 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Что никто не рассказывает о стоимости и сроках исполнения услуг механической обработки
Понимание понятия «обслуживаемая механическая обработка» и её значимость
Задумывались ли вы когда-нибудь, почему одни производители вкладывают миллионы долларов в оборудование, в то время как другие выпускают идентичные детали, не владея ни одним станком? Ответ кроется в обслуживаемой механической обработке — стратегическом подходе, который меняет представление компаний о производственных процессах.
Что на самом деле означает обслуживаемая механическая обработка для производителей
Обслуживаемая механическая обработка означает аутсорсинг работ по точному производству в специализированные внешние предприятия, оснащённые передовыми станками с ЧПУ. Вместо приобретения дорогостоящего оборудования и найма квалифицированных операторов компании сотрудничают с профильными поставщиками услуг механической обработки, которые берут на себя весь производственный процесс — от начала до конца.
Подумайте об этом так: вам нужны прецизионные компоненты, но вовсе не обязательно владеть собственным заводом. Согласно отраслевому исследованию компании Technavio, рынок услуг механической обработки, по прогнозам, вырастет на 17,4 млрд долларов США в период с 2023 по 2028 год при совокупном годовом темпе роста 4,5 %. Такой рост отражает фундаментальный сдвиг в стратегии производства: компании всё чаще осознают, что внешние партнёры способны обеспечить превосходные результаты без необходимости капитальных вложений.
Когда вы ищете «цех ЧПУ рядом со мной» или изучаете услуги прецизионной обработки на станках с ЧПУ, вы фактически ищете именно таких специализированных партнёров. Будь вы стартапом, разрабатывающим свой первый продукт, или устоявшимся производителем, наращивающим объёмы выпуска, поставщики услуг обеспечивают тот же высокий уровень качества продукции, который вы ожидаете от собственного производства.
Основное различие между аутсорсингом и внутренней механической обработкой
Различие между этими подходами сводится к вопросам владения и ответственности. При внутренней обработке вы несёте полную ответственность за закупку оборудования, графики технического обслуживания, обучение операторов и получение сертификатов качества.
Учтите, что для организации внутреннего производства на самом деле требуется:
- Значительные первоначальные капитальные вложения на станки с ЧПУ, стоимость которых может составлять от десятков тысяч до миллионов долларов
- Текущие расходы на техническое обслуживание которые накапливаются со временем и требуют привлечения специализированных техников
- Квалифицированные операторы которые получают высокую заработную плату и нуждаются в постоянном повышении квалификации
- Сертификации качества например, стандарт ISO 9001, требующий строгого документирования и аудита
Обработка на стороне устраняет необходимость выполнения всех этих требований. Машиностроительное предприятие Jose или любой другой квалифицированный поставщик уже осуществили такие инвестиции. Они поддерживают самое современное оборудование, нанимают опытных токарей и фрезеровщиков и обладают всеми сертификатами, требуемыми вашей отраслью. Вам остаётся лишь воспользоваться их возможностями по мере необходимости.
Почему компании из самых разных отраслей — от аэрокосмической до производства медицинского оборудования — полагаются на внешних партнёров по обработке металлов? Ценность такого сотрудничества неоспорима. Услуги высокоточной механической обработки дают вам доступ к многокоординатному ЧПУ-оборудованию, опытным операторам и отлаженным системам контроля качества без необходимости вложения собственного капитала. Многие механические цеха в Калифорнии и других промышленных центрах специализируются на конкретных отраслях и предлагают экспертные знания, которые потребовались бы годы для формирования внутри компании.
Такая гибкость особенно ценна при изменении требований к проекту. Вместо того чтобы содержать простаивающее оборудование в периоды низкого спроса или экстренно наращивать мощности во время всплесков заказов, аутсорсинг позволяет плавно масштабировать производство. Это стратегическое преимущество, позволяющее сосредоточиться на главном — разработке продукции, обслуживании клиентов и развитии бизнеса.
Типы процессов обработки на станках с ЧПУ и их применение
Когда вы сотрудничаете с поставщиком услуг механической обработки, вы получаете не просто доступ к оборудованию — вы используете разнообразный набор производственных процессов. Однако возникает следующая проблема: как определить, какой из этих процессов подходит именно для вашего проекта? Понимание различий между фрезерованием, токарной обработкой и специализированными методами позволяет эффективно взаимодействовать со своим партнёром по механической обработке и принимать обоснованные решения относительно ваших деталей.
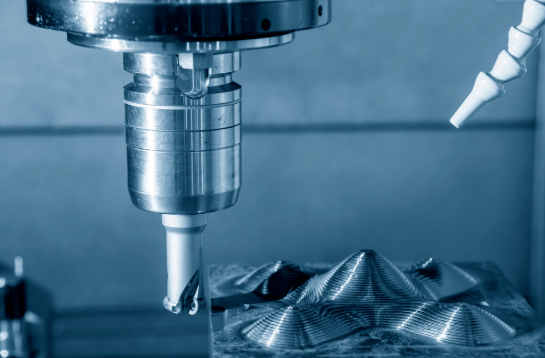
Объяснение фрезерования с ЧПУ
Представьте себе вращающийся режущий инструмент, перемещающийся по неподвижной заготовке, удаляющий материал слой за слоем . Это и есть фрезерная обработка на станках с ЧПУ в действии. В отличие от процессов, при которых вращается сама деталь, при фрезеровании заготовка остаётся неподвижной, а работу выполняют многоточечные режущие инструменты, перемещающиеся по нескольким осям.
Такой подход особенно эффективен при создании сложных трёхмерных форм, которые невозможно получить более простыми методами. Согласно исследованию компании 3ERP в области производства, фрезерные станки могут работать с возможностями 3-, 4- или 5-осевой обработки, причём каждая дополнительная ось открывает новые геометрические возможности.
Что делает фрезерование особенно универсальным? Рассмотрим следующие распространённые области применения:
- Плоских поверхностей и торцов — торцевое фрезерование создаёт точные горизонтальные плоскости на верхней поверхности заготовок
- Пазов и полостей — карманное фрезерование удаляет материал из внутренних участков, формируя углублённые элементы
- Пазы и канавки — периферийное фрезерование прорезает каналы вдоль кромок деталей с контролируемой глубиной
- Сложных 3D-контуров — шаровые фрезы (ball-nose end mills) точно воспроизводят органические кривые при изготовлении форм и прототипов
- Наклонные элементы — фасочные фрезы и угловые операции создают скосы по кромкам
Когда вы рассматриваете услуги 5-осевого станка с ЧПУ, вы имеете дело с наиболее передовыми возможностями фрезерования. Такие станки могут наклонять инструмент или стол, обеспечивая доступ к обратным уклонам и сложным поверхностям в одной установке. Для обработки крупногабаритных деталей на станках с ЧПУ или для изготовления сложных аэрокосмических компонентов поставщики услуг 5-осевого фрезерования с ЧПУ обеспечивают точность, недостижимую при использовании более простых конфигураций.
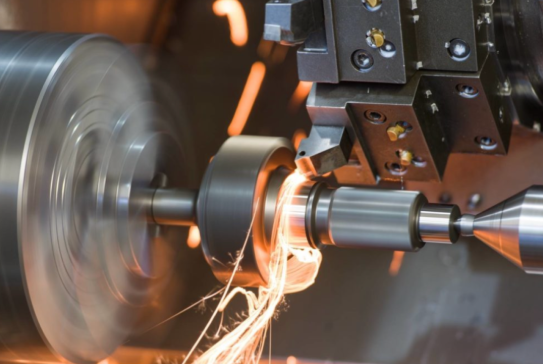
Когда точение превосходит фрезерование
Теперь поменяйте подход на противоположный. При токарной обработке на станках с ЧПУ заготовка вращается с высокой скоростью, а неподвижный одноточечный режущий инструмент формирует её поверхность. Такое изменение характера движения принципиально влияет на то, какие задачи каждый из этих процессов выполняет лучше всего.
Звучит просто? Действительно — и эта простота напрямую обеспечивает высокую эффективность. Токарные операции изначально быстрее для цилиндрических деталей, поскольку вращательное движение естественным образом создаёт круглые профили. Если ваша деталь похожа на вал, штифт, втулку или резьбовой стержень, токарная обработка почти наверняка будет оптимальным выбором.
Вот случаи, когда токарная обработка превосходит фрезерную:
- Цилиндрических и конических форм — вращающаяся заготовка естественным образом обеспечивает круглые профили с отличной соосностью
- Высокие объемы производства — подающие устройства для прутков позволяют осуществлять непрерывную обработку при минимальном вмешательстве оператора
- Внешних и внутренних резьб — нарезание резьбы интегрируется в токарные циклы без каких-либо затруднений
- Жёсткие допуски на круглость — процесс обеспечивает стабильные диаметры по всей длине длинных деталей
- Проекты с ограниченным бюджетом — упрощённая оснастка и более короткое время цикла снижают себестоимость одной детали
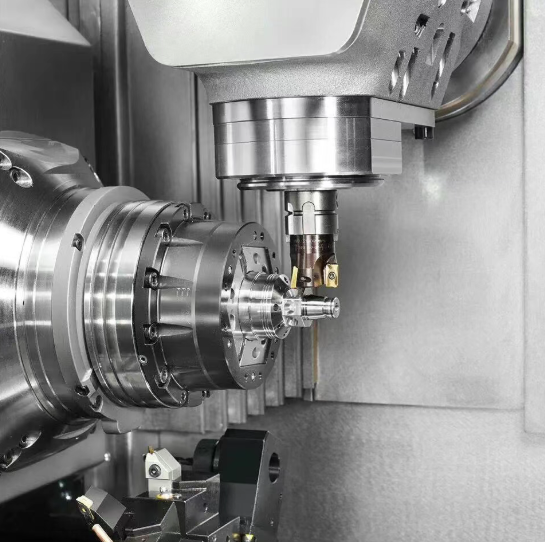
Современные токарные центры с ЧПУ стирают границы между различными технологическими процессами. Во многих из них предусмотрена функция живого инструмента — вращающихся инструментов, способных выполнять фрезерные операции, пока деталь остаётся закреплённой в патроне токарного станка. Такая гибридная возможность позволяет обрабатывать деталь на одном станке: сверлить поперечные отверстия, фрезеровать плоские поверхности или нарезать шпоночные пазы без переноса детали на отдельную установку.
Для проектов по механической обработке деталей на станках с ЧПУ, сочетающих круглые и призматические элементы, уточните у своего поставщика услуг наличие возможностей токарно-фрезерной обработки. Такие гибридные станки позволяют значительно сократить сроки изготовления и повысить точность размеров за счёт исключения множественных переустановок.
Специализированные процессы для сложных геометрий
Что происходит, когда традиционные режущие инструменты не могут достичь требуемой геометрии? На этом этапе в дело вступают специализированные процессы, такие как электроэрозионная обработка и прецизионное шлифование.
Электроэрозионная обработка (EDM) удаляет материал посредством контролируемых электрических искр, а не физического резания. Согласно Технической документации OpenLearn электроэрозионная обработка (EDM) применима к любому электропроводному материалу независимо от его твёрдости — что делает её идеальной для закалённых инструментальных сталей и экзотических сплавов, которые разрушили бы традиционные режущие инструменты.
Электроэрозионная обработка особенно эффективна в следующих областях:
- Малые отверстия с высоким отношением глубины к диаметру — проволочная электроэрозионная обработка (wire EDM) позволяет создавать отверстия диаметром до 0,05 мм
- Сложные полости штампов — погружная электроэрозионная обработка (sinker EDM) формирует сложные элементы пресс-форм без заусенцев
- Закалённые материалы — эрозия искрами полностью игнорирует твёрдость материала
- Острые внутренние углы — обеспечивает радиусы закругления до 0,4 мм там, где фрезы не могут достичь
Однако у электроэрозионной обработки есть и недостатки: она работает медленнее традиционной механической обработки, а скорость удаления металла обычно измеряется в кубических сантиметрах в час. Кроме того, процесс оставляет на поверхности переплавленный слой толщиной от 0,0025 до 0,15 мм, который может потребоваться удалить при изготовлении деталей, критичных к усталостной прочности.
Точная шлифовка использует абразивные круги для достижения требуемых параметров шероховатости поверхности и допусков, недостижимых при обработке режущими инструментами. Когда ваш проект требует зеркальной отделки поверхности или точности на уровне микронов, шлифование становится обязательным.
Такие компании, как Odyssey Machining, а также другие специализированные поставщики, зачастую комбинируют несколько технологических операций последовательно — черновую обработку фрезерованием, чистовую — шлифованием и выполнение детальных операций — электроэрозионной обработкой (EDM). Такой комплексный подход позволяет использовать лучшие характеристики каждой технологии и одновременно минимизировать общее время производства.
Понимание различий между этими технологическими процессами помогает вам более эффективно взаимодействовать со своим партнёром по механической обработке. Если вы сможете чётко сформулировать, требуются ли для вашей детали гибкость фрезерования, эффективность токарной обработки или специализированная высокая точность, вы получите более точные коммерческие предложения и сокращённые сроки исполнения.
Руководство по выбору материалов для механически обрабатываемых деталей
Вы выбрали способ обработки. Теперь наступает не менее важное решение: из какого материала будет изготовлен ваш деталь? Этот выбор оказывает влияние на все аспекты вашего проекта — от времени механической обработки и износа инструмента до эксплуатационных характеристик готовой детали и общей стоимости. Приняв правильное решение, вы получите компоненты, превосходящие ожидания. Ошибившись, вы столкнётесь с задержками, превышением бюджета или деталями, выходящими из строя в процессе эксплуатации.
Вот что делает выбор материала сложной задачей: он всегда предполагает компромисс. Согласно исследованиям в области производства, проведённым компанией Tops Best Precision, мягкие металлы, такие как алюминий и латунь, обладают отличной обрабатываемостью, однако им может не хватать прочности и долговечности. Напротив, более твёрдые материалы, например титан и нержавеющая сталь, сложнее поддаются механической обработке, но обеспечивают повышенную прочность, коррозионную стойкость и долговечность.
Рассмотрим ваши варианты, чтобы вы могли принять обоснованное решение для своей услуги ЧПУ обработки алюминия или любых других требований к материалу.
Алюминиевые сплавы для обеспечения лёгкости и высокой производительности
Когда производителям требуются детали быстро, не жертвуя при этом качеством, алюминий часто занимает первое место в списке. Благодаря показателю обрабатываемости 90–95 % по сравнению со стандартом для латуни услуги по механической обработке алюминия обеспечивают короткие сроки выполнения заказов и превосходное качество поверхностной отделки.
Почему алюминий так хорошо поддаётся обработке? Его высокая теплопроводность позволяет быстро отводить тепло из зоны резания, что обеспечивает более высокие скорости обработки без сокращения срока службы инструмента. Согласно руководству по выбору материалов компании Ethereal Machines, алюминиевый сплав 6061 сочетает в себе прочность и хорошую обрабатываемость, обеспечивая универсальность применения — от автомобильной промышленности до товаров повседневного спроса.
Распространённые алюминиевые сплавы, с которыми вы столкнётесь в коммерческих предложениях на услуги фрезерования алюминия на станках с ЧПУ, включают:
- 6061-T6 — «рабочая лошадка» среди сплавов: обеспечивает хорошую прочность, свариваемость и коррозионную стойкость для задач общего назначения
- 7075-T6 — повышенная прочность, приближающаяся к прочности некоторых сталей; идеален для конструкционных элементов в аэрокосмической отрасли и для ответственных применений с высокими нагрузками
- 2024-T3 — превосходная усталостная прочность для обшивки и конструктивных элементов летательных аппаратов
- 5052— превосходная коррозионная стойкость в морских условиях и средах химической переработки
Компромисс? Более низкая твёрдость алюминия означает, что он не подходит для условий экстремального износа или высокотемпературного применения. В таких случаях необходимо рассмотреть сталь или экзотические сплавы.
Стальные и нержавеющие варианты для обеспечения долговечности
Когда важнее прочность и долговечность, чем масса, стальные материалы становятся вашим основным выбором. Однако семейство сталей охватывает широкий диапазон эксплуатационных характеристик — как и их обрабатываемость.
Углеродистые и легированные стали (например, 1018, 4140 и 4340) обеспечивают разумный баланс между прочностью и обрабатываемостью. Их показатели обрабатываемости составляют около 70 %, то есть резать их значительно сложнее, чем алюминий, однако при использовании стандартного инструмента это остаётся вполне выполнимой задачей. Эти материалы отлично подходят для конструктивных компонентов, деталей машин и зубчатых колёс, где требуемая прочность оправдывает дополнительные затраты времени на механическую обработку.
Нержавеющая сталь представляют собой другую задачу. Согласно исследованиям материалов, показатели обрабатываемости таких марок, как 304 и 316, составляют всего 30–40 %. Почему же они так труднообрабатываемы? Нержавеющая сталь подвержена наклёпу — то есть её твёрдость возрастает по мере резания. Это требует снижения скорости резания, более жёстких технологических настроек и более частой замены инструмента.
Несмотря на сложности механической обработки, эксплуатационные свойства нержавеющей стали оправдывают затраченные усилия в конкретных областях применения:
- 304 нержавеющая — универсальная коррозионная стойкость для пищевой промышленности, архитектурных и химических применений
- нержавеющей стали 316 — повышенная коррозионная стойкость для морских, медицинских и фармацевтических условий эксплуатации
- 17-4 PH — упрочняемая старением марка с высокой прочностью для компонентов авиационной и оборонной техники
- нержавеющая сталь 303 — легкообрабатываемая марка с добавлением серы для улучшения отвода стружки и увеличения срока службы инструмента
Если для вашего проекта требуется нержавеющая сталь, будьте готовы к более длительным срокам поставки и более высокой стоимости обработки каждой детали по сравнению с расценками на фрезеровку алюминия. Сам материал дороже, обрабатывается медленнее, а инструмент изнашивается быстрее — все эти факторы отразятся в цене, которую предложит ваш поставщик услуг.
Инженерные пластики и экзотические материалы
Не каждая деталь должна быть металлической. Инженерные пластики обладают уникальными преимуществами, включая меньший вес, стойкость к химическим воздействиям и электрическую изоляцию. В то же время экзотические сплавы выдерживают экстремальные условия, в которых традиционные материалы терпят неудачу.
Распространённые инженерные пластмассы для механически обрабатываемых деталей включают:
- Делрин (ацеталь) — очень легко обрабатывается, обладает превосходной размерной стабильностью; идеально подходит для шестерён, подшипников и механических компонентов
- ПИК — высокопрочный термопластик, выдерживающий температуры до 250 °C; широко применяется в аэрокосмической отрасли и для медицинских имплантов
- СВМПЭ — исключительная износостойкость и низкий коэффициент трения; используется для компонентов конвейеров и износостойких направляющих
- Поликарбонат — высокая ударная вязкость и оптическая прозрачность; применяется для защитных окон и защитных кожухов
Пластмассы обрабатываются быстро, однако требуют иного подхода. Некоторые из них могут плавиться или деформироваться под воздействием тепла от резания, в то время как другие крошатся при слишком агрессивной обработке. Ваш партнёр по механической обработке должен соответствующим образом корректировать скорости, подачи и стратегии охлаждения.
Экзотические сплавы занимают противоположный конец спектра — их трудно обрабатывать, но они незаменимы в экстремальных условиях. Primo Medical Group отмечает что такие материалы, как титан и другие экзотические сплавы, требуют специализированных методов механической обработки из-за своих уникальных свойств: высокой твёрдости, коррозионной стойкости и биосовместимости.
У титана показатель обрабатываемости составляет всего 20–25 %. Его низкая теплопроводность приводит к локальному скоплению тепла в зоне резания, что требует применения низких скоростей и специализированных инструментов с покрытием. У инконеля и других никелевых суперсплавов этот показатель ещё ниже — 10–15 %, поэтому при их обработке требуется исключительная осторожность во избежание выхода инструмента из строя.
Когда эти материалы оправдывают сложность их механической обработки? Титан применяется в аэрокосмических конструкциях, медицинских имплантатах и спортивных товарах премиум-класса, где его отношение прочности к массе не имеет себе равных. Инконель используется для компонентов реактивных двигателей и ядерных установок, где экстремальные температуры и коррозия разрушили бы другие материалы.
Сравнение материалов в таблице
Используйте эту справочную таблицу при обсуждении вариантов материалов со своим поставщиком услуг по механической обработке:
| Материал | Оценка обрабатываемости | Типичные применения | Учет стоимости |
|---|---|---|---|
| Латунь c36000 | 100 % (стандарт) | Фитинги, электрические компоненты, декоративная фурнитура | Умеренная стоимость материала, самая низкая стоимость механической обработки |
| Алюминий 6061 | 90-95% | Авиакосмическая промышленность, автомобилестроение, корпуса электроники | Низкая стоимость материала, высокая скорость механической обработки |
| Углеродистая сталь 1018 | 70% | Конструкционные детали, валы, компоненты машин | Низкая стоимость материала, умеренное время механической обработки |
| Нержавеющая сталь 304 | 30-40% | Пищевая промышленность, медицина, морская среда | Более высокая стоимость материала, более медленная механическая обработка |
| Титан 6Al-4V | 20-25% | Аэрокосмические конструкции, медицинские импланты, оборонная промышленность | Высокая стоимость материала, требуются специализированные инструменты |
| Inconel 718 | 10-15% | Газотурбинные двигатели, ядерные реакторы, экстремальные среды | Очень высокая стоимость материала, самая медленная механическая обработка |
| Делрин (ацеталь) | Высокий | Шестерни, подшипники, прецизионные механические детали | Умеренная стоимость материала, высокая скорость механической обработки |
| ПИК | Умеренный | Медицинские импланты, авиакосмическая промышленность, химическая переработка | Высокая стоимость материала, требует контроля температуры |
Отраслевые требования к материалам
Ваша отрасль, скорее всего, определяет выбор материалов помимо чисто эксплуатационных соображений. Регуляторные требования и стандарты сертификации значительно сужают ваши возможности.
Производство медицинских устройств предъявляют требования к материалам с подтверждённой биосовместимостью и прослеживаемостью. Титан, нержавеющая сталь марки 316L и специализированные полимеры, такие как PEEK, соответствуют требованиям FDA к имплантируемым устройствам. Ваш партнёр по механической обработке должен вести документацию, подтверждающую происхождение материала и соответствие стандартам, таким как ISO 13485.
Аэрокосмические приложения требуют сертифицированных сплавов с полной прослеживаемостью материала. Нельзя просто использовать любой алюминий — он должен быть авиационного качества с сертификатами прокатного завода, подтверждающими его химический состав и механические свойства. Распространённые нормативные документы включают AMS (спецификации авиационных материалов) и стандарты ASTM.
Автомобильные компоненты часто балансируют между стоимостью и требованиями к производительности. Для массового производства обычно выбирают легко обрабатываемые материалы, такие как алюминий и стали с повышенной обрабатываемостью, чтобы минимизировать стоимость одной детали при соблюдении требований к долговечности.
Понимание этих особенностей материалов помогает вам более эффективно взаимодействовать со своим партнёром по механической обработке. Когда вы можете обсуждать компромиссы между обрабатываемостью и эксплуатационными характеристиками, вы принимаете более обоснованные решения о том, куда направить бюджет — а где его сэкономить.

Полный рабочий процесс механической обработки: объяснение
Вы выбрали технологический процесс и определились с материалом. Что дальше? Для многих заказчиков, впервые приобретающих детали, путь от первоначального запроса до получения готовых изделий кажется «чёрным ящиком». Что происходит после отправки чертежей? Сколько времени занимает каждый этап? Понимание полного рабочего процесса помогает установить реалистичные ожидания и избежать дорогостоящих недопониманий.
Независимо от того, работаете ли вы с механическим цехом в Сан-Хосе или с поставщиком из другого региона страны, большинство авторитетных предприятий по ЧПУ-обработке в Калифорнии придерживаются схожего структурированного процесса. Давайте рассмотрим каждый этап, чтобы вы точно знали, чего ожидать.
Подготовка ваших конструкторских файлов к отправке
Ваш проект начинается в тот момент, когда вы отправляете конструкторские файлы — и способ их подготовки напрямую влияет на точность коммерческого предложения и сроки выполнения. Согласно документации по отраслевым рабочим процессам, типичный пакет запроса должен включать 3D-модели CAD, технические чертежи, спецификации материалов, требуемое количество изделий и сроки поставки.
Какие форматы файлов предпочитают механические цеха в Сан-Хосе (Калифорния) и другие профессиональные предприятия?
- STEP (.stp, .step) — универсальный стандарт обмена 3D-моделями, читаемый практически любым ПО CAM
- IGES (.igs, .iges) — устаревший, но широко поддерживаемый формат для поверхностной и объёмной геометрии
- DXF/DWG — 2D-чертёжные файлы, необходимые для плоских деталей и дополнительных размеров
- Родные файлы CAD —Файлы SolidWorks, Inventor или Fusion 360 сохраняют полный замысел конструкции, если ваша мастерская использует совместимое программное обеспечение
- Чертежи в формате PDF —Аннотированные 2D-чертежи с указанием допусков, требований к шероховатости поверхности и особых условий
Вот на что часто не обращают внимания многие покупатели: одних 3D-моделей недостаточно. Вашей машинной мастерской в Калифорнии требуются размерные 2D-чертежи, в которых указаны допуски, требования к шероховатости поверхности и критические элементы. 3D-модель показывает, какую форму необходимо изготовить; чертёж определяет, с какой точностью её следует выполнить.
Прежде чем отправить документы, дважды проверьте следующие распространённые ошибки:
- Указаны ли все размеры с соответствующими допусками?
- Отмечены ли элементы, критичные по размерам, в отличие от тех, к которым применяются общие допуски?
- Указана ли марка материала явно (например, не просто «алюминий», а «6061-T6»)?
- Указаны ли требования к шероховатости поверхности с использованием стандартных значений Ra?
- Указаны ли необходимое количество изделий и целевая дата поставки?
Процесс запроса коммерческого предложения и его согласования
Как только ваши файлы поступят, начинается процесс формирования коммерческого предложения — и он сложнее, чем многие клиенты полагают. Согласно руководству Stecker Machine по запросу коммерческого предложения (RFQ), опытные сотрудники цеховой команды проводят анализ комплекта документов, начиная с оценки технической осуществимости на основе имеющихся возможностей и экспертизы.
Что происходит в ходе этого анализа? Инженеры изучают ваши чертежи на предмет несоответствий, жёстких допусков, потенциальных проблем и технологических трудностей. Они выявляют возможные проблемы до того, как те превратятся в дорогостоящие ошибки.
Лучшие поставщики услуг механической обработки не просто формируют коммерческое предложение на то, что вы запросили — они предлагают улучшения. Анализ конструкции с учётом требований производственного процесса (DFM) выявляет возможности для:
- Сократить затраты замены материалов или упрощения геометрии детали
- Повышения качества корректировки допусков на некритичные элементы
- Сокращение сроков выполнения выбора технологических процессов, более подходящих для вашей геометрии
- Предотвращения потенциальных отказов выявления тонких стенок, острых внутренних углов или других проблемных элементов
Сложность и объем определяют, каким образом следует обрабатывать детали. Используя эту информацию, сметчики совместно с инженерами проводят пооперационные и поинструментальные исследования времени цикла. Эти оценки времени цикла лежат в основе всего: расчета загрузки операторов, определения потребности в оборудовании и, в конечном счете, формирования вашей коммерческой предложения.
Официальное коммерческое предложение, которое вы получаете, как правило, включает:
- Цену за единицу и разбивку общей стоимости
- Расчетный срок изготовления от подтверждения заказа до отгрузки
- Стоимость материалов (иногда указывается отдельно)
- Расходы на подготовку производства и требования к оснастке
- Любые уточняющие замечания относительно допусков или технических требований
Производство до окончательного контроля
После вашего одобрения коммерческого предложения и подтверждения заказа начинается планирование производства. Ваш заказ встает в очередь в зависимости от его сложности, наличия материалов и графика загрузки оборудования. Именно на этом этапе ваши детали фактически начинают «оживать».
Этап производства включает несколько согласованных шагов:
- Сырьевое обеспечение — ваш магазин закупает исходный материал соответствующего указанного вами класса, зачастую с сертификатами производителя для обеспечения прослеживаемости
- Программирование CNC — инженеры создают траектории инструмента с помощью ПО CAM, оптимизируя их по скорости, точности и сроку службы инструмента
- Настройка машины — операторы устанавливают приспособления, загружают инструменты и выполняют калибровку станка под вашу конкретную деталь
- Изготовление первой партии изделий — первая деталь обрабатывается и тщательно проверяется до начала дальнейшего производства
- Производственная партия — после успешного прохождения первой деталью контроля начинается обработка остальных деталей
- Проверки качества в процессе производства — операторы проверяют критические размеры на протяжении всего производственного цикла
- Вторичные операции — при необходимости детали подвергаются заусенецоудалению, поверхностной обработке или термообработке
- Финальный контроль качества — готовые детали измеряются с использованием аттестованного оборудования в соответствии с вашими техническими требованиями
- Упаковка и доставка — детали надлежащим образом защищаются и отправляются с необходимой сопроводительной документацией
Контроль качества осуществляется непрерывно, а не только в конце процесса. Особенно важна проверка первой детали — именно на этом этапе выявляются ошибки программирования, проблемы с настройкой оборудования или конструкторские недочёты до того, как будет потрачен материал на полный производственный цикл.
Полный рабочий процесс в общих чертах
От начала до завершения вот типичный путь, по которому проходит ваш проект на профессиональном предприятии по механической обработке:
- Предоставление проекта — вы предоставляете CAD-файлы, чертежи и технические требования
- Формирование коммерческого предложения — инженеры оценивают техническую осуществимость и формируют коммерческое предложение
- Проверка конструкции и анализ технологичности (DFM) — выявляются потенциальные улучшения и обсуждаются с вами
- Подтверждение заказа — вы одобряете коммерческое предложение и предоставляете разрешение на закупку
- Планирование производства — ваш заказ ставится в очередь в соответствии с согласованными сроками выполнения
- Закупка материалов — заготовки поставляются в соответствии с вашими техническими требованиями
- Операции механической обработки — станки с ЧПУ преобразуют исходный материал в готовые детали
- Инспекция и контроль качества — детали проверяются на соответствие требованиям по размерам и качеству
- Отправка и доставка — готовые детали поступают на ваше предприятие вместе с сопроводительной документацией
Понимание этого рабочего процесса помогает вам более эффективно планировать проекты. Вы будете знать, когда ожидать обновлений, какую информацию ваш цех должен получить на каждом этапе и как избежать задержек, которые могут повлиять на сроки поставки.
Теперь, когда вы знакомы с процессом, следующий логический вопрос: сколько это будет стоить? На цену влияет несколько факторов, причём не всегда очевидным образом — знание этих факторов поможет вам разрабатывать более рациональные решения и точнее составлять бюджет.
Что влияет на стоимость услуг механической обработки
Вот что большинство поставщиков не скажут вам заранее: цена на обработанные детали зависит от решений, которые вы принимаете сами. Выбор материала, требования к допускам, требования к шероховатости поверхности и объём заказа — всё это влияет на итоговую сумму счёта, порой весьма значительно. Понимание этих факторов позволяет вам полностью контролировать бюджет проекта и вести переговоры с поставщиками на равных.
Согласно подробному анализу структуры затрат компании Unionfab, стоимость обработки на станках с ЧПУ существенно варьируется в зависимости от таких факторов, как геометрия детали, выбор материала, стратегия обработки, требования к допускам и объём производства. Рассмотрим каждый из этих факторов, чтобы вы могли принимать обоснованные решения до подачи следующего запроса на коммерческое предложение.
Как выбор материала влияет на ваш бюджет
Выбор материала оказывает влияние на все категории затрат — цену исходной заготовки, время механической обработки, износ инструмента и даже вес при транспортировке. Грамотный выбор позволит оптимизировать соотношение цены и качества. Неправильный выбор приведёт к дополнительным расходам, которые не улучшат характеристики вашей продукции.
Рассмотрим только стоимость сырья. Согласно отраслевым ценовым данным, материалы делятся на четкие ценовые категории:
- Низкая стоимость ($) — Алюминий и ПММА (акрил) являются наиболее экономичным исходным вариантом
- Умеренная стоимость ($$) — ПОМ, ПТФЭ, нейлон и композитные материалы, такие как FR4
- Высокая стоимость ($$$) — Медь, латунь, бронза, сталь, нержавеющая сталь и инженерные пластмассы, такие как поликарбонат (PC) и АБС
- Премиальная стоимость ($$$$$) — Магний, титан, ПЭЭК и технические керамики
Однако цена сырья отражает лишь часть картины. Машиностроительное предприятие в Бай-Эре также учитывает обрабатываемость — то, насколько быстро и легко материал поддается механической обработке. Алюминий обрабатывается со скоростью, в 3–4 раза превышающей скорость обработки нержавеющей стали. Эта разница в скорости напрямую снижает затраты на труд и время работы станка.
Вот практический вывод: не указывайте титан, если ваши требования удовлетворяет алюминий. Не выбирайте нержавеющую сталь по умолчанию, если углеродистая сталь обеспечивает достаточную коррозионную стойкость. Каждое избыточное техническое требование увеличивает стоимость без добавления ценности вашему изделию.
Соотношение между допусками и стоимостью
Более жёсткие допуски всегда дороже — однако зависимость эта нелинейна. Согласно исследованию Fictiv в области конструкторско-технологической подготовки производства, конструкции в зоне «минимальных усилий» используют средний стандарт ISO 2768, который представляет собой оптимальный баланс между тем, что легко достижимо на стандартных станках с ЧПУ, и тем, что необходимо для функциональных деталей.
Почему жёсткие допуски повышают стоимость?
- Снижение скорости механической обработки — достижение высокой точности требует аккуратной, продуманной обработки вместо агрессивного снятия материала
- Дополнительные операции — для некоторых элементов могут потребоваться черновые проходы, а затем отдельные чистовые проходы
- Специализированного режущего инструмента — высокоточная обработка зачастую требует более качественных режущих инструментов с меньшим биением
- Увеличенное время контроля —каждый жесткий допуск требует проверки с помощью аттестованного измерительного оборудования
- Более высокий процент брака —детали, не соответствующие спецификации, подлежат утилизации или доработке
Самый разумный подход? Применять жесткие допуски только там, где этого требуют функциональные задачи. Любая компания по точной обработке в Масс-Пресишн-Сан-Хосе или в любом другом месте скажет вам то же самое: указывайте допуск ±0,001 дюйма только для критически важных сопрягаемых поверхностей, а для некритических элементов оставляйте стандартный допуск ±0,005 дюйма или более широкий.
Согласно анализу затрат компании Exact Machine Service, важно устанавливать необходимые допуски и параметры шероховатости поверхности исходя из функциональных требований к деталям, чтобы достичь оптимального баланса между точностью и стоимостью.
Ценообразование на основе объема и соображения, связанные с подготовкой производства
Каждый производственный цикл начинается с подготовки — установки приспособлений, монтажа инструментов, калибровки станка и изготовления первого образца. Эти затраты остаются относительно неизменными независимо от того, изготавливается ли 10 или 1000 деталей. Понимание этой закономерности объясняет, почему стоимость одной детали резко снижается по мере увеличения объёма заказа.
Рассмотрим следующий пример: механический цех в Сан-Хосе, Калифорния, указывает стоимость подготовки в размере 500 долларов США плюс 20 долларов США за деталь на обработку. При заказе 10 деталей доля подготовки составит 50 долларов США на единицу. При заказе 100 деталей она снизится до 5 долларов США на единицу. Стоимость механической обработки остаётся неизменной, однако общая стоимость одной детали снизится с 70 до 25 долларов США.
Вот факторы стоимости, ранжированные по степени влияния на общую стоимость вашего проекта — от наибольшего к наименьшему:
- Сложность и геометрия детали — сложные конструкции, требующие нескольких операций установки, специализированного инструмента или обработки на станках с пятью координатными осями, предполагают повышенную цену
- Выбор материала — экзотические сплавы и труднообрабатываемые материалы повышают как стоимость исходной заготовки, так и затраты на обработку
- Требования к допускам — каждая дополнительная десятичная цифра в требуемой точности приводит к непропорциональному росту стоимости
- Количество заказов высокие объемы амортизируют затраты на установку и могут подлежать тарифному набору
- Требования к качеству поверхности окончания, не связанные с обработкой (Ra 3,2μm), требуют дополнительных операций
- Вторичные операции теплообработка, анодирование, покрытие или покраска добавляют затраты на послеработку
- Требования к срокам поставки ускоренная доставка часто влечет за собой срочные сборы
Хотите снизить расходы, не упуская функциональность? Согласно лучшим практикам производства от Fictiv, эти модификации дизайна обеспечивают наибольшую экономию:
- Упрощение геометрии уменьшить резкие внутренние углы, глубокие карманы и сложные функции, которые увеличивают время обработки
- Используйте стандартные размеры инструментов проектирование элементов, совместимых с обычными концовыми мельницами и сверлами, снижает затраты на установку и инструментацию
- Проектирование для меньшего количества настройки части, обрабатываемые в двух или меньших установках, избегают перестановки времени и допустимых отклонений
- Укажите только функциональные отделки — запрашивайте полированные поверхности только там, где этого требуют эстетика или функциональность
- Рассмотрите возможность заказа немного более крупных партий — увеличение объёма заказа с 25 до 50 единиц зачастую обеспечивает непропорционально высокую экономию на единицу изделия
Машиностроительные цеха в районе залива Сан-Франциско и специализированные цеха точной механической обработки по всей стране используют схожие структуры затрат. Понимая факторы, определяющие их ценообразование, вы сможете проектировать более технологичные детали, подготавливать более обоснованные коммерческие предложения и вести переговоры, опираясь на знания, а не на предположения.
Эти факторы стоимости приобретают особую значимость, когда ваш проект требует отраслевых сертификатов соответствия. Применение в аэрокосмической, автомобильной и медицинской отраслях накладывает дополнительные требования к соблюдению нормативов, что влияет как на ценообразование, так и на выбор партнёра — темы, которые мы рассмотрим далее.
Отраслевое применение и требования к сертификации
Считаете, что все поставщики механической обработки одинаковы? Подумайте ещё раз. Цех, производящий декоративную фурнитуру, работает в совершенно иных условиях, чем цех, выпускающий крепёжные элементы для авиационной техники или хирургические импланты. Ваша отрасль влияет не только на то, что вы производите, — она определяет, каким образом ваш партнёр по механической обработке должен функционировать, документировать и подтверждать каждый этап производства.
Понимание требований к сертификации помогает оценить потенциальных партнёров и избежать дорогостоящих ошибок. Согласно исследованиям в области сертификации производственных предприятий, сертификаты в сфере механической обработки — это не просто формальность: они являются критически важным требованием, регулирующим выбор поставщиков, право участия в тендерах и соответствие нормативным требованиям.
Требования и сертификаты для автокомпонентов
Автомобильная промышленность требует стабильности в масштабном производстве. Когда вы выпускаете тысячи идентичных компонентов, предназначенных для сборочных линий автомобилей, любые отклонения недопустимы — они не просто нежелательны.
Сертификат IATF 16949 iATF 16949 является эталонным стандартом управления качеством в автомобильной отрасли. Опубликованный Международной автомобильной рабочей группой (IATF), этот стандарт базируется на ISO 9001 и дополняет его требованиями, специфичными для автомобильной отрасли. Согласно Руководству AIAG по сертификации , IATF 16949:2016 определяет требования к системе менеджмента качества для организаций по всему миру, работающих в автомобильной отрасли.
Чем IATF 16949 отличается от общих сертификатов качества? Стандарт делает акцент на следующем:
- Профилактика дефектов — системных подходах к выявлению и устранению потенциальных отказов до их возникновения
- Снижение вариаций — протоколах непрерывного совершенствования, позволяющих со временем ужесточать контроль над процессами
- Устранение потерь —принципы бережливого производства, интегрированные в систему управления качеством
- Специальные требования к клиенту —гибкость в учете индивидуальных технических требований заказчиков (OEM)
Статистический контроль процесса (СПК) играет ключевую роль в автомобильном производстве. Вместо проверки деталей после завершения производства статистический контроль процессов (SPC) обеспечивает мониторинг технологических процессов в реальном времени, позволяя выявлять отклонения до того, как они приведут к выпуску бракованных компонентов. Контрольные карты, индексы способности процессов и анализ трендов становятся стандартными инструментами для сертифицированных предприятий.
Для цехов ЧПУ-обработки в Калифорнии и аэрокосмических цехов ЧПУ-обработки, обслуживающих автопроизводителей, такие сертификаты не являются дополнительными опциями — они являются обязательным условием ведения бизнеса. Крупнейшие автопроизводители, включая General Motors, Ford и Stellantis, требуют от своих поставщиков механической обработки наличия сертификата IATF 16949.
Сертифицированные предприятия, такие как Shaoyi Metal Technology соответствуют требованиям автомобильной отрасли благодаря сертификации по стандарту IATF 16949 и строгим протоколам статистического процессного контроля (SPC). Их производственная деятельность обеспечивает изготовление ходовых частей с высокой точностью и прецизионных компонентов при одновременном соблюдении требований к документированию и прослеживаемости, предъявляемых автопромышленными цепочками поставок.
Стандарты точности в аэрокосмической промышленности
Если в автомобильной отрасли требуется стабильность, то в аэрокосмической — безупречное качество и подтверждающая документация. Каждый материал, каждая операция и каждое измерение должны быть задокументированы и прослеживаемы. Когда отказ компонента может привести к катастрофическим последствиям, требования к сертификации отражают именно такие риски.
Сертификация AS9100 стандарт AS9100 базируется на ISO 9001, но дополняет его жёсткими требованиями к качеству, специально разработанными для аэрокосмической, оборонной и космической отраслей. Согласно отраслевым исследованиям, более 80 % мировых аэрокосмических компаний требуют от поставщиков станков с ЧПУ наличия сертификата AS9100.
Чем AS9100 отличается от общих стандартов качества?
- Полная прослеживаемость материалов — каждый компонент связан с сертифицированным исходным материалом, для которого указаны номера плавки и сертификаты прокатного завода
- Первичный контроль изделия (FAI) — Документация, соответствующая стандарту AS9102, подтверждает, что первоначальное производство соответствует всем техническим требованиям
- Управление конфигурацией — Строгий контроль редакций гарантирует соответствие компонентов актуальным инженерным версиям
- Управление рисками — Формализованные процессы позволяют выявлять, оценивать и устранять потенциальные проблемы качества
- Предотвращение использования поддельных компонентов — Процедуры проверки обеспечивают подлинность материалов
Объём документации сохраняется на протяжении всего производственного цикла. Цех ЧПУ в Калифорнии, обслуживающий аэрокосмических заказчиков, обязан вести записи, подтверждающие:
- Сертификаты на исходные материалы и подтверждение их происхождения
- Траектории инструментов и управляющие программы ЧПУ, используемые при каждой операции
- Квалификацию операторов и документы об их обучении
- Статус калибровки всего измерительного оборудования
- Полные данные инспекции по каждому критическому размеру
Для поставщиков металлообработки в Сан-Хосе (Калифорния) и других региональных мастерских получение сертификата AS9100 требует значительных инвестиций в системы документооборота, обучение персонала и подготовку к аудиту. Однако сертификация открывает доступ к контрактам в аэрокосмической отрасли, которые недоступны неквалифицированным конкурентам.
Особенности производства медицинских изделий
Производство медицинских изделий добавляет ещё один уровень регуляторной сложности. Когда обработанные на станках компоненты становятся частью диагностического оборудования или имплантируемых устройств, безопасность пациентов определяет все требования.
Согласно Руководящие указания Управления по санитарному надзору за качеством пищевых продуктов и лекарственных средств США (FDA) , производители обязаны разрабатывать и применять системы обеспечения качества для того, чтобы гарантировать, что их продукция постоянно соответствует применимым требованиям и техническим спецификациям. Такие системы обеспечения качества для изделий, регулируемых FDA, известны как действующие правила надлежащей производственной практики (cGMP).
Сертификация ISO 13485 конкретно регулирует управление качеством медицинских изделий. Хотя структура стандарта схожа со стандартом ISO 9001, он включает дополнительные требования к:
- Контроль проектирования — систематическая проверка того, что устройства соответствуют требованиям предполагаемого применения
- Валидация процесса — документально подтверждённое доказательство того, что производственные процессы стабильно обеспечивают приемлемые результаты
- Документация по биосовместимости — доказательство того, что материалы не вызовут нежелательных реакций у пациентов
- Валидация стерилизации — подтверждение того, что процессы стерилизации обеспечивают требуемый уровень гарантии стерильности
- Обработка жалоб — официальные системы отслеживания и расследования проблем с продукцией
Регламент FDA по системе обеспечения качества (21 CFR Часть 820) определяет нормативную основу в Соединённых Штатах. Согласно документации FDA, регламент по системе качества предусматривает «комплексный» подход, требующий от производителей разработки и соблюдения процедур, адекватных их конкретным изделиям.
Что это означает для вашего партнёра по механической обработке? Он обязан вести:
- Полные исторические записи по каждому изделию для каждой партии
- Аттестованные производственные процессы с документально зафиксированными параметрами
- Калиброванное измерительное оборудование, прослеживаемое до национальных стандартов
- Контролируемые среды, соответствующие требованиям к продукции
- Записи о подготовке персонала, подтверждающие его компетентность
Управление по санитарному надзору за качеством пищевых продуктов и лекарственных средств США (FDA) недавно опубликовало окончательное правило «Правила регулирования системы управления качеством» (QMSR), включившее стандарт ISO 13485:2016 в нормативную базу. Такая гармонизация означает, что поставщики услуг механической обработки медицинских изделий всё чаще должны обеспечивать двойное соответствие как требованиям FDA, так и международным стандартам.
Выбор правильного сертифицированного партнёра
Ваша отрасль определяет, какие сертификаты имеют наибольшее значение. Ниже приведена краткая справочная таблица:
| Промышленность | Основной сертификат | Основные требования |
|---|---|---|
| Автомобильный | IATF 16949 | Статистический контроль процессов (SPC), предотвращение дефектов, требования заказчика |
| Аэрокосмическая/оборонная | AS9100 | Полная прослеживаемость, первоначальный анализ изделия (FAI), управление конфигурацией |
| Медицинские устройства | ISO 13485 | Контроль проектирования, валидация процессов, обработка жалоб |
| Общепромышленный | ISO 9001 | Основы системы менеджмента качества, постоянное совершенствование |
Не предполагайте, что сертификация предприятия для одной отрасли автоматически делает его пригодным для другой. Поставщики аэрокосмической отрасли, сертифицированные по стандарту AS9100, могут не обладать системами массового производства, требуемыми в автомобильной промышленности. Специалисты по медицинским изделиям, возможно, не имеют опыта работы с экзотическими сплавами, необходимыми в аэрокосмической отрасли.
При оценке потенциальных партнёров непосредственно проверяйте их сертификаты. Запросите копии сертификатов, проверьте даты их окончания и убедитесь, что область действия сертификата охватывает именно ваши типы продукции. Органы по сертификации ведут общедоступные базы данных, где вы можете самостоятельно подтвердить статус поставщика.
Такие требования к сертификации повышают стоимость и сложность услуг по механической обработке — однако они существуют по весомой причине. Когда ваши компоненты устанавливаются в транспортные средства, летательные аппараты или медицинские изделия, риски оправдывают инвестиции в строгие системы обеспечения качества. Понимание требований каждой отрасли помогает найти партнёров, которые действительно способны выполнить свои обязательства.
Сертификаты устанавливают базовые системы качества, однако как именно поставщики механической обработки фактически проверяют соответствие отдельных деталей вашим техническим требованиям? Ответ заключается в методах контроля и протоколах обеспечения качества — это наша следующая тема.
Обеспечение качества и проверка соблюдения допусков
Ваш партнёр по механической обработке обладает впечатляющим сертификатом. Однако вот настоящий вопрос: как он на практике подтверждает соответствие ваших деталей техническим требованиям? Сертификаты устанавливают системы — контроль подтверждает результаты. Понимание того, как профессиональные предприятия измеряют, документируют и верифицируют геометрические размеры, помогает вам оценить заявленные показатели качества и правильно интерпретировать отчёты по контролю, которые вы получаете вместе с поставками.
Независимо от того, работаете ли вы с цехом механической обработки в Санта-Кларе или закупаете продукцию у цехов механической обработки в Санта-Кларе, штат Калифорния, основы обеспечения качества остаются неизменными у всех репутационных поставщиков.
Понимание допусков и спецификаций
Прежде чем проводить любые измерения, все стороны должны договориться о том, что означает термин «допустимый». Спецификации допусков определяют допустимые отклонения от номинальных размеров — и понимание этой терминологии помогает эффективно взаимодействовать с вашим партнёром по механической обработке.
Допуски указываются на конструкторских чертежах в нескольких формах:
- Двусторонние допуски — отклонение, допустимое в обоих направлениях (например, 25,00 ±0,05 мм)
- Односторонние допуски — отклонение, допустимое только в одном направлении (например, 25,00 +0,00/–0,10 мм)
- Предельные размеры — явно заданные максимальное и минимальное значения (например, 24,95–25,05 мм)
- Обозначения ГОСТ/Геометрического нормирования (GD&T) — символы геометрического нормирования и допусков, регулирующие форму, ориентацию и положение
Почему это важно для контроля качества? Согласно Исследованиям в области координатно-измерительной техники (КИМ) современные системы могут измерять сложные геометрии с исключительной точностью, зачастую достигая погрешности измерений в микрометрах. Однако даже самое передовое оборудование не имеет никакой ценности, если допуски не определены чётко.
Процесс контроля начинается с вашего чертежа. Каждый размер, обозначенный как критический, измеряется и документируется. Элементы с типовыми допусками могут подвергаться выборочному контролю вместо сплошного — это рациональный подход, обеспечивающий баланс между тщательностью и экономической эффективностью.
Методы и оборудование для контроля
Профессиональные механические цеха по обработке деталей используют широкий спектр технологий контроля, каждая из которых предназначена для решения конкретных задач измерения. Понимание возможностей этих инструментов помогает оценить объём работ, необходимых для подтверждения соответствия ваших деталей заданным требованиям.
Координатно-измерительные машины (КИМ) представляют собой золотой стандарт для проверки размеров. Согласно отраслевой документации, КИМ (координатно-измерительные машины) фиксируют точки данных, которые программное обеспечение обрабатывает для расчёта размеров, допусков и геометрических взаимосвязей. Эти сложные приборы работают в трёхмерной системе координат, используя оси X, Y и Z для определения точных положений.
Что делает КИМ особенно ценными?
- Измерение сложных трёхмерных геометрий, к которым ручные инструменты не могут получить доступ
- Получение воспроизводимых результатов, не зависящих от оператора
- Формирование автоматизированных отчётов по результатам контроля с полной документацией данных
- Проверку спецификаций ГД&T, включая допуски истинного положения и профиля
Оптические сравнители проекцию увеличенных контуров деталей на экраны для визуального сравнения с эталонными наложениями. Эти бесконтактные системы хорошо подходят для:
- Хрупких или легко деформируемых деталей
- Профилей резьбы и зубьев шестерён
- Скруглений кромок и фасок
- Быстрая визуальная проверка во время производства
Тестеры шероховатости поверхности измерение микроскопической текстуры обработанных поверхностей. Когда в вашем чертеже указаны значения параметра Ra (среднеарифметическая шероховатость), эти приборы проверяют соответствие требованиям путём перемещения измерительного щупа по поверхности и анализа полученного профиля.
Вот сравнение распространённых методов контроля:
| Метод проверки | Обычная точность | Лучшие применения | Ограничения |
|---|---|---|---|
| КММ (контактный) | ±0,001–0,003 мм | Сложная трёхмерная геометрия, проверка геометрических допусков и размеров (GD&T), детали серийного производства | Медленнее при выполнении простых измерений, требует контролируемой среды |
| Оптический компаратор | ±0,01–0,025 мм | Контроль профиля, проверка резьбы, визуальное сопоставление | только в двух измерениях, требуется интерпретация оператором |
| Микрометры/Штангенциркули | ±0,01–0,025 мм | Быстрые проверки, внешние размеры, простые элементы | Ручное управление, ограничено доступными поверхностями |
| Высотомеры | ±0.01мм | Высота ступеней, базовые ссылки, работа на поверочной плите | Требуется ровная опорная поверхность |
| Измеритель шероховатости поверхности | Разрешение до 0,001 мкм Ra | Проверка шероховатости поверхности, подтверждение технологического процесса | Измеряет только текстуру, а не геометрическую точность |
| 3D Сканирование | ±0,025–0,1 мм | Сложные формы, обратное проектирование, картирование отклонений | Ниже точность по сравнению с КИМ, требуется постобработка |
Машиностроительный цех в Санта-Кларе, штат Калифорния, или любое другое предприятие, ориентированное на качество, как правило, сочетает несколько методов контроля. КОМ (координатно-измерительные машины) используются для окончательного контроля критических параметров, а ручные измерительные инструменты применяются для промежуточных проверок в ходе механической обработки.
Документация и прослеживаемость
Измерительные данные не имеют никакой ценности без надлежащей документации. Профессиональное обеспечение качества выходит за рамки простого выполнения измерений — оно предполагает полную прослеживаемость от сырья до окончательной отгрузки.
Первичный контроль изделия (FAI) составляет основу качества производства. Согласно исследованиям в области производства, проведённым компанией PMP Metals, ППИ (первичный производственный инспекционный контроль) представляет собой формализованный письменный процесс, гарантирующий соответствие изготовляемой детали или сборочной единицы техническим требованиям заказчика или конструкторской документации, чертежам и спецификациям.
Что включает в себя тщательный ППИ?
- Схематический чертеж с обозначениями — каждый размер пронумерован для удобства ссылок
- Таблица результатов измерений — измеренные значения сопоставляются с заданными допусками
- Сертификация материалов — документация, подтверждающая применение правильного сплава и режима термообработки
- Регистрационные данные технологических процессов — информация об используемом оборудовании и оснастке
- Подписи — подписи оператора и инспектора, подтверждающие проведение верификации
Проведение первичного контроля (FAI) осуществляется на критических этапах: при первом запуске производства, после внесения изменений в конструкторскую документацию, при смене производственных площадок или после длительных перерывов в производстве. Эта система контрольных точек позволяет выявить проблемы до того, как они распространятся на всю партию продукции.
Проверка в процессе обеспечивает непрерывную верификацию в ходе производственного цикла. Операторы проверяют критические размеры через регулярные интервалы — например, каждую 10-ю или 25-ю деталь — для подтверждения стабильности технологического процесса. Любое отклонение инициирует расследование до накопления деталей, выходящих за пределы допусков.
Финальный контроль качества протоколы верифицируют готовые изделия перед отгрузкой. В зависимости от ваших требований и отраслевых стандартов это может включать:
- 100%-ный контроль всех критических характеристик
- Статистическую выборку на основе объёма партии и допустимого уровня качества (AQL)
- Сертификат соответствия, подтверждающий соответствие спецификациям
- Полные размерные отчёты с фактическими измеренными значениями
Системы управления качеством связать эти элементы воедино. Согласно исследованию стандарта ISO 9001:2015, этот международно признанный стандарт устанавливает эталон, которому компании должны соответствовать и превосходить в удовлетворении ожиданий клиентов. Машиностроительное предприятие, сертифицированное по ISO, внедрило надежную систему менеджмента качества (СМК), гарантирующую стабильное качество и надёжность.
Что на самом деле означает для ваших деталей сертификация по ISO 9001:2015?
- Документированные процедуры обеспечивают стабильность процессов независимо от того, какой оператор выполняет ваш заказ
- Программы калибровки подтверждают, что измерительное оборудование сохраняет точность
- Системы корректирующих действий решают проблемы системно, а не повторяются многократно
- Управленческий обзор обеспечивает непрерывное совершенствование, а не застой
Помимо стандарта ISO 9001, отраслевые сертификаты вводят специализированные требования. Стандарт AS9102 регулирует документацию по первоначальному контролю (FAI) в аэрокосмической промышленности. Стандарт IATF 16949 предписывает применение статистических методов управления процессами (SPC) в автомобильной промышленности. Стандарт ISO 13485 устанавливает требования к прослеживаемости медицинских изделий. Конкретная область применения определяет, какие стандарты применимы — и какую документацию вы должны ожидать от своего партнёра по механической обработке.
Обеспечение качества в конечном счёте сводится к доверию, подтверждённому доказательствами. Сертификаты устанавливают системные требования. Контрольно-измерительное оборудование обеспечивает необходимую измерительную способность. Документация подтверждает полученные результаты. При оценке поставщиков услуг по механической обработке обращайте внимание не только на заявленные возможности, но и на то, каким образом они фактически проверяют качество поставляемой продукции.

Сравнение услуг по механической обработке с альтернативными методами производства
Вы ознакомились с тем, как работает сервисная механическая обработка, сколько она стоит и как проверяется её качество. Однако вот вопрос, который не даёт покоя руководителям производственных операций по ночам: действительно ли аутсорсинг механической обработки — правильный выбор для вашего проекта? Или же собственное производство, аддитивное производство (3D-печать) или литьё обеспечат лучшие результаты?
Ответ зависит от вашей конкретной ситуации: требования к объёмам выпуска, необходимая точность размеров, ограничения по материалам и сжатые сроки выполнения — всё это влияет на выбор оптимального пути. Давайте создадим структуру принятия решений, которая поможет вам объективно оценить эти компромиссы.
Сервисная механическая обработка против собственного производства
Решение «аутсорсинг или инвестиции» является одним из самых важных, с которыми сталкиваются производители. исследования в производстве согласно [источнику], обычно разумнее начать с аутсорсинга, если только вы не нуждаетесь в более чем примерно 4000–5000 деталей в год, не предъявляете жёстких требований к защите интеллектуальной собственности или сертификации, а также не готовы осуществить первоначальные капитальные затраты в размере от 200 000 до 700 000 долларов США плюс расходы на обучение операторов.
Что делает этот расчет настолько сложным? Рассмотрим, что на самом деле требуется для внутренней механической обработки:
- Капитальные вложения —один станок с ЧПУ с пятью осями может стоить от 200 000 до 700 000 долларов США до установки, оснастки и обучения персонала
- Квалифицированные операторы —обработка на станках с ЧПУ остаётся высококвалифицированным процессом, требующим постоянного обновления компетенций
- Постоянное обслуживание —оборудование требует регулярной калибровки, ремонта и в конечном счёте замены
- Площадь производственного помещения и коммунальные услуги —станочное оборудование нуждается в надёжных фундаментах, стабильном электропитании и системе климат-контроля
Когда аутсорсинг становится более целесообразным? При годовом объёме производства менее 1000 единиц расчёты однозначно склоняются в пользу внешних партнёров. Типичная контрактная мастерская может предложить цену 18 долларов США за деталь при небольших партиях алюминиевых изделий, обрабатываемых на станках с ЧПУ — это значительно меньше, чем амортизированная стоимость собственного оборудования, которое простаивает частично.
Однако при увеличении масштабов расчёты меняются. Когда годовой объём производства превышает 5000 единиц при стандартных допусках, внутренние инвестиции начинают обеспечивать более низкую себестоимость единицы продукции. Затраты на наладку распределяются на достаточное количество деталей, в результате чего собственное производство становится экономически целесообразным.
Если вы ищете «токарей-фрезеровщиков ЧПУ рядом со мной», поскольку вам требуются редкие пробные партии или производство среднего объёма, сторонние механические услуги почти наверняка предложат лучшее соотношение цены и качества по сравнению с капитальными вложениями.
Когда аддитивное производство является более предпочтительным выбором
аддитивное производство изменило экономическую модель машиностроения — однако оно не заменило традиционную обработку резанием. Понимание областей, в которых каждый из этих методов наиболее эффективен, помогает сделать правильный выбор.
Согласно сравнению технологических процессов компании Xometry, аддитивное производство позволяет быстро получать готовые к эксплуатации детали, тогда как для обработки на станках с ЧПУ требуется индивидуальная наладка, а также, как правило, ручное программирование и контроль со стороны оператора. Для деталей малой серии со сложной геометрией стоимость компонентов, изготовленных на станках с ЧПУ, зачастую в 10 раз превышает стоимость аналогичных деталей, полученных методом аддитивного производства.
В каких случаях аддитивное производство имеет преимущество?
- Сложных внутренних геометрий — решетчатые структуры, конформные каналы охлаждения и органические формы, недоступные для режущих инструментов
- Быстрая итерация — модификации требуют лишь изменения файлов, а не изготовления новых оснасток или программирования
- Производство малыми партиями — затраты на подготовку минимальны, что делает производство единичных деталей экономически выгодным
- Возможности объединения компонентов — сборочные узлы могут быть заменены одной напечатанной деталью
Однако у аддитивного производства имеются существенные ограничения. Различные технологии печати обеспечивают разную прочность по сравнению с исходными свойствами материала — например, при FFF в АБС прочность может составлять всего 10 % от предела прочности материала при растяжении, тогда как при лазерном спекании (SLS) нейлона она может достигать 100 %. При фрезеровании на станках с ЧПУ детали изготавливаются из неповреждённых исходных материалов, поэтому их прочность, как правило, высока.
Другой проблемой является качество поверхности. При аддитивном производстве качество поверхности в значительной степени определяется особенностями технологического процесса — в частности, разрешение по оси Z приводит к ступенчатости поверхности и визуальным дефектам. При фрезеровании на станках с ЧПУ качество поверхности может быть чрезвычайно однородным и высокоточным, если траектории движения инструмента запрограммированы с учётом получения гладкой поверхности.
Практический момент принятия решения? Выберите аддитивное производство для прототипов, сложных геометрий и партий объёмом менее 50 единиц. Перейдите на сервисную механическую обработку, когда требуются эксплуатационные характеристики материалов промышленного уровня, высокая точность размеров или гладкие поверхности.
Альтернативы литью и формованию
Для серийного производства ни механическая обработка, ни 3D-печать могут оказаться наилучшим вариантом. Литьё и литьё под давлением обеспечивают значительно более низкую стоимость одной детали — после того как будет покрыта первоначальная стоимость оснастки.
Литьё под давлением позволяет выпускать идентичные пластиковые детали за секунды, а не за часы. Однако сами пресс-формы стоят от нескольких тысяч до сотен тысяч долларов в зависимости от их сложности. Такие затраты оправданы только при выпуске десятков тысяч одинаковых компонентов.
Литье под давлением обеспечивает сопоставимую экономическую эффективность для металлических деталей. Сложные компоненты из алюминия или цинка могут быть быстро произведены после изготовления оснастки. Однако литьё под давлением не позволяет достичь точности механической обработки без дополнительных операций, а внесение изменений в конструкцию требует дорогостоящей модификации пресс-форм.
Когда эти методы предпочтительнее сервисной механической обработки?
- Объёмы свыше 10 000 единиц — затраты на оснастку распределяются на большое количество изделий, и их влияние на стоимость одной детали становится незначительным
- Стабильные конструкции — внесение изменений обходится дорого, поэтому детали должны быть готовы к серийному производству
- Умеренные допуски — точность, достигаемая непосредственно при литье или формовании, удовлетворяет требованиям
- Длительные производственные циклы — одна и та же конструкция будет выпускаться месяцами или годами
Сравнение методов производства в таблице
Используйте эту справочную таблицу при оценке производственных подходов для вашего следующего проекта:
| Критерии | Обработка на стороне | Внутренняя обработка | 3D-печать | Литье под давлением | Литье под давлением |
|---|---|---|---|---|---|
| Оптимальный диапазон объемов | 1–5 000 единиц | более 5000 единиц в год | 1–50 единиц | 10 000+ штук | 5 000+ единиц |
| Варианты материалов | Практически неограниченный выбор металлов и пластиков | Ограничено имеющимся оборудованием | Полимеры, специфичные для процесса, некоторые металлы | Термопласты в первую очередь | Сплавы алюминия, цинка, магния |
| Допуски | точность ±0,001" достижима | точность ±0,001" достижима | типичная точность ±0,005–0,010 дюйма | типичная точность ±0,002–0,005 дюйма | типичная точность ±0,005 дюйма; механическая обработка для достижения более высокой точности |
| Срок выполнения заказа | Дни — недели | Часы до дней | Часы до дней | Недели на изготовление оснастки, затем быстрое производство | Недели на изготовление оснастки, затем быстрое производство |
| Стоимость установки/инструмента | Низкий-умеренный | Высокие капитальные затраты | Минимальный | 5 000–100 000+ долларов США за пресс-формы | 10 000–100 000+ долларов США за штампы |
| Стоимость на единицу (малый объем) | Умеренный | Высокий | Низкий-умеренный | Очень высокий | Очень высокий |
| Стоимость на единицу (большой объем) | Умеренный | В низком | Высокий | Очень низкий | Очень низкий |
| Гибкость проектирования | Высокий | Высокий | Очень высокий | Низкие после изготовления оснастки | Низкие после изготовления оснастки |
| Прочность материала | Полные исходные свойства | Полные исходные свойства | 10–100 % в зависимости от процесса | Почти полные полимерные свойства | Почти полные сплавные свойства |
Выбор правильного решения для вашего проекта
Оптимальный метод производства зависит от того, где находится ваш проект по нескольким осям принятия решений. Рассмотрите следующие сценарии:
Выберите обработку на заказ, когда:
- Вам требуются металлические детали промышленного качества в объёмах от 10 до нескольких тысяч штук
- Требуются допуски строже ±0,005 дюйма
- Ваш дизайн может изменяться на основе результатов испытаний или отзывов клиентов
- У вас недостаточно капитала для инвестиций в оборудование или найма квалифицированных операторов
- Вам необходим доступ к пятикоординатным механическим цехам или специализированным технологическим процессам без их приобретения
Выбирайте внутреннюю механическую обработку, когда:
- Годовой объём выпуска стабильно превышает 5000 единиц аналогичных деталей
- Контроль сроков поставки критически важен — вам нужны детали в течение часов, а не дней
- Опасения по защите интеллектуальной собственности делают аутсорсинг рискованным
- У вас уже есть или вы можете подготовить квалифицированный персонал для эксплуатации оборудования
Выберите 3D-печать, когда:
- Геометрии включают внутренние каналы, решётки или органические формы
- Вы быстро создаёте итерации конструкций и нуждаетесь в оперативной обратной связи
- Объёмы очень малы — особенно при изготовлении единичных прототипов
- Требования к прочности материала умеренные
Выбирайте литьё или формовку, когда:
- Конструкции окончательно утверждены и стабильны для длительного серийного производства
- Объёмы оправдывают инвестиции в оснастку — как правило, от 10 000 единиц и более
- Стоимость одной детали является основным определяющим фактором
- Требования к допускам могут быть выполнены без дополнительной механической обработки
Многие проекты выигрывают от гибридных подходов: изготовление прототипов методом 3D-печати, их проверка с помощью сервисной механической обработки и переход на литьё после стабилизации конструкций. Машиностроительное предприятие в Сан-Франциско или машиностроительное предприятие в Сан-Франциско, штат Калифорния, может помочь вам пройти эти этапы — многие из них предлагают как механическую обработку, так и консультации по целесообразности применения альтернативных методов.
Для производителей, изучающих варианты фрезерной обработки на станках с ЧПУ в Калифорнии, рамка принятия решений остаётся неизменной независимо от местоположения. Оцените свои прогнозы объёмов производства, требования к допускам, временные ограничения и ограничения по капиталу. Оптимальный метод производства определяется честной оценкой этих факторов — а не предположениями о том, какая технология является «лучшей».
Имея эту рамку принятия решений, последним шагом становится выбор подходящего партнёра по механической обработке для реализации выбранного вами подхода. Критерии оценки — а также вопросы, которые вы должны задать, — определяют, будет ли ваш проект успешным или столкнётся с трудностями.
Выбор подходящего партнёра по услугам механической обработки
Вы проанализировали процессы, сравнили методы производства и поняли, какие факторы влияют на стоимость. Теперь наступает решение, которое определит успех или неудачу вашего проекта: выбор подходящего партнёра по механической обработке. Этот выбор влияет на всё — качество, сроки поставки, стоимость и вашу способность масштабироваться по мере роста спроса.
Согласно руководству по отбору партнеров компании Principal Manufacturing Corporation, выбор правильного партнера в области станков с ЧПУ обеспечивает успех вашего проекта. Опытная компания может положительно повлиять на каждый аспект производственного процесса — от качества до своевременной поставки.
Независимо от того, оцениваете ли вы варианты механических цехов в Сан-Хосе или изучаете механические цеха в Окленде (штат Калифорния), эти критерии помогут вам отличить выдающихся партнеров от удовлетворительных.
Ключевые критерии оценки партнеров в области обработки металлов резанием
Что отличает надежного партнера в области обработки металлов резанием от того, кто создает проблемы? Оценивайте не только заявленные цены, но и следующие важнейшие факторы:
- Соответствующие сертификаты — убедитесь, что сертификат ISO 9001 имеется как минимум, а также отраслевые стандарты, такие как IATF 16949 для автомобильной промышленности, AS9100 для авиакосмической отрасли или ISO 13485 для медицинских изделий
- Возможности оборудования — уточните, располагают ли они необходимым оборудованием для изготовления ваших деталей: например, фрезерными станками с пятью осями, токарными станками типа «Швейцарский», или специализированными электроэрозионными станками (EDM)
- Выполнение сроков поставки — узнайте, какой типичный срок выполнения заказа предусмотрен для вашего объема производства и какова их история соблюдения обязательств по срокам поставки
- Оперативность коммуникации — обратите внимание, насколько быстро они отвечают на первоначальные запросы, поскольку это часто предсказывает качество дальнейшего взаимодействия в ходе проекта
- Репутация качества — запросите рекомендации от заказчиков, с которыми компания выполняла аналогичные проекты, и уточните показатели отказов и историю принятия корректирующих мер
- Техническая экспертиза — оцените их способность предоставлять обратную связь по вопросам проектирования для изготовления (DFM) и предлагать улучшения, а не просто слепо выполнять ваши чертежи
- Пропускная способность и масштабируемость — убедитесь, что они способны удовлетворить ваши текущие потребности и масштабироваться вместе с вами по мере роста объёмов производства
Согласно отраслевым исследованиям, ориентированная на клиента компания тесно взаимодействует с заказчиком, чтобы предоставить ценные аналитические выводы, обсудить возможности улучшения конструкции и предложить меры по снижению затрат. Такие партнёры должны выступать в роли надёжных консультантов, делясь своим опытом и экспертизой для достижения наилучших возможных результатов.
При поиске механического цеха в Фремонте (Калифорния) или в любом другом месте запросите отзывы клиентов, сотрудничавших с компанией над аналогичными проектами. Их личный опыт расскажет вам гораздо больше, чем любая презентация отдела продаж.
Подготовка вашего проекта к успеху
Даже самый лучший партнёр по механической обработке не в состоянии компенсировать плохо подготовленные проекты. Обеспечьте себе успех, решив следующие вопросы до отправки первого запроса на коммерческое предложение:
- Полные конструкторские документы — предоставьте как трёхмерные CAD-модели (предпочтительно в формате STEP), так и размерные двухмерные чертежи с чётко указанными допусками
- Технические характеристики материала — укажите конкретные марки материалов, а не только их группу (например, «6061-T6», а не просто «алюминий»)
- Идентификация критических элементов — выделите размеры и элементы, имеющие функциональное значение, в отличие от тех, которые подчиняются общим допускам
- Требования к объёмам и срокам — чётко укажите планируемые объёмы, даты поставки и возможные изменения требований
- Требования к документации по качеству — уточните, какие отчёты по контролю качества, сертификаты или данные о прослеживаемости вам необходимы
Согласно руководству Fictiv по производству, взаимодействие с опытным производственным партнёром с самого начала обеспечивает оптимизированный путь закупки компонентов на всех этапах разработки продукта и помогает минимизировать риски в будущем.
Чем больше контекста вы предоставите заранее, тем точнее будут ваши коммерческие предложения. Не заставляйте потенциальных партнёров угадывать требования — неопределённость ведёт либо к завышенным ценам (они страхуются от неизвестных факторов), либо к сюрпризам на более поздних этапах, когда предположения окажутся неверными.
Местные мастерские, такие как Jose's Machine Shop или Diaz Machine Shop, могут предложить преимущества при личном взаимодействии в ходе сложных проектов. Однако не ограничивайте свой поиск географически, если специализированные компетенции важнее близости.
Масштабирование от прототипа до производства
Вот что часто ставит производителей в тупик: мастерская, отлично справляющаяся с изготовлением прототипов, может испытывать трудности при переходе к серийному производству — и наоборот. Поиск партнёра, способного обеспечить оба этапа, избавит вас от болезненной замены поставщика на середине проекта.
Согласно исследованиям в области производства, крайне важно сотрудничать с компанией, способной поддержать ваш будущий рост. По мере расширения вашего бизнеса или увеличения требований к проекту надёжный партнёр сможет бесперебойно обеспечивать рост объёмов производства и адаптироваться к меняющимся потребностям.
Как выглядит масштабируемость на практике?
- Гибкость прототипирования — возможность быстрого производства небольших партий, зачастую с минимальными сроками изготовления — один рабочий день для срочных нужд
- Промежуточное производство — выполнение малотиражных заказов (десятки–сотни единиц) в период отладки и верификации конструкций
- Производственная мощность — наличие оборудования и квалифицированного персонала для ежемесячного выпуска тысяч деталей при появлении спроса
- Согласованность процесса — соблюдение одинаковых стандартов качества независимо от объёма партии
- Реагирование на спрос — возможность увеличения или снижения объёмов производства по мере необходимости без нарушения установленных сроков поставки
Масштабируемые партнёры в области механической обработки также понимают важность инвестиций в передовые технологии. Они постоянно модернизируют своё оборудование, программное обеспечение и производственные процессы, чтобы оставаться конкурентоспособными и соответствовать меняющимся требованиям отрасли.
В частности, для автомобильных применений: Shaoyi Metal Technology иллюстрирует эту модель масштабируемости. Их производственное предприятие предоставляет услуги точной обработки на станках с ЧПУ с минимальными сроками изготовления — уже через один рабочий день для срочных прототипов, сохраняя при этом производственную мощность, сертификат IATF 16949 и строгие протоколы статистического процессного контроля (SPC), предъявляемые к поставщикам в автомобильной отрасли. Такое сочетание скорости и масштаба означает, что ваш партнёр не утратит актуальности по мере эволюции проектов — от концепции до полномасштабного производства.
Вопросы, которые следует задать до принятия решения
Прежде чем подписать первый заказ, получите чёткие ответы на следующие ключевые вопросы:
- Какие у вас есть сертификаты и когда они последний раз проверялись?
- Можете ли вы предоставить контакты клиентов из моей отрасли?
- Каковы ваши типичные сроки выполнения заказа в моём объёме?
- Как вы обрабатываете изменения в конструкции во время производства?
- Какими возможностями контроля и испытаний вы располагаете на своём предприятии?
- Каким образом вы будете информировать меня о ходе проекта и возникающих проблемах?
- Что происходит, если детали не соответствуют техническим условиям?
Ответы раскрывают не только технические возможности, но и характер партнёра. Партнёры, уклоняющиеся от вопросов или дающие завышенные обещания, должны вызывать тревогу. Те же, кто даёт прямые и конкретные ответы — включая честное признание своих ограничений, — демонстрируют ту прозрачность, которая необходима для успешного партнёрства.
Успех в сфере сервисной обработки ultimately зависит от качества партнёрства не меньше, чем от технических возможностей. Правильный партнёр предоставляет экспертизу, которой у вас нет, выявляет проблемы до того, как они станут дорогостоящими, и масштабируется вместе с вашим бизнесом. Инвестируйте время в тщательный выбор партнёра — и ваши проекты по механической обработке будут реализованы в срок, в рамках бюджета и с соблюдением всех технических требований.
Часто задаваемые вопросы о сервисной обработке
1. Какова почасовая ставка за работу на станке с ЧПУ?
Часовые ставки на обработку на станках с ЧПУ обычно составляют от 30 до 100 долларов США в зависимости от региона, сложности оборудования и обрабатываемого материала. Такие факторы, как возможность обработки на пятикоординатных станках, соблюдение жёстких допусков и использование экзотических материалов, приводят к повышению ставок. Стоимость подготовки оборудования часто взимается отдельно и распределяется пропорционально объёму выпуска, что делает крупные заказы более экономически выгодными в расчёте на одну деталь. Срочные заказы, как правило, облагаются надбавкой в размере 15–50 % к стандартным ставкам.
2. Что означает термин «механическая обработка»?
Механическая обработка — это процесс аддитивного производства, при котором требуемые формы создаются путём удаления ненужного материала из заготовок большего размера. В отличие от 3D-печати, которая добавляет материал слой за слоем, механическая обработка использует вращающиеся режущие инструменты или абразивные круги для точного снятия припуска. ЧПУ-обработка (обработка с числовым программным управлением) автоматизирует этот процесс с помощью заранее запрограммированных траекторий инструмента, обеспечивая стабильное производство сложных деталей с допусками до ±0,001 дюйма для металлов, пластиков и композитов.
3. Сколько времени занимает ЧПУ-обработка от оформления заказа до поставки?
Сроки выполнения заказов на обработку деталей зависят от сложности изделий, объёма заказа и загрузки производственных мощностей. Простые прототипы могут быть отправлены в течение 1–3 дней с предприятий, предлагающих экспресс-изготовление. Стандартные производственные партии, как правило, требуют 1–3 недели, включая проверку конструкторской документации, программирование, механическую обработку и контроль качества. Для сложных деталей, требующих дополнительных операций (например, термообработки или анодирования), сроки увеличиваются. Аттестованные поставщики автокомпонентов, такие как Shaoyi Metal Technology, обеспечивают сроки изготовления срочных прототипов всего за один рабочий день.
4. В каких форматах файлов принимают заказы CNC-мастерские?
Большинство профессиональных механических цехов предпочитают файлы формата STEP (.stp, .step) как универсальный стандарт обмена 3D-моделями, читаемый практически любым программным обеспечением CAM. Файлы IGES по-прежнему широко поддерживаются для передачи поверхностной и объёмной геометрии. Двумерные файлы DXF/DWG необходимы для плоских деталей и дополнительных размеров. Нативные файлы CAD из SolidWorks, Inventor или Fusion 360 сохраняют полный замысел конструкции, если в цехе используется соответствующее программное обеспечение. Всегда прилагайте размерные PDF-чертежи с указанием допусков, шероховатости поверхности и критических элементов.
5. Как выбрать между обработкой на станках с ЧПУ и 3D-печатью?
Выбирайте фрезерную обработку с ЧПУ, когда вам требуются прочность материала производственного уровня, высокая точность размеров (допуски менее ±0,005 дюйма), гладкая отделка поверхности или металлические детали в количестве более 50 штук. Аддитивное производство (3D-печать) особенно эффективно для сложных внутренних геометрий, быстрой итерации конструкции, очень малых партий и органических форм, которые невозможно изготовить традиционными методами механической обработки. Детали, изготовленные на станках с ЧПУ, полностью сохраняют исходные свойства материала, тогда как при некоторых технологиях 3D-печати достигается лишь 10–50 % прочности исходного материала. Многие проекты выигрывают от прототипирования с помощью 3D-печати с последующим переходом на механическую обработку для серийного производства.