 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Производители оцинкованного листового металла: расшифровка стандартов ASTM

Понимание оцинкованного листового металла и его промышленной значимости
Когда вы закупаете материалы для промышленного применения, немногие варианты обеспечивают такой баланс прочности, экономичности и коррозионной стойкости, как оцинкованный листовой металл. Но что именно делает этот материал настолько важным во всех отраслях производства? И как оценить бесчисленное количество производителей оцинкованного листового металла конкурирующих за ваш бизнес?
Это исчерпывающее руководство для покупателей содержит всю необходимую информацию для специалистов по закупкам и инженеров — от объяснения механизмов цинкового покрытия до расшифровки стандартов ASTM, позволяющих отличить поставщиков высокого качества от остальных.
Почему оцинкованный листовой металл является обязательным материалом для промышленного применения
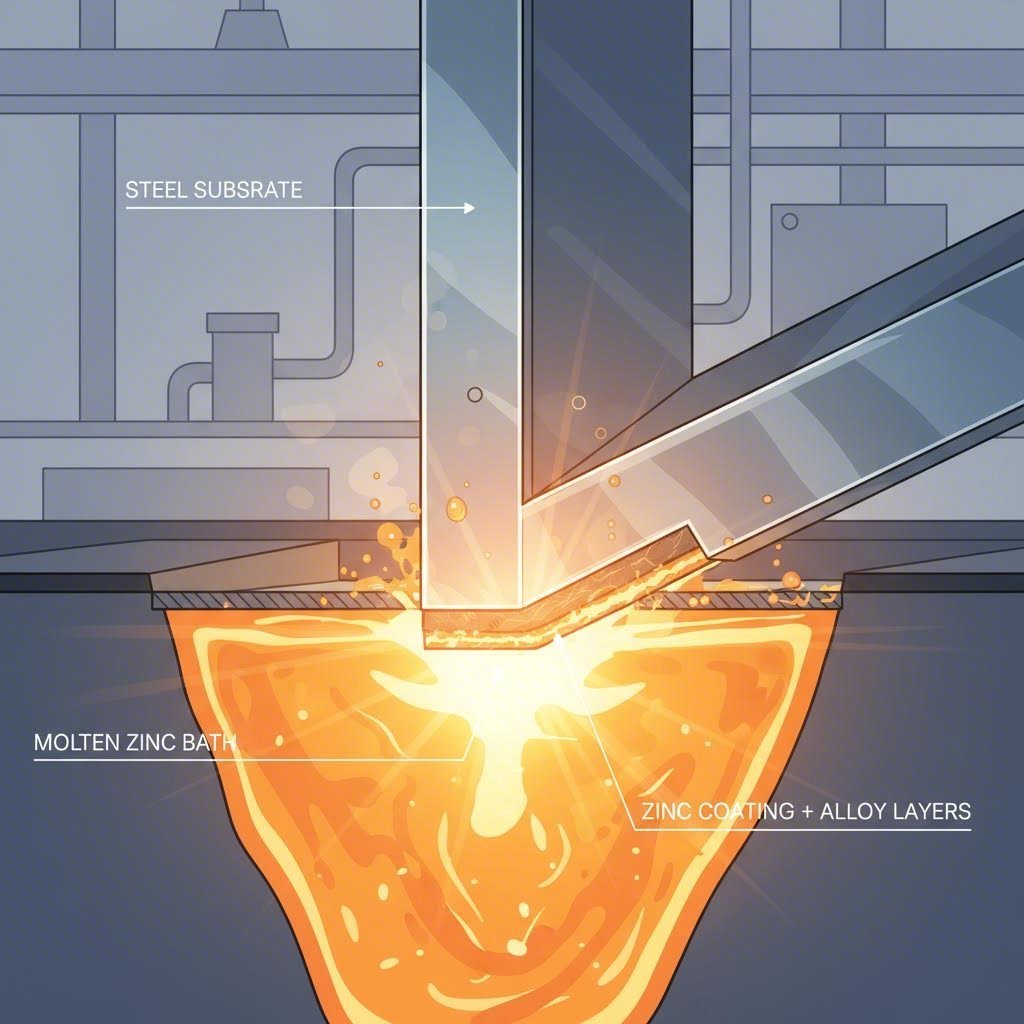
Оцинкованный листовой металл — это сталь, покрытая защитным слоем цинка для предотвращения коррозии. Такой оцинкованный стальной лист служит основой для бесчисленного количества промышленных применений: от элементов автомобильных шасси до воздуховодов систем отопления, вентиляции и кондиционирования воздуха (HVAC) и сельскохозяйственного оборудования. Причина проста: незащищённая сталь быстро подвергается коррозии при контакте с влагой и агрессивными внешними факторами, тогда как оцинкованные металлические листы способны сохраняться десятилетиями при минимальном техническом обслуживании.
Согласно руководству Xometry по материалам, типичный производственный процесс включает погружение стального листа в ванну расплавленного цинка при температуре около 450 °C. Цинк образует металлургическую связь с поверхностью стали, формируя сплавной градиент, в котором сочетаются конструкционная прочность стали и превосходная коррозионная стойкость цинка. Это высокопрочное оцинкованное покрытие не просто лежит на поверхности — оно становится частью химического состава металла.
Для инженеров и закупщиков понимание этой фундаментальной характеристики имеет решающее значение. В отличие от окрашенных или порошковых покрытий, оцинкованный листовой металл обеспечивает защиту, которая не отслаивается, не скалывается и не требует повторного нанесения в течение всего срока службы.
Механизмы защиты цинкового покрытия
Защитное действие оцинкованного листового металла основано на двух взаимодополняющих механизмах. Именно такая двойная защита отличает оцинкованные материалы от простых барьерных покрытий.
Цинк обеспечивает как барьерную защиту — физическое изолирование стали от коррозионно-активных агентов, — так и жертвующую катодную защиту, при которой цинковое покрытие корродирует в первую очередь, защищая основную сталь даже при повреждении или царапинах на покрытии.
Вот как работает каждый из этих механизмов:
- Защита от барьеров: Цинковое покрытие образует прочный, металлургически связанный слой, полностью покрывающий поверхность стали и изолирующий её от влаги, кислорода и других коррозионно-активных агентов окружающей среды.
- Защита жертвенным анодом: Поскольку цинк является анодным по отношению к железу и стали почти во всех распространённых электролитах, он корродирует первым при одновременном воздействии на оба металла. Как Поясняет AZZ , это означает, что цинк «жертвует» собой для защиты основной стальной поверхности — даже в местах царапин, срезов кромок или незначительных дефектов покрытия.
Этот механизм защиты оцинкованного металла объясняет, почему материал сохраняет свою эффективность даже после повреждения поверхности, которое привело бы к потере защитных свойств красочного покрытия или других барьерных покрытий. Для закупочных команд, оценивающих производителей оцинкованного листового металла, понимание этого принципа защиты помогает определить, соответствуют ли технические характеристики покрытия поставщика требованиям вашего применения в части стойкости к коррозии.
В этом руководстве мы подробно разберём стандарты, технические условия и критерии оценки, которые позволяют отличить надёжных производителей от тех, кто экономит на качестве, — чтобы вы могли принимать обоснованные решения при выборе поставщиков.
Методы оцинкования и производственные процессы
Теперь, когда вы понимаете как цинковое покрытие защищает сталь , следующий вопрос: как именно производители оцинкованного листового металла наносят это покрытие? Ответ не универсален. В отрасли доминируют три различных метода цинкования, каждый из которых обеспечивает получение материалов с разными характеристиками, подходящими для конкретных применений.
Выбор правильного метода напрямую влияет на эксплуатационные характеристики вашего проекта, его стоимость и требования к последующей обработке. Рассмотрим подробно каждый процесс, чтобы вы могли соотнести свои технические требования с оптимальным производственным подходом.
Процесс горячего цинкования объясняется
Горячее цинкование — наиболее широко применяемый метод среди производителей оцинкованного листового металла — и на то есть веские причины. Согласно руководству Xometry по материалам, этот процесс заключается в погружении стали в ванну расплавленного цинка при температуре около 450 °C. По мере охлаждения цинк образует металлургическую связь с железом в стали, формируя прочное многослойное покрытие.
Уникальность оцинкованной стали горячего цинкования заключается в химической реакции, происходящей при погружении. Цинк не просто прилипает к поверхности, а образует сплав с основным металлом по градиенту концентрации. В результате получается покрытие, которое буквально является частью состава стали, а не просто лежит на её поверхности.
Вот что вам нужно знать об оцинкованной стали горячего цинкования:
- Толщина покрытия: Обычно толщина покрытия составляет от 50 до 100 мкм — значительно больше, чем у электролитически оцинкованных аналогов
- Внешний вид: Характерный серебристый «шагреневый» блеск, который сразу бросается в глаза
- Прочность: Способна сохранять безупречное состояние десятилетиями, даже в экстремальных климатических условиях
- Самовосстановление: Незначительные царапины продолжают защищаться окружающим цинком благодаря катодной защите
Стоимость горячего цинкования, как правило, конкурентоспособна для крупных инфраструктурных проектов, поскольку после производства материалы не требуют дополнительного покрытия или окраски. Как Отмечает South Atlantic LLC , это позволяет исключить дополнительные временные и финансовые затраты по сравнению с методами, требующими вторичной обработки.
Производители предпочитают этот метод для оцинкованной рулонной стали, предназначенной для наружного применения, строительных конструкций и любых случаев, когда приоритетом является максимальная стойкость к коррозии.
Электрооцинкование и гальваннелирование: сравнение методов
Хотя горячее цинкование доминирует в тяжёлых промышленных применениях, два альтернативных метода удовлетворяют специализированные потребности, с которыми специалисты по закупкам сталкиваются довольно часто.
Электрогальванизация использует электрохимическое осаждение вместо погружения в расплавленный цинк. Сталь погружают в раствор солей цинка, а электрический ток вызывает связывание ионов цинка с поверхностью. В результате получается электролитически оцинкованная сталь с исключительно тонким и равномерным покрытием — обычно толщиной всего 5–15 мкм.
Почему выбирают такое тонкое покрытие? Точность. Электрооцинкование обеспечивает гладкие и однородные поверхности, идеально подходящие для применений, где важны жёсткие допуски. Такую оцинкованную сталь в рулонах часто используют в следующих областях:
- Звукопоглощающие потолочные плиты
- Каркасы дверей и оконные рамы
- Электрические распределительные щиты и шкафы
- Компоненты, требующие последующего окрашивания
Компромисс? Такое тонкое покрытие обеспечивает меньшую жертвенную защиту и сокращает срок службы в агрессивных коррозионных средах. Большинство электрогальванизированных материалов требуют дополнительного покрытия или окраски для обеспечения надёжной долговременной защиты.
Гальваннелирование объединяет преимущества обоих методов: сначала сталь подвергается горячему цинкованию методом погружения, а затем сразу же проходит через печь отжига при температуре около 565 °C. В результате термической обработки железо из основной стали диффундирует в цинковое покрытие, формируя лист гальваннелированной стали с поверхностью, состоящей из сплава цинка и железа.
Согласно сравнительной таблице Unionfab, такая трансформация в сплав обеспечивает ряд преимуществ:
- Отличное сцепление красочного покрытия без предварительной подготовки поверхности
- Повышенная свариваемость с уменьшенным выделением токсичных паров
- Более твёрдая и износостойкая поверхность
- Равномерная матово-серая отделка, идеально подходящая для эстетических применений
Автомобильная промышленность в значительной степени полагается на гальвано-аннеалированную сталь для изготовления кузовных панелей именно потому, что она чисто сваривается и безупречно принимает лакокрасочное покрытие — ключевые требования для массового производства.
| Критерии | Горячее цинкование | Электрогальванизация | Гальваннелирование |
|---|---|---|---|
| Толщина покрытия | 50–100 мкм | 5–15 мкм | 5–15 мкм |
| Стойкость к коррозии | Отличная (для наружных условий) | Умеренная (требуется вторичное покрытие) | Хорошая при окрашивании |
| Свариваемость | Удовлетворительная (цинк может выгорать) | Справедливый | Отличный |
| Способность к окрашиванию | Ограниченная (требуется подготовка поверхности) | Хорошая при грунтовании | Очень хорошая (подготовка не требуется) |
| Внешний вид поверхности | Блестящая, серебристая с характерным штрихованием | Гладкая, однородная | Тусклый матовый серый |
| Типичные применения | Наружные конструкции, ограждения, системы отопления, вентиляции и кондиционирования воздуха (HVAC) | Электрические корпуса, потолочные плиты | Автомобильные панели, бытовая техника |
| Относительная стоимость | Умеренный | Ниже | Немного выше |
При оценке производителей оцинкованного листового металла понимание того, какие методы они предлагают и какие из них рекомендуют для вашего применения, многое говорит об их технической квалификации. Квалифицированный поставщик не просто выполнит ваш заказ, а поможет выбрать метод цинкования, оптимальный по показателям эксплуатационных характеристик для ваших конкретных требований.
Уточнив методы цинкования, следующей важнейшей технической характеристикой, которую необходимо понять, является масса цинкового покрытия — стандартизированная система, применяемая производителями для точного определения количества цинковой защиты, которую вы получаете.
Масса цинкового покрытия и уровни защиты
Вы видели обозначения в технических спецификациях — G30, G60, G90, — но что на самом деле означают эти цифры? Понимание обозначений массы цинкового покрытия имеет решающее значение для подбора материала в соответствии с требованиями к коррозионной стойкости вашей конкретной области применения. Тем не менее это один из наиболее часто неправильно понимаемых аспектов закупки оцинкованной стали.
Вот что на самом деле означают эти цифры — и как использовать их для принятия более обоснованных решений при закупке.
Расшифровка обозначений массы цинкового покрытия
Система обозначений с буквой «G», определённая в стандарте ASTM A653/A653M, точно указывает, сколько цинкового покрытия защищает вашу сталь. Согласно Технической документации GalvInfo Center , цифра, следующая за буквой «G», обозначает минимальную массу цинкового покрытия в унциях на квадратный фут, измеренную как среднее значение по трёхточечному испытанию (TST) с обеих сторон листа.
Возьмём, к примеру, оцинкованную сталь марки G90. Цифра «90» обозначает минимальный вес цинкового покрытия — 0,90 унции/фут² в сумме, то есть при равномерном нанесении примерно по 0,45 унции/фут² на каждую сторону. Такое цинковое покрытие G90 соответствует толщине цинка около 21 мкм с каждой стороны и обеспечивает надёжную защиту для наружного применения и эксплуатации в тяжёлых условиях.
Однако вот что многие покупатели упускают из виду: вес цинкового покрытия напрямую коррелирует со сроком службы защиты. Как подтверждает руководство GalvInfo Center по выбору покрытий, эта зависимость приблизительно линейна: удвоение веса покрытия примерно удваивает срок службы в любой заданной среде.
| Обозначение покрытия | Вес цинка (унции/фут²) | Примерная толщина с каждой стороны | Рекомендуемые применения |
|---|---|---|---|
| Г-30 | 0,30 в сумме | ≈2,5 мкм | Каркасы для внутренних конструкций, компоненты бытовой техники, сухие среды |
| G60 оцинкованная | 0,60 в сумме | ≈5 мкм | Системы отопления, вентиляции и кондиционирования воздуха (HVAC), лёгкое наружное применение, защищённые конструкции |
| Оцинкованная сталь G90 | 0,90 в общей сложности | ~7,5 мкм | Кровельные и фасадные материалы, сельскохозяйственная техника, общее наружное применение |
| G115 | 1,15 в общей сложности | ~10 мкм | Длительное наружное воздействие, умеренно агрессивные промышленные среды |
| G140 | 1,40 в общей сложности | ~12 мкм | Суровые погодные условия, промышленные объекты |
| G235 | 2,35 в общей сложности | ~20 мкм | Барьерные ограждения, ангары на металлических опорах, морские/прибрежные сооружения, максимальная защита |
Соответствие массы покрытия требованиям применения
Выбор правильного оцинкованного листа — это не просто выбор самого толстого доступного покрытия. Хотя более толстые покрытия обеспечивают превосходную защиту, они также увеличивают стоимость материала и могут снижать формуемость при сложных операциях штамповки . Ключевой момент — соответствие вашего покрытия класса G90 (или любого другого выбранного вами класса) реальным условиям эксплуатации.
При определении подходящей массы покрытия учитывайте следующие факторы:
- Условия эксплуатации: Прибрежные и морские применения подвергаются агрессивному воздействию солевого тумана, что ускоряет расход цинка. Промышленные зоны с воздействием диоксида серы или хлоридов аналогичным образом требуют более толстых цинковых покрытий. В сухих внутренних средах может быть достаточной защита класса G30 или G60.
- Ожидаемый срок службы: Согласно модели коррозии GalvInfo, сталь с цинковым покрытием класса G90 в типичных пригородных условиях может сохраняться примерно 20 лет до появления 5 % красной ржавчины. Требуется срок службы 30 лет и более? Рассмотрите применение покрытия класса G140 или более толстого.
- Дополнительные покрытия: Если вы планируете наносить на готовое изделие краску или порошковое покрытие, максимальное цинковое покрытие может быть излишним. Краска обеспечивает дополнительную барьерную защиту, что потенциально позволяет указать более лёгкое цинковое покрытие класса G90 и снизить затраты.
- Требования к формовке: Более толстые цинковые покрытия могут растрескиваться при интенсивных операциях формовки. При глубокой вытяжке или сложной штамповке более лёгкие покрытия зачастую демонстрируют лучшую технологичность, одновременно обеспечивая достаточную защиту.
- Бюджетные соображения: Цинк — это товар с колеблющейся ценой. Более толстые цинковые покрытия означают большее количество цинка на квадратный фут — что порой существенно влияет на стоимость материалов при крупных заказах.
Как Hascall Steel отмечает , наиболее распространённой спецификацией для общих наружных применений по-прежнему остаётся оцинкованная сталь класса G90 — она обеспечивает оптимальный баланс защиты, стоимости и технологических характеристик обработки для подавляющего большинства промышленных применений.
Понимание обозначений массы покрытия позволяет вести осознанный диалог с производителями оцинкованного листового металла. Вместо того чтобы просто принимать их стандартные рекомендации, вы можете чётко указать требования вашего конкретного применения — а также проверить соответствие их продукции этим требованиям с помощью надлежащих испытательных протоколов ASTM.
Говоря о стандартах, давайте расшифруем спецификации ASTM, регулирующие производство и сертификацию оцинкованных изделий — начиная с ключевого стандарта A653, который определяет марки стали и требования к её качеству.

Стандарты ASTM и спецификации марок стали
Вы выбрали метод цинкования и определили необходимую массу цинкового покрытия, однако существует ещё один критически важный аспект спецификаций оцинкованной стали, который разделяет осведомлённых покупателей от тех, кто делает заказы вслепую. Стандарты ASTM, регулирующие производство оцинкованного листового проката, определяют не только требования к покрытию, но и фундаментальные характеристики стали, от которых зависит, будет ли ваш материал соответствовать ожидаемым эксплуатационным показателям.
При анализе коммерческих предложений от производителей оцинкованного листового проката вы встретите обозначения вроде CS-B, DS или SS Grade 33. Что они на самом деле означают для вашего применения? Давайте расшифруем наиболее значимые стандарты.
Пояснение требований стандарта ASTM A653
ASTM A653 является базовой спецификацией для горячеоцинкованного стального листа и рулонов в Северной Америке. Как Техническое руководство Vitina Roof поясняет, что данный стандарт, разработанный Американским обществом по испытаниям и материалам (ASTM), определяет всё — от требований к массе цинкового покрытия до механических свойств и качества поверхности.
Однако вот на чём часто ошибаются специалисты по закупкам: ASTM A653 регулирует не только цинковое покрытие. В нём также указаны характеристики базовой стали с помощью системы обозначений марок. Сопутствующий стандарт ASTM A924 охватывает общие требования, включая информацию о заказе, методы испытаний и критерии осмотра, применимые ко всем видам оцинкованного листового проката.
В совокупности эти стандарты гарантируют, что при заказе стали ASTM A653 определённой марки вы получаете материал с предсказуемыми и стабильными свойствами — вне зависимости от производителя. Именно такая стандартизация делает возможной закупку по техническим спецификациям в рамках глобальной цепочки поставок.
Ключевые элементы, охватываемые ASTM A653:
- Обозначения массы покрытия: Спецификации серии G (G30–G235), о которых мы говорили ранее
- Классификация марок стали: Обозначения, указывающие на способность к формовке, прочность и область применения
- Требования к механическим свойствам: Минимальные значения предела текучести, предела прочности при растяжении и относительного удлинения
- Стандарты качества поверхности: Требования к внешнему виду и допустимый уровень дефектов
- Методы испытаний: Процедуры проверки массы покрытия, адгезии и механических свойств
Понимание требований стандарта ASTM A653 позволяет вам составлять технические спецификации, в которых чётко излагаются ваши требования, а также проверять соответствие поставляемых материалов этим спецификациям.
Обозначения марок стали и их значение
Обозначение марки стали — это та область, где стандарт ASTM A653 действительно становится полезным для инженеров и закупщиков. Эти марки точно характеризуют базовую сталь: её способность к формовке, прочность и пригодность для конкретных применений.
Ниже приведён перечень основных марок оцинкованных листов стали, с которыми вы столкнётесь:
- CS-A и CS-B (коммерческая сталь): Работяги рынка оцинкованного листа из коммерческой стали. Марки CS — это универсальные материалы, пригодные для гибки, умеренной штамповки и сварки. У марки CS-B несколько более строгий контроль химического состава по сравнению с CS-A, что обеспечивает незначительно лучшую формоустойчивость. Типичные области применения: кровельные настилы, облицовочные панели, резервуары для хранения и компоненты систем отопления, вентиляции и кондиционирования воздуха, где не требуется сложная штамповка.
- FS (сталь для штамповки): Когда ваше применение требует более интенсивной штамповки, чем может обеспечить коммерческая сталь — например, прокатка на профилегибочных станках или умеренная вытяжка, — применяется марка FS. Более высокое содержание углерода по сравнению со сталями для вытяжки обеспечивает дополнительную прочность при сохранении достаточной формоустойчивости для изготовления деталей сложной формы.
- DS (сталь для вытяжки): Предназначен для применений, требующих значительной пластической деформации. Оцинкованный лист из низкоуглеродистой стали марки DS имеет контролируемое содержание углерода и марганца, что повышает его пластичность. Эту марку используют в автомобильных компонентах, корпусах бытовой техники и любых изделиях, требующих глубокой вытяжки без образования трещин.
- DDS (сталь для глубокой вытяжки): Для еще более высокой формоустойчивости сталь марки DDS характеризуется очень низким содержанием углерода и строго контролируемым уровнем примесей. Это обеспечивает превосходные свойства удлинения — как правило, не менее 42 % — позволяя стали растягиваться в сложные трёхмерные формы. Материал DDS часто применяется при производстве кухонных раковин, днищ автомобильных кузовов и корпусов масляных фильтров.
- EDDS (сталь для сверхглубокой вытяжки): Самая формоустойчивая оцинкованная сталь, доступная на рынке; марка EDDS применяется в тех случаях, когда марка DDS недостаточна. Интерстициальная (бесуглеродистая) химия (чрезвычайно низкое содержание углерода и азота) обеспечивает исключительную вытяжимость для самых требовательных операций штамповки. Типичные области применения: кузовные панели автомобилей и сложные компоненты бытовой техники.
- SS (конструкционная сталь): В отличие от сталей, предназначенных для обработки давлением, обозначения SS ориентированы в первую очередь на прочность, а не на формоустойчивость. Сталь SS класса 33 гарантирует минимальный предел текучести 33 ksi; сталь SS класса 50 — 50 ksi. Эти оцинкованные стальные листы применяются в несущих конструкциях — каркасах зданий, опорах линий электропередачи, элементах мостов — там, где важнейшее значение имеет структурная целостность, а не способность к формованию.
| Обозначение марки | Уровень формоустойчивости | Типичная предел текучести | Основные характеристики | Общие применения |
|---|---|---|---|---|
| CS-A/CS-B | От низкого до среднего | Не указано | Универсального назначения, свариваемая | Кровля, фасадные панели, воздуховоды, резервуары |
| Fs | Умеренный | Не указано | Повышенная формоустойчивость по сравнению с марками CS | Прокатные профили, умеренные вытяжки |
| Дс | Хорошо | Не указано | Низкоуглеродистая сталь с контролируемым химическим составом | Корпуса бытовых приборов, автомобильные детали |
| DDS | Очень хорошо | Не указано | Очень низкое содержание углерода, минимальное удлинение 42 % | Глубоковытяжные детали, кухонные мойки |
| EDDS | Отличный | Не указано | Безмежзёренный стальной лист, максимальная пластичность | Сложные штамповки, кузовные панели |
| Нержавеющая сталь марки 33 | Ограниченный | минимальный предел прочности при растяжении 33 ksi | Конструкционная прочность, нормированные свойства | Каркасы, прогонные балки, лёгкие конструкции |
| Нержавеющая сталь марки 50 | Ограниченный | минимум 50 ksi | Высокопрочная конструкционная | Тяжёлые конструкции, мосты, башни |
Различие имеет большее значение, чем может показаться на первый взгляд. Закажите оцинкованный листовой прокат коммерческого качества, когда требуется формоустойчивость класса DDS, и ваши детали потрескаются при штамповке. Укажите класс EDDS, когда стандартной коммерческой стали было бы достаточно, и вы переплатите за избыточные характеристики, в которых нет необходимости.
Опытные производители оцинкованного листового металла зададут подробные вопросы о ваших операциях по формовке перед тем, как порекомендовать конкретный класс стали. Если поставщик просто предлагает «оцинкованную сталь», не обсуждая технические требования к классу, это тревожный сигнал, указывающий на ограниченную техническую компетентность.
После уточнения стандартов ASTM и марок стали вы теперь готовы составлять точные технические спецификации. Однако одних спецификаций недостаточно — вам также необходимо понимать формы выпуска продукции и принятые в отрасли обозначения размеров, которые производители используют при поставке оцинкованных материалов на ваше предприятие.
Формы выпуска продукции и стандартные спецификации
Вы определили метод оцинкования, массу покрытия и марку стали — однако теперь встаёт неожиданно сложный вопрос: в каком виде должен поступить ваш материал? Производители оцинкованного листового металла предлагают продукцию в нескольких формах, каждая из которых обладает собственными преимуществами в зависимости от вашей производственной конфигурации и объёмов заказа.
Понимание стандартных размеров листового металла, измерений толщины по шкале калибров (gauge) и выбор между рулонной и листовой формой могут стать решающим фактором между бесперебойным производством и дорогостоящими потерями материала. Давайте подробно разберём, что вам необходимо знать.
Стандартные размеры листов и измерения толщины по шкале калибров (gauge)
Вот один нюанс, который подводит даже опытных покупателей: номера калибров (gauge) не являются универсальными величинами. Согласно исчерпывающему руководству Makerverse по калибрам, стальной лист толщиной 16 gauge не эквивалентен алюминиевому листу толщиной 16 gauge — и у оцинкованной стали своя собственная шкала калибров.
Система калибровки возникла в XIX веке как производственное сокращение. Чем меньше номер калибра, тем толще материал. Однако здесь есть нюанс: эта зависимость не является линейной и различается в зависимости от типа металла. Всегда уточняйте фактическую толщину в миллиметрах или дюймах, а не полагайтесь исключительно на обозначения калибра.
Для оцинкованных листов и плоских изделий из листового металла большинство поставщиков придерживаются системы калибровки Birmingham Wire Gauge (BWG). Стальной лист толщиной 20 калибра — один из наиболее часто указываемых размеров — имеет толщину примерно 0,91 мм или 0,0359 дюйма. Такой стальной лист 20 калибра широко применяется при изготовлении воздуховодов систем отопления, вентиляции и кондиционирования (HVAC), световых коробов и в общем машиностроении, где требуется умеренная жёсткость при одновременной лёгкости обработки.
| Номер калибра | Толщина (дюймы) | Толщина (мм) | Общие применения |
|---|---|---|---|
| 26 GA | 0.0179 | 0.45 | Лёгкие воздуховоды, акустические панели, декоративные элементы отделки |
| 24 GA | 0.0239 | 0.61 | Системы HVAC, панели бытовой техники, электрические корпуса |
| 22 GA | 0.0299 | 0.76 | Кровельные и фасадные материалы, изделия средней грузоподъёмности |
| листовой металл 20 калибра | 0.0359 | 0.91 | Общее машиностроение, кронштейны, крышки, воздуховоды |
| 18 GA | 0.0478 | 1.21 | Конструкционные компоненты, автомобильные детали, тяжелые корпуса |
| 16 калибр | 0.0598 | 1.52 | Компоненты шасси, рамы, промышленное оборудование |
| 14 калибр | 0.0747 | 1.90 | Тяжелые конструкционные элементы, сельскохозяйственное оборудование, прицепы |
| 12 калибр | 0.1046 | 2.66 | Сверхпрочные конструкционные элементы, защитные ограждения для оборудования |
| 10 калибр | 0.1345 | 3.42 | Применение листовой стали в виде плит, компоненты, подвергающиеся высоким нагрузкам |
Как отмечает компания All Metals Fabrication, листовой металл переходит в категорию «плит» при толщине более 7 калибра (примерно 0,188 дюйма). Начиная с этого значения, обозначения толщины заменяются десятичными значениями в дюймах: вместо указания калибра вы будете заказывать плиту толщиной 0,250 дюйма или 0,500 дюйма.
Стандартные размеры оцинкованного листа обычно выпускаются в двух распространённых ширинах: четыре фута (48 дюймов) и пять футов (60 дюймов). Длина листов, как правило, составляет 8 футов, 10 футов и 12 футов; наиболее часто складируемым размером у дистрибьюторов является конфигурация 4' × 10'.
Почему это важно? Оптимизация размещения деталей на стандартных листах минимизирует отходы. При вырезании заготовки длиной 6 футов из листа длиной 10 футов остаётся обрезок длиной 4 фута — что может быть неэффективным использованием материала, если этот обрезок нельзя применить в других целях.
Руководство по выбору формата: рулон или лист
Помимо плоских листов производители оцинкованного листового металла предлагают материал в рулонной форме — плотно намотанные рулоны, которые разматываются в процессе обработки. Согласно Справочнику технических характеристик MD Metals , выбор между рулонами и предварительно нарезанными листами оцинкованного металла требует учёта ряда производственных факторов.
Оцинкованные рулоны листового металла производятся по тому же технологическому процессу, что и листы — на самом деле листы изготавливаются из рулонов. На перерабатывающих заводах используются крупногабаритные выравнивающие станки для размотки материала, его выравнивания и резки на отрезки нужной длины, удобные для штабелирования. При прямом заказе рулонов вы фактически получаете материал до выполнения этой вторичной обработки.
При выборе между форматами учитывайте следующие факторы:
- Возможности оборудования: Обработка рулонов требует использования разматывателей, правильных станков и систем подачи. Если в вашем производственном помещении отсутствует такое оборудование, предварительно нарезанные листы позволяют избежать капитальных затрат. В то же время предприятия с линиями для работы с рулонами получают преимущества от непрерывной подачи материала, что обеспечивает максимальное время безостановочной работы оборудования.
- Сокращение отходов: Рулоны позволяют нарезать заготовки любой необходимой длины, точно соответствующей габаритам ваших деталей. Вместо того чтобы адаптировать производство под стандартные листы длиной 10 футов, вы можете задать точные размеры заготовок, минимизируя образование отходов. При серийном производстве такая оптимизация зачастую оправдывает затраты на приобретение оборудования для работы с рулонами.
- Минимальные объемы заказа: Заказы рулонов, как правило, требуют более крупных обязательств — обычно не менее 10 000 фунтов — по сравнению с покупками листового проката, когда можно заказать всего несколько листов. Производства с небольшими объёмами могут считать листовой прокат более практичным вариантом, несмотря на несколько более высокую стоимость за фунт.
- Требования к хранению: Рулоны позволяют организовать компактное хранение и занимают меньше площади пола по сравнению с эквивалентным количеством листов. Однако для их хранения и перемещения требуются специализированные стеллажные системы и оборудование (автопогрузчики с насадками для рулонов или крюками в форме буквы «С»), в которых нет необходимости при работе с листами.
- Сроки исполнения: Стандартные размеры листов, как правило, отгружаются быстрее со складских запасов дистрибьютора. Нарезка рулонов на ленты по индивидуальным параметрам или выполнение заказа на определённую ширину может увеличить срок обработки вашего заказа.
Для автоматизированных операций штамповки или гибки на роликовых станках, при которых изготавливается тысячи деталей, рулоны почти всегда являются предпочтительным решением. Непрерывная подача материала сокращает время на обработку между заготовками и позволяет более плотно размещать детали на листе. Напротив, мелкосерийные цеха, выпускающие разнообразную продукцию небольшими партиями, зачастую отдают предпочтение гибкости использования листового проката — можно взять нужное количество без необходимости настройки оборудования для работы с рулонами при каждом новом заказе.
Некоторые производители предлагают оба формата (листы и рулоны) с одного и того же завода, что позволяет закупать листы для изготовления прототипов и перейти на рулоны после достижения объёмов серийного производства, оправдывающих такую замену. Эта гибкость заслуживает внимательной оценки при отборе новых поставщиков.
После уточнения форм поставки и размерных стандартов вы готовы соотнести эти технические характеристики с конкретными отраслевыми применениями — именно реальные требования автомобильной, строительной и сельскохозяйственной отраслей определяют, какие именно сочетания толщины (калибра), покрытия и формата обеспечивают оптимальные эксплуатационные показатели.
Отраслевые применения и требования к материалам
Знание толщины листа, массы покрытия и марки стали имеет решающее значение — но как эти параметры влияют на реальные эксплуатационные характеристики? Различные отрасли промышленности предъявляют разные требования к свойствам материалов, и производители оцинкованного листового металла адаптируют свою продукцию соответствующим образом. То, что идеально подходит для воздуховодов систем отопления, вентиляции и кондиционирования воздуха (HVAC), может катастрофически выйти из строя в сельскохозяйственной технике. То, что отлично зарекомендовало себя на автомобильных кузовных панелях, может оказаться избыточным решением для внутренних несущих конструкций.
Рассмотрим конкретные требования, определяющие выбор материалов в трёх ключевых отраслях, а также параметры, которые отличают удовлетворительные эксплуатационные характеристики от оптимальных результатов.
Спецификации и требования автомобильной промышленности
Автомобильная промышленность представляет собой одну из самых требовательных областей применения оцинкованной стальной листовой продукции. От элементов шасси до кузовных панелей автомобили требуют материалов, устойчивых к воздействию дорожной соли, влаги и многолетней эксплуатации, а также соответствующих строгим стандартам формоустойчивости и свариваемости.
Согласно руководству по спецификациям компании BJCX Steel, автопроизводители обычно указывают оцинкованную сталь марки SGLC благодаря ее повышенной коррозионной стойкости и хорошей формоустойчивости. Эта марка сохраняет защитное покрытие в агрессивных условиях и одновременно обеспечивает возможность сложных операций штамповки, требуемых современными конструкциями автомобилей.
Вот какие требования обычно предъявляются к автомобильным применениям:
- Компоненты шасси и подвески: Оцинкованная конструкционная сталь марок SS (с пределом текучести 33 ksi или 50 ksi) для несущих деталей. Покрытия класса G90 и толще защищают от брызг дорожной воды и соли. Здесь важна свариваемость: материалы с гальваннелированным покрытием зачастую превосходят горячеоцинкованные аналоги, поскольку при их сварке выделяется меньше токсичных паров и образуются более чистые сварные швы.
- Кузовные панели и закрытия: Марки EDDS и DDS доминируют, обеспечивая исключительную формоустойчивость, необходимую для сложных контуров. Предпочтение отдается гальваннелированным покрытиям, поскольку они совместимы с автомобильными лакокрасочными системами без необходимости проведения трудоемкой подготовки поверхности — это критически важный фактор снижения себестоимости при массовом производстве.
- Конструктивные усиления: Листовая сталь из низкоуглеродистой стали марок DS или FS обеспечивает оптимальный баланс между формоустойчивостью и прочностью. Эти компоненты не требуют экстремальной способности к глубокой вытяжке, как у кузовных панелей, но при этом нуждаются в надежной защите от коррозии.
- Открытые компоненты нижней части кузова: Максимальная коррозионная стойкость имеет первостепенное значение. Покрытия G140 или G235 в сочетании с горячим цинкованием защищают топливные баки, днища кузова и арки колёс от агрессивной среды солей и влаги, воздействующей на нижнюю часть транспортных средств.
Акцент автомобильной промышленности на свариваемости объясняет доминирование гальваннелированной стали в применении для кузовных панелей. Когда производители выполняют точечную сварку сотен соединений на каждом автомобиле с высокой скоростью на конвейере, стабильное качество сварных швов не является опциональным — оно обязательно для обеспечения конструктивной целостности и безопасности при столкновениях.
Строительные и сельскохозяйственные применения
Строительный и сельскохозяйственный секторы сталкиваются с общей проблемой: продукция должна выдерживать суровые внешние условия в течение длительного времени при минимальном техническом обслуживании. Однако их конкретные требования значительно различаются в зависимости от требований применения.
Строительных приложениях
От воздуховодов систем отопления, вентиляции и кондиционирования воздуха (HVAC) до несущих каркасов применение оцинкованной листовой стали в строительстве охватывает весь спектр продукции — от листов до рулонов. Ключевой задачей является подбор уровня коррозионной стойкости в соответствии с условиями эксплуатации и уровня формоустойчивости — в соответствии со способами изготовления.
- Воздуховоды систем отопления, вентиляции и кондиционирования: Плоский листовой металл толщиной 20–24 калибра с покрытием G60 подходит для большинства внутренних применений. Умеренный вес цинкового покрытия обеспечивает достаточную защиту в климат-контролируемых помещениях при разумном уровне материальных затрат. Коммерческие марки стали (CS-A или CS-B) обладают достаточной формоустойчивостью для типичного изготовления воздуховодов.
- Металлическая кровля и фасадные панели: Внешнее воздействие требует более толстых покрытий — минимум G90 для большинства климатических зон, G140 или G235 — для прибрежных или промышленных условий. Как отмечает компания BJCX Steel, цинковое покрытие Z275 (275 г/м²) часто указывается для применений, требующих длительного срока службы в агрессивных условиях.
- Конструктивный каркас: Оцинкованная листовая сталь марок SS обеспечивает необходимую прочность для несущих конструкций. Системы каркаса из лёгкого стального профиля (LGSF) обычно используют материал толщиной 18 калибра или толще с цинковым покрытием G60 для внутренних применений или G90 — для наружного применения.
- Архитектурные элементы отделки и фартуки: Важны как внешний вид, так и эксплуатационные характеристики. Гладкие и однородные покрытия, полученные методами электролитического цинкования или гальваннелирования, зачастую лучше подходят для видимых участков по сравнению со сплющенной («шашлычной») поверхностью горячеоцинкованного материала.
Применение в сельскохозяйственной технике
Сельскохозяйственное оборудование сталкивается с одними из самых сложных задач по защите от коррозии среди всех отраслей промышленности. Как поясняет National Material Company, современные фермеры используют оцинкованную сталь практически во всех областях своей деятельности — а её свойства, связанные с низкими эксплуатационными затратами и устойчивостью к ржавчине, напрямую влияют на операционную эффективность.
Рассмотрим условия эксплуатации: оборудование постоянно контактирует с удобрениями, пестицидами, животноводческими отходами и влагой. Складские помещения подвергаются сезонным циклам изменения влажности и сухости. Ограждения выдерживают многолетнее воздействие погодных условий без какого-либо бюджета на техническое обслуживание.
- Хранение и транспортировка зерна: Бункеры для хранения, шнеки и корпуса конвейеров требуют толстых оцинкованных покрытий (G115 или толще) для защиты от абразивного и коррозионного воздействия зерна. Листовая сталь из мягкой стали марок CS обеспечивает достаточную формоустойчивость для этих компонентов.
- Оборудование для содержания скота: Ворота, кормушки и панели корпусов подвергаются контакту с животными и воздействию отходов. Стандартным является минимальный вес цинкового покрытия G90; во многих технических требованиях указан вес покрытия G140 для увеличения срока службы свыше 20 лет.
- Ирригационное оборудование: Постоянный контакт с водой — зачастую содержащей растворённые минералы и химические реагенты для обработки — требует максимальной стойкости к коррозии. Покрытия на основе алюминиево-цинкового сплава (AZ) иногда превосходят по эксплуатационным характеристикам чисто цинковые покрытия в этих областях применения.
- Ограды и конструкционные элементы: Согласно данным National Material Company, оцинкованные ограды являются одним из наиболее распространённых применений в сельском хозяйстве. Материал поставляется в готовом к монтажу виде без необходимости последующей окраски, а его долговечность обеспечивает экономическую целесообразность, несмотря на более высокую первоначальную стоимость по сравнению с необработанными аналогами.
Что делает сельскохозяйственные применения особенно требовательными? В отличие от автомобильной или строительной техники, условия эксплуатации которой в определённой степени предсказуемы, сельскохозяйственное оборудование подвергается переменным воздействиям: один сезон — хранение в сухом помещении, следующий — работа на поле в грязи. Эта изменчивость означает, что при выборе покрытия необходимо ориентироваться на наихудшие условия эксплуатации, что обычно приводит к использованию более тяжёлых вариантов из доступного диапазона массы покрытия.
Экономическое соотношение также иное. Если автопроизводители могут включить затраты на окраску и дополнительные защитные покрытия в себестоимость производства, то для сельскохозяйственной техники коррозионная стойкость зачастую обеспечивается исключительно за счёт оцинковки. Правильный выбор массы покрытия на этапе проектирования определяет, прослужит ли оборудование 15 или 30 лет.
После уточнения требований к применению в этих ключевых отраслях следующим важнейшим вопросом становится: как оценить, какие производители оцинкованного листового металла действительно способны поставлять материалы, соответствующие этим спецификациям? Сертификаты качества, производственные возможности и уровень сервиса значительно различаются у разных поставщиков — и понимание того, на что следует обращать внимание, позволяет отличить успешные закупки от дорогостоящих ошибок.
Оценка качества и возможностей производителя
Вы определили свои технические требования: метод оцинкования, масса цинкового покрытия, марка стали и форма изделия. Теперь возникает вопрос, который определяет, будут ли эти требования на самом деле реализованы в виде качественных деталей, поставленных в срок: какие производители оцинкованного листового металла могут надёжно выполнять свои обязательства?
Разрыв между заявленными возможностями поставщика и его реальными показателями в практической деятельности может быть колоссальным. Некоторые производители стальных рулонов отлично справляются с массовым выпуском товарной продукции, но испытывают трудности при выполнении индивидуальных требований. Другие предлагают исключительную техническую поддержку, однако не способны масштабироваться для удовлетворения производственных потребностей. Понимание того, как систематически оценивать эти факторы, помогает вам выявлять партнёров, а не просто поставщиков.
Сертификаты качества, которые имеют значение
Сертификаты качества предоставляют объективные доказательства того, что производитель внедрил системные процессы для обеспечения стабильного выпуска продукции. Однако не все сертификаты имеют одинаковую значимость — и некоторые из них гораздо важнее других в зависимости от вашей отрасли.
ISO 9001: основа
Сертификат ISO 9001 свидетельствует о том, что производитель внедрил документированную систему менеджмента качества, охватывающую все этапы — от проверки поступающих материалов до испытаний готовой продукции. Согласно руководству Newinds по оценке заводов, проверка наличия сертификата ISO 9001 должна быть одним из первых шагов при оценке любого производителя оцинкованной стали.
Однако вот что упускают многие покупатели: сертификат ISO 9001 — это базовый уровень, а не фактор, выделяющий поставщика на фоне других. Практически каждый серьёзный производитель обладает этим сертификатом. Его отсутствие является тревожным сигналом; наличие же сертификата лишь означает, что поставщик соответствует минимальным профессиональным стандартам.
IATF 16949: Автомобильный стандарт
Для применения в автомобильной цепочке поставок сертификация IATF 16949 имеет значительно большее значение, чем сертификация ISO 9001 в отдельности. Согласно Документации AIAG по IATF 16949 , данный стандарт «определяет требования к системе менеджмента качества для организаций, действующих в глобальной автомобильной промышленности», и был разработан при беспрецедентном участии отрасли.
IATF 16949 базируется на стандарте ISO 9001, но дополняет его требованиями, специфичными для автомобильной отрасли, включая:
- Предотвращение дефектов: Системные подходы к предотвращению проблем с качеством, а не их выявлению после завершения производства
- Снижение вариативности: Статистический контроль процессов, минимизирующий различия между отдельными деталями
- Постоянное совершенствование: Документированные методы непрерывного повышения качества
- Требования к цепочке поставок: Требования к качеству, распространяющиеся на всю сеть поставщиков
При закупке оцинкованных компонентов для шасси, подвески или конструкционных автомобильных деталей сертификация по IATF 16949 не является опциональной — как правило, она представляет собой жёсткое требование автопроизводителей (OEM). Такие производители, как Shaoyi (Ningbo) Metal Technology специально поддерживают данную сертификацию для соответствия строгим требованиям автомобильной отрасли к качеству деталей, получаемых методом холодной штамповки металла, и прецизионных сборок.
Отраслевые сертификаты
Помимо этих базовых сертификатов, обращайте внимание на квалификационные документы, релевантные вашему конкретному применению:
- ISO 14001: Сертификация системы экологического менеджмента — всё более важный критерий для компаний, предъявляющих требования в области устойчивого развития
- Сертификаты специальных процессов: CQI-9 (термообработка), CQI-11 (нанесение покрытий), CQI-12 (нанесение лакокрасочных покрытий) и аналогичные оценки AIAG для производителей, выполняющих вторичные процессы
- Утверждения, установленные заказчиком: Многие автопроизводители ведут списки одобренных поставщиков, требуя дополнительной квалификации сверх стандартных сертификатов
Оценка производственных возможностей и уровней обслуживания
Сертификаты информируют вас о системах и процессах. Производственные возможности показывают, может ли производитель фактически выполнить ваши конкретные требования. Согласно оценочной методике Newinds, анализ производственных линий, оборудования и уровня внедрения технологий даёт ключевое представление о пригодности поставщика.
Поддержка проектирования с учетом производственных возможностей (DFM)
Лучшие дистрибьюторы оцинкованной стали делают не просто заказы — они помогают оптимизировать ваши конструкции с точки зрения эффективности производства. Как Руководство OpenBOM по DFM поясняет, проектирование для производства «позволяет эффективно изготавливать продукт и легко собирать его при минимальных трудозатратах».
Качественные производители проверяют ваши конструкторские документы до начала производства, выявляя потенциальные проблемы с:
- Требования к формообразованию по сравнению с выбором марки материала
- Соображения, связанные с оснасткой, которые влияют на качество деталей
- Накопление допусков, которое может вызвать проблемы при сборке
- Возможности снижения затрат за счёт модификации конструкции
Согласно OpenBOM, комплексная поддержка DFM помогает свести к минимуму «разрыв между разработкой и прототипированием с одной стороны и массовым производством — с другой». Производители, предлагающие такую возможность, демонстрируют техническую глубину, выходящую за рамки базового изготовления: они становятся инженерными партнёрами, заинтересованными в вашем успехе.
Например, такие поставщики, как Shaoyi, предоставляют комплексную поддержку DFM, оптимизирующую конструкции до начала инвестиций в оснастку, что потенциально позволяет значительно сократить затраты и одновременно повысить качество деталей.
Возможности быстрого прототипирования
Насколько быстро производитель может изготовить образцы деталей для проверки? Эта возможность чрезвычайно важна для сроков разработки новых изделий. Некоторые поставщики стальной рулонной стали требуют недель для изготовления первых образцов; другие предлагают быстрое прототипирование, сокращающее этот срок до нескольких дней.
Обратите внимание на производителей, предлагающих:
- Выделенные мощности для прототипирования, отдельные от производственных линий
- Варианты мягких оснасток для первоначальной проверки перед вложением средств в твёрдые оснастки
- Оперативное производство образцов — пятидневное экспресс-прототипирование представляет собой передовую отраслевую возможность
- Поддержка итеративных доработок без чрезмерного увеличения сроков выполнения
Массовое производство и масштабируемость
Производитель, выпускающий отличные прототипы, но не способный нарастить объёмы до серийного производства, создаёт риски для цепочки поставок. Оцените:
- Общая производственная мощность по сравнению с вашими прогнозируемыми объёмами
- Резервное оборудование — смогут ли они продолжать производство при выходе из строя станка?
- Численность и квалификация персонала, а также программы его обучения
- Загрузка мощностей — поставщики, работающие на 95 % своей мощности, имеют ограниченную гибкость для вашего роста
Автоматизированные возможности массового производства свидетельствуют об инвестициях в стабильный выпуск продукции высокого объёма. Ручные процессы могут быть применимы при изготовлении прототипов, однако зачастую не справляются с требованиями повторяемости, предъявляемыми к серийному производству.
Реакция на запросы обслуживания и техническая поддержка
Когда возникают проблемы — а они обязательно возникнут — как быстро реагирует ваш поставщик рулонной стали? Факторы сервиса зачастую определяют разницу между удовлетворительными поставщиками и выдающимися партнёрами:
- Срок предоставления коммерческого предложения: Какой промежуток времени проходит от подачи запроса коммерческого предложения (RFQ) до получения официального коммерческого предложения? Ведущие в отрасли поставщики оцинкованной стали обеспечивают формирование коммерческого предложения в течение 12 часов для стандартных запросов — это существенное преимущество, когда вы сравниваете несколько источников в условиях жёстких сроков.
- Доступ к технической поддержке: Можно ли напрямую связаться с инженерами или всё взаимодействие должно проходить через представителей отдела продаж? Прямой доступ к инженерам ускоряет решение проблем и оптимизацию конструкции.
- Оперативность коммуникации: Оцените, насколько быстро поставщики отвечают на рутинные запросы. Их поведение в ходе процесса продаж обычно предсказывает их оперативность после того, как вы станете их клиентом.
- История решения проблем: Запросите рекомендации и конкретно спросите, как поставщик решал вопросы качества или сложности с поставками. Идеальные показатели встречаются редко; важнее профессиональный подход к устранению возникающих проблем.
Чек-лист оценки производителя
Используйте эту методику при оценке потенциальных производителей оцинкованного листового металла:
- Сертификаты проверены: ISO 9001 (базовый стандарт), IATF 16949 (автомобильная промышленность), отраслевые сертификаты подтверждены и действительны
- Аудит систем качества: Проверка входящего контроля, контрольных мероприятий в ходе производства, окончательных испытаний, журналов калибровки, записей о корректирующих действиях
- Оценка производственных возможностей: Перечень оборудования, анализ производственной мощности, уровень автоматизации, документированная квалификация персонала
- Поддержка DFM подтверждена: Доступны инженерные ресурсы, определён процесс проверки проекта, приведены примеры оптимизации
- Скорость изготовления прототипов подтверждена: Подтверждён срок изготовления прототипов в сжатые сроки, проведена оценка качества образцов, понятен процесс доработок
- Масштабируемость оценена: Рассчитан запас производственной мощности, подтверждена избыточность оборудования, обсуждена возможность расширения производства
- Надёжность цепочки поставок проверена: Проверено происхождение сырья, проанализированы практики управления запасами, получены показатели своевременности поставок
- Уровни сервиса протестированы: Протестировано время подготовки коммерческого предложения, оценена оперативность технической поддержки, проанализировано качество коммуникации
- Контакты рекомендателей установлены: Интервью с клиентами, имеющими схожий объем заказов, обсуждение примеров решения проблем, подтверждение общей удовлетворенности
Как рекомендует Newinds, рассмотрите возможность использования взвешенной оценочной матрицы — например, Качество 30 %, Доставка 25 %, Стоимость 20 %, Соответствие требованиям 15 %, Обслуживание 10 % — для объективного сравнения поставщиков по этим критериям. Такой системный подход исключает эмоциональную составляющую из решений о закупках и обеспечивает документальное обоснование вашего выбора.
Процесс оценки требует времени, однако вложенные усилия окупаются за счёт надёжных поставок, стабильного качества и партнёрских отношений, которые со временем укрепляются. Производитель, отвечающий этим критериям, становится не просто поставщиком — он превращается в продолжение ваших производственных возможностей.
Разумеется, оцинкованная сталь не всегда является оптимальным выбором. Понимание того, когда альтернативные коррозионностойкие материалы могут лучше соответствовать вашему применению, позволяет принимать полностью обоснованные решения о закупках — именно этому вопросу мы и посвятим следующий раздел.
Оцинкованная сталь по сравнению с альтернативными материалами
Оцинкованная сталь доминирует в областях применения коррозионностойких металлов — но всегда ли она является оптимальным выбором? Понимание того, когда альтернативные материалы превосходят оцинкованные варианты, помогает принимать закупочные решения, оптимизирующие как эксплуатационные характеристики, так и стоимость. Иногда целесообразно заплатить больше за нержавеющую сталь; в других случаях лучшую ценность обеспечивает гальвалюм. Ключевой момент — соответствие свойств материала конкретным требованиям вашей области применения.
Рассмотрим, как оцинкованная сталь соотносится с наиболее распространёнными альтернативами — и в каких случаях каждая из них предпочтительна.
Сравнение эксплуатационных характеристик оцинкованной и гальвалюмной стали
Гальвалюмная сталь представляет собой ближайшего конкурента традиционной оцинкованной стали и использует покрытие из сплава алюминия и цинка (примерно 55 % алюминия, 43,5 % цинка и 1,5 % кремния) вместо чистого цинка. Согласно Техническому сравнению компании Englert Inc. , гальвалюм был разработан в 1960-х годах компанией Bethlehem Steel как усовершенствование традиционной оцинковки.
Итак, в чём практическая разница? Алюминиевый компонент в рулоне оцинкованной стали с алюминиево-цинковым покрытием образует стабильный оксидный слой, который обеспечивает более эффективную коррозионную стойкость по сравнению с чистым цинком во многих средах. В то же время цинк продолжает обеспечивать жертвенную защиту на срезах и царапинах. Эта комбинация обычно обеспечивает срок службы в 2–4 раза больший, чем у стандартной оцинкованной стали, при одинаковых условиях испытаний на воздействие солевого тумана и циклической коррозии.
Вот что вам необходимо знать о различиях в эксплуатационных характеристиках:
- Долговечность: Рулон оцинкованной стали обычно служит от 20 до 50 лет в зависимости от условий окружающей среды; рулон оцинкованной стали с алюминиево-цинковым покрытием продлевает этот срок до 40–70 лет при оптимальных условиях
- Теплостойкость: Содержание алюминия в стали с алюминиево-цинковым покрытием обеспечивает более высокое отражение солнечного излучения, что приводит к снижению температуры поверхности и уменьшению термических напряжений
- Температурные циклы: Алюминиево-цинковый сплав лучше сопротивляется образованию микротрещин при многократных циклах нагрева и охлаждения
- Эксплуатация в прибрежных зонах: В средах с высокой соленостью гальвалюминий, как правило, превосходит оцинкованную сталь, хотя ни один из этих материалов не способен сравниться с чистым алюминием в морских условиях
Однако оцинкованная стальная рулонная сталь по-прежнему сохраняет преимущества в определённых ситуациях. Чистое цинковое покрытие на оцинкованной стали обеспечивает превосходную начальную жертвенную защиту — то есть более эффективное самовосстановление в повреждённых участках на ранних этапах эксплуатации. Для применений с высоким риском царапин или абразивного износа это свойство имеет существенное значение.
Когда стоит рассмотреть альтернативные материалы
Помимо гальвалюминия, несколько других коррозионностойких материалов конкурируют с оцинкованной рулонной сталью. Каждый из них обладает собственными преимуществами для конкретных применений — а также собственными особенностями в плане стоимости.
Оцинкованная сталь
Когда важна высокотемпературная стойкость, а не общая коррозионная стойкость, алюминизированная сталь демонстрирует выдающиеся характеристики. Алюминиевое покрытие выдерживает температуры до 1250 °F (675 °C) без значительной деградации — что значительно превосходит возможности оцинкованных стальных рулонов. Типичные области применения включают:
- Автомобильные выхлопные системы и теплозащитные экраны
- Компоненты промышленных печей
- Детали печей и нагревательное оборудование
- Оборудование для барбекю и приготовления пищи
Компромисс? Алюминизированная сталь не обладает механизмом жертвенной защиты, присущим цинксодержащим покрытиям. Царапины или срезанные кромки не способны к самовосстановлению, что делает материал менее пригодным для применений, связанных с механическими повреждениями или абразивным износом.
Нержавеющая сталь
Для достижения максимальной коррозионной стойкости без использования каких-либо покрытий нержавеющая сталь остаётся непревзойдённой. Согласно сравнению коррозионной стойкости от MetalTek, выбор материала предполагает компромисс между стоимостью и эксплуатационными характеристиками — при этом нержавеющая сталь занимает премиальную позицию по обоим параметрам.
Распространённые марки нержавеющей стали, такие как 304 и 316, обеспечивают коррозионную стойкость за счёт содержания хрома, который образует пассивный оксидный слой. Эта защита является неотъемлемым свойством самого материала, а не нанесённым покрытием, то есть она не стирается и не истощается со временем. Применения, в которых использование нержавеющей стали оправдано, включают:
- Оборудование для пищевой промышленности (соответствие требованиям FDA)
- Системы для работы с химическими веществами
- Морская фурнитура, постоянно подвергающаяся воздействию морской воды
- Медицинское и фармацевтическое оборудование
- Архитектурные элементы, требующие десятилетий эксплуатации без технического обслуживания
Во сколько раз дороже? В зависимости от марки и рыночных условий стоимость нержавеющей стали обычно в 3–5 раз превышает стоимость эквивалентного оцинкованного стального листа. Такая надбавка оправдана только в тех случаях, когда требования к коррозионной стойкости превышают возможности цинковых покрытий — либо когда применение предполагает использование собственных свойств материала, а не защиту за счёт покрытия.
Окрашенная или порошково-окрашенная сталь
Когда эстетические соображения определяют выбор материала, окрашенная или порошково-окрашенная сталь предлагает цветовые решения, недостижимые для неокрашенных оцинкованных или гальвалюминиевых поверхностей. Эти покрытия обеспечивают дополнительную барьерную защиту поверх базовой металлической обработки, потенциально увеличивая срок службы и одновременно обеспечивая декоративную отделку.
Современные системы непрерывного нанесения покрытия наносят краску на оцинкованные или гальвалюминиевые основы, объединяя преимущества цинковой защиты и стойкости цвета. Такой подход подходит для:
- Архитектурные панели и фасады зданий
- Корпуса бытовой техники
- Торговое оборудование и витрины
- Декоративных элементов автомобильного кузова
Здесь речь идет не о том, превосходит ли окрашенная сталь оцинкованную, а о том, оправданы ли эстетические требования дополнительными затратами на нанесение покрытия и потенциальным ухудшением состояния краски со временем.
| Критерии | Оцинкованная сталь | Сталина с покрытием Aluzinc | Оцинкованная сталь | Нержавеющая сталь | Окрашенная/с порошковым покрытием |
|---|---|---|---|---|---|
| Стойкость к коррозии | Хорошо (20–50 лет) | Отлично (40–70 лет) | Хорошо (без жертвенной защиты) | Превосходно (встроенная) | Хорошо — отлично (зависит от покрытия) |
| Относительная стоимость | 1.0x (базовый уровень) | 1,05–1,15× | 1,1–1,3× | 3-5x | 1,2–1,5× |
| Термостойкость | Умеренно (до 400 °F) | Хорошо (более высокая отражательная способность) | Отличная (до 1250 °F) | Отличный | Ограниченная (деградация покрытия) |
| Образование формы | Хорошо | Хорошо | Хорошо | Умеренный до хорошего | Хорошая (зависит от основы) |
| Свариваемость | Хорошая (цинковые пары) | Хорошо | Хорошо | Требуются специальные процедуры | Требуется удаление покрытия |
| Самовосстановление на кромках | Отличный | Хорошо | Бедная | Н/Д (встроенная защита) | Бедная |
| Лучшие применения | Общее применение на открытом воздухе, в сельском хозяйстве, системах ОВКВ | Кровельные работы, длительное использование на открытом воздухе | Высокотемпературные среды | Химическая промышленность, пищевая промышленность, морское судоходство | Архитектурное, эстетическое |
Рамка принятия решений проста: начните с оцинкованной стали в качестве базового варианта и переходите к альтернативам только тогда, когда специфические требования применения обуславливают необходимость их уникальных свойств. Гальвалюминиевая сталь оправдана, когда увеличенный срок службы или отражающая способность к тепловому излучению компенсируют незначительную надбавку к цене. Алюминизированная сталь подходит для высокотемпературных применений, где стандартные покрытия не выдерживают нагрузки. Нержавеющая сталь применяется исключительно в условиях экстремальной коррозии или при наличии строгих нормативных требований. Окрашенные покрытия добавляют ценность лишь тогда, когда цвет и внешний вид являются определяющими факторами при выборе материала.
Понимание этих альтернатив — и их соотношения «затраты–эффективность» — позволяет точно подбирать подходящий материал для каждого конкретного применения, а не полагаться по умолчанию на привычные решения. Иногда рулоны оцинкованной стали остаются оптимальным выбором; иногда же дополнительные затраты на альтернативные материалы обеспечивают более высокую долгосрочную ценность.
После уточнения альтернативных материалов у вас теперь есть полная техническая основа для принятия обоснованных решений в области закупок. Последний шаг — перевод этих знаний в практические действия: эффективное взаимодействие с производителями для поставки материалов, соответствующих вашим техническим требованиям, надёжно и экономически выгодно.
Принятие обоснованных решений при выборе производителей
Вы изучили методы оцинкования, расшифровали толщины покрытий, разобрались в марках стали и проанализировали альтернативные материалы. Теперь наступает решающий момент, определяющий, приведут ли все эти знания к успешным закупкам: непосредственный выбор и взаимодействие с производителями оцинкованного листового металла, способными поставить требуемую продукцию в нужный срок и в необходимом объёме.
Речь идёт не просто о поиске самого низкого ценового предложения на оцинкованную сталь — хотя стоимость, безусловно, имеет значение. Речь идёт о выстраивании долгосрочных отношений с поставщиками, обеспечивающих надёжное выполнение ваших производственных потребностей. Правильный производитель становится партнёром; неподходящий — узким местом.
Ключевые выводы при выборе материала
Прежде чем обращаться к поставщикам, объедините свои требования в чёткую техническую спецификацию. Согласно руководству Metal Zenith для поставщиков, глубокое понимание самого стандарта является вашей первой линией обороны против некачественных материалов. Поставщик, который не может уверенно обсуждать технические детали, может не обладать достаточной экспертизой для эффективного удовлетворения ваших потребностей.
Идеальный поставщик предлагает не только конкурентоспособную цену на оцинкованную сталь — он гарантирует качество, обладает глубокими техническими знаниями и обеспечивает надёжную цепочку поставок, на которую вы можете полагаться.
Ваша техническая спецификация должна охватывать следующие ключевые элементы:
- Способ оцинкования: Горячее цинкование, электролитическое цинкование или гальваннелирование — выбираются в зависимости от требований к формоустойчивости, свариваемости и окрашиваемости
- Масса покрытия: От G30 до G235 — подбирается с учётом условий эксплуатации и ожидаемого срока службы
- Марка стали: Марки стали CS, DS, DDS, EDDS или SS — согласовываются с операциями штамповки и требованиями к прочности
- Форма продукта: Оцинкованная листовая сталь в предварительно нарезанных листах или рулонах, с соответствующей толщиной листа и габаритными размерами для вашей производственной линии
- Требуемые сертификаты: Минимум ISO 9001, IATF 16949 — для автомобильных применений, а также любые отраслевые сертификаты
Определив эти технические требования, вы сможете оценивать поставщиков по объективным критериям, а не полагаться исключительно на коммерческие презентации.
Следующие шаги в вашем процессе закупок
Согласно чек-листу Fry Steel по оценке поставщиков, выбор правильного металлического поставщика — это не просто закупочное решение: это партнёрство, влияющее на качество вашей продукции, сроки производства и долгосрочную рентабельность. Хотя цена оцинкованной стали за фунт имеет значение, она является лишь одним из элементов общей картины.
Следуйте этому плану действий, чтобы перейти от этапа исследований к установлению отношений с квалифицированными поставщиками:
- Составьте короткий список из 3–5 потенциальных поставщиков: Исходя из ваших технических требований, географических соображений и объёмов закупок, определите производителей, которые, судя по всему, способны соответствовать вашим спецификациям. Рассмотрите как дистрибьюторов рулонной стали, так и прямых производителей — в зависимости от объёмов ваших заказов.
- Запросите подробные коммерческие предложения: Направьте запросы коммерческих предложений (RFQ), чётко указав, что именно вам требуется; не принимайте расплывчатые цены на общие позиции вроде «оцинкованная сталь в продаже». Качественные поставщики реагируют оперативно; ведущие в отрасли производители, такие как Shaoyi (Ningbo) Metal Technology предоставляют коммерческие предложения в течение 12 часов для стандартных запросов.
- Требуйте от поставщиков сертификаты испытаний прокатного стана (Mill Test Reports, MTR): Как подчёркивает Metal Zenith, всегда запрашивайте сертификаты испытаний прокатного стана или сертификаты испытаний материалов для каждой катушки или партии. Эти документы подтверждают соответствие материала вашей спецификации ASTM A653 с подробным химическим и механическим анализом.
- Проверяйте сертификаты самостоятельно: Не принимайте заявленные сертификаты на веру. Запросите копии действующих сертификатов и подтвердите их подлинность у органов по сертификации. Например, статус IATF 16949 можно проверить в базе данных IATF.
- Запросите образцы и проведите их оценку: Прежде чем переходить к серийному производству, получите образцы для собственного тестирования. Проверьте, соответствуют ли их формообразующие свойства, адгезия покрытия и внешний вид вашим требованиям. Возможности быстрого прототипирования — например, срок изготовления в течение 5 дней — значительно ускоряют этот этап валидации.
- Оцените качество технической поддержки: Вовлеките поставщиков в технические обсуждения, касающиеся вашего применения. Задают ли они содержательные вопросы о ваших операциях формовки? Предлагают ли они поддержку на этапе проектирования с учётом технологичности (DFM) для оптимизации ваших конструкций? Комплексные рекомендации по DFM помогают свести к минимуму разрыв между разработкой и массовым производством.
- Оцените надёжность цепочки поставок: Согласно методологии компании Fry Steel, сроки поставки, превышающие ожидаемые, могут создать серьёзные узкие места в вашем бизнесе. Уточните типичные сроки поставки, глубину складских запасов и показатели своевременности выполнения заказов.
- Обсудите условия и заключите соглашения: После того как вы определили квалифицированных поставщиков, согласуйте цены, условия оплаты, минимальные объемы заказа и графики поставок. Рассмотрите возможность заключения рамочных договоров или регулярных отгрузок, если ваш спрос предсказуем.
Производители против дистрибьюторов: правильный выбор
Следует ли работать напрямую с производителями оцинкованной стали или через дистрибьюторов оцинкованной стали? Ответ зависит от ваших конкретных обстоятельств.
Прямые отношения с производителями обычно подходят покупателям, которые:
- Заказывают крупные объёмы, оправдывающие прямые закупки у металлургического завода
- Нуждаются в нестандартных технических характеристиках, отсутствующих в наличии на складе
- Требуют дополнительной обработки, интегрированной в производственный процесс
- Выигрывают от прямого технического взаимодействия при оптимизации конструкции
Работа через дистрибьюторов часто целесообразна, когда:
- Объемы заказов ниже минимальных объемов для прокатного стана (часто более 20 000 фунтов)
- Вам необходима быстрая поставка со складских запасов в вашем регионе
- Требуется несколько типов материалов от одного поставщика
- Ограничения по хранению не позволяют вам принимать крупные партии груза
Многие успешные стратегии закупок объединяют оба подхода: использование дистрибьюторов для небольших заказов и изготовления прототипов, а затем переход на прямые отношения с производителями по мере роста объемов.
Для автомобильных применений, требующих прецизионных штампованных компонентов из оцинкованного листа, сотрудничество со специализированными производителями зачастую обеспечивает наилучшие результаты. Такие компании, как Shaoyi, совмещают качество, сертифицированное по стандарту IATF 16949, с возможностями быстрого прототипирования и автоматизированного массового производства — именно такое сочетание оптимизирует процесс закупок от первых образцов до серийного выпуска.
Инвестиции, которые вы вложили в изучение технических характеристик, стандартов и критериев оценки оцинкованной стали, приносят выгоду на протяжении всего срока ваших отношений с поставщиками. Обладая этими знаниями, вы становитесь не просто покупателем — вы осведомлённый партнёр, способный предъявлять требования к качеству и проверять его соответствие потребностям ваших применений.
Часто задаваемые вопросы о производителях оцинкованного листового металла
1. В чём разница между оцинкованной сталью марок G30 и G90?
Обозначение «G» указывает на массу цинкового покрытия в унциях на квадратный фут. У стали G30 общая масса цинкового покрытия составляет 0,30 унц./фут² (примерно 2,5 мкм с каждой стороны), что делает её пригодной для применения в помещениях. У стали G90 масса покрытия составляет 0,90 унц./фут² (примерно 7,5 мкм с каждой стороны), обеспечивая надёжную защиту для наружного и универсального применения. Стойкость к коррозии прямо пропорциональна массе цинкового покрытия: в аналогичных условиях сталь G90 защищает основной металл примерно в три раза дольше, чем G30.
2. Что дороже — оцинкованная сталь или нержавеющая сталь?
Нержавеющая сталь, как правило, стоит в 3–5 раз дороже оцинкованной стали. Хотя нержавеющая сталь обладает превосходной естественной коррозионной стойкостью без применения покрытий, оцинкованная сталь обеспечивает отличную защиту для большинства промышленных применений по значительно более низкой цене. Выбирайте нержавеющую сталь только в тех случаях, когда экстремальные коррозионные условия, соответствие требованиям FDA или морская среда предъявляют повышенные требования к её эксплуатационным характеристикам.
3. Какие сертификаты следует учитывать при выборе производителей оцинкованного листового металла?
Сертификация по стандарту ISO 9001 является базовым требованием и подтверждает наличие документированной системы менеджмента качества. Для поставок в автомобильную промышленность обязательна сертификация по стандарту IATF 16949 — она гарантирует предотвращение дефектов, снижение вариаций и непрерывное совершенствование с учётом специфических требований автопрома. Такие производители, как Shaoyi (Ningbo) Metal Technology, обладают сертификацией IATF 16949, а также предоставляют всестороннюю поддержку на этапе проектирования с учётом технологичности (DFM) и возможности быстрого прототипирования.
4. В чем разница между горячим цинкованием и гальваннелированием?
При горячем цинковании сталь погружают в расплавленный цинк при температуре 450 °C, в результате чего образуется толстое покрытие (50–100 мкм) со специфическим «сверкающим» рисунком и превосходной стойкостью к коррозии в наружных условиях. При гальваннелировании добавляется этап термообработки, в ходе которой формируется поверхность из сплава цинка и железа; это обеспечивает превосходную свариваемость, отличное сцепление лакокрасочного покрытия без предварительной подготовки поверхности и матово-серый цвет — поэтому данный вид покрытия предпочтителен для автомобильных кузовных панелей и окрашенных изделий.
5. Как выбрать между заказом оцинкованной стали в рулонах или листах?
Выбирайте рулонный формат для высокопроизводительных автоматизированных операций штамповки или профилирования, где непрерывная подача материала обеспечивает максимальную эффективность, а возможность заказа отрезков нужной длины минимизирует отходы. Выбирайте предварительно нарезанные листы для низкообъемного производства, изготовления прототипов или предприятий, не оснащенных оборудованием для обработки рулонов. Минимальный объем заказа рулонов обычно составляет 10 000 фунтов и более, тогда как листы обеспечивают гибкость при выполнении разнообразных заказов небольшими партиями.