 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Онлайн-обработка на станках с ЧПУ: от файла проекта до доставленной детали за несколько дней
Что на самом деле означает онлайн-обработка для современного производства
Представьте, что вы загружаете CAD-файл в 9 утра и получаете подробное коммерческое предложение с указанием цен, сроков изготовления и обратной связи по технологичности ещё до того, как остынет ваш утренний кофе. Именно так работает онлайн-обработка — цифровая трансформация способа, которым инженеры и разработчики продукции закупают детали, изготовленные на станках с ЧПУ .
В основе онлайн-обработки лежат веб-платформы, которые напрямую связывают вас с возможностями точного производства без участия традиционных посредников. Вместо того чтобы годами выстраивать отношения с местными механическими цехами, вы получаете доступ к глобальным производственным сетям через свой веб-браузер. Эта модель кардинально меняет взаимодействие между обработкой на станках с ЧПУ и традиционными закупками, обеспечивая прозрачность и скорость там, где ранее процессы были медленными и зависели от личных связей.
От чертежа к браузеру: цифровая трансформация производства
Всего несколько лет назад поиск индивидуальных механически обрабатываемых деталей означал нечто совершенно иное. Вы отправляли чертежи по электронной почте нескольким поставщикам, ждали ответов в течение нескольких дней, договаривались о посещении производственных площадок и согласовывали условия в ходе бесчисленных телефонных переговоров. Этот процесс требовал наличия устоявшихся деловых связей и значительных временных затрат ещё до того, как был снят первый стружечный заусенец.
Современные цифровые платформы ЧПУ-обработки полностью переворачивают эту модель. Согласно отраслевому анализу компании Lauenscnc , пользователи сегодня подключаются к обширным производственным сетям, в реальном времени корректируют технологические параметры и мгновенно бронируют производственные мощности. Такой переход отражает более широкие цифровые трансформации — например, замену посещений банковских отделений онлайн-банкингом или трансформацию розничной торговли под влиянием электронной коммерции.
В чём заключается значимость этого перехода? Традиционные модели отлично зарекомендовали себя при долгосрочных контрактах на крупные объёмы продукции и при наличии устойчивых партнёрских отношений. Однако онлайн-платформы ЧПУ-обработки доминируют в динамичных, ориентированных на инновации средах, где решающее значение имеют скорость и гибкость.
Как онлайн-платформы связывают вас с возможностями ЧПУ
Итак, что же происходит на самом деле при использовании этих цифровых платформ? Экосистема объединяет несколько взаимосвязанных компонентов, которые работают вместе бесперебойно:
- Системы загрузки файлов — Принимают стандартные форматы, такие как STEP, IGES и родные CAD-файлы, для немедленной обработки
- Системы мгновенного расчета цен — Алгоритмы на основе искусственного интеллекта анализируют геометрию, рассчитывают траектории инструмента и формируют ценовое предложение в течение нескольких секунд
- Автоматизированная обратная связь по анализу технологичности конструкции (DFM) — Встроенная система проверки выявляет потенциальные проблемы, например, слишком тонкие стенки или элементы с подрезами, до подтверждения заказа
- Глобальные производственные сети — Подключение к сотням или тысячам проверенных поставщиков услуг ЧПУ по всему миру
- Интерфейсы выбора материалов — Варианты от алюминия и нержавеющей стали до инженерных пластиков и экзотических сплавов
- Настройка послепроцессинга — Добавлены варианты отделки поверхности, термообработки и контроля качества — просто нажмите мышью
Эта модель услуг ЧПУ обеспечивает беспрецедентную прозрачность в закупках для производства. Вы переключаете параметры количества или материала и сразу же видите изменение цены — больше не нужно ждать несколько дней для получения обновлённого коммерческого предложения.
Подходит ли такой подход вашим потребностям? Если вы разрабатываете прототипы, тестируете различные варианты конструкции или вам требуются нестандартные детали без необходимости заказывать крупные партии, онлайн-расчёт стоимости механической обработки предоставляет гибкость, которой традиционные цеха зачастую не могут похвастаться. Стартапы могут наращивать объёмы производства без значительных первоначальных инвестиций, а устоявшиеся компании оптимизируют свои цепочки поставок для повышения оперативности.
Однако речь идет не о замене всех ваших существующих производственных партнерств. Речь идет о понимании того, когда цифровые платформы действительно дают преимущества, а когда традиционные партнерства по-прежнему остаются целесообразными. Цель данного материала — не убедить вас в преимуществах одного из подходов, а помочь вам принимать обоснованные решения о том, как эффективно получить онлайн-расчет стоимости ЧПУ-обработки, полностью осознавая, что именно вы получаете.
Полный цикл: от файла проекта до готовой детали
Задумывались ли вы когда-нибудь, что на самом деле происходит между нажатием кнопки «загрузить» и моментом, когда вы держите в руках свою готовую деталь, обработанную на станке с ЧПУ ? Этот процесс сложнее, чем кажется на первый взгляд, — однако он становится удивительно доступным, как только вы разберетесь в каждом его этапе. Давайте пройдемся по полному рабочему процессу, чтобы вы точно знали, чего ожидать.
Подготовка CAD-файлов к загрузке
Ваш путь начинается с подготовки файлов, и правильное выполнение этого этапа позволит избежать проблем в дальнейшем. Большинство платформ принимают несколько стандартных форматов, однако не все файлы одинаково пригодны для целей производства.
Файлы STEP (.stp, .step) остаются золотым стандартом для онлайн-обработки на станках с ЧПУ. Они сохраняют твёрдотельную геометрию, обеспечивают точность размеров и без проблем импортируются в различные CAD-системы. Если вы планируете экспортировать файл только в одном формате, выберите STEP.
Файлы IGES (.igs, .iges) служат надёжным резервным вариантом. Этот формат существует уже давно и поддерживается большинством систем, однако при работе со сложными кривыми иногда возникают проблемы интерпретации поверхностей.
Файлы STL — как правило, используемые при 3D-печати — имеют существенные ограничения при изготовлении деталей на станках с ЧПУ. В них поверхности аппроксимируются треугольными гранями вместо истинной геометрии, что может привести к потере точности при обработке криволинейных элементов. Используйте STL только в тех случаях, когда другие форматы недоступны.
Перед загрузкой убедитесь, что ваша модель является водонепроницаемой: отсутствуют открытые поверхности и самопересекающаяся геометрия. Многие платформы автоматически выявляют такие ошибки, однако их своевременное обнаружение значительно ускоряет процесс расчёта коммерческого предложения.
Понимание процесса получения мгновенного расчёта стоимости
Здесь происходит волшебство. Согласно документации платформы Xometry, движки ценообразования на основе ИИ мгновенно анализируют загруженную вами геометрию, рассчитывают траектории инструмента и формируют ценовое предложение на основе реальных требований к производству.
Система одновременно оценивает несколько факторов:
- Общие габариты детали и необходимый объём материала
- Сложность элементов, включая отверстия, карманы и контуры поверхностей
- Количество установок, требуемых для обработки всех элементов
- Выбранные свойства материала и его обрабатываемость
- Требования к допускам и их влияние на продолжительность механической обработки
Особую силу этому придаёт немедленная обратная связь по принципам проектирования с учётом технологичности производства (DFM). Система выявляет потенциальные проблемы — тонкие стенки, которые могут деформироваться под действием сил резания, глубокие карманы, требующие специализированного инструмента, или элементы, для обработки которых потребуются дорогостоящие операции на станках с пятью координатными осями. Как отмечают Технические специалисты CNC24 эта автоматизированная проверка технической осуществимости дополняется экспертной оценкой производственного технолога для минимизации рисков до начала производства.
От размещения заказа до доставки на порог
После того как вы настроили деталь и утвердили коммерческое предложение, что происходит дальше? Ниже приведена полная последовательность действий:
- Финальный инженерный анализ — Специалисты проверяют ваши технические требования, подтверждают наличие необходимых материалов и удостоверяются, что заявленный способ изготовления обеспечит выполнение ваших требований.
- Подбор поставщика — Ваш проект передаётся оптимальному производителю из проверенной сети платформы. Критерии отбора включают возможности оборудования, текущую загрузку мощностей, географическое расположение и любые сертификационные требования, указанные вами.
- Планирование производства — Ваш заказ поступает в очередь на производство. Приоритет определяется выбранным вами сроком изготовления: срочные заказы обрабатываются в первую очередь, тогда как экономичные варианты ждут оптимального времени для групповой загрузки.
- Выполнение механической обработки на станках с ЧПУ — Квалифицированные токари устанавливают заготовки, загружают управляющие программы и изготавливают детали по вашим чертежам. Для сложных прототипов может потребоваться несколько установок и тщательная промежуточная проверка.
- Контроль качества — Готовые детали проходят контроль геометрических размеров в соответствии с вашими техническими требованиями. В зависимости от условий контроль может включать стандартную выборочную проверку или полное измерение на координатно-измерительной машине (КИМ) с подробными отчётами.
- Послепереработка — Выполняются все оговорённые операции отделки: заусенецоудаление, поверхностные обработки, термообработка или нанесение покрытий.
- Упаковка и доставка — Детали аккуратно упаковываются для предотвращения повреждений при транспортировке и отправляются выбранным вами способом доставки.
Какие сроки изготовления стоит реально ожидать?
Сроки изготовления значительно варьируются в зависимости от сложности проекта и степени срочности. При быстром ЧПУ-прототипировании простых геометрий из стандартных материалов, таких как алюминий, некоторые платформы обеспечивают поставку уже через шесть дней согласно Руководству MakerVerse по прототипированию .
Вот реалистичный разбор сроков:
| Тип проекта | Типичное время выполнения | Ключевые факторы |
|---|---|---|
| Простой ЧПУ-прототип (алюминий, базовая геометрия) | 5–10 рабочих дней | Стандартные допуски, минимальное количество установок |
| Сложный прототип (высокая точность, множество конструктивных элементов) | 10–15 рабочих дней | Обработка на многоосевых станках, требования к контролю качества |
| Мелкосерийное производство (10–100 штук) | 2-4 недели | Амортизация затрат на наладку, оптимизация партий |
| Серийное производство (100 и более штук) | 3–6 недель | Закупка материалов, обеспечение стабильного контроля качества |
Ускоренные варианты доставки могут значительно сократить эти сроки — иногда вдвое, — однако следует ожидать повышенной цены. В то же время экономичная доставка увеличивает сроки выполнения заказа, но снижает затраты для несрочных проектов по ЧПУ-прототипированию.
Понимание этого полного рабочего процесса помогает реалистично планировать проекты и эффективно взаимодействовать со службой поддержки платформы при возникновении вопросов. После того как вы освоили особенности процесса, следующим важнейшим решением становится выбор подходящего материала для вашей конкретной задачи.
Выбор правильного материала для вашего проекта ЧПУ
Вы загрузили свой CAD-файл, ознакомились с мгновенным расчётом стоимости и теперь смотрите на выпадающее меню с десятками вариантов материалов. Какой из них выбрать? Это решение влияет на всё: эксплуатационные характеристики детали, стоимость изготовления, сроки производства и, в конечном счёте, на то, будет ли ваш дизайн успешно функционировать в заданной области применения.
Хорошая новость? Онлайн-платформы механической обработки предлагают обширные библиотеки материалов, которые традиционные мастерские зачастую не могут предложить. Сложность заключается в том, чтобы грамотно ориентироваться в этих вариантах. Давайте разберём процесс выбора, чтобы вы могли принимать уверенные и обоснованные решения.
Металлы для применений, требующих высокой прочности и точности
Когда механические характеристики имеют первостепенное значение, металлы остаются основным выбором для фрезерной и токарной обработки на станках с ЧПУ . Однако термин «металл» охватывает чрезвычайно широкий спектр свойств и ценовых категорий. Понимание ключевых групп позволяет быстро сузить круг возможных вариантов.
Алюминиевые сплавы: универсальные материалы
Если вы не уверены, с чего начать, обработка алюминия зачастую обеспечивает наилучший баланс между эксплуатационными характеристиками, стоимостью и технологичностью производства. Согласно руководству Hubs по выбору материалов, алюминиевые сплавы обладают превосходным соотношением прочности к массе, высокой теплопроводностью и электропроводностью, а также естественной коррозионной стойкостью — что делает их наиболее экономичным вариантом для многих задач прототипирования и серийного производства.
Алюминий 6061 является стандартным выбором для работ общего назначения. Он прекрасно обрабатывается, имеет относительно низкую стоимость и допускает анодирование для повышения твёрдости поверхности и улучшения эстетических качеств.
Алюминий 7075 выбирается, когда требуются прочностные характеристики уровня авиакосмической отрасли. Его можно подвергнуть термообработке до твёрдости, сопоставимой с некоторыми сталями, при сохранении преимущества алюминия в виде низкой массы — что особенно важно для применений, чувствительных к весу.
Алюминий 5083 особенно хорошо зарекомендовал себя в морских условиях, где воздействие морской воды вызывает коррозию других сплавов. Если ваши детали эксплуатируются в суровых внешних условиях, этот сплав заслуживает внимания.
Сталь: когда долговечность важнее массы
Стальные сплавы обеспечивают прочность, твёрдость и износостойкость, которых алюминий просто не может достичь. Компромисс? Более высокая стоимость материала, увеличенное время механической обработки и значительно больший вес.
Нержавеющая сталь 304 эффективно справляется с большинством задач, требующих коррозионной стойкости. Хорошо поддаётся механической обработке и устойчив к большинству внешних воздействий — поэтому является стандартным выбором для пищевой промышленности, медицинского оборудования и наружных применений.
Нержавеющая сталь 316 обеспечивает повышенную коррозионную стойкость, особенно в условиях воздействия солёных растворов. Морские применения и химические производства часто требуют этой усиленной защиты.
Инструментальные стали такие стали, как D2 и A2, достигают исключительной твёрдости после термообработки — до 65 HRC. Они незаменимы при изготовлении инструментов, штампов и компонентов, подвергающихся экстремальному износу, хотя их обработка требует специализированных знаний и опыта.
Латунь и бронза: специализированные эксплуатационные характеристики
Эти медные сплавы находят применение в узкоспециализированных, но критически важных областях. Латунь C36000 обладает исключительно высокой обрабатываемостью и естественной стойкостью к коррозии, что делает её популярной для изготовления компонентов крупносерийного производства, таких как фитинги и разъёмы.
Фрезерование бронзы на станках с ЧПУ создаёт уникальные трудности, требующие особого внимания. Как отмечают специалисты по обработке бронзы компании Othala Tech, различные марки бронзы по-разному ведут себя при резании. Бронза C932 (свинецсодержащая бронза) обрабатывается гладко и обеспечивает превосходный контроль стружки, тогда как бронза C954 (алюминиевая бронза) быстро нагревается и требует тщательного управления скоростью резания.
При обработке бронзы на станках с ЧПУ для подшипников, шестерён или морского оборудования естественная износостойкость материала и его самосмазывающие свойства оправдывают повышенную сложность механической обработки. Для выполнения операций фрезерования бронзы на станках с ЧПУ необходимы предприятия, имеющие опыт работы с этими сплавами — это важный критерий, который следует проверить при выборе партнёра по производству для проектов фрезерования бронзы на станках с ЧПУ.
Когда пластик превосходит металлические альтернативы
Не предполагайте, что металл всегда является решением. Инженерные пластмассы предлагают весомые преимущества для многих применений: меньший вес, более низкая стоимость материала, превосходная химическая стойкость и естественная электрическая изоляция.
Высокопроизводительные инженерные пластмассы
Пластик Делрин (POM/ацеталь) выделяется как лидер среди обрабатываемых пластмасс. Он обладает наивысшей обрабатываемостью среди пластмасс, исключительной размерной стабильностью, очень низким коэффициентом трения и минимальным водопоглощением. Если вам требуются точные пластиковые детали с жёсткими допусками, пластик делрин следует рассмотреть в первую очередь.
Нейлон для механической обработки применения обеспечивают отличную ударную прочность, хорошую химическую стойкость и естественную стойкость к абразивному износу. Наиболее часто используемыми марками являются нейлон 6 и нейлон 66. Однако при использовании нейлона в проектах механической обработки следует учитывать одно ограничение: материал поглощает влагу, что может повлиять на размерную стабильность в условиях повышенной влажности.
Поликарбонат обладает высокой ударной вязкостью и оптической прозрачностью — может обрабатываться для изготовления прозрачных компонентов. Его ударная прочность превышает прочность АБС, что делает его пригодным для защитных кожухов, линз и жидкостных устройств.
ПИК представляет собой премиальный сегмент инженерных термопластиков. Выдерживает температуры до 250 °C, устойчив к большинству химических веществ и обеспечивает соотношение прочности к массе, сопоставимое с металлами. Медицинские марки ПЭЭК позволяют использовать его в биомедицинских имплантатах. Компромисс? Значительно более высокая стоимость материала.
Выбор материала вкратце
Приведённое ниже сравнение поможет вам быстро определить подходящие материалы на основе ваших основных требований:
| Категория материала | Типичные применения | Относительная стоимость | Обрабатываемостью | Ключевые свойства |
|---|---|---|---|---|
| Алюминий 6061 | Общие прототипы, корпуса, кронштейны | $ | Отличный | Лёгкий, коррозионностойкий, анодируемый |
| Алюминий 7075 | Аэрокосмические компоненты, детали, работающие в условиях высоких нагрузок | $$ | Хорошо | Высокая прочность, поддаётся термообработке, устойчив к усталостному разрушению |
| Нержавеющая сталь 304 | Оборудование для пищевой промышленности, медицинские устройства, наружная фурнитура | $$ | Умеренный | Коррозионностойкий, свариваемый, гигиеничный |
| Нержавеющая сталь 316 | Морская фурнитура, химическое оборудование | $$$ | Умеренный | Превосходная коррозионная стойкость, совместимость с морской водой |
| Латунь c36000 | Фитинги, соединители, декоративная фурнитура | $$ | Отличный | Низкий коэффициент трения, электропроводность, эстетическая привлекательность |
| Бронза (C932/C954) | Подшипники, шестерни, морские гребные винты | $$-$$$ | Хорошая (зависит от марки) | Износостойкая, самосмазывающаяся, коррозионностойкая |
| Делрин (POM) | Точностные шестерни, втулки, изоляторы | $ | Отличный | Низкое трение, размерная стабильность, влагостойкость |
| Нейлон 6/66 | Износостойкие компоненты, конструкционные детали, изоляторы | $ | Хорошо | Ударопрочные, химически стойкие, износостойкие |
| Поликарбонат | Оптические компоненты, защитные крышки, дисплеи | $ | Хорошо | Прозрачные, обладающие высокой ударной прочностью, термостабильные |
| ПИК | Медицинские импланты, аэрокосмическая техника, применения при высоких температурах | $$$$ | Умеренный | Чрезвычайная термостойкость, химическая инертность, варианты биосовместимых материалов |
Критерии выбора: соответствие материалов требованиям
Как сузить этот обширный список? Рассмотрите следующие четыре фактора в порядке приоритета:
- Механические требования — Какие нагрузки, напряжения и условия износа будут действовать на вашу деталь? Это позволяет исключить материалы, неспособные обеспечить требуемые эксплуатационные характеристики.
- Экологическое воздействие — Будут ли детали подвергаться воздействию влаги, химических веществ, ультрафиолетового излучения или экстремальных температур? Совместимость материала с условиями эксплуатации является обязательным требованием.
- Ограничения по массе — В аэрокосмической промышленности и при разработке портативных устройств зачастую предъявляются жёсткие требования к минимальной массе. В этом случае пластмассы и алюминиевые сплавы обеспечивают значительные преимущества.
- Бюджетные соображения — После того как вы определили материалы, удовлетворяющие требованиям по эксплуатационным характеристикам, различия в стоимости могут стать решающим фактором при окончательном выборе. Иногда стандартный алюминий успешно справляется с задачей, для которой не требуются дорогостоящие специальные сплавы.
Когда важна документация о сертификации материалов
Для некоторых отраслей выбор материалов выходит за рамки их физико-химических свойств и включает также требования к документированию. В аэрокосмической отрасли может потребоваться сертификат прослеживаемости материала, подтверждающий точный состав сплава и историю его обработки. Для медицинских изделий часто требуется документация о результатах испытаний на биосовместимость. Автомобильные компоненты могут требовать сертификатов соответствия, согласованных со специфическими техническими требованиями автопроизводителей (OEM).
Если вы производите изделия для регулируемых отраслей, уточните у поставщика онлайн-механической обработки, может ли он предоставить соответствующие сертификаты до размещения заказов. Не все платформы предлагают такой уровень документации, и выявление этого пробела после начала производства приводит к дорогостоящим задержкам.
После определения выбора материала следующая критически важная спецификация напрямую влияет как на функциональность детали, так и на стоимость её изготовления: требования к допускам. Понимание того, как уровни точности влияют на ваш бюджет, помогает точно указать необходимые допуски — и ничего сверх того.
Выбор допусков, обеспечивающий баланс между точностью и стоимостью
Вот ситуация, с которой вы, вероятно, уже сталкивались: вы завершаете проектирование, и поле допусков «смотрит» на вас. Следует ли указать ±0,005 дюйма «на всякий случай»? Или вполне подойдёт ±0,010 дюйма? Это решение — зачастую принимаемое за считанные секунды — может удвоить ваши производственные затраты или привести к отказам при сборке в будущем.
Допуски представляют собой допустимое отклонение от заданных размеров. На практике они определяют, будут ли обработанные детали правильно соединяться друг с другом, функционировать в соответствии с проектом и соответствовать ожидаемым требованиям качества. Однако, согласно наблюдениям от Инженеры по производству RPWORLD , выявилась тревожная тенденция: детали в различных областях применения всё чаще изготавливаются с чрезмерно жёсткими допусками, даже для некритичных поверхностей. Это отражает рост промышленных возможностей, однако зачастую приводит к значительным финансовым потерям.
Стандартные и прецизионные допуски
Каких результатов вы можете реально ожидать от онлайн-услуг механической обработки? Понимание базовых возможностей позволяет корректно задавать технические требования без излишней инженерной проработки.
Для большинства операций фрезерования и токарной обработки на станках с ЧПУ стандартные допуски составляют ±0,010 дюйма (±0,25 мм) по распространенным материалам и геометрическим формам. Согласно анализу допусков компании Modus Advanced, такой уровень точности подходит для подавляющего большинства инженерных задач при сохранении разумных затрат и сроков изготовления.
Когда стандартная точность является достаточной? Рассмотрите следующие области применения:
- Корпуса и кожухи, где точные размеры не являются критичными
- Крепежные кронштейны с отверстиями с зазором под крепежные элементы
- Прототипные итерации, ориентированные на проверку формы и функциональности
- Компоненты с достаточно большими зазорами при сборке, предусмотренные на стадии проектирования
Для прецизионной механической обработки требуются более жесткие допуски — как правило, ±0,003"–±0,005" (±0,08–±0,13 мм). Обеспечение таких допусков требует дополнительных проходов обработки, специализированного инструмента, климат-контролируемых помещений и комплексных протоколов контроля. Результатом становится значительно более высокая стоимость каждой детали.
Диапазоны допусков и их влияние на реальные условия эксплуатации
В следующей таблице показано, как спецификации допусков влияют на стоимость и типичные области применения компонентов, изготавливаемых методом фрезерования на станках с ЧПУ:
| Класс допусков | Типичный диапазон | Влияние на стоимость | Общие применения |
|---|---|---|---|
| Стандартной | ±0,010" (±0,25 мм) | Базовая цена | Общие прототипы, некритичные элементы, корпуса |
| Прецизионный | ±0,005" (±0,13 мм) | в 1,5–2 раза дороже стандартной стоимости | Сопрягаемые поверхности, посадки подшипников, скользящие соединения |
| Высокая точность | ±0,002–0,003 дюйма (±0,05–0,08 мм) | в 2–3 раза дороже стандартной стоимости | Аэрокосмические соединения, компоненты медицинских устройств, оптические крепления |
| Сверхточная | ±0,001 дюйма (±0,025 мм) или строже | в 4 раза и более дороже стандартной стоимости | Компоненты турбин, прецизионные приборы, оборудование для производства полупроводников |
Обратите внимание, как затраты растут экспоненциально, а не линейно, по мере ужесточения допусков. Как отмечает RPWORLD, чрезмерно строгие допуски могут вынудить подвергнуть детали вторичной шлифовке или обработке методом электроэрозионного формообразования (EDM), что необоснованно увеличивает как себестоимость, так и сроки изготовления.
Как выбор допусков влияет на ваш бюджет
Почему строгие допуски стоят значительно дороже? На это влияет несколько взаимно усиливающих факторов:
- Дополнительные проходы механической обработки — Удаление материала меньшими припусками для обеспечения точного соблюдения размеров
- Снижение скорости подачи — Снижение скорости резания для минимизации прогиба инструмента и тепловых эффектов
- Специализированного режущего инструмента — Использование высококачественных режущих инструментов с более жёсткими требованиями к биению
- Увеличение времени на подготовку оборудования — Более тщательная установка и центровка заготовки в приспособлении
- Усиленный контроль качества — Измерения с помощью КИМ вместо стандартных измерительных инструментов
- Экологический контроль — Обработка при стабилизированной температуре для обеспечения самых строгих допусков
Проблема накопления допусков
Здесь многие конструкции сталкиваются с трудностями. При сборке нескольких компонентов индивидуальные допуски накапливаются. Согласно Техническому анализу CNCYangsen , каждый элемент в сборке может иметь индивидуальный допуск ±0,1 мм, однако суммарное накопление допусков на конечном стыке может достигать ±0,3 мм и более.
Рассмотрим простую трёхкомпонентную сборку. Если у каждого компонента допуск на критическую размерность составляет ±0,010 дюйма, то в худшем случае суммарное отклонение размера конечной сборки может составить ±0,030 дюйма. Это в три раза больше, чем указано в чертеже любого отдельного компонента.
Грамотные конструкторы решают проблему накопления допусков с помощью ряда стратегий:
- Определение критических размеров — Ужесточение допусков только для тех элементов, которые напрямую влияют на функционирование сборки
- Особенности конструктивного позиционирования — Установочные штифты, ориентировочные уступы или самонаводящаяся геометрия снижают накопление погрешностей позиционирования
- Упрощение взаимосвязей при сборке — Меньшее количество деталей в цепи допусков означает меньшую суммарную вариацию
- Конструирование обоснованных зазоров — Там, где это возможно, преднамеренные зазоры компенсируют вариации без ущерба для функциональности
Связь между шероховатостью поверхности и допусками
Требования к шероховатости поверхности часто коррелируют с — но не заменяют — размерными допусками. Грубая поверхность (более высокое значение Ra) не может обеспечить такую же эффективную точность, как гладкая, поскольку неопределённость измерений возрастает вместе с нерегулярностью поверхности.
Для применений прецизионной фрезерной обработки с ЧПУ, требующих строгих допусков, следует задавать соответствующие параметры шероховатости поверхности:
- Стандартные допуски обычно сочетаются со значением шероховатости 125 Ra μin (3,2 Ra мкм) или грубее
- Точность допусков хорошо сочетается с шероховатостью поверхности 63–32 Ra мкдюйм (1,6–0,8 Ra мкм)
- Для высокоточных работ зачастую требуются допуски шероховатости 16 Ra мкдюйм (0,4 Ra мкм) или выше
Указание несогласованных комбинаций — например, жёстких допусков при грубой отделке поверхности или, наоборот, — свидетельствует о неясных технических требованиях и может вызвать уставшие вопросы со стороны поставщика услуг прецизионной механической обработки.
Различие между критическими и общими допусками
На ваших технических чертежах должны быть чётко обозначены элементы, требующие строгого контроля, и те, для которых достаточна стандартная точность. Большинство опытных инженеров применяют многоуровневый подход:
- Общий допуск, указанный в заголовке чертежа — Применяется ко всем размерам, не имеющим отдельных обозначений (обычно ±0,010 дюйма или в соответствии со стандартом ISO 2768)
- Отдельные обозначения размеров — Более жёсткие допуски непосредственно указаны на критических элементах
- Символы системы геометрических допусков (GD&T) — Геометрическое допускание для элементов, где форма, ориентация или положение имеют значение сверх простого размера
Такой подход чётко передаёт намерения при изготовлении. Токари сразу понимают, какие элементы требуют повышенного внимания, а где достаточно стандартной точности обработки.
Когда действительно важны жёсткие допуски
Итак, когда следует фактически указывать прецизионные допуски? К их обоснованным областям применения относятся:
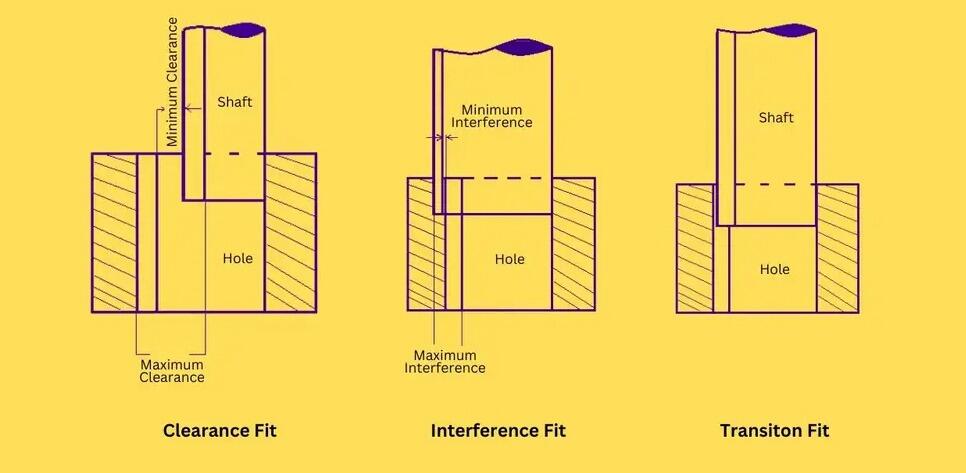
- Посадки с натягом (пресс-посадки) — Размерная точность напрямую определяет усилие сборки и надёжность соединения
- Посадочные отверстия под подшипники и диаметры валов — Правильная посадка обеспечивает требуемый зазор при работе и срок службы подшипников
- Поверхности уплотнений — Пазы под уплотнительные кольца типа O-образного сечения и сопрягаемые фланцы требуют контролируемых размеров для обеспечения надёжного уплотнения
- Кинематические механизмы — Шарнирные соединения, кулачки и прецизионные направляющие требуют жёсткого контроля для обеспечения плавной работы
- Сборочные узлы, критичные для безопасности — Аэрокосмическая, медицинская и автомобильная отрасли, где последствия отказа являются серьёзными
А что насчёт всего остального? Стандартные допуски, обеспечиваемые компетентными материалами и процессами механической обработки на станках с ЧПУ, обеспечивают отличные результаты по стоимости, составляющей лишь небольшую долю от затрат на высокоточную обработку. Ключевое понимание из эксперты отрасли : решение о назначении жёстких допусков всегда должно основываться на конкретных функциональных требованиях, а не на общих предпочтениях в отношении качества.
Освоив основы допусков, вы готовы перейти к следующему вопросу, с которым сталкивается каждый проект: сколько это действительно будет стоить? В следующем разделе подробно рассматриваются пять основных факторов, определяющих стоимость механической обработки на станках с ЧПУ, а также раскрываются конструктивные решения, позволяющие снизить расходы без ущерба для функциональности.
Понимание факторов, влияющих на стоимость механической обработки на станках с ЧПУ
Вы выбрали материал и указали допуски. Теперь возникает вопрос, который задаёт каждый: сколько это на самом деле будет стоить? В отличие от многих отраслей, где ценообразование кажется произвольным, стоимость обработки на станках с ЧПУ подчиняется логичным закономерностям. Понимание этих закономерностей помогает сформировать реалистичные представления о бюджете — а также выявить возможности снижения затрат без ущерба для качества.
Проблема в том, что большинство онлайн-платформ по механической обработке показывают вам итоговую сумму, не объясняя, как она была рассчитана. В этом разделе подробно рассматриваются пять основных факторов, влияющих на стоимость, чтобы вы могли осмысленно интерпретировать коммерческие предложения и принимать обоснованные решения о компромиссах до того, как дадите окончательное согласие.
Пять факторов, определяющих стоимость вашей механической обработки
Согласно Комплексный анализ затрат Scan2CAD , экономика механической обработки зависит от нескольких взаимосвязанных переменных. Рассмотрим каждый из этих факторов и его относительное влияние на итоговую цену.
1. Выбор материала и объём
Стоимость материалов колеблется в зависимости от их типа, количества и текущих рыночных условий. В качестве базового ориентира пластик стоит значительно дешевле металлов — однако даже в пределах одной категории металлов разница в ценах может быть существенной. Алюминиевый сплав 6061 может стоить от 3 до 8 долларов за фунт, нержавеющая сталь — от 5 до 15 долларов за фунт, а специальные сплавы, например титан, могут стоить более 30 долларов за фунт.
Помимо стоимости сырья, следует учитывать, сколько заготовки потребляет ваша конструкция. Деталь, требующая удаления 80 % исходного материала, порождает больше отходов, увеличивает время механической обработки и ускоряет износ инструмента по сравнению с конструкциями, сохраняющими большую часть исходной заготовки. В формуле расчёта стоимости металла для механической обработки учитываются как закупочная стоимость материала, так и эффективность его использования в вашей конструкции.
2. Геометрическая сложность
Сложность детали напрямую коррелирует со временем механической обработки — основным фактором формирования затрат согласно отраслевому анализу. Сложные геометрии требуют:
- Многократной замены инструмента для обработки различных элементов
- Дополнительных установок для доступа к элементам с разных сторон
- Более длительное время программирования для сложных траекторий инструмента
- Снижение скорости резания для обеспечения точности при обработке детализированных элементов
Согласно анализу Hotean стоимости прототипирования, только степень сложности конструкции может увеличить время механической обработки на 30–50 %. Простой прямоугольный алюминиевый блок с базовыми отверстиями может стоить 150 долларов США, тогда как тот же базовый элемент со сложными контурами и карманами переменной глубины может стоить 450 долларов США и более.
3. Требования к допускам
Как обсуждалось ранее, спецификации допусков существенно влияют на производственные затраты. Стандартные допуски (±0,010 дюйма) соответствуют базовой цене. Ужесточение до ±0,005 дюйма приводит к увеличению стоимости в 1,5–2 раза. При переходе к допускам ±0,001 дюйма стоимость может возрасти в четыре раза согласно отраслевым ориентирам.
Рост стоимости отражает реальные производственные требования: дополнительные проходы, снижение подачи, применение специализированного инструмента и усовершенствованные процедуры контроля — всё это требует дополнительного времени и ресурсов.
4. Экономика количества
Здесь понимание затрат на подготовку становится критически важным. Каждая операция ЧПУ требует программирования, подготовки приспособлений, подбора инструментов и настройки станка — независимо от того, изготавливается ли одна деталь или сто деталей. Эти фиксированные затраты распределяются на объём заказа.
Экономика выглядит впечатляюще: данные анализа себестоимости показывают, что стоимость одного прототипа может составлять 500 долларов США, тогда как при заказе 10 единиц цена за штуку снижается примерно до 300 долларов США. При заказе 50 и более единиц затраты могут снизиться на 60 %, а цена за единицу составит около 120 долларов США.
| Количество заказов | Примерная стоимость за единицу | Снижение затрат |
|---|---|---|
| 1 единица | $500 | Базовая линия |
| 10 единиц | $300 | снижение на 40% |
| 50+ единиц | $120 | снижение на 60% |
Вот почему при малых заказах на механическую обработку на станках с ЧПУ цена за деталь выше — вы распределяете затраты на подготовку на меньшее количество изделий.
5. Отделочные операции
Послеобработка добавляет поэтапные затраты, которые часто упускаются из виду при первоначальном планировании бюджета. Согласно данным о стоимости отделки:
- Обработка без дополнительной отделки: Дополнительных затрат нет — самый быстрый срок выполнения
- Дробеструйная обработка: Добавляет 10–20 долларов США за деталь для получения равномерной матовой текстуры
- Анодирование: Добавляет $25–50 за единицу для обеспечения коррозионной стойкости и окраски
- Порошковая окраска: Добавляет $30–70 в зависимости от размера и сложности детали
Каждое покрытие выполняет функциональные или эстетические задачи, однако затраты быстро возрастают при заказах с множеством деталей.
Рациональные проектные решения, снижающие производственные расходы
Теперь, когда вы понимаете факторы, влияющие на стоимость, как минимизировать расходы, не жертвуя функциональностью? Анализ технологичности конструкции (DFM) от Fictiv выявляет принципы проектирования, требующие «минимальных усилий», которые напрямую приводят к снижению затрат:
- Проектируйте с учётом геометрии стандартных заготовок — Детали, изготавливаемые из стандартных прутков, листов или круглых заготовок, минимизируют начальные потери материала и сложность настройки оборудования
- Ограничьте количество установок двумя или менее — Каждая дополнительная ориентация в приспособлении значительно увеличивает время обработки; проектируйте детали так, чтобы их можно было обрабатывать с минимального числа сторон
- Используйте стандартные геометрии режущих инструментов — Особенности, обрабатываемые стандартными фрезами, свёрлами и инструментами для снятия фасок, стоят дешевле по сравнению с теми, для которых требуются специализированные режущие инструменты
- Указывайте только необходимые допуски — Указывайте строгие допуски исключительно на функциональных поверхностях; в остальных местах применяйте общие допуски
- Избегайте глубоких карманов и тонких стенок — Элементы, требующие специализированного инструмента с увеличенной длиной вылета или тщательного контроля деформации, увеличивают время механической обработки
- Скругляйте внутренние углы — Острые внутренние углы требуют применения более мелких инструментов и множества проходов; большие радиусы обеспечивают более быструю обработку
- Выбирайте стандартные виды отделки поверхности — Отделка «после механической обработки» или пескоструйная обработка стоят дешевле по сравнению с анодированием или порошковым покрытием, когда внешний вид не является критичным
Эти изменения не нарушают инженерного замысла — они согласуют проектные решения с реалиями производства.
Прототипирование и серийное производство: различные экономические соображения
Этап вашего проекта существенно влияет на оптимальную стратегию закупок. На стадии прототипов скорость и гибкость, как правило, важнее оптимизации себестоимости одной детали. Вы тестируете концепции, дорабатываете конструкции и проверяете соответствие требованиям — уплата премиальной цены за единицу при небольших объёмах оправдана, когда главным является время до получения результатов.
При переходе к серийному производству расчёты меняются. Затраты на наладку распределяются на сотни или тысячи деталей, появляются скидки за объём закупаемых материалов, а оптимизация технологических процессов становится экономически целесообразной. На этом этапе решающее значение приобретают показатели себестоимости единицы продукции.
Когда онлайн-обработка обеспечивает ценовые преимущества
Цифровые платформы особенно эффективны в следующих ситуациях:
- Прототипные объёмы (1–50 шт.) — Мгновенное формирование коммерческого предложения, короткие сроки выполнения и отсутствие затрат на выстраивание партнёрских отношений
- Циклы доработки конструкции — Быстрое получение коммерческих предложений по нескольким вариантам конструкции помогает оптимизировать изделие до принятия решения о запуске в производство
- Необходимость резервных мощностей — Когда ваши постоянные поставщики исчерпали свои производственные возможности, онлайн-сети обеспечивают немедленную альтернативу
- Специализированные материалы или процессы — Доступ к более широким сетям возможностей, чем те, что могут предложить местные варианты
Ситуации, в которых традиционные мастерские могут конкурировать эффективнее
Честная оценка выявляет сценарии, при которых сложившиеся партнёрские отношения дают преимущества:
- Высокие объемы производства — Долгосрочные контракты с местными поставщиками зачастую обеспечивают более выгодные цены благодаря скидкам за партнёрство и оптимизации процессов
- Сложные сборочные узлы, требующие совместной работы — Конструкции, разработка которых выигрывает от участия токарей, зачастую лучше реализуются с партнёрами, хорошо знакомыми с вашей продукцией
- Регулируемые отрасли с уже утверждёнными сертификатами соответствия — Если поставщик уже обладает необходимыми сертификатами соответствия для вашей системы качества, смена поставщика повлечёт затраты на повторную квалификацию
- Преимущества географической близости — При поиске «CNC-обработка рядом со мной» или «CNC рядом со мной» местные мастерские позволяют избежать расходов на доставку и обеспечивают возможность самовывоза в тот же день при срочной необходимости
Формирование реалистичных ожиданий по бюджету
Прежде чем запросить первую смету, сформулируйте свои ожидания на основе параметров вашего проекта:
- Простые алюминиевые прототипы со стандартными допусками: от 100 до 300 долларов США за деталь
- Сложные детали с множеством элементов или с жёсткими допусками: от 300 до 800 долларов США за деталь
- Специальные материалы или обширная отделка: от 500 до 1500 долларов США и более за деталь
- Серийное производство (50 и более единиц): снижение цен на 40–60 % по сравнению с ценами на прототипы
Эти диапазоны служат отправной точкой — ваши фактические сметы зависят от конкретной геометрии, материала и требований. Однако наличие приблизительных ориентиров перед началом процесса получения сметы помогает вам оценить, соответствуют ли предложенные цены рыночным нормам или требуют дополнительного обсуждения.
Соображения стоимости естественным образом приводят к другому важному вопросу: какие отраслевые требования могут применяться к вашему проекту? Автомобильная, авиакосмическая и медицинская отрасли предъявляют собственные стандарты сертификации и документации, которые влияют как на выбор поставщика, так и на стоимость проекта.

Отраслевые требования: от автомобильной до авиакосмической промышленности
Вы определили подходящий материал, задали необходимые допуски и понимаете факторы, влияющие на стоимость. Однако вот вопрос, с которым часто сталкиваются новички в онлайн-обработке: предъявляет ли ваша отрасль дополнительные требования помимо базовых технических характеристик детали? Для автомобильных, авиакосмических и медицинских применений ответ почти наверняка положительный.
Разные отрасли требуют различного уровня документации, прослеживаемости и контроля процессов. Выбор производственного партнёра без соответствующих сертификатов может привести к тому, что поставляемые детали окажутся попросту непригодными к использованию — независимо от того, насколько точно они соответствуют заданным геометрическим параметрам. Давайте подробно рассмотрим требования каждой ключевой отрасли, чтобы вы могли проверить квалификацию поставщика до размещения заказа.
Требования и сертификаты для автокомпонентов
Автомобильная промышленность работает в рамках одних из самых строгих в сфере производства систем управления качеством. При закупке компонентов для применения в транспортных средствах один сертификат имеет первостепенное значение: IATF 16949 .
Что на самом деле означает для вас как для заказчика стандарт IATF 16949? Согласно руководству American Micro Industries по сертификации, этот глобальный стандарт в области управления качеством в автомобильной промышленности объединяет принципы ISO 9001 с отраслевыми требованиями, направленными на непрерывное совершенствование, предотвращение дефектов и строгий контроль со стороны поставщиков. Это обязательный документ, подтверждающий право на сотрудничество с ведущими автопроизводителями (OEM) и поставщиками первого уровня (Tier 1).
Ключевые элементы, гарантированные сертификацией по IATF 16949, включают:
- Фокус на предотвращении дефектов — Системы, предназначенные для выявления проблем до их возникновения, а не только после того, как они произошли
- Прослеживаемость продукции — Полная документация, связывающая каждую деталь с конкретными партиями материалов, станками и операторами
- Протоколы непрерывного улучшения — Документированные процессы корректирующих действий, предотвращающие повторное возникновение проблем
- Управление качеством поставщиков — Строгий контроль, охватывающий всю цепочку поставок
Помимо IATF 16949, производство автомобилей требует Статистический контроль процесса (СПК) возможности. Почему SPC имеет значение? При производстве тысяч идентичных компонентов вариации неизбежны. Мониторинг с использованием статистического процессного контроля (SPC) отслеживает размерные тенденции в режиме реального времени, выявляя отклонения до того, как детали выйдут за пределы заданных спецификаций. Такая стабильность оказывается критически важной при массовом производстве, где даже незначительный процент брака приводит к существенным затратам на обеспечение качества.
Для инженеров, закупающих автомобильные компоненты через онлайн-платформы, проверка этих квалификаций на начальном этапе позволяет избежать неприятных сюрпризов. Shaoyi Metal Technology , например, поддерживает сертификацию IATF 16949 наряду с мощными возможностями SPC — что демонстрирует тип услуг по прецизионной обработке на станках с ЧПУ, соответствующих требованиям автопромышленности и необходимых для цепочек поставок автопроизводителей (OEM). Их подход к сборке шасси и изготовлению нестандартных металлических втулок отражает строгость документального сопровождения, требуемую в автомобильных применениях.
Требования к соответствию в медицинской и аэрокосмической отраслях
Если автомобильные стандарты кажутся строгими, то требования медицинской и аэрокосмической отраслей добавляют дополнительные уровни сложности. В этих регулируемых отраслях предъявляются требования к документации и прослеживаемости, при соблюдении которых упрощения просто недопустимы.
Аэрокосмическая отрасль: где прослеживаемость материалов является обязательной
Фрезерная обработка на станках с ЧПУ в аэрокосмической отрасли осуществляется в рамках систем, разработанных для обеспечения абсолютной надёжности. Когда компоненты выходят из строя на высоте 35 000 футов, последствия носят катастрофический характер — именно поэтому требования к сертификации в аэрокосмической отрасли относятся к числу самых жёстких в производственной сфере.
AS9100 стандарт AS9100 служит базовым качественным стандартом для аэрокосмической отрасли. Как отмечают эксперты по сертификации в отрасли, AS9100 базируется на стандарте ISO 9001 и вводит дополнительные требования, специфичные для аэрокосмического сектора, уделяя особое внимание управлению рисками, строгой документации и контролю целостности продукции на всех этапах сложных цепочек поставок.
Для работ в аэрокосмической отрасли, связанных с обороной, ITAR (Международные правила регулирования оборота вооружений) добавляет ещё один критически важный уровень. Согласно Анализу ITAR компании Advantage Metal Products эта структура строго регулирует обращение с конфиденциальными техническими данными и компонентами. Для соблюдения требований необходимо иметь статус зарегистрированного субъекта в Государственном департаменте США и применять строгие протоколы информационной безопасности.
Что означает ITAR на практике для производства:
- Требования к безопасности объекта — Контролируемый доступ в производственные зоны, где обрабатываются компоненты оборонного назначения
- Протоколы обращения с данными — Безопасная передача файлов CAD/CAM и защищённые операции механической обработки
- Ограничения в отношении персонала — Только граждане США могут получать доступ к контролируемым техническим данным
- Квалификация поставщиков — Все субподрядчики также должны соблюдать требования ITAR
Кроме того, Аккредитация Nadcap подтверждает специальные процессы, критически важные для авиастроения: термообработку, химическую обработку и неразрушающий контроль. В отличие от общих сертификатов качества, NADCAP проводит исключительно тщательную проверку процессно-специфических контрольных мероприятий. Для услуг пятикоординатной фрезерной обработки с ЧПУ, предназначенных для изготовления сложных аэрокосмических геометрий, такие специализированные проверки зачастую оказываются обязательными.
Медицинская обработка: безопасность пациента определяет всё
Стандарты медицинской обработки существуют по одной фундаментальной причине: обеспечение безопасности пациентов. Когда имплантат или компонент диагностического устройства выходит из строя, речь идёт о человеческих жизнях. Эта реальность определяет все аспекты требований к производству медицинских изделий.
ISO 13485 является определяющим стандартом управления качеством для медицинских изделий. Согласно специалисты в области прецизионной инженерии этот стандарт устанавливает строгий контроль над проектированием, производством, прослеживаемостью и снижением рисков. Только в США ежегодно из-за неисправных медицинских изделий возникает более 83 000 случаев травм и смертей — именно поэтому данные требования остаются обязательными и не подлежат обсуждению.
Ключевые требования ISO 13485 к операциям фрезерной обработки на станках с ЧПУ включают:
- Документированные инструкции по выполнению работ — каждое решение, связанное с программированием станков с ЧПУ, должно соответствовать установленным протоколам
- Контроль проектирования — испытания и верификация методом конечных элементов (МКЭ) для имплантатов и критически важных компонентов
- Системы прослеживаемости — уникальная идентификация изделия (UDI) и полные регистрационные записи об истории изделия (DHR)
- Валидация процесса — протоколы IQ/OQ/PQ, подтверждающие стабильность результатов механической обработки
В Соединённых Штатах Америки производители также обязаны соблюдать FDA 21 CFR Part 820 — Правила регулирования системы качества, регламентирующие производство медицинских изделий. Эта нормативная база охватывает проектирование продукции, производственные процедуры и системы отслеживания, позволяющие оперативно реагировать на выявленные проблемы после выхода изделия на рынок.
Для услуг токарной обработки на станках с ЧПУ при производстве медицинских компонентов сочетание сертификации по стандарту ISO 13485 и соответствия требованиям FDA обеспечивает всестороннюю гарантию качества. Без этих документов детали не могут законно поступать в цепочку поставок медицинского оборудования — независимо от их точности по размерам.
Краткое описание сертификаций: на что обращать внимание
В приведённой ниже таблице кратко перечислены ключевые сертификации в зависимости от отраслевого применения:
| Промышленность | Основные сертификаты | Дополнительные требования | Ключевые направления |
|---|---|---|---|
| Автомобильный | IATF 16949, ISO 9001 | Способность статистического процессного контроля (SPC), документация PPAP | Предотвращение дефектов, контроль поставщиков, прослеживаемость |
| Авиакосмическая промышленность | AS9100, Nadcap | Регистрация в соответствии с ITAR (оборона), сертификаты на материалы | Управление рисками, контроль особых процессов, защита данных |
| Медицинские устройства | ISO 13485, FDA 21 CFR часть 820 | Тестирование биосовместимости, соответствие требованиям по уникальной идентификации изделий (UDI) | Безопасность пациентов, прослеживаемость, валидация процессов |
| Защита | AS9100, ISO 9001 | Регистрация в соответствии с ITAR, допуски на безопасность объектов | Информационная безопасность, закупка компонентов внутри страны, контроль персонала |
Почему эти сертификаты важны для ваших проектов
Звучит сложно? Вот практический вывод: сертификаты — это не бюрократическая нагрузка, а ваша гарантия того, что производственные партнёры обладают необходимыми системами, подготовкой персонала и механизмами надзора для обеспечения стабильного качества продукции в условиях требовательных применений.
При оценке онлайн-провайдеров механической обработки для регулируемых отраслей проверяйте наличие сертификатов до загрузки первого файла. Большинство платформ демонстрируют соответствующие документы в явном виде, однако не стесняйтесь запрашивать копии действительных сертификатов. Обращайте внимание на актуальные даты регистрации — для поддержания действия сертификатов требуются регулярные аудиты.
Для проектов за пределами регулируемых отраслей эти сертификаты по-прежнему свидетельствуют о зрелости производственных процессов. Предприятие, поддерживающее соответствие стандартам IATF 16949 или AS9100, вложило значительные средства в системы обеспечения качества, обучение персонала и контроль процессов. Такие инвестиции приносят пользу каждому заказчику — даже тем, кто не предъявляет формальных требований к сертификации.
Понимание отраслевых требований помогает выбрать подходящих производственных партнёров. Однако как оценить качество, выходя за рамки простой проверки наличия сертификатов? В следующем разделе представлена практическая методика оценки онлайн-услуг механической обработки, включая «красные флаги», при обнаружении которых следует проявить осторожность.
Как оценить качество онлайн-услуг механической обработки
Вы определили требуемый материал, указали допуски и понимаете требования к отраслевой сертификации. Теперь возникает практический вопрос: как на самом деле оценить, сможет ли конкретный онлайн-провайдер механической обработки поставить качественные детали в срок? Сертификаты служат отправной точкой — но они не раскрывают всей картины.
Независимо от того, ищете ли вы «токарные мастерские поблизости» или изучаете глобальные производственные сети, процесс оценки основывается на схожих принципах. В этом разделе представлен нейтральный по отношению к поставщикам подход к оценке качества услуг, а также перечислены тревожные сигналы, которые должны заставить вас дважды подумать перед размещением заказа.
Сертификаты и показатели качества, заслуживающие внимания
Сертификаты ISO упоминаются довольно часто, но что они на самом деле гарантируют вам как заказчику? Согласно анализу сертификации компании Focused on Machining, наличие сертификата ISO — это разница между сотрудничеством с производственной компанией, действующей стихийно, и компанией, имеющей чёткий набор задокументированных процедур, обеспечивающих соблюдение максимально высоких отраслевых стандартов.
ISO 9001:2015 остаётся базовым сертификатом в области управления качеством. Предприятия, обладающие этим документом, разработали и задокументировали все свои процессы, обеспечивают прослеживаемость материалов и технологических операций, а также регулярно проходят внутренние и внешние аудиты. Такой системный подход позволяет выстроить воспроизводимые процедуры для расчёта стоимости заказа, приёмки и хранения материалов, производства, обеспечения качества и отгрузки.
Однако вот что упускают многие покупатели: внедрение сертификации значительно различается в зависимости от компании. Как отмечают эксперты отрасли, хотя требования ISO строги, на практике их реализация зачастую хаотична и трудоёмка. Папки с бумажными документами и информация, записанная от руки, формально удовлетворяют требования к документации, но они явно не являются образцом эффективности.
Лучшие поставщики полностью цифровизировали свои процессы соответствия стандартам ISO — интегрировав контрольные списки в программное обеспечение, автоматизировав составление документации и обеспечив оперативный доступ к записям об инспекциях. Такой цифровой подход позволяет быстрее реагировать на запросы, снижать издержки и повышать прослеживаемость при возникновении проблем.
Вопросы, которые следует задать о возможностях проведения инспекций
Заявления о качестве мало что значат без соответствующих возможностей проведения инспекций, подтверждающих их. Руководства Kesu Group по оценке поставщиков , надежные поставщики используют передовые инструменты контроля, такие как координатно-измерительные машины (CMM) с точностью до ±0,001 мм, двухмерные измерительные приборы или рентгенофлуоресцентные анализаторы (XRF) для верификации материалов.
Прежде чем заключить договор с поставщиком, задайте ему следующие конкретные вопросы:
- Какое оборудование для контроля качества вы используете? — Использование КИМ, оптических компараторов и аттестованных ручных измерительных инструментов свидетельствует о серьезной приверженности качеству
- Вы проводите контроль в ходе производства или только окончательный контроль? — Контроль в ходе производства позволяет выявлять ошибки на ранних этапах, снижая задержки, вызванные бракованными деталями
- Можете ли вы предоставить отчеты о размерном контроле? — Отчеты о первоначальном артикульном контроле (FAI) подтверждают соответствие критических размеров до начала полномасштабного производства
- Какова ваша доля брака или возвратов? — Поставщики с годовой долей возвратов менее 0,2 % демонстрируют высокий уровень контроля качества
- Предоставляете ли вы рекомендации по конструированию с учетом технологичности (DFM)? — Проактивный технический обзор конструкции предотвращает задержки, вызванные производственными проблемами
Ваш контрольный список для оценки
При сравнении услуг ЧПУ-обработки в вашем регионе или оценке глобальных платформ используйте этот исчерпывающий контрольный список для оценки потенциальных партнёров:
- Наличие сертификатов — Подтвердите наличие действующего сертификата ISO 9001 как минимум; отраслевые сертификаты (IATF 16949, AS9100, ISO 13485) — для регулируемых областей применения
- Прозрачность источников материалов — Могут ли они документально подтвердить происхождение материалов и предоставить сертификаты прокатного стана при необходимости?
- Оперативность коммуникации — Отвечают ли они на технические запросы в течение 24 часов? Быстрая коммуникация на этапе расчёта стоимости позволяет заранее оценить поведение партнёра на производственном этапе
- Политика внесения изменений — Каким образом они обрабатывают изменения в конструкции после размещения заказа? Чёткие процедуры оформления изменений предотвращают недопонимание
- Документация по контролю — Какие документы о качестве прилагаются к поставляемым деталям? Могут ли они восстановить архивную документацию, если проблемы возникнут позднее?
- Возможности машины — Имеется ли у них соответствующее оборудование (3-осевое, 5-осевое фрезерное, токарное с ЧПУ) для геометрии ваших деталей?
- Производственная мощность — Смогут ли они выполнить объём ваших заказов без перегрузки своего производственного графика?
Тревожные сигналы при оценке онлайн-машиностроительных компаний
Не все онлайн-провайдеры механической обработки обеспечивают одинаковое качество. Обратите внимание на следующие предупреждающие признаки, указывающие на потенциальные проблемы:
- Отсутствие технических вопросов относительно вашего чертежа — Провайдеры, предлагающие расчёт стоимости сложных деталей без каких-либо уточняющих вопросов, могут не понимать производственные трудности. Согласно Руководству Xmake по надёжности , если провайдер просто рассчитывает стоимость по предоставленным данным, не давая никакой технической обратной связи, это зачастую тревожный сигнал, особенно для более сложных деталей.
- Нереалистично короткие сроки изготовления — Обещания, которые кажутся слишком хорошими, чтобы быть правдой, обычно таковыми и являются. Отраслевой анализ предупреждает, что чрезмерные заверения могут привести к спешной организации производства, что скажется на качестве и вызовет задержки.
- Размытая структура ценообразования — Надёжные провайдеры предоставляют детализированные коммерческие предложения с разбивкой стоимости материалов, механической обработки, отделки и доставки. Скрытые сборы свидетельствуют о низкой степени прозрачности.
- Радиомолчание после размещения заказа — Если магазин перестаёт отвечать после получения вашего заказа, это серьёзный риск. Обновления о ходе производства должны предоставляться инициативно, а не извлекаться путём многократных уточнений.
- Отсутствие документации о возможностях контроля качества — Магазины, которые не могут описать своё измерительное оборудование или процессы контроля, скорее всего, не обладают надёжной системой обеспечения качества.
- Просроченные или отсутствующие сертификаты — Для поддержания действительности сертификатов требуются регулярные аудиты. Просроченные документы свидетельствуют о прекращении поддержки системы обеспечения качества.
Понимание минимальных объемов заказа
Минимальные объёмы заказа (MOQ) значительно различаются между онлайн-сервисами механической обработки — и понимание этих различий помогает выбрать подходящего поставщика в зависимости от масштаба вашего проекта.
Платформы мгновенных расчётов обычно принимают заказы на одну деталь. Их автоматизированные системы эффективно формируют коммерческие предложения независимо от объёма заказа, что делает их идеальными для прототипирования и мелкосерийного производства. Затраты на подготовку включаются в цену за единицу изделия, поэтому стоимость единицы при небольших заказах выше.
Традиционные онлайн-машиностроительные мастерские может устанавливать минимальные объемы заказа (MOQ) в размере 5, 10 или даже 50 штук — особенно для стандартных материалов или простых геометрий. Эти минимальные значения отражают экономическую целесообразность ручного процесса расчёта стоимости и распределения времени на подготовку.
Ни один из этих подходов не является принципиально предпочтительным. Выберите модель предоставления услуг, соответствующую потребностям вашего проекта: онлайн-платформы с мгновенным расчётом — для гибкости и скорости; традиционные производственные предприятия — потенциально для более выгодной стоимости единицы при крупных заказах.
Надёжность сроков выполнения заказов: чего действительно следует ожидать
Указанные в коммерческом предложении сроки выполнения заказа не имеют значения, если поставщик систематически их нарушает. Специалисты по закупкам в сфере производства рекомендуют запрашивать данные о проценте своевременной доставки от поставщика — желательно выше 95 %.
Реалистичные ожидания по срокам выполнения в зависимости от типа проекта:
| Тип проекта | Типичное время выполнения | Факторы надежности |
|---|---|---|
| Простые прототипы (1–5 деталей) | 5–10 рабочих дней | Стандартные материалы в наличии, минимальные затраты на подготовку |
| Сложных прототипов | 10–15 рабочих дней | Многоосевая обработка, специальные материалы, жёсткие допуски |
| Производство малыми партиями | 2-4 недели | Оптимизация партии, последовательная проверка качества |
| Срочные заказы | 3-5 рабочих дней | Повышенная цена, приоритетное планирование |
На то, выполняют ли поставщики эти целевые показатели, влияет несколько факторов: текущая загрузка, наличие материалов и сложность вашей конструкции. Поставщики, использующие системы отслеживания заказов в реальном времени, демонстрируют высокий уровень операционной зрелости — вы можете отслеживать ход выполнения заказа, а не гадать о его статусе.
Платформы мгновенных расценок против традиционных онлайн-машиностроительных предприятий
Понимание различий между этими моделями услуг помогает вам выбрать оптимальный подход для вашего проекта:
Платформы мгновенных расчётов используют системы на основе искусственного интеллекта для анализа геометрии детали и формирования стоимости в течение нескольких секунд. Как правило, они интегрированы с сетями проверенных производственных партнёров и автоматически направляют заказы наиболее подходящим поставщикам с учётом их возможностей, производственной мощности и географического расположения. К числу преимуществ относятся скорость, прозрачность и единообразный пользовательский опыт. Возможные недостатки — меньшая гибкость при выполнении нестандартных требований или сложных консультаций.
Традиционные онлайн-машиностроительные мастерские предлагают онлайн-расчет стоимости, но предполагают более тесное взаимодействие с людьми. Расчеты могут занимать от 24 до 48 часов, поскольку инженеры проверяют технические спецификации. Такой подход часто лучше подходит для сложных проектов, требующих технического сотрудничества, разработки специальных приспособлений или использования нестандартных материалов. Аспект долгосрочных отношений может добавлять ценность в случаях, когда проекты развиваются или требуют непрерывного производства.
Многие покупатели стратегически используют оба подхода: онлайн-платформы — для быстрого изготовления прототипов и оперативной доработки; традиционные партнерские отношения — для серийного производства или технически сложных задач.
Имея в распоряжении эту систему оценки, вы можете объективно оценивать поставщиков онлайн-обработки на станках с ЧПУ — будь то местные мастерские или глобальные платформы. Однако обработка на станках с ЧПУ не всегда является оптимальным методом производства. В следующем разделе онлайн-обработка сравнивается с альтернативными технологиями, такими как 3D-печать и литье под давлением, что поможет вам выбрать наиболее подходящую технологию для каждой конкретной задачи.
Онлайн-обработка на станках с ЧПУ по сравнению с альтернативными методами производства
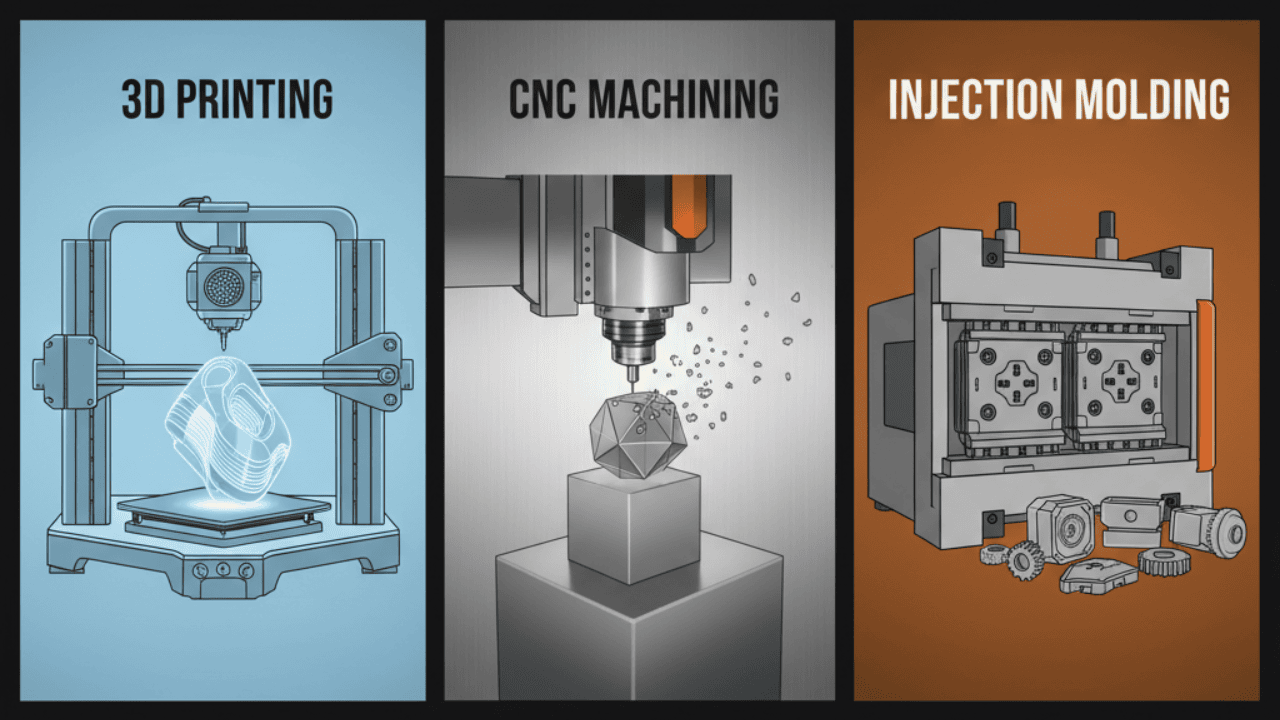
Вот реалистичная оценка ситуации, которую честные производственные партнёры сообщат вам: фрезерная обработка на станках с ЧПУ не всегда является оптимальным решением. Иногда 3D-печать позволяет изготовить детали быстрее и дешевле. В других случаях литьё под давлением оказывается экономически выгоднее, чем механическая обработка. А для определённых геометрий обработка листового металла даёт более высокое качество изделий и меньшие потери материала.
Понимание того, когда следует применять тот или иной метод производства — а также когда целесообразно их комбинировать — отличает успешную разработку продукции от дорогостоящих экспериментов с пробами и ошибками. Давайте создадим практическую систему принятия решений, чтобы вы могли выбирать подходящую технологию для каждой конкретной задачи.
Когда 3D-печать предпочтительнее фрезерной обработки на станках с ЧПУ
Аддитивное производство кардинально изменило экономику прототипирования. Согласно всеобъемлющему сравнению производственных методов, проведённому компанией 3D People, 3D-печать не требует стартовых затрат: нет необходимости в оснастке и программировании траекторий инструмента. Такой «нулевой порог входа» делает её особенно привлекательной на ранних этапах разработки.
Когда 3D-печать превосходит фрезерный станок с ЧПУ при изготовлении деталей из металла или пластика? Рассмотрите следующие сценарии:
- Сложных внутренних геометрий — Решётчатые структуры, внутренние каналы и органические формы, для которых потребовалось бы несколько установок или которые невозможно реализовать методами вычитания
- Быстрая итерация конструкции — Когда одновременно тестируются несколько концепций, а изменения происходят ежедневно
- Небольшие партии сложных деталей — Единичные прототипы, где затраты на подготовку станка с ЧПУ доминируют в цене за деталь
- Конструкции, оптимизированные по топологии — Конструкции с пониженной массой, использующие геометрическую свободу аддитивных технологий
Однако у 3D-печати есть ограничения, которые станки с ЧПУ для обработки металлов преодолевают легко. Качество поверхности обычно демонстрирует следы слоёв, требующие последующей обработки. Ассортимент материалов остаётся уже — особенно для высокопроизводительных применений. А точность размеров, хотя и улучшается, по-прежнему уступает возможностям станков с ЧПУ при выполнении деталей с жёсткими допусками.
Динамика затрат резко меняется в зависимости от размера детали. Согласно анализе отрасли 3D-печать становится дорогостоящей для крупных деталей, где время печати — основной фактор стоимости — значительно увеличивается. ЧПУ-станок для резки зачастую экономически выгоднее производит крупные детали простой геометрии по сравнению с аддитивными процессами.
Литьё под давлением против механической обработки при серийном производстве
Если вы планируете выпуск более 10 000 единиц, литьё под давлением заслуживает серьёзного рассмотрения. Экономика здесь прозрачна: высокие первоначальные затраты на оснастку распределяются на огромное количество изделий, что обеспечивает исключительно низкую стоимость одной детали.
Согласно данным о производственных затратах, стоимость оснастки для литья под давлением обычно начинается от 3000 фунтов стерлингов и резко возрастает с усложнением детали. Однако после изготовления оснастки процесс обеспечивает исключительно низкую себестоимость единицы продукции, а основными расходами остаются затраты на сырьё.
Рассмотрим следующее сравнение из реальной практики для электронного корпуса:
| Процесс | 1 единица | 500 единиц | 5 000 единиц |
|---|---|---|---|
| SLS 3D печать | £15.59 | 2,64 фунта стерлингов/единица (всего 1320 фунтов стерлингов) | 2,35 фунта стерлингов/единица (всего 11 750 фунтов стерлингов) |
| Обработка CNC | £125.20 | 8,06 фунта стерлингов/единица (всего 4030 фунтов стерлингов) | Запрос на предложение |
| Литье под давлением | Н/Д (стоимость оснастки — 5429 фунтов стерлингов) | 0,92 фунта стерлингов/единица (всего 5889 фунтов стерлингов) | 0,38 £ за единицу (всего 7 329 £) |
Обратите внимание, что литьё под давлением становится экономически выгодным только при объёме порядка 500 единиц — и доминирует при объёмах от 5 000 и выше. Точка безубыточности зависит от сложности детали, выбора материала и требований к оснастке. Обработка на станках с ЧПУ сохраняет свои преимущества при объёмах ниже этих пороговых значений.
Выбор технологии: краткий обзор
Приведённое ниже сравнение поможет вам быстро определить оптимальный метод производства в зависимости от требований вашего проекта:
| Критерии | Обработка CNC | 3D-печать | Литье под давлением |
|---|---|---|---|
| Оптимальные объёмы | 1–5000 единиц | 1–10 000 единиц | 10 000+ штук |
| Варианты материалов | 20+ пластиков, металлов, древесных материалов | 5+ пластиков (процессы PBF) | 100+ пластиков |
| Свобода геометрии | Умеренная (ограничена доступом инструмента) | Высокая (возможна реализация сложных внутренних структур) | Умеренный (углы выталкивания, линии разъёма) |
| Срок выполнения заказа | 7–14 дней | 2–7 дней | 15–60 дней |
| Стартовые затраты | Небольшая плата за нестандартную разработку (от 100 фунтов стерлингов) | Отсутствуют (минимальный заказ — от 30 до 60 фунтов стерлингов) | Высокая стоимость оснастки (от 3000 фунтов стерлингов) |
| Отделка поверхности | Отличное качество (после механической обработки или полировки) | Видны следы слоёв (дополнительная обработка возможна) | Отличное качество (глянцевая, текстурированная, матовая) |
| Гибкость проектирования | Да — изменения требуют повторного программирования | Да — изменения не влекут за собой последствий | Нет — модификация инструментов обходится дорого |
Изготовление деталей из листового металла: часто упускаемая из виду альтернатива
Когда в вашем проекте преобладают плоские поверхности, изгибы и вырезы, обработка листового металла зачастую является наиболее экономичным решением. ЧПУ-станок для резки листового материала удаляет минимальное количество материала — в отличие от обработки заготовок из массива, при которой до 80 % материала может превратиться в стружку.
Листовая штамповка особенно эффективна для:
- Корпусов, кронштейнов и компонентов шасси
- Панелей с элементами крепления и вентиляционными вырезами
- Конструктивных элементов, требующих высокого соотношения жёсткости к массе
- Деталей, в которых операции гибки заменяют сложные механически обработанные элементы
Процесс ЧПУ-резки металла в сочетании с гибкой на пресс-тормозе позволяет изготавливать детали, стоимость производства которых значительно выше при изготовлении из цельного прутка или заготовки. Если ваша геометрия подходит для листовой штамповки, рассмотрите этот вариант до того, как выбрать традиционную механическую обработку.
Когда целесообразно применять гибридные подходы
Иногда самая умная стратегия производства объединяет несколько методов. По мнению экспертов в области производства, наиболее рациональный подход зачастую гибридный: начните с 3D-печати для подтверждения концепции, используйте фрезерование на станках с ЧПУ для изготовления критически важных функциональных прототипов и перейдите к литью под давлением, когда спрос будет готов.
Рассмотрите следующие гибридные стратегии:
- сначала выполните 3D-печать, затем обработайте критические элементы — Аддитивное производство обеспечивает сложную общую геометрию, а фрезерование на станках с ЧПУ достигает высокой точности при сопряжении поверхностей
- Изготавливайте прототипы механической обработкой, а серийное производство — литьём — Детали, изготовленные на станках с ЧПУ, подтверждают работоспособность до начала дорогостоящего изготовления оснастки
- Сочетайте корпуса из листового металла с деталями, выполненными механической обработкой — Изготовление корпусов из листового металла создаёт защитные оболочки, а вставки, полученные механической обработкой, обеспечивают прецизионные соединения
Переход от прототипирования к серийному производству
По мере того как проекты развиваются от первоначальных концепций до готовых к выходу на рынок продуктов, требования к производству меняются. Согласно руководству Fictiv по переходу к серийному производству, путь от прототипа к массовому выпуску представляет собой сложную трансформацию, требующую тщательного планирования.
Ключевые аспекты при масштабировании производства:
- Постоянство материала — Материалы для прототипов должны соответствовать производственным спецификациям, чтобы избежать неожиданностей на поздних этапах
- Конструирование для сборки — То, что подходит для ручной сборки прототипов, может оказаться непригодным для автоматизированных производственных линий
- Валидация процесса — Каждый метод изготовления требует предварительной квалификации перед переходом к крупносерийному производству
- Прогнозирование спроса — Работа с производственным партнёром, способным гибко масштабировать объёмы выпуска — от 1000 до 100 000 единиц — с использованием одних и тех же технологических процессов, является решающим фактором успеха
Онлайн-платформы механической обработки всё чаще поддерживают такой переход, предлагая прототипные партии через те же сети, которые обслуживают серийное производство. Такая преемственность устраняет задержки, связанные с повторной квалификацией при масштабировании.
Правильный выбор технологии
Ни один метод изготовления не оптимален для всех проектов. Фрезерная и токарная обработка на станках с ЧПУ через онлайн-платформы отлично подходит для точных деталей в умеренных объёмах — однако осознание её ограничений помогает принимать более обоснованные решения в целом.
Задайте себе следующие вопросы при выборе подхода:
- Какое количество мне нужно сейчас — и какое может понадобиться через 12 месяцев?
- Соответствует ли моя геометрия требованиям аддитивного производства или, напротив, требует субтрактивной точности?
- Продолжаю ли я дорабатывать конструкцию или она уже готова к серийному производству?
- Какие допуски и параметры отделки поверхности действительно требуются для моего применения?
- Может ли изготовление деталей из листового металла или литьё снизить себестоимость одной детали?
Ответы на эти вопросы помогут вам выбрать подходящую технологию — или гибридный подход, при котором стратегически комбинируются несколько методов. Определившись со способом изготовления, вы готовы перейти к конкретным следующим шагам в рамках своего проекта онлайн-механической обработки.
Следующий шаг в онлайн-механической обработке
Вы прошли значительный путь — от понимания того, что на самом деле означает онлайн-механическая обработка, до оценки материалов, допусков, стоимости, отраслевых требований и альтернативных методов производства. Теперь возникает практический вопрос: как перевести эти знания в конкретные действия? Независимо от того, заказываете ли вы первые детали для ЧПУ-станков или масштабируете производство от прототипа до серийного выпуска, этот заключительный раздел объединяет всё в единый практический инструмент.
Сопоставление требований вашего проекта с подходящей услугой
Прежде чем загружать первый файл, уделите немного времени тому, чтобы соотнести характеристики вашего проекта с соответствующей моделью услуги. Решения, принятые вами на протяжении этой статьи — выбор материала, задание допусков, определение требуемого количества — напрямую влияют на то, какие онлайн-услуги механической обработки на станках с ЧПУ обеспечат наилучшие результаты.
Рассмотрите следующие критерии сопоставления:
- Количество прототипов (1–10 шт.) — Платформы мгновенного расчёта стоимости excel здесь, предлагая скорость и гибкость без необходимости установления долгосрочных отношений
- Мелкосерийное производство (10–500 деталей) — Подойдут как мгновенные платформы, так и традиционные интернет-магазины; сравните предложения от обоих типов
- Применение в регулируемых отраслях — Заранее уточните наличие сертификатов; для автомобильных применений требуются партнёры, сертифицированные по стандарту IATF 16949
- Сложные геометрии, требующие консультации — Традиционные компании, предлагающие инженерную поддержку, могут добавить ценность, выходящую за рамки чисто ценового фактора
- Потенциал масштабирования производства — Выбирайте партнёров, способных наращивать объёмы вместе с вашими потребностями, чтобы обеспечить стабильность качества
Для автомобильных применений, связанных со сборками шасси или нестандартными металлическими втулками, поставщики, такие как Shaoyi Metal Technology показывают, как услуги по станочной обработке с ЧПУ под заказ могут масштабироваться от быстрого прототипирования до массового производства со сроками изготовления всего один рабочий день — что особенно важно при сжатии сроков разработки.
Начало работы с первым онлайн-заказом на механическую обработку
Готовы приступить? Воспользуйтесь этим исчерпывающим контрольным списком, чтобы убедиться: ваш проект полностью подготовлен к успешному выполнению:
Контрольный список готовности проекта
-
Подготовка файла конструкторской документации
- Экспортируйте модель в формате STEP (.stp, .step) для обеспечения наилучшей совместимости
- Проверьте герметичность геометрии — отсутствие незамкнутых поверхностей и самопересечений
- Включите конструкторские чертежи с указанием критических размеров и требований по геометрическим допускам (GD&T)
- Убедитесь, что все элементы конструкции поддаются механической обработке с доступных ориентаций
-
Выбор материала
- Сопоставьте свойства материала с требованиями по механическим характеристикам, воздействию окружающей среды и массе
- Учитывайте показатели обрабатываемости материала и их влияние на стоимость
- Укажите сертификаты на материалы, если они требуются для вашей отрасли
-
Указание допусков
- Применяйте строгие допуски только к функционально критическим элементам
- Используйте общие допуски в заголовочном блоке (±0,010 дюйма) для некритических размеров
- Учитывайте накопление допусков в сборках из нескольких деталей
-
Планирование количества
- Начните с количества прототипов для проверки конструкции перед запуском в производство
- Учитывайте амортизацию затрат на наладку при сравнении небольших и крупных партий
- Сообщите о прогнозируемых будущих объёмах поставок, чтобы обсудить условия партнёрских цен
-
Требования к отделке
- Укажите требования к отделке поверхности (без дополнительной обработки, дробеструйная обработка, анодирование)
- Укажите необходимые операции послепроцессинга (термообработка, нанесение покрытия)
Решение вопросов безопасности файлов и интеллектуальной собственности
Новички зачастую колеблются, загружая собственные разработки на онлайн-платформы. Эти опасения обоснованы: ваши проекты представляют собой значительные инвестиции в исследования, разработку и инновации.
Согласно анализу Factorem по защите интеллектуальной собственности, передача инновационных проектов внешним производителям повышает риск кражи интеллектуальной собственности или несанкционированного раскрытия информации. Однако авторитетные платформы применяют несколько уровней защиты.
При оценке мер защиты интеллектуальной собственности у поставщика обращайте внимание на следующее:
- Соглашения о неразглашении (NDAs) — Стандартная практика для профессиональных производственных отношений
- Безопасные протоколы передачи файлов — Шифрование загрузок для защиты данных при передаче
- Системы контроля доступа — Ограниченный доступ персонала к вашим проектным файлам
- Договоры на производство — Чёткие условия, касающиеся прав собственности на проект и ограничений его использования
- Проверенные партнерские сети — Платформы, которые проверяют своих производственных партнёров на соответствие требованиям безопасности
Для особенно чувствительных проектов рекомендуется запросить официальные соглашения о неразглашении (NDA) до загрузки файлов. Большинство проверенных онлайн-сервисов механической обработки рассматривают такие запросы как стандартную деловую практику.
Начните с прототипов перед принятием решения о запуске серийного производства
Вот совет, которому последовательно следуют опытные инженеры: сначала подтвердите работоспособность, затем масштабируйте. Согласно специалистам в области прецизионного производства , использование разных поставщиков для изготовления прототипов и серийного производства может привести к расхождениям в качестве и несоответствию используемого оборудования — отсутствие преемственности, которое чревато катастрофой для проекта.
Рациональный подход к изготовлению прототипов на станках с ЧПУ предполагает:
- Сначала заказать партию прототипов — Обычно 1–5 штук для проверки посадки, функциональности и отделки
- Протестировать сборку и эксплуатационные характеристики — Подтвердите, что детали соответствуют замыслу проекта до перехода к серийному производству
- При необходимости выполните итерации — Устраните любые проблемы, выявленные при оценке прототипов
- Масштабируйте производство с тем же партнёром — Обеспечьте непрерывность производства — от прототипирования на станках с ЧПУ до серийного выпуска
Такой поэтапный подход минимизирует риски. Если в ходе испытаний прототипов обнаружатся конструктивные недостатки, вы потратитесь лишь на несколько деталей, а не на сотни. А если прототипы окажутся успешными, масштабирование будет основываться на уже отработанных технологических процессах и проверенных управляющих программах.
Поставщики, предлагающие бесперебойное масштабирование, например Shaoyi Metal Technology с их возможностями быстрого прототипирования и перехода к массовому производству, устраняют задержки, связанные с повторной квалификацией, при переходе между этапами проекта. Их сертификация по стандарту IATF 16949 и применение статистического процессного контроля (SPC) гарантируют единые системы обеспечения качества как для прототипов, так и для серийного производства.
Использование мгновенного расчёта стоимости для принятия обоснованных решений
Одно из главных преимуществ онлайн-механической обработки? Вы можете ознакомиться с вариантами без каких-либо обязательств. Прежде чем окончательно оформить заказ, воспользуйтесь инструментами мгновенного расчёта цен, чтобы:
- Сравнить цены в зависимости от используемых материалов — Увидеть, как выбор алюминия вместо нержавеющей стали влияет на ваш бюджет
- Оценить влияние требований к допускам на стоимость — Переключаться между стандартными и прецизионными техническими требованиями
- Проанализировать экономику объёмов заказа — Понять, как цена за деталь снижается при увеличении объёма заказа
- Ознакомиться с вариантами сроков изготовления — Сбалансировать требования к скорости поставки и ограничения бюджета
- Выявить вопросы, связанные с технологичностью конструкции (DFM), на раннем этапе — Автоматическая обратная связь выявляет вопросы, связанные с технологичностью изготовления, до начала производства
Сравнительный поиск занимает минуты — а не дни телефонных звонков и налаживания отношений. Используйте его стратегически для формирования реалистичных ожиданий и определения оптимального баланса между стоимостью, качеством и сроками поставки в соответствии с вашими конкретными требованиями к нестандартным деталям, изготавливаемым методом механической обработки.
Ваш онлайн-процесс механической обработки начинается прямо сейчас
Вы получили знания, необходимые для уверенной работы с онлайн-услугами механической обработки — от подготовки файлов до доставки готовых изделий, от выбора материалов до оценки качества. Цифровая экосистема производства готова превратить ваши проекты в точные операции токарной и фрезерной обработки на станках с ЧПУ, позволяя получить готовые детали за несколько дней вместо недель.
Путь вперёд ясен: подготовьте свои файлы в соответствии с передовыми методами, укажите только те допуски, которые действительно необходимы, выберите материалы, соответствующие требованиям вашего применения, и остановите выбор на партнёрах по производству, возможности которых соответствуют потребностям вашего проекта. Начните с изготовления прототипов для проверки вашего подхода, а затем уверенно масштабируйте производство, когда дизайн подтвердит свою работоспособность.
Онлайн-обработка деталей расширила доступ к прецизионному производству. Независимо от того, стартап ли вы, разрабатывающий свой первый продукт, или уже устоявшаяся компания, оптимизирующая цепочки поставок, инструменты и знания, описанные здесь, позволяют эффективно использовать эти возможности. Ваша следующая деталь, изготавливаемая по индивидуальному заказу, находится всего в одном шаге — загрузке файла.
Часто задаваемые вопросы об онлайн-обработке деталей
1. Что такое онлайн-услуга ЧПУ-обработки?
Онлайн-услуга фрезерной обработки на станках с ЧПУ позволяет инженерам и разработчикам продукции напрямую получать доступ к возможностям точного производства через веб-платформы. Вместо того чтобы годами выстраивать отношения с местными механическими цехами, вы загружаете CAD-файлы, мгновенно получаете коммерческие предложения с обратной связью по анализу технологичности конструкции (DFM), выбираете материалы и допуски, а готовые детали доставляются вам уже через несколько дней. Эти платформы используют системы автоматизированного расчёта стоимости на основе искусственного интеллекта и глобальные производственные сети, обеспечивая прозрачность, скорость и конкурентоспособные цены — от прототипирования до серийного производства.
2. Как получить мгновенное коммерческое предложение на фрезерную обработку на станках с ЧПУ онлайн?
Получение мгновенного коммерческого предложения включает загрузку вашего CAD-файла (предпочтительно в формате STEP) на онлайн-платформу для механической обработки. Система на основе искусственного интеллекта анализирует геометрию детали, рассчитывает траектории инструмента и формирует ценовое предложение за считанные секунды. Затем вы можете изменять параметры — выбор материала, количество деталей, допуски и варианты отделки — чтобы видеть изменения цены в режиме реального времени. Система также предоставляет автоматизированную обратную связь по DFM, выявляя потенциальные проблемы технологичности до того, как вы примете решение о запуске производства.
3. Какие форматы файлов принимаются для онлайн-обработки деталей на станках с ЧПУ?
Большинство онлайн-платформ для механической обработки принимают файлы формата STEP (.stp, .step) как эталонный стандарт: они сохраняют объёмную геометрию и обеспечивают точность размеров при переносе между различными CAD-системами. Файлы IGES (.igs, .iges) служат надёжной альтернативой с широкой совместимостью. Файлы STL применимы, однако имеют ограничения при ЧПУ-обработке из-за аппроксимации поверхностей треугольниками, что может снизить точность при обработке криволинейных элементов. Перед загрузкой обязательно убедитесь, что ваша модель является «водонепроницаемой» (без разрывов и незамкнутых поверхностей).
4. Сколько стоят услуги фрезерной обработки на станках с ЧПУ в онлайн-режиме?
Стоимость обработки на станках с ЧПУ зависит от пяти основных факторов: выбора материала и объема, геометрической сложности, требований к допускам, экономики количества и операций отделки. Простые алюминиевые прототипы со стандартными допусками обычно стоят от 100 до 300 долларов США за деталь, тогда как сложные детали с множеством элементов и жесткими допусками могут стоить от 300 до 800 долларов США. При серийном производстве от 50 и более единиц себестоимость одной детали часто снижается на 40–60 % благодаря распределению затрат на подготовку оборудования на большее количество изделий. Поставщики, сертифицированные по стандарту IATF 16949, такие как Shaoyi Metal Technology, предлагают конкурентоспособные цены и обеспечивают полный цикл — от быстрого прототипирования до массового производства.
5. Какие сертификаты следует искать у онлайн-мастерской по механической обработке?
Сертификаты, которые вам необходимы, зависят от отрасли применения. Стандарт ISO 9001:2015 служит базовым стандартом управления качеством для общего машиностроения. Для автомобильной отрасли требуется сертификация IATF 16949 с возможностями статистического процессного контроля (SPC). Аэрокосмические проекты требуют сертификации AS9100 и, возможно, аккредитации NADCAP, а также регистрации в соответствии с требованиями ITAR для оборонных заказов. Компоненты медицинских изделий должны соответствовать стандарту ISO 13485 и требованиям FDA 21 CFR Part 820. Перед размещением заказов на продукцию, предназначенную для регулируемых отраслей, всегда уточняйте актуальность сертификатов.