 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

A2 vs D2-stål: Vilket är rätt för dina stansverktyg?

TL;DR
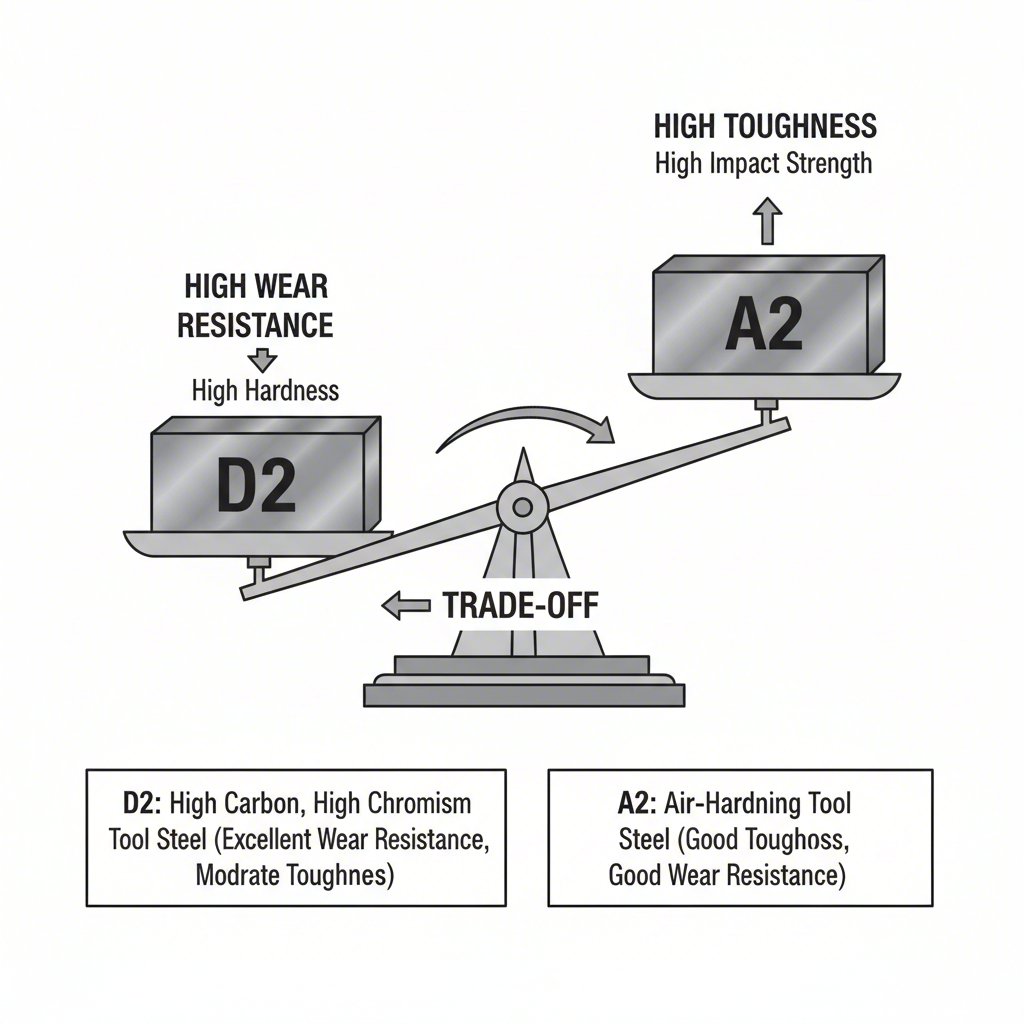
När man väljer ett material för stansverktyg innebär valet mellan A2 och D2-verktygsstål en avgörande kompromiss. D2-verktygsstål erbjuder överlägsen nötningsmotstånd, vilket gör det idealiskt för långa produktionsserier och abrasiva material där verktygets livslängd är avgörande. I motsats till detta erbjuder A2-verktygsstål betydligt bättre slagfasthet, vilket hjälper till att förhindra kantspoling eller sprickbildning i verktyg med komplexa geometrier eller vid höga stötkrafter. A2 är också enklare och mer kostnadseffektivt att bearbeta, vilket gör det till ett mångsidigt val för ett brett spektrum av tillämpningar.
Grundläggande egenskaper: En introduktion till A2- och D2-verktygsstål
A2 och D2 är båda kolinrikt, krominrikt, verktygsstål för kallbearbetning, men deras specifika sammansättningar ger dem olika egenskaper. A2 anses ofta vara en mångsidig, allroundlegering som balanserar tandighet och slitagebeständighet. Den fungerar som en bro mellan oljehärdande stål och kromrika stål som D2. D2 däremot är en specialist, konstruerad för maximal slitstyrka i krävande tillämpningar med hög volym.
Den främsta skillnaden ligger i deras kemiska sammansättning, vilket styr prestanda. D2:s betydligt högre halt av krom och kol är nyckeln till dess exceptionella slitstyrka. Under värmebehandling bildas hårda kromkarbidpartiklar i stålets struktur, vilket motverkar slitage vid stansoperationer. A2 har en mer måttlig legeringshalt, vilket resulterar i en tufvare och mer jämn mikrostruktur.
Tabellen nedan visar de typiska kemiska sammansättningarna som definierar deras egenskaper:
| Element | A2-verktygsstål (typisk %) | D2-verktygsstål (typisk %) |
|---|---|---|
| Kol (C) | 0.95 - 1.05 | 1.40 - 1.60 |
| Krom (Cr) | 4.75 - 5.50 | 11.00 - 13.00 |
| Molybden (Mo) | 0.90 - 1.40 | 0.70 - 1.20 |
| Vanadin (V) | 0.15 - 0.50 | ≤ 1,10 |
Efter korrekt värmebehandling kan båda ståltyperna uppnå en liknande hårdhet, vanligtvis inom området 57–62 HRC för A2 och 55–62 HRC för D2. Hårdhet ensam säger dock inte hela sanningen. Prestandaskillnaderna när det gäller slagstyrka och slitagebeständighet vid dessa hårdhetsnivåer är vad som verkligen skiljer dem åt i applikationer med stansverktyg.
Kärnjämförelse: Slitagebeständighet kontra slagstyrka i stansverktyg
Den centrala beslutsfaktorn vid valet mellan A2 och D2 för stansverktyg är balansen mellan slitagebeständighet och slagstyrka. Dessa två egenskaper är omvänt relaterade; att få mer av den ena innebär nästan alltid att man offrar något av den andra. Att förstå denna kompromiss är avgörande för att optimera verktygets prestanda och livslängd.
D2-verktygsstål är oomtvistat ledande när det gäller nötkraft. Dess höga koncentration av stora, hårda kromkarbider ger exceptionell motståndskraft mot de slipande krafter som uppstår vid blankning av material, särskilt sådana som är hårda eller innehåller slipande beståndsdelar som kiselsatt stål. Detta innebär längre produktionstider mellan vassning, minskad driftstopp och lägre kostnad per del i högvolymproduktion. Denna höga motståndskraft mot nötning uppnås dock på bekostnad av seghet. Samma karbider som motverkar nötning kan också fungera som interna spänningspunkter, vilket gör att D2 blir mer spröd och mottaglig för klibbningar eller katastrofala brott vid plötsliga stötar eller höga sidokrafter.
A2-verktygsstål erbjuder å andra sidan överlägsen seghet. Dess lägre legeringshalt och mer finfördelade karbidstruktur gör att det är mycket mer motståndskraftigt mot brott och klibbning. Detta gör A2 till ett utmärkt val för verktyg med invecklade detaljer, skarpa hörn eller för tillämpningar som innebär kraftig omformning eller blankning där stötlaster är en betydande faktor. Även om dess slitagebeständighet är lägre än D2:s, anses den ändå vara god och tillräcklig för korta till medellånga produktionsserier eller vid formning av mjukare material.
A2-verktygsstål
- Fördelar: Överlägsen seghet och slagbeständighet, mindre benäget att klibba, bättre bearbetbarhet.
- Nackdelar: Lägre slitagebeständighet jämfört med D2, kräver oftare slipning i tillämpningar med hög volym.
D2-verktygsstål
- Fördelar: Exceptionell slitagebeständighet och kantskärpa, idealiskt för långa serier och abrasiva material.
- Nackdelar: Lägre seghet (mer spröd), känslig för klibbning vid stötar, svårare att bearbeta.
Bearbetbarhet och tillverkningsaspekter
Utöver prestandaegenskaper är de praktiska aspekterna av tillverkning av en stansform kritiska. Detta är ytterligare ett område där A2 och D2 skiljer sig markant åt. Verktygsstål A2 är betydligt lättare att bearbeta och slipa. Dess mikrostruktur är mer förlåtande mot skärverktyg, vilket möjliggör snabbare svarvning, minskad verktygsslitage och slutligen lägre tillverkningskostnader. Detta är en betydande fördel vid tillverkning av komplexa former som kräver omfattande bearbetning.
D2 är, på grund av sin höga mängd abrasiva kromkarbider, notoriskt svårt att bearbeta. Det sliter snabbt på skärverktyg, kräver långsammare bearbetningshastigheter och kan nödvändiggöra användning av specialutrustning såsom hårdmetallverktyg eller avancerade tekniker som elektrisk erosionsbearbetning (EDM). Slipningsprocessen kan också vara mer utmanande, vilket lägger till tid och kostnad i formtillverkningsprocessen. Dessa tillverkningssvårigheter är en viktig nackdel med D2 och måste beaktas i den totala kostnadsberäkningen.
Både A2 och D2 är luftmässigt härdande stål, en betydande fördel som ger dem utmärkt dimensionsstabilitet vid värmebehandling. Det innebär att de är mindre benägna att vrida sig eller deformeras under härdningsprocessen, vilket är avgörande för att upprätthålla de strama toleranser som krävs för stansverktyg. Även om båda är stabila anses A2 generellt sett vara något mer tolererant, medan D2:s högre legeringshalt kan göra det känsligare för värmebehandlingsparametrar.
| Fabrik | A2-verktygsstål | D2-verktygsstål |
|---|---|---|
| Bearbetningsförmåga | Bra | Dålig / Svår |
| Slipbarhet | Bra | -Fattiga. |
| Härdningsstabilitet | Excellent | Mycket Bra |
Kostnads-prestandaanalys och slutlig rekommendation
Det slutgiltiga valet mellan A2 och D2-verktygsstål för stansverktyg handlar om en omfattande kostnads-prestandaanalys. Valet handlar inte enbart om vilket stål som är "bättre", utan om vilket som är ekonomiskt mest hållbart för en specifik tillämpning. Detta innebär att man måste se bortom det initiala materialpriset och även ta hänsyn till tillverkningskostnader och verktygets totala förväntade livslängd.
A2 är generellt mindre dyrt som råmaterial och, som diskuterats, kostar avsevärt mindre att bearbeta till en färdig verktygsstål. För korta till medellånga produktionsserier eller för stansning av icke-slipande material utgör A2 ofta den mest kostnadseffektiva lösningen. Dess utmärkta slagfasthet ger en pålitlig säkerhetsmarginal mot förtida verktygsbrott, vilket gör det till ett tillförlitligt arbetsredskap för en mängd olika arbetsuppgifter.
D2:s högre material- och bearbetningskostnader kan endast motiveras i tillämpningar där dess överlägsna nötningsmotstånd ger en tydlig avkastning på investeringen. Till exempel kan en D2-verktygslåda vid en mycket lång produktionstid för stansning av abrasiv rostfritt stål hålla flera gånger längre än en A2-verktygslåda. Denna förlängda livslängd minskar behovet av kostsam driftstopp för verktygshållare underhåll eller utbyte, vilket leder till lägre totala ägandokostnader trots den högre initiala investeringen. Valet blir en ekonomisk beräkning: kommer besparingarna från minskat driftstopp och färre utbyten att överväga den initiala kostnaden?
För kritiska projekt, särskilt inom krävande sektorer som bilindustrin, kan rådgivning med en specialist vara ovärderlig. Företag som Shaoyi (Ningbo) Metal Technology Co., Ltd. specialiserar sig på högprecisions stansverktyg för bilindustrin och kan erbjuda expertvägledning om materialval och verktygsdesign för att säkerställa optimal prestanda och kostnadseffektivitet för dina specifika komponenter.
För att fatta ett slutgiltigt beslut, använd följande matris för att utvärdera ditt programs specifika behov:
| Fabrik | A2-verktygsstål | D2-verktygsstål |
|---|---|---|
| Slitstyrka | Bra | Excellent |
| Hållfasthet (Kilbeständighet) | Excellent | - Det är rättvist. |
| Bearbetningsförmåga | Bra | -Fattiga. |
| Initial kostnad (Material + Bearbetning) | Lägre | Högre |
| Bäst lämpad applikation | Allmänt syfte, komplexa verktyg, medellånga serier, stansning med hög påverkan | Stora serier, slipande material, enkla verktygsformer |
Vanliga frågor
1. Är D2 hårdare än A2?
Även om D2 kan uppnå en något högre maximal Rockwell-hårdhet (HRC), ligger båda stålsorterna inom ett mycket liknande hårdhetsintervall (vanligtvis 55–62 HRC). Den mer betydande skillnaden är inte hårdheten utan slitstyrkan. D2:s unika kemiska sammansättning, rik på kol och krom, bildar en stor mängd hårda karbidpartiklar. Dessa karbider ger D2 mycket bättre motstånd mot abrasiv nötning, vilket ofta uppfattas som "hårdare" i praktiken, även om den totala HRC-mätningen är liknande jämfört med A2.
2. Vad används A2-verktygsstål till?
A2-verktygsstål är ett exceptionellt mångsidigt material som uppskattas för sin utmärkta balans mellan slagfasthet och god nötfasthet. Det är idealiskt för ett brett spektrum av kallbearbetningsapplikationer, inklusive skärverktyg, formgivningsverktyg, stansverktyg och industriella knivar. Dess höga slagfasthet gör det särskilt lämpligt för verktyg utsatta för stötar eller för verktyg med komplexa designlösningar som kan vara benägna att spricka om de tillverkas i ett mer sprött material.
3. Vilka är nackdelarna med D2-stål?
De främsta nackdelarna med D2-stål härrör från samma egenskaper som ger det utmärkt nötfasthet. Dess lägre slagfasthet gör det mer sprött och mottagligt för avbitning eller brott vid stötkrafter. Det är också betydligt svårare och dyrare att bearbeta och slipa på grund av dess abrasiva karaktär. Slutligen, även om dess höga kromhalt ger viss korrosionsbeständighet, är det inte ett rostfritt stål och kommer att rosta om det inte underhålls ordentligt.