 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Штамповка каркасов автомобильных сидений: производственные технологии и тенденции облегчения конструкции
Краткое содержание
Штамповка каркасов автомобильных сидений — это точный производственный процесс, в котором используются прогрессивные и попеременные штампы высокой мощности (обычно от 100 до 1200+ тонн), чтобы изготавливать структурные компоненты транспортных средств из материалов повышенной прочности. По мере того как автомобильная промышленность переходит к электромобилям (EV), основное внимание сместилось на снижение веса — замену традиционной стали на сверхпрочную сталь (AHSS), алюминиевые и магниевые сплавы для увеличения запаса хода аккумулятора без ущерба для безопасности.
Современное производство каркасов сидений уже не сводится только к формовке металла; оно требует интеграции гибки проволоки, изготовления труб и сложных методов сборки, таких как лазерная сварка. Для производителей оригинального оборудования (OEM) и поставщиков первого уровня успех зависит от выбора правильного производственного процесса — баланса между скоростью многопозиционной штамповки и эффективностью использования материала в системах переноса — при одновременном соблюдении строгих стандартов безопасности, таких как FMVSS и IATF 16949.
Ключевые технологии: многопозиционная и переносная штамповка
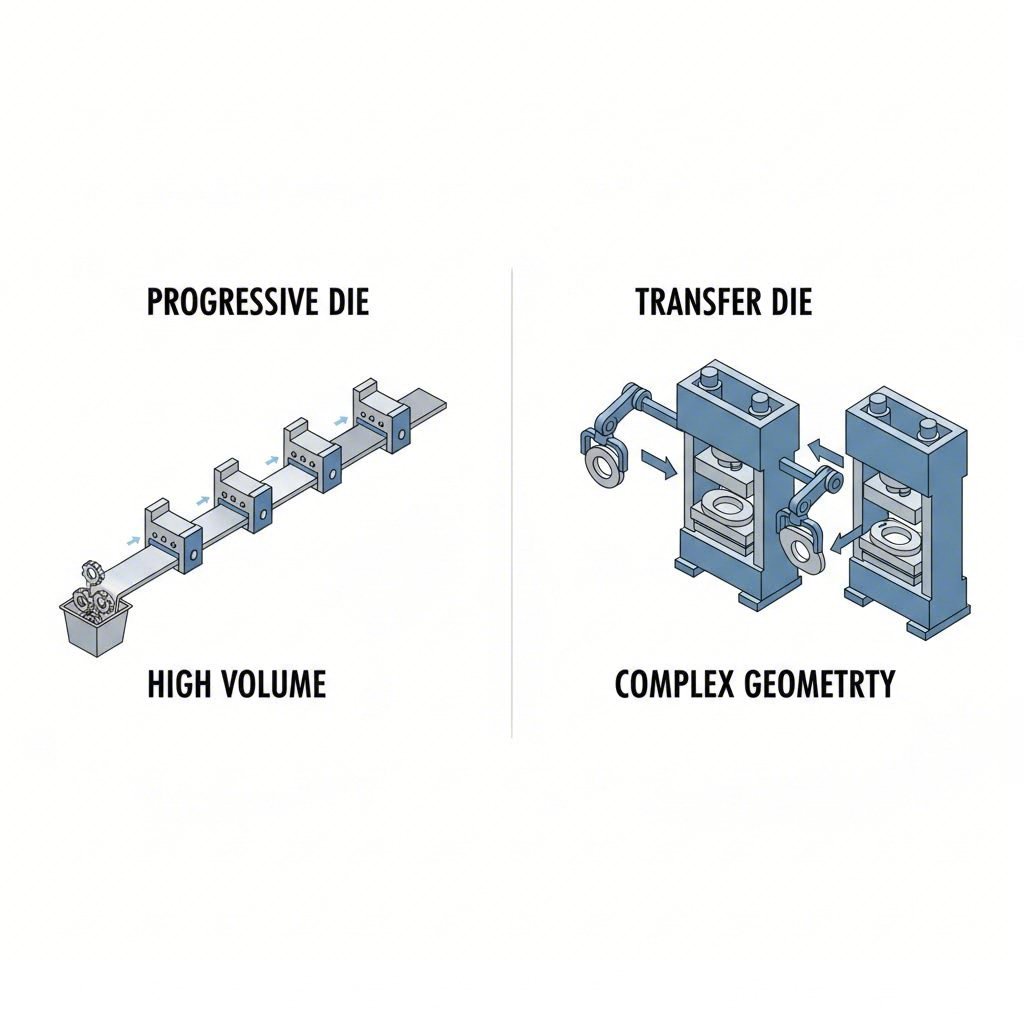
Выбор между штамповкой на многопозиционном прессе и штамповкой с переносом — это основное инженерное решение в производстве каркасов сидений. Этот выбор определяет стоимость оснастки, скорость производства и сложность детали.
Прогрессивная штамповка является отраслевым стандартом для производства мелких компонентов в больших объемах. В этом процессе непрерывная полоса металла подается через ряд станций внутри единого штампа. Каждый ход пресса выполняет отдельную операцию — резку, гибку, выдавливание — до тех пор, пока готовая деталь не будет отделена от полосы на последней станции. Этот метод идеально подходит для изготовления компонентов, таких как кольца механизма наклона сиденья, направляющие рейки и соединительные кронштейны где важнейшим фактором является скорость.
Передача штамповки , напротив, необходим для более крупных, глубоких или сложных деталей, которые не могут оставаться прикрепленными к транспортировочной ленте. Здесь механические пальцы или роботизированные руки перемещают отдельные заготовки между различными штамповочными станциями. Данный метод обычно используется для изготовления крупных конструктивных элементов, таких как глубоковытяжные панели сидений, боковые рамы и массивные опоры из толстолистового металла . Хотя этот способ медленнее по сравнению с прогрессивной штамповкой, он обеспечивает большую свободу в создании сложных геометрических форм и снижает расход материала — важный фактор при работе с дорогостоящими легкими сплавами.
| Особенность | Прогрессивная штамповка | Передача штамповки |
|---|---|---|
| Лучший выбор для | Малые и средние детали (Кронштейны, направляющие, кольца) | Крупные структурные детали (Панели сидений, боковые рамы) |
| Скорость | Высокая (непрерывная подача) | Умеренная (требуется перемещение деталей) |
| Материальные отходы | Выше (требуется транспортировочная лента) | Ниже (оптимизированное размещение) |
| Стоимость оснастки | Высокие первоначальные инвестиции | Обычно ниже, но стоимость пресса выше |
| Сложность | Ограничено креплением ленты | Высокая геометрическая гибкость |
Инновации в материалах: Стремление к облегчению конструкции
Требование увеличения запаса хода EV и снижения выбросов CO2 кардинально изменило выбор материалов для каркасов сидений. Производители отказываются от обычных углеродистых сталей в пользу материалов с более высоким соотношением прочности к весу
Высокопрочные и сверхвысокопрочные стали (AHSS и UHSS) в настоящее время доминируют. Сорта сталей, такие как дуплексные (DP) и стали с эффектом трансформационного упрочнения (TRIP), позволяют инженерам использовать более тонкие листы без потери прочности при столкновении. Ведущие производители, такие как Proma Group, используют запатентованные процессы штамповки за один ход для формирования из этих сложных материалов прочных конструкций сидений и спинок.
Сплавы алюминия и магния представляют следующий рубеж развития. Алюминиевые рамы могут обеспечить снижение веса примерно на 28% по сравнению со сталью, а магниевые — до 35%. Однако эти материалы создают трудности в производстве, такие как повышенная пружинящая способность и необходимость специальных смазочных материалов. Решение этих задач зачастую требует использования прессов с сервоприводом, способных программно регулировать скорость ползуна во время процесса вытяжки, чтобы предотвратить растрескивание.
За пределами штамповки: сборка и интеграция компонентов
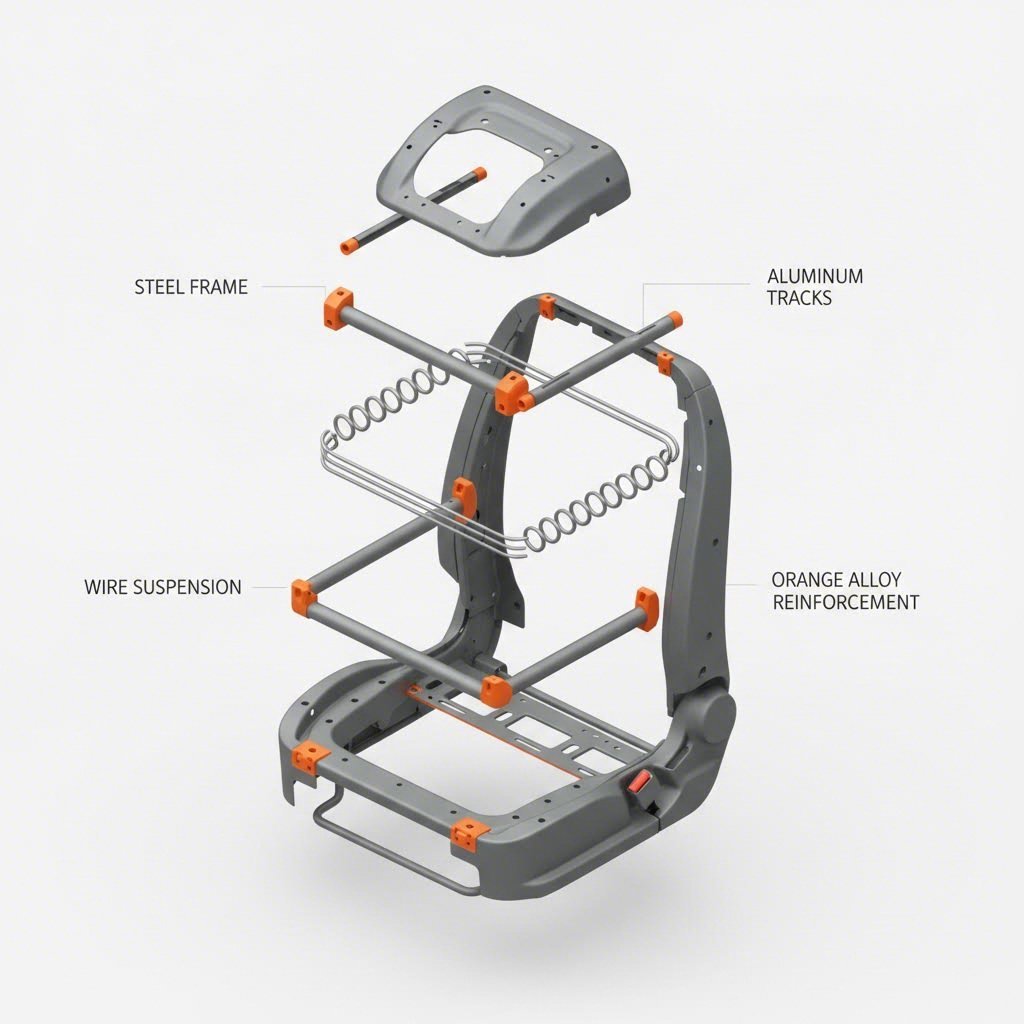
Штампованный металлический элемент редко является конечным продуктом. Современные автомобильные сиденья требуют поставки полностью интегрированных сборок. Поставщики, такие как Guelph Manufacturing и Hatch Stamping, превратились в системных интеграторов, объединяющих штампованные компоненты с проволочными формами и трубчатыми конструкциями.
- Гибка труб и формовка проволоки: Каркасы сидений зачастую используют изогнутые трубчатые рамы для спинок и проволочные формы для подвесных матов. Эти процессы должны быть синхронизированы со штамповочными операциями для обеспечения точной посадки.
- Технологии соединения: Переход на комбинированные материалы (например, соединение стальных направляющих с алюминиевыми лотками) сделал традиционную точечную сварку недостаточной в ряде применений. Производители всё чаще применяют Сварку MIG, лазерную сварку и механическое крепление для обеспечения структурной целостности при соединении разнородных металлов.
- Интеграция механизмов: Рама должна размещать сложные электромеханические системы, включая подъёмные тормоза, ручные и электрические направляющие сидений, а также механизмы наклона спинки . Точная штамповка имеет решающее значение; даже отклонения на уровне микронов в направляющей сиденья могут привести к проблемам с шумом, вибрацией и жесткостью (NVH) в конечном автомобиле.
Контроль качества и оптимизация процессов
В критически важных для безопасности областях применения, таких как автомобильные сиденья, предотвращение дефектов является обязательным. Контроль качества начинается до того, как пресс касается металла. Прецизионные разматыватели, такие как те, что описаны компанией Henli Machine, играют ключевую роль. Особенности, такие как пневматические прижимные рычаги и системы направляющих рычагов, предотвращают расширение материала и защищают поверхность рулона от царапин — дефектов, которые могут привести к отказу по внешнему виду или структурной усталости.
Метода конечных элементов (МКЭ) является еще одним важным инструментом, используемым поставщиками высшего уровня для моделирования процесса штамповки до изготовления оснастки. Метод конечных элементов (FEA) помогает инженерам прогнозировать истончение, образование складок и пружинение, позволяя компенсировать матрицы на этапе проектирования, а не прибегать к дорогостоящим экспериментам на производственной площадке.
При выборе производственного партнера сертификация — это базовый критерий. Обращайте внимание на поставщиков, имеющих IATF 16949 сертификация, которая гарантирует соблюдение строгих стандартов управления качеством в автомобильной промышленности. Кроме того, способность устранить разрыв между разработкой и производством имеет решающее значение. Для OEM-производителей, которым необходима гибкость, Shaoyi Metal Technology предлагает комплексные решения для штамповки которые охватывают быстрое прототипирование (поставка более 50 деталей всего за пять дней) и массовое производство на прессах мощностью 600 тонн, обеспечивая подтверждение реализуемости конструкции на ранних этапах проекта.
Конструирование будущего сидений
Рынок каркасов автомобильных сидений развивается от простого гибочного металла к высокотехнологичному структурному проектированию. По мере того как транспортные средства становятся автономными и электрическими, сиденье становится центром восприятия комфорта пассажиром, что требует меньшего веса, повышенной безопасности и большей функциональности. Для инженеров и руководителей закупок цель состоит в том, чтобы сотрудничать с производителями, которые предлагают не просто прессовое оборудование, а комплексное понимание материаловедения, технологий соединения и точного контроля качества.
Часто задаваемые вопросы
1. В чем разница между прогрессивной штамповкой и штамповкой с переносом для каркасов сидений?
Прогрессивная штамповка подает непрерывную полосу металла через несколько станций, что делает процесс более быстрым и идеальным для небольших деталей, таких как кронштейны и соединители. Штамповка с переносом перемещает отдельные вырезанные заготовки между станциями, что лучше подходит для крупных, глубоко вытянутых деталей, таких как панели сидений и боковые рамы, требующих сложных формовочных операций.
2. Почему магний используется в каркасах автомобильных сидений?
Магний используется в первую очередь из-за его исключительного соотношения прочности к весу. Он примерно на 33% легче алюминия и на 75% легче стали, что делает его идеальным для увеличения запаса хода электромобилей. Однако, из-за его уникальных свойств материала требуются специализированные процессы литья под давлением или штамповки.
3. Кто являются крупнейшими мировыми производителями конструкций автомобильных сидений?
Крупными игроками в индустрии автомобильных сидений являются Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S и Magna International. Эти компании, как правило, выступают поставщиками первого уровня, поставляя полные системы сидений производителям оригинального оборудования.