 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Gjutjärn för bilindustrins verktyg: Vetenskapen bakom hållfasthet

TL;DR
Gjutjärn, särskilt grått och segjärn (nodulärt), är det föredragna materialet för stora bilstansverktyg. Detta beror på dess exceptionella kombination av hög tryckhållfasthet, utmärkt vibrationsdämpning, överlägsen slitagebeständighet och total kostnadseffektivitet. För att uppnå den hållbarhet och felfria ytförädling som krävs för stansning av moderna bilkarosseriplåtar är specialiserade tillverkningsprocesser och avancerade ytbehandlingar såsom jonitriding väsentliga.
Varför gjutjärn är materialval för bilverktyg
I den högtrycksvärld som präglar fordonsindustrin måste verktygen som formas av karosserier tåla enorma och upprepade krafter. Stora stansverktyg, som pressar plåt till komplexa former som dörrar och motorhuvar, kräver ett material som är både otroligt starkt och exceptionellt stabilt. Segjärn har länge varit branschstandard för dessa krävande applikationer och erbjuder en unik kombination av egenskaper som är svåra att matcha med andra metaller, inklusive många slags stål. Dess lämplighet härstammar från grundläggande egenskaper som direkt översätts till högre kvalitet på delarna och en mer effektiv produktionslinje.
Det främsta fördelen med segjärn är dess anmärkningsvärda tryckhållfasthet, vilket gör att det kan bära tunga laster utan att deformeras. Som detaljerat beskrivs i branschanalyser från källor som Sinoway Industry , är denna egenskap kritisk vid stansoperationer där miljontals cykler förväntas under en verktygs livslängd. Dessutom har gjutjärn överlägsna vibrationsdämpande egenskaper. Under det våldsamma slaget i en stanspress absorberar det energi och minskar vibrering, vilket är avgörande för att upprätthålla dimensionsmässig precision och uppnå en jämn yta på den färdiga fordonsdelen. Denna inneboende stabilitet minimerar verktygsslitage och hjälper till att förhindra defekter i de stansade panelerna.
Förutom sin mekaniska prestanda erbjuder segjärn betydande ekonomiska och tillverkningsmässiga fördelar. Det är i allmänhet mer kostnadseffektivt att tillverka än smidesstål av jämförbar storlek, vilket är en avgörande faktor för de stora verktygen som används inom bilindustrin. Materialet har också utmärkt gjutegenskaper, vilket innebär att det kan hällas i komplexa formskuggar för att skapa nära nettoformade verktyg, vilket minskar mängden efterföljande bearbetning. Denna kombination av prestanda och värde gör det till ett oersättligt material inom fordonssektorn.
- Hög tryckhållfasthet: Tål extrema stanshållfastheter utan att förlora sin form, vilket säkerställer konsekvent delkvalitet.
- Överlägsen vibrationsdämpning: Absorberar driftsvibrationer, vilket leder till större stabilitet, minskad verktygsslitage och bättre ytfinish.
- Utömordentlig utslitningsresistens: Materialets hårdhet ger en lång livslängd, även under slipande förhållanden med hög metallmotmetall-friktion.
- Kostnadseffektivitet: Erbjuder en mycket konkurrenskraftig balans mellan prestanda och pris jämfört med material som smidesstål.
- God bearbetbarhet: Kan bearbetas effektivt för att uppnå exakta slutliga mått och komplexa detaljer som krävs för moderna fordonstyper.
Viktiga typer av gjutjärn använda vid verktygstillverkning
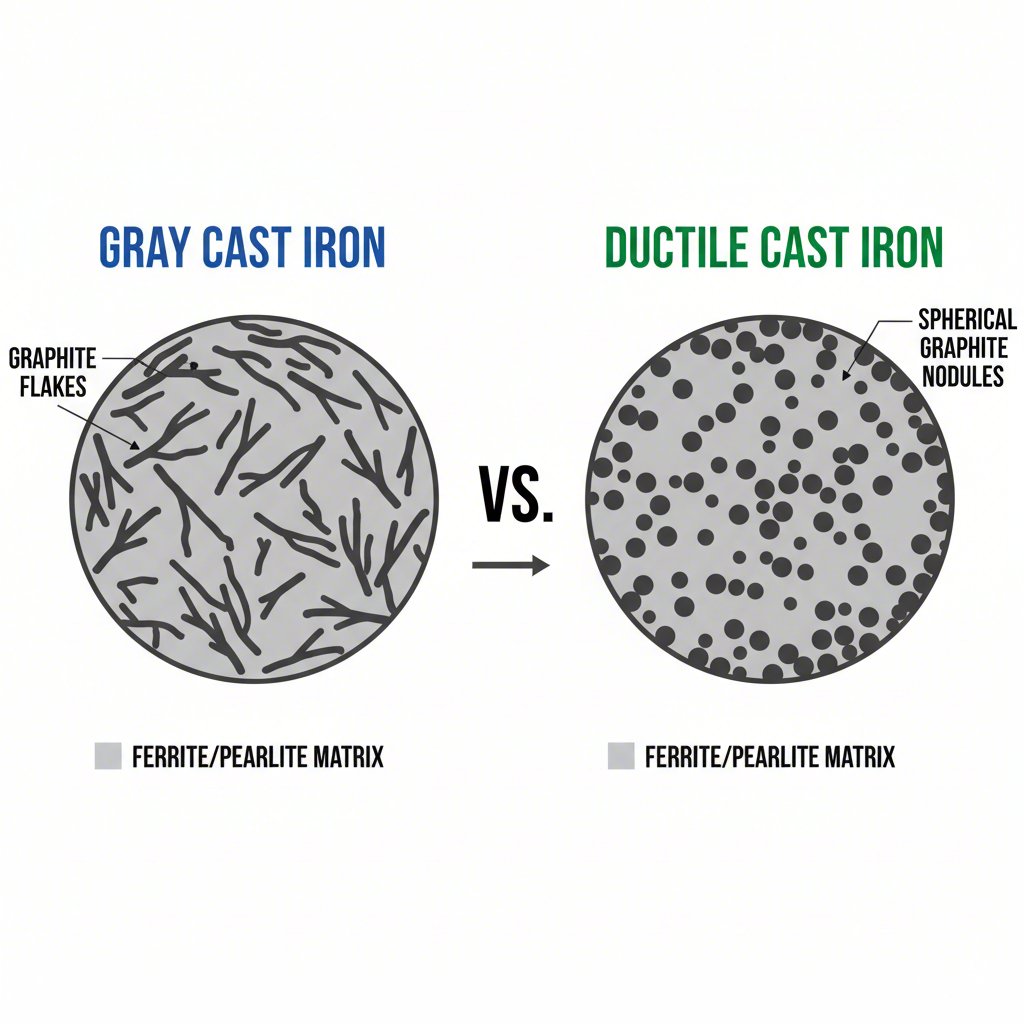
Allt gjutjärn är inte likadant. De specifika egenskaperna hos en gjutjärnslegering bestäms av dess mikrostruktur, särskilt formen på det fria kol (grafit) inbäddat i järnmatrisen. För stora bilformar dominerar två huvudtyper: graygjutjärn och segjärn (också känt som nodulärt eller kulsfäriskt grafitsort gjutjärn). Valet mellan dem beror på den specifika tillämpningen, belastningarna och den önskade balansen mellan prestanda och kostnad.
Graygjutjärn är den mest traditionella och vanligaste typen. Namnet kommer från den gråaktiga färgen på en bruten yta, orsakad av närvaron av grafitskivor. Enligt en djupgående jämförelse av MAT Foundry Group , dessa flingor ger grayjärn utmärkt bearbetbarhet och oöverträffad vibrationsdämpningsförmåga. Dessa vasskantiga flingor fungerar dock som interna spänningskoncentrationspunkter, vilket gör grayjärn sprött och ger det relativt låg dragstyrka och slagstyrka. Det är bäst lämpat för verktygsdelar som utsätts för höga tryckbelastningar men inte upplever betydande dragspänning eller skarpa stötar, till exempel huvudkroppen eller basen av ett verktygssats.
Sfäriskt järn, en mer modern innovation, omvandlar grafiten till små sfäriska noduler genom tillsats av modifieringsmedel som magnesium. Denna till synes lilla förändring har en betydande effekt på materialets mekaniska egenskaper. Den rundade formen hos nodulerna eliminerar de interna spänningskoncentrationerna som finns i grayjärn, vilket gör materialet mycket starkare, segare och, såsom namnet antyder, mer segt. Det kan böjas och deformeras avsevärt innan det brister, vilket ger det överlägsen dragspänning och slagstyrka. Detta gör sfäriskt järn till det idealiska valet för kritiska verktygskomponenter som utsätts för högre belastningar, såsom stansar, bindrar och insatser som utför primära formnings- och skärningsoperationer.
Grayjärn kontra sfäriskt järn: En teknisk jämförelse
| Egenskap | Grå Gjutjärn | Sfäriskt gjutjärn |
|---|---|---|
| Grafitstruktur | Skivor | Sfärer (noduler) |
| Dragfastighet | Låg (t.ex. upp till 276 N/mm²) | Hög (t.ex. upp till 827 N/mm²) |
| Seghet och förlängning | Mycket låg (spröd) | Hög (kan deformeras utan att brista) |
| Stötsäkerhet | -Fattiga. | Excellent |
| Dämpning av vibrationer | Excellent | Bra |
| Allmänna tillämpningar | Stövlar, maskinbaser, motorblock | Stanshugg, växlar, högtryksslangar |
Tillverknings- och ytbehandlingsprocessen
Att skapa en stor bilstans av gjutjärn är en flerstegsprocess som kräver stor expertis inom metallurgi, gjutning, bearbetning och ytteknik. Resan från råmaterial till ett färdigt verktyg klart för pressen innefattar flera kritiska steg, där varje steg bidrar till stansens slutgiltiga prestanda och livslängd. Det första steget är gjutningen, där smält järn hälls i en sandform som skapats utifrån en mall av stansen. Denna process, ofta sandgjutning för stora komponenter såsom beskrivs av gjutspecialister på Metco , bildar den grova, överdimensionerade formen av stansen.
När gjutplåten har svalnat och stelnat går man vidare till bearbetningssteget. Enligt verktygsexperter på Sandvik Coromant , detta kräver avancerade metallbearbetningsfärdigheter för att skära ner den grova gjutningen till dess exakta slutliga mått. Fleraxliga CNC-fräsarbeten används för att skapa de komplexa, böjda ytor som utgör fordonets karosseriplåtar. Detta är en tidskrävande och noggrann process, eftersom den slutgiltiga ytan måste vara perfekt slät och exakt inom bråkdelar av en millimeter. Att hitta en tillverkningspartner med beprövad expertis är avgörande. Till exempel specialiserar sig Shaoyi (Ningbo) Metal Technology Co., Ltd. på anpassade stansverktyg för fordonsindustrin och använder avancerade simuleringar och projektledning för att leverera högkvalitativa verktyg till OEM:er och Tier 1-leverantörer.
Det sista och kanske mest kritiska steget för att säkerställa prestanda är ytbehandling. En ogjord gjuten järnyta är hård men känslig för adhesion (galling) och slitage vid stansning av belagd eller höghållfast stål. För att motverka detta genomgår arbetsytor på verktyget en härdningsprocess. Enligt Advanced Heat Treat Corp. , en ledande metod är jon-nitriding, en termokemisk behandling som diffunderar kväve in i ytan. Detta skapar ett extremt hårt, slitagebeständigt och lågFriktions-ytskikt som förhindrar metall mot metall-friktion, minskar repor och gör att verktyget kan behålla en överlägsen A-klass finish under produktion med hög volym.
- Kastning: Smält grått eller segjärn hälls i en sandform för att skapa den ursprungliga, nära-nettoformen av verktyget.
- Spänningssläckning: Den råa gjutningen värmebehandlas för att avlasta inre spänningar som uppstod under kylningen, vilket säkerställer dimensionsstabilitet.
- Precisionbearbetning: Gjutningen fräsas, borras och slipas med CNC-maskiner för att uppnå exakt slutgiltig geometri och ytprofiler.
- Ythärdning: De färdiga ytorna genomgår jon-nitriding eller en liknande behandling för att skapa ett slitstarkt, lågFriktions-ytskikt som är beständigt mot slitage och klibbning.
- Slutlig polering & montering: De behandlade ytorna poleras till en spegelblank finish, och de olika komponenterna i verktygssetet monteras och testas.
Göra rätt materialval för längre livslängd
Sammanfattningsvis är valet av segjärn för stora bilstansverktyg ett medvetet ingenjörsval grundat i en djup förståelse för materialvetenskap och tillverkningsekonomi. Materialets inneboende tryckhållfasthet, förmåga att dämpa vibrationer och utmärkta slitagebeständighet ger en robust grund för verktyg som måste fungera tillförlitligt under extrema förhållanden. Genom att välja mellan grafitjärn för dess stabilitet och kostnadseffektivitet och segjärn med bättre draghållfasthet för dess överlägsna styrka och slagbeständighet kan ingenjörer optimera prestanda och livslängd för varje komponent i ett stansverktyg.
Men råmaterial är bara en del av ekvationen. De sofistikerade processerna för precisionsbearbetning och avancerade ytbehandlingar, som jon-nitriding, är det som verkligen låser upp gjutjärnets fulla potential. Dessa steg omvandlar en rå gjutning till ett högpresterande verktyg kapabelt att tillverka miljoner felfria fordonsdelar. Slutligen är den fortsatta dominansen av gjutjärn inom detta tillämpningsområde ett bevis på dess oöverträffade kombination av prestanda, tillverkningsbarhet och värde.
Vanliga frågor
1. Vilket är det mest lämpliga materialet för stora stansverktyg?
För stora stansverktyg inom bilindustrin är gjutjärn, särskilt grått gjutjärn för baser och segjärn (kugljärn) för komponenter med hög belastning, det mest lämpliga och vanligaste materialet. Detta beror på dess utmärkta tryckhållfasthet, vibrationsdämpning, slitstyrka och kostnadseffektivitet vid tillverkning av så stora verktyg.
2. Varför är ytbehandling nödvändig för gjutjärnsverktyg?
Ytbehandling, såsom jonitriding, är nödvändig för att avsevärt öka yt hårdheten och minska friktionen. Detta förhindrar vanliga problem som gallning (adhesion) och repor vid stansning av moderna belagda eller höghållfasta stål. Det säkerställer att verktyget behåller en överlägsen ytfinish och förlänger dess livslängd.
3. Är segjärn fortfarande relevant inom modern bilindustri?
Absolut. Trots tillgången på avancerade stål och andra legeringar är segjärn fortfarande mycket relevant för tillämpningar som stora stansverktyg och motorblock. Kombinationen av unika mekaniska egenskaper, utmärkt gjutbarhet i komplexa former och ekonomiska fördelar gör det till ett idealiskt val för många högvolymskomponenter inom bilindustrin.