 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Понимание компаний, специализирующихся на точной обработке листового металла: ключевые понятия

Что на самом деле означает точная листовая металлообработка
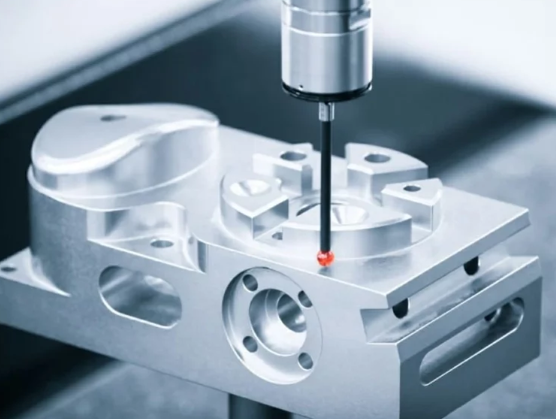
Когда вы слышите термин " точное изготовление листового металла , «что приходит на ум?» Если вы представляете себе любую мастерскую по обработке металлов с режущим инструментом и сварочным оборудованием, то видите лишь часть картины. Компании, специализирующиеся на точной листовой металлообработке, работают в совершенно ином классе — там, где успех или неудача определяются микроскопическими размерами.
Так что же делает металлообработку «точной»? Всё сводится к одному ключевому фактору: допускам. В то время как стандартная металлообработка работает в пределах допусков ±1/16 дюйма — ±1/8 дюйма (примерно ±1,6 мм — ±3,2 мм), точная листовая металлообработка требует точности в диапазоне от ±0,005 до ±0,010 дюйма (±0,13 мм — ±0,25 мм). Это разница, которую едва ли можно заметить невооружённым глазом — но которая может решить исход критически важных применений.
Толерантность точности в производстве листового металла обычно составляет от ±0,005 до ±0,010 (±0,13 до ±0,25 мм) в 10 раз более высокая, чем стандартная производительность от ±1/16 до ±1/8".
Что отличает прецизионное производство от стандартного
Представьте, что вы собираете сложное медицинское устройство, где компоненты должны соответствовать друг другу без пробелов. Стандартная допустимость изготовления ± 1/8 " сделает устройство полностью непригодным для использования. Именно поэтому в сложных отраслях промышленности так важна точность производства листового металла.
Важность точности в изготовлении листового металла выходит за рамки строгих измерений. Компании по производству высокоточных листовых металлов отличаются:
- Передовое оборудование: Системы лазерной резки волоконного материала, роботизированные тормоза с помощью станции CNC с системами измерения угла и автоматизированные сварочные станции заменяют стандартные ручные инструменты
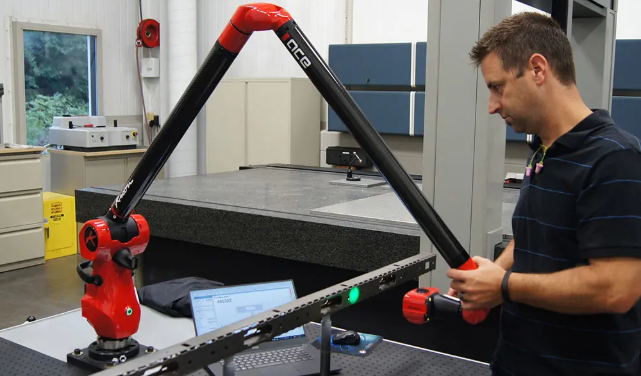
- Софистицированные системы качества: Координаты измерения (CMM), оптические сравнители и лазерные системы измерения обеспечивают постоянную точность
- Экспертиза материалов: Глубокое понимание поведения различных сплавов в процессе обработки, включая расчёты упругого возврата и учёт направления зерна
- Полная документация: Полная прослеживаемость, статистический контроль технологических процессов и проверка первого образца для поддержки регулируемых отраслей
Стандартные цеха по металлообработке просто не в состоянии воспроизвести эти возможности. Их универсальные инструменты и базовые методы контроля хорошо подходят для изготовления строительных каркасов или простых корпусов, но оказываются недостаточными, когда точность размеров напрямую влияет на эксплуатационные характеристики изделия или его безопасность.
Понимание требований к допускам при обработке металлов
Вот что многие инженеры узнают на собственном горьком опыте: программы САПР, такие как SolidWorks, по умолчанию используют допуски для механической обработки, которые значительно жёстче, чем те, которых обычно достигают процессы обработки листового металла. По мнению отраслевых экспертов компании Herold Precision Metals, такое несоответствие зачастую приводит к избыточному проектированию и неоправданным затратам.
Почему это важно? Потому что листовой металл ведёт себя иначе, чем объёмные детали, полученные механической обработкой. Более тонкие материалы сильнее подвержены влиянию различных факторов при формовке. Гибка вызывает незначительное выпучивание вблизи линий сгиба. Несколько пересекающихся изгибов приводят к более выраженным деформациям. Даже отверстия, расположенные вблизи линий сгиба, могут влиять на локальную форму.
Точная листообработка решает эти задачи с помощью эмпирических расчётов, изготовления прототипов и тщательной корректировки — а не только программирования. При применении надлежащих методов типичная операция точной гибки обеспечивает точность высоты ±0,25 мм и точность длины после гибки ±0,5 мм.
Итог? Компании, специализирующиеся на точной обработке листового металла, вкладывают значительные средства в оборудование, обучение персонала и системы обеспечения качества, специально разработанные для преодоления присущих трудностей при работе с тонкими металлическими заготовками. Эти инвестиции напрямую обеспечивают получение компонентов, идеально подходящих по размерам, надёжно функционирующих и соответствующих строгим требованиям аэрокосмической, медицинской, электронной и других высокотехнологичных отраслей.

Основные процессы, определяющие точную обработку
Теперь, когда вы понимаете, что делает обработку «точной», наверняка задаётесь вопросом: каким образом эти компании достигают столь жёстких допусков? Ответ заключается в применении специализированных процессов — каждый из которых тщательно контролируется для обеспечения стабильных и точных результатов. Рассмотрим основные технологии, на которые полагается каждый производитель точных изделий из листового металла.
В отличие от стандартных магазинов, которые могут перечислять эти процессы на своих веб-сайтах без пояснений, понимание того, как работает каждый из них, помогает принимать более обоснованные решения относительно ваших проектов изготовления. Вот что вам необходимо знать:
- Лазерная резка: Использует сфокусированный лазерный луч для плавления или испарения материала с допусками до ±0,1 мм — ±0,15 мм — идеально подходит для сложных конструкций и более толстых материалов толщиной до 25 мм
- Станция для сверления с помощью CNC: Компьютеризированные инструменты продавливают листовой металл для создания точных отверстий и фигур с допуском около ±0,2 мм — оптимально для повторяющихся узоров в тонких материалах
- Точная гибка: ЧПУ-пресс-тормоза со встроенными датчиками формируют углы с точностью ±0,5° — ±1° и допусками по длине ±0,20 мм на изгиб
- Точечная сварка: Контролируемые процессы соединения, включая аргонодуговую сварку (TIG), сварку в среде защитного газа (MIG) и роботизированную сварку, обеспечивающие сохранение размерной точности при формировании прочных и аккуратных соединений
Каждый процесс обладает своими уникальными преимуществами. Квалифицированное предприятие по точной обработке листового металла точно знает, когда следует применять тот или иной метод — и, что ещё важнее, как правильно выстроить их последовательность для достижения оптимальных результатов.
Лазерная резка и CNC-пробивка: объяснение
Представьте, что вам необходимо вырезать сложный аэрокосмический кронштейн с изогнутыми краями и отверстиями, выполненными с высокой точностью. Какой метод следует выбрать? Ответ зависит от нескольких факторов, которые компании по точной обработке листового металла оценивают для каждого проекта.
Согласно мнению отраслевых специалистов, лазерная резка превосходно подходит для сложных контуров и более толстых материалов. Волоконные лазеры способны резать низкоуглеродистую сталь толщиной до 25 мм при соблюдении допусков ±0,1–±0,15 мм. Бесконтактный характер процесса обеспечивает гладкие и точные разрезы без следов инструмента, что исключает необходимость вторичной отделки во многих случаях. Поэтому лазерная резка является предпочтительным выбором для аэрокосмических, медицинских и фармацевтических компонентов, где качество кромки имеет решающее значение.
С другой стороны, ЧПУ-пробивка доминирует в тех случаях, когда требуется высокая скорость получения повторяющихся форм. Для плотно расположенных отверстий в тонких материалах — низкоуглеродистой стали толщиной до 3 мм или алюминия толщиной до 6 мм — пробивные станки работают значительно быстрее, чем лазерные. У пробивки есть ещё одно важное преимущество: это процесс, не сопровождающийся нагревом. Благодаря этому сохраняется плоскостность материала и исключается образование зоны термического влияния (ЗТИ), которая может вызвать проблемы при последующих операциях гибки.
Услуги по изготовлению листовых металлических деталей с высокой точностью позиционирования зачастую объединяют обе технологии: лазерная резка выполняет сложные внешние контуры и тонкие элементы, тогда как ЧПУ-пробивка быстро создаёт массивы стандартных отверстий или прорезей. Такой гибридный подход обеспечивает максимальную точность и эффективность одновременно.
Точные методы гибки и сварки
Вот что удивляет многих инженеров: в гибке листового металла практически невозможно получить истинный угол 90°. Углы всегда имеют радиус закругления, а материалы естественным образом слегка упруго восстанавливаются («отскакивают») к исходной форме после формовки. Именно управление этими объективными факторами и является показателем высокого мастерства в точной гибке.
Опытные производители отмечают, что величина упругого отскока обычно составляет 1–2°. Современные ЧПУ-пресс-тормоза со встроенными датчиками автоматически компенсируют различия в свойствах материалов, обеспечивая стабильное качество выпускаемой продукции. Эти станки рассчитывают коэффициент K для каждой комбинации материала и толщины, точно прогнозируя, на сколько градусов необходимо выполнить перегиб, чтобы достичь заданного угла.
Ключевые факторы, влияющие на точность гибки:
- Постоянство радиуса гиба: Соблюдение одинакового радиуса гиба на всех изгибах детали значительно упрощает настройку оснастки, снижает затраты и повышает точность
- Расстояние от элемента до изгиба: Отверстия или прорези, расположенные слишком близко к изгибам, могут деформироваться из-за концентрации напряжений — опытные производители знают минимальные рекомендации по расстоянию
- Планирование последовательности гибки: Сложные детали с несколькими изгибами требуют тщательного планирования последовательности операций, чтобы избежать помех со стороны инструментов
- Учёт состояния материала: Зоны термического влияния от лазерной резки могут вызывать нестабильность формы или образование трещин при гибке, если их не контролировать должным образом
Точечная сварка завершает процесс изготовления. Независимо от того, используется ли аргонодуговая сварка (TIG) для критически важных соединений, требующих максимального контроля, сварка в среде защитного газа (MIG) для повышения производственной эффективности или роботизированная сварка для обеспечения стабильного качества при высоких объёмах, цель остаётся неизменной: соединить компоненты без искажения точности, достигнутой на предыдущих этапах обработки.
Изготовление листовых металлических деталей с высокой точностью позиционирования требует от сварщиков понимания управления тепловыми процессами. Конструкция приспособлений, последовательность прихваточной сварки и контроль тепловложения позволяют предотвратить коробление, которое может сделать непригодными детали, полученные с высокой точностью резки и гибки. Именно здесь пересекаются компетенции в области высокоточного листового металлоизделия и механической обработки: обработанные на станках приспособления удерживают детали в строго заданном положении в процессе сварки.
Оборудование для высокоточного листового металлоизделия, в которое компания инвестирует средства, многое говорит о её возможностях. Современные волоконно-оптические лазеры, сервоэлектрические листогибочные прессы с измерением угла в реальном времени и роботизированные сварочные ячейки представляют собой современное состояние технологий. Однако одного оборудования недостаточно — именно квалификация специалистов, способных программировать, эксплуатировать и обслуживать эти системы, определяет, будут ли они обеспечивать высокую точность или лишь дорогостоящее посредственное качество.
Понимание этих основных процессов подготовит вас к содержательным переговорам с потенциальными партнерами по изготовлению изделий. Вы будете знать, какие вопросы задавать — и сможете распознать, когда компания действительно понимает, как достичь требуемой точности для вашего проекта.
Отраслевые применения и их особые требования к точности
Вот что зачастую ставит многих покупателей в тупик: допуск, идеально подходящий для потребительской электроники, может привести к катастрофическому отказу в авиационной технике. отрасль прецизионного листового металлоизготовления не руководствуется едиными стандартами «подходящими для всех». Вместо этого каждый сектор предъявляет совершенно иные требования — и понимание этих различий помогает вам определить, какие компании по листовому металлоизготовлению действительно способны удовлетворить ваши потребности.
Почему это так важно? Потому что выбор компании по прецизионному листовому металлоизготовлению без учета отраслевых особенностей — всё равно что нанять электрика, специализирующегося на жилых помещениях, для монтажа промышленных энергосистем. У него могут быть профессиональные навыки, но не те конкретные навыки, которые требуются для вашего применения.
В приведённой ниже таблице показано, как выглядит высокоточная обработка листового металла в основных отраслях промышленности:
| Промышленность | Типичные допуски | Ключевые сертификаты | Ключевые факторы качества |
|---|---|---|---|
| Авиакосмическая промышленность | ±0,005" до ±0,010" | AS9100, ITAR, NADCAP | Следуемость, сертификаты на материалы, усталостная прочность |
| Медицинские устройства | ±0,005" до ±0,015" | ISO 13485, регистрация в FDA | Биосовместимость, совместимость со стерилизацией, качество поверхности |
| Автомобильный | ±0,010" до ±0,020" | IATF 16949, ISO 9001:2015 | Повторяемость, испытания на долговечность, документация PPAP |
| Электроника | ±0,005" до ±0,015" | ISO 9001:2015, стандарты IPC | Экранирование от ЭМП/РЧИ, тепловой менеджмент, точные посадки при сборке |
Давайте подробнее рассмотрим, что эти требования означают для ваших проектов.
Требования аэрокосмической отрасли и производителей медицинских изделий
Высокоточная обработка листового металла для аэрокосмической отрасли представляет собой вершину требований к производству. Когда компоненты эксплуатируются на высоте 30 000 футов или используются в жизненно важных медицинских процедурах, допустимый запас погрешности равен нулю.
В аэрокосмических применениях, Сертификация AS9100 это не опция — это базовое требование. Этот стандарт управления качеством, специфичный для аэрокосмической отрасли, основан на ISO 9001:2015 и дополняет его строгими требованиями к обеспечению безопасности продукции, предотвращению использования поддельных компонентов и управлению конфигурацией. Для проектов оборонного назначения сертификация в соответствии с ITAR (Международными правилами оборота вооружений) гарантирует надлежащее обращение с контролируемыми техническими данными.
Почему изготовление аэрокосмических компонентов столь требовательно? Рассмотрим следующие факторы:
- Полная прослеживаемость материалов: Каждая металлическая деталь должна быть прослеживаема до первоначального сертификата прокатного завода
- Требования к проверке первой партии изделий: Исчерпывающая документация, подтверждающая соответствие каждого геометрического размера заданным спецификациям до начала серийного производства
- Учёт усталостных и силовых нагрузок: Детали должны выдерживать многократные циклы нагружения в течение десятилетий эксплуатации
- Оптимизация веса: Каждый грамм имеет значение, что побуждает проектировщиков использовать более тонкие материалы с более жёсткими допусками
Изготовление медицинских устройств предъявляет столь же строгие, но иные требования. Согласно мнению отраслевых специалистов компании Prototek, детали из листового металла для медицинского применения должны соответствовать жёстким требованиям биосовместимости — материалы не должны вызывать иммунный ответ или воспаление при контакте с телом.
Качество поверхности приобретает критическое значение в медицинских приложениях. Изготовленные компоненты должны обладать достаточной гладкостью для эффективной очистки, что предотвращает колонизацию бактерий. Для изготовления медицинских изделий преимущественно используются нержавеющие стали марок 304 и 316L, поскольку они устойчивы к коррозии при многократной стерилизации в автоклаве и воздействии агрессивных чистящих средств. Компании, обслуживающие этот сектор на рынках точного листового металлоизделия в Техасе и точного листового металлоизделия во Флориде, зачастую поддерживают сертификацию ISO 13485 специально для систем менеджмента качества медицинских изделий.
Точные стандарты для автомобильной и электронной промышленности
Автомобильные применения представляют собой увлекательный баланс: допуски несколько менее строгие, чем в аэрокосмической отрасли, но объемы производства экспоненциально выше. Такое сочетание требует компаний по точной листовой штамповке, обладающих высокой повторяемостью и статистическим контролем процессов.
Сертификация по стандарту IATF 16949 — стандарту системы менеджмента качества для автомобильной промышленности — делает акцент на предотвращении дефектов, а не на их выявлении. Производители должны демонстрировать индексы способности процессов (Cpk), подтверждающие, что их процессы последовательно обеспечивают изготовление деталей в пределах заданных спецификаций. Документация по процессу одобрения производственных деталей (PPAP) даёт заказчикам уверенность в том, что качество массового производства будет соответствовать качеству прототипа.
Для компонентов шасси, кронштейнов подвески и конструктивных элементов испытания на долговечность добавляют ещё один уровень проверки. Детали, изготавливаемые методом точной листовой штамповки для автомобильных применений, должны выдерживать многолетнее воздействие вибрации, циклических изменений температуры и воздействия дорожной соли без потери работоспособности.
Производство электроники ориентировано на иные приоритеты. Корпуса и каркасы должны обеспечивать экранирование от электромагнитных помех (ЭМП), сохраняя при этом точные габаритные размеры для крепления компонентов. Отклонение монтажного отверстия всего на 0,5 мм может препятствовать установке печатной платы или вызывать узкие места на сборочной линии.
Тепловой контроль добавляет сложности в применении электроники. Требования к отводу тепла зачастую определяют выбор материалов — превосходная теплопроводность алюминия делает его предпочтительным материалом для корпусов электронных устройств. Однако поведение алюминия при упругом восстановлении отличается от поведения стали, поэтому требуются специалисты по обработке металлов, обладающие знаниями, специфичными для данного материала.
Сектор электроники также предъявляет требования к косметическому совершенству. Продукция, предназначенная для конечных потребителей, должна иметь безупречную отделку поверхности, однородное порошковое покрытие и точное совмещение вентиляционных отверстий. Такое сочетание функциональной точности и эстетического качества позволяет отличить компетентных производителей от тех, кто лишь декларирует опыт работы в сфере электроники.
Понимание этих отраслевых требований помогает вам более эффективно оценивать потенциальных партнёров по изготовлению изделий. Компания, отлично зарекомендовавшая себя в производстве автомобильных компонентов, может испытывать трудности с выполнением требований к документации в аэрокосмической отрасли. Специалист по производству медицинского оборудования, возможно, не обладает возможностями высокопроизводительного массового производства, необходимыми для автомобильных проектов. Соответствие отраслевых требований вашего проекта подтверждённой экспертизе выбранного изготовителя значительно повышает ваши шансы на успех.
Как оценить компании по точному листовому металлоизготовлению
Вы определили требования к точности вашего проекта и поняли, какие технологические процессы вам необходимы. Теперь наступает сложная часть: как именно выбрать правильную компанию по точному листовому металлоизготовлению из десятков доступных вариантов? Именно на этом этапе большинство заказчиков сталкиваются с трудностями — и именно здесь неправильный выбор приводит к реальным финансовым потерям.
Проблема в том, что сайты большинства производителей листового металла выглядят удивительно похоже. Все заявляют о «высоком качестве» и «точности». Однако за этими маркетинговыми формулировками возможности компаний кардинально различаются. Ниже приведен системный подход к выявлению действительно компетентных производителей точных изделий из листового металла среди тех, кто лишь умело говорит об этом.
- Проверьте наличие соответствующих сертификатов — Не ограничивайтесь подтверждением факта наличия сертификатов; убедитесь, что они соответствуют требованиям вашей отрасли
- Оцените возможности оборудования — Современное оборудование имеет значение, однако ещё более важны квалификация операторов и программы технического обслуживания
- Оцените системы контроля качества — Обратите внимание не только на оборудование для контроля, но и на документированные процедуры, а также практику обеспечения прослеживаемости
- Изучите возможности по срокам выполнения заказов — Уточните как стандартные сроки поставки, так и варианты ускоренного исполнения для согласования с вашим производственным графиком
- Проанализируйте инженерную поддержку — Экспертиза DFM может сэкономить тысячи долларов за счёт оптимизации конструкции ещё до начала производства
- Проверьте отзывы клиентов — Поговорите с клиентами из смежных отраслей о реальном опыте работы
Рассмотрим каждый из этих критериев подробно, чтобы вы точно знали, какие вопросы следует задавать.
Обязательные сертификаты, на которые следует обратить внимание
Сертификаты — это не просто буквы на стене, а средства снижения рисков, подтверждающие реальную дисциплину процессов . Понимание того, какие конкретно требования предъявляются к каждому сертификату, помогает оценить, способна ли компания по точной листовой штамповке действительно удовлетворить ваши потребности.
ISO 9001:2015 является основой систем менеджмента качества. Согласно мнению экспертов компании Northstar Metal Products, данный сертификат подтверждает, что предприятие внедрило эффективную систему управления качеством с документированными процедурами на всех этапах производства — от запуска новой продукции до окончательного контроля и отгрузки. Он также устанавливает чёткие руководящие принципы непрерывного совершенствования, стимулируя сотрудников к поиску инновационных решений.
Что именно требует стандарт ISO 9001:2015? Сертифицированные производители должны обеспечивать:
- Документированные процедуры изготовления, контроля и прослеживаемости
- Регулярные внутренние и независимые аудиты третьей стороной
- Контроль материалов с использованием аттестованного оборудования
- Чёткую и полную документационную цепочку для каждого проекта
ITAR (Международные правила регулирования оборота вооружений) сертификация имеет значение, если ваш проект связан с оборонными применениями. Предприятия, зарегистрированные в соответствии с ITAR, могут обрабатывать контролируемую техническую информацию и изготавливать компоненты для военных систем. Даже если ваш текущий проект не требует соблюдения требований ITAR, сотрудничество с зарегистрированным предприятием обеспечивает гибкость при заключении будущих оборонных контрактов.
Сертификаты AWS (Американского общества сварки) подтверждают высокий уровень квалификации в области сварочных технологий. Статус «Сертифицированный сварочный производитель» (CWF) гарантирует, что компания продемонстрировала компетентность в создании сварных конструкций, отвечающих требованиям прочности и долговечности. Для проектов, предполагающих выполнение строительных сварочных работ, сертификация AWS D1.1 по сварке строительных стальных конструкций даёт дополнительные гарантии.
Отраслевые сертификаты добавляют ещё один уровень подтверждения. Независимо от того, требуются ли вам стандарт IATF 16949 для автомобильной промышленности, AS9100 — для аэрокосмической или ISO 13485 — для медицинских изделий, соответствие сертификатов требованиям вашей отрасли гарантирует, что изготовитель понимает вашу нормативно-правовую среду.
Оценка оборудования и систем обеспечения качества
Что следует учитывать при посещении потенциального поставщика услуг точной листовой штамповки — лично или при ознакомлении с его возможностями в интернете? Перечни оборудования раскрывают лишь часть картины.
Современные волоконные лазеры, сервоприводные гибочные прессы и роботизированные сварочные ячейки свидетельствуют о капитальных вложениях в обеспечение высокой точности. Однако задайте более глубокие вопросы: как часто проводится калибровка оборудования? Какие графики профилактического технического обслуживания существуют? Кто выполняет программирование оборудования и какой у него уровень опыта?
ТОО по точному изготовлению изделий из листового металла со старым оборудованием, эксплуатируемым квалифицированными мастерами, может превзойти цех с новейшим оборудованием и неквалифицированными операторами. Комбинация высококачественного оборудования, опытных специалистов и документально подтверждённых процедур обеспечивает стабильную точность — ни один из этих факторов по отдельности не гарантирует её.
Системы контроля качества заслуживают такого же тщательного анализа. Координатно-измерительные машины (КИМ) и оптические компараторы свидетельствуют о возможностях инспекции, однако настоящий вопрос заключается в следующем: как они интегрированы в производственные процессы? Обратите внимание на:
- Процедуры проверки первого образца: Документально подтверждённая верификация до начала серийного производства
- Контрольные точки в ходе производства: Проверка качества на критических этапах, а не только на финальной стадии
- Статистический контроль процесса: Мониторинг на основе данных для выявления отклонений до того, как детали выйдут за пределы допусков
- Прослеживаемость материалов: Возможность проследить любую компоненту до первоначальных сертификатов прокатного стана
Возможности по срокам выполнения заказов значительно различаются у поставщиков услуг по точной обработке листового металла. Стандартные сроки изготовления составляют 2–4 недели, однако при сжатии графика важно понимать, какие варианты ускоренной поставки доступны. Некоторые партнёры OEM по точной обработке листового металла поддерживают выделенные мощности для оперативного реагирования; другие взимают значительную надбавку за ускоренную доставку.
В заключение, оцените уровень инженерной поддержки. Может ли производитель обработки листового металла проанализировать ваши чертежи и предложить улучшения до формирования коммерческого предложения? Экспертиза в области DFM (проектирования с учётом технологичности изготовления) позволяет выявить возможности снижения затрат — например, альтернативные последовательности гибки, оптимизированное размещение деталей на листе или замену материалов, сохраняющую эксплуатационные характеристики при одновременном снижении стоимости. Такой совместный подход зачастую отличает настоящих партнёров от чисто транзакционных поставщиков.
Имея в своем распоряжении эти критерии оценки, вы можете с уверенностью оценивать потенциальных партнеров по изготовлению изделий. Цель состоит не в поиске самого дешевого предложения — а в выявлении точных производителей листовых металлических изделий, чьи возможности, сертификаты и системы обеспечения качества соответствуют конкретным требованиям вашего проекта.
Выбор материалов для проектов высокоточного изготовления
Вы уже оценили потенциальных партнеров по изготовлению и понимаете задействованные процессы. Однако вот вопрос, который ставит в тупик даже опытных инженеров: какой материал следует указать для вашего высокоточного проекта? Ответ не так прост, как выбор того материала, который показал хорошие результаты в прошлый раз — ведь поведение материала напрямую влияет на достижимые допуски, методы обработки и конечную стоимость.
Подумайте об этом так: алюминий и нержавеющая сталь могут одинаково соответствовать вашим требованиям по прочности, но при гибке они ведут себя совершенно по-разному. Один сильнее упруго восстанавливается. Другой быстрее упрочняется при деформации. Игнорирование этих различий приводит к браку деталей и раздражённым телефонным звонкам вашему изготовителю.
Понимание свойства материалов до выбора помогает принимать обоснованные решения. Вот что имеет наибольшее значение при изготовлении точных металлических листовых деталей по индивидуальному заказу:
| Материал | Точные характеристики | Типичные применения | Особенности обработки |
|---|---|---|---|
| Нержавеющая сталь (304/316) | Отличная размерная стабильность; умеренное упругое восстановление; достижимы высокие точности | Медицинские устройства, пищевая промышленность, архитектура, морское оборудование | Требует специализированных методов сварки; упрочняется при формовке |
| Алюминий (5052/6061) | Хорошая формоустойчивость; более высокое упругое восстановление по сравнению со сталью; лёгкие прецизионные компоненты | Корпуса электроники, авиакосмическая промышленность, автомобилестроение, теплообменники | Чувствителен к нагреву; отличная обрабатываемость; требует правильного оснащения |
| Углеродистая сталь | Предсказуемое поведение; умеренные допуски; экономически выгоден при крупносерийном производстве | Машины, строительство, конструкционные элементы автомобилей | Требует поверхностной обработки для защиты от коррозии; хорошая свариваемость |
| Титан | Исключительное соотношение прочности к массе; сложность точного формования | Аэрокосмическая промышленность, медицинские импланты, оборонная отрасль | Умеренная обрабатываемость; требуются специализированные инструменты и опыт |
| Медь/латунь | Высокая пластичность; хорошая формоустойчивость; умеренный потенциал точности | Электрические компоненты, декоративные изделия, сантехника | При сварке выделяются опасные сварочные аэрозоли; медь может быть трудна в обработке |
Точная листовая штамповка толщиной от 0,004 до 0,250 дюйма охватывает большинство распространённых применений, однако выбор материала существенно влияет на то, что можно достичь в этом диапазоне. Рассмотрим наиболее часто указываемые варианты.
Особенности нержавеющей стали и алюминия
Нержавеющая сталь доминирует в области точной штамповки по веской причине. Её размерная стабильность, коррозионная стойкость и предсказуемое поведение при формовании делают её основным выбором для ответственных применений. Однако не вся нержавеющая сталь одинакова.
Согласно экспертам в области прецизионного производства, аустенитные марки, такие как 304 и 316, обеспечивают наилучшее сочетание формоустойчивости и коррозионной стойкости. Более низкое содержание углерода в марке 316L делает её идеальной для сварных сборок в медицинских и фармацевтических применениях, где необходимо избегать сенсибилизации (выделения карбидов хрома).
Изготовление высокоточных деталей из листовой нержавеющей стали требует понимания того, как этот материал упрочняется при пластической деформации. Каждый изгиб повышает твёрдость в зоне деформации, что может привести к образованию трещин, если последующие операции не будут тщательно спланированы. Опытные производители последовательно выполняют операции, чтобы минимизировать совокупный эффект упрочнения.
Ключевые аспекты, связанные с нержавеющей сталью:
- Условия коррозионной среды: марка 304 подходит для большинства внутренних применений; марка 316 обязательна при воздействии хлоридов или в морской среде
- Требования к шероховатости поверхности: Нержавеющая сталь допускает матовую, полированную или электрохимически полированную отделку — уточните требуемый тип отделки на раннем этапе, чтобы избежать дополнительной обработки
- Сварка: Требует применения специализированных технологий и подходящих наполнительных материалов для сохранения коррозионной стойкости
- Фактор стоимости: Обычно в 2–3 раза дороже углеродистой стали, однако зачастую позволяет полностью отказаться от затрат на отделку
Алюминий создаёт иные задачи, связанные с обеспечением точности. Его превосходное соотношение прочности к массе делает его незаменимым материалом в аэрокосмической промышленности и электронике, однако более высокая упругая деформация («отскок») требует компенсации при гибке. Отраслевые рекомендации предписывают поддерживать одинаковый радиус изгиба на всех элементах — это упрощает изготовление оснастки и повышает точность.
Для корпусов электроники высокая теплопроводность алюминия обеспечивает естественный отвод тепла — функциональное преимущество, недостижимое для нержавеющей стали. Производство прецизионных листовых металлических изделий в Сиэтле и предприятия по прецизионной обработке листового металла в Сиэтле часто работают с алюминием в интересах аэрокосмического и технологического секторов региона, где пересекаются требования к снижению массы и эффективному тепловому управлению.
Чувствительность алюминия к зонам, изменённым термическим воздействием при лазерной резке, требует тщательного планирования. Если изгибы выполняются вблизи резанных кромок, изменённые свойства материала могут привести к нестабильности процесса формовки. Квалифицированные производители либо корректируют параметры резки, либо увеличивают расстояние от элементов детали до линий изгиба для обеспечения точности.
Специализированные материалы для требовательных применений
Когда стандартные материалы не соответствуют вашим требованиям, в обсуждение вступают специальные сплавы. Обработка таких материалов требует от производителей специализированного опыта — не каждая точная мастерская способна успешно обрабатывать титан или экзотические никелевые сплавы.
Титан заслужил репутацию «чудо-металла» благодаря исключительному соотношению прочности к массе и выдающейся коррозионной стойкости. Согласно мнению специалистов по материалам , уникальная способность титана связываться с костной и живой тканью делает его незаменимым для ортопедических имплантатов. В аэрокосмической отрасли преимущества титана в отношении соотношения прочности к массе оправдывают его повышенную стоимость при изготовлении компонентов двигателей и конструкционных элементов.
Однако низкая теплопроводность титана и его склонность к упрочнению при обработке создают значительные трудности при изготовлении. Скорость резания должна тщательно контролироваться, чтобы предотвратить перегрев. Для формовки требуются специализированные инструменты, а для сложных геометрий зачастую применяются процессы горячей штамповки. Эти факторы обычно увеличивают стоимость изготовления в 3–5 раз по сравнению со стоимостью изготовления из нержавеющей стали.
Другие специальные материалы, знание которых полезно:
- Inconel и Hastelloy: Никелевые суперсплавы для экстремальных температур и коррозионно-агрессивных сред; сложны в механической обработке и формовке
- Пружинная сталь: Высокая прочность при растяжении для компонентов, требующих эластичности; точный термический режим обработки обеспечивает заданные свойства
- Дуплексные нержавеющие стали: Сочетание аустенитных и ферритных свойств для повышения прочности и стойкости к хлоридной коррозии
- Бериллиевая медь: Исключительная электропроводность и пружинные свойства для электрических контактов; требует осторожного обращения из-за токсикологических рисков
Толщина материала также влияет на точность обработки. Более тонкие материалы (менее 0,030 дюйма) сильнее подвержены деформации при резке и обработке. Для более толстых материалов (свыше 0,125 дюйма) требуется оборудование более высокой мощности, а минимальный радиус изгиба может быть ограничен. Обсудите свои требования к толщине материала с потенциальными изготовителями, чтобы убедиться, что их оборудование соответствует вашим потребностям.
Итог? Выбор материала — это не просто вопрос соответствия функциональным требованиям: речь идёт о выборе таких материалов, которые ваш партнёр по изготовлению сможет обрабатывать точно и стабильно. Откровенный разговор об опыте работы с материалами зачастую раскрывает реальные возможности изготовителя гораздо полнее, чем любые сертификаты или перечни оборудования.
Контроль качества и инспекция в точном производстве
Вы выбрали подходящий материал и надёжного изготовителя. Но вот ключевой вопрос: как убедиться, что готовые детали действительно соответствуют вашим техническим требованиям? Именно на этом этапе решается успех или провал точности при изготовлении деталей из листового металла — в процессах контроля качества, которые проверяют каждый размер, поверхность и конструктивную особенность до отгрузки деталей.
Контроль качества при точном изготовлении деталей из листового металла — это не единичная проверка в конце производственного цикла. Это комплексная система, интегрированная во все этапы технологического процесса изготовления. Понимание этих систем помогает вам более эффективно оценивать изготовителей и гарантирует, что ваши критически важные компоненты поступят точно в соответствии со спецификациями.
Вот основные контрольные точки качества на типичном этапе точного изготовления:
- Входной контроль материалов: Проверка сертификатов материала, измерение толщины и оценка состояния поверхности до начала обработки
- Первичный контрольный осмотр: Полная размерная проверка первых образцов перед запуском серийного производства
- Инспекция в процессе производства: Проверка критических размеров после каждой основной операции — резки, формовки, сварки
- Проверка состояния поверхности: Измерение шероховатости и визуальный контроль для обеспечения эстетических требований
- Финальный осмотр: Полная проверка геометрических размеров по чертежам перед упаковкой
- Проверка документации: Подтверждение полноты всех требуемых сертификатов, отчётов и документов, обеспечивающих прослеживаемость
Каждая контрольная точка выявляет потенциальные проблемы до того, как они перерастут в дорогостоящие дефекты. Незначительное отклонение угла изгиба от допуска может показаться незначительным — пока вы не обнаружите, что оно препятствует окончательной сборке.
Методы контроля, гарантирующие точность
Звучит сложно? Действительно, может быть. Однако современные технологии контроля значительно повысили как скорость, так и точность по сравнению с традиционными методами. Понимание доступных решений помогает вам корректно определить требования к контролю для ваших проектов.
Согласно руководящим принципам контроля Xometry , производители, как правило, предлагают несколько уровней контроля:
- Стандартный контроль: Служба контроля качества проверяет материал, характеристики и отделку в соответствии с требованиями; измеряет критические размеры, такие как общий размер, отверстия и глубины — обычно до 20 размеров по чертежам, предоставленным заказчиком
- Формальный контроль с отчётом о размерах: 100 % всех размеров документируются с использованием аттестованных измерительных инструментов в соответствии со статистическими планами выборочного контроля; включает сопоставление чертежа с баллонированными обозначениями
- Измерение на КИМ: Проверка всех размеров координатно-измерительной машиной (КИМ) с точностью на уровне микрон; необходима для сложных геометрических форм
- Отчёт о первичном контроле (FAIR AS9102): Документация по стандарту авиационной промышленности, подтверждающая объективное понимание и верификацию всех инженерных требований
Координатно-измерительные машины (КИМ) являются эталоном для размерного контроля. Как поясняют эксперты по контролю качества координатно-измерительные машины (КИМ) используют щупы для сопоставления геометрических размеров деталей с цифровыми моделями, обеспечивая точность на уровне микрон для сложных форм и элементов. Они особенно ценны при контроле аэрокосмических и медицинских компонентов, где проверка соблюдения допусков должна быть безусловно надёжной.
Оптические системы контроля дополняют КИМ, обеспечивая быстрое бесконтактное измерение. Камеры, лазеры и датчики оценивают геометрические размеры, контуры и качество поверхности — это идеально подходит для хрупких деталей или когда важна скорость измерений. При обнаружении дефектов поверхности на косметических компонентах оптические методы зачастую выявляют проблемы, которые могут остаться незамеченными при использовании контактных подходов.
Проверка шероховатости поверхности осуществляется с помощью приборов для измерения шероховатости, позволяющих количественно оценить текстуру поверхности в соответствии со спецификациями. Это особенно важно для компонентов с фрикционными взаимодействиями — таких как зубчатые передачи, уплотнения и подшипники, — поскольку качество поверхности напрямую влияет на эксплуатационные характеристики и срок службы.
Стандарты документирования и прослеживаемости
Представьте, что медицинское устройство вышло из строя в эксплуатации. Следователям необходимо проследить этот компонент до исходного сырья, понять каждый этап обработки и определить другие детали, которые потенциально могли быть затронуты. Именно поэтому документация и прослеживаемость — это не бюрократическая нагрузка, а ключевая составляющая инфраструктуры качества.
Отчёты о проверке первого образца закладывают основу для обеспечения качества производства. Стандарт AS9102, применяемый в аэрокосмической отрасли, определяет три критически важных формы: Форма 1 содержит информацию о детали и историю её редакций; Форма 2 детализирует сведения о сырье, специальных процессах и поставщиках; Форма 3 фиксирует результаты контроля по каждому контролируемому параметру с указанием используемых измерительных средств.
К этим отчетам прилагаются чертежи с выносными надписями, пронумерованные аннотации на которых точно указывают, какие именно размеры были проверены. Каждая выносная надпись соответствует данным контроля, обеспечивая четкую прослеживаемость между чертежами и результатами измерений. Такая корреляция оказывается чрезвычайно ценной во время аудитов или при расследовании вопросов качества.
Производители высококачественных изделий ведут документацию на всех этапах процесса:
- Сертификаты на материалы: Отчеты о заводских испытаниях, связывающие исходный материал с конкретными плавками и химическим составом
- Журналы процессов: Настройки станков, идентификация оператора и временные метки для каждой операции
- Журналы калибровки: Подтверждение того, что измерительное оборудование соответствует установленным стандартам точности
- Отчеты о несоответствии: Документация всех отклонений и предпринятых корректирующих действий
- Записи окончательного контроля: Полные данные по размерам с указанием результатов «соответствует»/«не соответствует»
Статистические планы выборочного контроля определяют, сколько деталей необходимо проверить из каждой партии. Согласно стандарту ASQC Z1.4 2008, уровень II, для партии из 26–50 деталей обычно требуется проверка 8 образцов с допустимым числом бракованных изделий, равным нулю. Для более крупных партий из 501–1200 деталей требуется проверка 80 образцов. Такие планы выборочного контроля обеспечивают баланс между тщательностью проверки и практическими ограничениями производства.
К числу типичных задач обеспечения точности, которые должны выявлять системы контроля качества, относятся: изменение геометрических размеров в ходе длительных производственных циклов, различия в упругом восстановлении (springback) между партиями материалов, деформация при сварке, влияющая на плоскостность, а также загрязнение поверхности в результате манипуляций с изделиями. Производители, ориентированные на высокое качество, внедряют профилактические меры — регулярные промежуточные проверки, параметры формовки, адаптированные под конкретный материал, последовательность сварки с использованием специальных приспособлений (fixtures), — вместо того чтобы полагаться исключительно на окончательный контроль для выявления дефектов.
Инвестиции в комплексный контроль качества позволяют выделить по-настоящему компетентные компании по точной листовой штамповке среди тех, кто предлагает лишь удовлетворительные услуги. При оценке потенциальных партнёров запросите образцы отчётов по результатам проверок, изучите их методы документирования и убедитесь, что их измерительные возможности соответствуют требованиям вашего проекта. Такая тщательная проверка окупается с лихвой, когда ваши детали поступают в готовом виде — без необходимости сортировки, доработки или отбраковки.
Поддержка прототипирования и разработки продукции
Вы разработали инновационный продукт, подтвердили его концепцию и установили наличие рыночного спроса. Теперь возникает ключевой вопрос: как превратить эту конструкцию в физические детали, которые будут работать точно так, как задумано? Именно на этом этапе компании по точной листовой штамповке становятся настоящими партнёрами в разработке — а не просто поставщиками, выполняющими заказы.
Путь от первоначальной концепции до серийного производства включает гораздо больше, чем просто резку и гибку металла. Согласно мнению отраслевых специалистов компании PEKO Precision, успешный запуск продукции зависит от структурированных процессов внедрения новой продукции (NPI), которые систематически охватывают проектирование, изготовление прототипов, валидацию и масштабирование производства. Понимание этого жизненного цикла позволяет эффективно использовать экспертизу партнёра по обработке металла на каждом этапе.
Вот типичный жизненный цикл проектов по изготовлению нестандартных изделий из точного листового металла:
- Определение концепции: Преобразование первоначальных идей в управляемый объём проекта с чётко определёнными вехами и техническими требованиями
- Прототипирование: Изготовление функциональных образцов для подтверждения концепции и оценки жизнеспособности конструкции
- Уточнение конструкции: Учёт извлечённых уроков путём оптимизации конструкции с учётом технологичности производства (DFM) и внесения инженерных изменений
- Пилотное производство: Финальная репетиция перед запуском, подтверждающая готовность производственных процессов и систем обеспечения качества к серийному выпуску
- Запуск производства: Официальное замораживание конструкции с контролем конфигурации и полной документацией по качеству
- Постоянное совершенствование: Постоянное совершенствование на основе отзывов клиентов и улучшений следующего поколения
Каждый этап опирается на предыдущий, а требования к точности становятся всё более критичными по мере приближения к серийному производству. Рассмотрим, как опытные производители поддерживают этот процесс.
От прототипа до производства
Представьте, что вы потратили месяцы на разработку продукта, а затем на стадии производства обнаружили, что ваш дизайн невозможно последовательно изготовить. Такой сценарий — к сожалению, довольно распространённый — как раз и предотвращается правильным прототипированием.
Согласно экспертам Fictiv по прототипированию, прототипирование изделий из листового металла позволяет инженерам оценить форму, посадку и функциональность детали до перехода к полноформатному производству. Современные достижения в области оборудования для обработки и цифровых рабочих процессов сделали прототипирование быстрее и точнее — ближе к целям серийного производства, что позволяет командам оперативно вносить изменения без потери качества.
Почему это важно для проектов изготовления корпусов из листового металла по индивидуальным техническим требованиям и с высокой точностью? Потому что прототипы, изготовленные из материалов и с использованием технологий, применяемых в серийном производстве, выявляют проблемы, которые невозможно предсказать на основе CAD-моделей:
- Затруднения при сборке: Компоненты, выглядящие безупречно в трёхмерных моделях, могут не совмещаться так, как ожидалось
- Поведение материала: Эффект упругого отскока, наклёп и тепловые воздействия становятся осязаемыми проблемами
- Ограничения производства: Расстояния от элементов до изгибов, минимальные радиусы изгиба и ограничения по доступу инструментов становятся очевидными
- Реалии отделки поверхности: Эстетика сварных швов, адгезия покрытий и косметические требования проходят проверку
Ключевое преимущество работы с заводом по точному изготовлению изделий из листового металла на этапе прототипирования — в отличие от универсального цеха — заключается в согласованности с серийным производством. Технологии, такие как лазерная резка, ЧПУ-пробивка, гибка и сварка, полностью соответствуют тем, что будут использоваться при массовом выпуске. Это означает, что прототип точно отражает характеристики конечной детали и позволяет проводить реалистичные испытания на работоспособность.
Возможности быстрого прототипирования кардинально изменили сроки разработки. Современные методы изготовления позволяют создавать прототипы деталей из листового металла за несколько дней вместо недель. Такое ускорение позволяет выполнить несколько итераций проектирования в тот же промежуток времени, который традиционные подходы требовали для изготовления одного прототипа.
Отношения с контрактными производителями зачастую начинаются на этапе прототипирования. Партнёрство с производителем, специализирующимся на внедрении новых продуктов (NPI), на раннем этапе даёт доступ к инженерной экспертизе, которая формирует ваш дизайн таким образом, чтобы обеспечить успех при серийном производстве. Такие партнёры могут работать с концепциями на различных стадиях — от набросков на салфетке до полностью проработанных трёхмерных моделей — и предоставлять рекомендации, предотвращающие дорогостоящие доработки на последующих этапах.
Поддержка DFM и инженерное взаимодействие
Вот что отличает хороших партнёров по изготовлению от выдающихся: поддержка проектирования с учётом технологичности производства (DFM). DFM — это не просто снижение себестоимости изготовления деталей; это улучшение их качества при одновременном сокращении затрат и рисков.
Согласно экспертам по производству компании Advantage Metal Products, DFM для листового металла — это стратегический подход, при котором конструкция детали согласуется с тонкостями процесса изготовления. Такая оптимизация снижает производственные затраты, повышает эффективность и улучшает качество конечного продукта — всё это без ущерба для замысла конструкции.
Как выглядит содержательное взаимодействие в рамках DFM? Рассмотрим ключевые факторы, которые оценивают опытные производители металлоконструкций:
- Оптимизация радиуса изгиба: Соотношение толщины материала и радиуса изгиба предотвращает появление трещин и деформаций, а также упрощает оснастку
- Стратегия размещения отверстий: Размещение отверстий относительно изгибов и кромок обеспечивает сохранение структурной целостности и технологической эффективности производства
- Рационализация допусков: Установление реалистичных допусков, обеспечивающих точность без излишней инженерной проработки
- Учёт радиусов скругления углов: Скруглённые углы снижают концентрацию напряжений и повышают безопасность
- Рекомендации по выбору материалов: Соответствие свойств материала как требованиям конструкции, так и характеристикам технологического процесса
Цифровые инструменты повышают эффективность DFM. Моделирование в 3D CAD упрощает визуализацию, позволяя командам выявлять потенциальные проблемы до начала обработки металла. Программное обеспечение для моделирования и прототипирования позволяет заранее прогнозировать трудности и даёт проектировщикам возможность оптимизировать решения заблаговременно. Платформы совместной работы обеспечивают совместный доступ к информации в режиме реального времени между инженерными командами и специалистами по изготовлению деталей.
При выполнении проектов по точному изготовлению корпусных изделий из листового металла DFM зачастую выявляет возможности, которые проектировщики изначально упускают из виду. Например, объединение нескольких компонентов в одну штампованную деталь может сократить затраты на сборку. Возможно, изменение последовательности гибки позволит устранить помехи при работе инструмента. Такие выводы становятся возможны, когда специалисты по изготовлению деталей, обладающие глубокими знаниями производственных процессов, проводят проверку проектов до принятия решения о запуске производства.
Этап пробного производства, часто называемый «финальной генеральной репетицией», подтверждает, что рекомендации по конструктивной технологичности (DFM) действительно работают на практике. Специалисты по запуску новых изделий (NPI) считают, что именно на этом этапе остаётся последняя возможность внести изменения в конструкцию до выхода изделия в серийное производство. Вводятся в действие системы обеспечения качества, проверяется соответствие нормативным требованиям, а весь производственный процесс выполняется в условиях, соответствующих серийному выпуску.
После успешного прохождения этапов изготовления прототипов и пробного производства наступает этап выхода изделия в серийное производство, при котором конструкция окончательно фиксируется. Чертежи официально утверждаются и выпускаются, вводится контроль конфигурации, а каждое последующее изделие должно строго соответствовать утверждённым и проверенным техническим характеристикам. Такая дисциплина гарантирует, что изделие с порядковым номером 1000 будет функционировать идентично изделию с порядковым номером 1.
Взаимосвязь между требованиями к точности и разработкой продукции становится очевидной: инвестиции в надлежащие процессы NPI с привлечением компетентных партнёров по изготовлению резко снижают производственные риски. Согласно исследованию Forbes, приведённому PEKO, 73 % респондентов считают отслеживание рисков и возможностей на этапах разработки и NPI критически важным для достижения целей по срокам запуска и марже.
Независимо от того, разрабатываете ли вы индивидуальные высокоточные компоненты из листового металла для медицинского оборудования, электронных корпусов или промышленного оборудования, путь от концепции до производства следует схожим закономерностям. Выбор партнёров по изготовлению с подлинной экспертизой в области NPI — а не просто с производственными возможностями — ускоряет ваш график реализации проекта и одновременно снижает вероятность дорогостоящих сбоев, способных сорвать запуск продукта. 
Отечественные и глобальные источники поставок для высокоточных проектов
Вы определили свои требования к точности, оценили производителей и понимаете аспекты выбора материалов. Теперь наступает стратегический вопрос, который всё чаще определяет решения в области производства: следует ли закупать компоненты внутри страны или рассмотреть варианты за рубежом? Этот выбор влияет на гораздо большее, чем просто стоимость единицы изделия: он затрагивает сроки поставки, коммуникацию, контроль качества и, в конечном счёте, успех вашего проекта.
Спор о преимуществах внутренних поставок по сравнению с зарубежными не сводится к определению «победителя». Речь идёт о понимании компромиссов и согласовании стратегии закупок с конкретными потребностями вашего проекта. Давайте подробно рассмотрим ключевые факторы, имеющие значение при оценке производителей прецизионных изделий из листового металла в разных регионах.
| Коэффициент | Внутренние поставки (США) | Зарубежные поставки (Китай) |
|---|---|---|
| Время выполнения | обычно 2–4 недели; ускоренные сроки выполнения доступны без проблем | 4–8 недель, включая доставку; возможны задержки в порту |
| Связь | Один часовой пояс; отсутствие языковых барьеров | разница во времени более 12 часов; потенциальные языковые трудности |
| Контроль качества | Легкий доступ для посещения производственных площадок; прямой доступ к инспекции | Требуется сторонняя инспекция или командировка |
| Себестоимость единицы продукции | Более высокие ставки оплаты труда (от 25 долларов США/час) | Более низкие ставки оплаты труда (5–7 долларов США/час) |
| Общая стоимость | Предсказуемость; меньше скрытых расходов | Стоимость доставки, пошлин и таможенных сборов может увеличить общую сумму на 15–30 % |
| Гибкость | Быстрое внесение изменений в конструкцию; оперативная корректировка | Внесение изменений требует более длительных циклов внедрения |
| СЕРТИФИКАЦИИ | Документация ITAR легко доступна; применяются привычные стандарты | Стандарты ISO/IATF доступны; однако подтверждение некоторых сертификатов затруднено |
Понимание этих компромиссов помогает принимать обоснованные решения вместо того, чтобы полагаться на предположения относительно любого из подходов к закупкам.
Преимущества внутреннего производства
Когда вы закупаете продукцию у производителя точной листовой штамповки в Соединённых Штатах Америки, скорость и простота становятся вашими союзниками. Согласно экспертам по внутренним закупкам компании Mead Metals более короткие сроки поставки и снижение рисков при транспортировке позволяют соблюдать график проектов без непредвиденных задержек, вызванных таможенными процедурами, заторами в портах или глобальными сбоями в логистике.
Преимущество в коммуникации трудно переоценить. Работа в одном часовом поясе устраняет раздражающие задержки, связанные с 12-часовыми циклами обмена электронной почтой. Когда возникают проблемы — а они неизбежны — возможность сразу же связаться по телефону и оперативно решить вопрос предотвращает превращение незначительных замечаний в серьёзные препятствия. Для задач точной листовой штамповки, требующих тесной координации между инженерными командами, такая оперативность оказывается чрезвычайно ценной.
Контроль качества становится значительно проще при работе с отечественными партнёрами. Вы можете посещать производственные площадки, наблюдать за процессами и выстраивать отношения с людьми, изготавливающими ваши детали. Такой прямой доступ позволяет:
- Проведение аудита производственных площадок: Личная проверка возможностей оборудования и систем обеспечения качества
- Наблюдение за производственными процессами: Наблюдение за критически важными операциями и выявление возможностей для улучшения
- Оперативное устранение проблем: Немедленно устраняйте проблемы с качеством адресов, а не через часовые пояса
- Построение отношений: Развивайте партнёрства, которые со временем улучшают результаты
Прозрачность затрат также благоприятствует локальному закупу. Хотя цена за единицу может показаться выше, скрытые расходы при закупке за рубежом — транспортные сборы, пошлины, таможенные пошлины, колебания валютных курсов — могут превратить кажущуюся экономию в непредвиденные расходы. То, что изначально выглядело как выгодная цена на точную листовую штамповку, часто приобретает иной вид при расчёте совокупных затрат на доставку товара.
Для оборонных проектов, требующих соблюдения норм ITAR, отечественное производство становится обязательным, а не факультативным. Аналогично, когда важна защита интеллектуальной собственности, размещение производства внутри границ США снижает риски раскрытия.
Учет при глобальном приобретении
Вот реальность: полный отказ от производства за рубежом означает игнорирование объективных преимуществ. Точная обработка листового металла в Китае претерпела значительную эволюцию, и многие производители достигли уровня качества, соответствующего или даже превосходящего западных конкурентов. Ключевой фактор — правильный выбор партнёров и грамотное управление взаимоотношениями.
Согласно аналитикам в области производства , ценовые преимущества Китая остаются существенными — затраты на рабочую силу на 70 % ниже, чем в США, в сочетании с эффектом масштаба благодаря крупнейшим производственным мощностям. Для проектов, чувствительных к цене, или заказов крупными партиями такие экономические условия открывают привлекательные возможности.
Завод по точному изготовлению изделий из листового металла в Китае часто демонстрирует высокие результаты в области быстрого прототипирования и гибкой кастомизации. Более 60 % китайских малых и средних предприятий в сфере производства предлагают услуги по индивидуальному производству, что позволяет оперативно перестраивать процессы и проводить итерации проектов — возможности, которые крупные западные предприятия зачастую не в состоянии обеспечить. Такая гибкость особенно выгодна для проектов с высокой нагрузкой на НИОКР, где частые изменения конструкции являются ожидаемыми.
Качественный разрыв, ранее характеризовавший закупки за рубежом, значительно сократился. Ведущие китайские производители точных изделий из листового металла сегодня обладают сертификатами, эквивалентными тем, что имеются у отечественных конкурентов: ISO 9001:2015, IATF 16949 для автомобильной промышленности, а также отраслевые системы управления качеством. Проблема заключается не в технических возможностях, а в их подтверждении и обеспечении постоянного контроля качества.
Рассмотрите китайских партнёров по точному изготовлению изделий из листового металла, которые преодолевают традиционные опасения, связанные с зарубежными поставками, благодаря конкретным компетенциям:
- Услуги быстрого прототипирования: срок выполнения заказа — 5 дней — позволяет провести проверку конструкции до принятия решения о запуске в серийное производство
- Комплексная поддержка DFM: Инженерное сотрудничество, оптимизирующее конструкции для успешного производства
- Сертификация автомобильного уровня: Соответствие стандарту IATF 16949, подтверждающее дисциплинированность процессов
- Оперативное взаимодействие: Быстрое формирование коммерческих предложений, минимизирующее сложности, связанные с разницей часовых поясов
Например, Shaoyi (Ningbo) Metal Technology представляет новое поколение китайских производителей прецизионных изделий из листового металла — предлагая качество, сертифицированное по стандарту IATF 16949, быстрое прототипирование в течение 5 дней и формирование коммерческого предложения в течение 12 часов, что решает традиционные проблемы, возникающие при закупках за рубежом. Их комплексная поддержка на этапе DFM помогает заказчикам оптимизировать конструкции до начала производства, сокращая циклы доработок, которые зачастую удлиняют сроки реализации проектов за рубежом.
Наиболее продуманные производители прецизионных изделий из листового металла часто рекомендуют гибридные подходы. Эксперты по стратегическим закупкам советуют использовать гибкость Китая на ранних стадиях производства и прототипирования, а затем задействовать внутренние мощности для окончательной сборки, обеспечения качества или применения в областях с жёсткими регуляторными требованиями.
Стратегии снижения рисков становятся необходимыми для успеха при закупках за рубежом:
- Квалификация поставщика: Тщательная проверка сертификатов, возможностей и рекомендаций до принятия обязательств
- Чёткие технические требования: Подробная документация, не оставляющая места для двусмысленности
- Третья сторона проводит проверку: Независимая проверка качества до отгрузки
- Инвестиции в отношения: Регулярное общение и периодические поездки для поддержания согласованности
- Диверсификация цепочки поставок: Наличие нескольких квалифицированных поставщиков для снижения рисков, связанных с единственным источником
Выбор между отечественными и зарубежными поставщиками в конечном счёте зависит от ваших конкретных приоритетов. Проекты, требующие соблюдения требований ITAR, быстрых итераций или строгого контроля сроков, зачастую предпочтительнее реализовывать с отечественными партнёрами. Для крупносерийного производства, применений, чувствительных к стоимости, или проектов со стабильной конструкцией может быть выгоднее закупка за рубежом — особенно при работе с сертифицированными производителями точной листовой штамповки, которые продемонстрировали стабильно высокое качество.
Независимо от вашей стратегии закупок критерии оценки, определённые в предыдущих разделах, остаются действительными. Сертификаты, возможности оборудования, системы обеспечения качества и инженерная поддержка имеют значение независимо от географического расположения. Разница заключается в том, как вы проверяете эти возможности и управляете текущими отношениями на расстоянии и через разные часовые пояса.
После того как стратегия закупок определена, вы готовы предпринять конкретные действия по своему проекту изготовления. Завершающий этап включает подготовку эффективных запросов, которые чётко излагают ваши требования и позволяют производителям предоставить точные и конкурентоспособные предложения.
Следующий шаг в вашем проекте изготовления
Вы ознакомились с обширной информацией о компаниях, специализирующихся на точной листовой штамповке: от требований к допускам и основных технологических процессов до систем обеспечения качества и стратегий закупок. Теперь наступает самый важный момент — применение этих знаний на практике. Независимо от того, ищете ли вы поставщика услуг точной листовой штамповки поблизости или оцениваете глобальных поставщиков, грамотно подготовленный запрос коммерческого предложения определяет успех проекта и позволяет избежать разочаровывающих ситуаций.
Разница между получением точных и конкурентоспособных коммерческих предложений и попаданием в бесконечные циклы уточнений зачастую зависит от степени подготовки. Согласно экспертам по закупкам услуг листовой штамповки , ничто не замедляет процесс формирования коммерческого предложения сильнее, чем необходимость останавливаться и задавать уточняющие вопросы. Время, затраченное вначале на подготовку полного комплекта документации, с лихвой окупится в результате на последующих этапах.
Подготовка вашего запроса коммерческого предложения для достижения наилучших результатов
Что следует включить в запрос к производителям точных деталей из листового металла, расположенным поблизости от вас, или к зарубежным партнёрам? Ниже приведена ключевая информация, позволяющая производителям оперативно и точно ответить на ваш запрос:
- Полные данные конструкторской документации: Актуальные чертежи деталей и 3D-модели CAD (файлы формата STEP или SolidWorks), содержащие информацию о допусках, ключевых характеристиках и полные размерные данные
- Спецификации материалов: Тип материала, номинальная толщина, марка и любые специальные требования к поставке (например, соответствие требованиям DFARS или исключительно отечественные поставки)
- Детали отделки: Конкретный производитель порошкового покрытия и его каталожный номер либо, как минимум, номер цвета по системе RAL для обеспечения точного совпадения цвета
- Требования к упаковке: Способ поставки деталей — в стретч-упаковке, в таре «насыпью» или в индивидуальной упаковке для защиты
- Требования к подтверждению качества: Проверка первой партии (FAI) или выполнение процедуры PPAP для соответствующих деталей
- Объёмы и сроки: Расчётные объёмы производства и предполагаемые сроки сдачи
Предоставляя поставщикам точной листовой штамповки всю эту информацию, вы устраняете многократные уточнения, которые задерживают формирование коммерческих предложений и приводят к ошибкам. Партнёры по качественному производству ценят исчерпывающие запросы коммерческих предложений — это сигнал о том, что вы серьёзный заказчик, хорошо разбирающийся в процессе.
Файлы конструкторской документации и рекомендации по взаимодействию
Ваши CAD-файлы и чертежи составляют основу для точного расчёта стоимости. Согласно отраслевым рекомендациям, неполная документация может привести к колебаниям цен или задержкам, поскольку исполнителям потребуется уточнение деталей. Убедитесь, что ваши файлы содержат линии сгиба, расположение отверстий, критические размеры, а также любые особые указания.
Не менее важны и практики взаимодействия. Оперативно отвечайте на вопросы исполнителей. Будьте откровенны относительно своих временных ограничений: если вам нужны детали в сжатые сроки, сообщите об этом заранее, чтобы исполнитель мог оценить свою загрузку и предложить реалистичные сроки поставки. Не стесняйтесь задавать вопросы, если не уверены, какие именно детали требуются.
Чего следует ожидать от партнеров по качественному производству? Оперативное обслуживание выделяет компетентные компании. Например, Shaoyi (Ningbo) Metal Technology предлагает срок подготовки коммерческого предложения — 12 часов, что демонстрирует именно ту оперативность, которая сводит к минимуму задержки в реализации проекта. При оценке потенциальных партнеров обращайте внимание на скорость их ответа на первоначальные запросы: зачастую это служит индикатором качества коммуникации на всех этапах производства.
Прежде чем принимать решение, не гонитесь за самыми низкими ценами на услуги по точной листовой штамповке без четкого понимания того, что включено в предложение. Как мы уже рассмотрели в этой статье, самая низкая цена зачастую скрывает компромиссы в качестве, документации или уровне сервиса. Оценивайте совокупную ценность — производственные возможности, сертификаты, качество коммуникации и надежность — а не только стоимость единицы продукции.
Независимо от того, изучаете ли вы возможности точного изготовления деталей из листового металла для аэрокосмических компонентов или корпусов потребительской электроники, принципы остаются неизменными: тщательно подготовьтесь, чётко обозначьте требования и сотрудничайте с производителями, возможности которых соответствуют задачам вашего проекта. Полученные вами знания позволят уверенно ориентироваться в сфере изготовления деталей и добиваться требуемой точности результатов для вашей конкретной задачи.
Часто задаваемые вопросы о точной обработке листового металла
1. Что такое точная обработка листового металла?
Изготовление точных деталей из листового металла предполагает производство металлических компонентов с чрезвычайно жёсткими допусками, обычно в диапазоне от ±0,005 дюйма до ±0,010 дюйма (от ±0,13 мм до ±0,25 мм). Это вплоть до 10 раз строже стандартных допусков при изготовлении. Для реализации данного процесса требуются передовое оборудование, например волоконные лазеры, ЧПУ-гибочные прессы с системами измерения углов и сложные системы контроля качества, включая инспекцию на координатно-измерительных машинах (КИМ). Такие отрасли, как аэрокосмическая промышленность, производство медицинского оборудования и электроники, полагаются на точное изготовление деталей из листового металла для компонентов, где размерная точность напрямую влияет на эксплуатационные характеристики и безопасность продукции.
2. Как выбрать компанию по точному изготовлению деталей из листового металла?
Оцените потенциальных партнёров по шести ключевым критериям: проверьте наличие соответствующих сертификатов (ISO 9001:2015, IATF 16949 — для автомобильной промышленности, AS9100 — для аэрокосмической отрасли), оцените возможности оборудования и программы его технического обслуживания, изучите системы контроля качества, включая процессы первоначальной проверки образцов, проанализируйте сроки выполнения заказов как стандартных, так и срочных, уточните наличие инженерной поддержки и услуг по оптимизации конструкции для производства (DFM), а также запросите рекомендации клиентов из вашей отрасли. Цель состоит в том, чтобы подобрать изготовителя, чьи проверенные компетенции соответствуют конкретным требованиям вашего проекта, а не просто выбрать вариант с самой низкой ценой.
3. Какими сертификатами должны обладать производители прецизионных изделий из листового металла?
Обязательные сертификаты зависят от вашей отрасли. Стандарт ISO 9001:2015 составляет основу системы менеджмента качества. Регистрация в рамках ITAR обязательна для проектов, связанных с оборонной промышленностью. Сертификация по стандарту AS9100 является обязательной для аэрокосмических применений, тогда как IATF 16949 применяется к автомобильной продукции. Стандарт ISO 13485 охватывает производство медицинских изделий. Сертификаты AWS, например «Сертифицированный сварочный производитель» (CWF), подтверждают квалификацию в области сварки. Эти сертификаты демонстрируют наличие документированных процедур, регулярных аудитов, аттестованного оборудования и полной прослеживаемости — всё это критически важно для обеспечения стабильной высокой точности результатов.
4. В чём разница между отечественным и зарубежным производством прецизионных листовых металлических изделий?
Отечественное производство обеспечивает более короткие сроки поставки (2–4 недели по сравнению с 4–8 неделями при закупке за рубежом), общение в одном часовом поясе, более удобные посещения производственных площадок для контроля качества и предсказуемую общую стоимость. Закупка за рубежом, особенно из Китая, позволяет снизить затраты на рабочую силу и обеспечивает быстрое прототипирование с гибкостью в плане кастомизации. Однако закупка за рубежом влечёт дополнительные расходы на доставку, пошлины (возможно, 15–30 %) и требует привлечения сторонней инспекции. Ведущие зарубежные производители сегодня имеют сертификаты, такие как IATF 16949; некоторые из них предлагают прототипирование в течение 5 дней и формирование коммерческого предложения — в течение 12 часов, что помогает устранить традиционные проблемы.
5. Какие материалы наиболее подходят для точной листовой штамповки?
Выбор материала зависит от требований вашей области применения. Нержавеющая сталь (304/316) обеспечивает превосходную размерную стабильность и коррозионную стойкость, что делает её идеальной для медицинского оборудования и пищевой промышленности. Алюминий (5052/6061) обеспечивает лёгкость и высокую точность обработки в электронике и аэрокосмической отрасли, однако обладает более высоким упругим возвратом, требующим компенсации. Углеродистая сталь обеспечивает предсказуемое поведение при более низкой стоимости и применяется в машиностроении. Специальные материалы, такие как титан, обеспечивают исключительное соотношение прочности к массе и используются в аэрокосмической отрасли и для изготовления медицинских имплантатов, однако их обработка требует специализированных знаний и, как правило, обходится в 3–5 раз дороже, чем обработка нержавеющей стали.