 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

CO2, волоконный или кристаллический лазер: какая технология лазерной резки подойдёт для вашего проекта
Что такое мастерская лазерной резки и как она работает
Задумывались ли вы когда-нибудь, как изготавливаются сложные металлические таблички, акриловые дисплеи с точнейшей резкой или индивидуальные автомобильные детали с такой безупречной точностью? Ответ зачастую кроется в мастерской лазерной резки — специализированном предприятии, оснащённом передовым оборудованием, которое превращает исходные материалы в прецизионные компоненты с помощью сфокусированных световых лучей.
Проще говоря, такие предприятия используют высокомощные лазеры для резки, формовки и индивидуальной обработки материалов — от нержавеющей стали до дерева. Технология основана на фокусировке интенсивного лазерного луча на поверхности материала , нагреве его до температуры, при которой материал плавится, обугливается или испаряется по точно заданной траектории. В результате остаётся чистый край с минимальными термическими деформациями и практически без отходов материала.
Такие мастерские предлагают гораздо больше, чем просто резку. Ниже перечислены основные возможности, которые вы обычно найдёте:
- Резание: Резка материалов с исключительной точностью, создание деталей — от простых форм до сложных геометрий
- Гравировка: Удаление материала для создания постоянных рисунков, логотипов или текста под поверхностью
- Этчинг: Нанесение меток на поверхности без глубокого удаления материала
- Маркировка: Создание видимых изменений на поверхностях для идентификации, брендинга или декоративных целей
От промышленных полов — до вашего порога
История развития лазерной резки напоминает увлекательную историю эволюции. Когда Теодор Майман создал первый действующий лазер в 1960 году , немногие могли представить, что он когда-нибудь станет доступен малым предприятиям и любителям. Десятилетиями эти станки оставались запертыми в аэрокосмических центрах и крупных производственных предприятиях — массивным и дорогостоящим оборудованием, которое могли позволить себе только крупные корпорации.
Продвинемся вперёд до сегодняшнего дня, и пейзаж выглядит удивительно иначе. То, что когда-то было исключительной промышленной технологией, стало демократизированным. Современные услуги лазерной резки теперь обслуживают всех, от компаний из списка Fortune 500 до производителей выходных, работающих над проектами, которые им нравятся. Вы найдете лазерную резку, которая будет заниматься всем, от разработки прототипа до полного производства, с онлайн-заказами, делающими процесс таким же простым, как загрузка файла дизайна.
Технология высокоточных резцов
Что такое лазерная резка? Представьте, что солнечный свет фокусируется через лупу, но усиливается в тысячи раз. Лазерный луч, генерируемый из источников СО2, волокна или кристаллов, фокусируется через специализированную оптику в невероятно узкую точку. Эта концентрированная энергия нагревает материалы так точно, что ширина резки может быть меньше, чем человеческий волос.
Процесс начинается с вашего файла дизайна, обычно созданного в программном обеспечении CAD, который передается в компьютерную систему цифрового управления (CNC). Эта автоматизация гарантирует, что каждый рез будет выполнен точно по спецификации, независимо от того, делаете ли вы одну или тысячу деталей. Какой результат? Специализированная лазерная гравировка и резка с консистенцией, которой не могут соответствовать ручные методы.
Кто сегодня использует услуги лазерной резки
Клиенты лазерной резки и гравировки значительно расширились. Производители полагаются на эти магазины для производственных компонентов. Архитекторы заказывают индивидуальные архитектурные элементы. Художники создают сложные скульптуры. Владельцы малого бизнеса производят товар фирменного типа. Даже любители, ищущие услуги лазерной гравировки рядом со мной, теперь имеют доступ к профессиональным результатам.
Если вам нужен один прототип или тысячи идентичных деталей, понимание того, как эти объекты работают, позволяет вам лучше использовать их возможности для конкретных потребностей вашего проекта.
Понимание технологий волоконного и кристаллического лазеров CO2
Теперь, когда вы поняли, что эти объекты предлагают, давайте погрузимся в технологию, которая делает все это возможным. Не все лазеры созданы одинаково и зная разницу между CO2, волокном и кристаллические лазерные системы может сэкономить время, деньги и разочарование при выборе правильного лазерного режущего цеха для вашего проекта.
Подумайте так: выбор типа лазера - это как выбор правильного инструмента из коробки инструментов. Молот отлично подходит для гвоздей, но ужасен для винтов. Точно так же каждая лазерная технология отличается конкретными материалами и применениями. Понимание этих различий помогает эффективно общаться с поставщиками услуг и гарантирует, что ваш проект будет соответствовать оптимальному оборудованию.
CO2-лазеры для органических материалов
Лазеры на CO2 были рабочей лошадью в отрасли на протяжении десятилетий, и не без причины. Эти газовые лазеры работают путем электрической стимуляции смеси газа углекислого газа для получения лазерного луча с высокой длина волны 10,6 микрометра - Я не знаю. Эта более длинная длина волны делает их исключительно эффективными для неметаллических материалов.
Что это значит для ваших проектов? Если вы работаете с деревом, акрилом, стеклом, бумагой, текстилем, кожей или большинством пластмасс, лазер CO2 для режущих машин дает выдающиеся результаты. Из луча делаются чистые разрезы с минимальным угляжением органических материалов, а акриловые работы часто выходят с полированными, глянцевыми краями - отличным показателем для вывесок и дисплеев.
Однако у систем СО2 есть ограничения. Они не справляются с отражающими металлами и требуют большего обслуживания, чем новые альтернативы. Машина для лазерной резки металла с углекислого газа может обрабатывать некоторые металлоконструкции, но она обычно медленнее и менее эффективна, чем альтернативы волокна для этой цели.
Лазерные волокна для доминирования металла
Когда металл - ваш основной материал, услуги по резке волоконным лазером представляют собой золотой стандарт. Эти твердотельные лазеры генерируют свой луч через специально разработанные стеклянные волокна, усиленные насосными диодами, производя длину волны 1,064 микрометра, примерно в десять раз короче, чем CO2 лазеры.
Почему волны имеют значение? Эта более короткая длина волны создает чрезвычайно маленький фокусный диаметр с интенсивностью в 100 раз выше, чем у CO2 лазеров при эквивалентных уровнях мощности. Это обеспечивает более высокую скорость резки, высокую точность и отличную производительность на отражающих материалах, таких как алюминий, латунь и медь, которые создают проблемы для систем СО2.
С практической точки зрения, металлический лазерный резач с использованием волоконной технологии предлагает дополнительные преимущества: минимальные требования к техническому обслуживанию и срок службы, превышающий 25 000 лазерных часов. Для любой лазерной режущей машины для металлических примененийнезависимо от того, является ли она углеродной сталью, нержавеющей сталью или титаномволокно технология обычно дает лучшие результаты.
Специализированный вариант, о котором стоит знать, - это лазер MOPA, который имеет регулируемую продолжительность импульсов. Эта гибкость делает его одним из самых универсальных вариантов для различных применений в рамках одной лазерной машины для резки металлов.
Кристальные лазеры: специалисты по точности
Кристаллические лазеры, включая Nd:YAG (неодимодобированный гранат из итриевого алюминия) и Nd:YVO (неодимодобированный ортованадат из итрия), занимают специализированную нишу. Как и волокнистые лазеры, они производят одну и ту же длину волны 1,064 микрометра, что делает их подходящими для металлов и пластмасс.
Компромисс? Кристаллические лазеры включают накачивающие диоды, которые необходимо заменять после примерно 8 000–15 000 часов работы лазера — значительно раньше, чем срок службы волоконных лазеров. Самим кристаллам также присущ ограниченный срок службы. Хотя такие лазеры способны обеспечивать высокую точность, особенно при маркировке и гравировке, их повышенные требования к техническому обслуживанию и более высокая стоимость компонентов делают их менее распространёнными в универсальных станках для лазерной резки металлов.
Выбор подходящей лазерной технологии для вашего проекта
Выбор соответствующей технологии сводится к сопоставлению требований к обрабатываемому материалу и задаче с возможностями лазера. В приведённой ниже сравнительной таблице указаны ключевые различия:
| Тип лазера | Лучшие материалы | Типичный диапазон толщины | Характеристики скорости | Идеальные применения |
|---|---|---|---|---|
| СО2 | Дерево, акрил, стекло, бумага, текстиль, кожа, пластмассы, фольга | До 25 мм для неметаллов; ограниченная способность обработки металлов | Умеренная; отличное качество лазерного пучка | Изготовление вывесок и дисплеев, гравировка, резка неметаллов, декоративная обработка |
| Волокно | Углеродистая сталь, нержавеющая сталь, алюминий, медь, латунь, титан | Тонкий лист толщиной до 2 дюймов и более в зависимости от размера станка | Быстро; до 100-кратной интенсивности CO₂ при одинаковой мощности | Обработка листового металла, автомобильные детали, промышленные компоненты, отражающие металлы |
| Кристалл (Nd:YAG/Nd:YVO) | Металлы, покрытые металлы, пластики, некоторые керамические материалы | В основном тонкие материалы; ориентировано на маркировку | Высокая точность, но более частое техническое обслуживание | Точная маркировка, гравировка, специализированные промышленные применения |
При консультации с поставщиками услуг лазерной резки волоконным лазером или любыми другими поставщиками уточняйте, какие именно типы лазеров они используют. Компания, предлагающая как CO₂-, так и волоконные лазеры, обеспечивает гибкость при работе с проектами из различных материалов, тогда как специализированные предприятия могут предложить более глубокую экспертизу в конкретных категориях материалов.
Понимание этих технологических основ позволяет принимать обоснованные решения — однако технологии составляют лишь часть уравнения. Не менее важно знать, какие материалы лучше всего подходят для каждого типа лазера и каких результатов можно реально ожидать.
Материалы, которые можно резать в мастерской лазерной резки
Вы выбрали подходящую лазерную технологию — но как быть с материалами? Знание того, какие материалы совместимы с каждой системой, превращает хорошие результаты в исключительные. Давайте рассмотрим категории материалов, с которыми вы столкнётесь, и ожидаемые от них результаты.
Соотношение между типом лазера и материалом определяется не только совместимостью, но и оптимизацией. Волоконный лазер теоретически способен резать дерево, однако он не обеспечит чистоты кромок, которую даёт CO₂-система. Аналогично, попытка резки металла на CO₂-установке приведёт к потере времени и получению низкокачественных результатов. Следующие рекомендации помогут вам подобрать материалы под соответствующую технологию для достижения оптимальных результатов .
Металлы, наиболее эффективно обрабатываемые лазерной резкой
Лазерная резка металлов относится к наиболее сложным областям применения и требует высокомощных волоконных лазеров для достижения наилучших результатов. Хорошая новость заключается в том, что современное оборудование обеспечивает точную обработку впечатляющего спектра металлических материалов — с точностью, недостижимой при использовании традиционных методов.
Сталь и нержавеющая сталь: Эти металлы по-прежнему являются наиболее часто обрабатываемыми. При лазерной резке нержавеющей стали волоконные лазеры обеспечивают чистые, неокисленные кромки — особенно при использовании азота в качестве вспомогательного газа. Углеродистая сталь эффективно режется в широком диапазоне толщин — от тонколистового металла до листов толщиной более одного дюйма.
Алюминий: Лазерная резка алюминия представляет собой уникальную задачу из-за высокой отражательной способности и теплопроводности этого материала. Однако современные волоконные лазерные системы высокой мощности успешно справляются с этими свойствами. Ожидайте несколько более широкую ширину реза по сравнению со сталью, однако качество кромок остаётся превосходным для большинства применений.
Медь и латунь: Ранее эти высокоотражающие материалы создавали серьёзные риски для лазерного оборудования — отражённые лучи могли повредить оптические компоненты. Сегодня специализированные волоконные лазерные системы с соответствующим уровнем мощности надёжно режут оба этих материала, открывая возможности для производства электрических компонентов, декоративных изделий и прецизионных деталей.
Пластики и акрилы для получения чистых кромок
Лазерная резка пластиковых материалов требует тщательного подбора — не все пластики безопасно поддаются лазерной обработке. Понимание того, какие материалы подходят для такой обработки, а какие следует избегать, защищает как ваш проект, так и оборудование.
Акрил (PMMA/плексиглас): Этот материал является бесспорным лидером в области лазерной обработки. Согласно Рекомендациям по обработке ACRYLITE , лазеры на основе CO₂ обеспечивают кромки с эффектом пламенной полировки и точность реза менее 0,005 дюйма/фут. Услуга лазерной резки акрила с использованием соответствующих параметров обеспечивает глянцевые, профессиональные кромки, идеально подходящие для изготовления вывесок, дисплеев и ювелирных изделий.
POM (ацеталь/Делрин): Этот инженерный пластик отлично подходит для функциональных компонентов. Если требуются шестерни, втулки или другие механические детали, POM легко режется и сохраняет размерную стабильность.
Материалы, которые следует избегать: Некоторые распространенные виды пластика представляют серьезную опасность. ПВХ выделяет хлористый газ, образующий соляную кислоту — это приводит к разрушению оборудования и созданию токсичных условий. АБС-пластик выделяет соединения цианида и плавится, а не испаряется. Толстый поликарбонат (Lexan) воспламеняется и сильно обесцвечивается. Любое уважаемое предприятие откажется от обработки этих материалов.
Рекомендации по обработке древесины и композитных материалов
Дерево обеспечивает тепло и универсальность, которые синтетические материалы воспроизвести не могут. Лазеры на основе CO₂ эффективно обрабатывают большинство видов дерева, хотя из-за различий в плотности требуются корректировки параметров.
Натуральные твердые породы дерева: Орех, клён, вишня и дуб дают прекрасные результаты, однако из-за высокой плотности требуют большей мощности и более низких скоростей резки. Кромка при этом темнеет сильнее — однако во многих случаях такой эффект намеренно используется как эстетическая особенность.
Хвойные породы: Бальса, сосна и кедр легко режутся при пониженных значениях мощности. Эти материалы хорошо подходят для прототипирования и проектов, где важнее скорость, чем точность обработки кромки.
Инженерные древесные материалы: Фанера и ДСП требуют осторожности. Клеи, используемые для скрепления этих материалов, при нагреве могут выделять формальдегид и другие соединения. Обеспечение хорошей вентиляции становится обязательным, а качество реза может варьироваться из-за неоднородности клеевого слоя между слоями.
| Категория материала | Распространенные типы | Типичный диапазон толщины | Примечания по качеству реза | Особые соображения |
|---|---|---|---|---|
| Черные металлы | Углеродистая Стааль, Нержавеющая Сталь | толщина от 0,6 мм до 25,4 мм и более (волоконный лазер) | Чистые кромки; азотная подача предотвращает окисление нержавеющей стали | Требуется волоконный лазер; CO₂-лазер неэффективен |
| Цветные металлы | Алюминий, медь, латунь | До 12,7 мм в зависимости от сплава | Хорошее качество кромок; увеличенная ширина реза при обработке алюминия | Высокая отражательная способность требует специализированных волоконных систем |
| Акриловые | Полиметилметакрилат (PMMA), плексиглас, литой акрил | До 25,4 мм при соответствующей мощности лазера | Кромки с эффектом пламенной полировки; превосходная прозрачность | Предпочтительно использовать CO2-лазер; маскировка предотвращает повреждение поверхности |
| Инженерные пластики | POM/Делрин, Майлар | До 0,5 дюйма | Чистые резы, подходящие для функциональных деталей | Уточните состав материала; избегайте ПВХ и АБС |
| Натуральные древесные породы | Дуб, клён, орех, сосна, бальса | Обычно до 0,75 дюйма | Характерные обугленные кромки; зависят от плотности материала | Легковоспламеняющийся материал; не оставляйте без присмотра |
| Искусственная древесина | Фанера, ДСП, твердая древесноволокнистая плита | До 0,5 дюйма | Переменная величина из-за клеевых слоёв | Токсичные пары от связующих веществ; требуется отличная вентиляция |
| Ткани | Хлопок, войлок, джинсовая ткань, полиэстер | Один слой или лёгкие стопки | Натуральные волокна режутся чисто; синтетические материалы запаивают края | Пожароопасность при работе с натуральными волокнами; полиэстер обеспечивает края без осыпания нитей |
| Бумага/картон | Картон, гофрированный картон, картонная плита | До 0,25" | Отличная способность передавать детали | Высокий риск возгорания; необходимо поддерживать воздушную подачу и осуществлять надзор |
После уточнения выбора материала вы готовы перейти к следующему важнейшему этапу — правильной подготовке файлов с вашим дизайном. Даже идеальный выбор материала не компенсирует ошибки при подготовке файлов, которые задерживают проекты и увеличивают затраты.
Подготовка проектных файлов к успешному лазерной резке
Вы выбрали материал и определились с подходящей лазерной технологией для вашего проекта. Теперь наступает этап, на котором часто допускают ошибки новички — подготовка файлов. Даже самое современное лазерное или ЧПУ-оборудование может обрабатывать только то, что вы ему предоставите, а некорректно подготовленные файлы приводят к задержкам, ошибкам резки и потере материалов.
Представьте свой файл с дизайном как набор инструкций. Если в этих инструкциях содержатся ошибки, неоднозначности или проблемы с форматированием, станок интерпретирует их буквально — зачастую с разочаровывающими результатами. Хорошая новость заключается в том, что большинство проблем, связанных с подготовкой файлов, полностью избежимы, если вы понимаете, какие именно требования предъявляют к вашим дизайнам службы лазерной резки.
Форматы файлов, принимаемые всеми лазерными мастерскими
Лазерные резаки работают с векторными файлами, а не растровыми изображениями. Почему? Векторные файлы используют математические траектории для определения форм, что позволяет масштабировать их бесконечно без потери качества. Растровое изображение (например, JPEG или PNG) состоит из пикселей, которые размываются при увеличении и не обеспечивают точных траекторий резки, требуемых станками.
Большинство высокоточных лазерных резальных предприятий принимают следующие стандартные форматы:
- DXF (Drawing Exchange Format): Универсальный стандарт для CAD-файлов — практически каждая мастерская принимает этот формат без проблем конвертации
- AI (Adobe Illustrator): Файлы в нативном формате Adobe Illustrator хорошо подходят, особенно для дизайнов, включающих художественные элементы
- SVG (масштабируемая векторная графика): Открытый формат, сохраняющий векторную целостность при использовании в различных программных платформах
- PDF (портативный формат документов): Принимается при наличии векторного графического контента, хотя некоторые мастерские предпочитают специализированные CAD-форматы
- DWG (AutoCAD Drawing): Нативный формат AutoCAD, широко используемый в инженерных и архитектурных приложениях
Если вы сомневаетесь, DXF остаётся самым безопасным выбором. Согласно Рекомендациям SendCutSend проверка размеров после преобразования из растровых форматов является обязательной — печать вашего дизайна в масштабе 100 % помогает убедиться, что все элементы имеют правильные размеры до отправки.
Ошибки в оформлении макета, приводящие к задержке вашего проекта
Даже опытные дизайнеры допускают ошибки при подготовке файлов. Знание наиболее распространённых ошибок позволяет избежать многократных доработок, которые замедляют производство и увеличивают затраты.
Вот ошибки, которые чаще всего вызывают проблемы:
- Разомкнутые контуры: Каждая фигура должна образовывать полный замкнутый контур. Незамкнутые контуры вызывают сбои в работе лазерных станков — система не может определить, где заканчивается внутренняя область и начинается внешняя. Как Отмечает Кирмелл , любой незамкнутый контур может привести к неполной или неточной резке
- Перекрывающиеся или дублирующиеся линии: Когда две линии совпадают по положению, лазер может пройти по этому участку дважды, чрезмерно прожигая материал или создавая пропил шире требуемого
- Неправильный масштаб или единицы измерения: Дизайн размером 10 мм в вашем программном обеспечении может быть интерпретирован системой резки как 10 дюймов. Всегда проверяйте, что в вашем файле используются согласованные единицы измерения и что они соответствуют требуемым физическим размерам
- Отсутствующие допуски: Лазерная резка обеспечивает выдающуюся точность — обычно ±0,1 мм — однако производство без чёткого указания критически важных размерных требований приводит к изготовлению деталей, которые неправильно устанавливаются в сборочные узлы
- Активные текстовые поля: Текст, который не был преобразован в контуры (или «разгруппирован» в некоторых CAD-программах), может отображаться некорректно или вообще не подвергаться резке. Наведите курсор на текстовые элементы: если они остаются редактируемыми, их необходимо преобразовать в векторные фигуры
- Встроенные растровые изображения: Фоновые изображения или не векторная графика, встроенные в ваш файл, будут либо проигнорированы, либо вызовут ошибки обработки
- Невыполнимо мелкие элементы: Детали, размер которых меньше ширины пропила лазера, не могут быть точно вырезаны. Окружности, текст или сложные узоры, размеры которых ниже минимальных пороговых значений, приводят к обгоранию или полному отсутствию этих элементов
Подготовка файлов для успешного первого запуска
Правильная подготовка превращает ваш дизайн в детали, вырезанные на лазерном станке, которые точно соответствуют вашему замыслу. Следуйте этим рекомендациям, чтобы услуги по лазерной резке могли обработать ваши файлы без запросов на внесение правок.
Убедитесь, что каждый контур замкнут: Используйте инструменты анализа контуров в вашем программном обеспечении для выявления разрывов. В Illustrator команда «Соединить» соединяет открытые конечные точки. Большинство CAD-программ включают аналогичные функции проверки.
Удалите всю дублирующуюся геометрию: Перекрывающиеся линии часто возникают при копировании и вставке или при импорте файлов из других программ. Выполните в вашем программном обеспечении функции очистки или объединения, чтобы устранить избыточность.
Преобразуйте текст в контуры: Перед экспортом выделите все текстовые элементы и преобразуйте их в векторные контуры. В Illustrator это означает команду «Создать контуры». Пользователи SolidWorks могут экспортировать файлы без опасений — большинство систем автоматически игнорируют водяные знаки «Student Version».
Учитывайте ширину реза: Лазерный луч удаляет материал при резке, обычно на 0,1–0,4 мм в зависимости от материала и настроек мощности. Для точной подгонки смещайте линии реза на половину ожидаемой ширины пропила (керфа). Многие мастерские предоставляют конкретные значения ширины керфа по запросу.
Проверьте наличие изолированных вырезов: Внутренние элементы, не соединённые с основным контуром, выпадут во время резки и не могут быть сохранены. Если такие элементы необходимы, добавьте небольшие мостки (якорные перемычки), чтобы зафиксировать их на месте, или отправьте их как отдельные детали.
Четко указывайте допуски: Для обеспечения высокой точности лазерной резки по критическим размерам укажите конкретные требования к допускам в файле чертежа или в примечаниях к заказу. Стандартная точность составляет около ±0,1 мм, однако указание наиболее важных размеров помогает операторам сосредоточить внимание на тех участках, где требуется максимальная точность.
Проверьте размеры кросс-верификацией: Распечатайте свой чертёж в масштабе 1:1 и измерьте ключевые параметры штангенциркулем или линейкой. Этот простой шаг позволяет выявить ошибки масштабирования до того, как они приведут к дорогостоящим последствиям.
Профессиональный совет: многие службы лазерной резки предлагают проверку файлов до начала производства. Воспользуйтесь этой возможностью — быстрая предварительная проверка позволяет выявить проблемы, которые в противном случае потребовали бы дорогостоящего повторного изготовления.
У вас уже готовы правильно подготовленные файлы, и вы можете рассчитывать на получение качественного результата. Но как лазерная резка соотносится с альтернативными технологиями? Понимание областей, в которых этот процесс особенно эффективен, а также тех случаев, когда другие методы могут оказаться более подходящими, поможет вам принимать наиболее обоснованное решение для каждого проекта.
Лазерная резка против гидроабразивной резки, плазменной резки и фрезерования на станках с ЧПУ
Ваши конструкторские файлы готовы, и вы знаете, какие материалы лучше всего подходят для лазерной обработки. Однако стоит задать себе важный вопрос: действительно ли лазерная резка является оптимальным выбором для вашего конкретного проекта? Иногда ответ однозначно положительный — в других случаях альтернативные технологии обеспечивают лучший результат по более низкой стоимости.
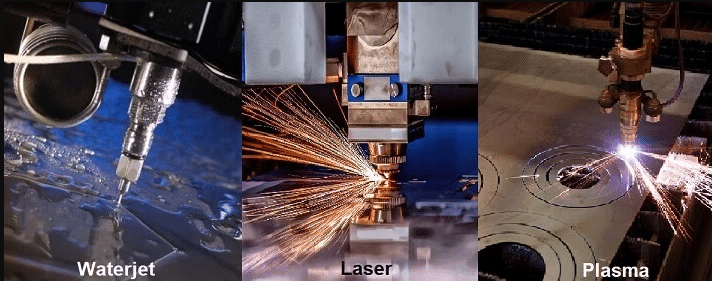
Выбор неправильного метода резки может обойтись вам в тысячи долларов из-за потраченного впустую материала и утраченного времени. Независимо от того, управляете ли вы металлообрабатывающей мастерской или заказываете нестандартные детали для хобби-проекта, правильное соответствие технологии резки вашим конкретным требованиям имеет решающее значение. Рассмотрим, как ЧПУ-лазерная резка соотносится с тремя основными альтернативами: гидроабразивной, плазменной и фрезерной обработкой на станках с ЧПУ.
| ТЕХНОЛОГИЯ | Уровень точности | Скорость | Совместимость материала | Качество кромки | Факторы стоимости | Лучшие варианты использования |
|---|---|---|---|---|---|---|
| Лазерная резка | ±0,001 мм до ±0,1 мм; отлично подходит для тонких деталей | Высокая скорость при резке тонких материалов; замедляется при увеличении толщины | Металлы, пластики, древесина, текстиль; ограничения при резке толстых или зеркально отражающих материалов без волоконного лазера | Чистые, гладкие кромки; минимальная необходимость последующей обработки | Умеренная стоимость оборудования; высокая эффективность при серийной резке тонкого листового проката | Сложные конструкции, тонколистовой металл, прецизионные детали, электроника, рекламные изделия |
| Водоструйный | типичная точность ±0,1 мм; отлично подходит для толстых материалов | Медленнее лазерной и плазменной резки; в 3–4 раза медленнее плазменной резки стали толщиной 1 дюйм | Практически любой материал, включая камень, стекло, композиты; до 24 дюймов толщины при черновой резке | Атласно-гладкая поверхность; отсутствие зон термического влияния | Более дорогостоящее оборудование (~195 000 долл. США против 90 000 долл. США для плазменного); более высокие эксплуатационные расходы | Теплочувствительные материалы, толстые заготовки, камень/стекло, компоненты для аэрокосмической промышленности |
| Плазма | Менее точен по сравнению с лазерной резкой; подходит для конструкционных работ | Самый быстрый на толстых проводящих металлах | Только токопроводящие металлы (сталь, алюминий, медь) | Оставляет шлак/шлаковые включения; зачастую требует дополнительной отделки | Самые низкие капитальные и эксплуатационные затраты | Конструкционная сталь, тяжёлая техника, судостроение, работа с толстыми листами |
| Фрезерование на CNC | ±0,01 мм; исключительно подходит для сложной трёхмерной геометрии | В целом медленнее; удаление материала происходит постепенно | Металлы, пластики, древесина, композиты; хорошо справляется с толстыми и плотными материалами | Гладкая отделка; может потребоваться шлифовка или полировка | Более высокие первоначальные инвестиции; экономически эффективно для точных 3D-деталей | Сложные 3D-детали, аэрокосмическая промышленность, медицинские устройства, обработка толстых материалов |
Когда лазерная резка превосходит альтернативы
Технология лазерных станков с ЧПУ проявляет свои лучшие качества, когда пересекаются точность и скорость. Согласно Сравнительным исследованиям компании Makera , лазерная резка обеспечивает допуски до ±0,001 мм — что делает её идеальной для применений, требующих тонкой детализации и острых кромок. Речь идёт, например, о компонентах ювелирных изделий, корпусах электроники, нестандартных вывесках и сложных декоративных работах.
Сфокусированный лазерный луч создаёт исключительно чистые кромки, которые зачастую не требуют дополнительной отделки. Для тонкого листового металла и детальных узоров лазерная резка металла даёт результаты, недостижимые при плазменной резке. Лучшим лазером для резки тонких материалов, как правило, считается лазерный станок, когда решающее значение имеют качество кромки и точность.
Преимущества в скорости становятся особенно заметными при работе с тонкими материалами и сложными конструкциями. Там, где фрезерование на станках с ЧПУ удаляет материал постепенно (что является трудоёмким процессом при обработке сложных двухмерных контуров), лазерная резка металла происходит практически мгновенно вдоль траектории реза. Высокий объём производства с жёсткими сроками поставки значительно выигрывает от этой эффективности.
Однако у лазерной резки существуют практические ограничения. Тестирование в отрасли подтверждается, что лазеры испытывают трудности при обработке поверхностей толщиной более одного дюйма — а тепло, выделяемое в процессе резки, может вызывать следы обгорания или термические напряжения, требующие дополнительной отделки для некоторых материалов.
Гидроабразивная резка против лазерной резки для толстых материалов
Когда толщина материала увеличивается или возникает проблема теплочувствительности, гидроабразивная резка становится привлекательной альтернативой. Этот «холодный» способ резки использует воду под высоким давлением (часто с добавлением абразивных частиц) для разрезания материалов без образования зон термического влияния.
Универсальность поразительна. Согласно техническому сравнению Flow Waterjet, абразивная гидроабразивная резка позволяет обрабатывать практически любой материал — металл, камень, стекло, композиты и даже пищевые продукты — при толщине до 24 дюймов для черновой резки. Ни одна другая технология резки не обеспечивает такой гибкости в работе с материалами.
Для термочувствительных применений выбор становится очевиднее. Лазерная резка создаёт концентрированную тепловую энергию, способную деформировать тонкие материалы или формировать зоны закалки в металлах. Гидроабразивная резка обеспечивает шелковисто-гладкий край без тепловых искажений, поэтому её предпочитают при изготовлении аэрокосмических компонентов, медицинских устройств и изделий из материалов, у которых должны сохраняться исходные металлургические свойства.
Компромисс? Скорость и стоимость. Испытания показывают, что плазменная резка стали толщиной 1 дюйм выполняется примерно в 3–4 раза быстрее, чем гидроабразивная, а эксплуатационные расходы составляют приблизительно половину стоимости на погонный фут. Полные гидроабразивные системы стоят около 195 000 долларов США по сравнению с 90 000 долларов США за сопоставимые плазменные установки. Для большинства мастерских по металлообработке, специализирующихся на стали и алюминии, плазменная или лазерная резка зачастую обеспечивает более высокую отдачу от инвестиций — однако гидроабразивная резка остаётся незаменимой благодаря своим уникальным возможностям.
Выбор правильной технологии для вашего проекта
После анализа этих технологий становится очевидным один факт: не существует единого «лучшего» метода резки. Каждый из них превосходит остальные в определённых сценариях.
Выбирайте лазерную и ЧПУ-лазерную резку, когда:
- Требуются сложные конструкции с мелкими деталями на тонких материалах
- Качество кромки имеет значение, и вы хотите минимизировать последующую обработку
- Высокая скорость производства на листовых материалах является приоритетом
- Требуются малые допуски (±0,1 мм или меньше)
Выбирайте водоструйную резку, если:
- Материал не допускает воздействия тепла (сплавы для авиакосмической промышленности, термообработанные металлы)
- Вы режете неметаллические материалы, такие как камень, стекло или композиты
- Толщина превышает один дюйм
- Зоны термического воздействия недопустимы для вашего применения
Выберите плазменную резку, когда:
- Толстые проводящие металлы (сталь, алюминий, медь) преобладают в вашей работе
- Ограничения бюджета важнее качества обработки кромок
- Скорость резки толстолистового материала важнее требований к точности
- Ищу плазменную резку поблизости с быстрым выполнением работ по металлоконструкциям
Выберите фрезерование на станке с ЧПУ, когда:
- Требуются сложные трёхмерные формы
- Плотные или толстые материалы нуждаются в точной механической обработке
- Требования к качеству поверхности предполагают дополнительную отделку после резки
- В приложениях требуется удаление материала из массивных заготовок, а не резка листового проката
Многие успешные цеха по металлообработке со временем интегрируют несколько технологий — и на то есть веские причины. Логично начать с системы, которая решает ваши наиболее типовые задачи, однако расширение возможностей со временем позволяет удовлетворять более широкий спектр потребностей клиентов.
Понимание того, какая технология подходит для вашего проекта, — лишь одна часть головоломки. Не менее важно знать реальную стоимость этих услуг и принципы их ценообразования — тема, которая зачастую вызывает раздражение у заказчиков, впервые обращающихся за прозрачностью.
Стоимость лазерной резки и факторы ценообразования
Если вы когда-либо искали лазерную резку поблизости и разочаровались из-за расплывчатой информации о ценах, вы не одиноки. В отличие от покупки готового изделия, стоимость лазерной резки варьируется в очень широких пределах в зависимости от десятков параметров — и большинство поставщиков намеренно не публикуют фиксированные прайс-листы.
Понимание факторов, определяющих итоговую цену, позволяет принимать более обоснованные решения, оптимизировать конструкции с учётом экономической эффективности и грамотно взаимодействовать при запросе коммерческого предложения на лазерную резку. Давайте подробно рассмотрим ключевые факторы, влияющие на вашу итоговую стоимость.
Что определяет вашу итоговую цену
Каждый проект лазерной резки уникален, однако расчёт стоимости подчиняется предсказуемым закономерностям. Согласно анализу ценовой политики Komacut, основными факторами являются тип материала, его толщина, сложность конструкции, продолжительность резки, трудозатраты и процессы отделки. Ниже приведено, как каждый из этих элементов влияет на стоимость лазерной резки:
- Тип и стоимость материала: Разные материалы имеют разную базовую стоимость: нержавеющая сталь дороже углеродистой стали, а специальные сплавы стоят премиально. Стоимость сырья составляет основу любой сметы
- Толщина материала: Более толстые материалы требуют больше энергии, более низких скоростей резки и вызывают повышенный износ оборудования. Деталь из стали толщиной 1 мм может быть вырезана за одну–три секунды, тогда как более толстые заготовки требуют значительно больше времени и энергопотребления
- Сложность дизайна: Сложные узоры с множеством вырезов требуют большего числа точек пробоя — каждая из которых увеличивает время резки. Согласно отраслевым данным, увеличение числа точек пробоя и удлинение траектории резки напрямую повышают себестоимость за счёт увеличения времени работы станка
- Общая длина траектории резки: Лазер должен пройти по каждой линии вашего чертежа. Чем больше резов — тем больше времени требуется, а время — это деньги, поскольку стоимость эксплуатации оборудования составляет 60–100+ долларов США в час
- Требования к дополнительной отделке: Удаление заусенцев, полировка, шлифовка, порошковое покрытие или сборочные операции добавляют трудозатраты, время работы оборудования и расход материалов к общей стоимости
- Время выполнения: Срочные заказы обычно влекут надбавки в размере 20–50 % за выполнение в тот же день или в выходные дни. Стандартные сроки изготовления позволяют сохранить более низкую стоимость.
Полезный совет по проектированию: сокращение количества вырезов и упрощение геометрии могут значительно снизить ваши затраты без ущерба для функциональности.
Стоимость прототипа по сравнению с экономией при серийном производстве
Один из наиболее частых вопросов, который задают клиенты: почему стоимость одного прототипа на единицу так сильно превышает стоимость единицы при серийном производстве? Ответ кроется в том, как затраты распределяются в зависимости от объёма.
Каждая лазерная резка сопряжена с фиксированными затратами на подготовку вне зависимости от объёма заказа — подготовка файлов, программирование станка, загрузка материала и проверка качества выполняются как при изготовлении одной детали, так и при выпуске тысячи деталей. При заказе одного прототипа вы берёте на себя 100 % этих затрат на подготовку. При заказе 100 деталей те же затраты на подготовку распределяются между всеми единицами.
Экономика работает следующим образом:
- Прототипные партии (1–10 шт.): Затраты на настройку доминируют в вашей цене за единицу продукции. Ожидайте более высоких ставок за лазерную резку на деталь, но меньших общих инвестиций в проект для проверки концепций
- Мелкосерийное производство (10–100 шт.): Затраты на настройку начинают распределяться значимым образом. Этот оптимальный объём часто оправдан при выпуске ограниченных серий, специализированных компонентов или тестировании на рынке
- Объём производства (100+ шт.): Постоянные затраты на единицу продукции становятся пренебрежимо малыми. Эффективность использования материала повышается за счёт оптимизированной укладки деталей, а производственные цеха могут предоставлять скидки по объёму как на машинное время, так и на материалы
Эффективная укладка — размещение деталей максимально близко друг к другу на листах материала — становится всё более ценной при увеличении объёмов производства. Согласно отраслевым передовым практикам, современное программное обеспечение для укладки минимизирует отходы материала, сокращает время резки и значительно снижает себестоимость одной детали при серийном производстве.
Многие службы лазерной резки рядом со мной и в отрасли в целом не устанавливают минимальных объемов заказов, что делает прототипирование доступным. Однако понимание структуры цен помогает реалистично планировать бюджет на различные этапы проекта.
Быстрое получение точных коммерческих предложений
Готовы получить точные расчёты для своего проекта? Большинство мастерских предлагают системы мгновенного расчёта стоимости лазерной резки через свои веб-сайты, однако точность автоматизированных расчётов во многом зависит от предоставленной вами информации. Вот как упростить этот процесс:
- Предоставьте чистые и правильно оформленные файлы: Файлы формата DXF с замкнутыми контурами и корректными размерами позволяют системам автоматического расчёта точно определить время резки. Ошибки приводят к задержкам из-за необходимости ручной проверки.
- Укажите точные материалы: указания «сталь» недостаточно — укажите марку (нержавеющая сталь 304, конструкционная сталь А36 и т. д.), толщину, а также любые специальные требования, например, предварительную обработку или сертификаты.
- Чётко определите объёмы: Укажите потребности в прототипах и предполагаемые объёмы серийного производства. Некоторые мастерские предоставляют градуированную систему ценообразования, показывающую, как стоимость снижается при достижении различных пороговых значений объёмов.
- Обратите внимание на все требования к отделке: Дополнительные операции, такие как зачистка заусенцев, гибка, сварка или нанесение покрытия, влияют на общую стоимость. Указание этих операций заранее предотвращает неожиданные доплаты в дальнейшем
- Сообщите о своих ожиданиях по срокам: Стандартные сроки выполнения позволяют сохранить более низкую стоимость. Если вам требуется ускоренная доставка, сообщите об этом заблаговременно, чтобы поставщики могли соответствующим образом рассчитать цену
При сравнении коммерческих предложений от нескольких поставщиков убедитесь, что вы оцениваете эквивалентные технические характеристики. Значительно более низкая цена может свидетельствовать о применении материалов иного сорта, иных допусков или исключении этапов отделки. Задайте уточняющие вопросы до принятия окончательного решения — прозрачные поставщики приветствуют такой диалог.
Понимание основ ценообразования позволяет точно планировать бюджет и оптимизировать конструкции с учётом экономической эффективности. Однако стоимость — лишь один из факторов: знание отраслей, в которых применяются эти услуги, и способов использования данной технологии может вдохновить вас на новые решения в ваших собственных проектах.

Отрасли и сферы применения, использующие лазерную резку
Теперь, когда вы понимаете динамику ценообразования, давайте рассмотрим, где эта технология фактически применяется. От заводских цехов, выпускающих тысячи автомобильных компонентов, до гаражных мастерских, создающих уникальные художественные изделия, лазерная резка находит применение в исключительно широком спектре областей. Изучение того, как различные отрасли используют эти возможности, может вдохновить вас на собственные проекты.
Универсальность промышленной лазерной резки выходит далеко за рамки того, что представляют себе большинство людей. Согласно отраслевым исследованиям компании Accurl, лазерные технологии трансформировали такие сферы, как авиа- и космическое машиностроение и ювелирное дело — каждая из которых предъявляет свои требования к точности, материалам и объёмам производства.
Автомобильная и транспортная отрасли
Когда речь заходит о лазерной резке металлов в действии, автомобильная промышленность представляет собой одну из самых требовательных областей её применения. Здесь высокая точность и стабильность параметров не являются опциональными — они являются обязательными требованиями, напрямую влияющими на безопасность и эксплуатационные характеристики транспортных средств.
Современное производство транспортных средств в значительной степени зависит от лазерной резки листового металла для компонентов, которые должны соответствовать строгим допускам при каждом отдельном изготовлении. Лазерный станок для резки листового металла обрабатывает всё — от конструктивных элементов до декоративных деталей отделки:
- Компоненты шасси: Усиления рамы, поперечные элементы и конструктивные кронштейны, требующие стабильной размерной точности на тысячах единиц продукции
- Панели кузова: Обшивки дверей, детали крыльев и внутренние элементы отделки, где качество кромки влияет на точность подгонки и внешний вид
- Детали системы выхлопа: Теплоизоляционные экраны, монтажные кронштейны и трубчатые детали, вырезанные из нержавеющей стали
- Элементы подвески: Элементы рычагов подвески, опоры пружин и кронштейны регулировки сжатия, требующие высокой точности размеров
- Детали моторного отсека: Крышки клапанов, впускные коллекторы и кронштейны для вспомогательного оборудования, вырезанные из алюминиевых сплавов
Сектор железнодорожного и городского транспорта также получает выгоду от лазерной резки листового металла при изготовлении компонентов поездов, частей трамваев и элементов инфраструктуры. Согласно Анализу отрасли компании SENFENG высокопрочная сталь и алюминиевые сплавы, обрабатываемые с помощью волоконно-лазерных систем, обеспечивают надежность и безопасность, требуемые в этих областях применения.
От прототипов до серийного производства
Особую ценность лазерной резки в различных отраслях промышленности определяет её масштабируемость: та же технология, которая используется для изготовления одного прототипа, может быть масштабирована для выполнения серийных заказов в тысячи единиц.
Аэрокосмическая и оборонная промышленность: Ни одна отрасль не предъявляет столь высоких требований к точности, как аэрокосмическая. Услуги лазерной резки труб позволяют изготавливать конструктивные элементы, компоненты корпусов двигателей и кронштейны для летательных аппаратов из титана, стали повышенной прочности и специальных алюминиевых сплавов. Способность данной технологии сохранять прочность материала в процессе резки имеет первостепенное значение, поскольку детали должны функционировать в экстремальных условиях.
- Конструкционные кронштейны и усиливающие элементы для летательных аппаратов
- Компоненты корпусов двигателей
- Детали спутников и космических аппаратов
- Броневые плиты и компоненты для военной бронетехники
Электроника и корпуса: Тенденция миниатюризации в электронике требует режущих способностей, которые соответствуют уменьшающимся размерам компонентов. Лазерные системы создают точные вырезки для вентиляции, монтажа отверстий и кабельного маршрутизации в стойках серверов, панелях управления и корпусах потребительских устройств.
- Оборудование для центров обработки данных и компоненты серверных стеллажей
- Изрезы для панели управления переключателей и дисплеев
- Компоненты электромагнитного экранирования
- Сборки теплоотводов
Рекламные щиты и стенды: Рекламная индустрия использует лазерную резку для создания привлекательных размеров вывесок. На телеграммах, металлических логотипах, световых панелях и декоративных дисплеях используется технология, позволяющая обрабатывать сложные узоры с чистыми краями. По словам специалистов отрасли, лазеры из волокон малой и средней мощности (1000 - 3000 Вт) обеспечивают точность, необходимую для сложных шрифтов и детальной графики.
Архитектурные элементы: Современная архитектура все чаще включает в себя пользовательские металлические декоративные экраны, перила, фасадные панели и внутренние перегородки, которые превращают функциональные элементы в заявления о дизайне. Нержавеющая сталь, медь и алюминиевые листы превращаются в сложные узоры, которые определяют современные пространства.
Креативные и художественные проекты лазерного резки
Вот где всё становится интересным для отдельных создателей. Услуга лазерной резки для любителей открывает возможности, которые когда-то были зарезервированы для промышленных производителей, и применения ограничены только воображением.
Согласно Документация проекта Full Spectrum Laser , любителей и художников используют лазерные технологии в широком спектре творческих применений:
- Ювелирные изделия и аксессуары: Сложные серьги, подвески и декоративные изделия, вырезанные из акрила, дерева или тонких металлов
- Домашний декор: Например, настенные рисунки, слоистые скульптуры, индивидуальные подарки и функциональные предметы, такие как подставки и подносы.
- Моделирование: Архитектурные модели, миниатюрные игровые площадки и масштабные реплики с точными деталями
- Элементы мебели: Индивидуальные ручки для выдвижных ящиков, декоративные вставки и конструктивные элементы для проектов мастеров
- Предметы для мероприятий и свадеб: Таблички с именами гостей, украшения для торта, индивидуальные приглашения и памятные изделия
Сообщество мастеров особенно активно использует лазерные системы CO₂ для обработки дерева, акрила и кожи. Эти материалы легко режутся с минимальной необходимостью последующей обработки, что делает их идеальными для проектов — от простых прототипов до готовых изделий, предназначенных для продажи.
Что отличает результаты профессионального уровня от любительских попыток, зачастую определяется пониманием свойств материалов и правильной подготовкой файлов — знания, которые вы уже получили в предыдущих разделах данного руководства.
Независимо от того, являетесь ли вы производителем, стремящимся к возможностям масштабного производства, или хоббистом, исследующим творческие возможности, одна и та же базовая технология служит обеим этим целям. Ключевое различие заключается в поиске поставщика услуг, чьё оборудование, экспертиза и стандарты качества соответствуют вашим конкретным требованиям — тема, заслуживающая детального изучения до размещения любого заказа.
Как выбрать правильного поставщика услуг лазерной резки
Вы ознакомились с лазерными технологиями, материалами, подготовкой файлов и факторами стоимости. Теперь наступает решающий этап, объединяющий все аспекты: выбор поставщика услуг, способного действительно обеспечить результаты, соответствующие вашим ожиданиям. Этот выбор влияет на всё — от качества изделий до сроков реализации проекта: сделайте правильный выбор — и ваше производство будет проходить гладко; ошибитесь — и вам придётся столкнуться с задержками, переделками и разочарованием.
Поиск услуг лазерной резки металла, соответствующих вашим конкретным потребностям, требует больше, чем быстрый поиск в интернете по запросу «лазерная резка рядом со мной». Оценка потенциальных поставщиков предполагает тщательное рассмотрение их технических возможностей, систем обеспечения качества и практик взаимодействия. Давайте рассмотрим системный подход к отбору потенциальных партнёров.
Оценка технологических возможностей и способности обрабатывать различные материалы
Не каждая мастерская лазерной обработки использует одинаковое оборудование или обслуживает одни и те же рынки. Согласно данным California Steel Services, первый шаг при выборе любого поставщика — убедиться, что он действительно может работать с требуемым вами материалом: разные компании специализируются на резке различных материалов — от металлов и пластиков до дерева и стекла.
При оценке услуг CNC-лазерной резки изучите подробные характеристики их оборудования:
- Тип и мощность лазера: Используют ли они CO₂-лазеры, волоконные лазеры или оба типа? Волоконные лазеры повышенной мощности (в диапазоне 6–12 кВт) способны резать более толстые металлы и отражающие материалы, с которыми не справляются системы меньшей мощности.
- Размер рабочего стола и его грузоподъёмность: Более крупные столы позволяют размещать более крупные детали и обеспечивают более эффективную укладку заготовок при серийном производстве. Некоторые услуги по высокоточной лазерной резке используют столы длиной более 25 футов
- Технические характеристики точности: Надежные поставщики публикуют свои допуски — для высокоточных работ ищите возможности в пределах ±0,0005 дюйма
- Диапазон толщины материала: Уточните, могут ли они обрабатывать конкретную толщину листа или проката (калибр), а не только тип материала
Сервис лазерной резки стали может демонстрировать высокое мастерство при работе с углеродистой сталью, но не иметь опыта резки нержавеющей стали или алюминиевых сплавов. Аналогично, специализированная компания, ориентированная на лазерную резку труб, обладает узкоспециализированными компетенциями при обработке круглых, квадратных и прямоугольных труб, которые недоступны предприятиям, оснащённым исключительно плоскими станками. Уточняйте напрямую опыт работы с вашим конкретным типом материала — выбор поставщика с подтверждённой экспертизой обеспечивает лучшие результаты.
Значение сертификатов для обеспечения качества
Обеспечение качества отличает профессиональных поставщиков услуг лазерной резки металлов от мастерских, которые просто владеют лазерным оборудованием. Согласно руководству Wrightform по оценке поставщиков, вопросы о процессах контроля качества позволяют понять, насколько серьёзно поставщик относится к точности геометрических размеров, проверке материалов и стабильности характеристик изготавливаемых деталей.
Для промышленных применений — в частности, в автомобильной, авиакосмической и медицинской отраслях — сертификаты служат объективным подтверждением эффективности систем обеспечения качества:
- IATF 16949: Стандарт автомобильной отрасли, подтверждающий наличие комплексной системы менеджмента качества. Такие производители, как Shaoyi (Ningbo) Metal Technology именно поэтому поддерживают данный сертификат: клиенты из автомобильной отрасли, заказывающие шасси, подвески и несущие компоненты, требуют подтверждённых процессов обеспечения качества
- ISO 9001: Базовый сертификат менеджмента качества, подтверждающий наличие документированных процедур и практик непрерывного улучшения
- AS9100: Специализированный сертификат для аэрокосмической отрасли, обязательный для поставщиков компонентов в сфере обороны и авиации
- ISO 13485: Сертификат для производителей медицинских изделий с жёсткими требованиями к прослеживаемости
Почему сертификаты имеют практическое значение? Они свидетельствуют о том, что поставщик соблюдает документированные процедуры контроля, использует аттестованное оборудование и может продемонстрировать прослеживаемость на всех этапах производства. Для критически важных применений сотрудничество с сертифицированными производителями устраняет неопределённость относительно того, будут ли детали постоянно соответствовать заданным техническим требованиям.
Помимо сертификатов, уточните конкретные меры контроля качества: проводятся ли измерительные проверки геометрических параметров? Какое измерительное оборудование используется? Как осуществляется верификация материалов? Прозрачные поставщики приветствуют такие вопросы; уклончивые ответы могут указывать на потенциальные пробелы в системе качества.
Вопросы, которые следует задать перед размещением заказа
Прежде чем заключать договор с любым поставщиком, соберите всю необходимую информацию для принятия обоснованного решения. Воспользуйтесь этим пошаговым контрольным списком для систематической оценки потенциальных партнёров:
- Подтвердите совместимость материалов и наличие опыта: "Какие материалы вы регулярно обрабатываете и какие толщины можете обрабатывать для [вашего конкретного материала]?" Обращайте внимание на поставщиков с подтверждённым опытом работы с вашим типом материала — а не только с теоретической возможностью
- Проверьте технические характеристики оборудования: "Какие типы лазеров вы используете и какая у них мощность?" При обработке металлов волоконные лазеры мощностью 6 кВт и выше свидетельствуют о высоком уровне производственных возможностей. Некоторые поставщики, например California Steel Services, используют волоконные лазеры мощностью от 6 до 12 кВт с точностью ±0,0005 дюйма
- Уточните сроки выполнения заказов: "Какой стандартный срок исполнения заказа и предоставляются ли ускоренные варианты?" Производственные мощности значительно различаются: одни цеха способны выполнить срочные заказы в течение нескольких дней, тогда как другим требуется несколько недель
- Ознакомьтесь с сертификатами качества: "Какие сертификаты вы имеете и можете ли вы предоставить документацию?" Для автомобильных приложений сертификация IATF 16949как та, которую поддерживает Shaoyi для быстрого прототипирования и автоматизированного производствадемонстрирует качественную инфраструктуру, требуемую серьезными проектами
- Оценить наличие поддержки проектирования: "Вы предлагаете помощь в проверке файлов или оптимизации дизайна?" Согласно лучшим отраслевым практикам, компании, предлагающие помощь в проектировании, могут помочь усовершенствовать проекты и избежать дорогостоящих ошибок
- Уточнить дополнительные возможности сервиса: "Вы занимаетесь вторичными операциями, такими как очистка, изгиб, отделка или сборка?" Поставщики с единым прицепом упрощают логистику и обеспечивают согласованность на всех этапах производства
- Оценка оперативности коммуникации: "Какой у вас обычный срок обработки?" Поставщики, предлагающие быстрые ответынекоторые предоставляют предложения в течение 12 часовпродемонстрируют ориентацию на клиента, которая обычно распространяется на протяжении всего проекта
- Проверка масштабируемости: "Вы можете обрабатывать как количество прототипов, так и объемы производства?" Гибкие поставщики обеспечивают рост без необходимости искать новых партнеров по мере развития потребностей
- Понимать географические соображения: "Где вы находитесь и какие варианты доставки вы предлагаете?" Близость сокращает расходы на доставку и время транзита, хотя многие услуги точного лазерного резания доставляются по всей стране эффективно.
- Запросить справки или образцы: "Можете ли вы привести примеры аналогичной работы или рекомендации клиентов?" Поставщики качества уверенно делятся своими достижениямиоспорение может указывать на ограниченный опыт работы в этой сфере
Профессиональный совет: лучший показатель будущей работы - это прошлое поведение. Попросите рекомендации от клиентов с аналогичными требованиями к проекту и проведите с ними консультацию перед размещением значительных заказов.
Качество коммуникации на этапе подготовки коммерческого предложения зачастую предопределяет весь характер рабочих отношений. Поставщики, которые оперативно отвечают, исчерпывающе отвечают на вопросы и проактивно выявляют потенциальные проблемы, демонстрируют внимательность, необходимую для соблюдения графиков реализации проектов. Напротив, медленные ответы и расплывчатые формулировки на этапе продаж редко улучшаются после начала производства.
Для высокотиражных автомобильных или промышленных применений, требующих стабильного качества на протяжении тысяч деталей, критерии оценки становятся ещё более строгими. Комплексная поддержка DFM (проектирование с учётом технологичности изготовления), возможность быстрого прототипирования и сертифицированные системы обеспечения качества позволяют отличить компетентных партнёров от поставщиков базовых услуг резки. Производители, предлагающие быстрое прототипирование в течение 5 дней в сочетании с автоматизированным массовым производством — при этом их заявления о качестве подтверждены сертификатом IATF 16949 — обеспечивают надёжность, необходимую для таких требовательных применений.
Выделение времени на тщательную оценку потенциальных партнеров до размещения заказов позволяет избежать дорогостоящего цикла несоответствующих деталей, задержек сроков и смены поставщиков. Приведенный выше контрольный список служит основой — адаптируйте его под свои конкретные требования и не стесняйтесь задавать уточняющие вопросы до тех пор, пока вы не будете полностью уверены в своем выборе.
Часто задаваемые вопросы о компаниях, предоставляющих услуги лазерной резки
1. С какими материалами может работать компания, предоставляющая услуги лазерной резки?
Профессиональные компании, предоставляющие услуги лазерной резки, работают с широким спектром материалов, включая металлы (сталь, нержавеющая сталь, алюминий, медь, латунь), пластмассы (акрил, ПОМ/Делрин), древесину (твердые и мягкие породы дерева, фанера, ДСП), ткани, бумагу и картон. Волоконно-оптические лазеры отлично подходят для резки металлов, тогда как CO₂-лазеры наиболее эффективны при обработке органических материалов, таких как древесина и акрил. Однако некоторые материалы, например ПВХ и АБС-пластик, следует избегать из-за выделения токсичных паров.
2. Сколько стоит лазерная резка?
Стоимость лазерной резки зависит от нескольких факторов: типа и толщины материала, сложности конструкции (количества вырезов и длины траектории резки), объёма заказа, срока исполнения и требований к отделке. Прототипные партии стоят дороже за единицу из-за фиксированных затрат на подготовку, тогда как серийные партии от 100 и более штук значительно снижают цену за единицу. Большинство мастерских предлагают мгновенные онлайн-расчёты стоимости при загрузке правильно оформленных файлов конструкторской документации.
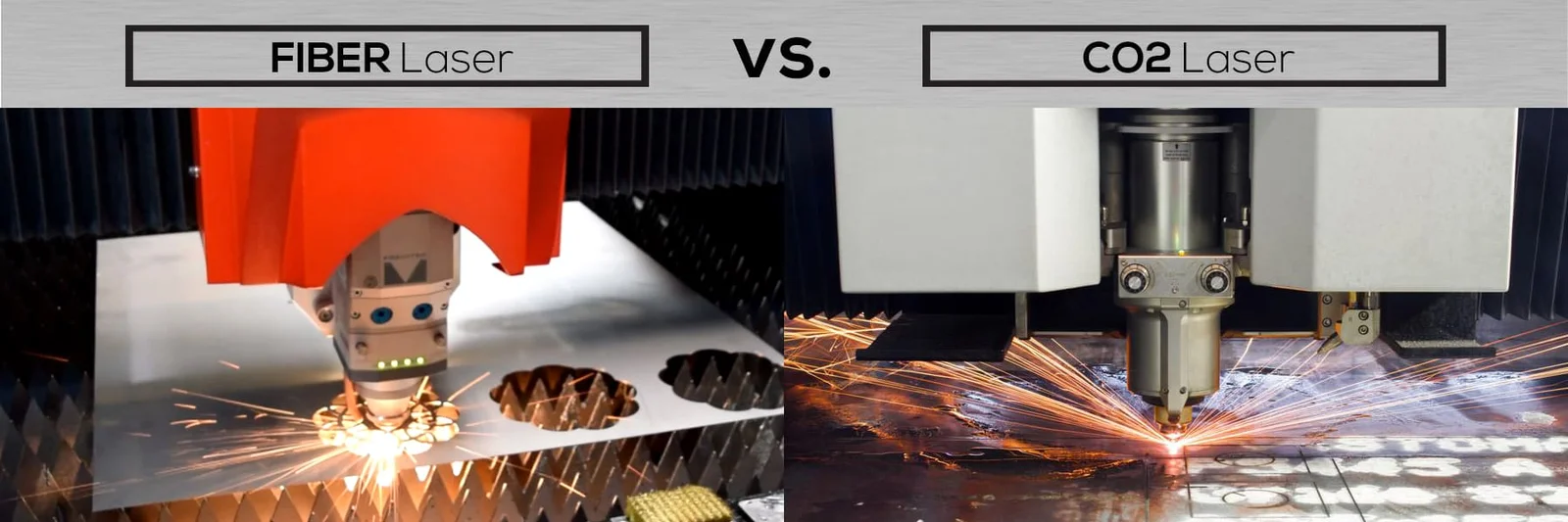
3. В чем разница между CO2 и волоконной лазерной резкой?
CO₂-лазеры используют смесь газа углекислого газа и генерируют излучение с длиной волны 10,6 мкм, что делает их идеальными для обработки неметаллических материалов, таких как древесина, акрил, стекло и текстиль. Волоконные лазеры генерируют излучение с длиной волны 1,064 мкм и обладают интенсивностью до 100 раз выше, что обеспечивает превосходное качество резки металлов, включая отражающие материалы, такие как алюминий и медь. Волоконные лазеры также требуют меньшего обслуживания, а срок их службы превышает 25 000 часов.
4. Какие форматы файлов принимают мастерские по лазерной резке?
Большинство мастерских по лазерной резке принимают векторные форматы файлов, включая DXF (универсальный стандарт), AI (Adobe Illustrator), SVG, PDF (с векторной графикой) и DWG (AutoCAD). Растровые изображения, такие как JPEG или PNG, нельзя использовать напрямую. Файлы с вашим дизайном должны содержать замкнутые контуры, не иметь перекрывающихся линий, быть выполнены в правильном масштабе и единицах измерения, а текст должен быть преобразован в контуры для успешной обработки.
5. Как выбрать подходящего поставщика услуги лазерной резки?
Оценивайте поставщиков по их лазерным технологиям и уровню мощности, опыту работы с материалами, сертификатам качества (IATF 16949 — для автомобильной промышленности, ISO 9001 — для общих требований к качеству), срокам выполнения заказов и оперативности коммуникации. Уточните, какой у них опыт работы с вашим типом материала, запросите технические допуски и поинтересуйтесь наличием дополнительных услуг, таких как зачистка заусенцев или финишная обработка. Производители, сертифицированные по стандарту IATF 16949, например Shaoyi, предлагают комплексную поддержку на этапе проектирования с учётом технологичности изготовления (DFM) и быстрое прототипирование для сложных применений.