).
- Krav på ytfinish: Ange Ra-värden för kritiska ytor. Markera vilka ytor som är estetiska respektive funktionella.
- Antal och volymprognos: Inkludera både omedelbart beställda mängder och förväntad årlig förbrukning. Detta hjälper leverantörer att erbjuda lämplig volymrabatt.
- Önskat leveransdatum: Var specifik. "ASAP" är inte ett leveransdatum – det är en inbjudan till extra avgifter för snabb leverans.
- Sekundära operationer: Krav på värmebehandling, beläggning, anodisering, gravering eller montering ska tydligt dokumenteras.
- Krav på kontroll och dokumentation: Rapporter från första-artikelkontroll, CMM-data, materialcertifikat eller branschspecifika dokumentationskrav.
- Gängspecifikationer: Ange gängtyp, passningsklass och gängdjup. För dolda hål krävs specifikation av bottenform.
- Förpackningskrav: För precisionsbearbetade CNC-delar kan skyddspackning vara nödvändig för att förhindra skador under transport.
När CNC-filer och ritningar inte stämmer överens står leverantörerna inför ett dilemma. Vilket dokument har företräde? Instruktioner för tillverkning betonar att leverantörer utför mer noggranna granskningar när filerna är rena, konsekventa och korrekt strukturerade – varje avvikelse mellan 3D-modellen och ritningsanteckningarna skapar förvirring och förseningar.
Kostnaden för ofullständig dokumentation går utöver försenade offertförslag. Otydliga specifikationer skapar möjligheter till omfattningstvister under produktionen. Du förväntade dig slipade ytor; leverantören levererade i maskinerat skick. Din ritning var tvetydig, och nu står du inför kostnader för omarbete eller projektfördröjningar medan tvisten löses.
Ledtidsförväntningar jämfört med verkligheten
Här är en samtalssituation som uppstår långt för ofta: "Jag behöver dessa maskinbearbetade delar inom fem dagar. Kan ni göra det?"
Leverantören säger ja – för att de behöver arbetet. Men här är vad de inte berättade för dig: den femdagarstiden förutsätter att material finns i lager (det gör det inte), att inga programmeringsproblem uppstår (de kommer att göra det) och att inget annat i deras kö får företräde (det kan hända). Dina "femdagars"-delar anländer efter tre veckor, och hela ditt projektplaneringsschema kollapsar.
Orealistiska ledtidsförväntningar skapar en kedjereaktion av problem:
Rush-avgifter driver kostnaderna kraftigt upp: Expedierade beställningar kräver övertidsarbete, prioriterad materialinköp och störning av annat schemalagt arbete. Räkna med 25–50 % högre avgifter för verkligt brådskande beställningar – och det förutsätter att leverantören faktiskt kan uppfylla din tidsram.
Kvaliteten lider under press: Brådskande bearbetning innebär mindre tid för noggrann inställning, minskad inspektionsfrekvens och ökade avvisningsfrekvenser. Delarna kan anlända snabbare, men kommer de att uppfylla dina specifikationer?
Materialtillgänglighet skapar dolda förseningar: Standardaluminiumlegeringar kan levereras inom några dagar, men specialgrader eller exotiska legeringar kan kräva veckors ledtid från valsverken. Din leverantör kan inte bearbeta anpassade metallkomponenter förrän materialet har anlänt.
Enligt CNC-maskinbearbetningsexperter de flesta pålitliga leverantörer återkommer med offert inom 48–72 timmar om filerna är tydliga och fullständiga. För brådskande uppdrag eller storskaliga förfrågningar kan tidsramarna variera – men snabbare svar är vanligt när du samarbetar med en betrodd leverantör som förstår dina krav.
Hur ser en realistisk ledtid ut för CNC-bearbetade komponenter? Här är en allmän ram:
- Enkla prototypdelar (standardmaterial): 5–10 arbetsdagar från orderbekräftelse
- Komplexa prototypdelar (flera inställningar): 10-15 arbetsdagar
- Produktionsbeställningar (standardmaterial): 2–4 veckor beroende på kvantitet
- Delar som kräver strikta toleranser: Lägg till 3–5 dagar för ytterligare kontroll och eventuella omarbetningscykler
- Andra bearbetningssteg (anodisering, värmebehandling): Lägg till 3–7 dagar beroende på processen
- Specialmaterial: Lägg till tid för materialinköp, vilket kan variera från dagar till veckor
Vad är den smartaste metoden? Bygg in buffertid i ditt projektplaneringsarbete och kommunicera realistiska förväntningar från början. Enligt branschriktlinjer leder det att ange specifika leveranstider till att leverantörer kan planera sin kapacitet och schemaläggning, vilket resulterar i mer exakta offertförslag och pålitligare leveransprestanda.
När du skickar in din nästa förfrågan om offert (RFQ) ska du komma ihåg: kvaliteten på den information du tillhandahåller avgör direkt hur exakt offerten blir. Fullständig dokumentation eliminerar antaganden. Realistiska tidsramar förhindrar stressade misstag. Tillsammans skapar de grunden för framgångsrika CNC-fräsningssamarbeten – exakt prisberäkning, pålitlig leverans och delar som uppfyller dina specifikationer redan vid första leveransen.
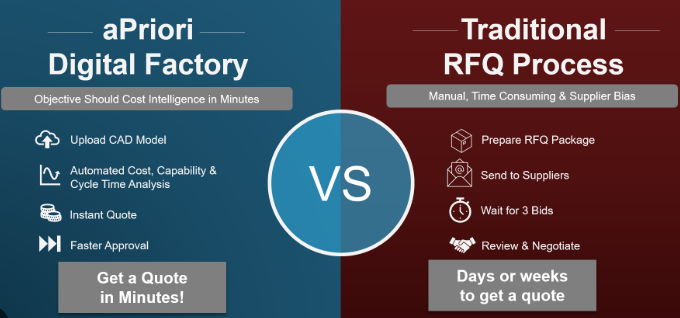
Att välja mellan onlineoffert och traditionell RFQ-process
Du har förberett dina dokument, optimerat ditt konstruktionsarbete och är redo att begära prisuppgifter. Men här är ett beslut som många köpare missar: ska du använda en plattform för omedelbara offertförslag eller följa en traditionell RFQ-process? Svaret beror helt på din dels komplexitet, volymkrav och kvalitetskrav – och att välja fel kan kosta dig både tid och pengar.
Online-CNC-bearbetningstjänster har förändrat hur köpare får tillgång till tillverkning. Enligt branschundersökningar ger online-CNC-system för omedelbara offertförslag realtidspriser och återkoppling om tillverkningsbarhet inom 5–60 sekunder, jämfört med 1–5 dagar för traditionella manuella offertförfrågningar. Den hastigheten är revolutionerande för prototyper och enkla delar. Men hastighet är inte allt – särskilt inte när precision, certifieringar och tillförlitlighet i produktionen är avgörande.
Att förstå när varje metod ger maximal värde hjälper dig att fatta smartare inköpsbeslut. Låt oss gå igenom de scenarier där varje metod verkligen lyser.
När omedelbara offertsystem fungerar bäst
Plattformar för omedelbara offertförslag utmärker sig i specifika scenarier där standardisering och snabbhet är viktigare än anpassningsbehov. Om du söker CNC-bearbetning i min närhet och behöver delar snabbt kan dessa plattformar vara mycket effektiva.
Här är när ett omedelbart offertförslag är rimligt:
- Standardgeometrier med vanliga funktioner: Delar med enkla urhålningar, hål och yttre konturer som algoritmer kan analysera korrekt. Enligt plattformsanalys hanterar system för omedelbara offertförslag standardstorlekar på delar, material och toleranser exceptionellt väl.
- Vanliga materialval: Aluminium 6061, rostfritt stål 304, ABS och andra allmänt förrådade material offertas korrekt eftersom prisuppgifterna är omfattande och materialtillgängligheten är förutsägbar.
- Prototypkvantiteter (1–25 enheter): När du behöver några få delar snabbt för att validera en konstruktion ger plattformar för omedelbara offertförslag offertförslag inom sekunder och delar inom dagar. Detta är deras starkaste sida.
- Standardkrav på toleranser: Delar med angivna toleranser på ±0,005 tum eller bredare passar bekvämt in i automatiserade offertalgoritmer. Strängare toleranser kräver manuell granskning.
- Designiterationscykler: När du ofta ändrar geometrin och behöver snabb kostnadsfeedback tar det bara minuter – inte dagar – att ladda upp reviderade filer.
Tekniken bakom dessa plattformar är imponerande. Ledande system som Xometry och Protolabs använder AI-drivna offertsystem med nätverk av över 10 000 leverantörer, vilka stödjer toleranser så stränga som ±0,025 mm och över 60 material. Protolabs kan leverera delar redan inom 1 dag för brådskande prototyper.
Precisionssnittexperter varnar dock för att omedelbara offertförslag ofta förenklar komplexa geometrier för mycket och inte tar hänsyn till invecklade funktioner, toleranser eller specifika bearbetningskrav. Algoritmerna gör generella antaganden om materialegenskaper och bearbetningsprocesser som kanske inte stämmer överens med dina specifika projektbehov.
Använd omedelbara offertförslag som ditt utgångsvärde. De visar vad marknaden tar för standardarbete – en ovärderlig referens när du senare utvärderar anpassade offertförslag.
Situationer som kräver anpassade RFQ-processer
När dina krav ligger utanför standardparametrarna ger traditionella RFQ-processer ett värde som algoritmer inte kan matcha. Direkt samarbete med leverantörer blir avgörande för komplexa projekt, och den extra tiden som investeras ger avkastning i form av högre noggrannhet och tillförlitlighet.
Överväg anpassade RFQ-processer när ditt projekt omfattar:
Komplexa geometrier som kräver ingenjörsgranskning: Delar med sammansatta kurvor, djupa hålrum, tunna väggar eller fleraxliga funktioner drar nytta av mänsklig analys. Enligt tillverkningsforskning kan erfarna ingenjörer bedöma komplexa geometrier och icke-standardkrav som automatiserade system kan missa tolka, vilket minimerar pristillfälligheter som annars kan överstiga ±10–15 % för intrikata delar.
Specialmaterial: Exotiska legeringar, polymerer av medicinsk kvalitet eller material som kräver specifika certifieringar kräver expertis inom inköp. CNC-svarvningstjänster för luft- och rymdfarts-CNC-maskinbearbetning innefattar ofta titanlegeringar eller nickelbaseras superlegeringar som kräver specialiserad kunskap.
Strikta toleranskrav: När dina specifikationer kräver en tolerans på ±0,001 tum eller bättre behöver du en leverantör som förstår den utrustning, kontrollen och processstyrningen som krävs. Medicinska maskinbearbetningsapplikationer kräver ofta denna precision.
Produktionsvolymens förpliktelser: För pågående produktionslöp ger direktförhandling möjlighet till volymrabatter, ramorder och dedicerad kapacitet – vilket snabbtillgängliga plattformar inte kan erbjuda.
Krav på branschcertifiering: Detta är där anpassade RFQ-processer blir obligatoriska. Enligt experter inom kvalitetskontroll har många branscher strikta riktlinjer för komponenters säkerhet och prestanda. Utan korrekta kvalitetskontrollåtgärder kan delar inte uppfylla regleringskraven, vilket leder till avvisade beställningar och potentiella juridiska risker.
För automotiv- och högprecisionstillämpningar som kräver certifieringar som IATF 16949 erbjuder specialiserade leverantörer med möjligheter till statistisk processkontroll (SPC) offertförslag som tar hänsyn till de kvalitetssystem som krävs för komponenter av produktionskvalitet. Dessa certifieringar säkerställer dokumenterade processer, spårbarhet och konsekvent kvalitet – något som plattformar för snabba offertförslag helt enkelt inte kan garantera.
Tillverkare som Shaoyi Metal Technology demonstrera hur specialiserade leverantörer kombinerar hastighet med precision – erbjuder snabb offertställning med ledtider så korta som en arbetsdag för precisions-CNC-bearbetning. Deras IATF 16949-certifiering och SPC-funktioner gör dem särskilt lämpliga för automotivapplikationer som kräver chassinmonteringar och anpassade metallkomponenter där kvalitetsdokumentation är obligatorisk.
Den hybrida ansatsen fungerar ofta bäst för sofistikerade köpare: använda omedelbara offertförslag för att fastställa grundpriser och verifiera ungefärliga budgetar, och sök sedan anpassade offertförslag från kvalificerade leverantörer för produktionsbeställningar. Denna strategi ger dig marknadskontext samtidigt som den säkerställer att din produktionspartner faktiskt kan leverera den kvalitet, de certifieringar och den pålitlighet som ditt projekt kräver.
Kom ihåg: ett omedelbart offertförslag är en utgångspunkt, inte ett åtagande. För allt utöver enkla prototyper i standardmaterial ger direkt samarbete med leverantörer noggrannhet, ansvar och partnerskap som algoritmer inte kan efterlikna. Den extra dagen eller två som läggs på korrekta RFQ-processer förhindrar veckor av problem när produktionen påbörjas.
Att agera på dina offertförslag för CNC-bearbetning
Du har lärt dig hur material, toleranser, partistorlekar och bearbetningsoperationer påverkar prissättningen. Du vet vad som skiljer en pålitlig leverantör från en riskabel. Nu är det dags för sanningens ögonblick: att omvandla den kunskapen till handling. Hela offertförslagscykeln – från förberedelse till acceptans – avgör om ditt projekt lyckas eller misslyckas.
Tänk på detta sista skede som den punkt där allt faller på plats. Ditt CNC-delprojekt bygger inte bara på förståelse av kostnader, utan också på genomförandet av en systematisk process som skyddar dina intressen samtidigt som den bygger produktiva leverantörsrelationer. Oavsett om du köper in från en maskinist i närheten eller samarbetar med utländska tillverkare gäller dessa principer universellt.
Kontrolllista för godkännande av offert
Innan du godkänner någon offert bör du gå igenom denna verifieringsprocess. Att hoppa över dessa steg är hur omfattningsspridning, missförstånd och budgetöverskridanden uppstår.
Bekräfta att de tekniska specifikationerna stämmer överens med dina krav:
- Stämmer det angivna materialet exakt överens med dina ritningsangivelser? "Aluminium" är inte detsamma som "aluminiumlegering 6061-T6".
- Har toleranskapaciteten uttryckligen bekräftats? Om din ritning anger ±0,001 tum och offerten inte nämner precisionsegenskaper, måste detta klargöras innan du godkänner offerten.
- Stämmer den angivna ytytan överens med dina specifikationer? Kontrollera att Ra-värden är dokumenterade.
- Inkluderas alla sekundära operationer (värmebehandling, beläggning, anodisering) i det citierade priset?
Verifiera att kommersiella villkor är tydligt definierade:
- Vad är den exakta leveranstiden från orderbekräftelsen? Enligt internationella offertpraxis , krävs oklara tidsramar som "2 veckor" förtydligande – när börjar räkningen?
- Är betalningsvillkoren specificerade? Branschriktlinjer betonar att erbjuda flera betalningsalternativ för att underlätta snabbare beslut.
- Vilka villkor gäller för prisjusteringar? Transparenta leverantörer kopplar justeringar till dokumenterade index, t.ex. LME för metaller.
- Är Incotermen fullständig med platsangivelse? "CIF" ensamt är ofullständigt – korrekt specifikation lyder "CIF Los Angeles hamn."
Verifiera kvalitets- och dokumentationsåtaganden:
- Vilka kontrollrapporter kommer att följa leveransen? Första-artikelkontroll, dimensionsrapporter och materialcertifikat bör specificeras.
- Är spårbarhet dokumenterad? Enligt experter inom inköp är det omöjligt att identifiera källan till fel om flera leverantörer levererar samma komponent, om spårbarhet saknas.
- Vad är förfarandet för hantering av avvisade produkter? Klargör ansvarsfördelningen för separation, omarbete eller utbyte innan problem uppstår.
För metallbearbetningsprojekt som kräver anpassade maskinkapaciteter måste leverantören bekräfta att dina delar tillverkas internt och inte underentreprenörs till okända anläggningar. Detta skyddar både kvalitetskontrollen och immateriella rättigheter.
Att bygga långsiktiga relationer med leverantörer
Offertprocessen handlar inte bara om att vinna den lägsta priset – den är grunden för partnerskap som skapar värde under års lång samarbetsperiod. Enligt forskning inom leverantörsrelationshantering (SRM) säkerställer effektiv SRM en pålitlig leveranskedja, minskar risken för störningar och garanterar tidig leverans av varor och tjänster.
Så här förhandlar du för värde snarare än endast för prissänkning:
Fokusera på totala ägandekostnaden: En leverantör som erbjuder feedback om utformning för tillverkning (DFM) kan ange en prisökning med 10 %, men spara dig 30 % genom designoptimeringar. Det är värdeskapande, inte kostnadsminskning.
Föreslå volymåtaganden för bättre villkor: Istället for att kräva lägre styckpriser kan du erbjuda prognosöversikt och schemalagda order. Enligt bästa praxis inom leverantörsrelationshantering (SRM) möjliggör långsiktiga partnerskap med fokus på ömsesidig tillväxt samarbetsbaserade förbättringar av produktutveckling, processeffektivitet och kostnadsbesparingar.
Investera i leverantörsutveckling: När du hittar en CNC-leverantör i min närhet med goda grundenheter men utvecklingspotential bör du överväga gemensam kompetensutveckling. Utbildningsinvesteringar och teknisk support skapar leverantörer som är unikt anpassade till dina behov.
Upprätthåll tydliga kommunikationskanaler: Industriforskning visar att regelbunden kommunikation säkerställer samstämmighet kring mål, förväntningar och prestanda – genom samarbetsverktyg där både leverantörer och ditt team kan komma åt relevant information och hantera frågor i realtid.
För CNC-framtillverkningsprojekt är relationen lika viktig som offerten. En leverantör som förstår dina applikationer, förutser dina behov och proaktivt föreslår förbättringar blir en konkurrensfördel – inte bara en leverantör.
Den bästa CNC-maskinbearbetningsofferten är inte den lägsta priset – det är den som korrekt återspeglar vad du faktiskt kommer att betala för delar som uppfyller dina specifikationer, levererade när du behöver dem, från en leverantör som kommunicerar tydligt och står bakom sitt arbete.
Detta köparinriktade tillvägagångssätt förändrar hur du interagerar med alla CNC-maskinbearbetningsleverantörer. Du tar inte längre passivt emot priser och hoppas på det bästa. Istället är du en informerad partner som förstår kostnadsdrivare, specificerar kraven exakt, utvärderar leverantörer systematiskt och förhandlar för verkligt värde.
De nio kostnadsfaktorer som behandlas i den här guiden – material, komplexitet, bearbetningsoperationer, toleranser, ytyta, partiekonomi, leverantörskvalificeringar, dokumentationskvalitet och val av offertmetod – ger dig det språkbruk du behöver för att föra meningsfulla samtal med tillverkare. Använd den kunskapen för att ställa bättre frågor, ifrågasätta oklara offertförslag och fatta beslut som balanserar kostnad, kvalitet och leveranstid för dina specifika projektkrav.
Din nästa offertförfrågan börjar nu. Förbered fullständig dokumentation, sätt realistiska tidsramar, utvärdera leverantörer utöver pris och bygg relationer som skapar värde under många år framöver. Så är det smarta köpare omvandlar offertförfrågningar för CNC-bearbetning till framgångsrika projekt.
Vanliga frågor om offertförfrågningar för CNC-bearbetning
1. Hur offerteras CNC-bearbetningsuppdrag?
Offertförslag för CNC-bearbetning beräknas genom att kombinera fasta installationskostnader (programmering, fästutrustning, verktygsförberedelse) med variabla kostnader per del (material, maskintid, arbetsinsats). Leverantörer analyserar dina CAD-filer och ritningar för att uppskatta bearbetningstiden baserat på komplexiteten, och lägger sedan till materialkostnader, efterbearbetningsåtgärder, kontroll och frakt. Volymen påverkar prissättningen avsevärt – installationskostnaderna fördelas över alla beställda delar, så enhetspriserna sjunker kraftigt när antalet ökar. För att få korrekta offertförslag bör du ange fullständig dokumentation, inklusive STEP-filer, 2D-ritningar med toleranser samt materialspecifikationer.
2. Vilka faktorer påverkar CNC-bearbetningskostnaden mest?
De primära kostnadsdrivarna i offertförslag för CNC-bearbetning inkluderar materialval och bearbetbarhet (aluminium bearbetas snabbare än titan), delens komplexitet och geometri (djupa fickor, tunna väggar och sammansatta kurvor ökar tiden), toleransspecifikationer (varje steg åtmer en strängare tolerans kan fördubbla eller förvänta kostnaderna 2–4 gånger), antalet nödvändiga inställningar, erforderliga bearbetningsoperationer (3-axlig kontra 5-axlig bearbetning) samt partiets storlek. Mycket stränga toleranser utöver ±0,001 tum kan öka kostnaderna med 300–400 % på grund av långsammare bearbetningshastigheter, specialutrustning och omfattande krav på inspektion.
3. Hur får jag ett omedelbart offertförslag för CNC-bearbetning online?
Onlineplattformar för omedelbara offertberäkningar, såsom Xometry, Protolabs och Hubs, låter dig ladda upp CAD-filer och få automatiserade prisuppgifter inom sekunder till minuter. Dessa plattformar fungerar bäst för standardgeometrier, vanliga material (aluminium, rostfritt stål, standardplaster), prototypkvantiteter (1–25 enheter) och standardtolleranser (±0,005 tum eller bredare). Ladda helt enkelt upp din STEP-fil, välj material och ytbearbetningsalternativ, ange kvantitet och få omedelbart pris. Använd dessa offertförslag som referensvärden, men använd anpassade RFQ-processer för komplexa delar, stränga toleranser eller produktionsvolymer som kräver certifieringar.
4. Vad ska jag inkludera i en offertbegäran för CNC-bearbetning?
Ett komplett RFQ-paket bör inkludera 3D-CAD-filer (STEP- eller IGES-format), 2D-tekniska ritningar med GD&T som visar alla toleranser och kritiska mått, fullständiga materialspecifikationer (klass, härdning, hårdhet), krav på ytyta (Ra-värden), kvantitet och volymprognos, specifika leveransdatum, krav på sekundära bearbetningsoperationer (värmebehandling, beläggning, anodisering), krav på kontroll och certifiering, gängspecifikationer samt förpackningskrav. Saknad information tvingar leverantörer att göra försiktiga antaganden som höjer priset eller orsakar dröjsmål medan de begär förtydligande.
5. När bör jag välja en certifierad CNC-bearbetningsleverantör?
Branschcertifieringar blir avgörande för reglerade tillämpningar. ISO 9001:2015 utgör grunden för alla allvarliga leverantörer. IATF 16949-certifiering är obligatorisk för bilkomponenter och säkerställer kvalitetsstyrning specifikt inom bilindustrin. AS9100D krävs för luft- och rymdfartsapplikationer, där säkerhets- och precisionskraven är av yttersta vikt. ISO 13485 är nödvändig för tillverkning av medicintekniska produkter. Certifierade leverantörer, såsom Shaoyi Metal Technology med IATF 16949-certifiering och möjligheter till statistisk processtyrning, tillhandahåller dokumenterade kvalitetssystem, spårbarhet och konsekvent kvalitet som standardmaskinverkstäder inte kan garantera.