 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Выбор марок стали для штамповки в автомобилестроении: инженерные критерии
Краткое содержание
Выбор оптимальных марок стали для автомобильной штамповки требует точного баланса между тремя конкурирующими параметрами: формовываемостью (пластичность), механической прочностью (предел текучести/прочности) и стоимостью производства. Хотя низкоуглеродистые стали, такие как SAE 1008, остаются стандартом для видимых панелей кузова благодаря превосходной отделке поверхности, современные требования безопасности перевели отрасль на использование высокопрочных низколегированных сталей (HSLA) и передовых высокопрочных сталей (AHSS) для обеспечения конструкционной целостности. Успешный выбор материала зависит от понимания компромиссов между способностью металла растягиваться без разрушения и его способностью поглощать энергию при столкновении.
Ключевые факторы выбора: инженерные критерии
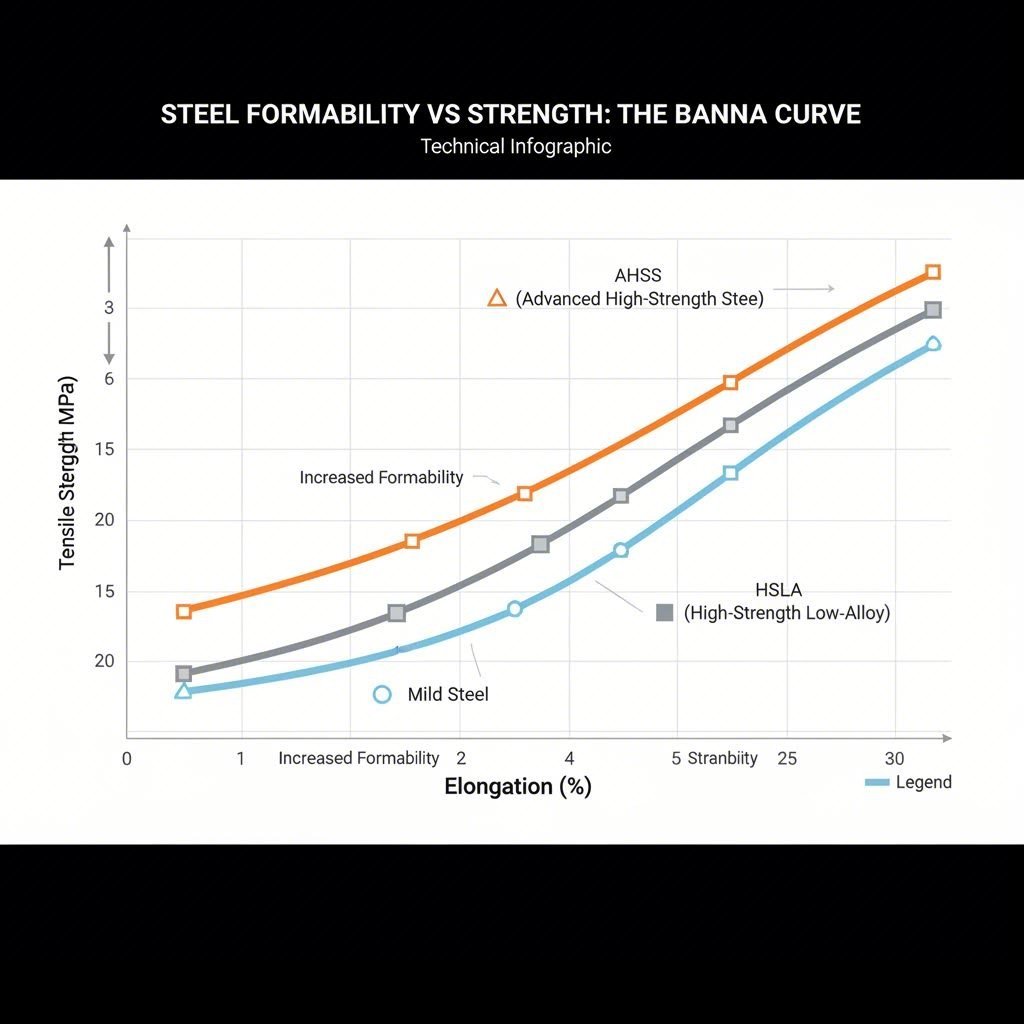
Прежде чем определить марку материала, инженеры должны оценить механические свойства материала в соответствии с геометрией и функцией детали. Основной компромисс при штамповке в автомобильной промышленности является общепризнанным: с увеличением прочности, как правило, снижается формообразуемость. Эта обратная зависимость означает, что для глубоко вытягиваемых деталей при выборе материала необходимо отдавать приоритет удлинению, тогда как для критически важных элементов безопасности приоритетным является предел прочности.
Ключевые показатели эффективности материалов для штамповки включают:
- Предел текучести против предела прочности: Предел текучести определяет границу упругой деформации, тогда как предел прочности указывает точку разрушения. Для конструкционных деталей высокий предел текучести имеет решающее значение, чтобы предотвратить остаточную деформацию под нагрузкой.
- Удлинение (коэффициент n): Показатель упрочнения при деформации (коэффициент n) указывает, насколько равномерно сталь распределяет деформационные напряжения. Более высокие значения коэффициента n позволяют изготавливать более сложные формы без локального утонения или разрыва.
- Анизотропия (коэффициент r): Это измеряет сопротивление материала утонению. Высокое значение r-коэффициента необходимо для операций глубокой вытяжки, таких как изготовление масляных картеров или газовых баков.
Экономическая эффективность также играет ключевую роль. Хотя передовые марки обеспечивают снижение веса, они зачастую требуют прессов с большей силой и более дорогостоящих покрытий инструментов для управления повышенным износом. Согласно Worthy Hardware , понимание этих параметров — первый шаг к предотвращению дорогостоящих производственных дефектов, таких как разрывы или чрезмерный пружинящий эффект.
Стандартные марки углеродистой стали (рабочие лошадки)
Углеродистые стали остаются основой автомобильного производства, составляя значительную долю от общего веса транспортного средства. Эти марки классифицируются по содержанию углерода, которое напрямую влияет на их твёрдость и пластичность.
Низкоуглеродистая и мягкая сталь (SAE 1008, 1010)
Низкоуглеродистые стали, часто называемые мягкими сталями, как правило, содержат менее 0,25% углерода. Марки, такие как SAE 1008 и SAE 1010 являются отраслевым стандартом для видимых поверхностей класса «А», таких как крылья, капоты и дверные панели. Их высокая пластичность позволяет штамповать сложные изогнутые формы без растрескивания. Кроме того, они легко свариваются и окрашиваются, что делает их идеальными для сборки каркаса кузова (BIW).
Среднеуглеродистая и высокоуглеродистая сталь (SAE 1045, 1095)
По мере увеличения содержания углерода сталь становится твёрже и прочнее, но значительно хуже поддаётся формовке. Среднеуглеродистые марки, такие как SAE 1045 используются для деталей, требующих повышенной износостойкости, например, шестерён или кронштейнов. Высокоуглеродистые стали, такие как SAE 1095 , лучше всего подходят для применений, где необходимы высокая твёрдость и сохранение формы, например, пружины или зажимы. Talan Products отмечает, что, несмотря на превосходную долговечность, эти марки усложняют процесс штамповки и зачастую требуют нескольких этапов формовки или термообработки.
| Категория марки | Распространённые марки SAE | Типичное применение в автомобильной промышленности | Ключевая характеристика |
|---|---|---|---|
| Низкоуглеродистая | SAE 1008, 1010, A36 | Панели кузова, кожухи шасси | Высокая формовочность, превосходная отделка поверхности |
| Средний уровень углерода | SAE 1045, 1050 | Шестерни, оси, кронштейны | Сбалансированная прочность и устойчивость к износу |
| Высокий углерод | SAE 1080, 1095 | Пружины, шайбы, зажимы | Высокая твёрдость, хрупкое поведение при формовке |
Высокопрочные и передовые стали (низколегированные высокопрочные и сверхвысокопрочные)
Для соответствия ужесточающимся стандартам топливной экономичности и нормам безопасности при столкновениях автомобильные инженеры всё чаще обращаются к низколегированным высокопрочным сталям (HSLA) и сверхвысокопрочным сталям (AHSS). Эти материалы позволяют производителям использовать более тонкие листы (уменьшение толщины) для снижения веса без ущерба для конструкционной целостности.
Стали HSLA достигают своей прочности за счёт микролегирования элементами, такими как ванадий или ниобий. Они широко применяются для компонентов шасси, рычагов подвески и усиливающих элементов. AHSS , включая двухфазные (DP) и стали с пластичностью, вызванной фазовыми превращениями (TRIP), обеспечивают ещё более высокое соотношение прочности к массе, при этом предел прочности при растяжении часто превышает 800 МПа.
Обработка этих материалов требует специализированных возможностей. Повышенная прочность приводит к значительному «пружинению» — склонности металла возвращаться к исходной форме после штамповки. Для устранения этого эффекта необходимы передовые конструкции штампов и мощные прессовые линии. При производстве сложных несущих компонентов, таких как рычаги подвески или каркасы, крайне важно сотрудничать с производителем, способным обеспечить обработку на высокотоннажном оборудовании. Компании, такие как Shaoyi Metal Technology используют точность, сертифицированную по стандарту IATF 16949, и прессовое оборудование мощностью до 600 тонн для эффективного производства этих важнейших компонентов безопасности.
Коррозионностойкие и нержавеющие варианты
Для компонентов, подвергающихся воздействию агрессивных условий, например, выхлопных систем или внешних элементов отделки, решающим фактором становится коррозионная стойкость. Хотя оцинковка (цинковое покрытие) защищает детали кузова из углеродистой стали, отдельные применения требуют использования inherent свойств нержавеющей стали.
Ферритная нержавеющая сталь (серия 400): Сталь марки 409 — это оптимальный выбор для автомобильных выхлопных систем. Она обеспечивает достаточную коррозионную стойкость по более низкой цене по сравнению с серией 300 и устойчива к окислению при высоких температурах. Материал магнитный и обладает умеренной формовываемостью.
Аустенитная нержавеющая сталь (серия 300): Сталь марки 304 обеспечивает превосходную коррозионную стойкость и имеет немагнитную, эстетически привлекательную поверхность. Согласно Larson Tool and Stamping , эта марка предпочтительна для декоративных молдингов, колпаков колес и деталей, где недопустима ржавчина. Однако она более дорогая и подвержена наклепу при обработке, что может усложнить процесс штамповки.
Соответствие применений: какая марка подходит для какой детали?
Выбор подходящего материала в конечном счете зависит от расположения и назначения детали в конструкции автомобиля. Эта матрица решений помогает упростить процесс выбора:
- Видимые наружные поверхности (облицовочные панели): Приоритет — качество поверхности и формовываемость. Применение: Низкоуглеродистые стали / IF-стали / Стали, упрочняемые при закалке.
- Прочная панель (стойки, рельсы крыши): Приоритет — поглощение энергии и защита при столкновении. Применение: Двухфазная сталь (DP) или бористая сталь (горячего штампования).
- Шасси и подвеска: Приоритет — усталостная прочность и долговечность. Применение: HSLA 350/420.
- Выпускные системы и теплозащитные экраны: Приоритет — термостойкость и коррозионная стойкость. Применение: Нержавеющая сталь 409 или алюминизированная сталь.
Сопоставляя свойства материалов с конкретными механическими нагрузками и условиями эксплуатации, инженеры могут обеспечить долговечность и высокую производительность, одновременно контролируя производственные затраты.
Обобщение стратегий выбора стали
Переход от простых низкоуглеродистых сталей к сложным многокомпонентным сплавам представляет собой эволюцию современной автомобильной инженерии. Успешные проекты штамповки зависят не только от выбора марки стали по таблице, но и от анализа всего жизненного цикла компонента — от пресс-линии до лаборатории краш-тестов. Независимо от того, оптимизируете ли вы для требований к облегчению электромобилей или для повышенной прочности коммерческих грузовиков, правильный сорт стали служит основой безопасности и эффективности автомобилей.
Часто задаваемые вопросы
1. В чём разница между сталью HSLA и низкоуглеродистой сталью при штамповке?
Сталь HSLA (высокопрочная низколегированная) значительно прочнее низкоуглеродистой стали благодаря добавлению легирующих элементов, что позволяет изготавливать более тонкие и лёгкие детали. Однако сталь HSLA хуже поддаётся формовке и имеет больший упругий возврат, требуя большего усилия и более точной компенсации матрицы по сравнению с мягкой и пластичной низкоуглеродистой сталью, используемой для глубокой вытяжки панелей кузова.
2. Почему сталь SAE 1008 предпочтительна для автомобильных панелей кузова?
SAE 1008 предпочтительнее благодаря отличной формовываемости и высокому качеству поверхности. Низкое содержание углерода позволяет вытягивать его в сложные гладкие формы без растрескивания, а также обеспечивает равномерную поверхность для окрашивания, что имеет важное значение для внешнего вида кузова автомобиля.
3. Можно ли использовать нержавеющую сталь для конструкционных автомобильных деталей?
Несмотря на то, что нержавеющая сталь чрезвычайно прочна и устойчива к коррозии, она, как правило, слишком дорога для массового применения в каркасе безопасности по сравнению с АНСС или НСПС. Она используется в основном в выхлопных системах (устойчивость к высоким температурам) и декоративных элементах отделки (устойчивость к коррозии), хотя в некоторых специализированных высокопроизводительных приложениях её могут применять и для конструкций.