 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Лазерная резка: расценки, материалы и что скрывают мастерские
Что на самом деле делают услуги лазерной резки и почему они важны
Задумывались ли вы, как производители создают невероятно сложные металлические детали или идеально гладкие акриловые вывески? Ответ кроется в услугах лазерной резки — технологии, которая меняет подход к превращению сырья в точные компоненты. Независимо от того, ищете ли вы услугу лазерной резки рядом со мной или изучаете варианты прецизионной лазерной резки для сложного проекта, понимание этой технологии позволяет вам контролировать свои производственные решения.
По своей сути лазерная резка использует сфокусированный высокомощный световой луч для резки, гравировки или маркировки материалов с исключительной точностью. Представьте себе рисование концентрированным светом — только этот свет достаточно силён, чтобы плавить сталь. A Cnc лазерный резак объединяет компьютерное числовое управление с лазерными технологиями для выполнения операций резки с исключительной точностью, особенно при создании сложных форм и мелких отверстий.
Как лазерные лучи превращают сырьё в детали высокой точности
Представьте, как солнечный свет фокусируется через увеличительное стекло, чтобы поджечь лист. Теперь умножьте эту интенсивность на тысячи. Примерно то же самое происходит при лазерной резке — но с точностью, контролируемой компьютером, которую невозможно достичь вручную.
Процесс работает с помощью лазерной головки, содержащей фокусирующую линзу и сопло. Эта сборка концентрирует столбец чрезвычайно интенсивного света на поверхности заготовки. Когда сфокусированный луч попадает на материал, плотность тепла в этой точке становится настолько высокой, что вызывает быстрый нагрев и частичное или полное испарение материала.
То, что делает эту технологию по-настоящему мощной, — это система ЧПУ. Компьютерные инструкции (так называемый G-код) управляют перемещением лазерной головки по рабочей поверхности, с микроскопической точностью воспроизводя путь вашего дизайна. Сжатый газ, проходящий через сопло, выполняет двойную функцию — охлаждает фокусирующую линзу и удаляет испарённый материал из зоны реза.
Научная основа технологии резки с использованием света
В отличие от традиционной обработки, при которой материал удаляется механически за счёт контакта с режущим инструментом, лазерная резка является бесконтактным процессом, основанным на тепловом воздействии. Это различие имеет важное значение по нескольким причинам:
- Отсутствие износа инструмента: Лазерный луч не изнашивается, как физические режущие инструменты, обеспечивая стабильное качество на протяжении тысяч операций резки
- Минимальные механические напряжения в материале: Благодаря отсутствию физического контакта, отсутствуют механические силы, которые могут деформировать ваши детали
- Высокая точность и сложность выполнения: Фокусированный луч способен создавать детали, недостижимые для традиционных инструментов
Для тех, кто работает с акрилом услуги лазерной резки или варианты металлообработки , эта технология обеспечивает непревзойденную универсальность. Тот же базовый процесс, который разрезает толстые стальные пластины, может аккуратно гравировать декоративные узоры на дереве или создавать сложные прототипы из инженерных пластиков.
Почему это важно, если вы ищете производственные решения? Скорость, точность и универсальность определяют современную лазерную резку. Проекты, для которых раньше требовались множественные операции механической обработки и трудоемкая отделка, теперь можно выполнить за один проход с кромками, достаточно чистыми для немедленной сборки. Понимание этих основ позволяет эффективно взаимодействовать с поставщиками услуг и уверенно оценивать коммерческие предложения — знания, которые вы будете расширять на протяжении всего этого руководства.
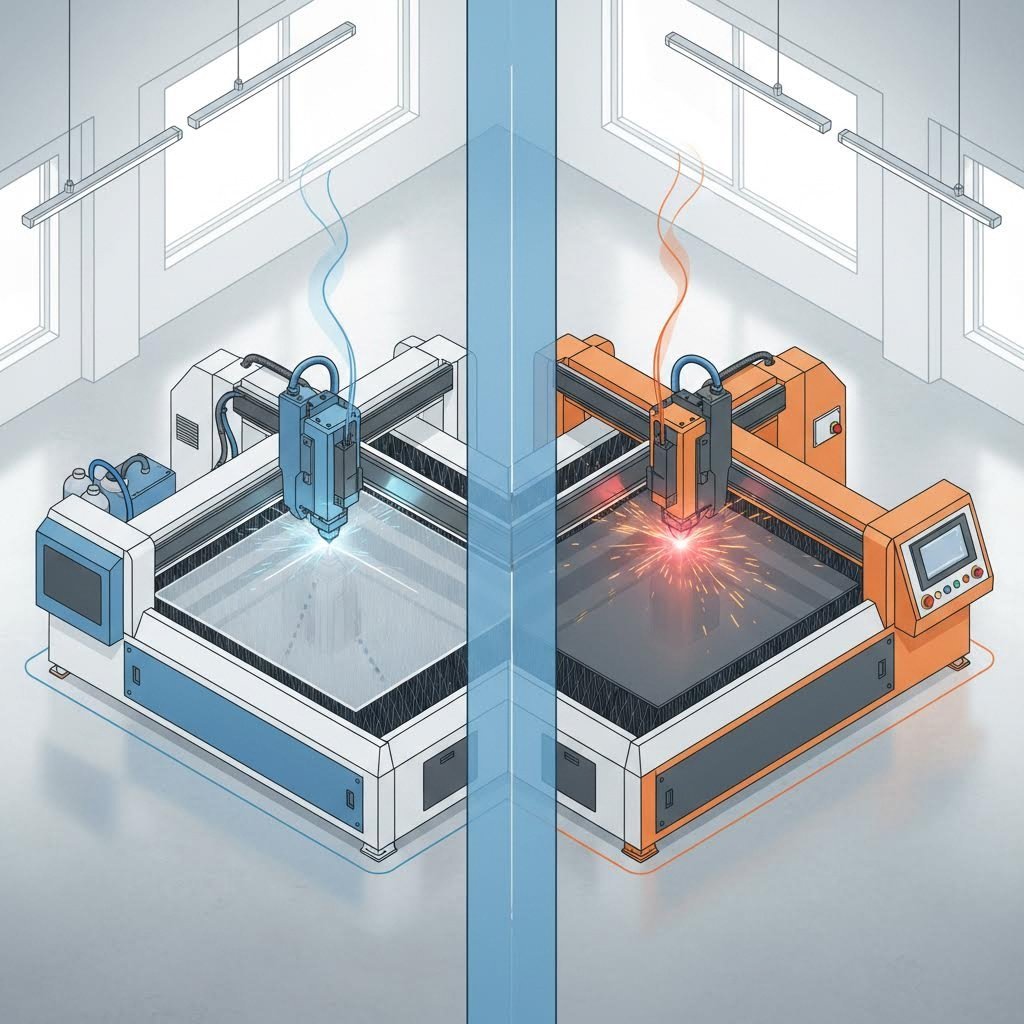
CO2 и волоконная лазерная технология: в чём разница
Не все лазеры одинаковы. Когда вы запрашиваете расценки на услуги лазерной резки, понимание того, какая технология используется в станке, напрямую влияет на качество, стоимость и сроки выполнения вашего проекта. В отрасли доминируют две технологии — CO2-лазеры и волоконные лазеры, каждая из которых отлично подходит для совершенно разных задач. Знание различий помогает выбрать правильного поставщика и избежать переплаты за неподходящие возможности.
Вот основное различие: CO2-лазеры используют газовую генерацию луча, тогда как волоконные лазеры работают на основе твердотельной технологии. Казалось бы, простое различие приводит к кардинально разным эксплуатационным характеристикам, что имеет значение для конкретных потребностей вашего проекта.
CO2-лазеры для неметаллических материалов
CO2 лазерные станки являются основными рабочими инструментами отрасли с 1960-х годов. Эти системы используют смесь углекислого газа, азота и гелия для получения электрически возбуждаемого лазерного луча. Технология работает за счёт световой индукции через газонаполненную трубку с зеркалами на обоих концах — одно полностью отражающее, другое частично пропускающее свет. Такая конфигурация зеркал усиливает световые волны до тех пор, пока мощный луч не будет направлен на поверхность резки.
Что делает CO2 лазеры особенными? Их длина волны 10,6 мкм идеально поглощается органическими и неметаллическими материалами когда требуется точная резка акрила, дерева, пластика, кожи, ткани или бумаги, CO2 лазеры обеспечивают превосходное качество кромки. Сервисы, предлагающие альтернативы акрилу sendcutsend, как правило, используют именно CO2 технологию.
CO2 лазеры отлично справляются со следующими материалами:
- Пластик и акрил: Чистые, полированные кромки без дополнительной обработки
- Дерево и фанера: Точные разрезы с минимальным обугливанием при правильной калибровке
- Кожа и ткань: Сложные узоры без осыпания
- Бумага и картон: Детализированные дизайны для упаковки и прототипов
- Резина и пробка: Индивидуальные прокладки и декоративные изделия
Какие недостатки? Системы CO2 работают с КПД всего 5–10 %, потребляя в 10–20 раз больше электроэнергии, чем излучают лазерного света. Им также требуется более частое техническое обслуживание, а срок службы короче — эти факторы влияют на ценообразование поставщиков в любом регионе, включая мастерские лазерной резки в Сан-Хосе.
Волоконные лазеры для высококачественной обработки металлов
Волоконная лазерная технология представляет собой новое поколение режущей мощности. Эти станки используют активные оптические волокна, легированные редкоземельными элементами, такими как иттербий, для генерации и усиления лазерного луча. Транспортировочный волоконный кабель затем передаёт эту сконцентрированную энергию непосредственно на головку резки — без зеркал, без газовых смесей.
Результаты говорят сами за себя. Согласно отраслевые данные , волоконные лазеры генерируют лучи с более короткими длинами волн (1,064 мкм), которые обеспечивают более высокую степень поглощения на металлических поверхностях. Это означает производительность, превышающую в 3–5 раз производительность аналогичных по возможностям установок CO2 при резке металлов.
Почему производители металлоконструкций предпочитают волоконные лазеры? Рассмотрим следующие преимущества:
- Превосходная резка металла: Углеродистая сталь, нержавеющая сталь, алюминий, латунь, медь и титан
- Обработка отражающих материалов: Режет материалы, вызывающие проблемы у систем CO2
- Высокая эффективность: Электрический КПД более 90 % по сравнению с 5–10 % у CO2
- Длительный срок службы: До 25 000 часов работы — примерно в 10 раз дольше, чем у устройств CO2
- Уменьшенное обслуживание: Конструкция на твердотельных элементах исключает необходимость обращения с газом и регулировки зеркал
При поиске специалистов по лазерной резке в Сан-Хосе или других регионах уточните, используют ли они волоконные лазерные установки для ваших металлоизделий. Различия в технологиях напрямую влияют на качество реза и стоимость.
Сравнение технологий напрямую
Выбор между этими технологиями становится понятнее, когда вы видите спецификации рядом:
| Характеристика | Лазер CO2 | Лазерные волокна |
|---|---|---|
| Лучшие материалы | Акрил, дерево, пластики, кожа, ткани, бумага, резина | Сталь, нержавеющая сталь, алюминий, латунь, медь, титан |
| Типичный диапазон толщины | До 20 мм и более для металлов (с подачей кислорода); идеально подходит для неметаллов | Оптимально для металлов до 20 мм; новые станки справляются до 2,25" |
| Скорость резки | Медленнее на металлах; отлично справляется с неметаллами | в 3-5 раз быстрее, чем CO2 на металлах |
| Энергоэффективность | 5-10% (высокое энергопотребление) | Более 90% (минимальные потери энергии) |
| Рабочий срок службы | Примерно 2500 часов | До 25 000 часов |
| Требования к обслуживанию | Регулярная настройка зеркал, заправка газом, более частое обслуживание | Минимальное обслуживание, отсутствие расходных газов |
| Начальная стоимость оборудования | Меньшие первоначальные вложения | в 5–10 раз выше, чем у аналогичного CO2 |
| Качество кромки реза | Отлично подходит для толстых материалов и неметаллов | Повышенная точность при работе с металлами |
Правильный выбор технологии
Какую технологию следует использовать в вашем проекте? Ответ полностью зависит от ваших материалов и требований:
Выберите услуги CO2-лазера, если:
- Ваш проект предполагает работу с неметаллическими материалами, такими как акрил, дерево или пластик
- Вам нужно резать толстые металлические пластины (10–20 мм и более) с использованием кислородной подачи
- Качество кромки на органических материалах является приоритетом
- Бюджетные ограничения делают приоритетом более низкую стоимость за операцию по сравнению со сроком службы оборудования
Выберите услуги волоконного лазера, если:
- Ваш проект требует резки листового металла (углеродистая сталь, нержавеющая сталь, алюминий)
- Вы работаете с отражающими металлами, такими как латунь или медь
- Скорость и точность имеют решающее значение для вашего производственного графика
- Более высокие допуски требуют использования узких и стабильных волоконных лазеров
Многие профессиональные службы лазерной резки используют обе технологии, выбирая оптимальный станок для каждого заказа. При запросе коммерческих предложений уточняйте, какой именно тип лазера будет применён для обработки ваших деталей — такая прозрачность указывает на поставщика, который ставит результат выше удобства. Понимание этих различий подготовит вас к оценке вариантов материалов, что мы подробно рассмотрим в следующем разделе.
Полное руководство по материалам для проектов лазерной резки
Вот что большинство служб лазерной резки не скажет вам напрямую: выбор материала определяет 80 % успеха вашего проекта. У вас может быть самый передовой волоконный лазер в мире, но если вы выберете неподходящий материал или не учтёте ограничения по толщине, в результате получите отклонённые детали и потраченный впустую бюджет . Это подробное руководство предоставляет то, о чем конкуренты лишь намекают: практические технические характеристики для каждой категории материалов, включая реальные пределы по толщине и требования к качеству.
Изучаете ли вы онлайн-услуги лазерной резки для прототипа или оцениваете лазерную резку онлайн для серийного производства, понимание совместимости материалов помогает избежать дорогостоящих сюрпризов. Давайте подробно разберём, на что способен каждый материал — и чего от него нельзя ожидать.
Возможности резки металлов и предельная толщина
Металлы являются основой промышленной лазерной резки. Однако каждый металл по-разному ведёт себя под воздействием лазерного луча, а возможности по толщине значительно различаются в зависимости от мощности и типа лазера. Вот что нужно знать перед отправкой ваших проектных файлов.
Углеродистая сталь
Наиболее распространённый металл при лазерной обработке, углеродистая сталь хорошо поддаётся как волоконным, так и CO2-лазерам. Её железосодержащий состав эффективно поглощает лазерную энергию, обеспечивая чистые резы с минимальным образованием наплывов.
- Диапазон толщины: 0,5 мм до 25 мм и более (в зависимости от мощности)
- Качество кромки: Отличные кромки без окисления при использовании азота в качестве вспомогательного газа; незначительное окисление при использовании кислорода на более толстых пластинах
- Оптимальные применения: Конструкционные элементы, кронштейны, корпуса, автомобильные детали, кожухи оборудования
- Важный аспект: Для получения чистых кромок, готовых к сварке, на пластинах толщиной менее 12 мм укажите резку азотом — это дороже, но исключает необходимость шлифовки перед сваркой
Согласно отраслевым спецификациям лазер с мощностью 3000 Вт может резать углеродистую сталь толщиной до 20 мм, тогда как системы с мощностью 6000 Вт способны резать более 25 мм с качественной кромкой при толщине ниже 20 мм.
Нержавеющая сталь
Содержание хрома в нержавеющей стали определяет особенности процесса резки. Материал естественным образом устойчив к окислению, что делает его идеальным для применений, где требуются прочность и коррозионная стойкость.
- Диапазон толщины: 0,5 мм до 50 мм (высокомощные волоконные лазеры при 10 кВт и выше)
- Качество кромки: Возможна зеркальная отделка на тонких листах; качество снижается при толщине более 12 мм без использования высококлассного оборудования
- Оптимальные применения: Оборудование для пищевой промышленности, медицинские приборы, архитектурные элементы, морские компоненты
- Важный аспект: марки 304 и 316 обрезаются аналогично; для 430 нержавеющей стали (магнитной) могут наблюдаться несколько иные характеристики нагрева
Для справки: система мощностью 1000 Вт справляется с нержавеющей сталью до 5 мм, тогда как система на 4000 Вт позволяет резать до 16 мм — однако качество кромки выше 12 мм требует подтверждения у вашего поставщика
Алюминий
Отражающая поверхность алюминия и его высокая теплопроводность создают трудности при резке, которые волоконные лазеры преодолевают намного лучше, чем CO2-системы. Материал быстро рассеивает тепло, поэтому требуется более высокая мощность по сравнению со сталью той же толщины
- Диапазон толщины: 0,5 мм до 40 мм (волоконные системы мощностью 10 кВт и выше)
- Качество кромки: Хорошее, но обычно грубее, чем у стали; может потребоваться дополнительная отделка для видимых поверхностей
- Оптимальные применения: Компоненты авиастроения, радиаторы, корпуса электроники, легкие конструкционные детали
- Важный аспект: Важна марка сплава — 6061-T6 режется чище, чем литые сплавы; всегда указывайте точную марку сплава
Латунь и медь
Эти высокоотражающие металлы ранее создавали серьезные трудности при лазерной резке — старые системы CO2 могли даже выйти из строя из-за отраженных лучей. Современные волоконные лазеры эффективно справляются с ними, хотя и с определенными ограничениями.
- Диапазон толщины: 0,5 мм до 8 мм (медь); 0,5 мм до 10 мм (латунь)
- Качество кромки: Подходит для функциональных деталей; возможны потемнения на кромках реза
- Оптимальные применения: Электрические компоненты, декоративная фурнитура, теплообменники, проекты гравировки в Сан-Хосе и аналогичные художественные работы
- Важный аспект: Запросите образцы резки перед оформлением производственных заказов — резка отражающих материалов значительно различается у разных поставщиков
Пластики, акрилы и неметаллические материалы
Неметаллические материалы открывают совершенно иные возможности — и подводные камни. В этой категории доминируют лазеры СO2, которые обеспечивают результаты, недостижимые для волоконных лазеров при работе с органическими соединениями.
Акрил (ПММА)
Акрил — лидер среди пластиков при лазерной резке: он обеспечивает кромки с эффектом полировки пламенем непосредственно после процесса резки — дополнительная отделка не требуется.
- Диапазон толщины: 1 мм до 25 мм (наилучшие результаты с литым акрилом)
- Качество кромки: Стеклянно-прозрачные, полированные кромки достижимы на литом акриле; экструдированный акрил может иметь матовость
- Оптимальные применения: Вывески, дисплеи, защитные крышки, художественные изделия, архитектурные модели
- Важный аспект: Литой акрил стоит на 20–30 % дороже экструдированного, но обеспечивает значительно лучшее качество кромок — для видимых применений указывайте литой акрил
Поликарбонат
Несмотря на свою популярность как ударопрочный материал, поликарбонат создает трудности при лазерной резке, о которых многие поставщики не говорят заранее
- Диапазон толщины: 0,5 мм до 6 мм (ограничено проблемами потемнения)
- Качество кромки: Пожелтение и обугливание распространены; кромки редко достигают прозрачности акрила
- Оптимальные применения: Функциональные прототипы, защитные экраны и крышки, где внешний вид кромок второстепенен
- Важный аспект: Для видимых деталей рассмотрите альтернативы из акрила или запланируйте финишную обработку кромок — лазерный рез поликарбоната редко выглядит отполированным
ABS и другие инженерные пластики
ABS (акрилонитрил-бутадиен-стирол) достаточно хорошо поддается резке, но требует надлежащей вентиляции из-за опасности выделения газов
- Диапазон толщины: 0,5 мм до 12 мм
- Качество кромки: Незначительное плавление создаёт гладкие, но не полированные края
- Оптимальные применения: Прототипы, корпуса, компоненты потребительских продуктов
- Важный аспект: Всегда уточняйте, есть ли у вашего поставщика достаточная система отвода дыма — некоторые мастерские отказываются от ABS из-за ограничений вентиляции
Дерево и композиты
Натуральные и искусственные древесные материалы прекрасно поддаются лазерной резке с помощью CO2-лазера, что позволяет создавать сложные узоры, невозможные при традиционной обработке дерева
- Диапазон толщины: Фанерный шпон до 20 мм (в зависимости от плотности)
- Качество кромки: Незначительное обугливание неизбежно; на светлых породах дерева контраст проявляется сильнее, чем на тёмных
- Оптимальные применения: Вывески, декоративные панели, архитектурные модели, индивидуальная упаковка, компоненты мебели
- Важный аспект: ДСП режется чище, чем фанера; структура зерна массива дерева влияет на качество кромки при изогнутых линиях
Критерии выбора материалов: принятие правильного решения
Выбор материалов — это не только о том, какие материалы могут обрабатываться лазерной резкой. Важно сопоставить свойства материала с требованиями вашего проекта. Рассмотрите эти четыре ключевых фактора:
Структурные требования
Какие нагрузки должен выдерживать ваш компонент? Для крепежных деталей требуется прочность стали, тогда как для декоративных элементов может быть предпочтительнее легкий вес алюминия. Всегда указывайте условия нагрузки при запросе обратной связи по конструкции у поставщика.
Эстетические требования
Будут ли кромки видны? Акрил с литой полировкой кромок пламенем позволяет исключить затраты на отделку; углеродистую сталь может потребоваться зачистить перед покраской. Учитывайте дополнительные операции при расчете общей стоимости проекта.
Ограничения бюджета
Стоимость материалов сильно варьируется — нержавеющая сталь стоит в 3–4 раза дороже углеродистой; литой акрил на 30 % дороже экструдированного. Иногда замена материала позволяет сэкономить, не жертвуя функциональностью.
Условий эксплуатации
Для наружного применения требуются коррозионностойкие материалы (нержавеющая сталь, алюминий или обработанные материалы). Детали, контактирующие с пищевыми продуктами, требуют определённых марок нержавеющей стали. Высокие температуры делают непригодными большинство пластиков. Определите условия эксплуатации перед окончательным выбором материалов.
Наилучший выбор материала обеспечивает баланс всех четырёх факторов, а не только того, на котором вы сосредоточены в данный момент.
Обладая этими знаниями о материалах, вы сможете принимать обоснованные решения и критически оценивать рекомендации поставщиков. Однако понимание материалов — лишь часть задачи: знание факторов ценообразования гарантирует справедливые расчёты и позволяет выявить возможности для экономии.
Понимание ценообразования при лазерной резке и факторов затрат
Вы когда-нибудь нажимали кнопку «мгновенный расчёт», чтобы получить цену, которая казалась совершенно произвольной? Вы не одиноки. Большинство сервисов лазерной резки намеренно скрывают свои цены за автоматизированными инструментами, оставляя клиентов в неведении, получают ли они справедливую сделку или субсидируют чью-то неэффективность. В этом разделе мы раскрываем, что на самом деле определяет итоговую сумму вашего счёта — и, что более важно, как вы можете контролировать эти расходы, не жертвуя качеством.
Понимание ценообразования заключается не в поиске самого дешёвого поставщика. Речь идёт о том, чтобы распознавать ценность, избегать ненужных расходов и эффективно взаимодействовать с производителями, которые уважают осведомлённых клиентов.
Что действительно определяет стоимость лазерной резки
Когда производитель рассчитывает вашу смету, он одновременно оценивает множество переменных. Некоторые из них вы контролируете напрямую через проектные решения; другие зависят от рыночных условий и возможностей оборудования. Вот что на самом деле происходит за этой формой запроса коммерческого предложения:
- Тип и марка материала: Разные материалы требуют различных лазерных технологий, настроек мощности и скоростей резки. Согласно отраслевому анализу, резка нержавеющей стали, как правило, требует больше энергии и времени по сравнению с углеродистой сталью, что делает её более дорогостоящей. Специальные сплавы и отражающие металлы, такие как медь, имеют повышенную цену из-за сложности обработки.
- Толщина листа: Более толстые материалы требуют более медленных скоростей резки и большего расхода энергии. Стоимость резки стальной пластины толщиной 12 мм может быть в 3–4 раза выше на погонный дюйм по сравнению с материалом толщиной 3 мм — не потому что стоимость материала утраивается, а потому что время резки и потребление энергии резко возрастают.
- Сложность резки и длина траектории: Каждое вырезание требует точки прокола, где лазер начинает резку. Чем больше точек прокола и длиннее траектория резки, тем больше машинного времени требуется. Сложные конструкции с множеством мелких элементов требуют большей точности, что увеличивает затраты как на труд, так и на оборудование.
- Количество и размер партии: Расходы на настройку, распределенные по более крупным заказам, значительно снижают стоимость единицы продукции. Один прототип может стоить 50 долларов, а заказ 100 одинаковых деталей может снизить стоимость единицы до 8 долларов — один и тот же дизайн, но совершенно разная экономика.
- Требования к отделке: Вторичные процессы, такие как зачистка, полировка, порошковое покрытие или нарезание резьбы, требуют дополнительного труда, специализированного оборудования и увеличивают время производства. Эксперты отрасли отмечают, что эти этапы необходимы для достижения определенного качества поверхности или функциональных требований, однако они пропорционально увеличивают затраты.
- Время выполнения: Срочные заказы предполагают надбавки — иногда 50% и более — поскольку они нарушают производственное расписание и требуют сверхурочной работы. Стандартные сроки изготовления обеспечивают наилучшую экономическую выгоду.
Представьте, что вы ищете рестораны, открытые рядом со мной в полночь, вместо планирования ужина в 18:00 — удобство и срочность всегда имеют свою цену.
Как оптимизировать бюджет, не жертвуя качеством
Теперь, когда вы понимаете, что влияет на затраты, давайте рассмотрим, как их стратегически снизить. Это не просто способы сократить расходы — это разумные инженерные подходы, которые профессиональные проектировщики используют каждый день.
Упростите геометрию конструкции
Сложная геометрия с детализированными элементами требует более точного управления лазером и увеличивает время резки. Исследования показывают избегание острых внутренних углов, минимизация мелких сложных вырезов и уменьшение количества кривых позволяют значительно сэкономить. Скруглённые углы или прямые линии режутся быстрее, чем сложные формы или малые радиусы. Задайте себе вопрос: необходимы ли эти декоративные элементы для функциональности, или они просто хорошо смотрелись в вашей CAD-модели?
Оптимизируйте толщину материала
Если ваше применение не требует высокой прочности более толстых металлов, использование более тонкого материала позволяет сэкономить и время, и деньги. Оцените, подойдёт ли 1 мм нержавеющей стали вместо 2 мм для ваших конкретных нагрузок. Иногда инженеры завышают толщину «на всякий случай», но такая страховка обходится в реальные деньги.
Освойте искусство вложения
Эффективное вложение максимизирует использование материала, размещая детали максимально близко друг к другу на листе материала. Стратегическое вложение может сократить отходы материала на 10–20 %, что напрямую снижает стоимость счета. Если вы заказываете несколько различных деталей, уточните у поставщика, могут ли они быть вложены вместе — группировка деталей с похожей геометрией упрощает резку и снижает отходы.
Выбирайте подходящие допуски
Вот что большинство поставщиков не скажут добровольно: чрезмерно жёсткие допуски значительно увеличивают стоимость. Указание допуска ±0,005", когда ±0,015" будет работать одинаково эффективно, вынуждает снижать скорость резки и повышает процент брака. По словам специалистов по изготовлению деталей, детали с очень жёсткими допусками чаще отклоняются из-за незначительных отклонений и могут потребовать дополнительных вторичных операций, таких как механическая обработка или шлифовка.
Грамотно объединяйте заказы в партии
Настройка лазерного станка занимает время, поэтому выпуск крупных партий за одну сессию снижает необходимость частой перенастройки оборудования. Если вам требуются повторяющиеся детали, объединение заказов или планирование производственных партий заранее обеспечивает значительную экономию на единицу продукции. Даже объединение заказа на следующий месяц с текущим позволяет эффективно распределить расходы на настройку.
Выберите материалы в наличии
Легко ли доступен указанный вами материал, или потребуется специальный заказ? По возможности выбор металлов, которые уже есть в наличии, позволяет избежать минимальных заказов и задержек по срокам поставки. Уточните у поставщика, какие материалы он держит на складе, прежде чем окончательно утверждать спецификации.
Оцените требования к качеству кромки
Достижение премиального качества кромки часто требует снижения скорости лазера или увеличения мощности — что в обоих случаях повышает стоимость. Не для всех применений требуется одинаковая точность кромки. Для деталей, которые будут свариваться, окрашиваться или скрываться внутри сборок, стандартное качество кромки позволяет сэкономить без ущерба для функциональности. Указывайте требования к премиальному качеству кромки только для видимых поверхностей.
Цель заключается не в поиске самой низкой цены, а в максимизации ценности за счет исключения затрат, которые не добавляют ценности вашему готовому продукту.
Обладая этими знаниями о ценообразовании, вы можете грамотно оценивать коммерческие предложения, задавать осознанные вопросы и выявлять поставщиков, которые предпочитают прозрачность неясности. Однако даже идеальное понимание затрат не поможет, если ваши проектные файлы подготовлены неправильно — следующий раздел гарантирует, что ваши файлы безошибочно перейдут от экрана к лазеру.
Подготовка проектных файлов к успешному лазерной резке
Вы выбрали идеальный материал и понимаете, что влияет на ценообразование. Но именно на этом этапе многие проекты терпят неудачу: отправка файлов с чертежами, которые выглядят безупречно на экране, но оказываются непригодными, когда начинается лазерная резка. По словам производителей, еженедельно просматривающих сотни файлов, ошибки при подготовке файлов становятся причиной задержек чаще, чем любой другой отдельный фактор. Хорошая новость заключается в том, что каждую распространённую ошибку можно полностью избежать.
Этот раздел предоставит вам технические знания, необходимые для отправки готовых к производству файлов — будь то работа с местной мастерской или использование онлайн-услуг по лазерной резке по всей стране. Освойте эти основы один раз, и вы больше никогда не столкнётесь с отклонёнными загрузками или утомительными циклами исправлений.
Требования к форматам файлов и варианты программного обеспечения
Звучит сложно? На самом деле всё просто, стоит лишь понять одно важное различие: для лазерной резки требуются векторные файлы , а не растровые изображения. Когда вы экспортируете JPEG или PNG, вы сохраняете пиксели — крошечные цветные квадраты, которые приблизительно передают ваш дизайн. Лазерные станки не могут интерпретировать пиксели в траектории резки. Им требуются математически определённые линии и кривые, точно указывающие, где должен двигаться луч.
Принимаемые векторные форматы
Большинство служб лазерной резки принимают эти стандартные векторные форматы, хотя предпочтения могут различаться в зависимости от поставщика:
- DXF (Drawing Exchange Format): Отраслевой стандарт для станков с ЧПУ и лазерной резки. Универсально совместимый формат DXF содержит только геометрию без привязки к шрифтам или сложному стилю. Если вы сомневаетесь, отправляйте файл в формате DXF.
- AI (Adobe Illustrator): Файлы, созданные в программе Illustrator, также хорошо подходят, но требуют преобразования текста в контуры. Убедитесь, что вы сохраняете в совместимой версии — некоторые станки испытывают трудности с новыми форматами AI.
- SVG (масштабируемая векторная графика): Открытый формат, набирающий популярность, особенно в системах онлайн-заявок. Чистый, лёгкий и широко поддерживаемый.
- PDF (портативный формат документов): Допустимо при экспорте из векторного программного обеспечения с правильными настройками. Избегайте PDF, созданных из отсканированных документов или растровых изображений.
Согласно отраслевым специалистам , использование неправильного формата файла входит в пятерку самых распространённых ошибок в дизайне. Всегда уточняйте предпочтительный формат у поставщика перед загрузкой.
Рекомендуемое программное обеспечение для дизайна
Вам не нужно дорогое профессиональное программное обеспечение, чтобы создавать файлы, готовые к лазерной обработке. Ниже приведены варианты на любой бюджет:
- Adobe Illustrator: Отраслевой стандарт для векторной графики; отличные инструменты редактирования контуров и прямой экспорт в DXF
- AutoCAD / AutoCAD LT: Специально разработан для технических чертежей; родная поддержка DXF с точным нанесением размеров
- SolidWorks: Идеально подходит для инженерных приложений; экспортирует развертки непосредственно из 3D-моделей (примечание: водяные знаки версии «Student Version» автоматически игнорируются большинством систем резки)
- Inkscape: Бесплатная программная среда с открытым исходным кодом, аналог Illustrator; поддерживает экспорт в SVG и DXF при правильной настройке плагина
- Fusion 360: Бесплатно для личного использования; сочетает возможности CAD-моделирования с функциями экспорта чертежей
- LibreCAD: Свободное программное обеспечение для 2D-чертежей, специально предназначенное для технических чертежей
Советы по оптимизации дизайна для чистых резов
Создание векторного файла — это только начало. Разница между любительскими проектами и пригодными для производства файлами заключается в понимании того, как лазер на самом деле интерпретирует вашу геометрию. Эти технические аспекты разделяют успешные проекты и дорогостоящие неудачи.
Минимальные размеры элементов
У каждого лазера есть физические ограничения по минимальному размеру точного реза. Сам лазерный луч имеет ширину — обычно от 0,1 мм до 1,0 мм в зависимости от материала и настроек. Элементы, меньшие этого размера, невозможно аккуратно изготовить. Отраслевых рекомендациях рекомендуется избегать элементов, которые будут слишком малы для правильного реза, особенно внутренних кругов или острых углов
Компенсация ширины реза
Представьте, что вы рисуете линию маркером вместо ручки — линия имеет ширину. Тот же принцип применяется и к лазерной резке. «Зазор» (kerf) означает материал, удаляемый в процессе резки, и обычно составляет от 0,1 мм до 0,5 мм в зависимости от толщины материала и настроек лазера. Для деталей, требующих точных допусков по посадке, необходимо скорректировать траектории реза, чтобы компенсировать зазор. Обсудите допустимые значения зазора с вашим поставщиком перед окончательным определением критических размеров.
Правильные толщины и цвета линий
Многие лазерные системы используют цвета или толщины линий для различения операций резки, гравировки и биговки:
- Линии резки: Обычно красные или черные, тонкие линии (0,001" или тоньше)
- Области гравировки: Часто закрашенные фигуры определенных цветов
- Линии биговки: Могут использовать разные цвета для обозначения проходов частичной глубины
Перед отправкой всегда уточняйте у поставщика принятые стандарты цветов и слоев. Линия, которую вы задумали как метку сгиба, может превратиться в нежелательный сквозной разрез.
Расстояние между линиями реза
Если линии дизайна расположены слишком близко друг к другу, лазер может перегореть или прорезать участки, которые необходимо сохранить. Согласно рекомендациям по изготовлению геометрию реза следует размещать на расстоянии не менее чем в два раза превышающем толщину листа, чтобы избежать деформации. Для стандартных применений поддержание минимального расстояния 0,010 дюйма (0,25 мм) между критическими траекториями предотвращает ослабление конструкции.
Пошаговый контрольный список подготовки файлов
Перед загрузкой в любую службу лазерной резки пройдите этот процесс проверки:
- Преобразуйте весь текст в контуры: Шрифты, которые не установлены в системе резки, могут быть заменены или полностью исчезнуть. В программе Illustrator выделите текст и выберите команду Type → Create Outlines. В CAD-программах используйте команды "Explode" или "Expand".
- Замкните все открытые контуры: Несоединённые или открытые контуры могут вызвать ошибки в программном обеспечении лазера, в результате чего рез будет неполным. Используйте функции очистки контуров и соединения ("join") в вашем программном обеспечении, чтобы убедиться, что каждая фигура полностью замкнута.
- Удалите перекрывающиеся линии: Дублированные линии заставляют лазер дважды пройти по одному и тому же пути, что может привести к прожиганию материала или образованию неровных краёв. Проверьте наличие наложенной геометрии, особенно после объединения нескольких элементов дизайна.
- Проверьте размеры в масштабе 100%: Если вы конвертировали файл из растрового формата или масштабировали дизайн, распечатайте его в масштабе 100%, чтобы убедиться, что физические размеры соответствуют задуманному.
- Проверьте наличие изолированной геометрии: Вырезы, не соединённые с основной деталью, могут выпасть во время резки. Либо добавьте перемычки для их удержания, либо отправьте как отдельные детали.
- Устраните ненужные узлы: Избыточные опорные точки создают зазубренные кривые вместо плавных дуг. Упростите контуры, сохранив при этом замысел дизайна.
- Размещайте отверстия подальше от краёв: Отверстия, расположенные слишком близко к краям детали, могут привести к разрывам или деформации, особенно если деталь будет подвергаться последующей гибке.
- Экспортируйте в предпочтительный поставщиком формат: Сохраните чистую копию специально для производства — не просто переименовывайте рабочий файл.
Эффективная передача требований к допускам
Даже идеально подготовленные файлы могут привести к отклонению деталей, если ожидания по допускам не были четко обозначены. Стандартная лазерная резка обеспечивает размерные допуски от ±0,005" до ±0,015" в зависимости от материала и калибровки оборудования. Если ваше применение требует более высокой точности, вы должны явно указать это — и понимать, какие последствия это повлечёт по стоимости.
При запросе коммерческого предложения включайте:
- Критические размеры: Укажите конкретные размеры, которые должны соответствовать жёстким допускам, в отличие от общих размеров со стандартными отклонениями
- Функциональные требования: Объясните, как будут использоваться детали — посадки с натягом требуют другой точности, чем отверстия с зазором
- Точки отсчёта измерений: Укажите, какие кромки или элементы служат базовыми точками для проверки размеров
- Допустимый диапазон отклонений: Указывайте допуск численно, а не субъективными терминами, такими как «точный» или «аккуратный»
Четкое сообщение о допусках предотвращает разочарование от получения деталей, соответствующих «стандартным» спецификациям, но не отвечающих вашим конкретным требованиям.
Имея правильно подготовленные файлы и четко изложенные спецификации, вы устранили наиболее распространённые барьеры на пути к успешным проектам лазерной резки. Однако понимание того, когда именно лазерная резка является правильным выбором — в отличие от гидроабразивной, плазменной или фрезерной обработки — гарантирует, что вы выбираете оптимальный процесс для своих задач.
Лазерная резка по сравнению с гидроабразивной, плазменной и фрезерной обработкой
Вот честный разговор, которого избегают большинство сервисов лазерной резки: лазерная резка не всегда является лучшим выбором. Удивлены? Не стоит. Каждая технология резки существует потому, что лучше альтернатив решает определённые задачи. Изготовитель, который утверждает, что лазерная резка подходит для всего, либо недостаточно осведомлён, либо надеется, что вы не будете задавать вопросы.
Понимание того, когда лазерная резка наиболее эффективна, а когда стоит рассмотреть альтернативы — такие как гидроабразивная, плазменная или фрезерная обработка на станке с ЧПУ — помогает сохранить бюджет и обеспечивает оптимальные результаты. Давайте честно разберем каждую технологию, сравнивая реальные показатели работы, а не маркетинговые заявления.
Когда лазерная резка превосходит другие методы
Лазерная резка доминирует в определенных областях применения, где её уникальные характеристики обеспечивают непревзойдённую ценность. Согласно специалисты по промышленному производству , лазерная резка, способная достигать скорости более 2500 дюймов в минуту, является самым быстрым доступным методом и зачастую наиболее экономичной при соответствующих задачах.
Точность и детализация
Если ваш проект требует сложных узоров, мелких отверстий или жёстких допусков, лазерная резка уверенно вырывается вперёд. Сфокусированный луч создаёт исключительно чистые кромки с минимальной необходимостью последующей обработки. Корпуса электроники, компоненты медицинских устройств и прецизионные крепёжные элементы значительно выигрывают от таких возможностей.
Эффективность при работе с тонким листовым материалом
Для материалов толщиной менее 1/2" лазерная резка, как правило, обеспечивает наилучшее сочетание скорости и качества. Испытания с использованием нескольких технологий подтверждают, что лазерная резка дает превосходные результаты при необходимости точной детализации или высокоточных отверстий на тонких листах.
Основные преимущества лазерной резки:
- Скорость: в 3–4 раза быстрее, чем гидроабразивная резка, на сопоставимых материалах
- Точность: Допуски ±0,005" достижимы на большинстве материалов
- Качество кромки: Чистые кромки, зачастую готовые к сварке, без дополнительной обработки
- Отсутствие износа инструмента: Стабильное качество от первого до тысячного реза — износ инструмента отсутствует
- Минимальные отходы материала: Узкая прорезь позволяет более плотно размещать контуры и снижает количество отходов
- Процесс без контакта: Отсутствие механического воздействия, деформирующего тонкие или хрупкие детали
Случаи, когда альтернативные методы резки предпочтительнее
Честная оценка требует признания ограничений лазерной резки. Некоторые проекты действительно лучше выполняются с использованием альтернативных технологий, и осознание этих ситуаций позволяет сэкономить деньги и улучшить результат.
Применение для толстых материалов: область плазменной резки
При резке проводящих металлов толщиной более 1 дюйма плазменная резка имеет очевидные преимущества. Согласно сравнительным испытаниям плазменные установки показывают отличные результаты на стальных пластинах, где лазерным станкам сложно обеспечить проникновение. Разница в стоимости существенна — стоимость плазменных систем составляет около 90 000 долларов США по сравнению с 195 000 долларами США для эквивалентных гидроабразивных систем, а эксплуатационные расходы на толстых материалах примерно вдвое ниже на погонный фут.
Теплочувствительные материалы: преимущество гидроабразивной резки
Лазерная резка по своей природе является термическим процессом. Сосредоточенное тепло создаёт «зоны термического влияния» (HAZ), где свойства материала изменяются вблизи кромки реза. Для авиационных компонентов, закалённых металлов или материалов, не допускающих каких-либо тепловых изменений, водоструйная резка полностью устраняет эту проблему. Процесс холодной резки не вызывает деформации, закалки и изменений металлургической структуры.
Универсальность при работе с неметаллами: водоструйная и фрезерная обработка с ЧПУ
Хотя лазеры с CO2 хорошо справляются со многими неметаллическими материалами, некоторые из них создают определённые трудности:
- Камень и стекло: Водоструйная резка этих материалов выполняется чисто; лазерная резка невозможна
- Толстые композиты: Углепластик и G10 часто расслаиваются под воздействием тепла лазера — водоструйная резка сохраняет структурную целостность
- Толстые пластики и древесина: Фрезерование с ЧПУ зачастую обеспечивает лучшее качество поверхности без обугливания или плавления
Сложности при резке отражающих металлов
Медь, латунь и некоторые алюминиевые сплавы отражают лазерную энергию обратно к головке резки. Хотя современные волоконные лазеры лучше справляются с этими материалами, чем старые системы CO2, ограничения по толщине остаются более строгими, чем при работе со сталью. Гидроабразивная резка позволяет обрабатывать отражающие металлы без риска отражения луча.
Сравнение технологий напрямую
Выбор правильного метода резки становится очевиднее, когда сравниваешь технические характеристики напрямую:
| Критерии | Лазерная резка | Резка водяной струей | Плазменная резка | Фрезеровка с ЧПУ |
|---|---|---|---|---|
| Прецизионный | ±0,005" (отлично) | ±0,009" (очень хорошо) | ±0,020" (средняя) | ±0,005" (отлично) |
| Материал | Большинство металлов, многие пластики, дерево, ткани | Практически любые материалы, включая камень, стекло, композиты | Только проводящие металлы | Пластики, дерево, композиты, мягкие металлы |
| Толщина обработки | До 1" сталь (оптимально менее 1/2") | 6" и более на многих материалах | 2" и более сталь с хорошим качеством | До 3", в зависимости от материала |
| Качество кромки | Отлично; часто готово к сварке | Отлично; без теплового воздействия | Хорошо; может потребоваться шлифовка | Очень хорошо; без термических эффектов |
| Зона термического влияния | Присутствует, но минимально на тонких заготовках | Отсутствует (холодный процесс) | Значительное на всех резах | Отсутствует (механический процесс) |
| Скорость резки | Самый быстрый на тонких материалах | Самый медленный из всех методов | Быстро на толстых металлах | Умеренный |
| Эффективность затрат | Лучше всего подходит для тонких и детализированных работ | Более высокая стоимость; оправдана при использовании специальных материалов | Лучше всего подходит для обработки толстого металла | Экономически выгоден для неметаллических материалов |
Правильный выбор технологии
Какой метод резки следует использовать в вашем проекте? Ответ зависит от ваших конкретных требований:
Выбирайте лазерную резку, когда:
- Ваш материал толщиной менее 1/2"
- Важны сложные детали, мелкие отверстия или жесткие допуски
- Приоритетами являются скорость и экономическая эффективность
- Требуются чистые кромки без необходимости дополнительной обработки
Выберите водоструйную резку, когда:
- Зоны теплового воздействия недопустимы (аэрокосмическая промышленность, закаленные материалы)
- Вы режете камень, стекло или толстые композиты
- Толщина материала превышает возможности лазера
- Отражающие металлы создают трудности
Выбирайте плазменную резку, когда:
- Резка толстых проводящих металлов (сталь или алюминий толще 1")
- Скорость важнее точности кромки
- Ограничения бюджета делают приоритетом низкие эксплуатационные расходы
- Проекты связаны с изготовлением конструкционной стали или тяжелого оборудования
Выберите фрезерование с ЧПУ, когда:
- Работа с толстыми пластиками, деревом или пеноматериалами
- Качество поверхности превосходит то, что допускает обугливание лазером
- Детали требуют нарезания резьбы или рассверливания
- Материал не выдерживает термические процессы
Лучшие производители не делают ставку на одну технологию — они подбирают оптимальный процесс в соответствии с конкретными требованиями каждого проекта.
Многие успешные мастерские используют несколько технологий резки, поскольку ни один метод не является оптимальным для всех случаев. Понимание этих различий позволяет вам честно оценивать поставщиков и замечать, когда мастерская, рекомендующая лазерную резку для вашей стальной плиты толщиной 2 дюйма, возможно, действует не в ваших интересах. Опираясь на это сравнение технологий, изучение практических применений в различных отраслях открывает ещё больше возможностей для вашего следующего проекта.

Практическое применение в различных отраслях
Теперь, когда вы понимаете особенности технологии, материалов и факторов стоимости, давайте рассмотрим, что действительно возможно. Услуги лазерной резки не ограничиваются одной отраслью — они преобразили производство, проектирование и прототипирование практически во всех секторах. Независимо от того, являетесь ли вы инженером, разрабатывающим автомобильные крепления, или художником, создающим декоративные инсталляции, понимание этих реальных применений поможет вам представить возможности для собственных проектов.
Универсальность этой технологии поразительна. Та же базовая технология, которая производит компоненты для аэрокосмической промышленности с точностью до микронов, также создает изысканные ювелирные изделия и архитектурные фасады. Давайте рассмотрим, как различные отрасли используют эти возможности.
Промышленное и автомобильное применение
Автомобильная отрасль является одним из крупнейших потребителей точной технологии лазерной резки. Согласно анализе отрасли , лазерная резка значительно упростила производство транспортных средств, обеспечивая эффективность, которой традиционные методы, такие как вырубка штампами или плазменная резка, просто не могут достичь.
Почему производство автомобилей так сильно зависит от этой технологии? Каждый миллиметр имеет значение, когда вы производите детали, которые должны точно соединяться между собой в тысячах транспортных средств. Высокоточные возможности волоконных лазеров делают их незаменимыми при изготовлении компонентов, где точность размеров напрямую влияет на безопасность и эксплуатационные характеристики.
- Шасси и конструкционные компоненты: Кронштейны, монтажные пластины и усиливающие элементы рамы, требующие жестких допусков и чистых кромок, готовых к сварке
- Прототипы кузовных панелей: Быстрая итерация конструкторских решений до перехода к дорогостоящим штампам
- Декоративные элементы салона: Точные вырезы для элементов управления, вентиляционных отверстий и крепежных точек
- Детали системы выхлопа: Теплоизоляционные экраны и крепежные кронштейны из нержавеющей стали
- Компонентов подвески: Кронштейны рычагов подвески и опоры пружин, требующие высокой прочности конструкции
Для производителей, ищущих комплексные автомобильные решения, прецизионная лазерная резка зачастую дополняет процессы штамповки металла. Такие компании, как Shaoyi интегрируют обе технологии, предлагая быстрое прототипирование за 5 дней, которое поддерживает быстрые циклы итераций, требуемые современной автомобильной разработкой.
В аэрокосмической отрасли требования еще строже. Отмечают отраслевые эксперты необходимость в легких и высокопрочных материалах делает точность лазерной резки жизненно важной — компоненты должны соответствовать жестким допускам и сохранять структурную целостность в экстремальных условиях.
- Компоненты двигателя: Детали турбин и термостойкие экраны
- Конструктивные элементы: Легкие алюминиевые и титановые элементы планера
- Элементы интерьера: Точно подогнанные элементы салона и крепежные детали
Творческое и архитектурное применение
Помимо тяжелой промышленности, лазерная резка произвела революцию в творческих и архитектурных приложениях. Эта технология позволяет создавать конструкции, которые были бы невозможны или чрезмерно дороги при использовании традиционных методов изготовления.
Архитекторы-дизайнеры всё чаще указывают элементы, вырезанные лазером, как по функциональным, так и по эстетическим соображениям. Исследования показывают, что способность технологии резать толстые стальные пластины с высокой точностью делает её незаменимой в современной архитектуре, где важнейшими факторами являются индивидуальная настройка и визуальное воздействие.
- Декоративные экраны и фасады: Сложные узоры на металлических панелях для наружных стен зданий и внутренних перегородок
- Индивидуальные перила и ограждения: Уникальные конструкции, которые невозможно реализовать с помощью традиционной кузнечной работы
- Системы вывесок и навигации: Объёмные буквы и компоненты подсвечиваемых вывесок
- Элементы мебели: Детализированные деревянные элементы и металлические каркасы для индивидуальных изделий
- Художественные инсталляции: Крупномасштабные скульптуры и интерактивные произведения искусства
Индустрия вывесок особенно выигрывает от универсальности лазерной резки. При изготовлении объемных букв для фасадов магазинов или подсвеченных коробов технология обеспечивает чистые края и точную детализацию, что повышает качество визуального восприятия бренда. Это похоже на то, как поиск «еда рядом со мной» соединяет голодных клиентов с местными вариантами — эффективная вывеска соединяет компании со своей аудиторией за счет визуального воздействия.
Проектирование прототипов и разработка продукции
Возможно, ни одно применение не демонстрирует ценность лазерной резки так наглядно, как быстрое прототипирование. По словам специалистов по прототипированию, лазерная резка оказалась ключевой при разработке прототипов с использованием интегрированного программного обеспечения CAD, позволяя получать результаты за короткие сроки по сравнению с неделями, которые могут потребоваться традиционным методам.
Почему это важно для разработки продукта? Рассмотрим цикл итераций: проектирование детали, её производство, тестирование, выявление улучшений, повторное проектирование и так далее. Когда на изготовление каждого прототипа уходят недели, сроки разработки растягиваются на месяцы или годы. Лазерная резка значительно сокращает этот цикл.
- Функциональные прототипы: Проверка соответствия формы, габаритов и функциональности с использованием материалов, эквивалентных серийным
- Проверка конструкции: Проверка корректного перехода CAD-моделей в физические детали до вложения средств в оснастку
- Тестирование мелкими партиями: Производство ограниченных количеств для полевых испытаний без затрат на матрицы или формы
- Инженерные образцы: Изготовление деталей презентационного качества для встреч с инвесторами и обзоров заказчиками
Анализ отрасли точность лазерной резки до миллиметра обеспечивает точное представление того, как компоненты, крепления и функциональность изделия будут работать вместе — критически важно, когда прототип должен максимально точно отражать конечные серийные детали
Электронная промышленность в значительной степени зависит от этой возможности. Эксперты по производству отмечают, что лазерная резка обеспечивает точный контроль размеров и качества — критически важный фактор в отрасли, где доля миллиметра может иметь большое значение. От тестирования печатных плат до прототипов внешних корпусов лазерная резка позволяет быстро выполнять итерации.
Разработка потребительских продуктов также выигрывает — так же, как проверка магазина типа «долларовый бакалейщик» поблизости для быстрого приобретения необходимых материалов, производителям нужны быстрые поставки прототипных деталей, чтобы сохранить импульс разработки. Аналогично, команды, анализирующие проекты, могут обсудить результаты последней итерации за обедом, просматривая меню Olive Garden, что подчёркивает, как прототипирование встраивается в общую рабочую цепочку разработки.
Специализированные промышленные применения
Помимо этих основных категорий, лазерная резка удовлетворяет специализированные потребности в различных секторах:
- Медицинские устройства: Хирургические инструменты и импланты, требующие исключительной точности и биосовместимых материалов
- Электроника: Точные компоненты для миниатюрных устройств и корпусов
- Ювелирные изделия: Сложные дизайны и индивидуальные изделия, сочетающие технологии и искусство
- Упаковка: Индивидуальные коробки с вырубкой и сложная упаковка прототипов
- Текстиль и мода: Точная резка ткани для лекал и декоративных элементов
- Энергетический сектор: Компоненты для солнечных панелей, ветряных турбин и инфраструктуры возобновляемой энергетики
Вопрос не в том, подходит ли лазерная резка для вашей отрасли — а в том, как использовать её возможности для вашего конкретного применения.
Имея в виду эти области применения, следующей задачей становится поиск подходящего поставщика услуг для реализации вашего замысла. Правильный выбор требует понимания того, что отличает выдающихся поставщиков от просто удовлетворительных — различие, которое существенно влияет на результаты вашего проекта.
Как выбрать правильного поставщика услуг лазерной резки
Вы разбираетесь в технологиях, понимаете материалы и знаете, что влияет на ценообразование. Но вот неудобная правда: даже идеальная подготовка не компенсирует выбор неправильного поставщика лазерной резки. Разница между успешным проектом и разочаровывающим опытом часто определяется факторами, которые вы не найдёте на главной странице сайта — сертификатами, имеющими реальное значение, оперативностью, которая экономит недели задержек, и поддержкой в проектировании, позволяющей выявить дорогостоящие ошибки до их возникновения.
Выбор партнёра по изготовлению деталей — это не то же самое, что взять миску асаи в ближайшем смузи-баре — нельзя просто выбрать ближайший вариант и надеяться на лучшее. Это решение напрямую влияет на сроки реализации вашего проекта, бюджет и конечное качество. Давайте разберёмся, что именно отличает выдающихся поставщиков от тех, кто заставит вас пожалеть о своём выборе.
Ключевые вопросы, которые нужно задать потенциальным поставщикам
Прежде чем отправить файлы с дизайном, несколько стратегических вопросов помогут понять, заслуживает ли поставщик вашего доверия. Согласно отраслевым специалистам , оценка опыта и квалификации поставщика имеет решающее значение — поставщик с проверенной репутацией и многолетним опытом с большей вероятностью обеспечит высокое качество результата.
Начните с этих основных вопросов:
- Какие лазерные технологии вы используете? Поставщики, использующие как CO2-, так и волоконные лазеры, могут подобрать оптимальную технологию для вашего материала. Компании с одной технологией могут вынудить вас пойти на компромисс.
- С какими материалами вы регулярно работаете? Опыт имеет значение — мастерская, которая ежедневно обрабатывает алюминий, покажет лучший результат, чем та, что делает это время от времени. Уточните конкретно по вашему материалу и требованиям к толщине.
- Какое у вас типичное время выполнения заказа? Стандартные сроки выполнения сильно различаются. Некоторые поставщики указывают 2–3 недели, другие доставляют в течение нескольких дней. Выясните, как ваш проект будет вписан в их производственный график.
- Можете ли вы выполнить срочные заказы? Эксперты по изготовлению рекомендуют оценить способность поставщика соблюдать сроки вашего проекта и возможность выполнения срочных заказов при необходимости.
- Предоставляете ли вы проверку конструкции или поддержку DFM? Поставщики, проверяющие ваши файлы на возможность изготовления, обнаруживают проблемы до начала резки — что позволяет избежать циклов повторной доработки и снижает расход материалов.
- В каких форматах файлов вы принимаете заказы? Проблемы совместимости вызывают задержки. Убедитесь, что ваш предпочтительный формат совместим с их системами, прежде чем принимать окончательное решение.
- Можете ли вы предоставить образцы резки или примеры работ? Надёжные поставщики охотно делятся примерами аналогичных работ или связывают вас с довольными клиентами.
Выбор поставщика можно сравнить с заказом в harry and david — вы хотите получить проверенное качество и надёжную доставку, а не гадать, будет ли ваша инвестиция доставлена как ожидается.
Сертификаты качества, которые имеют значение
Сертификаты — это не просто украшения для стен, они подтверждают обязательства в области систем качества, контроля процессов и постоянного совершенствования. Для критически важных применений наличие конкретных сертификатов отличает квалифицированных поставщиков от тех, кто просто заявляет о своей компетентности.
ISO 9001
Этот международно признанный стандарт демонстрирует систему управления качеством, охватывающую проектирование, разработку, производство и предоставление услуг. Сертификация ISO 9001 свидетельствует о наличии документированных процессов, обученного персонала и систематического контроля качества. Для общих задач в производстве этот базовый сертификат обеспечивает достаточную уверенность.
IATF 16949
Для автомобильной промышленности сертификация IATF 16949 представляет собой золотой стандарт. Этот строгий стандарт основывается на ISO 9001 и включает специфические требования для автомобильной отрасли, такие как предотвращение дефектов, снижение вариативности и устранение потерь на всех этапах цепочки поставок. Поставщики, такие как Shaoyi поддерживать сертификацию IATF 16949, поскольку автопроизводители требуют именно такого уровня обеспечения качества для шасси, подвески и конструкционных компонентов.
AS9100
Для авиакосмической отрасли требуется сертификация AS9100, которая устанавливает более строгие требования к прослеживаемости, управлению конфигурацией и снижению рисков по сравнению со стандартом ISO 9001.
ISO 13485
Производство медицинских изделий требует сертификации ISO 13485, что гарантирует соответствие процессов нормативным требованиям для медицинской продукции и ведение документации, пригодной для проверки FDA или другими международными регулирующими органами.
Чек-лист оценки поставщика
Используйте этот подробный контрольный список при выборе потенциальных партнёров по лазерной резке:
- Технологические возможности: Подходящие типы лазеров для ваших материалов; достаточная мощность для требуемой толщины; размер рабочего стола, соответствующий габаритам ваших деталей
- Экспертиза материалов: Наличие подтверждённого опыта работы с вашими конкретными материалами и сплавами; доступность материалов на складе; сертификация и прослеживаемость материалов
- Сертификаты качества: Соответствующие сертификаты ISO, IATF или отраслевые сертификаты; документированные процедуры проверки; калиброванное измерительное оборудование
- Сроки выполнения: Стандартные сроки выполнения заказов, соответствующие вашему графику; возможность ускоренного выполнения срочных заказов; реалистичные обещания по поставкам на основе текущих производственных мощностей
- Поддержка в дизайне: Услуги по анализу конструкции на технологичность (DFM); помощь в подготовке файлов; консультации по допускам; проактивное информирование о потенциальных проблемах
- Оперативность коммуникации: Скорость подготовки коммерческого предложения (некоторые поставщики предлагают ответ за 12 часов); доступность технических специалистов; четкие обновления статуса проекта
- Вспомогательные операции: Возможности гибки, сварки, отделки и сборки; потенциал «одного окна» снижает сложность управления поставщиками
- Прозрачность ценообразования: Прозрачная структура затрат; отсутствие скрытых платежей; готовность объяснить факторы ценообразования
Ценность поддержки DFM
Поддержка при проектировании с учетом технологичности является одной из самых ценных, но при этом часто игнорируемой услуг, которую может предложить поставщик. Согласно специалистам в области прецизионного производства , своевременное внимание к аспектам проектирования помогает избежать переделок и обеспечивает более плавный переход от прототипов к серийному производству.
Что дает эффективная поддержка DFM?
- Проверка размеров элементов: Выявление отверстий, пазов или деталей, которые слишком малы для надежной резки, до того как будет потрачен материал
- Проверка допусков на реалистичность: Выявление спецификаций, требующих более медленной скорости резки или ведущих к повышенному проценту брака
- Рекомендации по материалам: Предложение альтернатив, позволяющих достичь необходимых эксплуатационных характеристик при меньших затратах или с лучшим качеством кромки
- Оптимизация раскроя: Размещение деталей с целью минимизации отходов материала и снижения себестоимости единицы продукции
- Планирование вторичных операций: Прогнозирование того, как детали будут гнуться, свариваться или собираться, и корректировка параметров резки соответствующим образом
Поставщики, предлагающие комплексную поддержку DFM — например, имеющие сертификат IATF 16949 и встроенные инженерные команды, — выявляют проблемы, которые в противном случае проявились бы в виде отбракованных деталей или неудачных сборок. Экономия от предотвращённых доработок, как правило, значительно превышает дополнительную стоимость на этом уровне обслуживания.
Сравнение местных и онлайн-услуг
Рост популярности онлайн-услуг лазерной резки значительно расширил доступные варианты, однако выбор между местными мастерскими и цифровыми платформами требует осознанного подхода к реальным компромиссам.
Преимущества местных поставщиков:
- Личная консультация по проектированию и оценка образцов на месте
- Более быстрая итерация при необходимости личного взаимодействия
- Упрощённая логистика для крупных или тяжёлых деталей без расходов на доставку
- Налаживание отношений, позволяющее уделять приоритетное внимание вашим проектам в периоды загруженности
- Возможность немедленного получения изделия исключает задержки доставки в срочных случаях
Преимущества онлайн-услуг:
- Более широкий доступ к технологиям — специализированное оборудование, которое невозможно найти локально
- Конкурентоспособные цены благодаря операциям в большом объёме
- удобство круглосуточного получения коммерческих предложений и размещения заказов
- Стабильное качество благодаря стандартизированным процессам
- Гибкость в географическом плане при переезде или наличии распределённых команд
Для прототипирования и единичных проектов онлайн-сервисы зачастую предоставляют отличное соотношение цены и качества. Для серийного производства, требующего постоянного взаимодействия, корректировки качества или сложных вторичных операций, местные партнёрские отношения часто оказываются более ценными, несмотря на потенциально более высокие затраты на единицу продукции.
Лучший поставщик — это не обязательно самый дешёвый или ближайший. Это тот, чьи возможности, стиль общения и стандарты качества соответствуют требованиям вашего проекта.
Выбор правильного партнера по лазерной резке превращает ваш производственный процесс из серии отдельных сделок в сотрудничество. Поставщики, которые инвестируют в сертификации, предлагают реальную поддержку DFM и оперативно отвечают на запросы, демонстрируют приверженность вашему успеху, а не только своему счету. Благодаря возможностям быстрого прототипирования, таким как изготовление за 5 дней, и эффективным системам расчета цен, правильный партнер ускоряет весь ваш процесс разработки, сохраняя точность, необходимую для ваших применений.
Часто задаваемые вопросы о услугах лазерной резки
1. Сколько стоит услуга лазерной резки?
Стоимость лазерной резки зависит от типа материала, толщины, сложности реза, количества и срока выполнения заказа. Стоимость машино-часа обычно составляет от 60 до 150 долларов США в час. Простые детали могут стоить всего 5–10 долларов, тогда как сложные прототипы — 50 долларов и более. Оптовые заказы значительно снижают стоимость единицы продукции: заказ 100 одинаковых деталей может снизить цену до 8 долларов за штуку по сравнению с 50 долларами за одну деталь. Для оптимизации расходов упрощайте конструкции, выбирайте подходящие допуски и объединяйте заказы при возможности.
2. Сколько стоит лазерная резка в час?
Стоимость работы лазерного станка с ЧПУ обычно составляет от 60 до 150 долларов США в час, в зависимости от типа оборудования, материала, который необходимо резать, и местоположения поставщика. Волоконные лазеры для резки металлов часто имеют более высокую почасовую ставку из-за стоимости оборудования, тогда как станки на основе CO2-лазеров для обработки акрила и дерева могут быть дешевле. Однако почасовая оплата не даёт полной картины — более высокая скорость резки тонких материалов означает меньшее количество оплачиваемых часов. Запрашивайте детализированные коммерческие предложения, в которых указаны расходы на материал, машинное время и отделку, чтобы обеспечить точное сравнение.
3. Какие материалы можно резать лазером?
Лазерная резка обрабатывает различные материалы, включая металлы (углеродистая сталь, нержавеющая сталь, алюминий, латунь, медь, титан), пластики (акрил, АБС, поликарбонат), древесину и композиты, кожу, ткани и бумагу. CO2-лазеры отлично справляются с неметаллами, обеспечивая глянцевые кромки на акриле и чистые резы на дереве. Волоконные лазеры доминируют при резке металлов, обеспечивая высокую скорость и точность. Максимальная толщина материала различается — до 25 мм и более для стали, до 25 мм для акрила, до 40 мм для алюминия при использовании высокомощных систем. Всегда уточняйте допустимость конкретного материала и его толщины у поставщиков.
4. Какие форматы файлов принимают услуги лазерной резки?
Большинство услуг лазерной резки принимают векторные форматы файлов, включая DXF (отраслевой стандарт), AI (Adobe Illustrator), SVG (масштабируемая векторная графика) и PDF, экспортированные из векторного программного обеспечения. Формат DXF обеспечивает универсальную совместимость без привязки к шрифтам. Ключевые шаги подготовки включают преобразование текста в контуры, замыкание всех открытых путей, удаление перекрывающихся линий и проверку размеров в масштабе 100%. Избегайте растровых форматов, таких как JPEG или PNG — для резки лазером требуются математически определённые траектории, а не пиксельные изображения.
5. Как выбрать между лазерной резкой, резкой водой под высоким давлением и плазменной резкой?
Выберите лазерную резку для тонких материалов толщиной менее 1/2 дюйма, требующих сложных деталей и высокой точности — этот метод обеспечивает наибольшую скорость и самые чистые кромки. Используйте водоструйную резку для материалов, чувствительных к нагреву, толстых композитов, камня, стекла или в случаях, когда зоны теплового воздействия недопустимы. Отдайте предпочтение плазменной резке для толстых проводящих металлов толще 1 дюйма, где важнее скорость, чем точность кромки. Каждая из технологий отлично подходит для определённых задач — квалифицированные производители подберут подходящий процесс в зависимости от вашего материала, толщины и требований к качеству.