 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Секреты специализированной компании по сварке листового металла: от сырой стали до готовых деталей

Что такое специализированная компания по сварке листового металла
Представьте, что вам необходима нестандартная крепёжная скоба, сложный корпус или конструкционный элемент, которые отсутствуют в свободной продаже. К кому вы обратитесь? Именно здесь незаменима специализированная компания по сварке листового металла. Такие узкоспециализированные производители превращают исходный металлический прокат в точно спроектированные компоненты, разработанные строго в соответствии с вашими техническими требованиями — тем самым они закрывают разрыв между концепцией проекта и его функциональной реализацией.
Определение специализированных услуг по сварке листового металла
Специализированная компания по сварке листового металла фокусируется на создании нестандартных металлических деталей и сборочных единиц посредством экспертных методов сварки листового металла в сочетании с процессами резки, формовки и отделки. В отличие от предприятий массового производства, выпускающих стандартизированные изделия, эти специалисты изготавливают уникальные компоненты — такие как рамы, крепёжные элементы, корпуса и конструкционные сборки — на основе файлов САПР, конструкторской документации или описаний, предоставленных заказчиком.
Чем же отличаются специализированные производители?
- Индивидуальные возможности: Каждый проект получает индивидуальное внимание — от интерпретации конструкторской документации до окончательного контроля.
- Экспертиза материалов: Глубокое понимание поведения различных сплавов при сварке листового металла, включая расчёт упругого отскока и учёт направления зерна.
- Точность допусков: В то время как при общем производстве допуски составляют ±1/16″–±1/8″, специализированные цеха зачастую достигают точности ±0,005″–±0,010″.
- Сертификаты качества: Документированные системы обеспечения качества, соответствующие требованиям аэрокосмической, медицинской, автомобильной и других регулируемых отраслей.
Эти компании также владеют специализированными технологиями, такими как сварка листового металла с использованием проволоки с флюсовым сердечником для конкретных применений, требующих более глубокого проплавления или работы в условиях открытого воздуха, где использование защитного газа непрактично.
Почему точность изготовления имеет такое важное значение в производстве
Так почему же точность играет столь важную роль? Рассмотрим следующее: компоненты, которые не устанавливаются должным образом, требуют дорогостоящих доработок на месте, что увеличивает затраты на труд и удлиняет сроки реализации проекта. Отклонения по размерам могут привести к отказам изделий, предъявлению гарантийных требований и ущербу репутации. Для отраслей, где требуются строгие допуски, недостаточное качество обработки листового металла и сварочных работ означает дорогостоящие задержки или даже полный отказ от поставки.
Услуги высокоточной сварки листового металла обеспечивают ценность за счёт:
- Снижения совокупных затрат по проекту: Исключения переделок и доработок на месте
- Повышения эффективности сборки: Точные компоненты устанавливаются правильно с первого раза
- Повышенные эксплуатационные характеристики: Размерная точность напрямую влияет на надёжность эксплуатации
- Соблюдение нормативных требований: Полная прослеживаемость, статистический контроль процессов и документация по проверке первого образца
Инвестиции в специализированное изготовление окупаются за счёт сокращения времени сборки, исключения переделок и повышения эксплуатационных характеристик изделий. Независимо от того, разрабатываете ли вы медицинские устройства, безопасность пациентов при использовании которых зависит от точнейшей геометрической точности, или производите корпуса электронного оборудования, требующие точной экранировки от электромагнитных помех (EMI), сотрудничество с опытными службами сварки листового металла гарантирует соответствие ваших компонентов самым строгим требованиям, предъявляемым к вашим областям применения.
Типы методов сварки при обработке листового металла
Задумывались ли вы когда-нибудь, почему некоторые компоненты из листового металла имеют практически незаметные швы, тогда как другие демонстрируют выраженные сварные валики? Ответ заключается в правильном выборе метода сварки для каждого конкретного применения. Понимание типов сварки при обработке листового металла помогает эффективно взаимодействовать с производителями и обеспечивает применение оптимального способа соединения для достижения необходимой прочности, эстетичного внешнего вида и экономической эффективности.
Сварка методом MIG для повышения производственной эффективности
Когда важна скорость производства, сварка листового металла методом MIG становится предпочтительным выбором для специализированных производителей металлоконструкций . Сварка металла в инертном газе (MIG), также известная как сварка плавящимся электродом в среде защитного газа (GMAW), использует непрерывно подаваемый проволочный электрод, который расплавляется в сварочную ванну, в то время как инертный защитный газ предотвращает загрязнение атмосферой.
Почему сварка листового металла с помощью аппарата MIG настолько популярна? Рассмотрим следующие преимущества:
- Быстрое выполнение сварных швов: Непрерывная подача проволоки позволяет сварщикам быстро завершать соединения без остановок для замены электродов
- Широкая совместимость с материалами: Отлично работает с углеродистой сталью, нержавеющей сталью и алюминием
- Более простая техника: Операторы могут достигать качественных результатов при меньших затратах времени на обучение по сравнению с другими методами
- Чистая работа: Минимальное образование шлака и брызг обеспечивает меньшие трудозатраты на зачистку после сварки
Сварка методом MIG превосходно подходит для изготовления кузовов автомобилей, производства промышленного оборудования и сборки конструкций, где объём производства оправдывает более высокую скорость сварки. Для более толстых материалов, требующих глубокого проплавления, производители иногда прибегают к флюсовой сварке листового металла, например, сварке плавящимся электродом в среде флюса (FCAW), которую часто можно выполнять на открытом воздухе без внешнего защитного газа, что делает её чрезвычайно универсальной для различных условий эксплуатации.
Сварка TIG для точных применений
Когда ваш проект требует исключительного качества сварного шва и его эстетического вида, сварка TIG листового металла обеспечивает непревзойдённые результаты. Сварка вольфрамовым электродом в инертном газе (TIG), технически известная как газовая вольфрамодуговая сварка (GTAW), использует неплавящийся вольфрамовый электрод для образования дуги, а присадочный материал подаётся вручную по мере необходимости.
Почему производители рекомендуют TIG для ответственных компонентов? Этот процесс обеспечивает:
- Высочайшую точность и контроль: Сварщики могут точно контролировать подвод тепла, предотвращая прожог тонких материалов
- Исключительная эстетика сварных швов: Образует чистые, визуально привлекательные валики, которые зачастую не требуют дополнительной отделки
- Гибкость по материалам: Обеспечивает сварку широкого спектра металлов, включая нержавеющую сталь, алюминий, титан и экзотические сплавы
- Без разбрызгивания: Создаёт безупречно чистые рабочие зоны и компоненты
Аргонодуговая сварка (TIG) широко применяется при изготовлении оборудования для пищевой промышленности, где критически важна чистота, а также для топливных магистралей и баков, выхлопных систем и аэрокосмических компонентов. Хотя ручная дуговая сварка (MMA) листового металла остаётся вариантом для полевых ремонтов и работ на открытом воздухе, высокая точность TIG-сварки делает её предпочтительным выбором в контролируемых цеховых условиях, где приоритет отдается качеству, а не скорости.
Точечная сварка для операций сборки
Точечная сварка листового металла предлагает совершенно иной подход — вместо дуги для соединения материалов используется электрическое сопротивление. Два электрода прикладывают давление и электрический ток к наложенным друг на друга листам металла, генерируя достаточное количество тепла в точке контакта для их сплавления.
Этот метод обеспечивает несколько очевидных преимуществ:
- Исключительную скорость: Каждый сварной шов формируется за доли секунды
- Отсутствие необходимости в присадочных материалах: Снижает расходы на расходные материалы и устраняет необходимость выбора присадочных материалов
- Простота автоматизации: Без проблем интегрируется в роботизированные производственные линии
- Минимальная необходимость в последующей обработке: Сварные швы практически не требуют очистки или отделки
- Повышенная безопасность эксплуатации: Отсутствие открытого пламени и защитных газов
Точечная сварка доминирует в сборке кузовов автомобилей, производстве бытовой техники и в любых областях, где требуется быстрое соединение тонких наложенных друг на друга листов. Именно поэтому современные автомобильные кузова могут собираться с использованием тысяч стабильных и надёжных соединений.
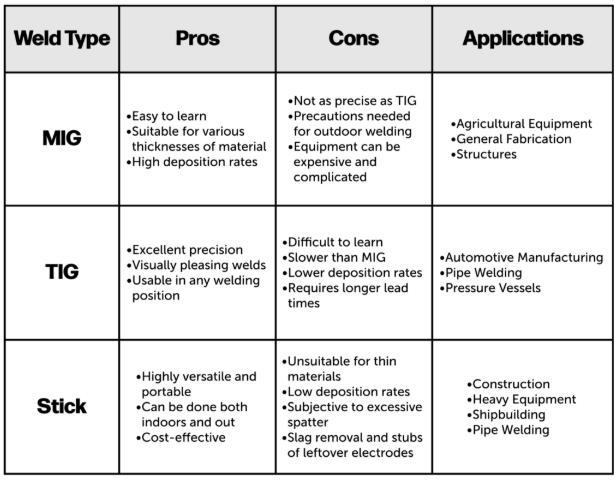
Сравнение методов сварки для вашего проекта
Выбор подходящего метода сварки зависит от ваших конкретных требований. Лазерный сварочный аппарат для листового металла обеспечивает исключительную точность при сварке микроэлементов и термочувствительных материалов, тогда как традиционные методы подходят для более широкого круга задач. Ниже приведено сравнение основных методов:
| Метод | Лучшие применения | Диапазон толщины материала | Скорость |
|---|---|---|---|
| Сварка MIG | Автомобильные кузова, промышленное оборудование, конструкционные узлы, серийное производство | от 24-го до 1/2 дюйма (от 0,6 мм до 12,7 мм) | Быстро — идеально подходит для массового производства |
| Сварка с помощью TIG | Аэрокосмические компоненты, оборудование для пищевой промышленности, топливные системы, прецизионные корпуса | от 26-го до 1/4 дюйма (от 0,5 мм до 6,4 мм) | Медленно — качество ставится выше скорости |
| ПОПОТНОЕ СВЕДЕНИЕ | Сборка автомобилей, бытовая техника, корпуса, соединения листовых деталей внахлёст | от 28-го до 1/8 дюйма (от 0,4 мм до 3,2 мм) | Очень высокая скорость — секунды на один шов |
| Лазерная сварка | Медицинские устройства, электроника, прецизионные приборы, термочувствительные материалы | от 30-го до 1/8 дюйма (от 0,3 мм до 3,2 мм) | Очень высокая скорость с минимальной деформацией |
| Проволока с флюсовым сердечником (FCAW) | Тяжёлое оборудование, строительство на открытом воздухе, толстые конструкционные элементы | от 18-го до 1 дюйма (от 1,2 мм до 25,4 мм) | Высокая скорость с глубоким проплавлением |
Согласно эксперты сварочной отрасли лазерная сварка работает примерно в три–пять раз быстрее традиционных методов дуговой сварки при работе с тонкими материалами, обеспечивая при этом почти незаметные швы с минимальной зоной термического влияния. Это делает её идеальным решением для задач, где требуются одновременно высокая скорость и точность.
Главный вывод? Выбирайте метод сварки в соответствии с приоритетами вашего проекта. Нужно быстрое производство стальных сборок? Выберите полуавтоматическую сварку проволокой (MIG). Требуется безупречная эстетика при изготовлении пищевого оборудования из нержавеющей стали? Ответ — аргонодуговая сварка неплавящимся электродом (TIG). Собираете тысячи одинаковых корпусов? Точечная сварка обеспечит беспрецедентную эффективность. Понимание этих различий помогает выбрать партнёра по обработке металла, оснащённого необходимыми возможностями для ваших конкретных задач.
Материалы, обрабатываемые специалистами по сварке листового металла
Какой материал следует выбрать для вашего следующего проекта по изготовлению изделий? Ответ зависит от требований вашей области применения к прочности, массе, коррозионной стойкости и бюджету. Квалифицированная компания-специалист в области сварки листового металла работает с разнообразными материалами — каждый из которых обладает уникальными свойствами, делающими его идеальным для конкретных задач. Понимание этих вариантов помогает принимать обоснованные решения и эффективно взаимодействовать со своим партнёром по изготовлению изделий.
Марки стали и их промышленное применение
Сталь остаётся рабочая лошадка при изготовлении изделий из листового металла , обеспечивая отличное соотношение прочности и стоимости во множестве областей применения. Однако не вся сталь одинакова. Специализированные производители работают с несколькими отдельными категориями:
- Сталь горячей прокатки: Формуется при высоких температурах; этот материал отличается гибкостью и технологичностью при более низкой стоимости. Он идеально подходит для несущих конструкций, рам и применений, где качество поверхности не является критичным
- Холоднокатаная сталь: Обработка при комнатной температуре для получения более прочных и точных по размерам изделий — идеально подходит для строительства коммерческих зданий и систем хранения
- Оцинкованная сталь: Обычные стальные листы с цинковым покрытием для защиты от коррозии, широко используемые в строительстве, автомобильной промышленности, телекоммуникациях, а также в ветроэнергетике и солнечной энергетике
При сварке оцинкованного листового металла производители сталкиваются с особыми трудностями. Можно ли успешно сваривать оцинкованный листовой металл? Безусловно — но для этого требуется специализированные знания. Цинковое покрытие может ухудшить проплавление шва и вызвать пористость в готовом соединении. Квалифицированные сварщики обычно удаляют цинковое покрытие с участка непосредственно вокруг сварного шва, а после завершения сварки выполняют повторное оцинкование для восстановления коррозионной стойкости.
Сварка оцинкованного листового металла методом MIG также связана с определёнными соображениями безопасности для здоровья. Согласно экспертам по технике безопасности в области металлообработки цинк испаряется при сварке, образуя пары оксида цинка, которые могут вызвать «лихорадку металлических паров» — симптомы, напоминающие грипп, включая тошноту, головные боли и озноб. Кроме того, небольшие количества свинца в оцинкованных покрытиях также могут испаряться, потенциально вызывая хронические проблемы со здоровьем. Для сварки оцинкованного листового металла обязательны надлежащая вентиляция, респираторы и обучение технике безопасности.
Применение алюминия и других лёгких металлов
Когда важна масса, алюминий обеспечивает исключительные эксплуатационные характеристики. Его масса составляет примерно одну треть от массы стали, поэтому алюминий стал незаменимым во многих отраслях промышленности. Листовой металл для сварочных работ часто изготавливается из алюминия, когда применение требует:
- Снижения массы компонентов: Критически важно в аэрокосмической, автомобильной и транспортной отраслях, где каждый фунт влияет на топливную эффективность
- Естественная коррозионная стойкость: Алюминий образует защитный оксидный слой, предохраняющий от воздействия окружающей среды
- Отличная теплопроводность и электропроводность: Делает его идеальным для теплообменников, корпусов электроники и электрических компонентов
- Пригодность к вторичной переработке: Алюминий можно перерабатывать неограниченное количество раз без потери своих свойств, что способствует достижению целей в области устойчивого развития
Согласно отраслевым справочникам по материалам, предел прочности алюминия при растяжении составляет от 40 до 690+ МПа в зависимости от состава сплава; добавление легирующих элементов значительно повышает прочностные характеристики. Производители продуктов питания и напитков используют алюминий для упаковки, тогда как автопроизводители широко применяют его для изготовления кузовных панелей с целью снижения общей массы транспортного средства.
Сварка алюминия требует иных методов по сравнению со сваркой стали. Как отмечают профессиональные сварщики , алюминий имеет более низкую температуру плавления и быстро проводит тепло, что требует точного контроля процесса сварки. Сварка вольфрамовым электродом в среде инертного газа (TIG) обычно даёт наилучшие результаты при работе с алюминием, хотя сварка металлическим электродом в среде инертного газа (MIG) хорошо подходит для более толстых сечений и серийного производства.
Нержавеющая сталь для защиты от коррозии
Когда ваше применение требует как прочности, так и превосходной стойкости к коррозии, нержавеющая сталь становится материалом выбора. Содержание хрома в ней образует самовосстанавливающийся оксидный слой, защищающий от ржавчины и химического воздействия. Специализированные производители часто работают со следующими типами нержавеющей стали:
- Аустенитные (серия 300): Самый распространённый тип, обладающий отличной стойкостью к коррозии и хорошей формоустойчивостью — идеален для оборудования пищевой промышленности, медицинских приборов и архитектурных решений
- Ферритные (серия 400): Магнитный, с хорошей стойкостью к коррозии и более низкой стоимостью — подходит для автомобильных декоративных элементов и бытовой техники
- Мартенситный: Закаливаемый для достижения высокой твёрдости — используется в режущих инструментах и хирургических инструментах
Нержавеющая сталь превосходно подходит для сред, где важна гигиена. Коммерческие кухни, фармацевтические предприятия и пищевые производственные предприятия полагаются на её непористую поверхность, которая препятствует росту бактерий и легко очищается. Материал также обладает эстетической привлекательностью благодаря яркому современному финишному покрытию — поэтому он широко применяется в видимых архитектурных элементах и бытовых приборах.
Хотя нержавеющая сталь обычно стоит дороже углеродистой стали или алюминия, её долговечность зачастую обеспечивает долгосрочную экономию за счёт снижения затрат на техническое обслуживание и увеличения срока службы.
Медь и специальные металлы
Помимо основных материалов, специализированные производители также работают с медью и другими металлами для конкретных применений:
- Медь: Обладает исключительной электрической и теплопроводностью, что делает её незаменимой для электропроводки, электроники, компонентов водопроводных систем и декоративных целей. Медные листы не содержат достаточного количества железа для образования ржавчины и становятся прочнее при легировании другими элементами.
- Латунь и бронза: Медные сплавы, обеспечивающие уникальные эстетические качества и коррозионную стойкость для морского оборудования, декоративной арматуры и музыкальных инструментов
- Титан: Исключительное соотношение прочности к массе при выдающейся коррозионной стойкости для аэрокосмической отрасли, медицинских имплантатов и высокопроизводительных применений
Для каждого материала требуются специфические параметры сварки, присадочные материалы и процедуры обращения. Работа с опытным партнёром по обработке металла обеспечивает соответствие выбранного вами материала как требованиям к эксплуатационным характеристикам, так и возможностям производства — что закладывает основу успешных результатов проекта в любом отраслевом применении.

Отрасли, обслуживаемые специализированными производителями листового металла
Кому на самом деле нужны возможности специализированной компании по сварке листового металла? Ответ может вас удивить. От автомобиля, на котором вы ездите, до здания, в котором вы работаете, изготовление и сварка листового металла затрагивают почти все аспекты современной жизни. Понимание того, какие отрасли полагаются на эти услуги, помогает вам оценить уровень экспертизы и наличие специализированного оборудования у вашего партнёра по изготовлению изделий — это необходимо для обеспечения высокого качества результатов в вашем конкретном применении.
Автомобильных и транспортных компонентах
Автомобильная промышленность является одной из крупнейших потребителей услуг по сварке и изготовлению изделий из листового металла. эксперты отрасли согласно [источнику], современное изготовление изделий из листового металла для автомобильной промышленности вышло за рамки простой штамповки и сварки и превратилось в точную дисциплину, в которой важнейшую роль играют инновации в области материаловедения и мастерство цифрового моделирования.
Какие компоненты требуются этой отрасли? Перечень весьма обширен:
- Компоненты шасси: Рамные рельсы, поперечины и узлы подрамника, образующие несущую конструкцию транспортного средства
- Детали подвески: Рычаги подвески, кронштейны и монтажные пластины, требующие точных допусков для правильного выравнивания
- Несущие сборочные узлы: Стойки A- и B-типа, пороги и полы, обеспечивающие защиту при столкновении
- Панели кузова: Капоты, крылья, двери, боковые панели и крыши, определяющие внешний вид транспортного средства
- Корпуса аккумуляторов: Критически важные компоненты для электромобилей, выполняющие функции несущих элементов шасси, центров теплового управления и конструкций безопасности
Выбор лучшего сварочного аппарата для кузовных листовых металлических деталей требует понимания того, что автомобильные применения предъявляют высокие требования как к прочности, так и к точности. Многие производители используют гибридные методы соединения — комбинируя точечную сварку, лазерную сварку, самопробивные заклёпки и структурные клеи для работы с конструкциями из разнородных материалов. При выборе лучшего сварочного аппарата для проектов по обработке листового металла в автомобилестроении обращайте внимание на возможность использования как традиционной контактной сварки, так и передовых технологий, например, дистанционной лазерной сварки, скорость которой примерно в пять раз выше скорости классической точечной сварки.
Производство промышленного оборудования
Тяжелое оборудование, машины и промышленные системы в значительной степени зависят от сварки и обработки листового металла. Эти применения зачастую требуют высокой конструктивной прочности в сочетании с точной размерной точностью.
Производители промышленного оборудования полагаются на специализированных изготовителей для:
- Корпусов и защитных ограждений машин: Защитных кожухов, предотвращающих доступ операторов к движущимся частям и одновременно обеспечивающих доступ для технического обслуживания
- Шкафов управления и электрических корпусов: Точностных корпусов, обеспечивающих экранирование от электромагнитных помех (EMI) и защиту от внешних воздействий чувствительной электроники
- Транспортные системы: Лотков, бункеров и несущих рам для операций транспортировки и переработки материалов
- Сельскохозяйственная техника: Рабочих органов, элементов каркаса тракторов и систем хранения
- Компоненты систем отопления, вентиляции и кондиционирования воздуха: Воздуховодов, коллекторов и агрегатов обработки воздуха для систем климат-контроля в коммерческих и промышленных зданиях
- Корпуса медицинского оборудования: Шасси и корпусов сложных диагностических машин, хирургических инструментов и инфраструктуры больниц
Согласно источникам в производственной отрасли, многие медицинские устройства — от сложных аппаратов до хирургических инструментов — изготавливаются из листового металла. Хирургические металлические инструменты могут быть произведены с высокой точностью по размерам и заказаны в требуемых количествах, что гарантирует, что у больниц никогда не возникнет дефицита критически важных инструментов.
Архитектурные и строительные применения
Строительная отрасль приняла сварные соединения из листового металла как ключевые элементы как в конструкционных, так и в декоративных решениях. Изготовление изделий из листового металла обеспечивает прочность, долговечность и гибкость, требуемые современной архитектурой.
Строительные применения включают:
- Структурные компоненты: Опорные колонны, модульные каркасы, напольные трапы, решётки, фланцевые каналы и промышленные проходные настилы
- Кровельные системы: Металлические панели, примыкающие элементы (флэшинг), водосточные желоба и компоненты систем водоотвода
- Элементы фасада: Декоративные панели, солнцезащитные экраны и атмосферостойкие козырьки
- Особенности интерьера: Системы перил, столярные изделия, шпили и специальные декоративные панели
- Инфраструктура: Конструктивные элементы мостов, корпуса оборудования связи и технические кожухи
Как отмечают специалисты в области строительства, архитекторы и дизайнеры используют обработку листового металла для добавления элементов, которые не только обеспечивают защиту, но и повышают визуальную привлекательность. Способность материала принимать сложные формы при сохранении структурной целостности делает его незаменимым как для функциональных, так и для эстетических применений.
Дополнительные отрасли, требующие специализированной обработки
Помимо этих основных секторов, специализированные производители обслуживают множество других отраслей:
- Аэрокосмическая промышленность: Компоненты летательных аппаратов и космических кораблей, требующие высокой точности и применения экзотических материалов, таких как титан и специальные алюминиевые сплавы
- Электроника: Шасси, корпуса и панели с особыми требованиями к отводу тепла, электромагнитной экранировке и внешнему виду
- Переработка пищевых продуктов: Оборудование из нержавеющей стали, требующее санитарных сварных швов и поверхностей, устойчивых к росту бактерий
- Бытовая техника: Внешние корпуса и внутренние конструктивные компоненты для холодильников, стиральных машин, кондиционеров и другого бытового оборудования
- Производство мебели: Металлические ножки для столов, спинки стульев и декоративные элементы, сочетающие прочность с современной эстетикой
- Автоматизация и робототехника: Прочные детали и компоненты для специализированного оборудования и инструментов
Каждая отрасль предъявляет уникальные требования — от стойкости к коррозии, необходимой в морских применениях, до стандартов биосовместимости, требуемых для медицинских имплантатов. Квалифицированный специализированный производитель понимает эти различные требования и поддерживает соответствующие сертификаты, оборудование и экспертизу для удовлетворения потребностей разнообразных заказчиков. Такое разнообразие отраслей также объясняет, почему выбор правильного партнёра по изготовлению — того, кто обладает опытом работы именно в вашей отрасли — имеет столь важное значение для успешной реализации проекта.
Процесс индивидуального изготовления: пошаговое объяснение
Итак, вы определили специализированную компанию по сварке листового металла с необходимыми возможностями для вашего проекта. Что происходит дальше? Понимание процесса изготовления помогает вам сформировать реалистичные ожидания, подготовить необходимую документацию и эффективно взаимодействовать с вашим производственным партнёром на всех этапах. От первоначального запроса до окончательной поставки — вот что вас ждёт на каждом этапе.
Проверка конструкции и анализ DFM
Каждый успешный проект начинается с тщательного анализа конструкции. Когда вы предоставляете свои файлы CAD, конструкторские чертежи или эскизы концепции, инженерная команда изготовителя оценивает вашу конструкцию с точки зрения технологичности производства — так называемый анализ DFM.
Что анализирует этот обзор? Согласно специалистам по точной листовой штамповке, правильный анализ DFM учитывает формоустойчивость материала, возможности оборудования, сроки изготовления и оптимизацию затрат. Однако вот профессиональный секрет: если вы хотите детали высочайшего качества с минимальными сроками выполнения, одного понимания DFM недостаточно. Предоставление ваших CAD-моделей на предприятие точной листовой штамповки как можно раньше позволяет использовать их экспертизу при принятии решений по проектированию.
На этом этапе ожидайте, что ваш партнёр по изготовлению займётся следующими вопросами:
- Выбор материала: Рекомендация оптимальных материалов с учётом требований вашего применения и бюджета
- Оценка допусков: Выявление размеров, которые могут потребовать корректировки для обеспечения надёжного производства
- Оптимизация радиусов изгиба: Обеспечение соответствия параметров изгиба свойствам материала и имеющейся оснастке
- Соображения по сварке: Консультирование по методам сварки листового металла полуавтоматической сваркой (MIG) или другими подходящими для вашей сборки технологиями
- Возможности снижения затрат: Предложение изменений в конструкции, которые снижают сложность производства без ущерба для функциональности
Такой совместный подход предотвращает дорогостоящие изменения в заказах и переделку на последующих этапах. Как отмечают эксперты отрасли, ваш производитель изделий из листового металла должен обладать определённой гибкостью, чтобы принимать наилучшие решения по вашему заказу — как в отношении материалов, так и применяемых методов.
Изготовление прототипов и пробных партий
После завершения оптимизации конструкции большинство проектов переходят на этап изготовления прототипов. Этот ключевой этап позволяет физически проверить работоспособность вашей конструкции до запуска серийного производства.
Какие методы прототипирования используют специализированные производители? Согласно руководствам по процессам металлообработки, к наиболее распространённым относятся:
- ЧПУ-обработка: Обеспечивает высокую точность, универсальность и быструю реализацию — идеально подходит для изготовления деталей с жёсткими допусками и сложной геометрией
- Прототипирование изделий из листового металла: Применяется для корпусов, панелей и компонентов, требующих операций гибки и формовки
- Лазерная резка с ручной формовкой: Позволяет быстро создавать итерации для первоначальной проверки концепции
Прототипы служат множеству целей, выходящих за рамки простой проверки посадки. Они позволяют проводить функциональные испытания, помогают определить оптимальный способ сварки сборок из листового металла и выявляют потенциальные проблемы до того, как они превратятся в дорогостоящие производственные трудности. Многие заказчики проходят две–три итерации прототипов перед утверждением серийного производства — и такие затраты, как правило, многократно окупаются за счёт предотвращения отказов в эксплуатации.
Производство и сборка
После утверждения прототипов начинается серийное производство. Последовательность изготовления обычно выглядит следующим образом:
- Закупка материалов: Заказ материалов с указанными сертификатами и отчётами о заводских испытаниях
- Операции резки: Лазерная резка, гидроабразивная резка или ножничная резка исходных листов на заготовки деталей
- Операции гибки: Гибка на ЧПУ-пресс-тормозе, штамповка или гибка на валках для формирования трёхмерных деталей
- Сварка и соединение: Применение соответствующих методов сварки и резки листового металла в зависимости от требований к материалу и области применения
- Поверхностная отделка: Шлифовка, полировка, дробеструйная обработка или порошковое покрытие для достижения требуемого внешнего вида и защиты
- Сборка: Установка оборудования, крепежных элементов и интеграция субкомпонентов в готовые сборки
На протяжении всего производственного процесса вы можете рассчитывать на регулярную коммуникацию со своим партнёром по изготовлению деталей. Сертифицированные предприятия обеспечивают информирование о ходе работ на ключевых этапах и незамедлительно уведомляют вас о любых возникших проблемах, которые могут повлиять на сроки поставки или соответствие техническим требованиям.
Контроль качества и сертификация
Перед отгрузкой любых деталей проводится комплексный контроль качества, гарантирующий их соответствие вашим техническим требованиям. Согласно экспертам в области менеджмента качества , эффективное обеспечение качества включает тщательный осмотр исходных материалов, контроль технологического процесса, проверку геометрических размеров и испытания после завершения изготовления.
Какие методы контроля вы должны ожидать?
- Визуальная проверка: Визуальный осмотр сварных швов, поверхностей и общего качества исполнения на наличие дефектов
- Проверка геометрических размеров: Использование штангенциркулей, микрометров, координатно-измерительных машин (КИМ) и калибровочных штифтов для подтверждения критических размеров
- Первичный контрольный осмотр: Полная документация первых изготовленных деталей с привязкой ко всем требованиям чертежей
- Функциональное тестирование: Проверка работоспособности сборок в реальных условиях эксплуатации
- Неразрушающий контроль: Методы, такие как капиллярный контроль или ультразвуковой контроль, для проверки целостности критически важных сварных швов
Для регулируемых отраслей ваш изготовитель должен предоставлять полные комплекты документации, включая сертификаты на материалы, отчёты об инспекции и сертификаты соответствия. Работа с опытными изготовителями, которые понимают, как выполнять сварку тонколистового металла методом MIG в соответствии с действующими нормативными документами, гарантирует, что ваши компоненты изначально соответствуют отраслевым стандартам.
Ожидаемые сроки выполнения и коммуникация
Сколько времени займёт весь процесс? Сроки значительно варьируются в зависимости от сложности проекта, однако ниже приведены ориентировочные временные рамки:
| Этап проекта | Срок действия | Ключевые результаты |
|---|---|---|
| Ценообразование | 24-72 часа | Подробная смета затрат и оценка сроков изготовления |
| Обзор DFM | 2–5 рабочих дней | Инженерные комментарии и предложения по оптимизации конструкции |
| Прототипирование | 5-15 рабочих дней | Физические образцы для подтверждения соответствия и проведения испытаний |
| Производство | 2–6 недель | Готовые детали, полностью соответствующие всем техническим требованиям |
| Финальный контроль качества | 1-3 рабочих дня | Документация по качеству и подготовка к отгрузке |
Предпочтения в коммуникации следует определить на раннем этапе. Наилучшие результаты при сварке листового металла достигаются в рамках партнерских отношений, где обе стороны поддерживает открытый диалог на протяжении всего процесса. Ожидайте, что ваш производитель будет инициативно информировать вас о наличии материалов, ходе производства и необходимости уточнения любых аспектов конструкции.
Понимание этого рабочего процесса позволяет вам заранее предоставлять необходимую информацию, прогнозировать моменты принятия решений и соответствующим образом планировать собственные сроки. Однако какое именно оборудование и какие методы обеспечивают высококачественную сварку листового металла? Именно этим владеют специализированные производители — и понимание их возможностей помогает вам оценивать потенциальных партнёров по производству.

Оборудование и методы для высококачественной сварки листового металла
Вы выбрали партнёра по изготовлению и понимаете процесс, но что на самом деле определяет разницу между посредственным сварным швом и швом, который будет безупречно функционировать в течение многих лет? Ответ заключается в правильном выборе оборудования и мастерстве техники. Независимо от того, оцениваете ли вы специализированную компанию по сварке листового металла или настраиваете собственную мастерскую, понимание этих основополагающих принципов поможет вам распознавать качественное исполнение и эффективно формулировать свои требования.
Выбор подходящего сварочного аппарата для вашего материала
Выбор лучшего сварочного аппарата для листового металла зависит от нескольких факторов: типа материала, его толщины, объёма производства и требуемого качества сварного шва. Вот на что обращают внимание опытные производители при подборе оборудования к конкретным задачам:
- Для тонкой углеродистой стали (толщиной 24 калибра и менее): Полуавтоматический сварочный аппарат MIG для листового металла с регулируемым напряжением и скоростью подачи проволоки обеспечивает необходимый контроль, предотвращающий прожог. Обратите внимание на аппараты, обеспечивающие плавный старт дуги и стабильную подачу проволоки
- Для нержавеющей стали: Сварочные аппараты TIG обеспечивают необходимую точность и контроль над тепловым воздействием для получения чистых, устойчивых к коррозии швов без ухудшения свойств материала
- Для алюминия: Специализированное оборудование MIG со спул-пистолетами или системами подачи проволоки «толкать-тянуть», а также сварочные аппараты переменного тока TIG, разработанные с учётом особых характеристик алюминия
- Для высокопроизводительного производства: Автоматизированные или полуавтоматические системы, обеспечивающие стабильные параметры при выполнении тысяч сварных швов
Выбор диаметра сварочной проволоки существенно влияет на качество сварки тонколистового металла. Согласно рекомендациям компании Miller Electric по сварке, диаметр проволоки следует подбирать в соответствии с рабочим диапазоном силы тока:
- проволока диаметром 0,023 дюйма: 30–130 А — оптимальна для тонких материалов
- проволока диаметром 0,030 дюйма: 40–145 А — универсальна для лёгких и средних толщин
- проволока диаметром 0,035 дюйма: 50–180 А — подходит для работ со средней толщиной
- проволока диаметром 0,045 дюйма: 75–250 А — подходит для более тяжёлых материалов
При сварке листового металла вольфрамовым электродом (TIG) присадочный материал, как правило, должен соответствовать химическому составу основного металла. Для ответственных применений проконсультируйтесь с рекомендациями поставщика материала, чтобы обеспечить металлургическую совместимость.
Выбор защитного газа для достижения оптимальных результатов
Защитный газ оказывает значительное влияние на качество сварного шва, глубину проплавления и его внешний вид. Подбор оптимального газа для сварки листового металла методом MIG требует понимания того, как различные газовые смеси ведут себя при работе с различными материалами.
Согласно отраслевые руководства по выбору защитного газа , вот что показало наилучшие результаты:
| Материал | Толщина | Рекомендуемый газ | Преимущества |
|---|---|---|---|
| Углеродистая сталь | До 14 калибра | 92 % аргона / 8 % CO₂ | Хорошее проплавление и контроль деформации |
| Углеродистая сталь | толщина 14 калибра — 1/8 дюйма | 75 % аргона / 25 % CO₂ | Высокая скорость сварки, минимальная деформация и брызги |
| Нержавеющая сталь | Все калибры | 92 % аргона / 8 % CO₂ | Хороший контроль в тех случаях, когда стойкость к коррозии не является критичной |
| Алюминий | До 3/8 дюйма | 100% Аргон | Наилучшая передача металла, стабильность дуги, минимальное образование брызг |
Почему так важно правильно подобрать газ для сварки листового металла? Неподходящая смесь может вызвать чрезмерное разбрызгивание, плохое проплавление или пористость, ослабляющую соединение. Чистый CO₂ обеспечивает глубокое проплавление, но сопровождается повышенным разбрызгиванием — это допустимо при выполнении конструкционных работ, скрытых от взгляда, однако неприемлемо для видимых компонентов, требующих аккуратной отделки.
Предотвращение коробления и деформации
Появление коробления — одна из самых раздражающих проблем при сварке листового металла. Понимание причин его возникновения помогает предотвратить деформацию. Специалисты по обработке листового металла отмечают, что к искажению деталей приводит несколько факторов:
- Свойства материалов: Теплопроводность, коэффициент теплового расширения и предел текучести влияют на то, как металл реагирует на тепло сварки
- Тепловложение: Быстрый или неравномерный нагрев и охлаждение вызывают термические напряжения, приводящие к деформации материала
- Механические силы: Неправильное зажимание или недостаточная поддержка позволяют материалу смещаться во время сварки
Эффективные методы управления теплом включают:
- Точечная сварка: Выполнение коротких швов с паузами для охлаждения между проходами вместо непрерывных валиков
- Сварка обратным шагом: Сварка отдельными участками, направление которых противоположно общему направлению шва
- Сбалансированная сварка: Чередование сторон при сварке симметричных сборок для выравнивания термических напряжений
- Теплоотводы: Использование медных или алюминиевых подкладок для отвода тепла от тонких материалов
- Контролируемая сила тока: Использование минимального теплового входа, необходимого для обеспечения достаточного проплавления
Как указано в руководствах по сварочным параметрам, чрезмерно медленное перемещение вызывает избыточный нагрев, что приводит к чрезмерно широким сварным швам и плохому проплавлению; на тонких материалах это также вызывает прожог. Оптимальная скорость перемещения обеспечивает баланс между глубиной проплавления и управлением тепловыми воздействиями.
Необходимые зажимы и приспособления
Высококачественные зажимы и приспособления для сварки листового металла определяют разницу между борьбой с заготовкой и полным контролем над ней. Правильная оснастка выполняет несколько функций:
- Обеспечивает выравнивание: Удерживает компоненты в правильном положении на протяжении всего процесса сварки
- Противодействует деформации: Компенсирует термические напряжения, которые в противном случае привели бы к изменению формы деталей
- Повышает стабильность: Обеспечивает воспроизводимость результатов при серийном производстве
- Повышает безопасность: Предотвращает смещение заготовки, которое может привести к травмам или дефектам сварного шва
Рекомендуемые сварочные зажимы для листового металла, сгруппированные по области применения:
- Для общего позиционирования: Фиксирующие зажимы-барашки со шарнирными подкладками, адаптирующимися к неровным поверхностям
- Для сварки по кромке: Зажимы типа Kantoor, удерживающие заготовку вдоль кромки листа без препятствия доступу сварочного инструмента
- Для стыковых соединений: Магнитные угольники и угловые зажимы, обеспечивающие точное выравнивание
- Для работы с панелями: Межзахватные или панельные зажимы, специально разработанные для кузовов автомобилей и аналогичных применений
- Для серийного производства: Специальные приспособления с быстродействующими зажимами, обеспечивающие быструю загрузку и выгрузку
Согласно передовым методам изготовления, детали из листового металла должны быть надёжно зафиксированы с помощью зажимов или приспособлений во время выполнения операций — это обеспечивает стабильность материала и предотвращает его смещение или деформацию под действием сварочных усилий. Для обеспечения равномерного распределения давления используйте соответствующие зажимы, кондукторы или приспособления.
Системы поддержки имеют не меньшее значение. Обеспечьте эффективную поддержку для минимизации деформации — например, применяйте опорные блоки, упоры-индикаторы или оправки при гибке или формовке, выполняемых до сварки. Правильная поддержка способствует распределению усилий и снижает вероятность деформации ещё до начала сварки.
Понимание основных принципов работы с оборудованием и технологиями даёт вам словарный запас для обсуждения требований к качеству с изготовителями. Но что происходит, когда всё идёт не так гладко? Даже опытные сварщики сталкиваются с трудностями — знание того, как специалисты решают типичные проблемы, помогает вам распознавать компетентных партнёров и реалистичные решения.
Преодоление распространённых трудностей при сварке листового металла
Даже самые квалифицированные сварщики сталкиваются с проблемами при работе с тонкими материалами. Прожоги, коробление и непривлекательные дефекты могут сорвать выполнение проектов и вызвать разочарование как у изготовителей, так и у заказчиков. Понимание того, как профессионалы решают эти задачи, помогает вам оценивать качество исполнения и формировать реалистичные ожидания при сотрудничестве со специализированной компанией по сварке листового металла. Рассмотрим наиболее распространённые проблемы и проверенные способы их устранения.
Контроль тепловложения при работе с тонкими материалами
Почему сварка тонколистового металла вызывает столько трудностей? Ответ кроется в физике. Тонкие материалы — как правило, толщиной 1/8 дюйма или менее — быстро поглощают тепло, но обладают минимальной массой для его рассеивания. В результате возникает узкий температурный диапазон между достижением надлежащего сплавления и полным прожигом заготовки.
Согласно профессиональные руководства по сварке , лучший способ сварки тонколистового металла включает несколько ключевых стратегий:
- Снижение силы тока: Большинство работ по TIG-сварке тонкого металла выполняются при силе тока 50 А или менее; в некоторых случаях требуется всего 5–10 А
- Повышение скорости перемещения: Слишком медленное перемещение приводит к накоплению тепла и резко увеличивает риск прожига
- Меньшие расходные материалы: Применение проволоки диаметром 0,023–0,030 дюйма при MIG-сварке снижает тепловложение по сравнению с проволокой большего диаметра
- Импульсные режимы сварки: Чередование импульсов тока высокой и низкой силы позволяет сварочной ванне немного охладиться между пиками.
А что насчёт дуговой сварки тонколистового металла? Эта техника требует исключительного контроля дуги. По возможности начинайте дугу на более толстом материале, а затем быстро переместите её на участок с меньшей толщиной. Такой подход помогает стабилизировать дугу, не перегревая при этом чувствительные участки.
Прерывистая сварка представляет собой ещё одно эффективное решение. Вместо непрерывных швов квалифицированные сварщики выполняют короткие «стежки» с паузами для охлаждения между проходами. Это предотвращает локальное скопление тепла и одновременно обеспечивает полное проплавление соединения.
Устранение деформации после сварки
Что делать, если деформация всё же возникла, несмотря на все принятые меры по её предотвращению? Не паникуйте — профессиональные сборщики разработали надёжные методы исправления коробления тонколистового металла, вызванного сварочными операциями.
Во-первых, необходимо понять, почему возникает деформация. При сварке нагретая зона расширяется, в то время как окружающий холодный металл сопротивляется этому расширению. По мере охлаждения и усадки сварного шва он затягивает окружающий материал, вызывая искажение формы. Чем тоньше материал, тем более выраженным становится этот эффект.
Методы коррекции включают:
- Механическое выравнивание: Использование молотков, поддержек и инструментов для чеканки для аккуратного восстановления формы металла
- Термоусадка: Целенаправленное нанесение тепла на растянутые участки вызывает контролируемую усадку, компенсирующую деформацию
- Снятие стресса: Контролируемый нагрев и медленное охлаждение позволяют снять внутренние напряжения, вызывающие искажение формы
- Чеканка: Лёгкая ударная обработка, при которой металл растягивается в заданных областях для компенсации усадки, возникающей при сварке
Профилактика по-прежнему проще, чем исправление. Согласно мнению специалистов по сварке, использование теплоотводов — например, алюминиевых или медных планок, зажатых вблизи зоны сварки, — способствует быстрому отводу тепла. Для крупногабаритных деталей более эффективным решением является применение охлаждаемых водой холодильных плит.
Ключевой вывод: контролируйте температуру на протяжении всего процесса сварки. Используйте термочувствительные мелки или инфракрасные термометры для отслеживания температуры между проходами. Поддержание более низкой температуры между проходами при сварке тонколистовых материалов предотвращает накопление тепла, вызывающее сильную деформацию.
Заделка отверстий и устранение дефектов
Независимо от того, закрываете ли вы устаревшие крепёжные отверстия или устраняете случайное прожигание, заделка отверстий в листовом металле требует применения специфических методов, отличающихся от стандартной сварки соединений.
Для небольших отверстий диаметром менее 1/4 дюйма, профессиональные руководства по кузовному ремонту рекомендуется использовать медную подкладную планку. Закрепите медь с обратной стороны отверстия — она поглощает тепло от сварочного шва и обеспечивает поверхность, на которой можно формировать шов. Проволока для сварки методом MIG не прилипает к меди, что позволяет получить чистую внутреннюю поверхность вместо некрасивого выступающего наплыва с обратной стороны.
Для более крупных отверстий потребуются заплаточные диски или специально вырезанные вставные пластины:
- Правильно подберите размер заплаты: Вырежьте заплату немного меньшего размера, чем отверстие, чтобы обеспечить полное сплавление по всему периметру
- Размещение: Установка заплаты слегка утопленной позволяет зашлифовать сварной шов заподлицо без образования выступающих участков
- Сначала выполните прихватки: Нанесите первые прихватки в диаметрально противоположных точках (на расстоянии 180 градусов друг от друга), чтобы зафиксировать заплату в нужном положении
- Выполните стыковую сварку по периметру: Завершите сварку короткими прерывистыми швами, чередуя их по периметру заплаты для равномерного распределения тепла
Для успешной сварки отверстий в листовом металле правильная техника важнее дорогостоящего оборудования. Начните дугу на более толстом заплаточном материале, затем быстро переместите её на более тонкий основной металл. Такой подход позволяет контролировать тепловое воздействие на наиболее уязвимый материал. Следите за характерным синим кольцом нагрева на основном металле: чем меньше это кольцо, тем меньше деформации вы получите.
Прожог при ремонте отверстий на самом деле даёт ценные уроки. Как отмечают опытные сварщики, прожог вынуждает вас развивать навыки восстановления и выявляет скрытые проблемы, например, коррозионное ослабление материала, который и так не поддавался бы качественной сварке.
После завершения ремонта тщательно зашлифуйте сварные швы с помощью шлифовальных дисков с гибкими лепестками (flap discs), а не агрессивных шлифовальных кругов. Диски с лепестками удаляют материал постепеннее и вносят меньше тепла — что критически важно для сохранения целостности ремонта. Цель? Гладкая поверхность, требующая лишь минимального количества шпаклёвки или финишной обработки.
Эти навыки устранения неисправностей отличают любительскую работу от профессиональных результатов. Однако знание того, как решать проблемы, — лишь один из факторов при выборе партнёра по изготовлению изделий. Понимание того, какие сертификаты, возможности и стандарты обслуживания следует учитывать, гарантирует, что ваши проекты получат тот уровень экспертизы, которого они заслуживают.

Выбор правильного партнера по листовой штамповке
Вы ознакомились со способами сварки, материалами и методами устранения неисправностей — но как на практике найти партнёра по изготовлению изделий, который сможет выполнить ваши требования к проекту? Выбор подходящего сварщика для листового металла — это не просто поиск специалиста с необходимым оборудованием. Речь идёт об определении партнёра, обладающего соответствующими сертификатами, техническими возможностями и приверженностью качеству, требуемыми вашими задачами. Рассмотрим ключевые критерии оценки, которые позволяют отличить выдающихся производителей от посредственных.
Сертификаты и стандарты качества, на которые следует обратить внимание
Можете ли вы выполнять сварку листового металла в строгом соответствии с высокими требованиями без документированных систем обеспечения качества? Технически — да, однако подтвердить это перед заказчиками, аудиторами и регулирующими органами становится практически невозможно. Сертификаты предоставляют объективные доказательства того, что производитель соблюдает необходимые процессы, проходит соответствующее обучение и применяет системы контроля качества для достижения стабильных результатов.
Вот ключевые сертификаты, которые следует оценить:
- ISO 9001:2015: Фундаментальный стандарт управления качеством, устанавливающий системные процессы для обеспечения стабильного качества продукции — обязательный для любого серьёзного производителя металлоконструкций
- IATF 16949:2016: Критически важен для автомобильной отрасли: данный сертификат гармонизирует требования к качеству по всей глобальной автомобильной цепочке поставок. Согласно мнению экспертов компании Master Products, стандарт IATF 16949 ориентирован на предотвращение дефектов и отклонений в производстве, а также на минимизацию отходов и брака
- Стандарт AWS D9.1 по сварке листового металла: Код AWS по сварке листового металла устанавливает минимальные требования к сварщикам, выполняющим изготовление изделий из листового металла, обеспечивая подтверждённую квалификацию персонала в данной области
- Структурный сварочный код AWS D1.2 — алюминий: Охватывает материалы и конструирование, изготовление, контроль и аттестацию применительно к сварке алюминия
- AS9100: Обязателен для аэрокосмических применений, где недопустимы какие-либо отказы
Почему сертификация по стандарту IATF 16949 имеет столь важное значение для автомобильной отрасли? Данный стандарт требует повышенного внимания к специфическим производственным потребностям, ожиданиям и требованиям заказчиков. Как отмечают сертифицированные производители, сертификация по IATF позволяет занять статус «предпочтительного поставщика» у ведущих автопроизводителей, что способствует формированию более надёжных и устойчивых цепочек поставок.
Например, Shaoyi (Ningbo) Metal Technology поддерживает сертификацию IATF 16949 для своих операций по штамповке автомобильных деталей и точной сборке — что подтверждает наличие инфраструктуры, необходимой для обеспечения качества при производстве элементов шасси, подвески и несущих компонентов. Уровень этой сертификации свидетельствует о том, что производитель серьёзно относится к требованиям качества в автомобильной промышленности.
Оценка производственных возможностей
Сертификаты подтверждают соответствие систем управления качеством, однако вам также необходимо оценить, располагает ли изготовитель необходимым оборудованием и экспертизой для выполнения именно вашего проекта. Выбор оптимального сварщика листового металла для вашей задачи зависит от соответствия его возможностей предъявляемым требованиям.
Ключевые факторы, подлежащие оценке:
- Ассортимент оборудования: Располагает ли предприятие оборудованием для резки, гибки и сварки, требуемым для вашего проекта? Обратите внимание на станки с ЧПУ для лазерной резки, гибочные прессы и несколько сварочных постов
- Экспертиза материалов: Успешно ли предприятие работало с указанными вами материалами? Запросите примеры аналогичных проектов
- Производственные мощности и масштабируемость: Способно ли предприятие удовлетворять ваши объёмные потребности — как текущие, так и прогнозируемые в перспективе роста?
- Уровень автоматизации: Для производства крупными партиями автоматическая или роботизированная сварка обеспечивает единообразие качества на тысячах деталей
- Вспомогательные операции: Предоставляет ли предприятие услуги по отделке, сборке и установке комплектующих для снижения сложности вашей цепочки поставок?
Согласно отраслевым руководствам по металлообработке, ведущие поставщики инвестируют в новейшие станки с ЧПУ, сварочные посты, режущие инструменты и современное оборудование для металлообработки. Обратите внимание на состояние технического обслуживания предприятия: чистое и организованное рабочее пространство свидетельствует о гордости за качество выполняемой работы и приверженности контролю качества.
Не упускайте из виду возможности контроля качества. Для передовых операций по обработке листового металла и сварки требуются средства верификации, в том числе:
- Координатно-измерительные машины (КИМ): Для точной размерной проверки сложных геометрий
- Оптические сравнительные приборы: Для проверки профиля и контура
- Приборы для контроля шероховатости поверхности: Когда важны требования к внешнему виду
- Средства контроля сварных соединений: Включая визуальные средства контроля и возможности неразрушающего контроля для критически важных применений
Быстрое прототипирование и сроки выполнения заказов
В современной динамичной среде разработки продукции скорость имеет решающее значение. Насколько быстро потенциальный партнер сможет перейти от вашего первоначального запроса к получению физических деталей в ваши руки?
Оцените следующие факторы, влияющие на сроки:
- Срок подготовки коммерческого предложения: Качественные производители предоставляют подробные коммерческие предложения в течение 24–72 часов. Некоторые производители, например Shaoyi Metal Technology , предлагают оформление коммерческого предложения в течение 12 часов для клиентов, которым требуется ускоренный ответ
- Скорость прототипирования: Насколько быстро они могут изготовить образцы деталей для проверки? При критически важных сроках разработки ищите возможности быстрого прототипирования в течение 5 дней
- Оперативность поддержки при анализе конструкции на технологичность (DFM): Быстрая обратная связь по конструкции предотвращает возникновение узких мест на этапе разработки продукции. Комплексная поддержка DFM позволяет выявлять проблемы технологичности до того, как они превратятся в дорогостоящие трудности
- Производственные сроки поставки: Уточните стандартные сроки выполнения заказов и наличие ускоренных вариантов для срочных требований
Как рекомендуют специалисты отрасли, заранее сообщите о своих сроках и бюджетных ограничениях. Убедитесь, что компания-изготовитель может уложиться в ваш график и предоставить точные сметы затрат до заключения партнёрского соглашения.
Стандарты управления проектами и коммуникации
Даже технически компетентные изготовители могут разочаровать, если у них слабо развиты навыки управления проектами. Оцените, как потенциальные партнёры выстраивают взаимодействие с клиентом:
- Выделенные менеджеры проектов: Единый контактный человек, который понимает ваш проект и может оперативно предоставлять обновления
- Проактивная коммуникация: Инициируют ли они рассылку статусных отчётов или вам всегда приходится запрашивать информацию?
- Обработка изменений в заказе: Насколько эффективно они могут вносить изменения в конструкцию в ходе производства?
- Качество документации: Могут ли они предоставить сертификаты соответствия материалов, отчёты по результатам инспекций и сертификаты соответствия, требуемые вашей отраслью?
Согласно эксперты по выбору компаний-изготовителей лучшие поставщики демонстрируют ориентированность на клиента, оперативную коммуникацию и готовность пойти на дополнительные усилия. Обратите внимание на этапе формирования коммерческого предложения: они быстро отвечают? Тратят ли они время на полное понимание ваших требований?
Сделать окончательный выбор
Объединяя всё вышесказанное, ниже приведён исчерпывающий контрольный список для оценки:
| Критерии оценки | Что проверять | Почему это важно |
|---|---|---|
| Сертификации качества | Соответствие стандартам ISO 9001, IATF 16949, сварочному коду AWS D9.1 для листового металла | Гарантирует наличие документированных систем качества и квалифицированного персонала |
| Технические возможности | Перечень оборудования, опыт работы с материалами, производственные мощности | Подтверждает способность выполнить ваши конкретные требования |
| Скорость прототипирования | Сроки изготовления образцов и первых партий изделий | Влияет на сроки вашей разработки и выхода продукта на рынок |
| Поддержка DFM | Наличие инженерных ресурсов и качество обратной связи по конструкторской документации | Предотвращает дорогостоящие повторные разработки и производственные проблемы |
| Связь | Реактивность, подход к управлению проектами | Определяет качество повседневных рабочих взаимоотношений |
| Опыт в отрасли | Портфель аналогичных проектов, рекомендации клиентов | Снижает кривую обучения и риски в рамках вашего проекта |
Помните, что выбор партнёра по изготовлению представляет собой стратегическое решение, влияющее на качество вашей продукции, сроки разработки и, в конечном счёте, на вашу конкурентную позицию. Уделите достаточно времени тщательной оценке вариантов, по возможности запросите образцы деталей и проверьте сертификаты перед запуском в серийное производство.
Правильный партнёр предоставляет не только оборудование — он вносит экспертные знания, способность решать сложные задачи и искреннюю заинтересованность в вашем успехе. Независимо от того, требуются ли вам прецизионные автомобильные компоненты, соответствующие стандарту IATF 16949, или специальные корпуса для промышленного оборудования, сопоставление ваших требований с подтверждёнными компетенциями изготовителя закладывает основу успешного сотрудничества и выдающихся результатов.
Часто задаваемые вопросы о компаниях, специализирующихся на сварке листового металла
1. Какие бывают 5 операций с листовым металлом?
Пять основных операций обработки листового металла — это резка, вырубка, пробивка, гибка и вытяжка. Специализированные производители комбинируют эти операции со сварочными методами, такими как сварка в среде защитного газа (MIG), аргонодуговая сварка (TIG) и точечная сварка, чтобы создавать готовые сборочные узлы. Дополнительные операции включают тиснение, перфорацию и обрезку, которые позволяют изготавливать сложные компоненты для автомобильной, промышленной и архитектурной сфер применения.
2. Сколько стоит индивидуальное изготовление деталей из листового металла?
Стоимость изготовления листовых металлических изделий по индивидуальному заказу обычно составляет от 418 до 3018 долларов США за проект, в среднем около 1581 доллара США. Стоимость колеблется от 4 до 48 долларов США за квадратный фут в зависимости от типа материала, его толщины, степени сложности и уровня кастомизации. На окончательную цену также влияют такие факторы, как требования к сертификации по стандарту IATF 16949, допуски на точность изготовления и объёмы заказа. Для получения точных расчётов рекомендуется запросить коммерческие предложения у аккредитованных производителей, например у компании Shaoyi Metal Technology.
3. Кто получает самую высокую оплату среди рабочих по металлу?
Мастера-слесари по листовому металлу получают самые высокие зарплаты — от 57 000 до 77 000 долларов США в год. Слесари-монтажники по листовому металлу зарабатывают от 51 000 до 64 500 долларов США, а техники — от 43 500 до 61 000 долларов США. Специалисты-сварщики, выполняющие сварку TIG деталей для аэрокосмической или медицинской промышленности, зачастую получают повышенную оплату труда благодаря высокой точности и специализированным навыкам, требуемым для этих областей применения.
4. Какой способ сварки наиболее подходит для тонкого листового металла?
Сварка TIG считается наилучшим методом для тонколистового металла благодаря точному контролю теплового воздействия и минимальной деформации. В производственных условиях эффективно применяется сварка MIG с использованием проволоки меньшего диаметра (0,023–0,030 дюйма) и правильных смесей защитных газов. Оба метода предотвращают прожог при условии применения таких техник, как прерывистая сварка, сварка с отступлением назад и использование теплоотводов или медных подкладных брусков.
5. Какими сертификатами должен обладать партнер по изготовлению листового металла?
Обратите внимание на стандарт качества ISO 9001:2015 в качестве базового, а также на стандарт IATF 16949 — для автомобильной отрасли. Соответствие коду сварки листового металла AWS D9.1 гарантирует наличие квалифицированного персонала. Для работы в аэрокосмической отрасли обязательна сертификация по стандарту AS9100. Эти сертификаты подтверждают наличие документированных систем менеджмента качества, стабильных процессов и мер по предотвращению дефектов — ключевых факторов при выборе партнёров для производства прецизионных компонентов.