 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Производители компонентов машин: 9 ключевых моментов перед отправкой первого запроса коммерческого предложения (RFQ)
Понимание производителей компонентов машин и их промышленной роли
Задавались ли вы когда-нибудь вопросом, кто изготавливает прецизионные шестерни внутри коробки передач вашего автомобиля или сложные клапанные компоненты в авиационно-космических системах? Производители компонентов машин — это специализированные предприятия, которые превращают сырьё в критически важные детали, обеспечивающие работу практически всех отраслей промышленности. В отличие от общих металлообрабатывающих предприятий, выпускающих крупногабаритные конструкции, эти ориентированные на точность компании изготавливают отдельные компоненты с допусками, зачастую измеряемыми тысячными долями дюйма.
В этом руководстве подробно объясняется всё, что необходимо знать перед отправкой первого запроса коммерческого предложения (RFQ). Рассматривайте его как исчерпывающий путеводитель — а не каталог продукции — разработанный для того, чтобы помочь вам уверенно ориентироваться в сложном мире производства деталей машин.
Чем на самом деле занимаются производители компонентов машин
В основе своей производители обработанных компонентов специализируются на процессах субтрактивного производства. Представьте себе скульптора, работающего с блоком мрамора: эти производители начинают с цельного металлического заготовочного материала и последовательно удаляют избыточный материал до тех пор, пока не примет форму требуемая деталь. Ключевое отличие от общего изготовления заключается в том, что здесь всё решает точность.
В то время как цех по изготовлению конструкций создаёт изделия путём резки, гибки и сварки листового металла, производители прецизионных компонентов сосредоточены на создании отдельных деталей с чётко заданными техническими характеристиками. Они работают с компонентами станков с ЧПУ и передовым оборудованием, чтобы достичь допусков, недостижимых при ручной обработке. Только рынок услуг токарно-фрезерных мастерских США оценивается в 48,0 млрд долларов США в 2025 году — это свидетельствует о том, насколько важными стали такие специализированные производители для современного машиностроения.
Скрытый фундамент промышленного производства
Обработанные детали можно найти в местах, о которых вы даже не подозревали бы. От подшипников в ветрогенераторах до разъёмов в медицинских устройствах — прецизионные обработанные компоненты составляют невидимую инфраструктуру, обеспечивающую бесперебойную работу промышленности.
Эти производители выпускают широкий спектр важнейших машинных компонентов:
- Муфты и тормоза — Критически важны для систем передачи мощности и управления движением
- Муфты — Соединяют вращающиеся валы с учётом возможного несоосного расположения
- Пружины и крепёжные изделия — Обеспечивают растяжение, сжатие и надёжное соединение
- Точно обработанных деталей — Специальные компоненты для конкретных применений
- Шестерни и компоненты трансмиссии — Обеспечивают передачу мощности при различных скоростях и крутящих моментах
- Подшипники и опорные конструкции – Снижение трения и поддержание выравнивания
От сырого металла к точным деталям
Что отличает специализированного производителя прецизионных изделий от универсального механического цеха? Решающими факторами являются возможности, стабильность качества и сертификация. Универсальные производители могут изготавливать несущие рамы и корпуса, однако если вам необходим компонент, точность изготовления которого должна соответствовать допуску в микрометры, вам нужен специализированный партнёр в области прецизионной обработки.
Специализированные производители вкладывают значительные средства в передовые технологии ЧПУ, системы управления качеством и квалифицированных станочников, обладающих глубоким пониманием особенностей обработки различных материалов. Они соблюдают строгие протоколы контроля качества и зачастую имеют отраслевые сертификаты, которые универсальные цеха, как правило, не стремятся получать.
Понимание этого различия имеет значение, поскольку выбор неподходящего партнёра может привести к задержкам в реализации проекта, превышению бюджета и компонентам, не соответствующим вашим техническим требованиям. Подготавливаясь к закупке машинных компонентов, осознание того, чем на самом деле занимаются эти производители — и чем не занимаются — даёт вам значительное преимущество при поиске оптимального партнёра, отвечающего конкретным потребностям вашего проекта.

Основные производственные процессы изготовления прецизионных компонентов
Звучит сложно? Вовсе нет. Понимание того, как на самом деле изготавливаются детали для станков с ЧПУ, даёт вам существенное преимущество при взаимодействии с производителями и оценке их возможностей. Давайте подробно рассмотрим основные процессы, в ходе которых сырой металл превращается в прецизионные механически обработанные компоненты, от которых будет зависеть успешность ваших проектов.
Основы фрезерования на станках с ЧПУ объясняются
CNC — это аббревиатура от Computer Numerical Control (числовое программное управление с помощью компьютера), то есть использование компьютеров для управления режущими инструментами с исключительной точностью. В отличие от ручной обработки, при которой операторы управляют инструментами вручную, технология ЧПУ следует заранее запрограммированным инструкциям, обеспечивая допуски, которые человеческие руки просто не в состоянии воспроизводить с требуемой стабильностью.
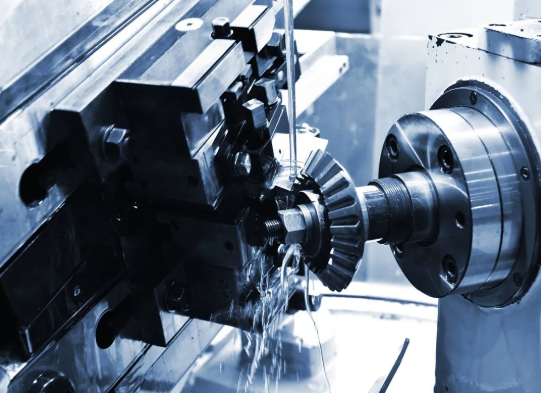
Трубы два базовых процесса ЧПУ с которыми вы столкнётесь, — это токарная и фрезерная обработка. Вот ключевое различие: при токарной обработке заготовка вращается, а неподвижный режущий инструмент формирует её поверхность — это идеальный метод для изготовления цилиндрических деталей, таких как валы, стержни и втулки. При фрезерной обработке происходит обратное: режущий инструмент вращается, а заготовка остаётся неподвижной, что делает данный метод оптимальным для изготовления деталей с плоскими поверхностями, пазами, карманами и сложными трёхмерными формами.
При производстве деталей машин многие применения точной обработки объединяют обе операции. Компонент может изначально обрабатываться на токарном станке для формирования цилиндрических элементов, а затем перемещаться на фрезерный станок для сверления отверстий, создания плоских поверхностей или угловых срезов. Понимание такого рабочего процесса помогает определить, какие производители способны выполнить весь ваш проект самостоятельно, а какие потребуют привлечения сторонних поставщиков для вторичной обработки.
Возможности многократной обработки
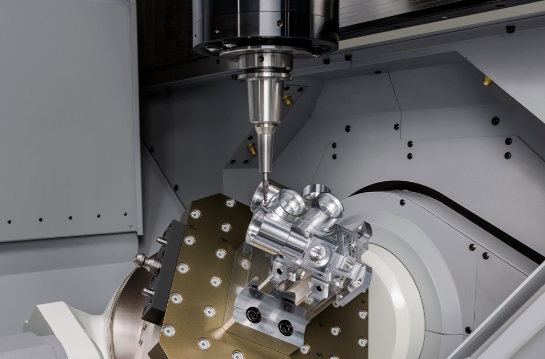
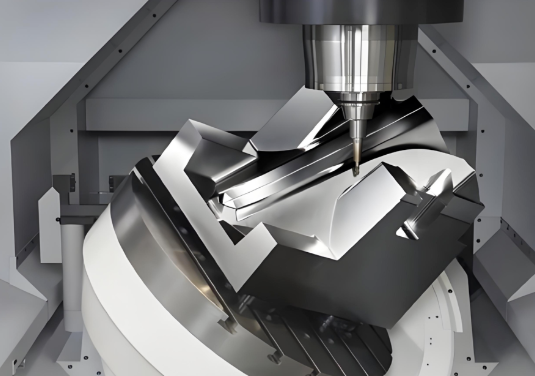
Представьте, что вы пытаетесь обработать лопатку турбины, используя лишь три направления движения — вверх-вниз, влево-вправо и вперёд-назад. Вам пришлось бы неоднократно останавливаться, переустанавливать деталь и каждый раз рисковать возникновением погрешностей при её центровке. Именно поэтому и существует многокоординатная обработка.
Стандартная трёхкоординатная обработка предусматривает перемещение режущего инструмента вдоль трёх линейных осей. Хотя она эффективна для деталей с простой геометрией, для сложных изделий требуется несколько установок. Согласно техническому анализу компании Fictiv, пятикоординатная ЧПУ-обработка добавляет два поворотных движения, позволяя инструменту подходить к заготовке практически под любым углом в рамках одной установки.
Существует также промежуточный вариант, называемый обработкой на станке с 3+2 осями (или позиционной 5-осевой обработкой). В этом случае поворотные оси наклоняют заготовку в требуемое положение, однако резание выполняется только за счёт трёх линейных перемещений. Такой подход обеспечивает доступ к нескольким сторонам детали без необходимости сложного программирования, характерного для полноценной одновременной 5-осевой обработки.
Практические преимущества: сокращение времени на установку, снижение вероятности ошибок при выравнивании и возможность обработки сложных элементов, которые в противном случае потребовали бы нескольких операций или вообще не могли быть изготовлены. Для высокоточных деталей, изготавливаемых на ЧПУ, со сложным контуром — например, аэрокосмических компонентов или медицинских имплантов — 5-осевая обработка зачастую является обязательным требованием.
Швейцарская токарная обработка винтовых деталей для сложных геометрий
Когда требования к вашим деталям, изготавливаемым методом точной обработки, включают небольшие, тонкие компоненты со сложными элементами, винторезные станки швейцарского типа обеспечивают возможности, недостижимые для традиционных токарных станков. Первоначально разработанная для часового производства, эта технология превосходно подходит для изготовления длинных и тонких деталей без проблем прогиба, характерных для стандартных операций точения.
В чём особенность швейцарских станков? Заготовка поддерживается направляющей втулкой, расположенной чрезвычайно близко к точке резания, что обеспечивает исключительную устойчивость. Такая конструкция позволяет обрабатывать детали с соотношением длины к диаметру, при котором на традиционном оборудовании возникали бы вибрации и погрешности. Согласно компании Kremin Inc. , швейцарские токарные станки незаменимы в медицинской, авиакосмической, электронной отраслях и в производстве часов, где критически важны высокая точность и малые размеры деталей.
Многие швейцарские станки также оснащены системой инструментов с приводом — вращающимися инструментами, способными выполнять фрезерные операции, пока основной шпиндель удерживает заготовку. Это означает, что сложные детали, обрабатываемые на станках с ЧПУ, с одновременным наличием токарных и фрезерных элементов, могут быть получены полностью готовыми за одну операцию.
Сравнение производственных процессов в общих чертах
Выбор подходящего технологического процесса механической обработки зависит от геометрии вашей детали, требуемых допусков и материала. Данное сравнение поможет подобрать наиболее подходящий метод производства под ваши задачи:
| Тип процесса | Лучшие применения | Типичные допуски | Совместимость материала |
|---|---|---|---|
| Токарная обработка на CNC | Цилиндрические детали: валы, штифты, втулки, фитинги | ±0,025 мм (±0,001 дюйма) | Металлы, инженерные пластмассы, сплавы |
| Фрезерование на CNC | Призматические детали: корпуса, кронштейны, пластины с карманами и пазами | ±0,05 мм (±0,002 дюйма) | Сталь, алюминий, титан, пластмассы, композиты |
| Швейцарская обработка винтов | Малые, тонкие компоненты: медицинские штифты, электронные разъёмы, детали часов | ±0,005 мм (±0,0002 дюйма) | Латунь, нержавеющая сталь, титан, алюминий |
| Многоосевая обработка (5-осевая) | Сложные геометрические формы: лопатки турбин, рабочие колёса компрессоров, ортопедические импланты | ±0,01–0,02 мм (±0,0004–0,0008 дюйма) | Все обрабатываемые металлы, высокопрочные сплавы |
Обратите внимание, как допуски становятся строже по мере перехода к более специализированному оборудованию. Эта взаимосвязь между возможностями оборудования и его точностью объясняет, почему понимание этих технологических процессов имеет решающее значение: оно помогает избежать как недостаточной детализации требований (и получения непригодных деталей), так и чрезмерной детализации (и уплаты премиальных цен за возможности, которые вам не нужны).
Теперь, когда у вас сложилось чёткое представление о том, как работают эти производственные процессы, вы готовы перейти к следующему важнейшему этапу принятия решений: выбору подходящего материала для ваших обрабатываемых деталей.

Руководство по выбору материалов для механически обрабатываемых деталей
Выбор неподходящего материала может сорвать весь ваш проект. Представьте, что вы разработали идеальный компонент, а затем наблюдаете, как он корродирует в эксплуатации, деформируется под нагрузкой или приводит к перерасходу бюджета из-за выбора экзотического сплава там, где вполне подошла бы обычная сталь. Выбор материала находится на стыке инженерных характеристик и экономической целесообразности — и для правильного выбора необходимо понимать, как различные металлы и пластмассы ведут себя в реальных условиях.
Когда закупка обработанных металлических деталей у производителей , вы столкнётесь с широким спектром вариантов. Каждый материал обладает своими уникальными преимуществами и компромиссами по таким параметрам, как механическая прочность, стойкость к коррозии, масса и стоимость. Рассмотрим основные категории, чтобы вы могли соотнести свои требования с оптимальным выбором.
Стальные сплавы для прочности и долговечности
Сталь по-прежнему остаётся основным материалом промышленного производства — и на то есть веские причины. Её сочетание прочности, твёрдости и доступной стоимости делает её стандартным выбором для применений, требующих структурной целостности и износостойкости. Однако не все стали одинаковы.
Низкоуглеродистые стали (например, 1018 и 1045) обеспечивают отличную обрабатываемость и свариваемость по экономичным ценам. Согласно данным Hubs, низкоуглеродистая сталь марки 1018 является наиболее распространённой маркой, обеспечивая хорошую вязкость, прочность и твёрдость для задач общего назначения. Эти стали хорошо подходят для изготовления кондукторов, приспособлений и конструкционных элементов, где защиту от коррозии можно обеспечить путём нанесения гальванического покрытия или другого защитного слоя.
Сплавы стали (например, 4140 и 4340) значительно повышают эксплуатационные характеристики. Их можно подвергать термообработке для достижения более высокой твёрдости и прочности при сохранении хорошей вязкости. Если ваши индивидуальные стальные детали должны выдерживать высокие нагрузки, многократные удары или тяжёлые условия износа, легированные стали оправдывают даже небольшую надбавку к стоимости.
Нержавеющая сталь включить коррозионную стойкость в уравнение. Содержание хрома (обычно выше 10,5 %) образует защитный пассивирующий слой, устойчивый к ржавчине и химическому воздействию. Сталь марки 304 подходит для большинства общих применений, тогда как марка 316 обеспечивает превосходную стойкость к солёным средам — что особенно важно для морского оборудования или оборудования для химической переработки.
Компромисс? Нержавеющая сталь сложнее в обработке по сравнению с низкоуглеродистой сталью, что увеличивает стоимость механической обработки металлических деталей. Износ инструмента ускоряется, а упрочнение при обработке может осложнять операции резания. Тем не менее долговечность в эксплуатации зачастую компенсирует более высокие первоначальные затраты.
Применение алюминия в лёгких компонентах
Когда важна снижение массы — будь то для повышения топливной эффективности, удобства транспортировки или уменьшения инерции в подвижных узлах — алюминиевые сплавы обеспечивают исключительные эксплуатационные характеристики. При плотности, составляющей примерно одну треть от плотности стали, алюминий позволяет создавать конструкции, которые при использовании чёрных металлов были бы непрактично тяжёлыми.
Помимо снижения массы, алюминий обладает превосходной обрабатываемостью. Более низкое сопротивление резанию обеспечивает сокращение циклов обработки, уменьшение износа инструмента и получение отличного качества поверхности. Это напрямую приводит к снижению затрат на механическую обработку, что делает алюминий особенно привлекательным как для прототипирования, так и для серийного производства.
Алюминий 6061 является наиболее распространённым универсальным сплавом. Его сбалансированные свойства — хорошее соотношение прочности и массы, коррозионная стойкость и превосходная обрабатываемость — делают его пригодным для самых разных применений: от автомобильных рам до корпусов электронных устройств. Отраслевые данные подтверждают, что сплав 6061 является наиболее экономичным и широко доступным алюминиевым вариантом для обработки на станках с ЧПУ.
Алюминий 7075 предназначен для высоконагруженных применений. Этот авиационный сплав при термообработке достигает прочности, близкой к прочности стали, и поэтому идеально подходит для несущих компонентов летательных аппаратов, снаряжения для альпинизма и деталей велосипедов для соревнований. Повышенная цена отражает его превосходные механические свойства.
Один важный момент: хотя алюминий естественным образом устойчив к атмосферной коррозии, он может вступать в реакцию с определёнными химическими веществами и металлами, отличающимися от него по электрохимическому потенциалу. Анодирование создаёт твёрдый защитный слой, повышающий долговечность и позволяющий наносить окрашенные покрытия — это распространённая вторичная операция для прецизионных обработанных металлических деталей.
Специальные материалы для экстремальных условий эксплуатации
Иногда стандартные материалы просто не выдерживают требований вашей области применения. Экстремальные температуры, агрессивные химические вещества или необычные механические требования предъявляют необходимость в использовании специальных сплавов и передовых пластиков.
Титан обладает выдающейся прочностью и при этом весит примерно на 45 % меньше стали. Его стойкость к коррозии сопоставима или превосходит стойкость нержавеющей стали, а эксплуатационные свойства сохраняются при повышенных температурах. Титан часто применяется в аэрокосмической отрасли, для изготовления медицинских имплантатов и в морских условиях, несмотря на его значительно более высокую стоимость. В чём сложность? Низкая теплопроводность титана и склонность к наклёпу затрудняют механическую обработку металла. Ожидайте увеличения циклов обработки, необходимости в специализированном инструменте и, как следствие, более высоких цен.
Латунь отлично подходит для применений, где требуются низкое трение, электропроводность или привлекательная отделка. Изготовление нестандартных деталей из латуни проходит исключительно легко — латунь часто считается одним из самых простых в обработке металлов. Это делает её экономически выгодной для серийного производства компонентов клапанов, электрических разъёмов и декоративной фурнитуры. Её естественная стойкость к коррозии (хотя и ниже, чем у нержавеющей стали) подходит для многих применений в водопроводных и морских системах.
Инженерные пластики предлагают уникальные свойства, которые металлы не могут обеспечить. Такие материалы, как PEEK, выдерживают непрерывное воздействие температур до 250 °C и одновременно обладают химической стойкостью и электрической изоляцией. Нейлон обеспечивает превосходную износостойкость для зубчатых колёс и втулок, тогда как ПОМ (Delrin) характеризуется низким коэффициентом трения и высокой размерной стабильностью. Масса этих материалов составляет лишь долю массы металлов, что зачастую упрощает сборку и снижает нагрузки на систему.
Сравнение материалов в таблице
В этой таблице обобщены ключевые факторы принятия решений при выборе распространённых материалов для обрабатываемых деталей:
| Материал | Диапазон прочности на растяжение | Стойкость к коррозии | Весовой коэффициент | Уровень стоимости | Идеальные применения |
|---|---|---|---|---|---|
| Углеродистая сталь (1018/1045) | 370–585 МПа | Низкий (требует покрытия) | Высокая (7,8 г/см³) | $ | Конструкционные детали, технологические приспособления, оснастка, общемашиностроительное оборудование |
| Нержавеющая сталь (304/316) | 515–620 МПа | Отличный | Высокая (8,0 г/см³) | $$ | Пищевая промышленность, медицинское оборудование, морская техника, химическое оборудование |
| Алюминий (6061/7075) | 275–570 МПа | Хорошая (отличная — при анодировании) | Низкая (2,7 г/см³) | $–$$ | Аэрокосмические конструкции, автомобильная промышленность, корпуса электронных устройств |
| Латунь (C36000) | 310–380 МПа | Хорошо | Высокая (8,5 г/см³) | $$ | Электрические разъёмы, клапаны, декоративные фитинги |
| Титан (марка 5) | 830–1170 МПа | Отличный | Средняя (4,4 г/см³) | $$$$ | Авиакосмическая промышленность, медицинские импланты, гоночные автомобили высокой производительности |
| Инженерные пластмассы (PEEK/нейлон) | 45–100 МПа | Отличная (химическая) | Очень низкая (1,1–1,4 г/см³) | $$–$$$ | Подшипники, изоляторы, медицинские устройства, детали, пригодные для контакта с пищевыми продуктами |
Когда специальные сплавы оправдывают повышенную цену
Решение об использовании материалов премиум-класса вместо стандартных не следует принимать легкомысленно — но и избегать его не стоит, когда этого требуют обстоятельства. Рассмотрите возможность применения специальных сплавов в следующих случаях:
- Последствия отказа являются критически серьёзными — Компоненты летательных аппаратов, медицинские импланты и системы, критичные с точки зрения безопасности, оправдывают использование премиальных материалов, минимизирующих риски
- Эксплуатационные условия являются экстремальными — Высокие температуры, агрессивные химические вещества или воздействие морской воды могут быстро разрушить стандартные материалы
- Снижение массы повышает эксплуатационные характеристики системы — В аэрокосмической и автомобильной отраслях уменьшение массы улучшает топливную эффективность и управляемость
- Общая стоимость жизненного цикла выгоднее при повышенной долговечности — Титановый компонент, служащий 20 лет, может оказаться дешевле, чем замена стальных деталей каждые 5 лет
Напротив, указание экзотических материалов для благоприятных условий эксплуатации попросту приводит к неоправданному расходованию бюджета. Компонент из нержавеющей стали в сухом внутреннем применении зачастую представляет собой излишние затраты, тогда как углеродистая сталь с соответствующим покрытием обеспечит идентичные эксплуатационные характеристики.
Обладая чётким пониманием возможных вариантов материалов и их компромиссных характеристик, вы теперь готовы формулировать требования, обеспечивающие баланс между необходимыми эксплуатационными характеристиками и реалиями бюджета. Следующий важнейший аспект? Понимание стандартов допусков — ведь даже идеальный выбор материала ничего не значит, если детали не будут точно совмещаться согласно проекту.
Стандарты допусков и пояснения к спецификациям точности
Вы выбрали идеальный материал. Ваш дизайн выглядит безупречно на экране. Однако именно на этом этапе многие проекты терпят неудачу: указание допусков, достижение которых обходится чрезвычайно дорого, либо не соответствующих вашим функциональным требованиям. Понимание спецификаций прецизионных механически обрабатываемых деталей — это не просто технические знания: это разница между компонентами, которые идеально подходят друг к другу, и дорогостоящими ошибками, требующими переделки.
Допуски определяют допустимые отклонения размеров компонента. Их можно рассматривать как приемлемый предел погрешности. Вал диаметром 10 мм с допуском ±0,02 мм может фактически иметь диаметр в диапазоне от 9,98 мм до 10,02 мм и при этом считаться приемлемым. Казалось бы, незначительная деталь, но она имеет колоссальные последствия как для стоимости, так и для функциональности.
Расшифровка классов допусков и их последствий
При анализе коммерческих предложений от производителей прецизионных механически обрабатываемых деталей вы столкнётесь с различными спецификациями допусков. Согласно отраслевым стандартам стандартные допуски при фрезерной обработке с ЧПУ составляют ±0,25 мм (±0,010 дюйма) и представляют базовую производственную возможность для большинства операций точного производства. Такой уровень допусков учитывает типичные отклонения в точности станка, тепловые эффекты, износ инструмента и повторяемость установки детали, обеспечивая при этом экономически выгодные темпы производства.
Но что означают различные классы допусков для вашего проекта? Ниже приведён практический обзор:
- Стандартные допуски (±0,25 мм / ±0,010 дюйма) — подходят для некритичных размеров, общих конструкционных элементов и деталей, где посадка не требует исключительной точности. Самый экономичный вариант.
- Точные допуски (±0,125 мм / ±0,005 дюйма) — требуются для прецизионных деталей машин со средними требованиями к посадке, подвижных компонентов и сборок, нуждающихся в надёжном выравнивании.
- Прецизионные допуски (±0,05 мм / ±0,002 дюйма) — необходимы для высокоточных механических деталей в ответственных областях применения, таких как корпуса подшипников, гидравлические компоненты и прецизионные сборки.
- Сверхпрецизионные допуски (±0,0125 мм / ±0,0005 дюйма) — Зарезервировано для высокоточных обработанных компонентов в аэрокосмической промышленности, медицинских устройствах и оптическом оборудовании, где точность на уровне микронов является обязательной.
Каждое ужесточение допусков требует более сложного оборудования, строгого контроля окружающей среды и протоколов проверки. Как отмечает компания Modus Advanced, достижение сверхточных допусков требует поддержания температуры в помещении с отклонением не более ±0,5 °C, изоляции от вибраций и использования высокоточных шпинделей — что увеличивает базовую стоимость на 100–200 %.
Когда точные допуски действительно важны
Вот неприятная правда: многие покупатели задают избыточные требования к допускам, не осознавая их влияния на стоимость. Запрос на детали, изготовленные методом прецизионной фрезерной обработки с допусками ±0,01 мм вместо вполне достаточных ±0,1 мм, приводит к неоправданному расходу бюджета.
Так когда же жёсткие допуски действительно имеют значение? Сфокусируйтесь на следующих сценариях:
- Сопрягаемые поверхности — Когда два компонента должны соединяться с заданным зазором или натягом
- Вращающиеся узлы — Валы, подшипники и корпуса, требующие стабильной концентричности
- Поверхности уплотнений — Области, где герметичность для жидкостей или газов зависит от точной посадки
- Критические элементы выравнивания — Монтажные отверстия, центрирующие штифты и опорные поверхности
Для некритических размеров — общей длины кронштейна, ширины несопрягаемой поверхности или положений монтажных отверстий с большим зазором — обычно достаточно стандартных допусков. Согласно Abra Engineering , чрезмерно жёсткие допуски повышают производственные затраты без добавления функциональной ценности, поэтому оптимизация допусков необходима для обеспечения экономической эффективности.
Формулирование требований без избыточного проектирования
Как эффективно передать требования к допускам, не увеличивая при этом затраты? Начните с различения критических и некритических размеров на чертежах.
Применяйте наиболее жёсткие допуски только там, где этого требует функциональное назначение детали. Например, для прецизионно обработанной детали может потребоваться допуск ±0,025 мм на посадочной поверхности под подшипник, тогда как для общей высоты допустим допуск ±0,25 мм. Такой избирательный подход позволяет производителям сосредоточить ресурсы там, где точность действительно имеет значение.
Учитывайте геометрические размеры и допуски (GD&T) при сложных требованиях. Компания Protolabs поясняет, что GD&T обеспечивает более эффективный контроль взаимосвязей между элементами — такими как перпендикулярность, концентричность и истинное положение — по сравнению с простыми двусторонними допусками. Это позволяет достичь более высокого уровня контроля качества и избежать неоднозначности в определении того, что именно означает «в пределах допуска» для вашего конкретного применения.
Не забудьте указать требования к шероховатости поверхности. Стандартные значения шероховатости составляют 63 мкдюйма для плоских поверхностей и 125 мкдюйма для криволинейных поверхностей — этого достаточно для большинства применений. Указание более гладкой шероховатости требует дополнительных операций полировки и увеличивает стоимость; это оправдано для уплотнительных поверхностей или деталей, имеющих декоративное назначение, но излишне в остальных случаях.
Наконец, обсудите требования к допускам с потенциальными производителями до окончательного утверждения технических спецификаций. Опытные поставщики прецизионных механических деталей зачастую могут предложить альтернативные решения, позволяющие достичь ваших функциональных целей по более низкой цене. Они могут выявить участки, где ваши требования превышают их стандартные возможности — что потребует повышенной цены, — тогда как незначительные корректировки позволят остаться в экономически выгодном диапазоне.
Как только требования к допускам станут чётко понятны, вы сможете перейти к оценке ещё одного ключевого фактора, отличающего компетентных производителей от остальных: сертификатов качества и того, что они фактически гарантируют относительно поставляемых деталей.
Сертификаты качества и нормы контроля, имеющие значение
Вы нашли производителя, который размещает впечатляющие сертификаты на своём сайте — ISO 9001, IATF 16949, AS9100. Но что эти аббревиатуры на самом деле гарантируют в отношении прецизионных механически обработанных изделий, которые вы получите? Многие покупатели рассматривают сертификаты как простые галочки, а не как значимые показатели качества. Понимание требований, предъявляемых каждым из сертификатов, помогает оценить, действительно ли система управления качеством производителя соответствует требованиям вашего проекта.
Сертификаты качества представляют собой независимую стороннюю проверку того, что производитель следует документированным процессам, поддерживает стабильные стандарты и постоянно совершенствует свою деятельность. Это не просто таблички на стене — они свидетельствуют о системном подходе к производству прецизионных деталей, что снижает количество дефектов, обеспечивает прослеживаемость и защищает вашу цепочку поставок.
ISO 9001 и то, что она гарантирует
ISO 9001 служит основой для управления качеством в отраслях по всему миру. Более миллиона организаций по всему миру сертифицированы по данному стандарту, который устанавливает базовые требования к любой надёжной системе менеджмента качества.
Что именно требует ISO 9001? Для получения сертификата необходимо наличие документированных процедур, последовательного выполнения процессов и подтверждения непрерывного совершенствования. Производителям требуется продемонстрировать ориентацию на потребителя, мышление, основанное на оценке рисков, а также измеримые цели в области качества. При закупке прецизионных обработанных деталей у поставщика, сертифицированного по ISO 9001, вы сотрудничаете с организацией, внедрившей системы для:
- Технологическая документация — Письменные процедуры обеспечивают стабильность операций независимо от того, какой оператор управляет оборудованием
- Отслеживание требований заказчика — Системы фиксируют и проверяют ваши технические требования на всех этапах производства
- Протоколы корректирующих действий — При возникновении проблем анализ первопричин предотвращает их повторное появление
- Обзор со стороны руководства — Руководство регулярно оценивает показатели качества и стимулирует улучшения
Для общепромышленных применений сертификация по стандарту ISO 9001 обеспечивает разумную гарантию того, что производитель действует профессионально. Однако отраслевые сертификаты дополняют эту основу дополнительными требованиями, адаптированными под конкретные сектора.
IATF 16949 для автомобильных цепочек поставок
Если вы закупаете прецизионные компоненты, изготавливаемые на станках с ЧПУ, для автомобильных применений, сертификация по стандарту IATF 16949 становится обязательной. Этот стандарт, разработанный Международной автомобильной рабочей группой (IATF) совместно с ISO, добавляет к требованиям стандарта ISO 9001 специфические для автомобильной промышленности положения.
По мнению экспертов по сертификации при этом IATF 16949 ориентирована в первую очередь на предотвращение дефектов, прослеживаемость цепочки поставок и снижение вариаций в производственном процессе — ключевые аспекты, когда компоненты устанавливаются в транспортные средства, перевозящие пассажиров. Крупнейшие автопроизводители требуют наличия данной сертификации у своих поставщиков первого и второго уровня.
Чем IATF 16949 строже стандарта ISO 9001? Автомобильный стандарт предписывает:
- Требования к безопасности продукции – Специальные протоколы, гарантирующие, что компоненты не создадут угрозы безопасности
- Специальные требования к клиенту – Каждый крупный автопроизводитель предъявляет уникальные требования к качеству
- Планирование чрезвычайных ситуаций – Документированные меры реагирования на сбои в цепочке поставок
- Обслуживание гарантий – Системы отслеживания отказов в эксплуатации и обеспечивающие отзыв продукции при необходимости
- Развитие поставщиков – Требования, распространяющие системы обеспечения качества на субпоставщиков
Для производства прецизионных компонентов, предназначенных для автомобильной промышленности, сертификация по стандарту IATF 16949 свидетельствует о готовности производителя соответствовать жёстким требованиям к качеству, предъявляемым отраслью. Предприятия, такие как Shaoyi Metal Technology, поддерживают данную сертификацию наряду со строгими протоколами статистического управления процессами (SPC), что позволяет им поставлять компоненты с высокой точностью и необходимой степенью стабильности, требуемой автомобильными цепочками поставок.
Требования стандарта AS9100 к компонентам для аэрокосмической промышленности
Аэрокосмические применения требуют еще более строгих систем качества. Сертификация по стандарту AS9100 специально ориентирована на аэрокосмическую отрасль и подтверждает, что компоненты соответствуют требованиям авиационной промышленности в части безопасности, качества и технических характеристик.
Почему для аэрокосмической отрасли требуется отдельная сертификация? Компоненты летательных аппаратов работают в экстремальных условиях — перепады температур, вибрация, изменения давления — при этом последствия отказа могут быть катастрофическими. Стандарт AS9100 вводит дополнительные требования к управлению конфигурацией, первоначальному контролю образца (first article inspection) и повышенному уровню прослеживаемости по сравнению с общепромышленными сертификатами на производство.
Понимание статистического управления процессами
Помимо сертификации, у потенциальных производителей следует уточнить методы контроля и процессы обеспечения качества. Статистическое управление процессами (SPC) представляет собой основанный на данных подход к поддержанию стабильности и согласованности на всех этапах производственного цикла.
Вместо проверки готовых деталей и отбраковки дефектных изделий статистический процесс-контроль (SPC) осуществляет мониторинг параметров производства в реальном времени. Контрольные карты отслеживают критические размеры, выявляя тенденции до того, как они приведут к изготовлению деталей с отклонениями за пределы допусков. Такой проактивный подход снижает количество брака, повышает выход годных изделий и обеспечивает документированное подтверждение того, что ваши прецизионно обработанные изделия оставались в пределах заданных спецификаций на протяжении всего производственного цикла.
Производители, инвестирующие в системы статистического процесс-контроля (SPC), демонстрируют приверженность производству прецизионных компонентов, выходящую за рамки минимальных требований к сертификации. При оценке поставщиков прецизионно обработанных деталей уточняйте их измерительные возможности, частоту контроля и методы документирования данных о качестве для ознакомления заказчика.
Ключевые сертификаты: краткая справка
Сопоставьте требования вашей области применения с соответствующими уровнями сертификации:
- ISO 9001 — универсальная основа управления качеством; подходит для общепромышленных применений
- IATF 16949 — требование автомобильной отрасли; обязательно для поставщиков компонентов транспортных средств
- AS9100 – Стандарт в области аэрокосмической и оборонной промышленности; обязательный для авиационных деталей и сборочных узлов
- ISO 13485 – Производство медицинских изделий; обеспечивает безопасность пациентов и соответствие нормативным требованиям
- ISO 14001 – Управление окружающей средой; подтверждает применение устойчивых методов производства
Сертификаты сообщают вам, какие системы внедрены у производителя, но не указывают, подходит ли данный производитель именно для вашего конкретного проекта. Следующий шаг — оценка технических возможностей, качества коммуникации и деловой репутации с целью формирования короткого списка квалифицированных поставщиков.
Как оценить и выбрать подходящего производителя
Вы изучили сертификаты, проанализировали технические возможности и собрали список потенциальных поставщиков. Теперь наступает самый сложный этап — отделить действительно квалифицированных производителей механически обрабатываемых деталей от тех, кто просто эффективно продвигает свои услуги. Разница между успешным партнёрством и дорогостоящей ошибкой зачастую определяется тщательностью предварительной проверки потенциальных поставщиков до принятия окончательного решения.
Выбор правильного производителя прецизионных деталей — это не поиск самого низкого предложения. Это поиск партнёра, чьи возможности, системы обеспечения качества и стиль коммуникации соответствуют требованиям вашего проекта. Давайте рассмотрим системный подход, который защитит ваши интересы и повысит вероятность нахождения надёжного поставщика на долгосрочной основе.
Оценка возможностей за пределами маркетинговых заявлений
На сайте каждого производителя механически обрабатываемых деталей представлены впечатляющие списки оборудования и восторженные отзывы. Но как проверить, соответствуют ли эти заявления действительности? Начните с анализа того, что находится за внешней оболочкой.
Согласно мнению отраслевых экспертов , при оценке производителя ЧПУ-деталей необходимо изучить его техническую инфраструктуру, квалификацию команды и масштабируемость производства. Проверьте, используются ли в компании современные токарные станки с ЧПУ, фрезерные станки и координатно-измерительные машины (КИМ). Инженерная команда должна продемонстрировать высокий уровень владения CAD/CAM-системами и многокоординатной обработкой — а не просто наличие соответствующего оборудования.
Запросите конкретные сведения о моделях станков, частоте вращения шпинделя, рабочих зонах и точности позиционирования. Производитель нестандартных деталей, заявляющий наличие 5-осевой обработки, должен без затруднений предоставить подробные данные об используемом оборудовании, а не расплывчатые общие утверждения. Уточните, какова типичная сложность изготавливаемых им деталей, и определите, соответствует ли ваш проект их стандартному уровню компетенции или выходит за пределы их возможностей.
Не упускайте из виду вопросы производственных мощностей. Предприятие по точной механической обработке деталей, работающее на 95 % от своей мощности, может испытывать трудности с соблюдением вашего графика поставок. Понимание текущей загрузки производства и тенденций его роста позволяет вам оценить, способен ли поставщик масштабироваться в соответствии с вашими потребностями.
Тревожные сигналы при проверке потенциальных поставщиков
Опыт учит покупателей выявлять тревожные признаки на раннем этапе. Обратите внимание на следующие распространённые «красные флаги», которые зачастую предвещают будущие проблемы:
- Нежелание предоставлять контактные данные рекомендателей — Устоявшиеся производители охотно связывают вас с довольными клиентами
- Расплывчатые ответы относительно допусков — Компетентные мастерские точно сообщают о своих возможностях и ограничениях
- Необычно низкие цены — Цены, значительно ниже цен конкурентов, зачастую указывают на скрытые уступки в качестве или тактику «приманки и замены»
- Плохая реакция на коммуникацию — Если получение ответов занимает дни на этапе подготовки коммерческого предложения, представьте, как будут решаться вопросы в ходе производства
- Нежелание принимать посещения производственных помещений — Уважаемые производители механических деталей приветствуют аудиты со стороны заказчиков
- Отсутствие сертификатов или устаревшие сертификаты — Сертификаты качества требуют регулярных аудитов; просроченные документы свидетельствуют о небрежном отношении к системам управления качеством
Эксперты по проведению должной осмотрительности в отношении поставщиков подчёркивают что репутация поставщика зачастую является надёжным индикатором его надёжности, качества продукции и уровня обслуживания клиентов. Перед принятием обязательств изучите отраслевые форумы, рекомендации в LinkedIn и доступные кейсы.
Соображения при выборе между отечественным и зарубежным производством
Решение о выборе между отечественным и зарубежным производством зависит от множества факторов, выходящих за рамки просто расчёта цены за единицу. Согласно опросу компании Thomas, 83 % североамериканских производителей в последние годы рассматривали возможность переноса производства обратно в страну из-за уязвимостей цепочек поставок.
Офшорное производство может обеспечить более низкую стоимость на единицу продукции, однако следует учитывать общую себестоимость с учётом стоимости доставки, таможенных пошлин, расходов на хранение запасов и требований к контролю качества. Проблемы коммуникации из-за разницы во временных поясах, риски для интеллектуальной собственности и более длительные сроки поставки зачастую сводят на нет видимую экономию.
Производство внутри страны обеспечивает более тесное взаимодействие, более быструю итерацию на этапе разработки и снижение рисков в цепочке поставок. Когда возникают инженерные изменения — а они неизбежны — местные поставщики внедряют корректировки за дни, а не за недели. Для проектов с жёсткими сроками реализации или применений, требующих строгого контроля качества, премия за локальное производство зачастую оправдана.
Ваш пошаговый чек-лист для оценки
Следуйте этой систематической процедуре, чтобы объективно оценить и сравнить потенциальных поставщиков:
- Чётко определите свои требования – Зафиксируйте объёмы, допуски, материалы, необходимые сертификаты и ожидаемые сроки до обращения к поставщикам
- Предварительная оценка возможностей – Просмотрите веб-сайты, списки оборудования и сертификаты, чтобы составить короткий список потенциально квалифицированных кандидатов
- Запросите подробные котировки – Предоставьте каждому поставщику идентичные технические требования; сравнивайте не только цены, но и сроки поставки, условия оплаты и включённые услуги
- Проверьте сертификаты независимо – Проверьте базы данных сертификатов, чтобы подтвердить их текущую действительность, а не полагайтесь исключительно на отображаемые логотипы
- Проведите проверку по рекомендациям – Поговорите с существующими клиентами о стабильности качества, качестве коммуникации и эффективности решения возникающих проблем
- Оцените финансовую устойчивость – Запросите финансовые отчёты или кредитные справки для оценки долгосрочной устойчивости поставщика, особенно при закупке критически важных компонентов
- Запланируйте посещение производственных мощностей или виртуальные экскурсии – Оцените состояние оборудования, организацию рабочего места и профессиональный уровень команды непосредственно на месте
- Начните с заказа прототипа – Протестируйте партнёрские отношения на небольшом проекте до перехода к серийным объёмам производства
Построение долгосрочных партнёрских отношений с производителями
Поиск квалифицированного поставщика — лишь начало. Наиболее успешные отношения между покупателем и производителем трансформируются в подлинные партнёрства, в которых обе стороны инвестируют в взаимный успех.
Обращайте внимание на производителей, предлагающих обратную связь по вопросам проектирования с учётом технологичности изготовления (DFM) — рекомендации, позволяющие улучшить ваши детали и одновременно снизить производственные затраты. Производитель механически обрабатываемых деталей, готовый предложить изменения в конструкции, демонстрирует высокий уровень экспертизы и партнёрский подход, выходящий за рамки простого выполнения инструкций.
Оцените их подход к решению проблем. Когда проблемы неизбежно возникают, они оперативно информируют вас или, напротив, скрывают их до тех пор, пока ситуация не перерастёт в кризис? Отраслевые рекомендации подтверждают, что чёткая и оперативная коммуникация гарантирует, что вы не останетесь в неведении при возникновении трудностей.
Также учитывайте поддержку после продажи. Предоставляет ли поставщик гарантии, замену деталей или техническую поддержку в случае, если компоненты не соответствуют ожидаемым характеристикам? Качественный производитель отвечает за свою продукцию и рассматривает каждый проект как возможность укрепить партнёрские отношения.
Усилия, затраченные на тщательную оценку, окупаются на протяжении всего периода сотрудничества в области производства. После того как надёжный партнёр определён, следующим шагом становится подготовка пакета запроса коммерческого предложения (RFQ), позволяющего получить точные расчёты и обеспечить бесперебойный запуск производства.
Подготовка вашего RFQ и понимание сроков выполнения заказа
Вы определили квалифицированных поставщиков и оценили их возможности. Теперь наступает момент, который решает, получите ли вы точные коммерческие предложения или будете вынуждены вступать в утомительный диалог для уточнения деталей: подготовка запроса коммерческого предложения (RFQ). Хорошо структурированный пакет RFQ не только ускоряет процесс расчёта стоимости — он также укрепляет вашу репутацию как профессионального покупателя и закладывает основу для бесперебойного производственного сотрудничества.
Рассматривайте свой запрос коммерческого предложения (RFQ) как инструмент коммуникации. Чем полнее и структурированнее ваша информация, тем быстрее производители смогут оценить ваш проект и предложить конкурентоспособные цены. Неполные запросы вызывают задержки, поскольку отделы продаж вынуждены запрашивать недостающие данные, что зачастую добавляет к сроку получения первого коммерческого предложения несколько дней или даже недель.
Основная информация для вашего запроса коммерческого предложения
Что отличает RFQ, привлекающий немедленное внимание, от того, который «застывает» в очереди? Полная информативность. Согласно поставщикам услуг механической обработки , чем подробнее ваш RFQ, тем быстрее вы получите точное коммерческое предложение. Начните с базовой информации, прежде чем переходить к техническим спецификациям.
Ваш пакет RFQ должен включать следующие основные элементы:
- Информация о компании – Контактные данные, юридический адрес, адрес доставки и идентификационные реквизиты компании
- Описание товара – Краткий обзор требуемого изделия и его предполагаемого применения
- Технические характеристики материала – Предпочтительные материалы или допустимые альтернативы с указанием любых особых требований
- Требования к количеству – Объём первой партии и прогнозируемый годовой объём потребления
- Ожидаемые сроки выполнения – Целевые даты поставки и любые ограничения по графику
- Требования, специфические для отрасли – Уточните, предназначены ли детали для медицинского оборудования, авиационно-космической техники, автомобилей или других регулируемых областей применения
- Требования к документации по качеству – Отчёты о контроле, сертификаты или требования к прослеживаемости
Не предполагайте, что производители сами зададут вопросы о недостающей информации. Некоторые из них могут подготовить коммерческое предложение на основе допущений, не соответствующих вашим реальным потребностям — это может привести к неожиданностям при получении изготовленных на заказ деталей или при выставлении счётов.
Технические чертежи и требования к спецификациям
Ваши чертежи служат окончательным эталоном при изготовлении нестандартных деталей. Они передают геометрию, допуски, параметры шероховатости поверхности и особые требования на универсальном языке инженерной графики. Без надлежащих чертежей даже самый компетентный производитель не сможет гарантировать соответствие результата вашим ожиданиям.
В отрасли действуют передовые методы, согласно которым следует предоставлять как 2D-чертежи в формате PDF, так и 3D-файлы в формате STEP. PDF-файл служит основным документом, определяющим критические размеры и допуски, тогда как 3D-модель позволяет производителям непосредственно импортировать геометрию в ПО для станков с ЧПУ и проверить правильность понимания сложных элементов.
В вашем техническом пакете должны быть чётко указаны:
- Критические размеры с допусками – Укажите, какие элементы требуют строгого контроля
- Требования к отделке поверхности – Укажите значения шероховатости для различных поверхностей
- Геометрические допуски – Включите обозначения геометрических допусков (GD&T) для положения, соосности, перпендикулярности — при необходимости
- Спецификации материала и термообработки – Укажите марки сплавов и любые необходимые технологические процессы
- Требования к резьбе – Стандартные или специальные резьбовые обозначения с классом посадки
- Специальные маркировки или идентификационные обозначения – Номера деталей, коды партий или другие обязательные маркировки
Если вы используете онлайн-системы расчёта стоимости механической обработки деталей, имейте в виду, что автоматизированные платформы работают наиболее эффективно при наличии полных 3D-моделей и стандартных допусков. Сложные индивидуальные детали с нестандартными конструктивными элементами или жёсткими техническими требованиями, как правило, требуют непосредственного инженерного анализа.
Объёмные соображения и структура цен
Количество заказываемых деталей существенно влияет на цену за единицу, и понимание этой взаимосвязи помогает принимать более обоснованные решения при закупке. Ценообразование на индивидуальные детали, изготавливаемые на станках с ЧПУ, включает как постоянные затраты (программирование, наладка, оснастка), так и переменные затраты (материал, время механической обработки, контроль качества). При увеличении объёма производства постоянные затраты распределяются на большее количество единиц, что снижает цену за одну деталь.
Будьте прозрачны в отношении своих прогнозов объемов. Производитель, предлагающий цену на 100 штук, принимает иные решения, чем тот, кто рассчитывает стоимость 10 000 штук. Он может выбрать другое оборудование, инвестировать в специальную оснастку или выделить отдельное машинное время. Предоставление реалистичных прогнозов — даже если они носят приблизительный характер — позволяет формировать более точные ценовые структуры.
Рассмотрите возможность запроса градуированной цены с несколькими пороговыми значениями количества. Это покажет, при каком объеме заказа начинают проявляться эффекты масштаба для ваших деталей. Возможно, вы обнаружите, что заказ 500 штук вместо 250 снижает себестоимость единицы на 30 %, что делает целесообразным пересмотр стратегии управления запасами.
Требования к прототипированию и серийному производству
Подход к заказу пяти прототипных изделий принципиально отличается от подхода к заказу пяти тысяч серийных изделий. Согласно мнению экспертов в области производства, программы зачастую терпят неудачу из-за того, что команды рассматривают прототипирование и серийное производство как взаимозаменяемые процессы, тогда как им требуются принципиально различные режимы работы.
Производство прототипов ставит во главу угла скорость и гибкость. На этом этапе вы проверяете конструкции, тестируете соответствие посадки и функциональности, а также, скорее всего, вносите изменения на основе полученных результатов. Ожидайте более высокой стоимости единицы продукции, поскольку производители не могут распределить затраты на подготовку оборудования на большое количество изделий. Однако сроки изготовления зачастую короче, поскольку прототипы обычно получают приоритет перед серийными заказами в производственной очереди.
Производство деталей для серийного выпуска делает акцент на воспроизводимости, документированных процессах и оптимизации затрат. Конструкция должна быть окончательно утверждена, технические требования — зафиксированы, а требования к качеству — чётко определены. Производители инвестируют в специальную оснастку, устанавливают параметры технологических процессов и внедряют статистический контроль качества, что экономически неоправданно при небольших партиях прототипов.
Сообщите производителю, на каком этапе цикла разработки находится ваш проект. Если производитель понимает, что вам требуются индивидуальные детали для прототипов с последующим серийным производством, он сможет соответствующим образом составить коммерческое предложение — например, предложить снижение цены на прототипы в обмен на обязательства по объёмам будущего серийного выпуска.
Факторы, влияющие на сроки поставки, и планирование производства
От чего зависит время ожидания ваших комплектующих? Сроки поставки зависят от множества факторов, выходящих за рамки лишь сложности механической обработки. Понимание этих факторов помогает сформировать реалистичные ожидания и соответствующим образом спланировать процессы.
Ключевые факторы, влияющие на сроки поставки:
- Текущая загрузка производственных мощностей – В периоды высокой загрузки очереди увеличиваются независимо от сложности деталей
- ## Доступность материалов – Стандартные сплавы поставляются быстро; специальные материалы могут потребовать недель
- Вторичные операции – Термообработка, гальваническое покрытие и нанесение защитных покрытий увеличивают время обработки
- Требования к контролю – Обширная документация увеличивает время контроля качества
- Полнота чертежей – Отсутствие информации вызывает задержки из-за необходимости уточнений
- Утверждение первого образца – Производство приостанавливается до вашего одобрения первоначальных образцов
При срочной необходимости заранее уточните возможность ускорения выполнения заказа. Многие производители предлагают ускоренные услуги за дополнительную плату — в отдельных случаях срок изготовления критически важных компонентов может составлять всего один день. Однако спешка при выполнении каждого заказа негативно сказывается на партнёрских отношениях и бюджете. Запрашивайте ускорение только в случае подлинных чрезвычайных ситуаций.
Планирование производства деталей даёт наилучшие результаты, когда вы предоставляете информацию о своих будущих потребностях. Даже приблизительные прогнозы позволяют производителям резервировать производственные мощности, заблаговременно заказывать материалы и оптимизировать график выпуска продукции. Такое взаимодействие зачастую обеспечивает более выгодные цены и более надёжные сроки поставки по сравнению с транзакционными отношениями, основанными на разовом оформлении заказов.
Если ваш запрос коммерческого предложения (RFQ) подготовлен всесторонне, производители могут сосредоточиться на инженерном анализе и точном ценообразовании, а не тратить время на уточнение недостающих деталей. Однако перед отгрузкой деталей для многих применений требуются дополнительные операции — термообработка, отделка поверхности или сборочные услуги, которые повышают ценность и функциональность ваших обработанных на станках компонентов.
Дополнительные операции и отделочные процессы
Ваши прецизионные обработанные компоненты поступают с ЧПУ-станка — но можно ли считать их действительно готовыми к эксплуатации? Во многих областях применения сырые обработанные изделия требуют дополнительной обработки для достижения требуемых эксплуатационных характеристик. Эти дополнительные операции превращают удовлетворительные детали в превосходные, обеспечивая повышенную прочность, коррозионную стойкость и функциональность, которых невозможно достичь только за счёт механической обработки.
Понимание того, когда и почему эти процессы имеют значение, помогает вам точно формулировать технические требования и избегать дорогостоящих неожиданностей. Рассмотрим дополнительные операции, которые действительно повышают ценность ваших компонентов, обработанных на станках с ЧПУ.
Термическая обработка для повышения эксплуатационных характеристик
Представьте себе шестерню, которая преждевременно изнашивается из-за отсутствия закалки поверхности, или пружину, теряющую упругость из-за нейтрализации остаточных напряжений. Термическая обработка решает эти задачи путём изменения внутренней структуры металлов посредством контролируемых циклов нагрева и охлаждения.
Согласно данным Hubs, термическая обработка необходима для изменения таких критических свойств металлических деталей, как твёрдость, прочность, ударная вязкость и пластичность. Время проведения термической обработки — до или после механической обработки — зависит от конкретных требований к изделию.
Термическая обработка до механической обработки эффективна при использовании стандартных марок металлических сплавов. Производители могут выполнять механическую обработку деталей непосредственно из предварительно термообработанной заготовки, сокращая сроки изготовления. Однако термическая обработка после механической обработки становится обязательной, когда цель процесса — повышение твёрдости материала или его применение в качестве финишной операции, особенно для инструментальных сталей, которые значительно упрочняются после термообработки.
Три наиболее распространённых вида термической обработки включают:
- Отжиг — Нагрев металла до высокой температуры с последующим медленным охлаждением делает материал более мягким и улучшает его обрабатываемость. Большинство деталей, изготовленных на станках с ЧПУ, обладают свойствами в отожжённом состоянии, если не указаны дополнительные виды термообработки.
- Снятие напряжений — Применяется после механической обработки для устранения остаточных напряжений, возникших в процессе производства, что обеспечивает получение деталей с более стабильными механическими свойствами.
- Отпуск — Выполняется после закалки низкоуглеродистых и легированных сталей для снижения хрупкости и одновременного повышения эксплуатационных характеристик.
Для сложных механически обрабатываемых деталей, подвергающихся высоким нагрузкам или износу, термообработка зачастую определяет разницу между удовлетворительной работой и преждевременным выходом из строя.
Варианты отделки поверхности и их применение
Поверхностные покрытия выполняют не только эстетическую функцию — они защищают от коррозии, снижают трение, улучшают электрические характеристики и повышают износостойкость. Выбор подходящего покрытия зависит от условий эксплуатации и функциональных требований.
Согласно Alpha Metal , каждый метод отделки обладает своими преимуществами для различных применений:
Андомизация создает твердый, коррозионностойкий оксидный слой на алюминиевых поверхностях посредством электрохимического процесса. Деталь погружается в кислый электролитный раствор, при этом электрический ток вызывает окисление поверхности. Такое «преобразующее покрытие» может быть окрашено в различные цвета и обеспечивает превосходную стойкость к износу — поэтому оно широко применяется в аэрокосмической, автомобильной, электронной отраслях, а также в архитектурных компонентах.
Покрытие наносит тонкий металлический слой на поверхность вашей детали. Никелирование повышает коррозионную стойкость, хромирование придаёт эстетический блеск и твёрдость, цинкование обеспечивает жертвенную коррозионную защиту, а золочение улучшает электропроводность. Процесс осуществляется либо гальваническим методом (с использованием электрического тока), либо химическим методом без тока (безэлектролитное осаждение).
Порошковое покрытие наносит сухой полимерный порошок электростатическим способом, а затем отверждает его при нагреве, образуя толстое и прочное покрытие. Этот процесс обеспечивает превосходную стойкость к ударам и коррозии при минимальном воздействии на окружающую среду: избыточный распылённый порошок можно переработать, а выбросы летучих органических соединений (ЛОС) низки.
Рисование остаётся наиболее универсальным вариантом для подбора цвета и эстетических требований, хотя обычно он обеспечивает меньшую долговечность по сравнению с порошковым покрытием или анодированием. Водные краски представляют собой экологически безопасную альтернативу растворительсодержащим составам.
Сравнение вариантов отделки поверхности
Эта таблица помогает подобрать процесс отделки в соответствии с требованиями вашей области применения:
| Тип процесса | Основные преимущества | Типичные применения | Влияние на стоимость |
|---|---|---|---|
| Андомизация | Твёрдая, износостойкая поверхность; защита от коррозии; варианты цветов; диэлектрические свойства | Компоненты для авиакосмической техники, корпуса электронных устройств, архитектурные элементы | Средний уровень ($$) |
| Гальваническое покрытие (никель/хром) | Повышенная стойкость к коррозии; эстетичное металлическое покрытие; улучшенная электропроводность | Декоративные элементы автомобилей, инструменты, ювелирные изделия, электрические разъёмы | Умеренная — высокая ($$–$$$) |
| Цинковое покрытие | Жертвующая защита от коррозии; экономически эффективная | Крепежные изделия, кронштейны, конструкционная фурнитура | Низкий ($) |
| Порошковое покрытие | Толстое и равномерное покрытие; превосходная стойкость к ударным нагрузкам; широкий выбор цветов; экологичность | Уличное оборудование, бытовая техника, автомобильные детали | Средний уровень ($$) |
| Рисование | Неограниченный выбор цветов; простота локального ремонта; совместимость с различными типами оснований | Потребительские товары, строительные материалы, корпуса | Низкая — умеренная ($–$$) |
| Дробеструйная обработка стеклянным гранулятом | Гладкая полуматовая отделка; подготовка поверхности; повышение коррозионной стойкости | Медицинские устройства, прецизионные фрезерованные детали, декоративные компоненты | Низкий ($) |
Услуги по сборке и дополнительные операции
Зачем получать отдельные компоненты, если можно получить готовые к установке узлы? Многие производители предлагают сборку обработанных деталей в качестве дополнительной услуги, которая упрощает вашу цепочку поставок и снижает внутреннюю нагрузку.
Согласно Marver Med, выполнение вторичных операций внутри компании значительно сокращает общее время производства за счёт устранения задержек и дополнительных затрат, связанных с аутсорсингом. К таким операциям с добавленной стоимостью относятся:
- Сборка компонентов – Комплектование нескольких обработанных деталей крепёжными элементами, уплотнениями или другим оборудованием
- Лазерная маркировка – Нанесение постоянной маркировки деталей, серийных номеров или логотипов
- Очистка и обезжиривание – Удаление технологических жидкостей и загрязнений с деталей перед сборкой или стерильной упаковкой
- Упаковка в чистой комнате – Критически важно для медицинских изделий и чувствительной электроники
- Дополнительная механическая обработка – Дополнительные операции точения, подрезки, сверления или нарезания резьбы для уточнения геометрических параметров
Консолидация этих операций у вашего основного поставщика механической обработки даёт несколько преимуществ. Ответственность за выполнение работ «под одной крышей» упрощает обеспечение качества. Сокращение количества перегрузок между производственными площадками минимизирует риск повреждений. А согласованное планирование часто сокращает общее время выполнения заказа по сравнению с управлением несколькими поставщиками.
При оценке производителей уточняйте, какие вторичные операции они выполняют собственными силами, а какие передают на аутсорсинг. Наличие внутренних возможностей, как правило, означает более высокий уровень контроля качества и более короткие сроки исполнения, тогда как передача процессов на аутсорсинг увеличивает сроки выполнения заказа и создаёт потенциальные сложности в координации.
Обладая чётким пониманием того, как вторичные операции повышают эксплуатационные характеристики ваших прецизионных механических компонентов, вы теперь готовы точно определить все требования, включая постобработку деталей после механической обработки. Завершающим этапом является объединение всего полученного опыта для принятия обоснованного решения при выборе производителя для вашего проекта.
Окончательный выбор производителя
Вы прошли путь через науку о материалах, спецификации допусков, сертификаты качества и вторичные операции. Теперь настал момент принятия решения — объединения всей полученной информации в конкретные действия, которые защитят вашу цепочку поставок и обеспечат успех ваших проектов. Правильный производитель прецизионных механически обработанных деталей — это не просто самый дешёвый вариант или тот, у кого самый эффектный сайт. Это партнёр, чьи возможности, системы обеспечения качества и стиль коммуникации точно соответствуют требованиям вашего проекта.
Сопоставление ваших требований с возможностями производителя
Начните с повторного анализа ваших ключевых требований в свете информации, полученной о каждом потенциальном поставщике. Обладает ли их оборудование возможностями для обработки геометрии ваших деталей? Способны ли они обеспечить требуемые допуски без премиальной цены? Соответствуют ли их сертификаты нормативным требованиям вашей отрасли?
Создайте простую матрицу решений, взвешивающую факторы, наиболее важные для вашего применения:
- Соответствие технических возможностей — Их оборудование, допуски и экспертиза в области материалов соответствуют вашим требованиям к деталям, изготавливаемым на станках с ЧПУ
- Строгость системы обеспечения качества — Сертификаты, соответствующие вашей отрасли (минимум ISO 9001, IATF 16949 — для автомобильной промышленности, AS9100 — для аэрокосмической)
- Производственная мощность — Достаточная производственная мощность для выполнения ваших объёмов без перегрузки их цеха
- Выполнение сроков поставки — Реалистичные сроки, согласованные с вашим производственным графиком
- Оперативность коммуникации — Быстрые и чёткие ответы на этапе подготовки коммерческого предложения позволяют прогнозировать поведение поставщика в ходе производства
- Географические аспекты — Сопоставление преимуществ и недостатков отечественных и зарубежных поставщиков с учётом вашего уровня готовности к риску
Не поддавайтесь искушению чрезмерно акцентировать внимание на цене. Производитель, предлагающий прецизионные детали, изготавливаемые на станках с ЧПУ, по цене на 20 % ниже рыночной, может экономить на контроле качества, использовать некачественные материалы или работать без надлежащей системы обеспечения качества. Затраты, связанные с получением бракованных деталей — задержки производства, переделка, жалобы клиентов — значительно превышают любую экономию от низкой первоначальной цены.
Формирование краткого списка квалифицированных поставщиков
Ваш процесс оценки должен сузить круг потенциальных поставщиков с десятков до фокусированного шорт-листа из двух–четырёх действительно квалифицированных кандидатов. Эти финалисты прошли ваш отбор по возможностям, продемонстрировали соответствующие сертификаты и профессионально ответили на ваши запросы.
Прежде чем принимать окончательные обязательства, рассмотрите следующие этапы проверки:
- Запросите образцы деталей — Осмотр реальных прецизионных деталей ЧПУ даёт больше информации, чем любой технический паспорт
- Проверьте рекомендации — Поговорите с текущими заказчиками о стабильности качества и решении возникающих проблем
- Начинайте с малого — Заказ прототипа позволяет проверить взаимодействие до начала серийного производства, требующего значительных капитальных вложений
- Оценка отзывов по DFM — Производители, предлагающие улучшения конструкции, демонстрируют партнёрский подход
Обратите внимание на то, как поставщики отвечают на ваши вопросы в ходе оценки. Поставщик решений для точной обработки на станках с ЧПУ, готовый объяснить свои процессы, признать существующие ограничения и предложить альтернативы, проявляет ту прозрачность, которая будет необходима при неизбежных производственных трудностях.
Наиболее успешные партнёрства с производителями строятся не на отсутствии проблем, а на открытой коммуникации и оперативном устранении возникающих вопросов.
Следующий шаг в вашем процессе поиска поставщиков
После формирования краткого списка дальнейший путь становится более очевидным. Для многих покупателей идеальный партнёр сочетает техническую точность, сертифицированные системы обеспечения качества и оперативное обслуживание — такое сочетание ускоряет реализацию проектов от концепции до производства, исключая трения, вызванные недопониманием или отклонениями в качестве.
Производители, имеющие сертификат IATF 16949, демонстрируют дисциплину процессов, требуемую автопромышленными цепочками поставок. Когда эти возможности дополняются возможностью быстрого перехода от прототипирования к серийному производству, вы получаете гибкость, недостижимую для традиционных поставщиков. Представьте, что вы верифицируете конструкцию с помощью прецизионных прототипных деталей, изготовленных на станках с ЧПУ, а затем бесперебойно масштабируете выпуск до необходимых объёмов серийного производства — всё это с одним квалифицированным партнёром.
Для задач, критичных по времени, уточните наличие ускоренных вариантов выполнения заказа. Некоторые производственные мощности по точной механической обработке способны поставлять детали в сроки всего один рабочий день при срочной необходимости компонентов. Такая оперативность оказывается чрезвычайно ценной, когда на производственных линиях возникают непредвиденные дефициты или при внезапной необходимости верификации изменений в конструкции.
Если ваши задачи связаны с автомобильными компонентами — сборками шасси, специальными металлическими втулками или другими системами транспортных средств — рассмотрите возможность привлечения специализированных ресурсов. Производственные мощности, предлагающие точную CNC-обработку для автомобильных применений обладают отраслевой экспертизой и строго соблюдают протоколы статистического управления процессами (SPC), гарантируя стабильность качества на всех производственных циклах.
Помните, что выбор производителя — это не разовая сделка, а начало долгосрочных отношений. Усилия, которые вы вкладываете в тщательную оценку, окупаются надёжными поставками, стабильным качеством и совместным решением проблем в случае возникновения трудностей. Ваш поставщик прецизионных деталей для станков с ЧПУ становится продолжением ваших собственных возможностей и напрямую влияет на вашу способность эффективно обслуживать клиентов.
Обладая знаниями, полученными из данного руководства — о производственных процессах, выборе материалов, допусках, сертификатах качества, методах оценки, подготовке запросов коммерческих предложений (RFQ) и вторичных операциях — вы готовы взаимодействовать с производителями машинных компонентов как осведомлённый покупатель. Такая подготовка обеспечивает более прочные партнёрские отношения, более качественные детали и лучшие результаты для ваших проектов.
Часто задаваемые вопросы о производителях машинных компонентов
1. Сколько стоит нестандартная деталь, изготавливаемая на станке с ЧПУ?
Стоимость изготовления деталей по индивидуальному заказу на станках с ЧПУ значительно варьируется в зависимости от сложности, используемых материалов и объёма производства. Простые детали при небольших партиях обычно стоят от 10 до 50 долларов США за штуку, тогда как прецизионные компоненты могут стоить 160 долларов США и более, особенно при заказах малыми партиями. На цену влияют такие факторы, как выбор материала, требования к допускам, дополнительные операции (например, термообработка или гальваническое покрытие) и затраты на подготовку оборудования, которые распределяются на большее количество изделий. Запрос цен с разбивкой по нескольким объёмам поставки помогает определить пороговые значения объёмов, при превышении которых начинает действовать эффект масштаба и снижается себестоимость единицы продукции.
2. Какие семь основных станков используются в производстве?
Семь основных станков — это токарные станки (токарные и расточные станки), строгальные и фрезерные станки, сверлильные станки, фрезерные станки, шлифовальные станки, станки с механическим приводом для распила и прессы. Современные технологии ЧПУ преобразовали эти традиционные станки в оборудование, управляемое компьютером, способное обеспечивать допуски, недостижимые при ручном управлении. Многоосевые станки с ЧПУ объединяют несколько операций, позволяя производителям изготавливать сложные геометрические формы за одну установку при сохранении исключительной точности.
3. Какими сертификатами должны обладать производители компонентов станков?
Обязательные сертификаты зависят от вашей отрасли. Стандарт ISO 9001 обеспечивает универсальную основу системы менеджмента качества, применимую в общепромышленных областях. Стандарт IATF 16949 является обязательным для компонентов, поставляемых в автомобильную отрасль, и ориентирован на предотвращение дефектов и обеспечение прослеживаемости. Для аэрокосмической и оборонной промышленности требуется сертификация по стандарту AS9100, предъявляющему более строгие требования к безопасности и качеству. Производителям медицинских изделий необходима сертификация по стандарту ISO 13485. На предприятиях, сертифицированных по стандарту IATF 16949, таких как Shaoyi Metal Technology, внедрены строгие протоколы статистического управления процессами (SPC), обеспечивающие стабильное производство компонентов с высокой точностью.
4. В чём разница между токарной и фрезерной обработкой на станках с ЧПУ?
При токарной обработке на станках с ЧПУ заготовка вращается, а неподвижный режущий инструмент формирует её поверхность, что делает этот метод идеальным для изготовления цилиндрических деталей, таких как валы, стержни и втулки. При фрезерной обработке на станках с ЧПУ вращается режущий инструмент, а заготовка остаётся неподвижной — это оптимально для деталей с плоскими поверхностями, пазами, карманами и сложными трёхмерными формами. Во многих задачах прецизионной механической обработки оба этих процесса комбинируются: компоненты сначала обрабатываются на токарном станке для получения цилиндрических элементов, а затем переходят на фрезерные станки для добавления других признаков — отверстий, плоских участков или угловых резов.
5. Как подготовить эффективный запрос коммерческого предложения (RFQ) на механическую обработку деталей?
Полный пакет запроса коммерческого предложения (RFQ) должен включать информацию о компании, подробное описание продукции, технические требования к материалам, объёмы заказа с прогнозируемым годовым потреблением, ориентировочные сроки выполнения и требования к документации по качеству. Предоставьте как 2D-чертежи в формате PDF, так и 3D-модели в формате STEP с чётко обозначенными критическими размерами, допусками, требованиями к шероховатости поверхности, а также любыми указаниями по геометрическим допускам формы и расположения (GD&T). Будьте прозрачны в отношении прогнозируемых объёмов и уточните, требуются ли вам прототипы или серийные партии, поскольку производители принимают различные решения относительно оборудования и технологических процессов на основе этой информации.